Embed Size (px)
Citation preview
UNIVERSIDAD CATOLICA DE CUENCA
CARÁTULA
UNIDAD ACADÉMICA DE INGENIERIA QUÍMICA,
INDUSTRIAL, DE ALIMENTOS, BIOMOLECULAR,
BIOCOMBUSTIBLES Y BIOFARMACIA
EMPAQUES Y TÉCNICAS DE LA
CONSERVACIÓN DE TODO TIPO DE
ALIMENTOS
Investigador: Marco Yunga
Director: Ing. Cesar Juela Moscoso
2011
CUENCA- ECUADOR
Monografía previa a la obtención del título de
INGENIERO QUÍMICO
ii
AGRADECIMIENTO
Mis reconocimientos y gratitud:
A la Unidad Académica de Ingeniería Química, Industrial, Alimentos,
Biomolecular, Biocombustibles y Biofarmacia en la persona del señor Decano y a los
maestros, por haberme recibido en sus aulas y haber hecho de mí un profesional en
Ingeniería Química.
A mi Director de monografía Ing. Cesar Juela por su acertada dirección y
orientación, en el desarrollo de la investigación hasta su culminación exitosa.
A mis padres: Enrique y Aida, hermanos: Leonardo, Elvia y Verónica, a mi Esposa
Cristina, amigos: Mauricio, Diego, Esteban, Luis y Fredy, por su constante apoyo,
amor y comprensión que me supieron prodigar a cada instante.
iii
ÍNDICE
CARÁTULA.................................................................................................... I
AGRADECIMIENTO .................................................................................... II
ÍNDICE ......................................................................................................... III
INTRODUCCIÓN .......................................................................................... V
CAPITULO 1 ................................................................................................. 1
DETERIORO Y TECNOLOGÍA DE CONSERVACIÓN DE ALIMENTOS ... 1
1.1 INTRODUCCIÓN DE LOS ALIMENTOS ................................................................................. 1
1.2 PROPIEDADES INTRÍNSECAS DE LOS ALIMENTOS: FÍSICAS Y QUÍMICAS. ............ 4
1.3 DETERIORO DE LOS ALIMENTOS I ...................................................................................... 6
1.4 DETERIORO DE LOS ALIMENTOS II ................................................................................... 11
1.5 TECNOLOGÍAS TRADICIONALES DE CONSERVACIÓN I (TÉRMICOS) .................... 13
1.6. TECNOLOGÍAS TRADICIONALES DE CONSERVACIÓN II (DESHIDRATACIÓN Y
OTROS) .............................................................................................................................................. 15
1.7. TECNOLOGÍAS EMERGENTES DE CONSERVACIÓN .................................................... 19
1.8. SISTEMAS COMBINADOS DE CONSERVACIÓN O TECNOLOGÍAS DE
OBSTÁCULOS. ................................................................................................................................. 22
CAPITULO 2 ............................................................................................... 24
EMPAQUES Y ENVASES DE LOS ALIMENTOS ....................................... 24
2.1. INTRODUCCIÓN EMPAQUES ............................................................................................... 24
2.2. PAPEL Y CARTÓN.................................................................................................................... 25
2.3. MATERIALES PLÁSTICOS .................................................................................................... 30
2.4. LA HOJALATA COMO ALTERNATIVA DE EMPAQUE. ................................................. 36
2.5. VIDRIO. ....................................................................................................................................... 39
2.6. ASPECTOS LEGALES EN ENVASES ALIMENTARIOS. ................................................... 40
iv
CAPITULO 3 ............................................................................................... 46
TÉCNICAS Y ENVASADOS DE ALIMENTOS ........................................... 46
3.1. EMPAQUES ACTIVOS E INTELIGENTES: MÁS ALLÁ DE LAS FUNCIONES
CLÁSICAS ......................................................................................................................................... 46
3.2. APLICACIONES DEL ENVASADO DE ATMOSFERAS MODIFICADAS PARA
SECTORES ........................................................................................................................................ 50
3.3. OTROS SISTEMAS DE ENVASADO APLICADOS A LOS ALIMENTOS. ...................... 53
3.4. ESTIMACIÓN DE VIDA ÚTIL DE PRODUCTOS ENVASADOS. ..................................... 54
3.5. ENFERMEDADES TRASMITIDAS POR LOS ALIMENTOS (ETAS) ............................... 56
CAPÍTULO 4 ............................................................................................... 59
ACTITUD SANITARIA Y MEDIO AMBIENTE .......................................... 59
4.1. SOSTENIBILIDAD EN EMPAQUES. ..................................................................................... 59
4.2. ALTERNATIVAS EN MATERIALES AMIGABLES CON EL AMBIENTE. .................... 63
4.3. CONSERVACIÓN DE ALIMENTOS Y ALIMENTOS ORGÁNICOS. ............................... 67
CAPÍTULO 5 ............................................................................................... 70
TENDENCIA Y COLOR DE DISEÑO DE LOS EMPAQUES ...................... 70
5.1. DISEÑO DEL ENVASE. ............................................................................................................ 70
5.2. PREPENSA Y TEORÍA DEL COLOR .................................................................................... 77
CONCLUSIONES ........................................................................................ 84
BIBLIOGRAFÍA .......................................................................................... 89
v
INTRODUCCIÓN
Uno de los principales motivos que me llevaron a escoger este tema es la gran
contaminación y el impacto ambiental que conlleva la industria alimenticia, y
además la gran necesidad de una buena alimentación ya que hoy en día existen tantas
enfermedades a raíz de una mala manipulación de alimentos y un inadecuado control
en los mismos, en lo referente a contaminación la gran parte o en su totalidad los
empaques de alimentos van a contaminar el ambiente, dentro del cual tenemos como
principal perjudicado al agua, ya que según estudios científicos este recurso natural
“agua” es cada día más escaso y más contaminado.
Dentro del tema escogido se tratará los siguientes temas: Deterioro de los alimentos,
propiedades y tecnologías de conservación de Alimentos; Los Empaques (materiales
y procesos) donde se hablará sobre la Definición de envases, funciones y
propiedades, materiales, aspectos técnicos del diseño, impacto ambiental, entre otros,
también se hablará sobre Tecnologías de envasado, empaque en atmósfera
modificada al vacío, envasado activo y empaques inteligentes; sobre: Aptitud
sanitaria y medioambiente, con temas como empaques amigables con el ambiente,
fotodegradables-oxidegradables, compostables y degradables, etc. Alternativas en
materiales amigables con el ambiente, Tendencias mundiales en aptitud sanitaria y
medioambiente legislación, etc. Y por último sobre Tendencias de colores y diseños,
con presentaciones y ejemplos.
El tema es factible debido a que dispongo de la preparación académica, científica y
técnica, a más del director, los elementos humanos que me brindaron la información
representan a las empresas siguientes: Mipro, C.G.A., Intal, Etapa; y los recursos:
materiales, técnicos y económicos.
El objetivo general que persigue la investigación monográfica y alrededor de los
cuales girará toda la investigación es prácticamente dar a conocer como se debe tratar
los alimentos para conservar su calidad, las tecnologías de envasado y las nuevas
tendencias. Los objetivos particulares son: Conocer el deterioro y tecnología de
conservación de alimentos, Conocer sobre empaques y envases de los, Conocer las
técnicas y envasados de alimentos, Conocer sobre la actitud sanitaria y medio
ambiente y Conocer sobre la Tendencia y color de diseño de los empaques.
1
CAPITULO 1
DETERIORO Y TECNOLOGÍA DE CONSERVACIÓN DE ALIMENTOS
1.1 INTRODUCCIÓN DE LOS ALIMENTOS
NATURALEZA QUIMICA DE LOS ALIMENTOS
Alimentos y nutrientes
Los alimentos se definen como los productos de composición compleja que en estado
natural, procesado o cocinado que son consumidos por el hombre para satisfacer sus
necesidades nutritivas y sensoriales, los nutrientes son ciertas sustancias contenidas
en los alimentos que el organismo utiliza, transforma e incorpora a sus propios
tejidos para cumplir tres fines básicos: • aportar energía necesaria,
• proporcionar materiales para la formación de estructuras corporales
• suministrar sustancias necesarias para regular el metabolismo.
Objetivos de la tecnología de alimentos
La aplicación de las ciencias físicas, químicas y biológicas al procesado y
conservación de los alimentos, y al desarrollo de nuevos y mejores productos
alimentarios.
La tecnología de los alimentos se ocupa de la composición, las propiedades y el
comportamiento de los alimentos.
Objetivos:
• Lograr el abastecimiento de alimentos nutritivos y sanos para el hombre.
• Diversificar los alimentos (amplia variedad)
• Procurar máximo aprovechamiento de los recursos nutritivos del planeta y
buscar nuevas fuentes de alimentos.
• Preparación de alimentos para individuos con necesidades nutritivas
especiales.
2
TIPO DE ALIMENTOS
Según su tipo son alimentos:
- Perecederos: aquellos que se alteran rápidamente, en 1 o 2 días ejemplo:
pescado.
- No perecederos: aquellos que se alteran relativamente despacio frutas y
hortalizas.
- Frescos: aquellos que retienen su integridad estructural completa.
- Mínimamente procesados: aquellos que conservan la calidad de frescos sin
usar técnicas de conservación convencionales.
- Conservados: productos cambian moderadamente durante su procesamiento,
en los cuales los principales métodos de conservación no modifican su
individualidad como alimentos ejemplos: alimentos enlatados.
