Embed Size (px)
DESCRIPTION
CESPR
Citation preview
CONCEPTIA SI EXPLOATAREA SISTEMELOR DE PRODUCTIE
ROBOTIZATA PENTRU PRELUCRARI PRIN ASCHIERE CU SCULE CU
ANTRENARE PROPRIE
1. Necesitatea implementării roboţilor industriali în aplicaţii de prelucrare
prin aşchiere - automatizarea unor operatii efectuate traditional manual - acoperirea unor domenii de activitate cu risc crescut de accidente - cost mai redus fata de masinile-unelte cu comanda numerica - posibilitatea reconfigurarii aplicatiei si extinderii spatiului de lucru - manevrabilitate foarte buna pentru pozitionarea si orientarea efectorului, - posibitatate de programare on-line / off-line, - capacitate ridicata de implementare a sistemelor senzoriale pentru monitorizarea
functionarii / comanda adaptiva
2. Clasificarea operaţiilor de prelucrare robotizată cu scule cu antrenare
proprie în funcţie de puterea de aşchiere necesar a fi dezvoltată
2.0. Corelarea operatiilor de prelucrare prin aschiere cu specificul sistemelor de productie
robotizata in care sunt realizate
� Prima condiţie pentru ca un sistem tehnologic să fie capabil de a isi indeplini sarcinile de lucru pentru care este destinat este ca acesta să fie inca de la inceput conceput in
acord cu cerintele functionale impuse in exploatarea curenta a acestuia si sa
corespunda prin parametrii funcţionali proprii specificului proceselor tehnologice
pe care de are de realizat pe întreaga perioadă de utilizare. � În acest sens, luând în considerare specificul aplicaţiilor robotizate de prelucrare
prin aşchiere cu scule cu antrenare proprie, rezultă că atât structura aplicatiilor
robotizate, caracteristicile constructiv - funcţionale ale robotilor industriali utilizati
in cadrul acestora, cat si respectiv echiparea tehnologica specifica a acestora,
trebuie selectate în concordanţă cu ansamblul factorilor de influenţă caracteristici
unor astfel de aplicatii. � Din acest punct de vedere, specificul aplicaţiilor robotizate de realizare a operaţiilor
de prelucrare prin aşchiere cu scule cu antrenare proprie permite identificarea ca prim factor major de influenţă a nivelului solicitărilor induse de procesul tehnologic
(forţele si momentele de aschiere ce apar în zona de contact sculă-piesă) asupra
efectorului RI si respectiv unitatii operationale a RI integrat in aplicatia respectiva. � Integrarea eficientă si exploatarea optimala a roboţilor industriali implementati în
astfel de aplicaţii devine astfel direct dependenta de selectarea structuii aplicatiei
robotizate, a caracteristicilor constructiv - funcţionale ale RI utilizati, cat si respectiv
a echiparii tehnologice a acestora in functie de nivelul puterii de aschiere necesare
realizarii operatiilor tehnologice de prelucrare prin aschiere cu scule cu antrenare
proprie. Din acest punct de vedere se disting trei categorii majore de aplicaţii
