Embed Size (px)
Citation preview
TÉMA: LASEROVÁ TECHNIKA, OBRÁBĚNÍ
Ve strojírenské praxi jsou lasery nejčastěji používány pro dělení materiálu. Lasery se však s výhodou používají i pro další operace, jako je svařování, pájení, kalení a navařová-ní. Každý z těchto procesů vyžaduje použití příslušných technických plynů.
Oblasti použití rezonátorových a asistenčních plynůNevidíme je, a přesto jsou nepostradatelnou součástí technologického procesu. Plyny se z hlediska laserového zpracování řadí k po-mocným látkám a jsou potřebné v závislosti na postupu a zdrojích laserového paprsku v různých etapách procesu. I přes jejich nevi-ditelnost je výběr plynů rozhodující pro opti-mální úspěch laserové techniky. Rozlišujeme mezi rezonátorovými a asistenčními plyny. Rezonátorové plyny jsou nezbytné pro gene-rování laserového paprsku CO2 laseru. Asis-tenční plyny slouží jako řezné plyny nebo ochranné plyny pro svařování a pájení. U la-serů s vyšším výkonem se navíc setkáváme s plynem pro proplach optické cesty. Zpravi-dla se používá dusík. Jeho úkolem je ochra-na optické cesty před znečištěním prachem, vlhkostí a jinými nečistotami.
Čistota plynůČistota rezonátorových plynů pro CO2 lasery podléhá nejvyšším nárokům. Ale i pro asis-tenční a proplachové plyny je čistota pro do-sažení požadovaných výsledků a jakosti zá-sadní.
Třída čistoty plynů se udává v procentech – číslo s několika místy za desetinnou čár-kou. Ke zjednodušení značení existuje mezi-národně platný systém ukazatelů. Ukazatele se skládají z čísla, tečky a druhého čísla. Prv-ní číslo udává počet devítek, číslo za tečkou udává poslední číslo celkové hodnoty. Uka-zatel 3.5 tedy udává čistotu plynu minimálně 99,95 %. Další příklady jsou uvedeny v dopl-ňující tabulce.
Rezonátorové plynyRezonátorové plyny jsou směsi helia, oxidu uhličitého a dusíku (v některých případech obsahují i další složky, např. oxid uhelnatý, xenon). Používají se hotové směsi plynů ne-bo jsou směsi připravovány ve směšovacím zařízení laserového stroje z jednotlivých
komponent. U těchto plynů hraje stálost kva-lity velkou roli. Již drobné stopy vlhkosti nebo uhlovodíků mohou mít za následek provozní poruchy. Uhlovodíky mohou způsobit poško-zení citlivých a drahých optických součástí. Vlhkost ruší výboj a tím i plnou účinnost lase-ru. Další poruchy mohou být způsobeny čás-tečkami prachu, které rozptylují laserové světlo a mohou tak negativně ovlivnit techno-logický proces. Pro bezvadnou funkci laseru je tedy naprosto nezbytné, aby byly použity plyny vysoké čistoty zbavené rušivých konta-minací.
Požadované čistoty rezonátorových plynů:
Řezání laserem – volba vhodného asistenčního plynuŘezání laserem (obr. 2) se vyznačuje v po-rovnání s jinými termickými metodami dělení materiálu vysokou přesností a rychlostí řezá-ní, nízkým přívodem tepla do řezaného ma-teriálu a malou deformací zpracovávaných dílců. Možnosti aplikace jsou v mnoha obo-rech. Široké uplatnění nachází zejména v au-tomobilovém a leteckém průmyslu, lodním stavitelství a zpracování plechů.
Při řezání laserem se uplatňují tři fyzikální jevy – spalování, tavení a sublimování. Který z těchto jevů bude dominantní, závisí přede-vším na základním materiálu a na použitém řezném plynu.