- Procesados: el producto primario principal, pierde su individualidad ejemplo:
salchichas.
- Formulados: preparados totalmente mediante mezcla o procesado de
ingredientes individuales para conseguir productos estables ejemplo: galletas,
helados
- Sintéticos: productos obtenidos por síntesis microbiana o química
- Funcionales: pueden tener un impacto positivo sobre la salud de los
individuos.
COMPONENTES PRINCIPALES DE LOS ALIMENTOS
AGUA
El agua es un compuesto indispensable para la vida y el más abundante en todos los
alimentos, se absorbe a nivel intestinal para luego ser transportada por la sangre a
todos los demás órganos. En los organismos, el agua se encuentra en forma
intracelular, como parte del protoplasma, y extracelular, como componente del
líquido intersticial, la linfa y el plasma sanguíneo, El agua participa en el transporte
de nutrientes y productos residuales, regula la temperatura corporal y disuelve
sustancias y componentes estructurales de las células. Los nutrientes orgánicos son
los carbohidratos o glúcidos, las grasas, proteínas y vitaminas; los inorgánicos son el
agua y las sales minerales.
Actividad de agua
La aw se define como la relación existente entre la presión de vapor de una solución
o de un alimento (P) con respecto a la presión del agua pura (Po), a la misma
temperatura. Está demostrado que alimentos con el mismo contenido de agua se
alteran de forma distinta, por lo que se deduce claramente que la cantidad de agua
por sí sola no es fiel indicativo de deterioro de los alimentos, aw indica intensidad de
las fuerzas que unen el agua con otros componentes no acuosos, cuando el agua está
comprometida con solutos, disminuye el punto de congelación, aumenta el punto de
ebullición y disminuye la presión de vapor
LIPIDOS O GRASAS
La mayoría de los lípidos se constituyen por oxígeno, hidrógeno y carbono, algunos
llamados lípidos compuestos, tienen estructuras que incluyen fósforo y nitrógeno, los
3
seres vivos emplean estos compuestos como reservas de energía, que aprovechan
cuando no tienen glúcidos disponibles, los lípidos poseen una característica notable:
no se disuelven en agua, las grasas y los aceites son dos tipos de lípidos que pueden
encontrarse en sustancias como el
PROTEINAS
Las proteínas están presentes en todos los tejidos vivos ya sean de plantas o
animales. Los tejidos de semillas, carne sin grasa, órganos vitales, piel y cabello
contienen mayor proporción de tejido proteínico que los tejidos grasos, las proteínas
constituyen una clase importante de alimentos para los animales, pues estos no
pueden sintetizarlos a partir de compuestos nitrogenados inorgánicos sencillos y las
grasas y los carbohidratos no llenan las mismas funciones. Los animales dependen
del reino vegetal para la obtención de los compuestos nitrogenados que requieren
para sus músculos, órganos, piel y sangre, por ejemplo.
CARBOHIDRATOS
Los carbohidratos constituyen la principal fuente de energía del organismo; por tanto
son los nutrientes que más necesita consumir, están compuestos por oxígeno,
hidrógeno y carbono, se acumulan como glucógeno en el hígado y los músculos.
Normalmente, se requiere un promedio diario de 450g de carbohidratos, pero ese
valor varía entre 300 y 800g, según el consumo de energía de cada persona. Cuando
los carbohidratos se metabolizan en el organismo, sus estructuras se dividen en
unidades menores de la sustancia llamada glucosa, que es soluble en agua y por eso
puede pasar a la sangre y ser llevada a las células. La glucosa se consume en las
células en presencia del o oxígeno que viene de los pulmones y así se libera la
energía necesaria para todas las actividades que realizamos.
VITAMINAS, MINERALES Y ENZIMAS
Se encuentran en los alimentos en cantidades muy pequeñas, pero son indispensables
para regular algunas funciones del organismo humano, a diferencia de las grasas,
carbohidratos y proteínas, las vitaminas no aportan energía alguna, pero su presencia
es indispensable dentro del organismo para el metabolismo energético. Si faltan
algunas vitaminas, se crean ciertas deficiencias, las vitaminas se pueden clasificar en
hidrosolubles y las solubles en grasas, y los minerales, la mayor parte de ellos
ejercen funciones fisiológicas importantes: regulan el equilibrio osmótico, actividad
enzimático y hormonal, abundan en casi todos los alimentos, las enzimas son
proteínas sintetizadas por el organismo con la finalidad de catalizar reacciones
bioquímicas, son activas en condiciones moderadas de pH, temperatura y a bajas
concentraciones por lo que se puede controlar fácilmente la velocidad de RxN, las
enzimas forman complejos con sus sustratos.
PRINCIPALES PROCESOS DE TRANSFORMACIÓN (OPERACIONES
UNITARIAS)
• Reducción de tamaño
• Aumento de tamaño
• Mezcla
• Extrusión
• Operación de separación
4
REDUCCIÓN DE TAMAÑO
Disminución del tamaño medio de las partículas mediante fuerza mecánica aplicada
a productos sólidos (trituración, molienda o corte); en productos líquidos
(atomización, homogenización y emulsificación), las fuerzas mecánicas que
intervienen son fuerzas de compresión, cizalla, como el Molino y cúter.
AUMENTO DE TAMAÑO
Floculación: formación de agregados insolubles de gran tamaño, su aplicación se
limita a la clarificación de bebidas, purificación de aguas.
MEZCLA
Combinación de dos o más componentes, para obtener una distribución uniforme, no
se limita mezcla de sólidos o líquidos sino que también incluye gases, polvos, las
mezclas mas homogéneas se consiguen cuando se tiene un tamaño, forma y densidad
similares.
Modificación de la textura
Gelificación: proporcionar consistencia, dar estabilidad física, para la formación de
geles no se requiere aparatos específicos, ya que la operación dependerá en gran
medida del agente gelificante, la aplicación de calor. Texturización: transformación de disoluciones de proteínas, se emplean proteínas de
soja.
EXTRUSIÓN
Su objeto es diversificar los alimentos porque permite obtener, a partir de
ingredientes básicos productos variados en formas y textura, en proceso implica el
acondicionamiento de la materia prima (proteínas y/o polisacáridos) hasta contenido
de humedad del 15 -40 %, la fuerza aplicada en el extrusor induce una
transformación fisicoquímica de la masa
SEPARACIÓN
Cuando es necesario eliminar u obtener ciertos componentes de las materias primas
alimentarias ya sean materiales sólidos, líquidos, o gaseosos, por medios físicos
(gravedad, fuerzas centrifugas o cinéticas), por medios químicos (usando
componente con alta afinidad)
1.2 PROPIEDADES INTRÍNSECAS DE LOS ALIMENTOS: FÍSICAS Y
QUÍMICAS.
PROPIEDADES MECANICAS
DENSIDAD Y GRAVEDAD ESPECÍFICA
La densidad: es la masa de una sustancia o de un alimento contenida en una unidad
de su volumen, en el sistema Internacional de unidades (SI) la densidad se expresa en
(kg/m3), es una propiedad utilizada para determinar la concentración de compuestos
5
que se encuentran en solución, los sólidos presentes en un producto, identificar
diversos materiales.
La gravedad específica de un cuerpo (G): es la relación de su densidad con la
densidad del agua referida a 4° C, Los valores de la densidad y gravedad especificas
también se expresan a una temperatura de interés, los casos de aplicación son: leche
líquida, leche condensada, derivados de frutas, aceites y grasa
TAMAÑO DE PARTICULA
Los sistemas particulados o polvos son maneras eficientes de manejar sólidos
finamente divididos que permiten su dosificación, estandarización, mezclado y
empaque, la fase sólida tiene aplicaciones en operaciones de secado, molienda,
filtrado, cristalización, mezclado. En alimentos también se consideran partículas las
gotas de una emulsión, celdas de aire en helados y en miga de pan, cristales de hielo
en helados.
Algunas formas de medir tamaño de partículas:
- Tamizado (mecánico tamaño 40-1000 µm)
- Microscopía (óptica tamaño 0,8-800 µm; electrónica 0,002- 15 µm)
- Atenuación y disipación de la luz (rayos X tamaño 0,05- 100 µm)
- Sedimentación (aerodinámico tamaño mayor 1 µm)
- Contador Coulter (diferencial de voltaje tamaño 1-1200 µm)
- Análisis de imágenes (software)
TENSIÓN SUPERFICIAL
Es el resultado de fuerzas de atracción entre moléculas adyacentes a la superficie y
bajo ellas. La tensión entre dos líquidos inmiscibles es llamada tensión interfacial.
De acuerdo con la teoría de la tensión superficial, una emulsión puede estar formada
por dos líquidos inmiscibles si un agente que disminuye considerablemente la tensión
interfacial es adicionado al sistema, los emulsificantes debido a sus características
moleculares, se posicionan entre las interfaces aceite y agua, la porción hidrofílica de
los emulsificantes se orienta en dirección a la fase acuosa y la porción hidrofóbica en
dirección a la fase oleosa, la diferencia relativa al tamaño y fuerza de los grupos
polares y apolares determina la capacidad de emulsificación del emulsificante.