robotizate, cu principii de conceptie diferite, destinate realizarii: � Operaţiilor de prelucrare ce necesită puteri mici de aşchiere � Operaţiilor de prelucrare ce necesită puteri medii de aşchiere � Operaţiilor de prelucrare ce necesită puteri mari de aşchiere
2.1. Operaţii de prelucrare ce necesită puteri mici de aşchiere
2.1.1. Caracterizare
- puteri de aschiere < 800W - tipurile de operaţii tehnologice din această categorie includ în mod uzual
semifinisari (teşiri de muchii active ale suprafeţelor prelucrate anterior pe piesă), debavurări (în special în cazul reperelor obţinute prin injecţie de masă plastică în matriţă), tăieri şi găuriri (până la un diametru de 4 mm în cazul oţelurilor slab aliate şi 6 mm în cazul aliajelor de aluminiu, materialelor plastice sau lemnoase, textolit, etc.) şi în general materiale cu duritate scăzută, cu valori limită superioare în jur de 100 HB - tipologia RI utilizati:
- cu arhitectura generala de tip brat articulat, preponderent cu structura cinematica de ansamblu de tip lant cinematic deschis - având în vedere atât masa echipării tehnologice specifice realizării unor astfel de operaţii tehnologice, cât şi necesitatea de a prelua eforturile de aşchiere caracteristice (generate în timpul realizării procesului de aşchiere), valorile superioare referitoare la sarcina portantă limită a roboţilor utilizabili pentru astfel de aplicaţii sunt uzual de până la 20kg;
- echiparea tehnologica poate fi de tip - efector individual de tip scula cu antrenare proprie + sistem de cuplare decuplare automata a efectorilor (ambele cu actionare pneumatica), - efector multiplu (2…5 efectori) + sistem de indexare a efectorilor in pozitia de lucru (ambele cu actionare pneumatica)
- efectorii cu care se echipeaza RI pot fi din categoria: - scule cu antrenare proprie (pneumatica) cu complianta radiala, pentru realizarea operatiilor de frezare / debavurare; - scule cu antrenare proprie (pneumatica)cu complianta axiala
- pentru realizarea operatiilor de gaurire, largire, tesire muchii alezaje; - pentru realizarea operatiilor de finisare de tip slefuire, polizare, lustruire etc.;
- scule cu antrenare proprie (electrica) fara complianta, monoax sau multiaxe; Observatii: Pentru situatiile in care se utilizeaza sisteme de cuplare decuplare automata a efectorilor / sisteme de indexare a efectorilor in diferite pozitii de lucru, cu actionare pneumatica, se recomanda alegerea unor efectori cu actionare de acelasi tip. Exista si posibilitate selectarii unor variante de efectori cu actionare electrica in asociere cu sisteme de cuplare decuplare automata a efectorilor cu actionare pneumatica, dar acest lucru necesita adoptarea unor solutii de conectori cu posibilitate de transmitere a ambelor tipuri de fluxuri energetice / informationale (electric + pneumatic).
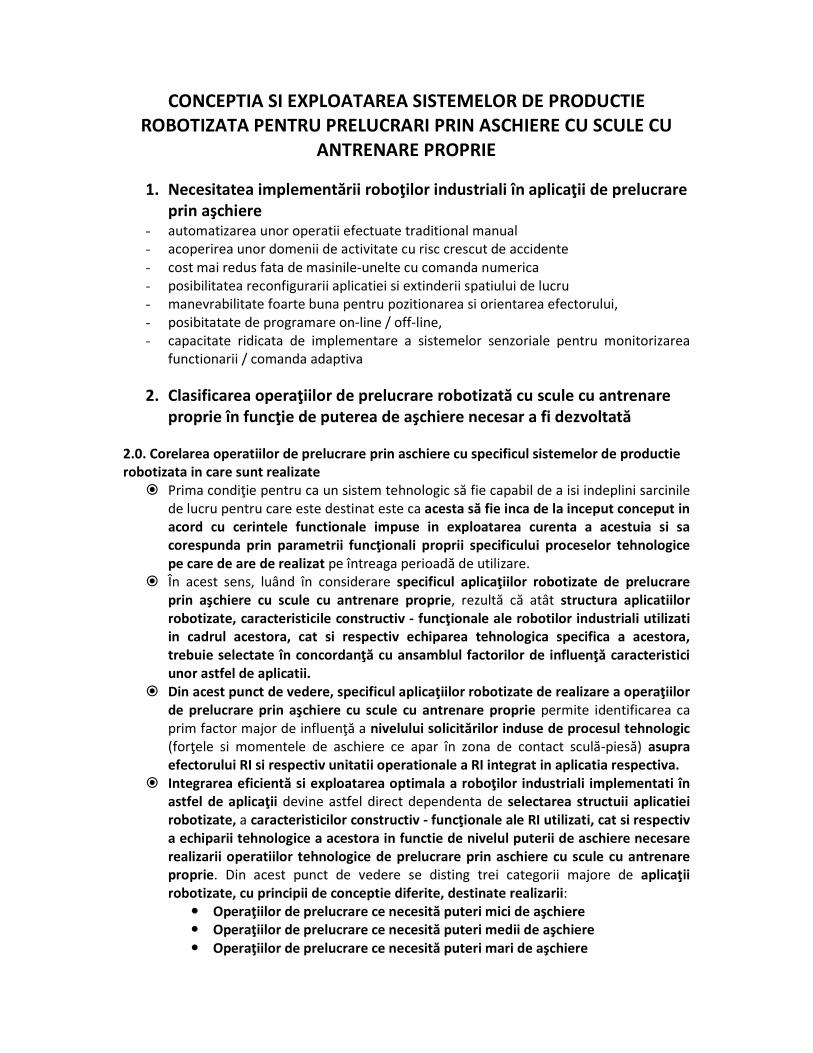
Categorii de efectori dedicaţi operaţiilor de prelucrare prin aşchiere de putere mică:
