Embed Size (px)
Citation preview
4. The 4 TPM Stages Page 1
The 4 TPM Stages
So how do you do this, how do you do this TPM? There are really 4 basic stages. The first stage is to stabilize your current state and restore equipment. After this we want to measure our six big losses to know where our losses are coming from. Then we want to eliminate those losses at the source while looking at improving your design (improving the design of your equipment so you can improve the process). So the first step, initial cleaning, it’s not a one time event. It’s not like a spring cleaning… it should be repeated on a regular basis. Say monthly or every six months you have a cleaning of this particular piece of equipment. The first time you do initial cleaning, it’s going to be rough. It’s going to take some time. I have seen where it can take up to 3 days on an initial cleaning of a piece of equipment. As you get better at this it gets easier, it takes less time, so know that. So it should take less time as you go further in the system.
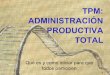
When you’re doing the cleaning, you can do some tagging on it. The tagging are issues that you find on the piece of equipment. So instead of fixing it right away you just tag it and hang it onto the piece of equipment. And as you improve, fix those tags, fix those issues that are causing those tags, you’ll have less and less tags as you have a process. Here’s an example, outside the machine looked pretty good, but when you started looking on the inside, it was pretty dirty. So it wasn’t as bad as the first examples I was showing you because the
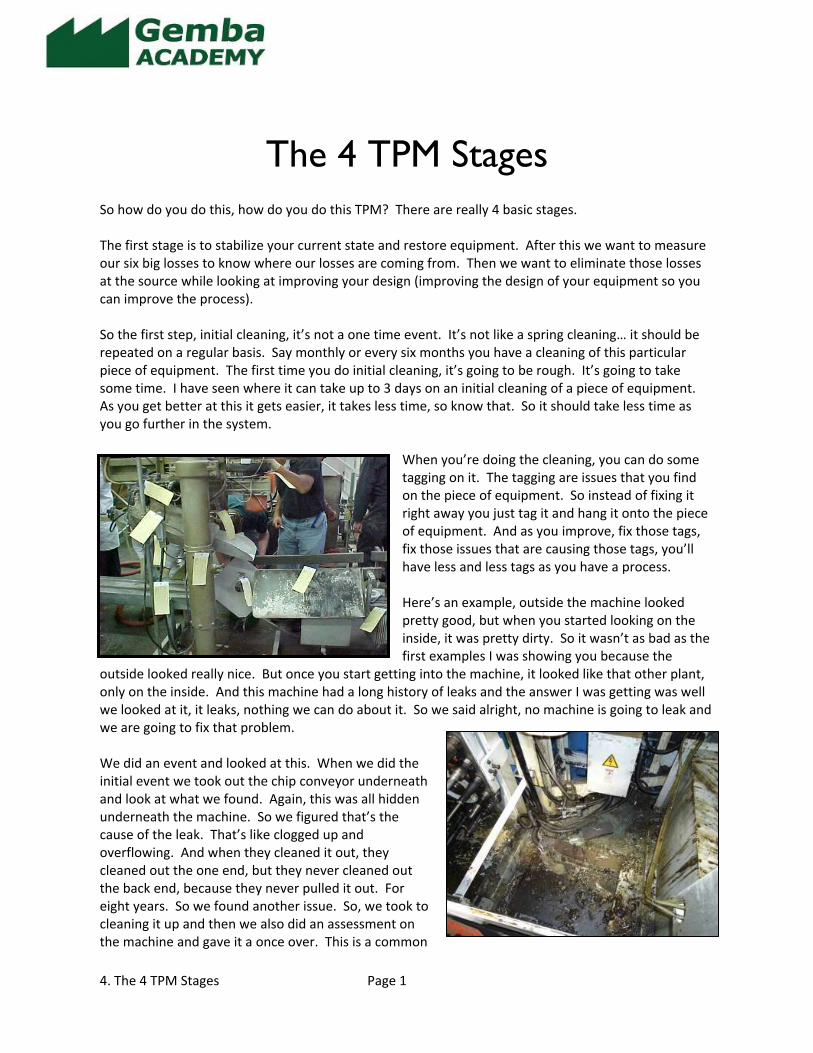
outside looked really nice. But once you start getting into the machine, it looked like that other plant, only on the inside. And this machine had a long history of leaks and the answer I was getting was well we looked at it, it leaks, nothing we can do about it. So we said alright, no machine is going to leak and we are going to fix that problem. We did an event and looked at this. When we did the initial event we took out the chip conveyor underneath and look at what we found. Again, this was all hidden underneath the machine. So we figured that’s the cause of the leak. That’s like clogged up and overflowing. And when they cleaned it out, they cleaned out the one end, but they never cleaned out the back end, because they never pulled it out. For eight years. So we found another issue. So, we took to cleaning it up and then we also did an assessment on the machine and gave it a once over. This is a common

4. The 4 TPM Stages Page 2
operation with the operator, with management and with maintenance, all working together on this event. So we had the 3 components going thru and giving the assessment. When we cleaned the machine, even though it takes 3 days to clean it, we’re cleaning to inspect.
