Embed Size (px)
Citation preview

Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Metal Casting
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Important factors in casting
• Solidification of the metal from its molten
state and accompanying shrinkage
• Flow of the molten metal into the mold cavity
• Heat transfer during solidification and
cooling of the metal in the mold
• Mold material and its influence on the
casting operation
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Solidification of Metals
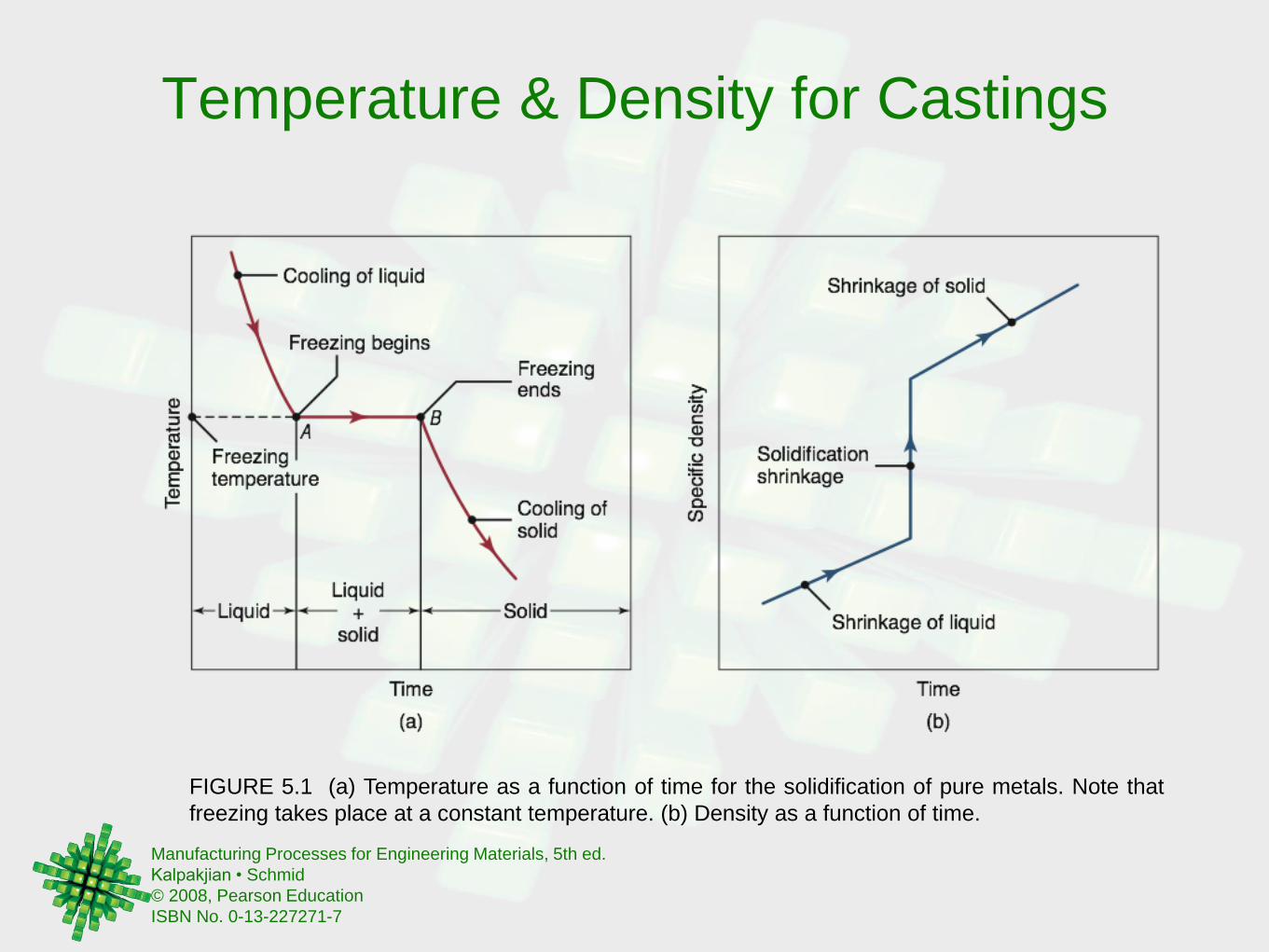
• Pure metals have clearly defined melting or
freezing points and solidification takes place
at a constant temperature.
