Embed Size (px)
DESCRIPTION
Pasos para realizar tu router cnc
Citation preview

Fabrica Tu Propio Router CNCFabrica Tu Propio Router CNCFabrica Tu Propio Router CNCFabrica Tu Propio Router CNC

Fabrica Tu Propio Fabrica Tu Propio Router CNCRouter CNC
Impartido por:Impartido por:Ing. Carlos Amador

Que es un sistema CNCConceptos, Comandos y Ejemplos.p , y j p

Se considera de Control NuméricoSe considera de Control Numérico
Computarizado, también llamado CNC (en
inglés Computer Numerical Control) (tambiéninglés Computer Numerical Control) (también
Control Numérico Continuo Continuous Numerical
Control), a todo dispositivo capaz de dirigir el
posicionamiento de un órgano mecánico móvil
mediante órdenes elaboradas de forma
totalmente automática a partir de informacionesp
numéricas en tiempo real.

Entre las operaciones de maquinado que seEntre las operaciones de maquinado que se
pueden realizar en una máquina CNC se
l d d d f d S b lencuentran las de torneado y de fresado. Sobre la
base de esta combinación es posible generar la
mayoría (si no son todas) las piezas de industria.
Este es sin duda uno de los sistemas que haEste es, sin duda, uno de los sistemas que ha
revolucionado la fabricación de todo tipo de
bj t t t l i d t i t lú iobjetos, tanto en la industria metalúrgica como en
muchos otros ámbitos productivos.

Principio de funcionamientoPrincipio de funcionamiento
Para mecanizar una pieza se usa un sistema
de coordenadas que especificarán el movimiento
de la herramienta de cortede la herramienta de corte.
El sistema se basa en el control de los
movimientos de la herramienta de trabajo con
relación a los ejes de coordenadas de la máquina,
usando un programa informático ejecutado por
un ordenador.un ordenador.

En el caso de un torno, hace falta controlar los
movimientos de la herramienta en dos ejes demovimientos de la herramienta en dos ejes de
coordenadas: el eje de las X para los
d l i l l d l l j d ldesplazamientos laterales del carro y el eje de las
Z para los desplazamientos transversales de la
torre.

En el caso de las fresadoras se controlan los
desplazamientos verticales, que corresponden alp , q p
eje Z. Para ello se incorporan servomotores en los
mecanismos de desplazamiento del carro y lamecanismos de desplazamiento del carro y la
torreta, en el caso de los tornos, y en la mesa en el
d l f d d di d d l id dcaso de la fresadora; dependiendo de la capacidad
de la máquina, esto puede no ser limitado
únicamente a tres ejes.

Aplicaciones
Aparte de aplicarse en las máquinas-
h d l l l C Cherramienta para modelar metales, el CNC se
usa en la fabricación de muchos otros productos
de ebanistería, carpintería, etc. La aplicación de
sistemas de CNC en las máquinas-herramienta
han hecho aumentar enormemente la
producción, al tiempo que ha hecho posibleproducción, al tiempo que ha hecho posible
efectuar operaciones de conformado que era
difícil de hacer con máquinas convencionalesdifícil de hacer con máquinas convencionales,

j l l li ió d fi ipor ejemplo la realización de superficies
esféricas manteniendo un elevado grado de
precisión dimensional. Finalmente, el uso de
CNC i id f bl t l t dCNC incide favorablemente en los costos de
producción al propiciar la baja de costes de
fabricación de muchas máquinas,
manteniendo o mejorando su calidadmanteniendo o mejorando su calidad.

Programación en el control numérico
Se pueden utilizar dos métodos:
a) la programación manuala) la programación manual
b) la programación automática.

Programación manualProgramación manual
En este caso, el programa pieza se escribe
únicamente por medio de razonamientos y
cálculos que realiza un operario. El programa deq p p g
mecanizado comprende todo el conjunto de datos
que el control necesita para la mecanización de laque el control necesita para la mecanización de la
pieza.

Al conjunto de informaciones que corresponde a
una misma fase del mecanizado se le denomina
bloque o secuencia, que se numeran parabloque o secuencia, que se numeran para
facilitar su búsqueda. Este conjunto de
informaciones es interpretado por el intérpreteinformaciones es interpretado por el intérprete
de órdenes. Una secuencia o bloque de
programa debe contener todas las funciones
geométricas, funciones máquina y funciones
tecnológicas del mecanizado. De tal modo, un
bloque de programa consta de varias
instrucciones.

El comienzo del control numérico ha estado
caracterizado por un desarrollo anárquico de los
códigos de programación Cada constructorcódigos de programación. Cada constructor
utilizaba el suyo particular. Posteriormente, se vio
l id d d li l ódi dla necesidad de normalizar los códigos de
programación como condición indispensable para
que un mismo programa pudiera servir para
diversas máquinas con tal de que fuesen del
mismo tipo. Los caracteres más usados
comúnmente, regidos bajo la norma DIN 66024 yco ú e te, eg dos bajo a o a 660 y
66025 son, entre otros, los siguientes:

N: es la dirección correspondiente al número de
bloque o secuencia. Esta dirección va seguidaq g
normalmente de un número de tres o cuatro cifras.
En el caso del formato N03 el número máximo deEn el caso del formato N03, el número máximo de
bloques que pueden programarse es 1000 (N000
h t N999)hasta N999).

X, Y, Z: son las direcciones correspondientes a las
cotas según los ejes X, Y, Z de la máquina
herramienta (Y planos cartesianos). Dichas cotas
se pueden programar en forma absoluta o relativa,se pueden programar en forma absoluta o relativa,
es decir, con respecto al cero pieza o con respecto
a la última cota respectivamentea la última cota respectivamente.

