Embed Size (px)
Citation preview

8. Stale maszynowe
niestopowejakościowe
niestopowe narury precyzyjneciągnione na zimno
niestopowe do hartowania powierzchniowego oraz ulepszania cieplnego (jakościowe i specjalne)
stopowe doulepszania cieplnego
niestopowe i stopowe donawęglania
stopowe doazotowania
automatowe (niestopowe jakościowe)
umacniane wydzieleniowo
E295÷E360 (razem ze stalamikonstrukcyjnymi)
E155÷E420(0,11÷0,22% C)
C22÷C60
np. 40MnV6
np. 38SMnPb28
● stosowane we wszystkich gałęziach przemysłu - zwykle obrabiane cieplnie (Rm > 700 MPa), - ponad połowa tych stali stosowana w pojazdach,
np. C10, 18CrMo4
np. 34CrAlMo5-10np. 36CrNiMo4
(+)
PN-EN 10083
PN-EN 10025
PN-EN 10296-1PN-EN 10297-1
PN EN 10267
PN EN 10087
PN-EN 10084
PN EN 10085

8.1. Stale niestopowe i stopowe do ulepszania cieplnego (+)

(-+)
+230 EUR/t
+65 EUR/t

(+)
(M. Blicharski)

(+-)
(PN-EN 10083-1)

● dobór stali na podstawie wytrzymałości,
- parametry wytrzymałościowe (Rm , R0,2 ) zależą głównie od:
- zawartości C (najczęściej 0,25÷0,50%), - temperatury odpuszczania (w zakresie odpuszczania wysokiego),
- najczęściej wykorzystuje się doświadczalne zależności odniesione do twardości po hartowaniu oraz po wysokim odpuszczaniu (łatwość pomiaru),
wg Dobrzańskiego
wg Dobrzańskiego(E. Houdremont)
(wg DIN 17021)
(E.J. Janitzky, M. Baeyert)
(+-)
Wybrane wykresy przedstawiające korelację między właściwościami
(za L.A. Dobrzańskim)

8.2. Stale umacniane wydzieleniowo z temperatury obróbki plastycznej na gorąco
- opracowane jako tańsze zamienniki stali ulepszanych cieplnie na części maszyn, - obniżka kosztów wymuszona konkurencją w przemyśle samochodowym, - wyeliminowanie kosztownej konwencjonalnej obróbki cieplnej, - zbędna jest hartowność (bez kosztownych pierwiastków stopowych),
- stale z mikrododatkami maja lepszą skrawalność niż ulepszane cieplnie, - w wielu przypadkach konkurencyjne dla odlewów z żeliwa sferoidalnego lub staliwa,
- stosowane na części kute na gorąco (wały korbowe, ramiona zwrotnic, korbowody itp.)
- wymagane własności (Rm = 800÷1150 MPa) w wyniku kontrolowanego chłodzenia z temp. kucia,
- struktura ferrytyczno-perlityczna, - ferryt (str. wolny oraz w perlicie) umocniony najczęściej drobnymi węglikoazotkami V,
- dużym problemem jest uzyskanie odpowiednio drobnoziarnistego austenitu, - mikrododatek Ti (cząstki TiN) oraz odpowiednio szybkie chłodzenie podczas krzepnięcia, - obniżenie temperatury kucia ale trudności w wypełnianiu matryc,
(+)
● jeżeli powyższy sposób uniknięcia konwencjonalnej OC nie daje wymaganych własności: - obniżenia kosztów polega na wyeliminowanie ponownego nagrzewania stosując:
- hartowanie bezpośrednio z temperatury kucia (droższa stal o odpowiedniej hartowności),
- odpuszczanie wysokie ⇒ razem ulepszanie cieplne części maszyn,
- pozostaje problem odpowiednio drobnego ziarna austenitu, który jest różnie rozwiązywany,
(M. Blicharski)