• The latent heat of fusion is released during
the freezing leading to this fixed temperature
of melting/freezing
• After solidification the solid metal contracts a
it cools down to room temperature
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• Alloys, on the other hand, solidify over a
range of temperatures (freezing range)
between the Liquidus and the Solidus
• In this range the alloy is in a mushy or pasty
state
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Temperature & Density for Castings
FIGURE 5.1 (a) Temperature as a function of time for the solidification of pure metals. Note that
freezing takes place at a constant temperature. (b) Density as a function of time.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Cast Structures – Pure Mretals
• A typical grain structure of a solidified pure
metal consists of the following zones:
• A chill zone (skin) as the shell in contact with
the mold walls solidify. This is characterized
by fine grained shell around the casting due
to the initially high cooling rates.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• Columnar grains which have a preferential
growth direction due to the fact that
solidification proceeds in opposite direction
to heat transfer
• Grains having substantially different direction
of growth are blocked from further growth
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
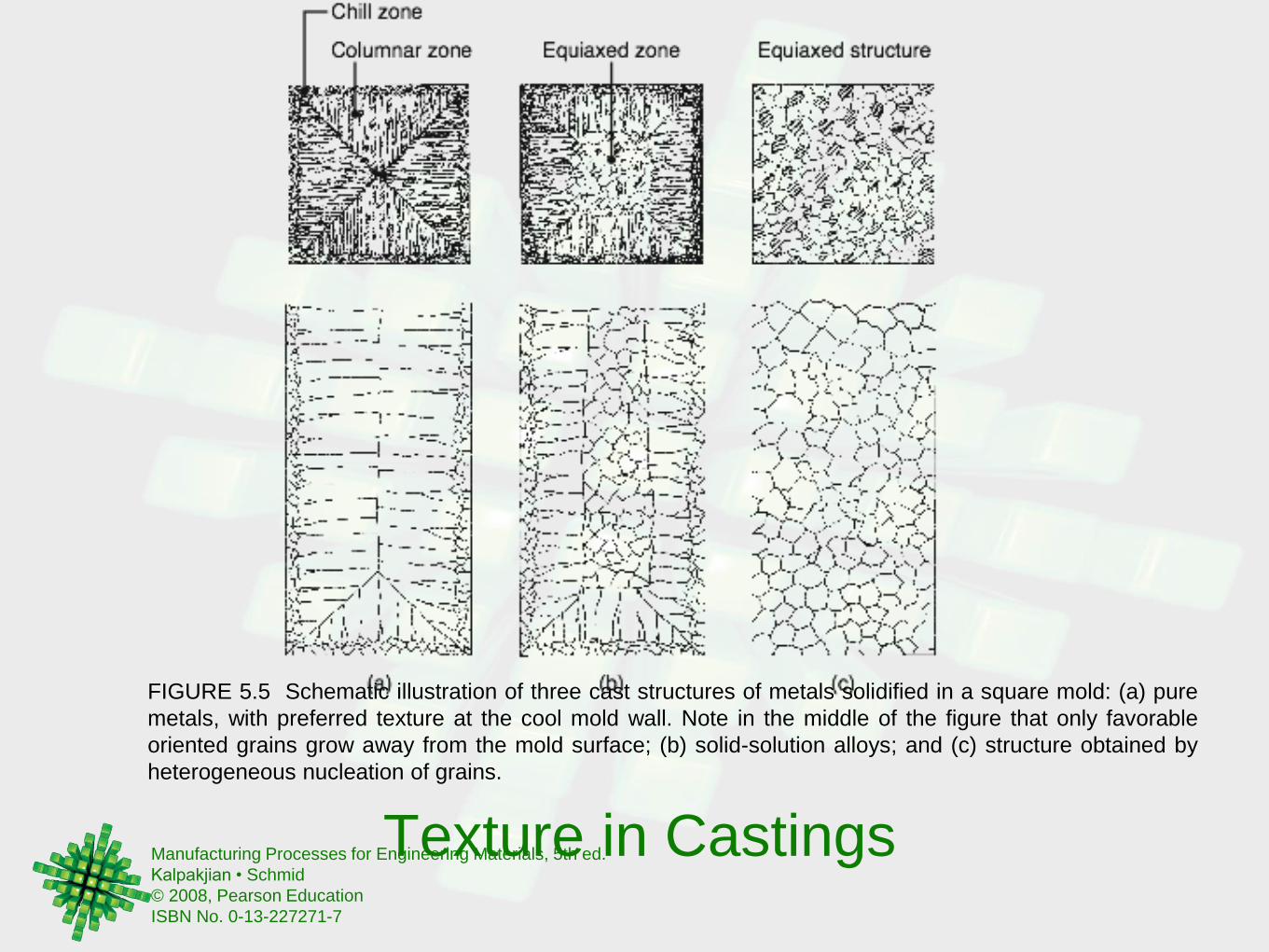
Texture in Castings
FIGURE 5.5 Schematic illustration of three cast structures of metals solidified in a square mold: (a) pure
metals, with preferred texture at the cool mold wall. Note in the middle of the figure that only favorable
oriented grains grow away from the mold surface; (b) solid-solution alloys; and (c) structure obtained by
heterogeneous nucleation of grains.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Cast Structures / Alloys
• As the alloy enter the mushy state within its
freezing range, it develops columnar
dendritic grains
• The alloys tend to develop a third zone of
equi-axed grains in the middle of the casting
• If heterogeneous nucleation is used then a
fully equi-axed grained structure may be
obtained
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
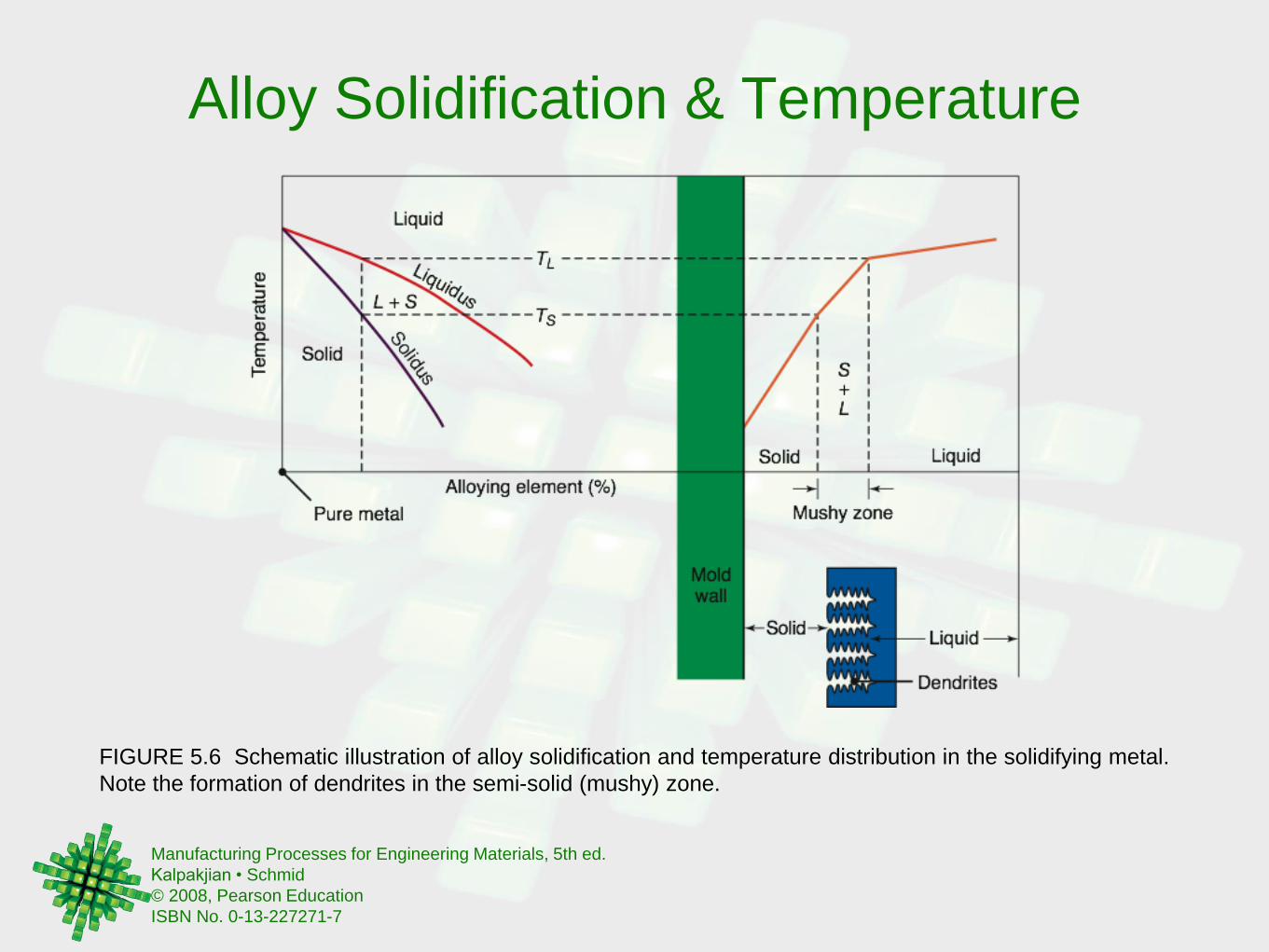
Alloy Solidification & Temperature
FIGURE 5.6 Schematic illustration of alloy solidification and temperature distribution in the solidifying metal.