G: es la dirección correspondiente a las funcionesG: es la dirección correspondiente a las funciones
preparatorias. Se utilizan para informar al control
de las características de las funciones dede las características de las funciones de
mecanizado, como por ejemplo, forma de la
trayectoria, tipo de corrección de herramienta,
parada temporizada, ciclos automáticos,
programación absoluta y relativa, etc. La función G
va seguida de un número de dos cifras que permiteg q p
programar hasta 100 funciones preparatorias
diferentesdiferentes.

EjemplosEjemplos:
G00: El trayecto programado se realiza a la máxima
velocidad posible, es decir, a la velocidad de
desplazamiento en rápido.desplazamiento en rápido.
G01: Los ejes se gobiernan de tal forma que la
herramienta se mueve a lo largo de una línea recta.
G02: Interpolación circular en sentido horario.G02: Interpolación circular en sentido horario.
G03: Interpolación circular en sentido antihorario.

áG33: Indica ciclo automático de roscado.
G40: Cancela compensación.p
G41: Compensación de corte hacia la izquierda.
G42: Compensación de corte a la derecha.
G77: Es un ciclo automático que permite programarG77: Es un ciclo automático que permite programar
con un único bloque el torneado de un cilindro, etc.

óM: es la dirección correspondiente a las funciones
auxiliares o complementarias. Se usan para
indicar a la máquina herramienta que se deben
realizar operaciones tales como parada
programada, rotación del husillo a derechas o a
izquierdas cambio de útil etc La dirección m vaizquierdas, cambio de útil, etc. La dirección m va
seguida de un número de dos cifras que permite
p og ama hasta 100 f nciones a ilia esprogramar hasta 100 funciones auxiliares
diferentes.

Ejemplos:
M00: Provoca una parada incondicional del
programa detiene el husillo y la refrigeraciónprograma, detiene el husillo y la refrigeración.
M01: Alto opcional.
M02: Indica el fin del programa. Se debe escribir
en el último bloque del programa y posibilita laen el último bloque del programa y posibilita la
parada del control una vez ejecutadas el resto de
las operaciones contenidas en el mismo bloque.
M03: Activa la rotación del husillo en sentido
horario.

M04 A ti l ot ión del h illo en entido ntiM04: Activa la rotación del husillo en sentido anti
horario, etc.(El sentido de giro del usillo es visto
por detrás de la máquina, no de nuestro punto de
vista como en los tornos convencionales)
M05: Parada del cabezalM06: cambio de
herramienta (con parada del programa o sin ) enherramienta (con parada del programa o sin ) en
las máquinas de cambio automático no conlleva la
parada del programa.

F: es la dirección correspondiente a la velocidad de
avance Va seguida de un número de cuatro cifrasavance. Va seguida de un número de cuatro cifras
que indica la velocidad de avance en mm/min.
S es la dirección correspondiente a la velocidad de
rotación del husillo principal. Se programap p p g
directamente en revoluciones por minuto, usando
cuatro dígitoscuatro dígitos.

I, J, K son direcciones utilizadas para programar
arcos de circunferencia. Cuando la interpolación se
realiza en el plano X-Y, se utilizan las direcciones I y
J. Análogamente, en el plano X-Z, se utilizan lasJ. Análogamente, en el plano X Z, se utilizan las
direcciones I y K, y en el plano Y-Z, las direcciones
J y KJ y K.

T es la dirección correspondiente al número de
herramienta. Va seguido de un número de cuatro
cifras en el cual los dos primeros indican el número
de herramienta y los dos últimos el número dede herramienta y los dos últimos el número de
corrección de las mismas.

Programación automática
En este caso los cálculos los realiza un computadorEn este caso, los cálculos los realiza un computador,
que suministra en su salida el programa de la pieza
l á ó b len lenguaje máquina. Por esta razón recibe el
nombre de mireda.

Como Funciona Un Sistema CNCSoftware, Computadora, Interface, Drivers, Steppers, Servos, Encoder., p , , , pp , ,

Software:
El programa computarizado que se utiliza para enviar los pulsos a
los motores cnc por el puerto paralelo es el Mach3, existen otros
programas pero en este caso utilizaremos este por ser uno de los
más conocidos.
El Mach3 es un software muy amigable para el manejo del Router
cnc. Con el teclado se pueden mover todos los ejes en ambas
di i S d fi l l id d d ddirecciones. Se puede configurar la velocidad de cada motor con
su rampa de aceleración de manera independiente para cada eje.
En fin, tiene una gran variedad de herramientas que nos ayudaránEn fin, tiene una gran variedad de herramientas que nos ayudarán
a operar nuestro Router cnc.
Otros programas que serán de gran utilidad son: ArtCAM,Otros programas que serán de gran utilidad son: ArtCAM,
AutoCAD y CorelDraw.

Equipo de cómputo:q p p
Les proporcionaré las características del
d d dcomputador adecuado para manejar su propio
sistema cnc.
Con este equipo se te garantiza el manejo de
todos los programas que requieres para trabajar tutodos los programas que requieres para trabajar tu
Router CNC.

Características:Características:
Microprocesador Celerón Dual Core 2.2Ghz
2GB de Memoria RAM
Disco Duro de 160GB
Lector de Memorias USB
Teclado Mini Dim y Mouse óptico
Monitor LCD 15”
Regulador 1000VARegulador 1000VA
Puerto Paralelo
Cable Paralelo 1.8 metros

Es una tarjetaelectrónica que utilizalos pines del puertoparalelo y utilizaparalelo y utilizanormalmente 3 pinespara cada eje. En estecaso explicaré elcaso explicaré elfuncionamiento de estatarjeta una interfacemuy sencilla y prácticade manejar.
Interface de Puerto ParaleloFuncionamiento, Configuración y Alimentación., g y

Esta interface es una tarjeta de puerto paraleloj p p
diseñada específicamente para las máquinas de
hobby CNC Es compatible con una variedad dehobby CNC. Es compatible con una variedad de
programas CNC que controlan el puerto paralelo .
Esta interface se ha construido con un regulador de
tensión LM317 que suministrará 1.5 Amperes y
+5Vcd a las salidas de la interface. Además, se
conecta al interruptor de límite y de paros deconecta al interruptor de límite y de paros de
emergencia a través de una conexión puente de una
red de resistencias de 1K pull upred de resistencias de 1K pull-up.