Efectori cu actionare pneumatica complianta radiala
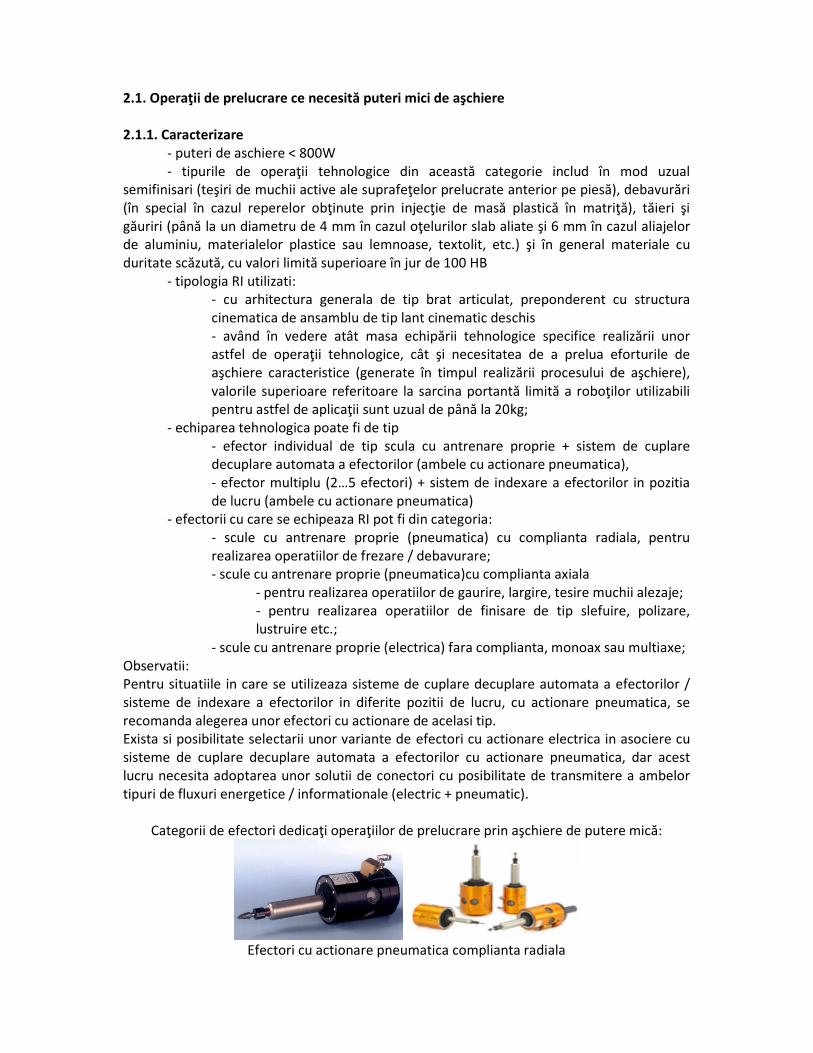
Efectori cu actionare pneumatica cu complianta axiala
Efectori cu actionare electrica de tip cap de lucru multiaxe, fara complianta
2.2. Operaţii de prelucrare ce necesită puteri medii de aşchiere
2.2.1. Caracterizare
- puteri de aschiere < 5000 W
- tipurile de operatii de prelucrare prin aschiere din această categorie includ operaţii de semifinisare şi finisare pentru materiale metalice sau nemetalice (aliaje de aluminiu / alama, respective oteluri carbon / oteluri slab aliate) cu duritate medie (uzual duritatea materialelor prelucrate fiind < 500HB), debavurare pe contur (prin frezare cu freze cilindrice), frezări de suprafeţe plane (cu freze cilindro-frontale), găurire în plin sau de lărgire, taiere cu freze disc sau taiere cu fierastrau tip banda a maselotelor produselor obţinute prin turnare sau injecţie de aliaje uşoare în matriţă; polizare cu disc abraziv a cordoanelor de sudura; slefuire cu benzi abrazive / pietre de rectificat, lustruire cu perii impregnate in paste abrazive a pieselor realizate din aliaje uşoare sau metalice etc. - tipologia RI utilizati:
- din cauza forţelor mai mari de aşchiere decât în cazul aplicaţiilor incluse în grupa descrisă anterior, în aceste cazuri sunt utilizaţi roboţi de tip braţ articulat preponderent cu structura cinematica de ansamblu de tip lant cinematic inchis, - având în vedere atât masa echipării tehnologice specifice realizării unor astfel de operaţii tehnologice, cât şi necesitatea de a prelua eforturile de aşchiere caracteristice (generate în timpul realizării procesului de aşchiere), valorile superioare referitoare la sarcina portantă limită a roboţilor utilizabili pentru astfel de aplicaţii sunt uzual de până la150...200 kg - roboti din aceasta categorie pot astfel oferi atat o rigiditate corespunzătoare a structurii mecanice a robotului cât şi cupluri active de valori importante (generate de motoarele de acţionare proprii) in scopul învingerii solicitărilor ce apar în zona de aşchiere
- echiparea tehnologica include: - un efector individual de tip scula cu antrenare proprie sau - un efector de tip sistem de prehensiune
dupa cum robotul manipuleaza o scula cu antrenare proprie sau respective reperul de prelucrat (sculele aschietoare fiind montate in unitati cu antrenare proprie in diferite posturi de lucru)
- un sistem de cuplare decuplare automata a efectorilor (cu actionare pneumatica) si - un sistem de masurare a fortelor si momentelor ce apar in zona de contact scula-piesa localizat intre flansa RI si sistemul de cuplare – decuplare automata a efectorilor
- efectorii cu care se echipeaza RI pot fi din categoria: - scule cu antrenare proprie (exclusiv electrica) fara complianta, pentru realizarea operatiilor de frezare / gaurire / taiere / debavurare / slefuire / polizare etc.; - sistem de prehensiune (cu actionare pneumatica)