Note the formation of dendrites in the semi-solid (mushy) zone.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
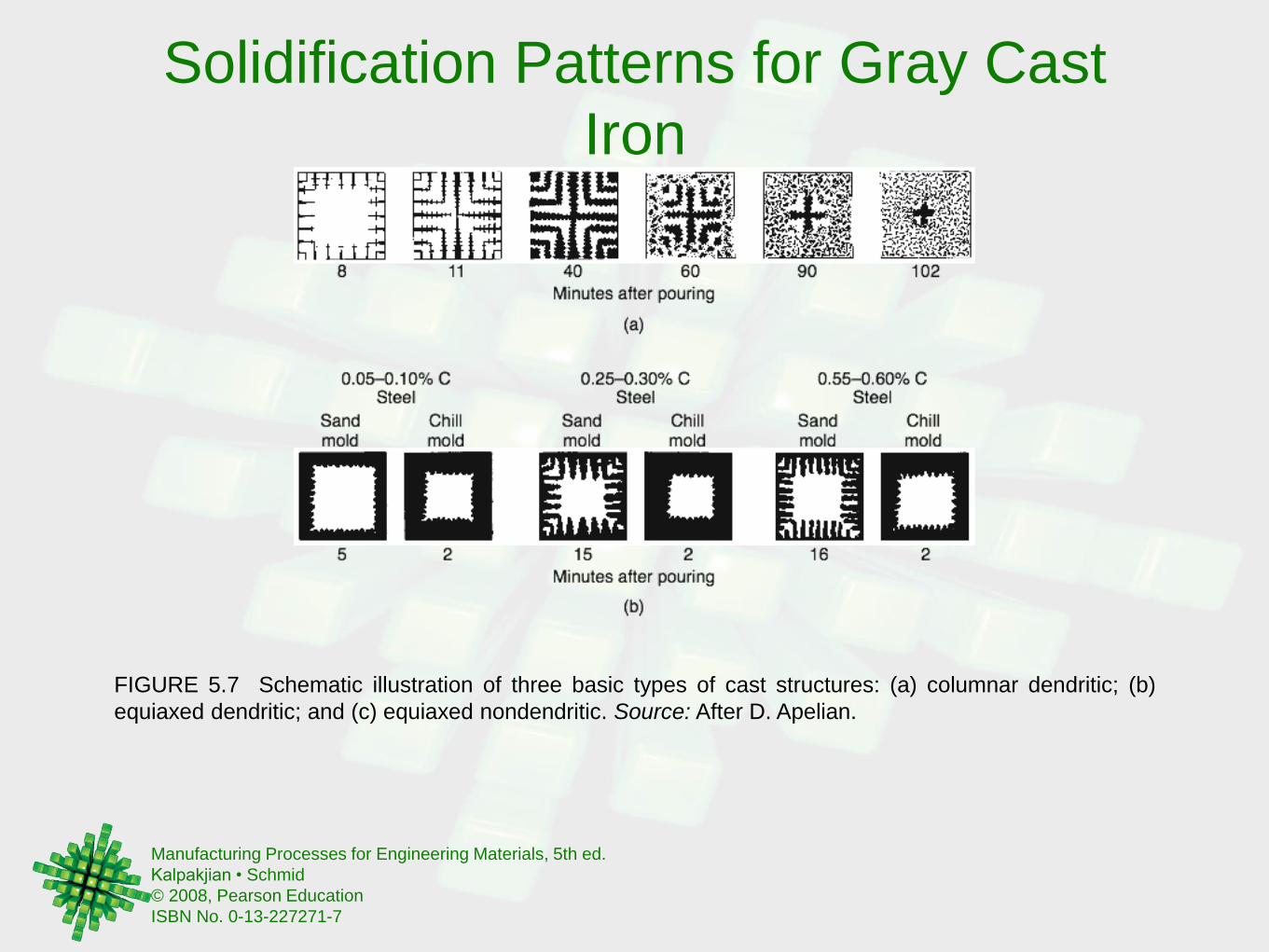
Solidification Patterns for Gray Cast
Iron
FIGURE 5.7 Schematic illustration of three basic types of cast structures: (a) columnar dendritic; (b)
equiaxed dendritic; and (c) equiaxed nondendritic. Source: After D. Apelian.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Effect of Cooling Rate
• Slow cooling rates (100 °K/s) or long
solidification times result in coarse dendritic
structures with large spacing between the
dendrite arms
