Embed Size (px)
Citation preview

STUDY OF USAGE OF BOTTOM ASH AS PART REPLACEMENT OFSAND FOR MAKING CONCRETE BLOCKS
Satish Sharma*, V.V. Arora*, Adarsh Kumar N S*
Centre for Construction Development & Research*National Council for Cement and Building Materials
ABSTRACT
In coal based thermal power stations large quantity of bottom ash is generated as by product. Bottomash is collected at the bottom of boiler furnace – characterized by better geotechnical properties andgood material for fill, embankment construction etc. Bottom Ash consists of about 20% of total ashproduced in a thermal power station. There is need to develop alternative for sand for use in concreteworks in India. Studies have been carried out (1-6) to evolve bottom ash as alternative to sand for use inconcrete. With this objective, bottom ash containing fines of flyash have been tried for manufacturingconcrete blocks.
In the present investigation, laboratory studies have been carried out at NCB laboratory to utilizebottom ash as part replacement of sand in concrete. This study covers manufacturing of concreteblocks without flyash & with bottom ash for making solid blocks as per specification laid down in IS:2185 using vibro compaction machine available in NCB. Three different sources of bottom ash wereused in concrete mix each @ 30%, 40% & 50% replacement by weight of sand for making concreteblocks. Comparative study of compressive strength of concrete at different age of curing, wet density,drying shrinkage is reported in this study. Wet density is found to be lower in blocks containingbottom ash & dry shrinkage values are found well within the limits of specifications. Concrete Blockshaving bottom ash @ 30% by weight of sand are found suitable for use in the manufacture of concreteblocks.
1.0 BACKGROUND
The paper shows the experimental investigation about bottom ash replacement in different percentageof fine aggregate. P. Aggarwal, et al have investigated the replacement of bottom ash upto 50%replacement by using the superplasticizer. The study of replacement of bottom ash is done by usinghigh range water reducing admixture because as the replacement of fine aggregate increases the waterdemand rapidly increases which also enhances due to high specific surface area bottom ash due tohigh fine content. Hence by this, all mechanical properties get affected due to less cementitiousmaterial available in per cubic meter content in early age of concrete mix. Detailed studies done arereported in references.
Bottom Ash (BA) is a combination of heavier particulate matter and molten slag, which forms on thewalls and the bottom of the combustion chamber of power station boiler fired with pulverized fuel. Inappearance it usually ranges from a highly verified, glossy and heavy material to a lightweight, opentextured and more friable type. Sometimes it is found mixed with fly ash in stockpiles. Its precisenature depends on the boiler plant and the coal type but higher fines of fly ash in bottom ash aregenerally a part of bottom ash (BA).
This study utilized bottom ash of Unchahar Super Thermal Power Plant (NTPC) currently there aretwo boiler systems – wet and dry. Each system produces a uniquely different BA – wet BA and dryBA. Wet BA has a relatively low melting point and coalesces into large molten masses known as slag.Its particles usually are angular to sub angular in shape, have a smooth surface texture and lookedmuch like crushed glass. Dry BA has quite angular particles and a highly porous surface texture,usually has the appearance similar to fine sand and lighter in weight per unit volume and colour thanbottom ash (2, 3).
Compared with fly ash, BA usually has no cementitious properties, very little pozzolonic activity,coarse particle size, higher carbon content and higher water demand. Therefore, previous studies aremainly focused on using it in blocks, highway sub-base materials, structural filling materials etc. Thishas led to little recycling and large dumping of BA in landfill sites, which has gradually become aserious environmental problem in both developed and developing countries. Furthermore, owing tothe construction boom in both developed and developing countries, there is a critical shortage of goodquality sand in many areas throughout the world. Therefore, there is a need for reducing the use ofnatural aggregate by recycling industrial by products.
This study was carried out by using BA from a thermal power plant, to replace part of sand inconcrete. The main purpose was to study the possibility of using BA to make a lightweight, highperformance and environmentally friendly concrete. The effect of BA on the workability, compressivestrength and drying shrinkage of concrete are reported in this paper.