2.3. Operaţii de prelucrare ce necesită puteri mari de aşchiere
2.3.1. Caracterizare
- puteri de aschiere uzual peste 5000 W; - tipurile de aplicaţii din această categorie includ frezări de degrosare suprafete plane, tăieri, găuriri, frezari de semifinisare / finisare cu freze disc, cilindro-frontale si capete de frezat, frezari de conturare 2D/3D in vederea generării de suprafeţe cu formă spaţială complexă, gaurire in plin si de largire, alezare cu bara de alezat, etc. pentru materiale metalice (oteluri carbon, oteluri slab, mediu si inalt aliate) si materiale nemetalice (aliaje de aluminiu, alame, bronz, etc.) cu duritate maxima de peste 500 HB.
- din cauza forţelor de aşchiere mari dezvoltate în cazul realizării unor astfel de operaţii de prelucrare, cele mai utilizate arhitecturi de roboţi industriali sunt cele de tip portal dublu, deoarece beneficiază de un contur structural închis (similar maşinilor unelte), fapt ce determină o rigiditate crescută de ansamblu a robotului. - tipologia RI utilizati: - având în vedere atât masa echipării tehnologice specifice pentru realizarea unor astfel de operaţii, cât şi necesitatea de a prelua eforturile caracteristice procesului de aşchiere cu puteri mari de aschiere sarcina portantă limită a RI utilizati uzual pentru astfel de prelucrari prin aschiere este de până la 500 kg - arhitectura generala consacrata de robot industrial destinat unor astfel de prelucrari este cea de RI portal dublu cu 5 grade de libertate (dintre care 3 aferente sistemului cartezian de poziţionare şi 2 sistemului de orientare pitch-roll a efectorului de tip sculă cu antrenare proprie) şi respectiv cea apărută recent (în urmă cu doi ani) de robot portal dublu cu şase grade de libertate, cea de a şasea axă comandată numeric completând sistemul de orientare a efectorului cu o axă de mişcare yaw. - datorita arhitecturii generale specifice precum si dimensionarii structurii portante si organologice in mod similar componentelor masinilor unelte acesti RI de tip portal dublu pot asigura o precizie de prelucrare identica cu precizia de prelucrare a maşinilor unelte.
- echiparea tehnologica include: - un efector individual de tip scula cu antrenare proprie (similar ansamblurilor masinilor unelte de tip) de tip arbore principal cu actionare electrica integrata. - efectorul RI este prevazut (la interior) cu un sistem de strangere - desfacere automata a portsculelor in care sunt montate sculele aschietoare (uzual cu actionare electrica sau hidraulica) similar celor existente in interiorul arborilor principali de la masinile - unelte
La nivelul efectorilor NU sunt prevazute sisteme de masurare a fortelor si momentelor ce apar in zona de contact scula-piesa. Masurarea acestor forte / momente de aschiere se poate face prin monitorizarea puterii / cuplurilor dezvoltate de motoarele de actionare a arborelui portscula / axelor CN ale RI.