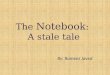
Wpływ zawartości wanadu na własności stali umacnianejwydzieleniowo (stal 0,45% C i 0,9% Mn)
Stale umacniane wydzieleniowo z temperatury obróbki plastycznejna gorąco (PN-EN 10267:2002)
(-+)
(M. Blicharski)

8.3. Stale niestopowe i stopowe do nawęglania - nawęglanie jest najczęściej stosowaną obróbką powierzchniową (ponad 50% wszystkich powierzchniowych)
(+)

• nawęglanie- uzyskanie twardej i odpornej na ścieranie powierzchni,- zachowanie rdzenia o dobrej ciągliwości,
- przedmiot hartowany objętościowo + nisko odpuszczany, - powierzchnia nawęglana do zwykle 0,85÷1,1% C, - więcej węgla ⇒ problemy unikania siatki Fe3CII lub γn , - rdzeń zwykle < 0,25% C (martenzyt jeszcze ciągliwy), - własności zależą od ilości C, temperatury hartowania oraz głębokości zahartowania,
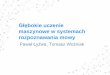
Przykładowy rozkład zawartości węgla oraz twardości po hartowaniu i niskim odpuszczaniu.
ośrodek stały,stal C10
ośrodek gazowy,stal C10
(R. Haimann)
(+-)

• problemy obróbki cieplnej stali po nawęglaniu:- rozrost ziarna austenitu w trakcie nawęglania,- dobór temperatury hartowania (powierzchni i rdzenia jednocześnie),- uniknięcie siatki Fe3CII oraz zbyt dużej ilości γn ,
a) hartowanie bezpośrednio z temperatur nawęglania,
- najprostsze (łatwe do automatyzacji przy wielkich seriach) ale: - stale drobnoziarniste (zabezpieczone przed rozrostem ziarna), - dla powierzchni temperatura za wysoka więc: - nawęglanie do max 0,8÷0,9% C, - często wymrażanie (dla usunięcia γn ),
powierzchnia: martenzyt odpuszczania + odpowiednio mało austenitu nieprzemienionego, rdzeń: martenzyt niskowęglowy, nisko odpuszczony,(A. Krajczyk)
(+-)

b) hartowanie bezpośrednie z podchładzaniem,
- nadal łatwe do automatyzacji w produkcji wielkoseryjnej ale: - stale drobnoziarniste (zabezpieczone przed rozrostem ziarna), - dla powierzchni prawidłowa temperatura hartowania więc: - możliwe nawęglanie do wyższych zawartości C ale: - kontrolowane wydzielanie Fe3CII (brak siatki),
- kontrolowana ilość γn , - za niska temperatura hartowania rdzenia, - ferryt z martenzytem średnio lub wysokowęglowym (ciągliwość zapewnia ferryt w odpowiedniej ilości),
powierzchnia: martenzyt odpuszczania + Fe3CII oraz odpowiednio mało austenitu nieprzemienionego,
rdzeń: ferryt + martenzyt średniowęglowy(przykład gdy wytrzymałość wysoka, ciągliwość mała)(A. Krajczyk)
(-+)

c) wielozabiegowa obróbka cieplna po nawęglaniu,
- uzyskanie odpowiednio drobnego ziarna austenitu,- zwiększenie zawartości węgla na powierzchni, - obecność Fe3CII zwiększa odporność na ścieranie,- optymalizacja temperatury hartowania,- uzyskanie najlepszego zespołu własności,- uniknięcie powstania wadliwych struktur na powierzchni:
gruboiglastość martenzytu, zbyt duża ilość austenitu nieprzemienionego
siatka cementytu drugorzędowego
(A. Krajczyk)
(-+)

(+)

(-+)
+65 EUR/t
+230 EUR/t

● wpływ dodatków stopowych na warstwę nawęgloną: (+-)

8.5. Stale automatowe (przeznaczone do obróbki skrawaniem z dużymi prędkościami na automatach)
Wpływ twardości stali na skrawalność
Wpływ Pb na skrawalność stali
(+)
(M. Blicharski)

(-+)