2.0 TRIALS CONDUCTED
2.1 Selection of Mix Proportion With Different W/C Ratio
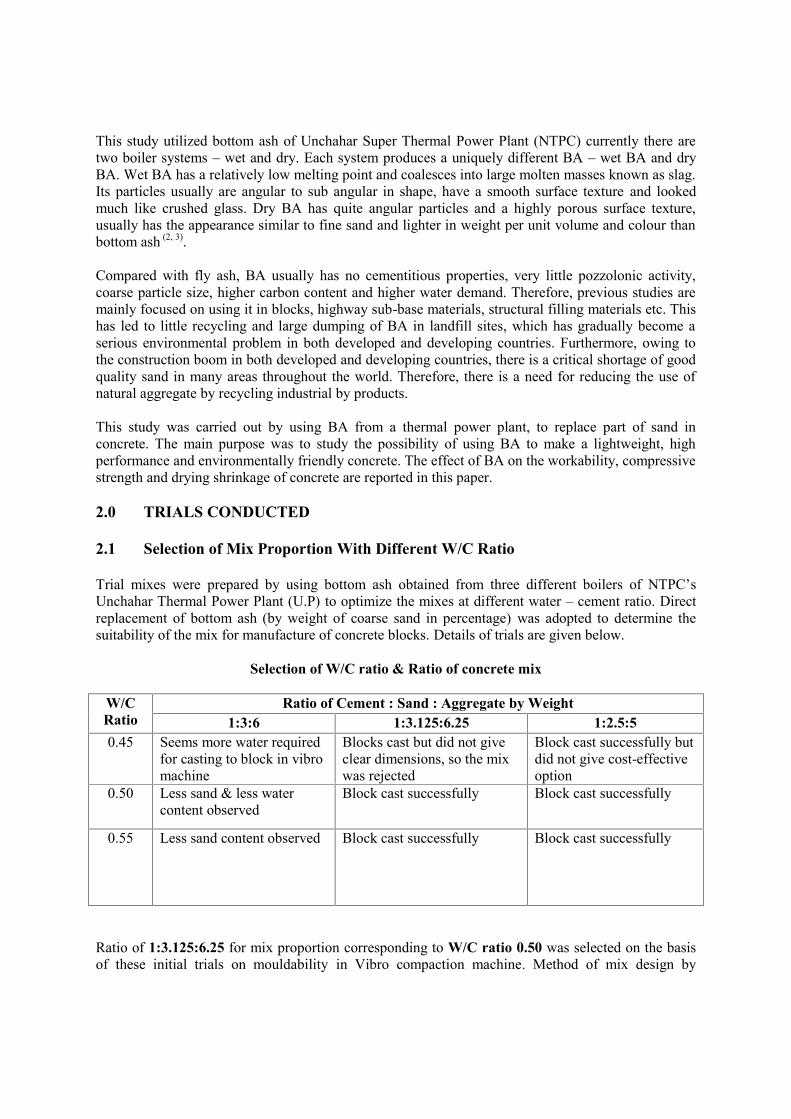
Trial mixes were prepared by using bottom ash obtained from three different boilers of NTPC’sUnchahar Thermal Power Plant (U.P) to optimize the mixes at different water – cement ratio. Directreplacement of bottom ash (by weight of coarse sand in percentage) was adopted to determine thesuitability of the mix for manufacture of concrete blocks. Details of trials are given below.