AGENTES EMULSIFICANTES
Son las sustancias que estabilizan las emulsiones y pueden ser clasificados de
acuerdo a su estructura química como: no iónicos, aniónicos, catiónicos y
anfotéricos, para ejercer sus funciones adecuadamente en un sistema emulsionado,
los emulsificantes deben presentar las siguientes características : Reducir la tensión
superficial del sistema a menos de 10 dinas/cm, ser rápidamente adsorbidos
alrededor de las gotas dispersas, como una película condensada no adherida que
previene coalescencia, proporcionar un potencial eléctrico adecuado para repulsiones
múltiples ocurridas, aumentar la viscosidad de la emulsión, ser efectivo en
concentraciones razonables.
6
Otros factores que también influencian en la función del emulsificante es el número
de carbonos en la cadena, número y localización de la insaturaciones y presencia de
grupos funcionales adicionales.
VISCOSIDAD
Los líquidos y los gases son fluidos, no se deforman elásticamente, ya que fluyen
cuando se someten a un esfuerzo de cizallamiento, es decir, la sustancia no se puede
sostener en equilibrio a un esfuerzo de deformación para mantener un flujo constante
de una capa de fluido con relación a otra, y la magnitud del esfuerzo de deformación,
esfuerzo de cizallamiento o tangencial, es una medida de la viscosidad del fluido.
Existen varios métodos prácticos para determinar la viscosidad de un líquido, como
son: Viscosímetros de tubo capilar, viscosímetros de bolas, por medición del tiempo
de flujo del líquido a través de un tubo, midiendo la velocidad de caída de un cuerpo
esférico a través del líquido, viscosimetro rotacional, empleando pruebas oscilatorias
(dinámicas), a través de técnicas empíricas.
1.3 DETERIORO DE LOS ALIMENTOS I
SISTEMA ALIMENTO
Desde el punto de vista de su composición y estructura un alimento es un sistema:
- Multicomponente
- Multifásico
- Multicompartimentado
Multicomponente: Componente mayoritario agua, macro componentes (proteínas,
hidratos de carbono), micros constituyentes (vitaminas, sales minerales, colorantes).
Multifásico: Varias fases no miscibles, ejemplo mayonesa (compuestos
hidrosolubles son la fase continua y la fase dispersa es la grasa, interfase material
emulsionante)
Multicompartimentado: Tejido vegetal y animal están constituidos por subsistemas
(células) separados por barreras físicas con actividad química, que permite transporte
selectivo de materia, la mayoría de los alimentos no están en situación de equilibrio
(sistema alimento- entorno), el entorno puede ser gaseoso (gas espacio de cabeza de
un envase) o líquido (liquido de gobierno de una conserva).
DEGRADACION DE ALIMENTOS
Cambios físicos: Pérdida peso, desecación, cambios de color, perdida de
volátiles.
Cambios químicos o bioquímicos: Autolisis, cambios por respiración,
oxidaciones de lípidos.
Acción de microorganismos: Desarrollo de mohos, levaduras y bacterias
7
CAUSAS INTRINSECAS (alteraciones enzimáticas naturales)
- Pardeamiento enzimático (fenolasas)
- Alteración de pectinas (pectin-metil-esterasa)
- Alteración por amilasas (enzima licuante)
- Alteración por enzimas lipolíticas (lipasas, lipoxigenasas, peroxidasas)
- Destrucción de tiamina (B1), Vit C, pigmentos (tiaminasas, ascorbato
oxidasa, clorofilasas y antocianinasas)
CAUSAS EXTRINSECAS:
- Alteraciones microbianas (degradan, hacen daño al consumidor)
- Bacterias
- Levaduras
- Hongos
- Otras (lesiones mecánicas, insectos y gases)
DETERIORO MICROBIANO
Se sabe con certeza que más del 20% de todos los alimentos producidos en el mundo
se pierden por acción de los microorganismos y, por otra parte, estos alimentos
alterados pueden resultar muy perjudiciales para la salud del consumidor.
PH
El pH o el grado de acidez o alcalinidad del medio afecta el grado de ionización de
los materiales utilizados como nutrientes, regula la disponibilidad de estos
compuestos y la facilidad con que son asimilados por el microorganismo; por otra
parte, determina la producción de enzimas por parte del microorganismo y la
actividad de algunos conservantes.
DISPONIBILIDAD DE AGUA
Los microorganismos dependen del agua para la síntesis de sus componentes
celulares, las características físicas y químicas de la fase acuosa de un producto es
uno de los factores dominantes que determinan qué tipo y cantidad de crecimiento
puede producirse dentro de una formulación.
POTENCIAL DE ÓXIDO REDUCCIÓN
La mayoría de los alimentos ofrecen un ambiente aerobio para el crecimiento de los
microorganismos.
El potencial de oxido reducción de un producto no sólo está determinado por el
contenido de oxígeno que éste posea, sino que los ingredientes de la preparación
también ejercen una importante influencia en este factor. Compuestos reductores
como proteínas con grupos tioles, azúcares reductores, antioxidantes etc., puede ser
favorable para el desarrollo de microorganismos anaerobios.
8
Crecimiento de microorganismos aerobios o facultativos, puede modificar el
potencial de óxido reducción de la formulación y favorecer el crecimiento de
microorganismos anaerobios estrictos.
CONTENIDO DE NUTRIENTES
Los productos pueden contener una gran cantidad de ingredientes que pueden servir
como nutrientes para los microorganismos o por el contrario, pueden interferir con su
crecimiento, el hecho de que los diferentes ingredientes puedan o no ser utilizados,
depende del efecto que ejerza el ingrediente sobre los microorganismos.
PRESIÓN OSMÓTICA
La membrana plasmática, selectivamente permeable, separa a los microorganismos
de su ambiente, por ello, éstos pueden verse afectados por cambios en la
concentración osmótica del medio, en la fase acuosa de una preparación, puede
ocasionar la lisis o la deshidratación de los microorganismos.
COMPOSICIÓN DE GASES DEL ENTORNO
Elevadas concentraciones de dióxido de carbono (10% o más) puede inhibir mohos
y otros microorganismos. A menudo en empaque en atmósferas modificadas o las
atmósferas controladas son usadas para cambiar el entorno de almacenamiento de
alimentos
CINÉTICA DE LOS CONSERVANTES
Los conservantes son sustancias que inhiben el desarrollo de los microorganismos.
Por regla general se consideran “sustancias conservantes” los que actúan a
concentraciones inferiores al 0,5%, la cinética de la acción de los conservadores
viene dada por:
K = constante de tasa de muerte
t = tiempo
zo = nº células vivas inicialmente
zt= nº células vivas tras el tiempo
UTILIZACIÓN COMBINADA DE CONSERVANTES
No se acostumbra a utilizar un solo conservante, siendo lo usual emplear una mezcla
de ellos. Con ello se pretende: Ampliar el espectro de acción, conseguir efectos
sinérgicos, reducir la concentración de conservantes individuales, también es
frecuente utilizarlos conjuntamente con métodos físicos de conservación (calor,
irradiación, refrigeración, altas presiones).
9
DÓNDE ACTÚAN LOS CONSERVANTES
- DNA
- síntesis proteica
- actividad enzimática
- membrana celular
- pared celular
- el mecanismo de transporte de nutrientes
NITRATO Y NITRITO
NITRATO: Su acción antimicrobiana se dirige exclusivamente hacia las bacterias
anaeróbicas y se debe fundamentalmente al nitrito que se genera, el nitrato es
convertido en nitrito por acción de las bacterias.
NITRITO: La acción antimicrobiana se debe al ácido nitroso, y a los ácidos de
nitrógeno producidos a partir del mismo, su efecto aumenta conforme baja el pH.
Inhibe la acción de enzimas bacterianas, como las del sistema de la deshidrogenasa y
de la utilización de la glucosa.
DIÓXIDO DE AZUFRE
La acción antimicrobiana del dióxido de azufre se basa esencialmente en la
inhibición de las reacciones catalizadas enzimáticamente, su efecto inhibitorio es
muy importante en enzimas con grupos SH, también inhibe las reacciones
enzimáticas reaccionando con los producto finales e intermedios, en carne fresca y
productos cárnicos inhibe el desarrollo de bacterias, también estabiliza el color de la
carne y en cierta medida pueda dar, al consumidor, una impresión de frescura en la
carne.
ÁCIDOS ORGÁNICOS
El pH y el contenido en ácidos orgánicos de un alimento son dos factores que
determinan, no sólo los microorganismos que pueden sobrevivir durante el período
de almacenamiento sino también su capacidad para alterar dicho alimento. A “grosso
modo” tanto los microorganismos capaces de alterar un alimento como los de
producir intoxicaciones, se desarrollan en un rango de pH comprendido entre 4,0 y
8,0 si bien mohos y levaduras pueden crecer y desarrollarse a un pH más bajo. el pH
de un alimento puede bajarse artificialmente añadiendo cantidades significativas de
ácido (acético, cítrico, láctico,...) con el fin de limitar el crecimiento microbiano, el
efecto combinado de un pH bajo, más una concentración más o menos elevada de un
ácido débil, conduce a una acidificación del citoplasma, usualmente suficiente para
restringir el desarrollo microbiano, junto con otros efectos más específicos en la
actividad celular.
MECANISMOS DE ACCIÓN ANTIMICROBIANA
- Acidificación del medio externo
- Acidificación del citoplasma
- Acción sobre los lípidos y proteínas de las membranas
- Quelación de metales
- Acción sobre el metabolismo
10
ACIDIFICACIÓN DEL MEDIO EXTERNO
Tal vez el efecto antimicrobiano más obvio de la adición de ácidos orgánicos a
alimentos y bebidas sea aumentar la concentración de protones conduciendo a un
descenso del pH, cada especie/cepa microbiana sólo puede desarrollarse entre unos
valores determinados de pH. Si el pH cae por debajo de este intervalo, se inhibe el
crecimiento y el microorganismo puede morir.
