Embed Size (px)
Citation preview

CIRP Annals - Manufacturing Technology 60 (2011) 359–362
Contents lists available at ScienceDirect
CIRP Annals - Manufacturing Technology
journal homepage: http: / /ees.elsevier.com/cirp/default .asp
Tool grinding of end mill cutting tools made from high performance ceramicsand cemented carbides
E. Uhlmann (1)*, C. Hubert
Institute for Machine Tools and Factory Management, Chair of Machine Tools and Manufacturing Technology, Technische Universitat Berlin, Germany
A R T I C L E I N F O
Keywords:
Grinding
Cutting tools
Advanced ceramics
A B S T R A C T
The paper presents different approaches to improve the process knowledge in tool grinding with a focus
on ceramic shank-type end mills. The flute grinding operation was analyzed using a kinematical
simulation to acquire an insight into the local distribution of the material removal rate or the microscopic
chip parameters. Further investigations cover the cutting edge quality emerging in characteristic tool
grinding operations on end mills with helical flutes made from advanced ceramics. Final machining test
prove a reliable cutting behaviour without catastrophic failure and a gentle abrasive and adhesive wear
observed on the ground cutting tools.
� 2011 CIRP.
1. Introduction
The machining of high performance materials such as nickel-based alloys with geometrically defined edges remains a constantchallenge in terms of achievable material removal rates or tool life.Regarding shank-type end mills the application of improvedcemented carbide specifications and the extensive use of thin filmcoatings generated a gradual performance enhancement over thelast decades [1]. For the high performance cutting (HPC) theutilization of indexable inserts made of ceramic cutting materialsis already part of the industrial practice. The development ofshank-type end mills made of advanced ceramics creates a novelcutting tool group that combines the proven performancecapabilities of this cutting material with an increased flexibilityconcerning tool shape and workpiece geometry to be generated inmilling. Besides a very limited knowledge available so farconcerning the ceramic adequate cutting tool geometry theprocesses of tool grinding of shank-type end mills with helicalflutes needs to be examined with respect to the new cuttingmaterials. Since always more than one grinding operation isinvolved in generating a cutting edge the separate contribution ofeach process step on the edge quality and tool performance is to bedetermined.
2. Analytical and experimental investigations
2.1. Kinematic simulation of flute grinding
Among the various grinding operations for the shape genera-tion on end mill cutting tools flute grinding is usually consideredto be the most time consuming and grinding wheel wear relevantstep [2,3]. Due to the complex contact conditions between the
* Corresponding author.
0007-8506/$ – see front matter � 2011 CIRP.
doi:10.1016/j.cirp.2011.03.106
cylindrical workpiece and the grinding wheel a process char-acterization as a function of the axial position on the grindingwheel is required. Several approaches of modelling the complexcontact area of the active zone in flute grinding have beenpublished, hence for this work an analytic model of Kaldor waschosen and for the first time combined with the computation ofthe microscopic chip parameters of cutting with geometricallyundefined edges [4,5].
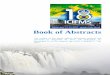
Fig. 1 depicts the rough discretization of the grinding wheelbody into disc-shaped segments with a finite thickness as well as ofthe workpiece into concentric sleeves having a stepwise growingradius. The outer sleeve representing the surface of the workpieceis shown to its full extend whereas the inner sleeves are indicatedby their semicircular cross section in the workpiece normal planeEW. The projection of the intersection points of the sleeves andsegments into the cross sectional plane of the flute EN generates theflute profile. For every grinding wheel segment i the length of thecontact arc lg.i, the actual depth of cut ae.i and the segment relatedspecific material removal rate Q 0w:i can be calculated. The impact ofthe grinding wheel topography is taken into account via thegradient of the static grain density C1 and tan(x) as a value for thegrain shape both obtained from optical wheel topography analysis.Based on this information the microscopic chip parameters forevery segment such as the maximum chip thickness hch.max.i arederived.