Selection of W/C ratio & Ratio of concrete mix
Ratio of Cement : Sand : Aggregate by WeightW/CRatio 1:3:6 1:3.125:6.25 1:2.5:50.45 Seems more water required
for casting to block in vibromachine
Blocks cast but did not giveclear dimensions, so the mixwas rejected
Block cast successfully butdid not give cost-effectiveoption
0.50 Less sand & less watercontent observed
Block cast successfully Block cast successfully
0.55 Less sand content observed Block cast successfully Block cast successfully
Ratio of 1:3.125:6.25 for mix proportion corresponding to W/C ratio 0.50 was selected on the basisof these initial trials on mouldability in Vibro compaction machine. Method of mix design by
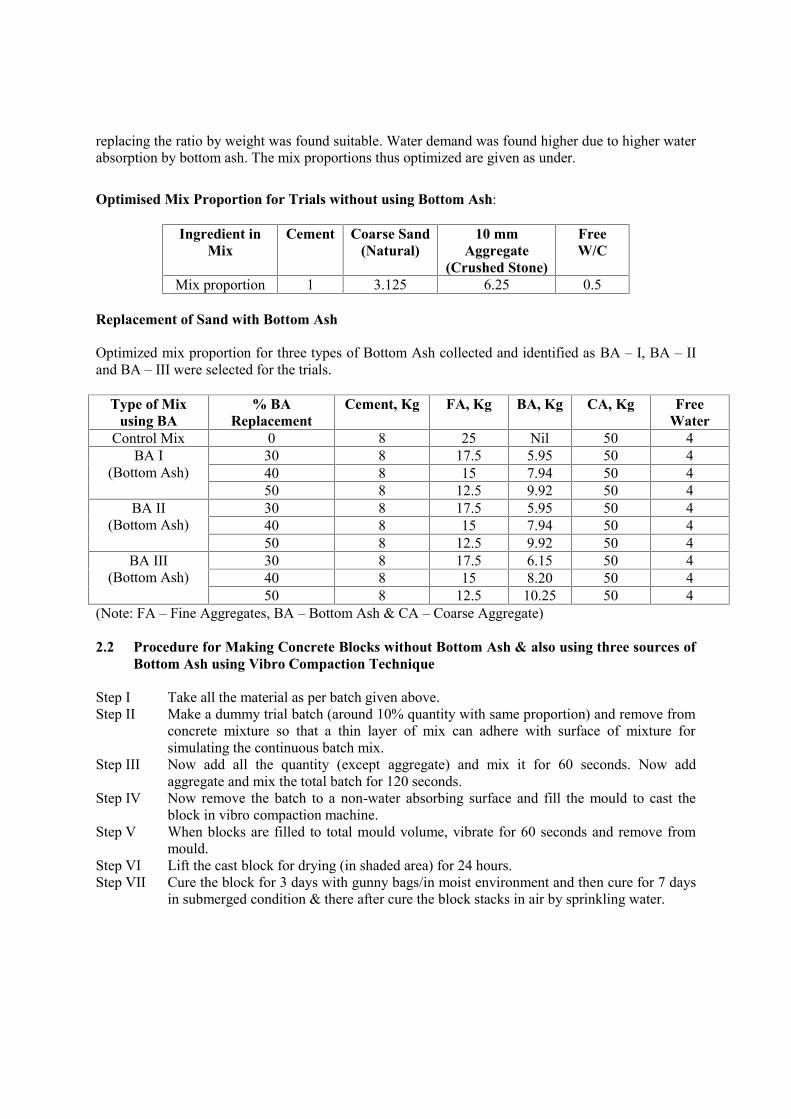
replacing the ratio by weight was found suitable. Water demand was found higher due to higher waterabsorption by bottom ash. The mix proportions thus optimized are given as under.
Optimised Mix Proportion for Trials without using Bottom Ash:
Ingredient inMix
Cement Coarse Sand(Natural)
10 mmAggregate
(Crushed Stone)
FreeW/C
Mix proportion 1 3.125 6.25 0.5
Replacement of Sand with Bottom Ash
Optimized mix proportion for three types of Bottom Ash collected and identified as BA – I, BA – IIand BA – III were selected for the trials.
Type of Mixusing BA
% BAReplacement
Cement, Kg FA, Kg BA, Kg CA, Kg FreeWater
Control Mix 0 8 25 Nil 50 430 8 17.5 5.95 50 440 8 15 7.94 50 4
BA I(Bottom Ash)
50 8 12.5 9.92 50 430 8 17.5 5.95 50 440 8 15 7.94 50 4
BA II(Bottom Ash)
50 8 12.5 9.92 50 430 8 17.5 6.15 50 440 8 15 8.20 50 4
BA III(Bottom Ash)
50 8 12.5 10.25 50 4(Note: FA – Fine Aggregates, BA – Bottom Ash & CA – Coarse Aggregate)
2.2 Procedure for Making Concrete Blocks without Bottom Ash & also using three sources ofBottom Ash using Vibro Compaction Technique
Step I Take all the material as per batch given above.Step II Make a dummy trial batch (around 10% quantity with same proportion) and remove from
concrete mixture so that a thin layer of mix can adhere with surface of mixture forsimulating the continuous batch mix.
Step III Now add all the quantity (except aggregate) and mix it for 60 seconds. Now addaggregate and mix the total batch for 120 seconds.