- pH<4,0 Inhibición de desarrollo vegetativo
- pH<4,5 Inhibición de germinación de esporas
- Mohos y levaduras pueden desarrollarse a pH = 1,6
El pH mínimo para el crecimiento microbiano son más bajos cuando se utilizan como
acidulantes ácidos fuertes vs. ácidos débiles. Ello hace presuponer que en la
inhibición por ácidos orgánicos existen otros mecanismos, además del descenso del
pH del medio.
ACIDIFICACIÓN DEL CITOPLASMA. LA TEORÍA CLÁSICA DEL ÁCIDO
DÉBIL
Los ácidos orgánicos en solución están en un equilibrio, dependiente del pH, entre
las moléculas de ácido y su anión correspondiente. La proporción de ácido no
disociado se incrementa conforme baja el pH. Dado que la actividad antimicrobiana
aumenta a medida que baja el pH, es plausible pensar que es la parte no disociada la
que tiene capacidad antimicrobiana.
La disociación del ácido libera protones. Consecuencias:
- Disminución del pHi
- Inhibición de la glicólisis
- Inhibición transporte activo
Esta teoría de los ácidos no puede ser aplicada:
- Para ácidos insuficientemente hidrofóbicos (succínico, tartárico o cítrico...)
- Cuando se utilizan a concentraciones bajas
- Cuando el pH externo es elevado
ACCIÓN EN LÍPIDOS Y PROTEÍNAS DE MEMBRANAS
Los ácidos grasos saturados tienen actividad antimicrobiana, que aumenta conforme
aumenta la longitud de su cadena, que se asocia al aumento de carácter lipófilo-
hidrofobo.
El aumento del coeficiente de reparto log Poct. es un indicador de la velocidad de
paso al interior celular y de la acumulación del compuesto en la fracción lipídica de
la membrana (valores superiores a 4,0).
Los ácidos lipofílicos penetran en el citoplasma por difusión simple, si bien en cierta
circunstancia pueden penetrar por transporte activo.
11
La fluidez de la membrana es finalmente regulada por los microorganismos
especialmente como respuesta a la temperatura. Concentraciones significativas de
compuestos lipofílicos influyen en la fluidez de la misma, incrementando la
permeabilidad a protones e iones metálicos, y originando una curvatura mayor lo que
conduce a la formación de una “fase de malla” transitoria, más porosa.
QUELACIÓN DE LOS METALES
La quelación de metales es un fenómeno propio de todos los ácidos orgánicos, si bien
a veces con poca afinidad. Los cationes metálicos forman complejos con los aniones
cargados negativamente. Estos complejos son prácticamente insolubles y precipitan
(por ejemplo: citrato de calcio, lactato de calcio, en vino). La capacidad quelante se
mide por la cte. de estabilidad, que es el log. de la cte. de equilibrio, e indica la
afinidad del catión metálico por el anión, en los ácidos orgánicos, a más grupos
carboxílicos, más capacidad de Quelación, la quelación de metales depende de la
presencia de la forma aniónica, a su vez dependiente del pH, como mecanismo
inhibitorio, este se debe a:
- Eliminación de iones metálicos del medio.
- Eliminación de cationes de la pared/membrana del microorganismo
ACCIÓN SOBRE EL METABOLISMO
Además de los efectos ya señalados, los ácidos en general son moléculas reactivas, a
las que se ha atribuido una serie de acciones específicas en procesos tales que la
respiración, fermentación y en enzimas específicos, la inhibición del metabolismo en
general puede ser consecuencia de la acumulación de aniones, se ha sugerido que la
acumulación de aniones sería la causa de las diferencias en toxicidad observadas en
diferentes ácidos.
1.4 DETERIORO DE LOS ALIMENTOS II
DETERIORO FÍSICO
- Magulladuras y quebraduras
- Marchitamiento
- Daño por frío
- Pérdida o ganancia de humedad
- Cambios en la textura
- Cambios inducidos por efecto de la temperatura
- Añejamiento (retrogradación)
MAGULLADURAS Y QUEBRADURAS
Golpes, cambios de color en zonas de golpes, puede inducir Rompimiento de
productos quebradizos (snacks, galletas, cereales, masas)
DAÑOS POR FRIO
Especialmente en frutas y hortalizas es una respuesta fisiológica del fruto cuando es
sometido a rangos de temperatura por fuera de sus tolerancias
12
PÉRDIDA O GANANCIA DE HUMEDAD
Efecto plastificante del agua
La pérdida de humedad puede generar endurecimiento (pastas, caramelos, pan)
La ganancia de humedad ablanda los alimentos y consecuente pérdida de crocancia
(galletas, snacks), apelmazamiento y perdida de solubilidad en alimentos en polvo
(sopas, leche, premezclas, gelatinas, café, sal), el aumento del aw acelera reacciones
de pardeamiento no enzimático y rancidez lípidos.
AGUA DE VEGETALES FRESCOS:
Vegetales de hoja, tubérculos y algunas frutas, se marchitan al almacenarse en
ambientes de baja humedad relativa, ocasiona perdida de turgencia y aceleración de
la senescencia.
CAMBIOS INDUCIDOS POR EFECTO DE LA TEMPERATURA
- Fusión de grasas
- Inestabilidad de emulsiones
- Congelación y descongelación
- Fluctuaciones en alimentos congelados (condensación al envase, quemadura,
agua acumulada en superficie acelera reacciones)
AÑEJAMIENTO EN PANIFICADOS
Retrogradación del almidón, principalmente de la amilopectina. Cambios en la red de
gluten por movilidad del agua hacia los cristalitos de amilopectina.
Deterioro químico
- pardeamiento no enzimático (pne) o reacción de maillard
- pardeamiento enzimático
- enranciamiento lipidico
PRODUCTO FINALES TRAZABLES
- Jugos de frutas: hidroximetil furfural (HMF), acetilfurano, acetilpirrol.
- Productos lácteos: compuestos furánicos
- Se han atribuido propiedades antioxidantes y antimicrobianas a estos
compuestos
PARDEAMIENTO ENZIMATICO
Polifenoloxidasa también conocida como tirosinasa, polifenolasa, catecol oxidasa,
cresolasa, catecolasa dependiendo del sustrato, se encuentra en tejidos de plantas,
animales y algunos hongos, forma melaninas responsables del color pardo en
bananos, manzanas, duraznos, papas, hongos, camarones, O-benzoquinona reacciona
con grupos amino libres ocasionando pérdida nutricional e insolubilización de
proteínas
13
DAÑO OXIDATIVO EN ALIMENTOS
- Perdida de nutrientes
- Formación de compuestos tóxicos
- Olores y sabores indeseados
- Alteración de color y textura
ENRANCIAMIENTO LIPIDICO
Oxidación e hidrólisis no son procesos sencillos que sigan una secuencia definida, las
condiciones de oxidación no son estáticas, cambian constantemente, los sustratos
lipídicos oxidables varían en composición, propiedades químicas y físicas y
sensibilidad a la oxidación, el sustrato lipídico coexiste con otros compuestos
mayores (proteínas, CHOS, agua) y elementos trazas (vitaminas, minerales, enzimas,
metales, sustancias proteicas y antioxidantes)
LÍPIDOS SUSCEPTIBLES DE OXIDACIÓN
Poseen dobles enlaces en la configuración molecular no conjugados y son fácilmente
oxidables
1.5 TECNOLOGÍAS TRADICIONALES DE CONSERVACIÓN I
(TÉRMICOS)
DEFINICIÓN
Proceso térmico es una operación unitaria de la elaboración industrial de alimentos
procesados que consiste en someter los materiales a altas y/o bajas temperaturas por
un determinado período de tiempo. Es una etapa fundamental en la elaboración de
los alimentos, que tiene dos objetivos fundamentales como Reducir la carga
microbiana inicial, proporcionar características organolépticas
Los procesos térmicos en la producción industrial de alimentos permiten elaborar
alimentos comercialmente estériles de óptima calidad.
La esterilidad comercial se define como: “la condición lograda por la aplicación de
calor que deja libre al alimento de los microorganismos que afectan la salud del
consumidor y que pueden crecer a las temperaturas a las que va a ser distribuido y
almacenado el producto”.