3. Structurile şi configuraţiile recomandate pentru celule de fabricatie
flexibila dedicate realizarii operaţiilor robotizate de prelucrare prin aşchiere
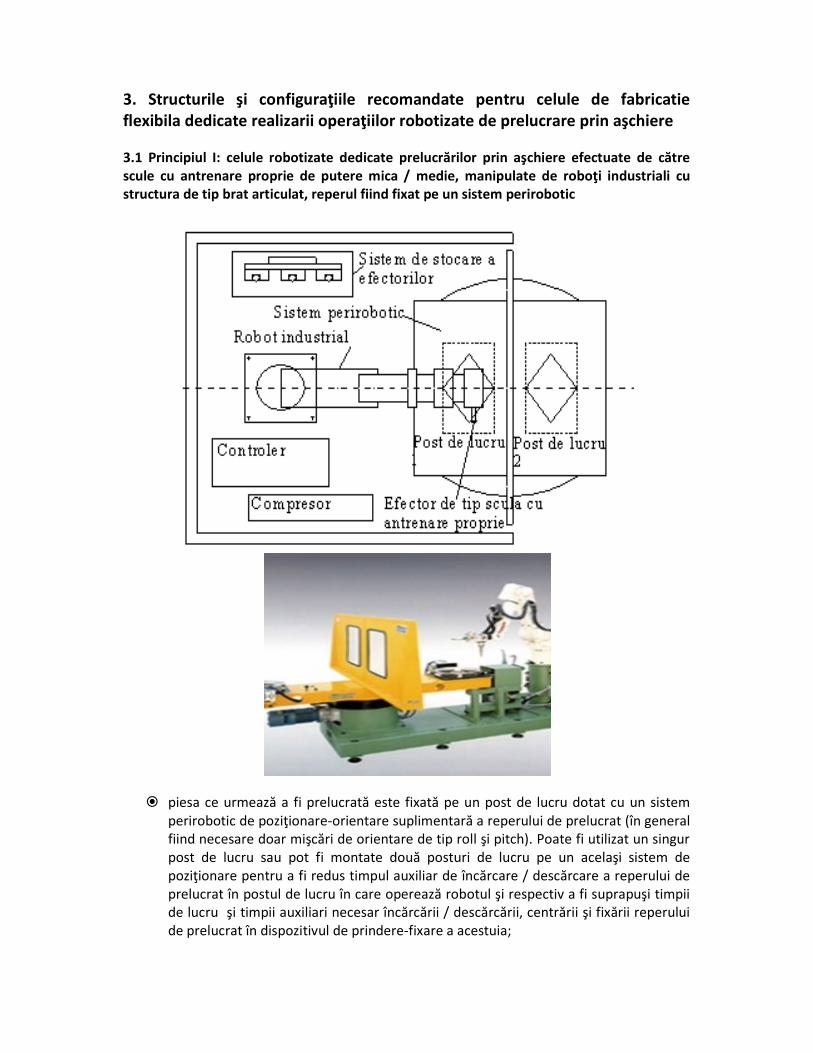
3.1 Principiul I: celule robotizate dedicate prelucrărilor prin aşchiere efectuate de către
scule cu antrenare proprie de putere mica / medie, manipulate de roboţi industriali cu
structura de tip brat articulat, reperul fiind fixat pe un sistem perirobotic
� piesa ce urmează a fi prelucrată este fixată pe un post de lucru dotat cu un sistem perirobotic de poziţionare-orientare suplimentară a reperului de prelucrat (în general fiind necesare doar mişcări de orientare de tip roll şi pitch). Poate fi utilizat un singur post de lucru sau pot fi montate două posturi de lucru pe un acelaşi sistem de poziţionare pentru a fi redus timpul auxiliar de încărcare / descărcare a reperului de prelucrat în postul de lucru în care operează robotul şi respectiv a fi suprapuşi timpii de lucru şi timpii auxiliari necesar încărcării / descărcării, centrării şi fixării reperului de prelucrat în dispozitivul de prindere-fixare a acestuia;
� prelucrarea este efectuată de către un robot industrial de tip braţ articulat echipat cu o sculă cu antrenare proprie (în general acţionată pneumatic pentru puteri mici de aşchiere, sau electric pentru puteri medii de aşchiere);
� efectorul, de tip sculă cu antrenare proprie, poate fi destinat realizării operaţiilor de frezare (caz în care poate avea complianţă radială pentru puteri mici de aşchiere) respectiv de găurire cu scule de tip burghiu individual (caz în care poate avea complianţă axială pentru puteri mici de aşchiere) sau multiplu (cap multiaxe, în general acţionate pneumatic);
� opţional, poate fi utilizat (pentru aplicaţiile care necesită realizarea mai multor operaţii din aceeaşi prindere a piesei) un sistem automat de schimbare a sculelor (pentru cuplarea / decuplarea automată a diferiţilor efectori) depozitaţi într-un magazin de efectori localizat în spaţiul de lucru al robotului;
� opţional, poate fi inclus între sistemul de schimbare a sculelor şi flanşa robotului şi un sistem senzorial (cu capabilitate de detectare a componentelor unui torsor rezultant redus - 3 forţe şi 3 momente) pentru a monitoriza forţele ce acţionează la interfaţa scula-piesa.