Step IV Now remove the batch to a non-water absorbing surface and fill the mould to cast theblock in vibro compaction machine.
Step V When blocks are filled to total mould volume, vibrate for 60 seconds and remove frommould.
Step VI Lift the cast block for drying (in shaded area) for 24 hours.Step VII Cure the block for 3 days with gunny bags/in moist environment and then cure for 7 days
in submerged condition & there after cure the block stacks in air by sprinkling water.
2.3 Material Test Results
2.3.1 Cement
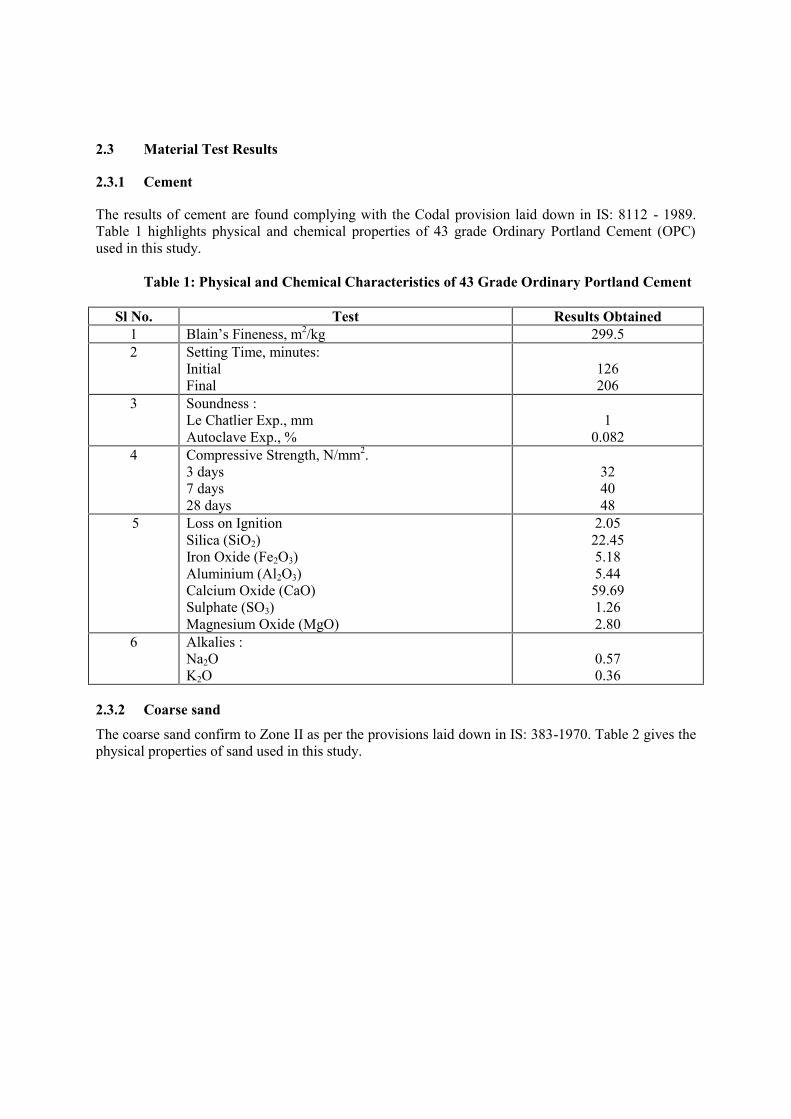
The results of cement are found complying with the Codal provision laid down in IS: 8112 - 1989.Table 1 highlights physical and chemical properties of 43 grade Ordinary Portland Cement (OPC)used in this study.
Table 1: Physical and Chemical Characteristics of 43 Grade Ordinary Portland Cement
Sl No. Test Results Obtained1 Blain’s Fineness, m2/kg 299.52 Setting Time, minutes:
InitialFinal
126206
3 Soundness :Le Chatlier Exp., mmAutoclave Exp., %
10.082
4 Compressive Strength, N/mm2.3 days7 days28 days
324048
5 Loss on IgnitionSilica (SiO2)Iron Oxide (Fe2O3)Aluminium (Al2O3)Calcium Oxide (CaO)Sulphate (SO3)Magnesium Oxide (MgO)
2.0522.455.185.4459.691.262.80
6 Alkalies :Na2OK2O
0.570.36
2.3.2 Coarse sand
The coarse sand confirm to Zone II as per the provisions laid down in IS: 383-1970. Table 2 gives thephysical properties of sand used in this study.