En la industria los procesos térmicos están relacionados con tres aspectos
fundamentales, ellos son:
- Seguridad de los alimentos
- Calidad de los productos
- Económico
14
Estos aspectos son considerados en el diseño de los tratamientos y durante su
aplicación en la elaboración de los productos
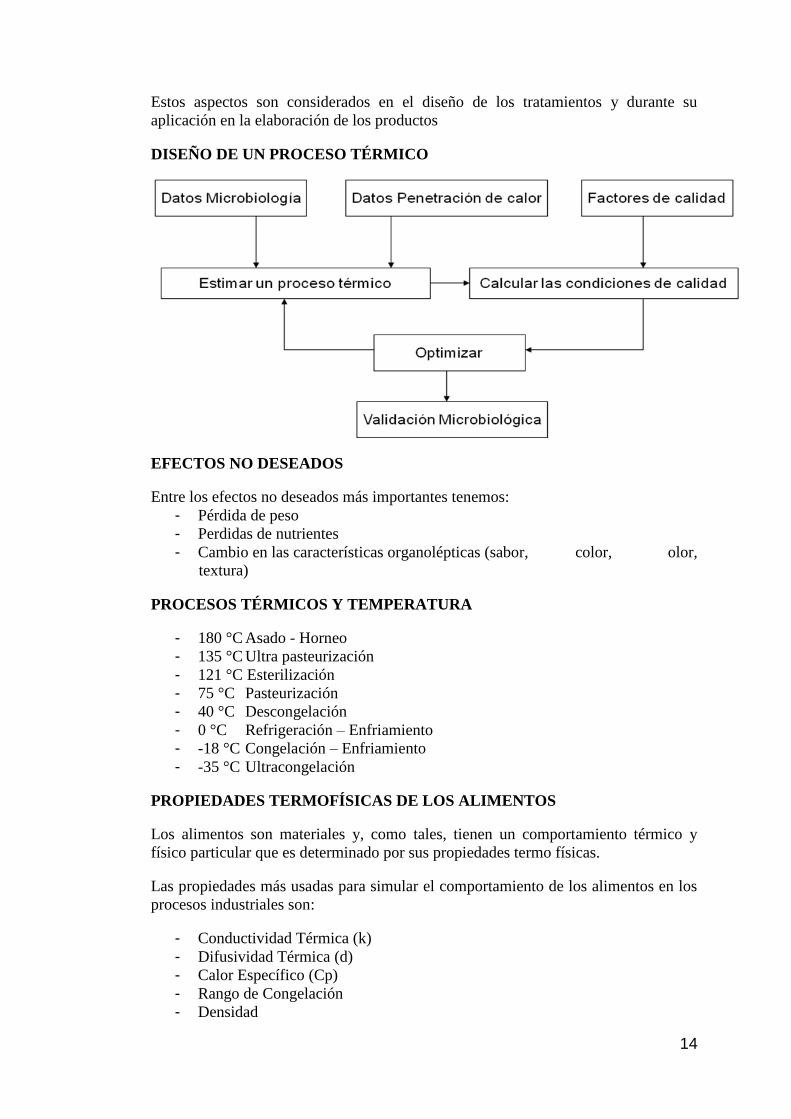
DISEÑO DE UN PROCESO TÉRMICO
EFECTOS NO DESEADOS
Entre los efectos no deseados más importantes tenemos:
- Pérdida de peso
- Perdidas de nutrientes
- Cambio en las características organolépticas (sabor, color, olor,
textura)
PROCESOS TÉRMICOS Y TEMPERATURA
- 180 °C Asado - Horneo
- 135 °C Ultra pasteurización
- 121 °C Esterilización
- 75 °C Pasteurización
- 40 °C Descongelación
- 0 °C Refrigeración – Enfriamiento
- -18 °C Congelación – Enfriamiento
- -35 °C Ultracongelación
PROPIEDADES TERMOFÍSICAS DE LOS ALIMENTOS
Los alimentos son materiales y, como tales, tienen un comportamiento térmico y
físico particular que es determinado por sus propiedades termo físicas.
Las propiedades más usadas para simular el comportamiento de los alimentos en los
procesos industriales son:
- Conductividad Térmica (k)
- Difusividad Térmica (d)
- Calor Específico (Cp)
- Rango de Congelación
- Densidad
15
RANGO DE CONGELACIÓN
El proceso de congelación de los alimentos consiste en la disminución de la
temperatura de la muestra desde su temperatura inicial hasta llegar a una temperatura
adecuada para conservarla almacenada o procesarla.
En este proceso se tienen tres fases: una primera fase de enfriamiento, en la cual el
material es enfriado desde la temperatura inicial a la que se encuentra hasta la
temperatura donde se inicia la congelación, una segunda fase en la que se presenta el
cambio de fase del agua que hace parte de la muestra, llamada de cristalización y una
tercera fase donde el material alcanza la temperatura deseada, normalmente cercana a
-18°C.
La primera fase del proceso de congelación, llamada de enfriamiento, consiste en
extraer el calor sensible que posee el material por medio de un intercambio con un
fluido o una superficie a baja temperatura en contacto con él. Esta fase termina una
vez la muestra alcanza la temperatura donde el agua, que hace parte de él, inician su
cambio de fase, normalmente por debajo de 0°C.
La segunda fase es la de cambio de estado del agua, esta fase se inicia en una
temperatura conocida como “la temperatura inicial de congelación”, se hace
referencia a una temperatura inicial porque el fenómeno de cambio de estado en los
alimentos se presenta en un rango de temperaturas.
La temperatura inicial de congelación de la carne es inferior a la del agua pura,
debido a que en el agua que hace parte de la composición de la carne se encuentran
diluidos otros componentes menores como: carbohidratos, sodio, potasio, fósforo,
calcio, magnesio, entre otros, que modifican su punto de congelación.
Durante el enfriamiento de la carne el calor sensible es extraído, la temperatura de la
solución disminuye y justo por debajo del punto de congelación del agua, está
comienza a convertirse en hielo; mientras más calor sensible se extrae, más agua se
convierte en hielo provocando que la concentración de la parte sólida se incremente.
Este aumento en la concentración hace que la temperatura donde se presenta la
congelación del agua.
La tercera fase del proceso de congelación, llamada de subenfriamiento, consiste en
extraer el calor sensible que posee el material por medio de un intercambio con un
fluido o una superficie a baja temperatura en contacto con él. Esta fase termina una
vez la muestra alcanza la temperatura de almacenamiento del material, normalmente
por debajo de -18° C.
1.6. TECNOLOGÍAS TRADICIONALES DE CONSERVACIÓN II
(DESHIDRATACIÓN Y OTROS)
SECADO Y CONSERVACIÓN DE ALIMENTOS.
Es uno de los métodos más antiguos e importantes en la industria de los alimentos,
2000 a.c. deshidratación por acción directa de los rayos de sol, uno de los principales
inconvenientes del secado, es la perdida de sabor y aroma de los alimentos
dependiendo de la técnica, el objetivo principal es el incremento de la vida útil y al
mismo tiempo disminuir costos por almacenamiento y transporte.
16
Clasificación de los métodos de secado:
Secado térmico:
- Secado por aire.
- Secado por atmosfera con bajo contenido en aire.
- Secado en atmosfera modificada.
Deshidratación osmótica: aplicación de solventes o disoluciones para eliminar agua.
Desaguado mecánico: se aplica fuerza física como paso a través de membranas o
centrifugación.
Aspectos bioquímicos:
- Diminución de Aw.
- Eliminación de microorganismos.
- Inactivación de enzimas.
- Cambios en el alimento dependiendo de su naturaleza y sistema de secado.
- No siempre los sistemas de secado afectan calidad del producto (también
están las condiciones de almacenamiento).
- Integrando la técnica de secado con otras tecnologías (micro-encapsulado) se
puede incrementar la calidad en el producto final.
- Existen protectores (Alcoholes, azucares) que mejoran la sobrevivencia en
cultivos deshidratados y medios enzimáticos.
- En conclusión, después de pasar un alimento por un tratamiento de secado
este no volverá a su estado inicial después de la rehidratación.
Grado de secado:
La reducción de contenido de humedad hasta niveles aceptables dependiendo del
producto como: Cárnicos o productos lácteos 3% o menor, vegetales 5% o menor,
cereales 12% o menor.
Secado térmico:
Por aire: técnica de secado más sencilla, se hace en cámara cerrada a temperatura
elevada.
Secado al sol: la energía radiante proviene del sol es un sistema no contaminante y
usa energía renovable, necesita mayor mano de obra y hay susceptibilidad a la
contaminación.
Secado en almacenamiento: se denomina secado de baja temperatura en tolva, se
realiza en el mismo lugar donde el grano permanece almacenado, en climas
tropicales no es muy recomendable por la humedad relativa.
17
Secado por explosión: Combinación de altas temperaturas y altas presiones, la
evaporación del agua se da por una caída repentina en la presión del sistema.
Secado por atomización: se usa para eliminar agua de una mezcla liquida y obtener
un producto terminado en polvo, atomizando el fluido y pasando las pequeñas gotas
a través de una cámara con altas temperaturas.
Secado en lecho fluidizado: Movimiento de las partículas del material dentro de una
corriente de aire caliente, generalmente la cámara donde se dispone el producto es
cilíndrica y en algunas ocasiones tienen sistemas de vibración para optimizar el
secado.
Secado por lecho soplado: el gas caliente entra a la cámara por el centro de una base
cónica, como un chorro, el secado se produce de una forma similar al secado flash.
Secadero de tambor: la suspensión, pasta o fluido, se coloca sobre la superficie de un
tambor caliente en ocasiones se debe modificar la tensión superficial de los alimentos
para que estos se adhieran al tambor.
Secado por microondas: es rápido y más uniforme en el caso de líquidos que el
secado convencional por aire caliente, esta técnica reduce el tiempo de secado,
aunque es mas riesgosa debido a que se deteriora más fácil la calidad del producto.
Secado en entornos con bajo contenido de aire:
- Ahumado.
- Secado al vacío.
- Secado por congelación (liofilización).
- Secado por bomba de calor.
- Secado por vapor sobrecalentado.
Deshidratación Osmótica: Consiste en la deshidratación osmótica por eliminación
de agua contenida en el interior de sólidos celulares mediante la inmersión en una
solución acuosa concentrada, el contenido de humedad que se consigue con este
sistema de deshidratación no es tan bajo para que el producto acabado pueda ser
considerado comercialmente estable, generalmente el producto deshidratado por
osmosis debe ser deshidratado por aire caliente.