El LM317 está clasificado para utilizar 40 Vcd, de
modo que se puede utilizar la misma fuente de
alimentación de los drivers. Aunque con cualquier
tensión entre 6 y 40 voltios debe de trabajar.
El t l l tá di ñ d i i l tEl puerto paralelo está diseñado principalmente
para el control de dispositivos de impresión, así que
en algunos de los pines de la lógica interna de la PC
se invierten por diferentes razones. La dirección
que aparece por defecto del puerto paralelo en
cualquier PC es la 0x378 y está determinado por lacualquier PC es la 0x378 y está determinado por la
BIOS.

Podemos ver que el puerto paralelo consta de 25 pines y másd l f ió i iadelante veremos que función tienen estos pines.

Es importante tener en cuenta que los valores que se
asignan a las salidas, en ciertas ocasiones se deben
de invertir algunas de ellas dependiendo del software
que se utilice para su control.
Es muy probable que se tengan que hacer algunos
bi l l d l lid ll lcambios en los valores de las salidas para llevar al
equipo a que funcione adecuadamente.
A continuación veremos la función de cada pin del
puerto paralelo en una interface CNC.puerto paralelo en una interface CNC.

PIN SEÑAL1 A Habilitar1 A Habilitar2 Paso X3 Dirección X4 Paso Y5 Dirección Y6 Paso Z7 Dirección Z8 Paso A8 Paso A9 Dirección A10 E-Stop11 Z Límite12 Y Límite13 X Límite14 X Habilitar15 Entrada auxiliar15 Entrada auxiliar16 Y Activar17 Z Habilitar18 -25 GND


Stepper DriversFuncionamiento, Configuración y Alimentación., g y

La función del Stepper Driver es recibir los pulsosLa función del Stepper Driver es recibir los pulsos
de paso y dirección, y a su salida entregar la
i d l i li ásecuencia de pulsos necesarios que alimentarán
a las bobinas del estator y provocarán que por
cada combinación de pulsos el rotor avanzará en
paso completo 1.8°, o sea que por cada
revolución serán necesarios 200 pasos.
L í d St D i dLa mayoría de Stepper Driver pueden generar
micro pasos que ayudarán a que el motor tenga
mayor resolución o definición.

En la mayoría de los Steppers Drivers se puedeEn la mayoría de los Steppers Drivers se puede
configurar la corriente que utilizará el Stepper Motor
y como habíamos mencionado anteriormentey como habíamos mencionado anteriormente
también se puede configurar los micro pasos que se
quieren utilizar. Ambas cosas se configuran por
medio de un banco de DIP SWITCH que contiene
varios mico interruptores que entregan “0” ó “1”.
Normalmente el fabricante del Stepper DriverNormalmente el fabricante del Stepper Driver
entrega una hoja de datos que nos permitirá
fi id dconfigurar este a nuestra necesidad.

D i e Mic o Pasos KL5042Driver Micro Pasos KL5042
Accesorios:
•Tecnología patentada
Bajo costo alto torque bajo condiciones de alta•Bajo costo, alto torque bajo condiciones de alta
velocidad.
•Fuente de voltaje +50Vcd, Corriente pico de 4.2A
•3 estados de control de corriente
•Reducción de corriente automática
•Intercambiable para Stepper Motor de 2 y 4 fasesp pp y

•Señal de entrada por medio de Opto acopladores•Señal de entrada por medio de Opto acopladores.
•Frecuencia de pulsos hasta 400Khz
15 l i l i bl h 25600 •15 resoluciones seleccionables hasta 25600
pasos/rev.
•8 diferentes valores de corriente seleccionados por
DIP switch.
•Protección de corto circuito, sobre voltaje y corto
voltaje.voltaje.
•Tamaño pequeño (118x75.5x33mm)

Introducción:Introducción:
El KL5042 es un stepper driver económico de alto rendimiento basado en uno de las más avanzadas rendimiento basado en uno de las más avanzadas tecnologías en el mundo hoy en día. Es adecuado para motores a pasos híbridos de 2 y 4 fases. G i l d té i bi l d i tGracias a la avanzada técnica bipolar de corrienteconstante, puede dar más potencia y velocidad almismo motor, comparado con la tecnologías, p gtradicionales tales como los drivers L/R. Sutecnología de 3 estados de control actual permiteque las corrientes de bobina estén bienque las corrientes de bobina estén biencontroladas, con un rizo de corriente relativamentepequeño y por lo tanto menos calentamiento en el
tmotor.

Aplicaciones:Aplicaciones:
Son adecuados para una amplia gama de steppers
motors nema 17 y 23, se pueden utilizar para
diversos tipos de máquinas, tales como mesas XY,
máquinas etiquetadoras, cortadoras láser,
máquinas de grabado u otros dispositivos. Es muy q g p y
recomendable utilizar en sistemas de baja baja
vibración alta velocidad y precisiónvibración, alta velocidad y precisión.