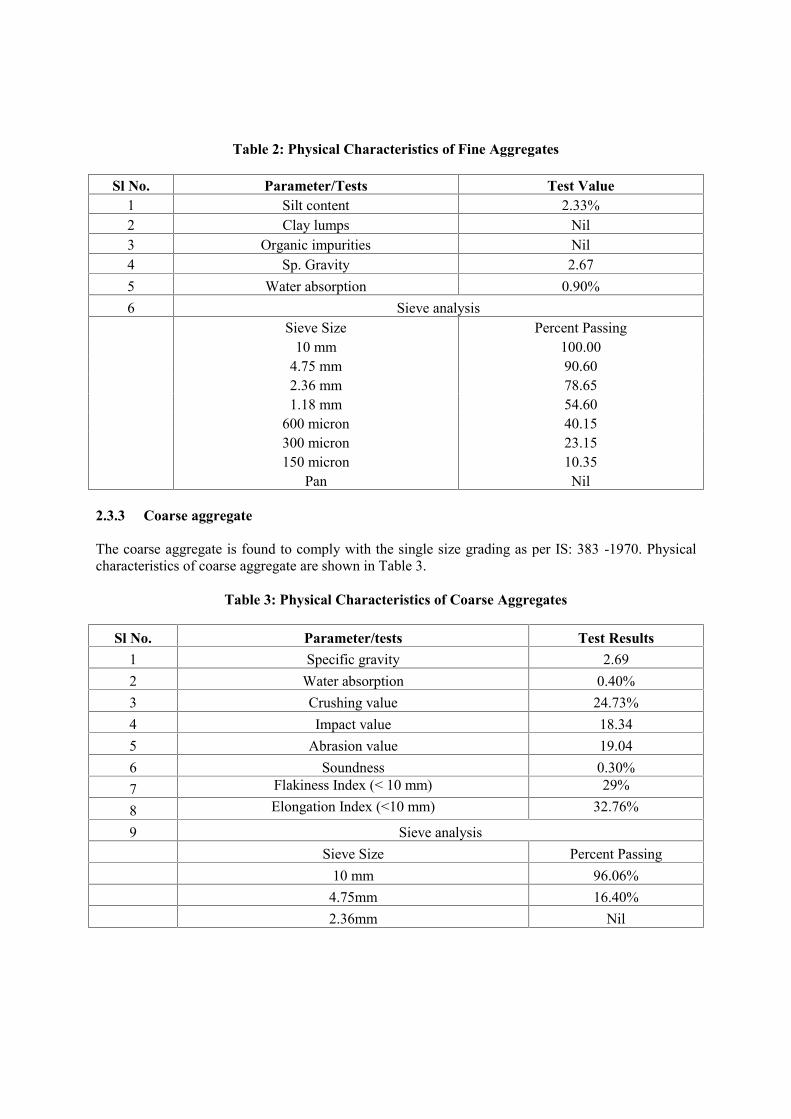
Table 2: Physical Characteristics of Fine Aggregates
Sl No. Parameter/Tests Test Value1 Silt content 2.33%2 Clay lumps Nil3 Organic impurities Nil4 Sp. Gravity 2.675 Water absorption 0.90%6 Sieve analysis
Sieve Size Percent Passing10 mm 100.00
4.75 mm 90.602.36 mm 78.651.18 mm 54.60
600 micron 40.15300 micron 23.15150 micron 10.35
Pan Nil
2.3.3 Coarse aggregate
The coarse aggregate is found to comply with the single size grading as per IS: 383 -1970. Physicalcharacteristics of coarse aggregate are shown in Table 3.