• Higher cooling rates (10000 °K/s) or short
solidification times result in coarse dendritic
structures with smaller spacing between the
dendrite arms
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• For even higher cooling rates (106 - 108
°K/s) solidification proceeds with the
formation of amorphous structures (without
any ordered crystalline structure)
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
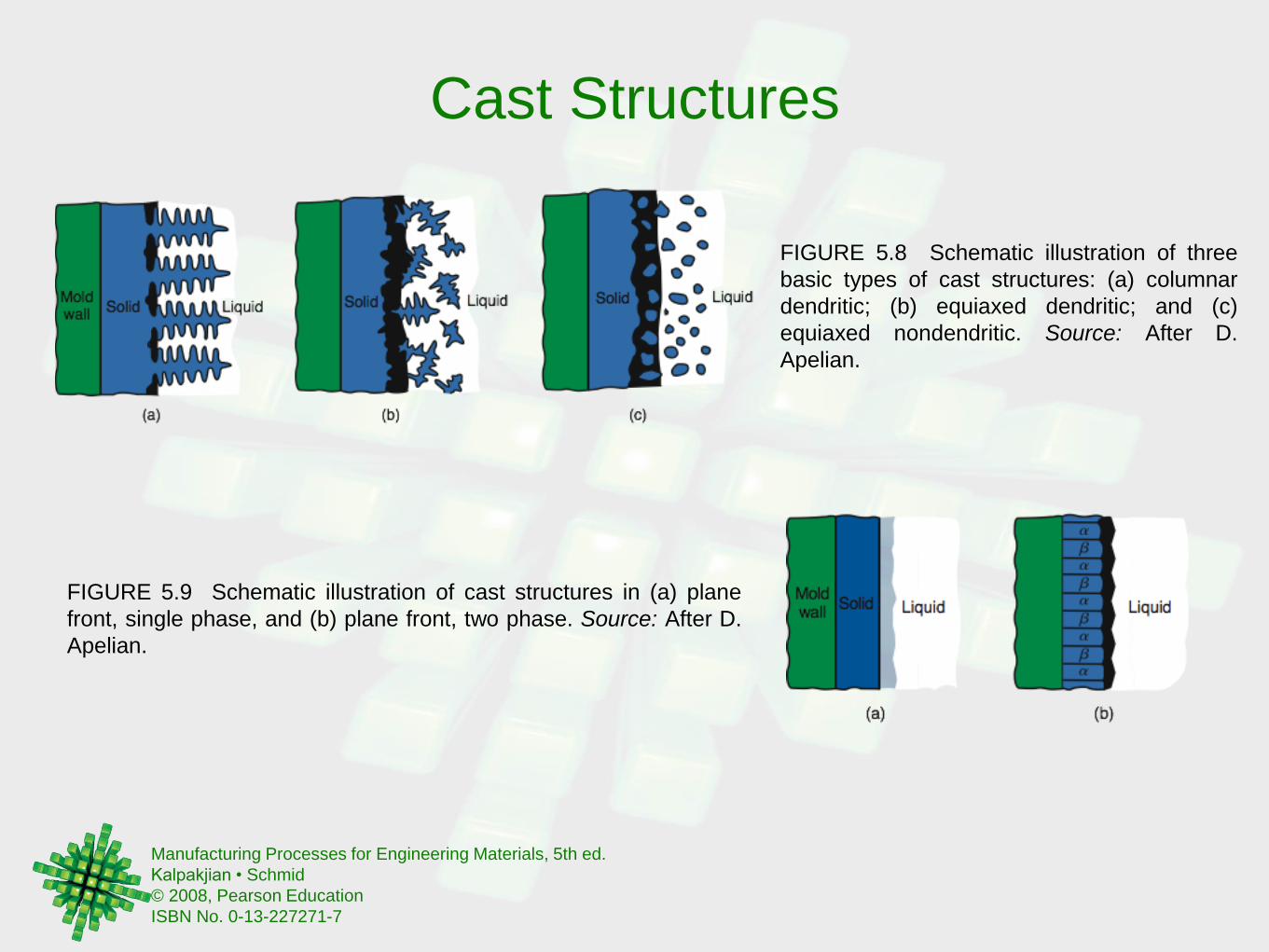
Cast Structures
FIGURE 5.9 Schematic illustration of cast structures in (a) plane
front, single phase, and (b) plane front, two phase. Source: After D.