That’s one of the key major differences on a TPM. When you clean the piece of equipment, you’re inspecting it as you’re cleaning. Now some people may not know what to look for, this is where you teach them and you ask them to look for things. So we have everybody going around the piece of equipment, every time you swipe you’re looking. Every time you’re touching is it tight, is a leak coming here. So you’re going over it with a fine piece comb, your piece of equipment. In fact, in
this example, we are climbing to the top, we’re looking underneath, we’re going inside, we’re looking inside the equipment, we’re going everywhere. Now one of the things that we know is going to take about 3 days is we actually had this piece of equipment planned downtime to do this event, to do the cleaning. You can’t just say I’m going to do it tonight. So you have to plan for some extra time on this cleaning, because there are some things you’re going to learn about it, that you may not know. So we get inside the machine, we’re cleaning to inspect and we get in and one of the goals is to find out why is it leaking? As we pull things apart, we’re searching for it. Now the interesting thing on this piece of equipment is, we knew that the chip conveyor was overflowed and clogged so we knew that was a leak source, so we cleaned that all up. We also realized that this had a trough system so when the lubricants were being sprayed on it, it would migrate to the troughs, these troughs would go to a drain hole and go down. Well guess what? Those troughs were full, the drain holes were plugged up and it would just overflow over the side. That’s another thing we learned. We also learned that there was more than one trough, so maintenance knew of one, but they didn’t know about a couple of others. And the operator didn’t know about any of them. So we all learned together. So we cleaned it by going on the inside the machine, and after we did all that, we thought that we had cleaned and found all the problems for the leaks. What do you think we did? Did we? No, we didn’t. We probably got about 90%, but the thing is once you cleaned it all up and went thru the whole process and found the couple of issues and got that all taken care of, we started the machine back up again on a nice clean floor, how soon did we know if we had a leak again? Right away. Not only did we know right away, we knew exactly where. And from there we know
4. The 4 TPM Stages Page 3
where to look. And maintenance never had that opportunity before, because it was always dirty. It always had oil film on the bottom. So, not only did we help us find it, we helped maintenance solve the problem. They found another problem with it. They fixed that, and this machine doesn’t leak anymore. So that’s one of the benefits of why you want to go thru the deep cleaning. Again, it may take it to be a mess to be cleaned up, and take a lot of shoveling. We filled that hopper full of scum. Yes it’s not a pretty job, but you have to do that to do the cleaning.