Table 3: Physical Characteristics of Coarse Aggregates
Sl No. Parameter/tests Test Results1 Specific gravity 2.692 Water absorption 0.40%3 Crushing value 24.73%4 Impact value 18.345 Abrasion value 19.046 Soundness 0.30%7 Flakiness Index (< 10 mm) 29%
8 Elongation Index (<10 mm) 32.76%
9 Sieve analysisSieve Size Percent Passing
10 mm 96.06%4.75mm 16.40%2.36mm Nil
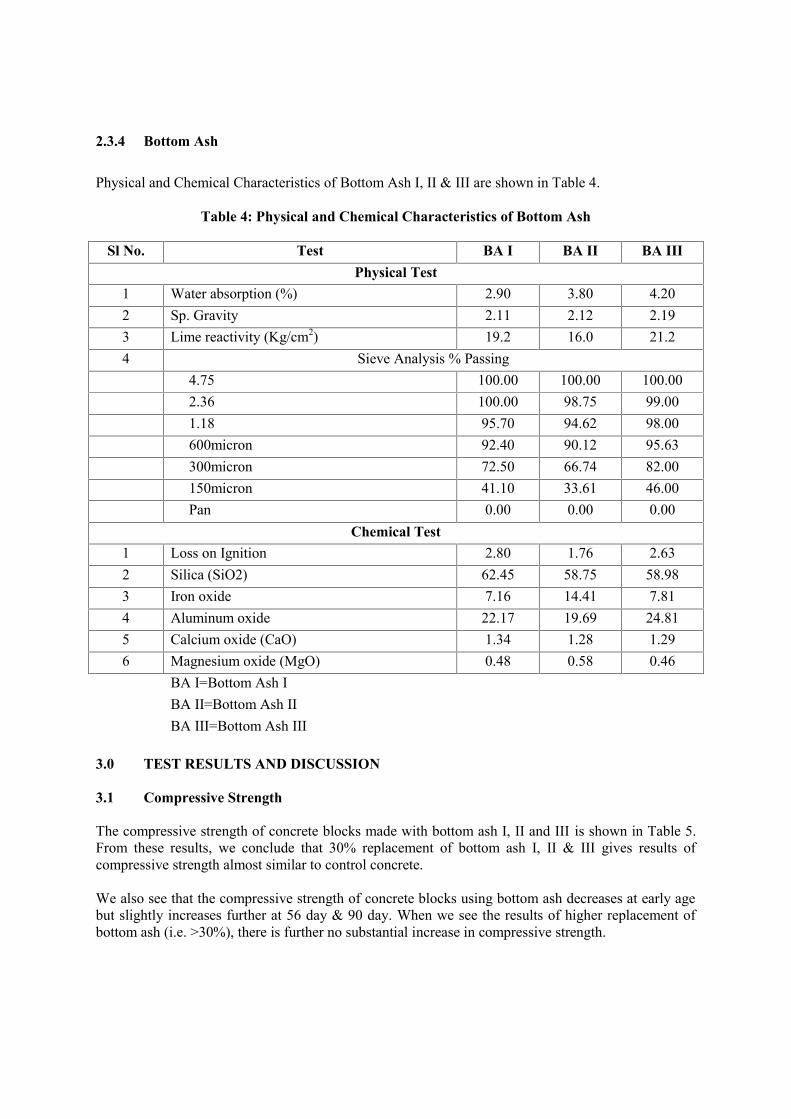
2.3.4 Bottom Ash
Physical and Chemical Characteristics of Bottom Ash I, II & III are shown in Table 4.
Table 4: Physical and Chemical Characteristics of Bottom Ash
Sl No. Test BA I BA II BA IIIPhysical Test
1 Water absorption (%) 2.90 3.80 4.202 Sp. Gravity 2.11 2.12 2.193 Lime reactivity (Kg/cm2) 19.2 16.0 21.24 Sieve Analysis % Passing
4.75 100.00 100.00 100.002.36 100.00 98.75 99.001.18 95.70 94.62 98.00600micron 92.40 90.12 95.63300micron 72.50 66.74 82.00150micron 41.10 33.61 46.00Pan 0.00 0.00 0.00
Chemical Test1 Loss on Ignition 2.80 1.76 2.632 Silica (SiO2) 62.45 58.75 58.983 Iron oxide 7.16 14.41 7.814 Aluminum oxide 22.17 19.69 24.815 Calcium oxide (CaO) 1.34 1.28 1.296 Magnesium oxide (MgO) 0.48 0.58 0.46
BA I=Bottom Ash IBA II=Bottom Ash IIBA III=Bottom Ash III
3.0 TEST RESULTS AND DISCUSSION
3.1 Compressive Strength
The compressive strength of concrete blocks made with bottom ash I, II and III is shown in Table 5.From these results, we conclude that 30% replacement of bottom ash I, II & III gives results ofcompressive strength almost similar to control concrete.