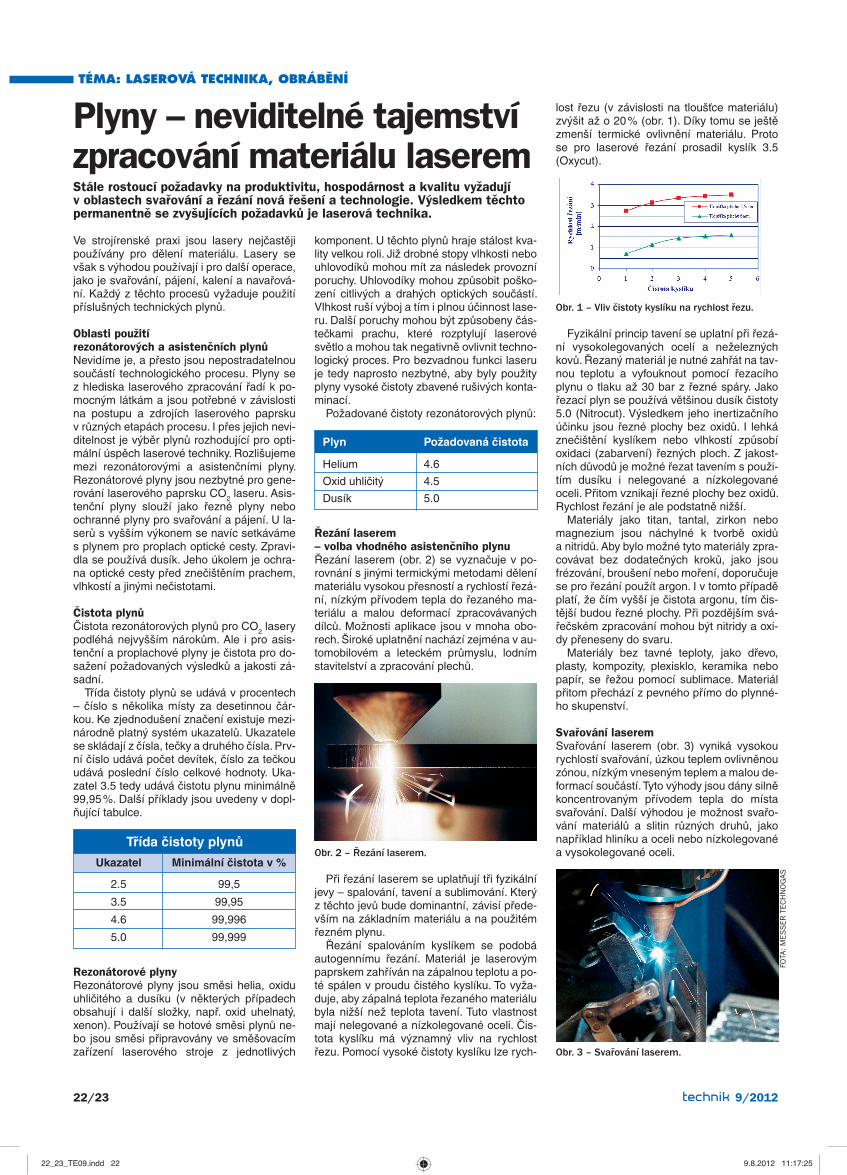
Řezání spalováním kyslíkem se podobá autogennímu řezání. Materiál je laserovým paprskem zahříván na zápalnou teplotu a po-té spálen v proudu čistého kyslíku. To vyža-duje, aby zápalná teplota řezaného materiálu byla nižší než teplota tavení. Tuto vlastnost mají nelegované a nízkolegované oceli. Čis-tota kyslíku má významný vliv na rychlost řezu. Pomocí vysoké čistoty kyslíku lze rych-
lost řezu (v závislosti na tloušťce materiálu) zvýšit až o 20 % (obr. 1). Díky tomu se ještě zmenší termické ovlivnění materiálu. Proto se pro laserové řezání prosadil kyslík 3.5 (Oxycut).
Fyzikální princip tavení se uplatní při řezá-ní vysokolegovaných ocelí a neželezných kovů. Řezaný materiál je nutné zahřát na tav-nou teplotu a vyfouknout pomocí řezacího plynu o tlaku až 30 bar z řezné spáry. Jako řezací plyn se používá většinou dusík čistoty 5.0 (Nitrocut). Výsledkem jeho inertizačního účinku jsou řezné plochy bez oxidů. I lehká znečištění kyslíkem nebo vlhkostí způsobí oxidaci (zabarvení) řezných ploch. Z jakost-ních důvodů je možné řezat tavením s použi-tím dusíku i nelegované a nízkolegované oceli. Přitom vznikají řezné plochy bez oxidů. Rychlost řezání je ale podstatně nižší.
Materiály jako titan, tantal, zirkon nebo magnezium jsou náchylné k tvorbě oxidů a nitridů. Aby bylo možné tyto materiály zpra-covávat bez dodatečných kroků, jako jsou frézování, broušení nebo moření, doporučuje se pro řezání použít argon. I v tomto případě platí, že čím vyšší je čistota argonu, tím čis-tější budou řezné plochy. Při pozdějším svá-řečském zpracování mohou být nitridy a oxi-dy přeneseny do svaru.
Materiály bez tavné teploty, jako dřevo, plasty, kompozity, plexisklo, keramika nebo papír, se řežou pomocí sublimace. Materiál přitom přechází z pevného přímo do plynné-ho skupenství.
Svařování laseremSvařování laserem (obr. 3) vyniká vysokou rychlostí svařování, úzkou teplem ovlivněnou zónou, nízkým vneseným teplem a malou de-formací součástí. Tyto výhody jsou dány silně koncentrovaným přívodem tepla do místa svařování. Další výhodou je možnost svařo-vání materiálů a slitin různých druhů, jako například hliníku a oceli nebo nízkolegované a vysokolegované oceli.