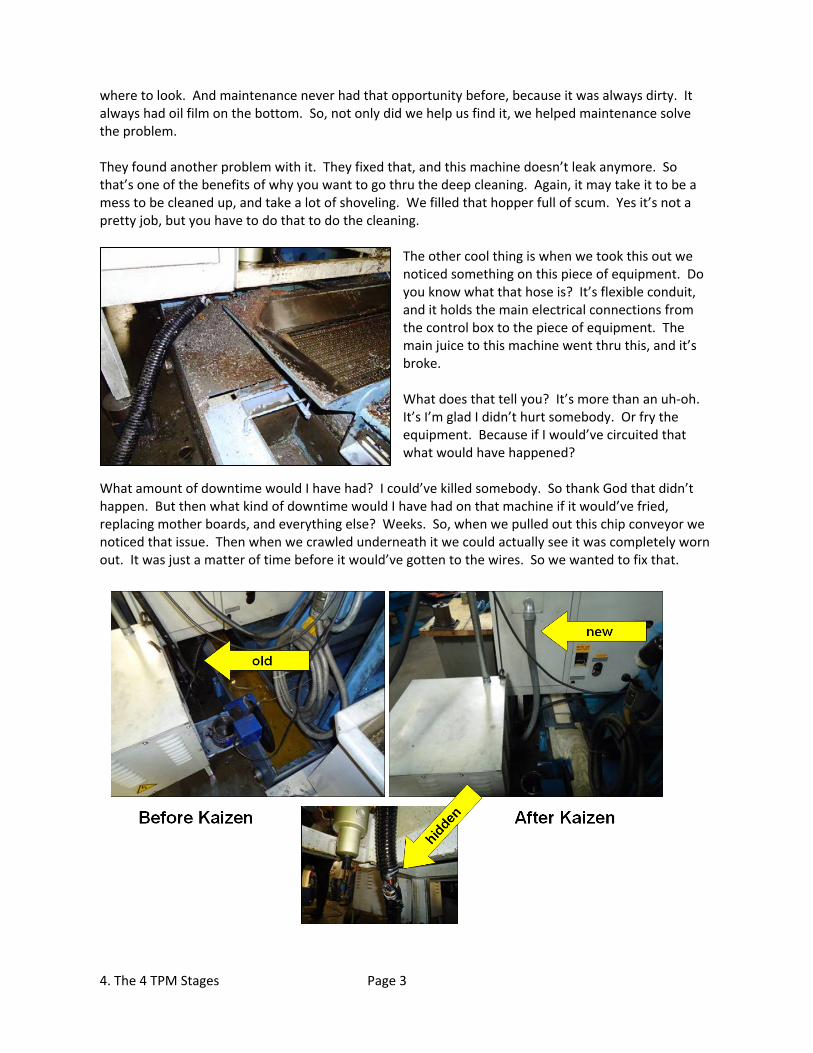
The other cool thing is when we took this out we noticed something on this piece of equipment. Do you know what that hose is? It’s flexible conduit, and it holds the main electrical connections from the control box to the piece of equipment. The main juice to this machine went thru this, and it’s broke. What does that tell you? It’s more than an uh‐oh. It’s I’m glad I didn’t hurt somebody. Or fry the equipment. Because if I would’ve circuited that what would have happened?
What amount of downtime would I have had? I could’ve killed somebody. So thank God that didn’t happen. But then what kind of downtime would I have had on that machine if it would’ve fried, replacing mother boards, and everything else? Weeks. So, when we pulled out this chip conveyor we noticed that issue. Then when we crawled underneath it we could actually see it was completely worn out. It was just a matter of time before it would’ve gotten to the wires. So we wanted to fix that.