CONCENTRACION Y CONSERVACION DE ZUMOS DE FRUTAS.
Concentración por evaporación: Es la forma más sencilla de concentrar el zumo,
pero tiene como desventaja la perdida de compuestos aromáticos volátiles, por lo que
para zumos con alta cantidad de compuestos aromáticos volátiles se deben evaporar
en equipos idealmente con vacío.
Concentración por osmosis inversa: Las membranas de osmosis inversa permiten la
permeación de algunos solutos presentes en los zumos de frutas pero impiden la de
otros. Dentro de un modelo de concentración del zumo por osmosis inversa, se debe
tener en cuenta principalmente la presión del fluido y el tamaño de las partículas del
mismo.
18
FERMENTACIONES
Proceso metabólico llevado a cabo por microorganismos, bajo condiciones aeróbicas
y anaerobias obteniendo energía, es un proceso de crecimiento de los
microorganismos que consumen una cantidad de sustrato por medio del cultivo y lo
enriquecen por los productos de su metabolismo, el proceso es producido por acción
de las enzimas, cambios químicos en las sustancias orgánica.
CARACTERÍSTICAS DE LOS MICROORGANISMOS PARA LLEVAR A
CABO UNA FERMENTACIÓN
- Ser genéticamente estable en el medio de cultivo.
- Tener un crecimiento rápido y vigoroso después de la inoculación.
- Ser un cultivo puro.
- Reproducirse en un tiempo respectivamente corto.
- Que no produzcan sustancias tóxicas.
- El microorganismo debe ser industrialmente rentable.
- Que crezca o se desarrolle en condiciones relativamente sencilla.
SUSTRATOS
Para que una sustancia sea fermentable ha de contener energía utilizable por un
sistema enzimático, los azúcares o hidratos de carbono en general son los
compuestos universalmente utilizados como sustratos.
TIPOS DE FERMENTACIÓN:
- fermentación alcohólica
- fermentación acética
- fermentación láctica
FERMENTACIÓN ALCOHOLICA
La realizan entre otras las levaduras del género Saccharomyces.
BIOSINTESIS: lo realiza principalmente las levaduras Saccharomyces cerevisiae y
una bacterias Zymomonas mobilis (ruta diferente), el piruvato es procesado por la
piruvato descarboxilasa llega a acetaldehido y mediante el alcohol deshidrogenasa
llega a alcohol, la producción de etanol se inicia aerobicamente para obtener mayor
biomasa
DESTILACIÓN: Es la separación de dos o más mezclas de sustancias con puntos de
ebullición muy diferentes de una mezcla a otra (agua, alcohol)
ETANOL: Es incoloro, muy fluido de agradable color que arde con llama azulada
con formación de agua y del anhídrido carbónico a 20°C tiene un peso especifico del
0.7894, hierve a 78.37°C y se congela a –114°C. La fermentación etílica ha sufrido
algunas transformaciones con el objeto de aumentar la eficiencia química del
proceso.
19
BEBIDAS ALCOHOLICAS: son bebidas que contienen etanol, se pueden distinguir
entre bebidas producidas por fermentación alcohólica (vino, cerveza, hidromiel,
sake) en las que el contenido en alcohol no supera los 18-20 grados, y las producidas
por destilación, generalmente a partir de un producto de fermentación (licores,
aguardientes, etc.)
FERMENTACIÓN ACETICA
El vinagre es el producto de la fermentación del vino o de alcohol, debido a la
reacción de oxidación incompleta (debido a que el poder reductor se le transfiere a al
oxigeno) del etanol hasta ácido acético. En estado puro el ácido acético es un líquido
incoloro, de olor y de sabor penetrante a ácido, posee una densidad de 1.0492 a 20
°C, El punto de fusión es 16.6 °C y el punto de ebullición es 117.9 °C.
FERMENTACIÓN LÁCTICA
SINTESIS: el piruvato se convierte en lactato por la enzima lactato deshidrogenasa,
por medio de anaerobiosis, aproximadamente la mitad de la demanda se obtiene por
este método
La fermentación láctica es causada por algunos hongos y bacterias, los lactobacillus,
son bacterias que utilizan la fermentación láctica para obtener energía, este proceso
tiene importancia industrial ya que se utiliza en la fabricación de diferentes productos
lácteos
1.7. TECNOLOGÍAS EMERGENTES DE CONSERVACIÓN
PROCESOS EMERGENTES
La creciente demanda de los alimentos con las mejores propiedades sensoriales, que
sean nutritivos y a la vez seguros, han impulsado, en los últimos años la búsqueda de
nuevos sistemas de inactivación de los microorganismos sin el uso del calor
Es un proceso que busca la inocuidad de los alimentos utilizando medios físicos
diferentes a la aplicación de calor en el exterior, a diferencia de los tratamientos
térmicos tradicionales, estos no le aportan características organolépticas a los
alimentos, únicamente conservan aquellas que son intrínsecas del alimento. Los
procesos emergentes pueden sustituir el proceso térmico tradicional o
complementarlo, de acuerdo con las características del material que se esté
procesando. En algunos casos el proceso tradicional le aporta las características
organolépticas al producto, le reduce la carga microbiana y el proceso emergente le
extiende la vida útil al producto.
ALIMENTOS CONSERVADOS CON ELECTRICIDAD (Calentamiento
óhmico).
El calentamiento óhmico se produce cuando una corriente eléctrica pasa a través de
un alimento, provocando la elevación de la temperatura en su interior como resultado
de la resistencia que ofrece al paso de la corriente eléctrica. Las ventajas de este
20
proceso se derivan del hecho de que el calentamiento tiene lugar en el interior del
alimento.
De este modo, y a diferencia de lo que ocurre en un calentamiento convencional, no
existen superficies calientes de contacto. Las ventajas de este proceso se derivan del
hecho de que el calentamiento tiene lugar en el interior del alimento. De este modo, y
a diferencia de lo que ocurre en un calentamiento convencional, no existen
superficies calientes de contacto.
El calentamiento óhmico es rápido y tiene mayor capacidad de penetración que las
microondas, lo cual hace que sea especialmente útil en el caso de alimentos
particulados, salsas, purés de frutas, huevo líquido o productos cárnicos, entre otros.
Este tipo de tratamiento evita sobrecalentamientos, lo que permite un menor
deterioro en los constituyentes y una menor formación de depósitos, aspecto este
último de especial relevancia en alimentos ricos en sales y proteínas como, por
ejemplo, la leche.
Los procesos de High Pressure Processing se basan en presiones hidrostáticas
aplicadas en forma uniforme en todas las direcciones sobre el material, Por lo que no
se generan fuerzas de corte que deforma las partículas del alimento. Así cualquier
material con alto contenido de humedad puede ser sometido a al proceso sin que se
presente aplastamiento.
El proceso de altas presiones es efectivo para todos los materiales desde la superficie
hasta el centro por ser una fuerza transmitida en forma uniforme, instantánea e
independiente del tamaño, composición, masa y geometría del producto.
En los procesos habituales no se consigue asegurar la salubridad total del alimento
debido a que el tratamiento no destruye completamente todos los enzimas ni las
esporas bacterianas. Por ello los alimentos deben conservarse en refrigeración.
EL PROCESO DE ALTAS PRESIONES EN LOS PRODUCTOS CÁRNICOS
PRODUCE
Técnicos
- Desnaturalización de proteínas.
- Inactivación de enzimas.
Producto
- Cambios en la interacción entre sustratos y enzimas.
- Cambios en carbohidratos y grasas.
La vida Útil se incrementa entre un 30 a 60 días, dependiendo del producto, la
inversión tecnológica es de aproximadamente 1.390.000 euros para un sistema de
300 lts
EL TRATAMIENTO DE ALTA PRESION EN LA CONSERVACION DE
ALIMENTOS.
ULTRASONIDOS
21
La tecnología de ultrasonidos, desarrollada durante la Primera Guerra Mundial para
la detección de los submarinos, cuenta hoy con variadas aplicaciones en alimentos.
Los ultrasonidos pueden definirse como ondas acústicas inaudibles de una frecuencia
superior a 20 kHz..
La combinación de ultrasonidos con calor o presión inactiva microorganismos y
enzimas especialmente resistentes al calor Los ultrasonidos de alta intensidad se han
venido utilizando para limpieza de equipos, desgasificado de líquidos,
homogeneización, inducción de reacciones de oxidación/reducción, extracción de
enzimas y proteínas, inducción de la nucleación durante la cristalización, entre otras
aplicaciones. Hasta el momento se han desarrollado equipos a escala semi-industrial
e industrial encaminadas a la eliminación de espumas y deshidratación de vegetales
CAMPOS MAGNÉTICOS
La utilización de campos magnéticos para inactivar los microorganismos tiene un
potencial de pasteurización de alimentos con una mejora de la calidad y vida
comercial comparada con los métodos convencionales, los CM influyen en la
dirección de migración y alteran el crecimiento y reproducción de los
microorganismos. Aumentan la síntesis del DNA, cambian el Flujo Iónico a través de
la membrana plasmática provocando una alteración de la velocidad de reproducción
de la célula, la Inactivación de microorganismos requiere de densidades de flujo
magnético entre 5 y 50 teslas.
Pulsos eléctricos de alto voltaje
El procesamiento de alimentos con campos eléctricos pulsantes (PEF), también
conocido como pulsos de alto campo eléctrico (HEFP), es una nueva tecnología para
la inactivación de microorganismos y enzimas que se lleva a cabo a temperatura
ambiente o de refrigeración con la aplicación de una breve descarga de alto voltaje a
alimentos colocados entre dos electrodos por tiempos en el orden de los
microsegundos.