3.2. Principiul II: celule robotizate dedicate prelucrărilor prin aşchiere cu puteri medii de
aschiere realizate de scule cu antrenare proprie montate in posturi de lucru şi roboti
industriali care manipuleaza piesele de prelucrat
� robotul industrial de tip braţ articulat este echipat cu un efector de tip sistem de
prehensiune; � efectorul este utilizat pentru manipularea continuă (poziţionare şi orientare) a piesei
ce se doreşte a fi prelucrată pe toată durata desfăşurării operaţiilor de prelucrare prin aşchiere;
� în interiorul spaţiului de lucru al robotului sunt incluse posturi de lucru fixe, fiecare fiind echipat cu una sau mai multe scule cu antrenare proprie (în general acţionate electric);
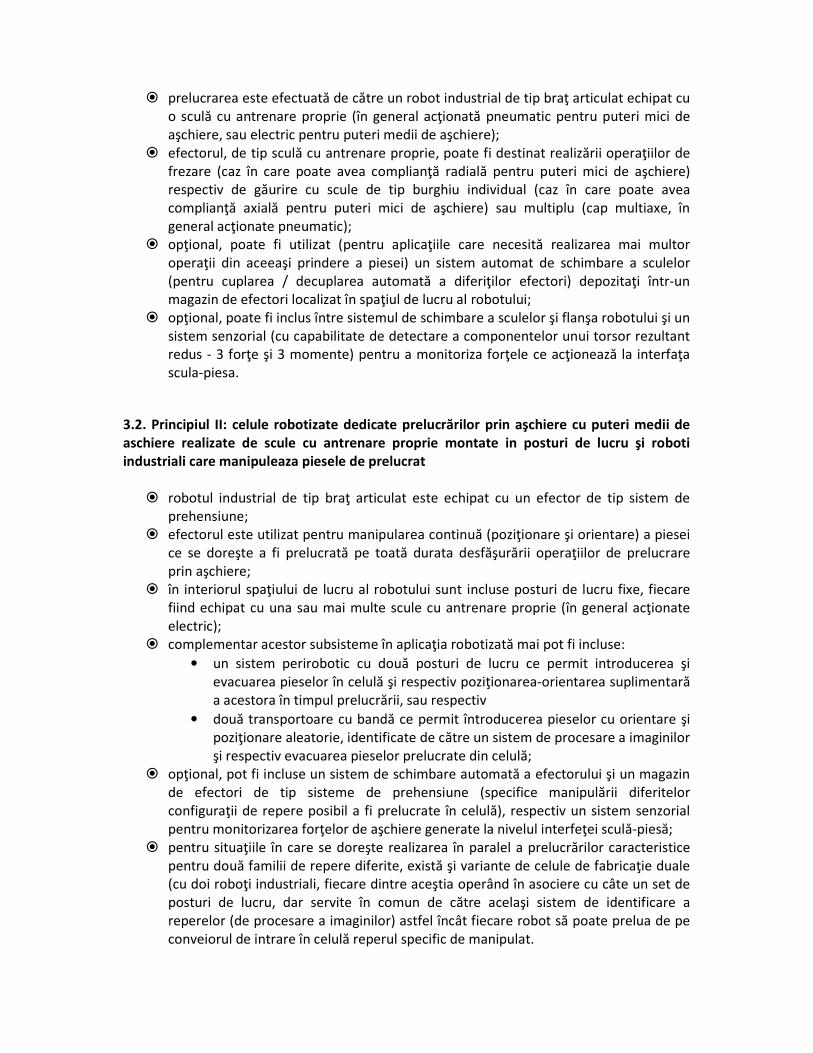
� complementar acestor subsisteme în aplicaţia robotizată mai pot fi incluse:
• un sistem perirobotic cu două posturi de lucru ce permit introducerea şi evacuarea pieselor în celulă şi respectiv poziţionarea-orientarea suplimentară a acestora în timpul prelucrării, sau respectiv