Especificaciones Electrónicas (Tj=25°C)Especificaciones Electrónicas (Tj=25°C)
Parámetros
KL5042Parámetros
Min Típica Max Unidades
Salida de 1 0 4.2 (3.0A ASa da deCorriente 1.0 - (
RMS) A
Fuente de Voltaje 20 36 50 VCD
Corriente de Señal Lógica 7 10 16 mA
Frecuencia de pulso de entrada
0 - 300 KHz
Resistencia de aislamiento 500 MΩ

Especificaciones Mecánicas (Unidades: mm Especificaciones Mecánicas (Unidades: mm, 1 Inch = 25.4 mm)

Descripción y Asignación de PinesC t l d S ñ l C t d i P1Control de Señal – Conector de pines P1.Función de Pin DetallesPUL+(+5V) Señal de Pulso: En un solo pulso a modo (Pulso/Dirección), esta entrada ( ) p ( ),
representa el pulso de la señal, efectiva para cada flanco ascendente o descendente (puesto el jumper J1); De 0 – 0.5V el pulso es bajo. En el modo de doble pulso (pulso/pulso), (CW) esta entrada representa el sentido a las manecillas del reloj, a partir del nivel o nivel bajo (puesto el jumper J1). Para una respuesta confiable, el ancho de pulso debe ser
i 1 5 C t i t i i li it l i t
PUL-(PUL)
superior a 1.5μs. Conectar resistencias en serie para limitar la corriente límite cuando se use 12V o 24V.
DIR+(+5V) Señal DIR: En el modo pulso único, esta señal tiene niveles de tensión alto/bajo, lo que representa dos direcciones de giro del motor en modo de doble pulso (establecido por el jumper J3), esta señal es el pulso contador DIR-(DIR)
de reloj (CCW), a partir de nivel alto o nivel bajo (puesto por el jumper J1). Para la respuesta de movimiento confiable y de DIR debe estar por encima de la señal de pulso 5μs por lo menos. 4 – 5V cuando DIR está en alto, 0 –0.5V cuando DIR es bajo.
ENA+(+5V) Señal Habilitar: Esta señal se utiliza para la activación/desactivación del Driver. En nivel alto (Señal de control NPN, PNP y señales diferenciales de control, por el contrario, permite de bajo nivel para habilitar) para habilitar el driver y nivel bajo para deshabilitar el driver. Usualmente se puede dejar desconectado (ENA).
ENA-(ENA)

Conector de Alimentación Pin P2Función del PIN DetallesFunción del PIN Detalles
GND Tierra de alimentación DC.
+V Fuente de alimentación DC, 20 – 50VCD, Incluyendo fluctuación de voltaje y voltaje EMF.
A+, A- Fase A del motor.
B+, B- Fase B del motor.
C fi ió d i tConfiguración de corrienteCorriente Pico (A) RMS (A)4.20 SW1 SW2 SW3
1.00 0.71 ON ON ON
1.46 1.04 OFF ON ON
1.91 1.36 ON OFF ON
2.37 1.69 OFF OFF ON
2.84 2.03 ON ON OFF
3.31 2.36 OFF ON OFF
3.76 2.69 ON OFF OFF
4.20 3.00 OFF OFF OFF
Nota: Debido a la inductancia del motor, la corriente dinámica en la bobina puede ser menor que elvalor actual, en particular bajo condiciones de alta velocidad.

Selección de Resolución de los Micro pasos.
Micro Paso Pasos/Rev (para 1.8° de motor) SW5 SW6 SW7 SW8
2 400 OFF ON ON ON
4 800 ON OFF ON ON
8 1600 OFF OFF ON ON
16 3200 ON ON OFF ON
32 6400 OFF ON OFF ON
64 12800 ON OFF OFF ON
128 25600 OFF OFF OFF ON
5 1000 ON ON ON OFF
10 2000 OFF ON ON OFF
20 4000 ON OFF ON OFF
25 5000 OFF OFF ON OFF
40 8000 ON ON OFF OFF
50 10000 OFF ON OFF OFF
100 20000 ON OFF OFF OFF
125 25000 OFF OFF OFF OFF

Conexión típica

Servo DriverFuncionamiento, Configuración y Alimentación., g y

Servo Motor Driver

El Servo Driver es muy similar al Stepper Driver, laEl Servo Driver es muy similar al Stepper Driver, la
única diferencia es que el Servo Driver utiliza una
señal de retro alimentación por medio de unseñal de retro alimentación por medio de un
Encoder que genera los pulsos de posición y de
esta forma el Servo Motor podrá lograr la precisión
en cada pulso recibido.
Explicaré el funcionamiento de cada Pin de
conexiónconexión.
Common: Normalmente es +5Vca de alimentación
que es común a la interface.

Step: Pin que recibe la señal de paso que es
proporcionada por la interface.
Dir: Recibe la señal de dirección que esDir: Recibe la señal de dirección que es
proporcionada por la interface.
Pulse B: Recibe la señal de Channel B del Encoder.
Pulse A: Recibe la señal de Channel A del EncoderPulse A: Recibe la señal de Channel A del Encoder.
En+: Alimenta con +Vcd al Encoder.
En-: Alimenta con GND al Encoder.
Err/Res:

Arm+: Alimenta a la terminal + de armadura del Arm+: Alimenta a la terminal + de armadura del
servo motor.
Arm : Alimenta a la terminal de armadura del servo Arm-: Alimenta a la terminal - de armadura del servo
motor.
Power: Recibe alimentación + de una fuente de
poder de 24 a 70 Vcd.
Ground: Recibe alimentación – de una fuente de
poder de 24 a 70 Vcd.p

Stepper MotorFuncionamiento y configuración.y g

El motor PaP es un dispositivo electromecánico
que convierte una serie de impulsos eléctricos en
desplazamientos angulares discretos, lo que
significa es que es capaz de avanzar una serie designifica es que es capaz de avanzar una serie de
grados (paso) dependiendo de sus entradas de
control El motor paso a paso se comporta de lacontrol. El motor paso a paso se comporta de la
misma manera que un convertidor digital-analógico
y puede ser gobernado por impulsos procedentes
de sistemas lógicos.