We also see that the compressive strength of concrete blocks using bottom ash decreases at early agebut slightly increases further at 56 day & 90 day. When we see the results of higher replacement ofbottom ash (i.e. >30%), there is further no substantial increase in compressive strength.
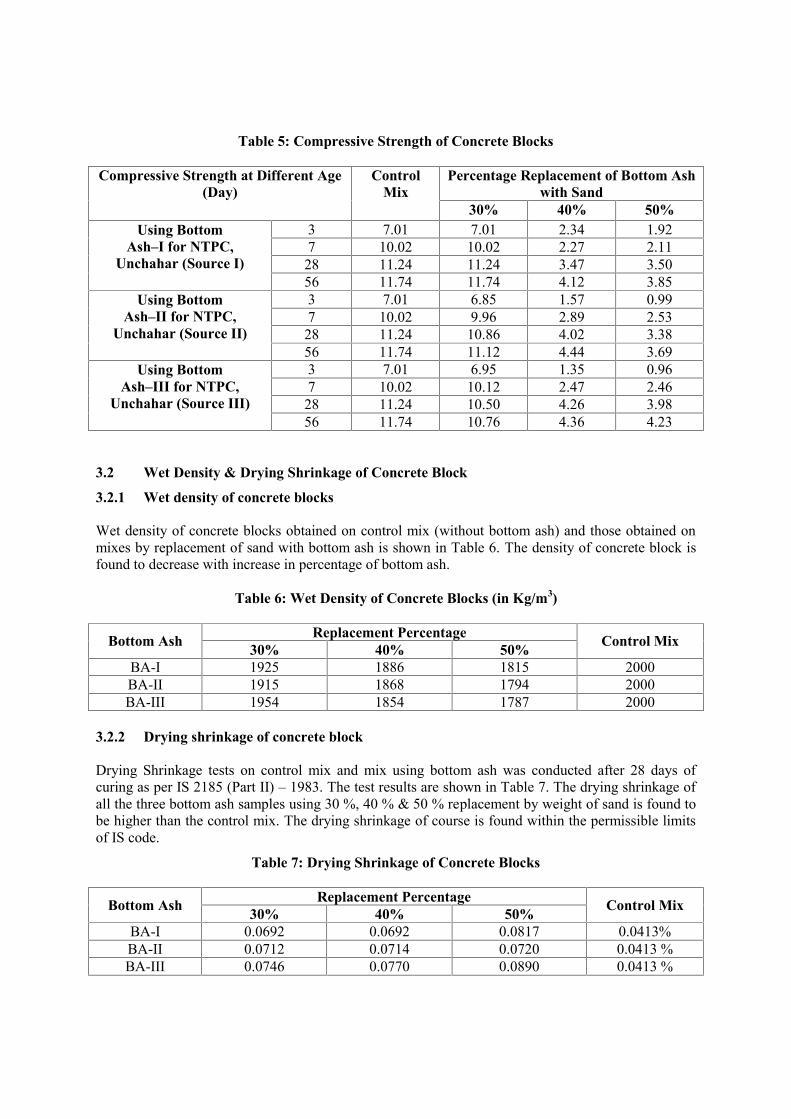
Table 5: Compressive Strength of Concrete Blocks
Percentage Replacement of Bottom Ashwith Sand
Compressive Strength at Different Age(Day)
ControlMix
30% 40% 50%3 7.01 7.01 2.34 1.927 10.02 10.02 2.27 2.1128 11.24 11.24 3.47 3.50
Using BottomAsh–I for NTPC,
Unchahar (Source I)56 11.74 11.74 4.12 3.853 7.01 6.85 1.57 0.997 10.02 9.96 2.89 2.5328 11.24 10.86 4.02 3.38
Using BottomAsh–II for NTPC,
Unchahar (Source II)56 11.74 11.12 4.44 3.693 7.01 6.95 1.35 0.967 10.02 10.12 2.47 2.4628 11.24 10.50 4.26 3.98
Using BottomAsh–III for NTPC,
Unchahar (Source III)56 11.74 10.76 4.36 4.23
3.2 Wet Density & Drying Shrinkage of Concrete Block
3.2.1 Wet density of concrete blocks
Wet density of concrete blocks obtained on control mix (without bottom ash) and those obtained onmixes by replacement of sand with bottom ash is shown in Table 6. The density of concrete block isfound to decrease with increase in percentage of bottom ash.