CONSERVACION NO TERMICA DE ALIMENTOS LIQUIDOS
UTILIZANDO CAMPOS ELECTRICOS PULSADOS.
Inactivación de microorganismos:
De acuerdo con los efectos que ejercen los pulsos eléctricos sobre los materiales
biológicos son dos las posibles aplicaciones en la industria de los alimentos en
conservación por inactivación microbiana y extracción de sustancias intracelulares,
esta tecnología está en fase de pruebas de laboratorio.
En la leche ultrafiltrada 55 kV/cm con un 5,69<pH<6.82 observándose inhibición en
el crecimiento hasta de 2,56 ciclos logarítmicos, zumo de manzana 40kV/cm, se
logra inactivar levaduras causales de la fermentación
22
1.8. SISTEMAS COMBINADOS DE CONSERVACIÓN O TECNOLOGÍAS
DE OBSTÁCULOS.
Tradicionalmente los factores que el afectan el crecimiento de microorganismos
patógenos y alterantes en alimentos como son pH, temperatura y actividad de agua
(Aw) han sido estudiados separadamente para poder encontrar los valores óptimos y
limitantes Sin embargo estos factores cuando se combinan pueden ser eficientes a
niveles más bajos. Es el llamado efecto “HURDLE” (SALTO DE OBSTACULOS)
METODOS COMBINADOS EN LA CONSERVACION DE ALIMENTOS.
Bases Fisiológicas para la inhibición y muerte microbiana
Homeostasis: es la tendencia a la uniformidad o a la estabilidad en el estatus normal
(medio interno) de los microorganismos. Si los factores o procesos de conservación
alteran la homeostasis de los m.o, su equilibrio interno, no serían capaces de
multiplicarse y en consecuencia permaneceran en fase de latencia o incluso morir
antes de poder reestablecer su homeostasis. La conservación de los alimentos se
logra alterando este factor de forma temporal o permanente.
Agotamiento metabólico
El agotamiento metabólico podría conducir a la autoesterilización del alimento, en
condiciones adversas el m.o gasta toda su energía en la homeostasis, muchos
investigadores han encontrado reducción de carga microbiana durante el
almacenamiento, este fenómeno parece ser más común en alimentos conservados a
temperatura ambiente. Entre más obstáculos hayan en el alimento el agotamiento
metabólico se acelerará.
Reacciones al estrés
Este factor podría constituir una limitación para la tecnología de los obstáculos. Bajo
condiciones de estrés algunas bacterias se vuelven más resistentes, mas patógenas,
ya que producen proteínas de choque, sin embargo cuando hay varias causas de
estrés simultáneamente los m.o gastarán mucha más energía lo que originará
agotamiento metabólico.
Conservación Multiobjetivo
Se basa en la sinergia entre obstáculos, esto se lograría si afectaran a la vez
diferentes objetivos (membrana celular, ADN, sistemas enzimáticos, pH, aw, Eh) de
las células microbianas, perturbando la homeostasis. Una conservación suave y
eficaz de los alimentos, es factible si la medida de la conservación se basa en la
selección y combinación inteligente de los obstáculos.
Obstáculos potenciales
- Temperatura (baja o alta).
- pH (bajo o alto).
- Aw(baja o alta).
- Potencial redox -Eh (bajo o alto).
23
- Atmosfera modificada (N2, CO2, O2).
- Envasado (envasado aséptico, envasado al vacío, activo, revestimientos
comestibles.
- Altas presiones
- Radiación
- Procesos físicos (pulsos eléctricos, campos magnéticos oscilantes, energía de
radiofrecuencia, inactivación fotodinámica)
- Flora competitiva.
- Conservantes (ácidos orgánicos, lactato, sorbato , ascorbato, glucono- delta-
lactona, fosfatos, propilenglicol, difenilo, parabenos, acidos grasos libres y
sus esteres, fenoles, monolaurina, quelantes, etanol, especias y sus extactos,
nitrito, dioxido de carbono, oxígeno, ozono, humo, antioxidantes, quitosano,
nisina, hidrolizados de pectina, etc).
24
CAPITULO 2
EMPAQUES Y ENVASES DE LOS ALIMENTOS
2.1. INTRODUCCIÓN EMPAQUES
Empaque es un sistema coordinado para preparar bienes para el transporte,
distribución, almacenamiento, venta y uso del bien. Es un negocio complejo,
controversial, científico y artístico que, fundamentalmente, contiene, preserva,
protege, transporta, informa y vende.
Funciones técnica, comercial y de mercadeo:
- Contener.
- Transportar.
- Dosificar.
- Proteger / Conservar.
- Almacenar.
- Vender.
- Informar.
- Cumplir con la ley.
CARACTERÍSTICAS NECESARIAS DE LOS MATERIALES DE
PROTECIÓN DE ALIMENTOS
- Inocuidad: Esterilidad
- Características Mecánicas
- Permeabilidad
- Permeabilidad al vapor de agua: Adsorción de vapor de agua en la cara del
material
- Permeabilidad a los gases: Porosidad
- Permeabilidad a los aromas: Sustancias volátiles
- Permeabilidad al agua y a las grasas: Difusión a través de su estructura
EMPAQUES Y ENVASES
25
Son las estructuras externas de barrera que se encuentran en contacto directo con los
alimentos
EMPAQUE: Se emplea para referirse a una estructura conformada por un material
flexible: papel, película de polímero, etc.
ENVASE: Se emplea para referirse a una estructura rígida o semirrígida.
EMBALAJE: Identifica a la estructura fuerte y resistente que contiene a uno o
varios productos.
NIVELES DE PROTECIÓN: Es la organización de las estructuras externas que van
a proteger los contenidos
Se presentan tres niveles:
• Primer nivel o nivel interior: Se encuentran en contacto directo con el
alimento
• Nivel Medio o segundo nivel: Agrupan varios empaques de primer nivel
• Nivel exterior: Contiene y protege unidades de segundo nivel.
MATERIALES EMPLEADOS EN LA ELABORACIÓN DE EMPAQUES
PARA ALIMENTOS
Barrera: Forma cualitativa que se usa para referirse al mayor o menor impedimento
que ofrece un plástico al paso de diversos compuestos o elementos (gases, vapor de
agua, grasas y aromas entre otros)
Permeabilidad: Forma cuantitativa para referirse a la cantidad de alguna sustancia
que puede atravesar una película plástica dadas unas condiciones de espesor de
película, temperatura, presión atmosférica, humedad relativa y tiempo por parte del
material de empaque y de unas condiciones de tamaño y peso molecular, densidad,
reactividad por parte de la sustancia permeante estudiada.
2.2. PAPEL Y CARTÓN
Los materiales denominados papeles, cartulinas y cartones son conocidos también
como materiales celulósicos, pues se elaboran a partir de fibras de celulosa, que
provienen de productos vegetales tales como: maderas, algodón, lino, caña y otros.
La diferencia entre estos materiales: papeles, cartulinas y cartones, radica en su
gramaje (peso/área), calibre y empleo de sustancias que ayudan a conformar sus
estructuras laminares.
PAPELES: se denomina al material celulósico que tiene gramajes hasta los 130 g/m2
y calibres hasta los 200 micrones.
26
CARTULINAS: presentan gramajes superiores a 130 g/m2 e inferiores a 360 g/m2 y
calibres entre 200 y 260 micrones
CARTONES: se consideran así a los materiales con gramajes superiores a los 360
g/m2 y calibres mayores a los 260 micrones.
La historia se remonta 2400 años A de C. Con los egipcios, los cuales escribían
sobre el papiro que se obtenía de los tallos de unas plantas que crecían a las riveras
del río Nilo.
En el año 105 de nuestra era, Ts'ai Lun (Chino), descubrió que la pulpa obtenida de
las fibras de morera, cáñamo y cierta hierba, al ser comprimida sobre un cedazo y
secarse luego, producía una lámina muy absorbente sobre la cual se podía escribir
mucho mejor que el papiro
En el año 751 los árabes tomaron prisioneros algunos chinos que combatían por la
posesión de Samarkanda y entre ellos hubo algunos que conocían la fabricación del
papel. Desde ese entonces empieza a difundirse por el mundo entero los secretos de
la fabricación del papel.
TIPOS DE PAPEL
Papel cristal: Traslúcido, muy liso y resistente a las grasas, fabricado con pastas
químicas muy refinadas y subsiguientemente calandrado. La transparencia es la
propiedad esencial. A causa de su impermeabilidad y su bella presentación, se
emplea en empaquetados de lujo, como en perfumería, farmacia, confitería y
alimentación.
Papel kraft: Papel de elevada resistencia fabricado básicamente a partir de pasta
química kraft (al sulfato). Puede ser crudo o blanqueado. Los crudos se usan
ampliamente para envolturas y embalajes y los blanqueados, para contabilidad,
registros, actas, documentos oficiales, etc. El término viene de la palabra alemana
para resistencia.
Papel liner: Papel de gramaje ligero o medio que se usa en las cubiertas, caras
externas, de los cartones ondulados. Se denomina kraftliner cuando en su fabricación
se utiliza principalmente pasta al sulfato (kraft) virgen, cruda o blanqueada,
normalmente de coníferas. La calidad en cuya fabricación se utilizan fibras
recicladas se denomina testliner, a menudo constituido por dos capas.