Exemplary results are presented in Fig. 1 for a variation of thedepth of the flute tN while leaving the cutting edge angles and allother setting parameters untouched. Expectedly a non-uniformdistribution of Q 0w:i along the width of the cylindrical grindingwheel as well as a sharp maximum of Q 0w:i in the vicinity of therounded wheel edge having a typical edge radius of rbs = 0.1 mmcan be observed. With respect to the chip thickness the impact ofthe depth of the flutes tN is significantly less distinct. In order toquantify the process performance and provide a comparison withother grinding processes a mean specific material removal rate

[()TD$FIG]
Fig. 1. Results of the kinematic simulation of flute grinding with a variation of the
depth of flute tN.
[()TD$FIG]
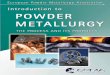
Fig. 2. Results of flute grinding with a variation of the ground cutting
material.
E. Uhlmann, C. Hubert / CIRP Annals - Manufacturing Technology 60 (2011) 359–362360
Q 0w:m and a maximum specific material removal rate Q 0w:max havebeen calculated for all subsequently presented flute grindingoperations.
2.2. Technological investigations of flute grinding
Experimental tests were carried out using a WU 305 microtool grinding centre by Schutte Schleiftechnik GmbH, Cologne,Germany. The high-precision machine is equipped with a 5-foldautomatic grinding wheel changer, an integrated tactile work-piece measurement system as well as a internal dressing unit. Inthe experimental tests a mineral oil based cooling lubricant witha supply pressure of 6 bar was used. Being a standard tool forfluting with a high number of teeth and medium helix angles l
conical diamond resin bond grinding wheels applied. Withrespect to the variety of cutting materials involved in theexperimental tests a robust cutting wedge and flute geometrywas chosen. In order to achieve a meaningful material removalVsum a total number of 60 flutes have been ground with each setof parameters.
The measurement of the process forces with additional sensorsystems is a particular challenge in tool grinding due to thestatically indeterminate clamping situation of the workpieces, acomparatively low force level combined with a very limitedworking space. Hence an indirect process force measurementutilizing the control system of the linear direct drives of therelevant translatory axes was employed. After a calibration of thedrive control system signals with a conventional piezo-electricdynamometer a simultaneously recording of path and forceinformation with a superior thermal stability became available.Nonetheless a number of limitations of this method such as a lowsampling rate (approx. 220 Hz) need to be taken into account. Fig. 2illustrates the results for a flute grinding experiment with acemented carbide, whisker-reinforced aluminium oxide and
SiAlON ceramics as cutting material for end mills. Concerningthe selected process parameters a gentle feed rate was appliedresulting in moderate specific mean and maximum materialremoval rates.
The graph for the distribution the maximum chip thicknesshch.max with respect to axial position on the grinding wheel showsagain a somewhat steady level before dropping to zero. Hence themajority of the workpiece material is ground in a comparablecutting regime and should exhibit comparable surface properties.However, the grinding wheel suffers from a locally differingmaterial removal rate and cutting arc length resulting in an unevenmicroscopic grain wear and a macroscopic profile deviation. Interms of the occurring process forces only small differencesbetween the cemented carbide and the aluminium oxide ceramicbecome apparent. However, the SiAlON ceramic exhibits asignificantly higher level of grinding normal force and a reducedgrinding tangential force. The overall reduction of the grindingforce ratio m is a clear indicator for an early blunting of thediamond grains due to the thermo-mechanical load in grinding. Incontrast to results in the literature, an analysis of the wear profileon the grinding wheels confirms a smaller grinding ratio G whilemachining SiAlON ceramics in comparison to the other mentionedcutting materials [6].
2.3. Cutting edge generation
The generation of a cutting edge in tool grinding of shank-typeend mills is always the result of at least two specific grindingoperations. The influence of setting parameters, grinding wheelspecifications or kinematical strategies in machining either therake or the flank face has been widely discussed in the literature[2,3,7,8].