Apelian.
FIGURE 5.8 Schematic illustration of three
basic types of cast structures: (a) columnar
dendritic; (b) equiaxed dendritic; and (c)
equiaxed nondendritic. Source: After D.
Apelian.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Structure Property relationships
• As the structure becomes more fine-grained:
• The strength and ductility increase
• Microporosity (intedendritic shrinkage voids)
decrease)
• Tendency for cracking (hot tearing)
decreases
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• A lack of uniformity in grain size and
distribution results in anisotropic properties.
• Slow cooling is more likely, however, to
result in uniform composition of the
dendrites, while fast cooling is likely to result
in cored dendrites
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• The surface of the dendrites having
compositions different to their core due to
solute rejection in the liquid is known as
“microsegregation”
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Macrosegregation
• Differences in composition throughout the
casting itself
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Normal segregation
• when the solidification front moves as a
plane front (see figure 5.9) , lower melting
point constituents move towards the center.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Inverse Segregation
• When the center of the casting has lower
concentration of alloying elements as in the
case of solid-solution alloys
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Gravity Segregation
• Higher density inclusions and compounds
sink while lighter ones float to the surface
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Innoculants
• Nucleating agents added to the casting to
enhance heterogeneous nucleation and
extend the equi-axed grains zone (see figure
5.5b)
• An example is TiB2 in Aluminum alloys to
refine grain patterns and improve
mechanical properties
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Rheocasting
• Breaking dendrites by mechanical or
electromagnetic action to promote
heterogeneous nucleation (Fig. 5.8-b)
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Fluid Flow
• Consider a basic gravity casting system
• The molten metal is poured through a
pouring basin
• it then flows through the sprue to the well
and into the runners to the mold cavity
• Risers (also known as feeders) serve as
reservoirs of molten metal to supply the
metal necessary to substitute for shrinkage
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• Successful casting requires proper design
and control of the solidification process to
ensure adequate fluid flow during casting
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Requirements of gating system
• Contaminants trapping; causing the
contaminants (oxides and other inclusions)
to adhere to the gating system walls and
prevent their reach to the mold cavity
• Avoid or minimize problems such as
premature cooling, turbulence and gas
entrapment and introduction of impurities
into the molten metal
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Fluidity of the molten metal
• The ability of the molten metal to fill mold
cavities
• Fluidity depends on:
• Molten metal characteristics and
• Casting parameters
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Molten metal characteristics
• Viscosity. Fluidity decrease as viscosity
Increase
• Surface tension. A higher surface tension of
the liquid metal (such as the presence of
oxide film on the metal surface) significantly
affects fluidity in an adverse manner
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
• Inclusions. The presence of inclusions
significantly affects fluidity in an adverse
manner (observe the flow of a liquid through
sand particles)
• Solidification pattern of the alloy. Fluidity is
inversely proportional to the freezing range
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Casting Parameters
• Mold design. The design and dimensions of
the gating system, risers, etc.,
• Mold material and its surface characteristics.