Este motor presenta las ventajas de tener altaEste motor presenta las ventajas de tener alta
precisión y repetibilidad en cuanto al
posicionamiento Entre sus principales aplicacionesposicionamiento. Entre sus principales aplicaciones
destacan como motor de frecuencia variable, motor
de corriente continua sin escobillas, servomotores y
motores controlados digitalmente.
Existen 3 tipos fundamentales de motores paso a
paso: el motor de reluctancia variable el motor depaso: el motor de reluctancia variable, el motor de
magnetización permanente, y el motor paso a paso
híb idhíbrido.

Sec encia de f ncionamientoSecuencia de funcionamiento
Obsérvese como la variación de la dirección del
campo magnético creado en el estator producirá
movimiento de seguimiento por parte del rotormovimiento de seguimiento por parte del rotor
de imán permanente, el cual intentará alinearse con
campo magnético inducido por las bobinas quecampo magnético inducido por las bobinas que
excitan los electroimanes (en este caso A y B). Vcc
óes la alimentación de corriente continua (por ejemplo
5V, 12V, 24V...)

Tabla de orden de fases. En este caso concreto el
motor tendrá un paso angular de 90º y un semi paso
de 45º (al excitarse más de una bobina).
PASO A B C D
1 1 0 0 01 1 0 0 0
2 1 1 0 0
3 0 1 0 0
4 0 1 1 0
5 0 0 1 0
6 0 0 1 16 0 0 1 1
7 0 0 0 1
8 1 0 0 1

Cont ol de las bobinasControl de las bobinas
Para el control del motor paso a paso de este tipo
(bipolar), se establece el principio de "Puente H", si
se activan T1 y T4, permiten la alimentación en unse activan T1 y T4, permiten la alimentación en un
sentido; si cambiamos el sentido de la alimentación
activando T2 y T3 cambiaremos el sentido deactivando T2 y T3, cambiaremos el sentido de
alimentación y el sentido de la corriente.

Para el control del motord t tipaso a paso de este tipo
(bipolar), se establece elprincipio de "Puente H", sise activan T1 y T4,
it l li t ió
Topología de "puente en H" para las bobinas A y B
permiten la alimentaciónen un sentido;
p g p p y
si cambiamos el sentidode la alimentaciónactivando T2 y T3,cambiaremos el sentidode alimentación y el
variación de la alimentación de corriente de la
ysentido de la corriente.
variación de la alimentación de corriente de labobina A según los transistores T1, T2, T3, T4

Velocidad de rotación
La velocidad de rotación viene definida por lap
ecuación:
N=60*(F/n)N=60 (F/n)
donde:
f f i d l t d i lf: frecuencia del tren de impulsos
n: nº de polos que forman el motor

Si bien hay que decir que para estos motores, lay q q p ,
máxima frecuencia admisible suele estar alrededor de
los 625 Hz Si la frecuencia de pulsos es demasiadolos 625 Hz. Si la frecuencia de pulsos es demasiado
elevada, el motor puede reaccionar erróneamente en
l d l i i talguna de las siguientes maneras:
Puede que no realice ningún movimiento en absoluto.
Puede comenzar a vibrar pero sin llegar a girar.
Puede girar erráticamente.
O puede llegar a girar en sentido opuestoO puede llegar a girar en sentido opuesto.

Tipos de motores paso a paso
El motor de paso de rotor de imán
permanente:permanente:
Permite mantener un par diferente de cero cuando el
motor no está energizado.
Dependiendo de la construcción del motor esDependiendo de la construcción del motor, es
típicamente posible obtener pasos angulares de 7.5,
11.25, 15, 18, 45 o 90°.
El ángulo de rotación se determina por el número deg p
polos en el estator

El motor de paso de reluctancia variable (VR):El motor de paso de reluctancia variable (VR):
Tiene un rotor multipolar de hierro y un estator
devanado laminado, y rota cuando los dientes del
rotor son atraídos a los dientes del estator
electromagnéticamente energizados.
L i i d l t d t d dLa inercia del rotor de un motor de paso de
reluctancia variable es pequeña y la respuesta es
muy rápida, pero la inercia permitida de la carga es
pequeña.

C ndo lo de n do no e tán ene gi do el pCuando los devanados no están energizados, el par
estático de este tipo de motor es cero.
Generalmente, el paso angular de este motor de
paso de reluctancia variable es de 15°.

El motor híbrido de paso:
Se caracteriza por tener varios dientes en el estator
y en el rotor el rotor con un imán concéntricoy en el rotor, el rotor con un imán concéntrico
magnetizado axialmente alrededor de su eje.
Se puede ver que esta configuración es una mezcla
de los tipos de reluctancia variable e imánp
permanente.
Este tipo de motor tiene una alta precisión y alto
par y se puede configurar para suministrar un paso
angular tan pequeño como 1.8°.

Moto es paso a paso Bipola esMotores paso a paso Bipolares:
Estos tienen generalmente 4 cables de salida.
Necesitan ciertos trucos para ser controlados
debido a que requieren del cambio de dirección dedebido a que requieren del cambio de dirección de
flujo de corriente a través de las bobinas en la
secuencia apropiada para realizar un movimiento.

Motores paso a paso unipolares:
estos motores suelen tener 5 ó 6 cables de salidaestos motores suelen tener 5 ó 6 cables de salida
dependiendo de su conexionado interno.
Este tipo se caracteriza por ser más simple de
controlar.