The interaction and the weighting of those two operations interms of their impact on the cutting edge quality was the focus of

[()TD$FIG]
Fig. 3. Cutting edge characteristics after tool grinding.
E. Uhlmann, C. Hubert / CIRP Annals - Manufacturing Technology 60 (2011) 359–362 361
research activities present here. Among other objects of investiga-tion the influence of the diamond grain size of the used grindingwheels will be discussed below. Fig. 3 introduces a referencegeometry marked by a ceramic-appropriate wedge angle ofb0 = 908. First a flute grinding operation with two differentcylindrical grinding wheels was performed and followed by aflank face grinding with cup shaped grinding wheels. The selectionof two different diamond grain sizes for the two operations leads tofour edge configurations A–D.
In terms of analyzing the work result besides taking SEMpictures an optical measurement with a MicroProf 100 by FRT,Bergisch Gladbach, Germany, of 100 edge profiles was done toderive the mean values for the relevant edge parameters. Theradius of the cutting edge rb was determined from a circleinterpolation of all measuring points of the actual edge region.This segment of a circle does not necessarily needs to have atangential transition into the flank and rake face hence the rb
value describes more change of the edge shape than the amountof workpiece volume missing in the edge. For a quantificationof the loss of cutting material in the edge region the parameterDr is better suited describing the distance between the ideal
[()TD$FIG]
Fig. 4. Tool performance evaluati
sharp cutting edge and the highest point of the measurededge profile. The parameter K = Sg/Sa is a measure for thelocation of the cutting material loss along the cutting edge. Avalue of K smaller than one indicates a shift of the edge shapeto the flank face and values bigger than one a shift toward therake face.
Fig. 3 merges the results of the visual inspection using an SEMand the edge parameters for the variation of the diamond grainsize in tool grinding as described above. The edge profilemeasurement for the configurations A, B and C show only slightdifferences although the visual inspection of the small edgesection captured with the SEM of specimen B reveals a somewhatincreased chamfer-like edge deterioration. The worst resultswere achieved with configuration D with exceptionally small K
values pointing to a significant loss of material on the rake faceside of the cutting edge. The implication of those results is adominant effect of the grit size in flute grinding with respect tothe subsurface damage in the cutting edge region (compare C andD). But only a subsequently performed flank face grinding withcoarse diamond grains and thus an increased chip thicknessinduces a sufficient stress intensity on a microscopic levelpromoting brittle fracture and a subsequent break out of entireedge clusters (compare B and D).
3. Performance of ground cutting tools
3.1. Development of a ceramic-appropriate tool geometry
The application of ceramic cutting materials for shank-typeend mills requires an adaption of the entire tool geometry inorder to take the limited ductility of the cutting material or thealtered chip formation during the intended high speed cutting(HSC) process into account. The left hand side of Fig. 4 presentsthe result of a design process for the applied whisker-reinforcedaluminium oxide ceramic. Although the general appearancedoes not differ tremendously from conventional end mills madefrom cemented carbides, a number of key features such as thespecific flute design, the flank/rake angle set or the tool cornerdesign are the result of an elaborate and iterative developmentprocess.
In addition to a valid tool geometry the tool grindingprocesses were to be investigated with respect to their influenceon the tool performance in milling of the nickel-based alloyInconel 718. Regarding the productivity of the tool grindingprocess and thus the overall tooling costs the feed rate is adecisive setting parameter [9]. Three tool configurations havebeen ground (A, B, C) under a variation of the feed rate of theflute and/or flank face grinding operation. For the configurationA the visual inspection of the SEM picture of the cutting edgeshows the typical appearance of un-chamfered ceramic tools.
on in milling of Inconel 718.

E. Uhlmann, C. Hubert / CIRP Annals - Manufacturing Technology 60 (2011) 359–362362
Considering the high magnification of the picture the achievedquality represents the technological limit due to the inferiorductility (KIc � 7.7 MPa m0.5) and the given sinter powder size ofthe material.