The higher the thermal conductivity of the
mold material the lower the fluidity
• Higher degree of super heat improves fluidity
• Heat transfer directly affects the molten
metal viscosity and, hence, fluidity
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
Test for Fluidity
• A common test is to let molten metal flow
along a channel that is at room temperature
• The distance the metal travels before it
solidifies and stops running is an indication
of its fluidity
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
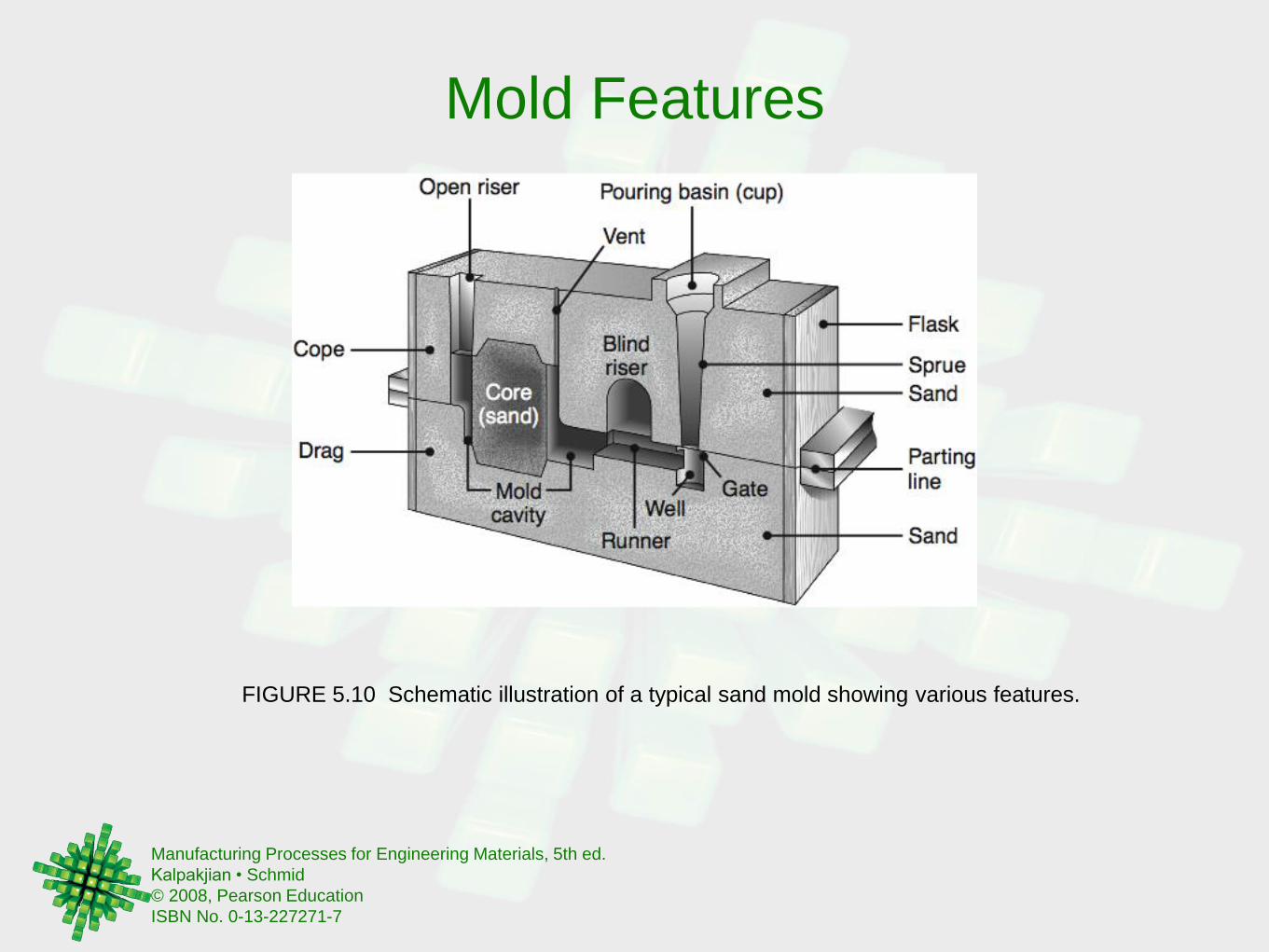
Mold Features
FIGURE 5.10 Schematic illustration of a typical sand mold showing various features.