Servo MotorFuncionamiento y configuracióny g

Servomotor
Actuador mecánico en cualquier sistema de
servomecanismo que tiene por objeto llevar al
sistema a una lectura cero reduciendo a cero la
señal de errorseñal de error.
Servomotores de CD
Los servomotores de CD son motores impulsadosLos servomotores de CD son motores impulsados
por una corriente que procede de amplificadores
eléctricos de CD o CA con demoduladores internos o
externos, reactores saturables, tiratrones o
amplificadores rectificadores controlados de silicio.

Los servomotores de CD son de muchos tamaños,,
desde .05 hp hasta 1000 hp.
í f d l d bLas características fundamentales que se deben
buscar en cualquier servomotor de CD o CA, son las
siguientes:
Que el par de salida del motor seaQue el par de salida del motor sea
aproximadamente proporcional a su voltaje de
t l li d (d ll d l lifi d )control aplicado (desarrollado por el amplificador).
Que la dirección del par éste determinada por la
polaridad instantánea del voltaje de control.

Funcionamiento:
El control de posición lo efectúa el servo
d dinternamente mediante un Encoder que va
conectado mecánicamente al eje de salida y
controla un PWM (modulador de anchura de pulsos)
interno para así compararlo con la entrada PWM
externa del servo, mediante un sistema diferencial,
y así modificar la posición del eje de salida hastay así modificar la posición del eje de salida hasta
que los valores se igualen y el servo pare en la
posición indicadaposición indicada, …

Se usan cuatro tipos de servomotores de cd, quep , q
son los más importantes, los cuales son:
d d ó d l d Motor de derivación de campo controlado
Motor derivación de armadura controlada
Motor serie
Motor derivación de imán permanente o de
excitación de campo fijop j

a) Servomotor de CD de campo controlado
El par que produce este motor es cero cuando el
amplificador de error de CD no le suministraamplificador de error de CD no le suministra
excitación de campo.
Como la corriente de armadura es constante, el par
varía directamente de acuerdo con el flujo delj
campo y también de acuerdo con la corriente de
campo hasta la saturacióncampo hasta la saturación.

Si se invierte la polaridad del campo, se invierte la
dirección del motor. El control de la corriente del
campo mediante este método se usa solo en
servomotores muy pequeños, debido a que no es
deseable suministrar una corriente de armadura
grande y fija como la que se necesitaría para losgrande y fija como la que se necesitaría para los
servomotores de CD.

Otra de las razones de su uso en servomotores
pequeños es el hecho de que su respuesta dinámica
es más lenta que la del motor de armadura
controlada, debido a la mayor constante de tiempo
del circuito altamente inductivo del campodel circuito altamente inductivo del campo.

b) Servomotor de CD de armadura controlada
Este servomotor emplea una excitación de campo
de CD fija que suministra una fuente de corrientede CD fija que suministra una fuente de corriente
constante.
Este tipo de control, posee determinadas ventajas
dinámicas que no tienen el método de control deq
campo.
Un cambio súbito en el voltaje de armadura que
ocasiones una señal de error provocara una
respuesta casi instantánea en el par debido a que

el circuito de armadura es esencialmente resistivo
en comparación con el circuito de campo altamente
inductivo.inductivo.
El campo de este motor se trabaja en forma normal
bastante más allá del punto máximo de la curva de
saturación, para mantener el par menos sensible a
pequeños cambios en el voltaje de la fuente de
corriente constante.
Además, un alto flujo en el campo aumenta la
b l d d d l l l bsensibilidad del motor al par para el mismo cambio

pequeño de la corriente de armadura representadopequeño de la corriente de armadura, representado
de forma algebraica como:
Los motores de CD hasta de 1000 hp se impulsan
de este modo mediante control de voltaje dej
armadura. Si la señal de error y la polaridad del
voltaje de armadura se invierten el motor inviertevoltaje de armadura se invierten, el motor invierte
su dirección.

c) Servomotor de CD de imán permanente de) p
armadura controlada
d h d f d dEste tipo de servomotor, mucho muy difundido,
emplea imanes permanentes (ya sea de Alnico o de
cerámica) para tener excitación constante del
campo, en oposición a una fuente constante de
corriente de campo.
S f b i l 6 28 t ñSe fabrica en general para 6v y 28v en tamaños
fraccionarios y en 150v para caballajes integrales
hasta de 2 hp.

La estructura del campo para este tipo de motorp p p
consiste en general de aleación Alnico VI, vaciada o
colada en forma de anillo circular que rodeacolada en forma de anillo circular que rodea
completamente a la armadura y da un flujo fuerte y
t tconstante.
Los motores de imán permanente están bien
compensados mediante devanados de conmutación
para evitar la desmagnetización de los imanes depara evitar la desmagnetización de los imanes de
campo siempre que se invierte súbitamente el
voltaje de corriente directa de armaduravoltaje de corriente directa de armadura.

En estos motores, las corrientes parásitas y losEn estos motores, las corrientes parásitas y los
efectos de la histéresis, en general son
desdeñables y las zapatas polares sondesdeñables y las zapatas polares son
comúnmente laminadas para reducir el arqueo en
las escobillas siempre que se tiene un cambio
rápido del voltaje a la señal.
Estos dispositivos también se controlan mediante
la regulación del voltaje de armadura de igualla regulación del voltaje de armadura de igual
manera que el motor derivación de armadura
l d i d icontrolada mencionado anteriormente.

En e te moto e n do modo deEn este motor se usan dos modos de
funcionamiento: de control de posición y de control
de velocidad. Los que se usan para control de
posición a veces se llaman “motores de par” debido
a que se desarrollan para extremadamente altos en
reposo o a bajas velocidades.p j
A la inversa, a altas velocidades, ya que el par varia
inversamente con la velocidad.