• două transportoare cu bandă ce permit întroducerea pieselor cu orientare şi poziţionare aleatorie, identificate de către un sistem de procesare a imaginilor şi respectiv evacuarea pieselor prelucrate din celulă;
� opţional, pot fi incluse un sistem de schimbare automată a efectorului şi un magazin de efectori de tip sisteme de prehensiune (specifice manipulării diferitelor configuraţii de repere posibil a fi prelucrate în celulă), respectiv un sistem senzorial pentru monitorizarea forţelor de aşchiere generate la nivelul interfeţei sculă-piesă;
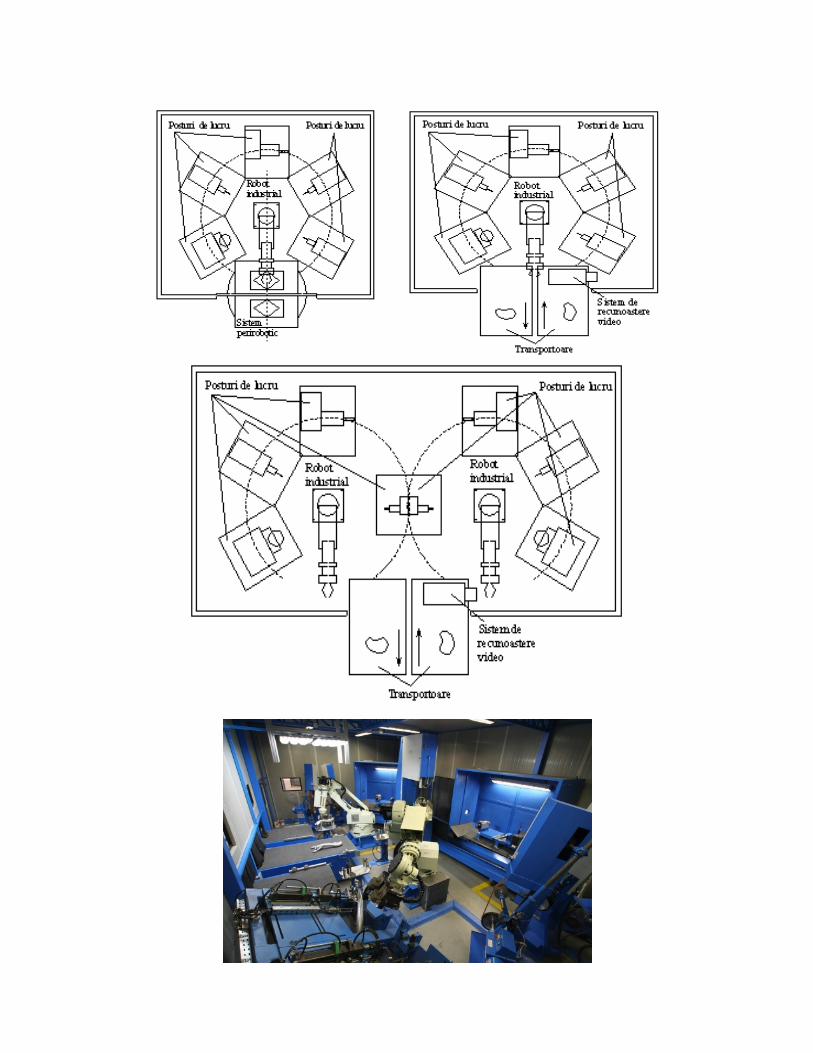
� pentru situaţiile în care se doreşte realizarea în paralel a prelucrărilor caracteristice pentru două familii de repere diferite, există şi variante de celule de fabricaţie duale (cu doi roboţi industriali, fiecare dintre aceştia operând în asociere cu câte un set de posturi de lucru, dar servite în comun de către acelaşi sistem de identificare a reperelor (de procesare a imaginilor) astfel încât fiecare robot să poate prelua de pe conveiorul de intrare în celulă reperul specific de manipulat.