Table 6: Wet Density of Concrete Blocks (in Kg/m3)
Replacement PercentageBottom Ash 30% 40% 50% Control Mix
BA-I 1925 1886 1815 2000BA-II 1915 1868 1794 2000BA-III 1954 1854 1787 2000
3.2.2 Drying shrinkage of concrete block
Drying Shrinkage tests on control mix and mix using bottom ash was conducted after 28 days ofcuring as per IS 2185 (Part II) – 1983. The test results are shown in Table 7. The drying shrinkage ofall the three bottom ash samples using 30 %, 40 % & 50 % replacement by weight of sand is found tobe higher than the control mix. The drying shrinkage of course is found within the permissible limitsof IS code.
Table 7: Drying Shrinkage of Concrete Blocks
Replacement PercentageBottom Ash 30% 40% 50% Control Mix
BA-I 0.0692 0.0692 0.0817 0.0413%BA-II 0.0712 0.0714 0.0720 0.0413 %BA-III 0.0746 0.0770 0.0890 0.0413 %
4.0 CONCLUSION AND RECOMMENDATIONS
i) Bottom Ash generally has higher fine particle content and higher water absorption. This is inline with the findings of the other authors as outlined in the literature survey carried out inNCB.
ii) Test results of Compressive Strength of these concrete blocks shows that with 30%replacement of sand with bottom ash BA – I, BA – II & BA – III gives results of 28 dayscompressive strength almost similar to control concrete.
iii) Wet Density of concrete blocks using bottom ash BA – I, BA – II and BA – III using 30%,40% & 50% replacement of sand with bottom ash is found to be lower than the concreteblocks without bottom ash.
iv) Drying shrinkage is found to be slightly higher in bottom ash samples prepared by cutting theconcrete blocks samples using 30%, 40% & 50% of bottom ash as compared to controlconcrete blocks without bottom ash.
v) For all the three sources of bottom ash, 30% replacement of sand with bottom ash is foundmeeting the strength requirement of IS: 2185.
vi) Further R&D efforts are required on bottom ash after removal of fines to optimize the usageof bottom ash as alternative to sand for usage in different grades of concrete.
5.0 REFERENCES
1. P Aggarwal, Y Aggarwal, S M Gupta, Civil Engineering Department, National Institute ofTechnology, Kurukshetra, Effect of Bottom Ash as Replacement of Fine Aggregates inConcrete, Asian Journal of Civil Engineering (Building and Housing) Vol. 8, No. 1 (2007)Pages 49-62.
2. Bai Y and Barheer P A M “Influence of Furnace Ash on Workability, Compressive Strengthand Durability of Concrete Supplementary Papers, Seventh CANMET/ACI InternationalConference on Fly Ash, Silica Fume, Slug and Natural Pozzolana in Concrete, Chennai(Madras), India, July 22-27, 2001
3. Ghafoori, N Utilisation of Type C Bottom Ash in Cement Based Concrete Mixtures, AnnualReport, Material Technology Center, Southern Illinois University at Carbondale, May 1992,pp. 55-76.
4. Ghafoori, N and Cai &, Laboratory – Made Roller Compacted Concretes Containing DryBottom Ash : Part I – Mechnical Properties, ACI Materials Journal, V95, No. 2, March –April 1998, pp 121-130.
5. Cheriaf M, Cavalcante R J and Pera J, Pozzolanic Properties of Pulverized Coal CombustionBottom ash, Cement and Concrete Research 29, 1999, pp 1387-1391.
6. IS: 383 – 1970 “Indian Standard Specification for coarse and fine aggregates fromNatural sources for concrete”.
7. IS: 8112 – 1989 Indian Standard Specification for 43 grade Ordinary Portland Cement8. IS:2185(Part II) – 1983 Indian Standard Specification for Concrete Masonry Units – Hollow
and Solid Lightweight Concrete Blocks





