Sistema Mecánico de Ejes CartesianosElementos Mecánicos: Guías Lineales, Carritos, Bujes y Usillos., , j y

Guías Lineales:Guías Lineales:
Como su nombre lo indica, estas guías ayudarán a
darle una dirección lineal de movimiento libre de
vibraciones y baja fricción.y j
Hay varios tipos de guías lineales:
a) Varilla rectificada
b) Riel de Bolab) Riel de Bola
c) Guía Mini Ve
d) Guía Lineal Motorizada, etc.


Rodamientos Lineales:Rodamientos Lineales:
La importante función que realizan los rodamientos
lineales es reducir la fricción y esto permite
aprovechar eficientemente el torque de los motores.p q
Hay varios tipos de rodamientos lineales:
a) Bujes embalados (Abiertos y Cerrados)
b) Carrito de Bolab) Carrito de Bola
c) Rodamiento Mini Ve, etc.


Bujes:
Si tu presupuesto es limitado, puedes utilizar bujes,
estos solo se pueden utilizar con la varilla estos solo se pueden utilizar con la varilla
rectificada, son adecuados para distancias cortas, si
quieres utilizarlos en distancias mayores a 30cm, te
recomiendo que los hagas abiertos para que deslicen
con mayor facilidad.
En la siguiente diapositiva te mostraré cuál es un En la siguiente diapositiva te mostraré cuál es un
buje abierto y uno cerrado.

Buje Abierto Buje Cerrado

Transmisiones:
Para la construcción de nuestro Router CNC
l 2 d d llutilizaremos 2 tipos de transmisiones, una de ellas
es por medio de husillo y la otra es por cremallera
y piñón.

Husillos Roscados:Husillos Roscados:
Hay 2 tipos de usillos que podrás utilizar, el husillo
embalado y el husillo ACME.
El husillo embalado es el ideal, ya que con esteEl husillo embalado es el ideal, ya que con este
aseguras mayor precisión y un deslizamiento libre
de fricción Los hay en varios diámetros y pasode fricción. Los hay en varios diámetros y paso
(es decir, cuerdas por pulgada). Al instalar este
tipo husillos es importante al utilizar soportes para
husillo de bolas y su contra tuerca.

Husillo embalado

Husillo y Tuerca embaladosHusillo y Tuerca embalados

Soporte para husillo de bolas

Otro tipo de husillo que podrás utilizar es el de
d ACME i d h ill l ili lcuerda ACME, este tipo de husillos los utilizan los
tornos y fresadoras, además tienen la ventaja de ser
comerciales.
Hay dos tipos de husillos que conozco que podrásHay dos tipos de husillos que conozco que podrás
utilizar con plena confianza. Los típicos que utilizan
l t f d d 10 6 4 hillos tornos y fresadoras, de paso 10, 6 o 4 hilos por
pulgada, entre menos hilos el sistema de transmisión
será más rápido.
El husillo de alta velocidad que te dará 1 vuelta oEl husillo de alta velocidad que te dará 1 vuelta o
menos por pulgada.


Cremallera y Piñón:Cremallera y Piñón:
En la imagen de la siguiente diapositiva te
mostraré un caso particular del engranaje cilíndrico
que se da en el caso en que una de las ruedas
dentadas sea plana (radio infinito); es el conocido
como engranaje de piñón y cremallera. Esag j p y
combinación de engranaje circular (piñón) y recto
(cremallera) puede dar lugar a diferentes(cremallera) puede dar lugar a diferentes
movimientos. Es uno de ellos el que estamos
b dbuscando.


Supongamos que la pieza conocida comoSupongamos que la pieza conocida como
cremallera es fija por lo que el movimiento
i d l j ó irotatorio que produce el engranaje marrón sirve
para que la rueda dentada se desplace linealmente
por encima del engranaje fijo. Si el engranaje fijo
hubiera sido el coloreado de marrón el movimiento
rotatorio se hubiera traducido también en
movimiento lineal pero en este caso del otromovimiento lineal pero en este caso del otro
engranaje, el verde (cremallera) y en sentido
opuesto al visto en el ejemplo anterioropuesto al visto en el ejemplo anterior.


Este es precisamente el caso que se produce en los
trenes conocidos como trenes cremallera. El
movimiento giratorio producido por un motormovimiento giratorio producido por un motor
podemos descomponerlo en el par de fuerzas
representado por esas flechas negras que vemos enrepresentado por esas flechas negras que vemos en
la imagen de arriba a la derecha.
Hemos representado también la reacción que sobre
el piñón ejerce la cara del diente de la cremallera.p j
Ese conjunto de fuerzas es el que posibilita que el
piñón se desplace por encima de la cremallerapiñón se desplace por encima de la cremallera.


Diseño de Tu Propio Router CNC

Selección del Área de Trabajo
Para realizar nuestro diseño debemos de partir del
área de trabajo que necesitamos y que está dentroárea de trabajo que necesitamos y que está dentro
de nuestro presupuesto.
Para este caso vas fabricar un Router CNC que tenga
un área de trabajo de 120x60x15cm; es un Router
bastante adecuado ya que normalmente las hojas de
MDF son de 122x244cm, entonces al cortarlas por la, p
mitad tendrás múltiplos de esta área de trabajo y
tiene un presupuesto al alcance mediotiene un presupuesto al alcance medio.

Área de Trabajo:

Ampliarás el área de trabajo con un offset deAmpliarás el área de trabajo con un offset de
50mm por todo el borde de nuestra área de
b j l fi lid d dtrabajo, con la finalidad de tener un extra para
poder realizar cortes ligeramente mayores.
En la siguiente diapositiva podrás apreciar el área
verde como área de trabajo y el área roja es elverde como área de trabajo y el área roja es el
offset de 50mm alrededor del área de trabajo.

Offset de 50mm alrededor del área de trabajo.