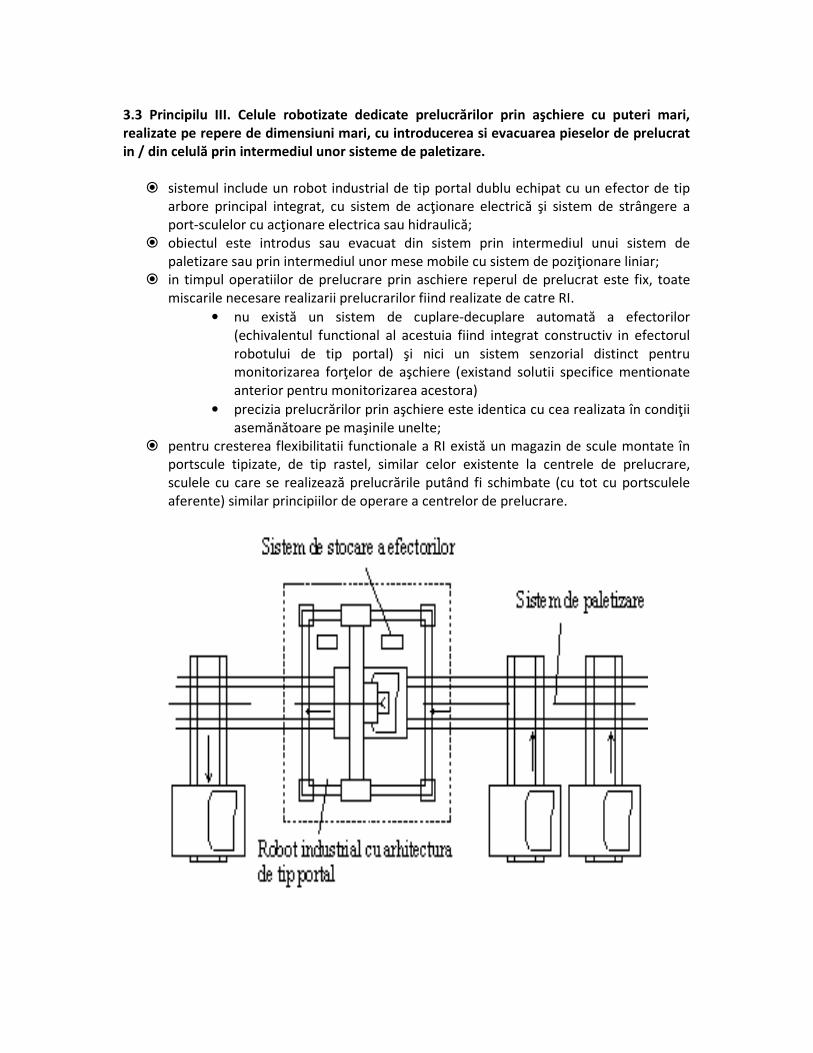
3.3 Principilu III. Celule robotizate dedicate prelucrărilor prin aşchiere cu puteri mari,
realizate pe repere de dimensiuni mari, cu introducerea si evacuarea pieselor de prelucrat
in / din celulă prin intermediul unor sisteme de paletizare.
� sistemul include un robot industrial de tip portal dublu echipat cu un efector de tip arbore principal integrat, cu sistem de acţionare electrică şi sistem de strângere a port-sculelor cu acţionare electrica sau hidraulică;
� obiectul este introdus sau evacuat din sistem prin intermediul unui sistem de paletizare sau prin intermediul unor mese mobile cu sistem de poziţionare liniar;
� in timpul operatiilor de prelucrare prin aschiere reperul de prelucrat este fix, toate miscarile necesare realizarii prelucrarilor fiind realizate de catre RI.
• nu există un sistem de cuplare-decuplare automată a efectorilor (echivalentul functional al acestuia fiind integrat constructiv in efectorul robotului de tip portal) şi nici un sistem senzorial distinct pentru monitorizarea forţelor de aşchiere (existand solutii specifice mentionate anterior pentru monitorizarea acestora)
• precizia prelucrărilor prin aşchiere este identica cu cea realizata în condiţii asemănătoare pe maşinile unelte;
� pentru cresterea flexibilitatii functionale a RI există un magazin de scule montate în portscule tipizate, de tip rastel, similar celor existente la centrele de prelucrare, sculele cu care se realizează prelucrările putând fi schimbate (cu tot cu portsculele aferente) similar principiilor de operare a centrelor de prelucrare.

\





