3.2. Milling experiments
The evaluation of the tool performance was based on theprocess forces and wear development in side milling withemphasis on peripheral cutting of Inconel 718 as depicted inFig. 4. The measurement and analysis of process forces focuseson the feed normal force Ffn being the major force componentand causing the tool deflection within this set of parameters. Anecessary but welcome constraint is the need for a drymachining in milling due to restricted thermal shock resistanceof ceramics. A high speed cutting regime with cutting speeds ofvc = 600 m/min was implemented enabling very high materialremoval rates. The graphs visualizing the feed normal force forall three tool configurations show an evidently different forcelevel. Especially configuration A exhibits a comparatively steadyprocess behaviour whereas a constant rise in process forces isdetectable for B and C that will ultimately result in acatastrophic tool failure. The wear behaviour is characterizedby excessive adhesive wear as shown for specimen A (new: I)through the cumulative material removal (II + III). Between thedifferent tool configurations no distinguishable variation of thewear development could be observed. A further examination ofthe used end mills after an aggressive etching procedure toremove the adhesive layer revealed no distinct differenceseither.
4. Conclusion
The kinematical simulation of the flute grinding operationdeepened the understanding of the local grinding conditions andprovides a method to calculate the mean and maximum value forthe specific material removal rate for every fluting processexamined afterwards. In technological investigations a compar-ison was made available between innovative ceramic cuttingmaterials and cemented carbides. The quality of a cutting edge is
primarily dependent on the grinding regime of the flute grindingoperation but a subsequent flank face grinding with fine grainedgrinding wheels prevents excessive edge deterioration. Inrepresentative milling experiments with a challenging highperformance material such as Inconel 718 the novel toolsmachined about 10 times faster than conventional coatedcemented carbide tools. The process force and wear behaviourshowed a manageable and predictable course without a stochasticand spontaneous tool failure being always feared in using ceramiccutting materials. The tool grinding process has a significantimpact on the tool performance which is why a balance betweenthe tool grinding productivity and the aimed tool life needs to beestablished.
Acknowledgements
This work is supported by the ‘‘Federal Ministry of Labour andTechnology’’ (BMWi). The authors like to thank the entire projectteam ‘‘TechVolk’’ with especially mentioning Mr. Manuel Wacinskiof the Fraunhofer IPK for his contribution and support in themilling experiments.
References
[1] Uhlmann E, Wiemann E, Keunecke M, Richter V (2006) Dreh- und Fraswerk-zeuge mit cBN-Beschichtungen, wt online 96(1–2): 12–17.
[2] Denkena B, Friemuth T (2003) Modeling and Process Design for DifferentGrinding Operations of Carbide Tools. Production Engineering X(1):15–18.
[3] Weinert K, Schneider M, Willsch C (1996) Influence of Grinding on the Quality ofthe Cutting Edge. Production Engineering III(2):49–52.
[4] Kaldor S, Rafael AM, Messinger D (1998) On the CAD of Profiles for Cutters andHelical Flutes. Annals of the CIRP 37(1):53–56.
[5] Werner G (1971) Kinematik und Mechanik des Schleifprozesses, Ph.D. Thesis,RWTH Aachen.
[6] Biermann D, Wurz E (2009) A Study of Grinding Silicon Nitride and CementedCarbide Materials with Diamond Grinding Wheels. Production Engineering3:411–416.
[7] Eyrisch T, Aurich JC (2010) Sichere Herstellung von Vollhartmetallwerkzeugen,wt online 100(3): 185–189.
[8] Ohmori H, Katahai K, et al, (2007) Microscopic Grinding Effects on Fabrication ofUltra-fine Micro Tools. Annals of the CIRP 56(1):569–572.
[9] Klocke F, Konig W (2005) Fertigungsverfahren 2 – Schleifen, Honen, Lappen. .