Ahora debes de considerar el ancho del espacio que
va a ocupar el eje Z, las chumaceras y las bridas. El
Eje Z tendrá un ancho de 100mm, entre chumaceras
y bridas consideraremos 50mm más. Entonces
agregaras al ancho 150mm Ahora debes de agregaragregaras al ancho 150mm. Ahora debes de agregar
el ancho del eje Y para anexarlo al eje X, un ancho
adecuado es de 200mm pero considerarás 250mmadecuado es de 200mm pero considerarás 250mm
para agregarlo al largo de la base. Entonces podrás
ver en la siguiente diapositiva como se distribuirá el
área superior de la mesa.


Resumiendo esta parte, pudiste ver en lap , p
diapositiva anterior, el área verde es el área de
trabajo el área roja es el área extra que agregarástrabajo, el área roja es el área extra que agregarás
para piezas ligeramente mayores y el área amarilla
l ió d l t ibles la compensación de los componentes movibles.
Ahora comenzaras a construir la estructura en
donde ensamblaras tu mecanismo cnc y te basarás
en las medidas que concluimos en la diapositivaen las medidas que concluimos en la diapositiva
anterior.

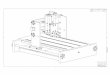
Estructura

ESTTRUCTUURA
3D

Ahora agregarás la guía linealg g g
que consiste en una varilla
rectificada y cromada de 16mmrectificada y cromada de 16mm
de diámetro con base para que
t fl ióno tenga flexión.
Podrás construir unasPodrás construir unas
chumaceras con bujes o bien
utilizar bujes embalados, esto
podrá ser al gusto o
presupuesto.

Entonces agregarás las dos guías lineales, puedesEntonces agregarás las dos guías lineales, puedes
apreciar los bujes en donde montarás el eje Y.
Agregarás otro poste cuadrado de manera
horizontal que será soldado a la estructura en la
trayectoria de movimiento X, esta te ayudará a
fijar la cremallera correspondiente al eje X.j p j
Con esto estamos integrando la transmisión del eje
X que con ayuda del Stepper Motor habrá
movimiento en esta dirección.


E el momento de integ l t n mi ión poEs el momento de integrar la transmisión, por
ello agregarás un eje paralelo a las guías para
colocar la cremallera y el piñón.
En la siguiente diapositiva podrás ver un ligeroEn la siguiente diapositiva podrás ver un ligero
acercamiento del piñón haciendo contacto con la
cremalleracremallera.
En la flecha del motor se colocará el piñón y este
transmitirá el movimiento rotacional que será
convertido en movimiento lineal.


En la siguiente diapositiva podrás ver como se
integra el motor al piñón. La figura está siendo
vista por debajo de la estructura hacia arriba.
También puedes observar que hemos colocado laTambién puedes observar que hemos colocado la
base del “Eje Y” a sus respectivos bujes.
De esta base se unirá a una solera perpendicular
hacia abajo que sostendrá al motor fijamente paraj q j p
ayudar a correr al eje Y.


Ahora podremos ver que ya hemos integrado laAhora podremos ver que ya hemos integrado la
estructura que es parte del “Eje Y” en donde
l l í d d d li á lcolocaremos las guías por donde se deslizará la
estructura del eje Z.


En la siguiente diapositiva podremos ver que ya
hemos integrado las guías lineales, en este caso
utilizaremos varilla rectificada debido a que es
mucho más económica. Aunque si tu quieres tener
mejor calidad podrás integrarle la que gustes y
esté dentro de tu presupuestoesté dentro de tu presupuesto.
Al mismo integraremos los bujes de bronce
lubricado o bujes embalados según sea tu gusto.
En estos se montará el eje Z.


En l ig iente di po iti pod á e omo eEn la siguiente diapositiva podrás ver como se
comienza a integrar el eje Z. Primeramente
instalarás la solera mayor y la atornillas a sus
respectivas chumaceras de cada buje o
rodamiento.


Posteriormente se integran las varillas rectificadas
con los bujes y al mismo tiempo la solera que une a
los bujes del eje Z, en este se instalará el porta
Router. También hay que instalar el husillo que será Router. También hay que instalar el husillo que será
la transmisión del eje Z.
Podríamos agregar que es necesario agregar un
cople que unirá al husillo con la flecha del motor
que moverá la transmisión del eje Z.



En la parte trasera de la estructura del eje YEn la parte trasera de la estructura del eje Y
instalarás la cremallera.
En la parte trasera del eje Z instalarás una solera
de forma perpendicular al eje Z, en esta solera
instalarás el motor y en la flecha de este motor
instalarás el piñón. Todo este conjunto dep j
elementos forman la transmisión del eje Y.
Es importante colocar unos ángulos que refuercen
al soporte del motor en el eje Y.


áEn la siguiente diapositiva podrás ver como va
finalizando nuestro diseño, prácticamente ya
estamos a punto de terminarlo.
Después de haber colocado el motor en el eje ZDespués de haber colocado el motor en el eje Z
podrás hacer el cableado correspondiente y
h b d i i tcomenzar a hacer pruebas de movimiento para
hacer los últimos ajustes en tu mecanismo.


Ahora es momento de hacer la base de tu RouterAhora es momento de hacer la base de tu Router
cnc, esta debe de estar bien nivelada y tener la
firmeza suficiente para soportar el peso delfirmeza suficiente para soportar el peso del
material.
No debes olvidar integrar el motor en el eje Z y
agregar el porta Router, incluso podrás instalar ung g p , p
soporte para instalar una manguera de succión.
Podrás instalar el Router para que ya quede lista tu
máquina cnc y ponerla a trabajar.




Fabrica Tu Propio Fabrica Tu Propio Fabrica Tu Propio Fabrica Tu Propio Router CNCRouter CNC
Copyright ©.Todos los derechos
reservados. Prohibida su copia, distribución parcial o total sin la autorización del
titular de la obra.