4. The 4 TPM Stages Page 4
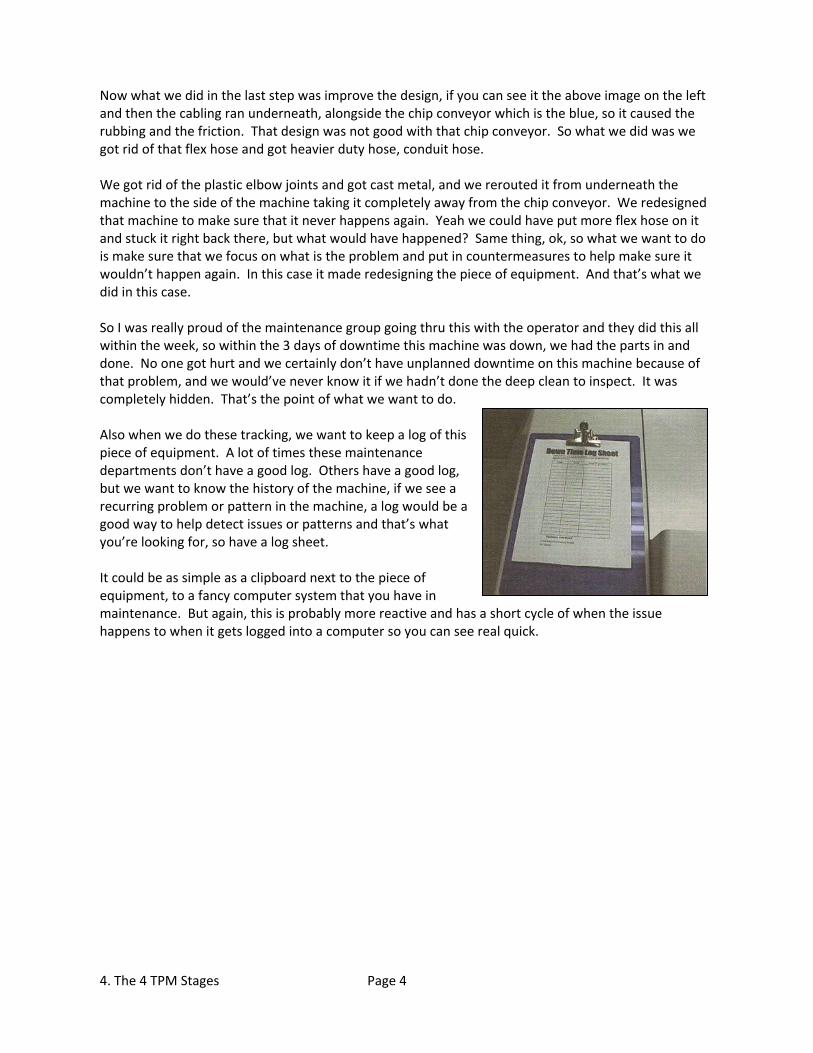
Now what we did in the last step was improve the design, if you can see it the above image on the left and then the cabling ran underneath, alongside the chip conveyor which is the blue, so it caused the rubbing and the friction. That design was not good with that chip conveyor. So what we did was we got rid of that flex hose and got heavier duty hose, conduit hose. We got rid of the plastic elbow joints and got cast metal, and we rerouted it from underneath the machine to the side of the machine taking it completely away from the chip conveyor. We redesigned that machine to make sure that it never happens again. Yeah we could have put more flex hose on it and stuck it right back there, but what would have happened? Same thing, ok, so what we want to do is make sure that we focus on what is the problem and put in countermeasures to help make sure it wouldn’t happen again. In this case it made redesigning the piece of equipment. And that’s what we did in this case. So I was really proud of the maintenance group going thru this with the operator and they did this all within the week, so within the 3 days of downtime this machine was down, we had the parts in and done. No one got hurt and we certainly don’t have unplanned downtime on this machine because of that problem, and we would’ve never know it if we hadn’t done the deep clean to inspect. It was completely hidden. That’s the point of what we want to do. Also when we do these tracking, we want to keep a log of this piece of equipment. A lot of times these maintenance departments don’t have a good log. Others have a good log, but we want to know the history of the machine, if we see a recurring problem or pattern in the machine, a log would be a good way to help detect issues or patterns and that’s what you’re looking for, so have a log sheet. It could be as simple as a clipboard next to the piece of equipment, to a fancy computer system that you have in maintenance. But again, this is probably more reactive and has a short cycle of when the issue happens to when it gets logged into a computer so you can see real quick.






















![[Eng1]tpm guidebook(1 4)v1-sample_hd_trien_khai-tpm](https://img.pdfslide.net/doc/110x75/58eec0431a28ab3b018b45d7/eng1tpm-guidebook1-4v1-samplehdtrienkhai-tpm.jpg)