Manufacturing Processes for Engineering Materials, 5th ed.
Kalpakjian • Schmid
© 2008, Pearson Education
ISBN No. 0-13-227271-7
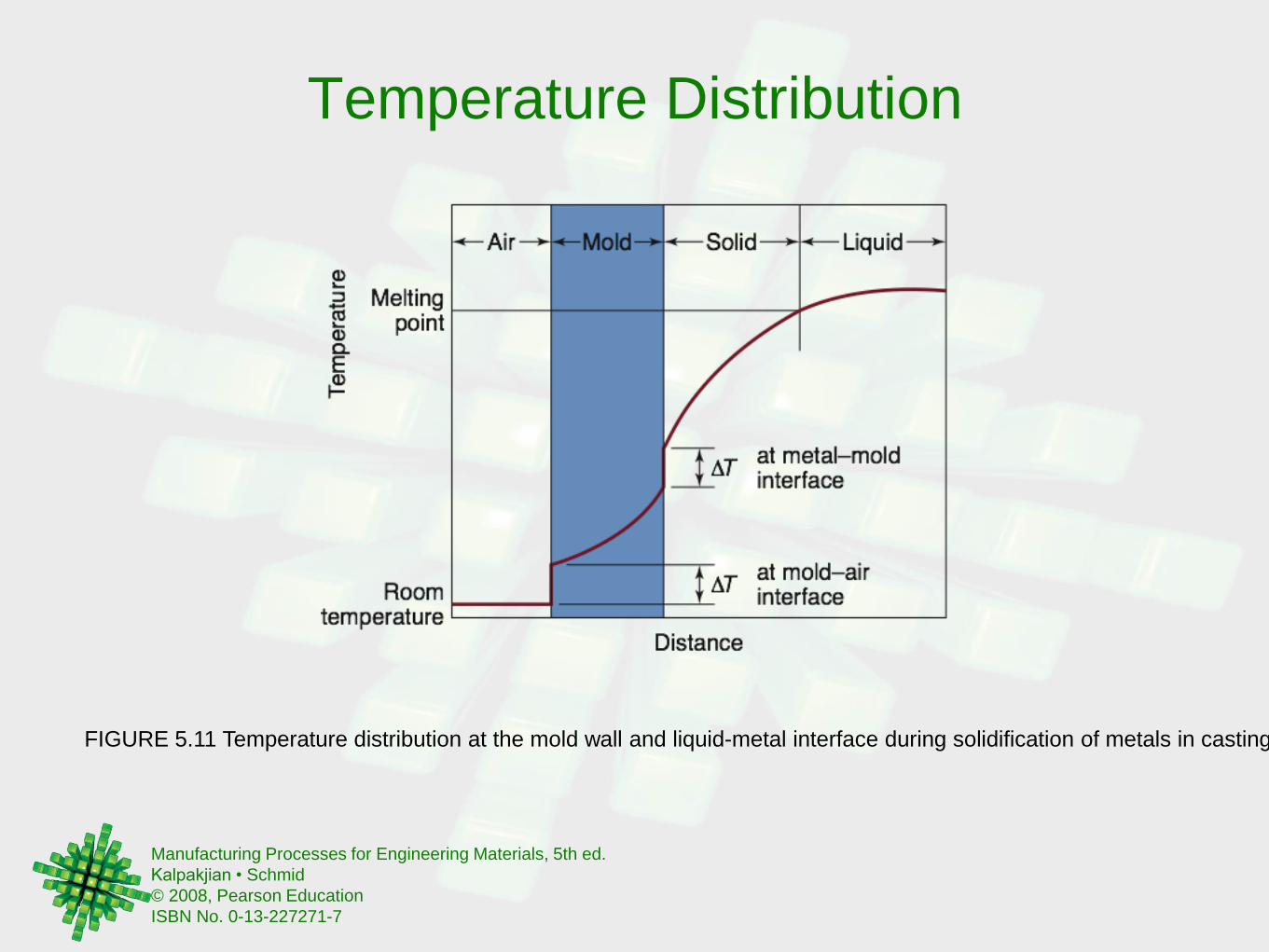
Temperature Distribution
FIGURE 5.11 Temperature distribution at the mold wall and liquid-metal interface during solidification of metals in casting.