22/23 9/2012
Plyny – neviditelné tajemství zpracování materiálu laseremStále rostoucí požadavky na produktivitu, hospodárnost a kvalitu vyžadují v oblastech svařování a řezání nová řešení a technologie. Výsledkem těchto permanentně se zvyšujících požadavků je laserová technika.
Třída čistoty plynů
Ukazatel Minimální čistota v %
2.5 99,5
3.5 99,95
4.6 99,996
5.0 99,999
Plyn Požadovaná čistota
Helium 4.6
Oxid uhličitý 4.5
Dusík 5.0
Obr. 2 – Řezání laserem.
Obr. 1 – Vliv čistoty kyslíku na rychlost řezu.
Obr. 3 – Svařování laserem.
FOTA
: M
ES
SER
TEC
HN
OG
AS
22_23_TE09.indd 2222_23_TE09.indd 22 9.8.2012 11:17:259.8.2012 11:17:25

TÉMA: LASEROVÁ TECHNIKA, OBRÁBĚNÍ
9/2012 22/23
Laserové svařování dělíme na svařování metodou klíčové dírky, povrchové svařování, hybridní svařování a řadí se sem i pájení la-serem.
Povrchové svařování vyžaduje pouze níz-ké výkony. Energie laseru je přivedena na po-vrch konstrukční části tak, aby se vytvořila tavná lázeň, která předává tepelnou energii konvekcí. Tato konvekce může být stejně jako při svařování obloukem ovlivněna ochranný-mi plyny a profi l závaru může být přizpůso-ben požadavkům kladeným na svar.
Svařování metodou klíčové dírky vyžaduje vyšší výkony. Materiál není pouze taven, ale i odpařován. Laserový paprsek přitom vniká hluboko do obrobku a vzniká takzvaná „key-hole“ – klíčová dírka. V této klíčové dírce se vytváří sloupec plazmatu, který absorbuje energii laseru a předává ji dále na svařované dílce. Výsledkem je kontinuální proces svařo-vání. Plazmu vystupující z kanálu je přitom nutné odfoukávat ochranným plynem. Jinak by vystupující plazma absorbovala energii laseru a došlo by ke snížení výkonu svařova-cího procesu. Úprava svarových ploch je u metody klíčové dírky speciální. Laser je schopen konstrukční díl prakticky propích-nout. To umožňuje svařování v jinak nepří-stupných oblastech. Příkladem může být svar ozubeného kola s hřídelí (obr. 4).
Hybridní metoda je kombinací více metod. Svařování laserem se nejčastěji používá ve spojení s metodou MAG. Přitom se využí-vá efektivity laserového svařování spolu s vy-sokým odtavovacím výkonem procesu MAG. Volba ochranného plynu musí odpovídat
oběma metodám procesu. Kromě kombinace s metodou MAG se nabízí i kombinace se svařováním TIG.
Pájení laserem se podobá povrchovému svařování. Tato metoda se prosadila přede-vším v automobilovém průmyslu. Kromě zná-mých výhod, jako jsou nízký přívod tepla a nízká deformace, hraje velkou roli i odol-nost pájek proti korozi a snazší zpracovatel-nost.
Ochranné plyny pro svařování laseremOchranný plyn plní několik funkcí. Jedním z hlavních úkolů je ochrana svařovaného ma-teriálu před okolní atmosférou. Cílem je za-bránit absorpci kyslíku, dusíku a vlhkosti a následné oxidaci povrchu. Kromě toho
ochranný plyn zajišťuje stálé odstraňování plazmy vystupující nad svařenec.
Stejně jako u ostatních metod svařování s ochranným plynem lze i u svařování lase-rem svařovací proces cíleně ovlivnit použitím optimalizovaných ochranných plynů. Zákla-dem směsí plynů je hélium a argon. Přidáním CO2, kyslíku nebo vodíku je možné ovlivnit svařovací proces rovněž termicky a metalur-gicky. Typické směsi plynů jsou přitom argon--helium, argon-kyslík a argon-vodík. Přísluš-né komponenty se přitom řídí podle spojova-ných materiálů.
Svařování bez ochranného plynuZejména při používání „pevnolátkových“ la-serů se často setkáváme se svařováním bez ochranného plynu. Bez ochranného plynu může svařenec (stejně jako u ostatních me-tod svařování) absorbovat kyslík, dusík a vlh-kost, což vede ke vzniku vad svaru jako pórů a vodíkových trhlin. Obzvláště u nelegova-ných a nízkolegovaných ocelí způsobuje pří-tomnost dusíku předčasné stárnutí a křehnu-tí. Ve většině případů jsou následky zřetelné až po několika letech.
ZávěrLaserové technologie patří bezesporu mezi nejmodernější metody zpracování kovů. Správná volba vhodných technických plynů napomáhá jejich bezvadné funkci a plnému využití výrobního potenciálu.
Ing. Jan KašparMesser Technogas s.r.o.
Obr. 4 – Svar ozubeného kola.





