Papel (cartón) multicapa: Producto obtenido por combinación en estado húmedo de
varias capas o bandas de papel, formadas separadamente, de composiciones iguales o
distintas, que se adhieren por compresión y sin la utilización de adhesivo alguno.
Papel tisúe: Papel de bajo gramaje, suave, a menudo ligeramente crespado en seco,
compuesto predominantemente de fibras naturales, de pasta química virgen o
reciclada, a veces mezclada con pasta de alto rendimiento (químico-mecánicas). Es
tan delgado que difícilmente se usa en una simple capa. Dependiendo de los
requerimientos se suelen combinar dos o más capas. Se caracteriza por su buena
flexibilidad, suavidad superficial, baja densidad y alta capacidad para absorber
27
líquidos. Se usan para fines higiénicos y domésticos, tales como pañuelos, servilletas,
toallas y productos absorbentes similares que se desintegran en agua.
CARACTERÍSTICAS Y PROPIEDADES DEL PAPEL
Los papeles y cartones presentan características similares puesto que se elaboran a
partir de la misma materia prima y porque los procesos de fabricación, en forma
general, no difieren mucho entre sí. Algunos técnicos de esta industria consideran al
cartón como una lámina obtenida por sobre posición de varias hojas de papel.
Las propiedades de estos materiales son modificadas dentro de amplios límites,
según el tratamiento dado a las pulpas; en particular el refinado; la posterior
orientación de las fibras; la coherencia entre éstas; así como también las diferentes
sustancias agregadas como mejoradoras de sus características.
Con base en estas consideraciones se pueden describir, en forma general, las
siguientes propiedades de las estructuras de papel y cartón, que se deben tener en
cuenta cuando se les va a emplear en contacto con alimentos.
Resistencia: Es muy variada la resistencia que deben oponer los papeles y cartones a
los diferentes esfuerzos por soportar, durante su transformación y posterior
utilización. Los papeles se fabrican materiales a base de celulosa en una amplia
gama de resistencias, que van desde los papeles delicados y suaves, hasta los fuertes
y altamente resistentes a la rotura.
Rigidez: Se producen desde materiales flexibles: hojas en una gran variedad de
calibres; cartulinas con las cuales se fabrican las estructuras semi-rígidas como vasos
y recipientes; hasta las estructuras de cartón corrugado, empleadas en el embalaje de
alimentos y productos en general. Esta característica es el resultado del calibre, en
función del peso básico (gramaje), de la calidad de las fibras y de los aditivos
agregados durante el proceso.
Opacidad: Los papeles y cartulinas permiten en cierto grado el paso de la luz,
fenómeno que puede ser modificado mediante pigmentos, rellenos y/o colorantes
agregados durante su elaboración, o posteriormente, mediante impresión, a fin de
disminuir esta característica cuando se considera indeseable.
También los papeles pueden obtenerse con un mayor grado de transparencia, es
decir, más translúcidos, como en el caso del "Glassine", el cual se fabrica mediante
un batido prolongado y severo, supercalandrado y prensado. De esta manera se
obtiene a más de transparente, un papel extremadamente fino, cuando el fenómeno
de la transmisión de luz se considera favorable.
Acabado: Es el tratamiento final a que se somete la superficie de papel o cartón. Se
puede efectuar mediante calandrado y o aplicación de recubrimientos con el fin de
lograr hojas y láminas lisas, rugosas o grabadas. Esta característica de superficie
debe tenerse en cuenta cuando se desea lograr un determinado efecto en la impresión
del empaque final.
28
Permeabilidad: Aunque los materiales celulósicos en general, presentan además de
una alta permeabilidad a los gases y al vapor de agua una elevada absorción de agua,
también se fabrican con limitada permeabilidad a la humedad y/o a las grasas y con
baja capacidad de absorción de agua, gracias a recubrimientos químicos.
Otros productos mejorados se obtienen cuando se emplean resinas de encolado a la
pulpa, o agentes impermeabilizantes, aplicados superficialmente a las hojas o
láminas. Los materiales más utilizados en estos procesos de impermeabilización son
parafinas, ceras, microcristalinas, poli-isobutileno y polietileno, principalmente. Los
materiales celulósicos tratados contra la humedad, son muy estables a las
condiciones atmosféricas, por lo tanto, se les emplea con productos que se desean
mantener a la intemperie, o en atmósferas de refrigeración o congelación.
Resistencia a las grasas: En general, ni los papeles, ni los cartones son resistentes a
las grasas, ni a los aceites, ya que, en condiciones normales, estos compuestos son
absorbidos con facilidad por los materiales celulósicos. Para productos que requieren
este aislamiento particular, se elaboran algunos papeles especiales, mediante batidos
intensos, compactación y supercalandrado. También se emplean otras técnicas, en las
cuales se contempla la aplicación de aditivos en la superficie del papel o del cartón.
Compatibilidad: Los productores de papel y cartón deben recomendar a los usuarios
aquellos materiales que puedan emplearse en contacto con los alimentos. En la
fabricación de los empaques para alimentos los papeles, cartulinas y cartones que se
empleen en su conformación y que son fabricados con fibras vírgenes y/o reciclados,
deben cumplir con condiciones elementales de seguridad como: no modificar las
características organolépticas ni fisicoquímicas, y por ningún motivo contaminar los
productos que se desean proteger y que se encuentran en contacto directo con estos
materiales.
Reciclabilidad: Los materiales celulósicos se pueden reciclar, es decir reprocesar a
partir de los productos terminados; hoy en día se emplea un alto porcentaje de
residuos industriales y domésticos, papeles y cartones ya utilizados, en la
recuperación de pulpas celulósicas. Existen empresas y organizaciones establecidos
en los diferentes países los cuales se encargan de limpiar y seleccionar el material,
que una vez en la planta es procesado y mezclado con pulpas vírgenes, para , para
lograr productos en una amplia gama de porcentajes con material reciclado
PAPELES, CARTULINAS Y CARTONES
Se producen papeles, cartulinas y cartones en diferentes gramajes, acabados y
resistencias frente a los esfuerzos a que deben ser sometidos
PAPEL: El papel comúnmente se distribuye en rollos a los convertidores, quienes lo
transforman en envolturas, bolsas y sacos.
Se produce en colores blanco y natural, es decir, cuando las fibras empleadas en su
conformación son blanqueadas mediante procesos químicos o no.
En el caso de las cartulinas y de los cartones, se pueden obtener con colores
diferentes las respectivas caras, o sea por un lado blanco y por el otro de color
natural. Actualmente se producen estos materiales en una gran gama de colores
suaves.
29
A los papeles se les identifica por el peso básico; aquellos empleados en la
conformación de bolsas y envolturas se fabrican en gramajes desde 32 g/m2.
CARTULINAS: Láminas de material que presentan como características un alto
gramaje y apreciable rigidez, se emplean en la fabricación de cajas denominadas
plegadizas, vasos en distintas formas y también en algunas estructuras flexibles.
Las cartulinas se producen en acabados esmaltados o no; en colores natural blanco
combinados es decir una cara blanca y la otra semiblanqueada o natural; y también
en diferentes tonalidades, cuando se emplean pigmentos en su elaboración.
De acuerdo con el uso final, se pueden obtener con resistencia a la grasa y a la
humedad, como por ejemplo las denominadas comercialmente "repelentes a las
grasas".
CARTONES: Se denominan generalmente cartones aquellos materiales cuyo peso
base es mayor a 250 g/m2. Estos se identifican y comercializan por su peso base o
por su calibre, dependiendo del productor. Se utilizan en la elaboración de cajas y de
otros recipientes de variadas formas, como los del cuerpo cilíndrico plásticas o de
cartón, y tapas metálicas.
PRINCIPALES APLICACIONES
BOLSAS Y SACOS: Son empaques en forma de bolsillo, destinados a contener y
conservar productos sólidos en forma de pastas o de polvos, gránulos, etc. La
diferencia entre ellos, radica en los diferentes tamaño, capacidad y resistencia del
material que los conforma. Las uniones, en general, se realizan mediante adhesivos y
algunas pocas cosidas. Sus capacidades varían desde 12 g hasta 12 kg. Las bolsas de
capacidades superiores se consideran bajo la denominación de sacos.
CAJAS PLEGADIZAS: Entre las ventajas que tienen los plegables de cartulina se
encuentra su bajo costo comparativo con otros empaques, la buena resistencia y la
gran apariencia que la destaca fácilmente en las estanterías donde se exhiben.
Además de lo anterior, son empaques cuyo costo de moldes o troqueles para su
fabricación son económicos, lo cual permite que se fabriquen pequeños volúmenes.
Otra ventaja es que su fabricación es muy precisa, lo cual permite que se utilicen
equipos de muy alta eficiencia, para llenar y cerrar. A todo lo anterior se suma la
gran variedad de estilos y formas que pueden fabricarse. En la fabricación de las
cajas plegadizas se utilizan las cartulinas en una amplia variedad de gramajes, y
calidades, o higiénicamente apropiadas para alimentos. Las compañías productoras
aconsejan el diseño estructural y el tipo de cartulina más apropiado según el producto
a empacar.
CAJAS DE CARTÓN CORRUGADO: En una época en que todo cambia tan de
prisa, la caja de cartón se consolida como un empaque que contribuye a desarrollar
todo el complejo sistema de distribución y almacenamiento, de un proceso fabril que
cada vez se centraliza más. Contribuye, también, al mercadeo y venta de los
productos cuando ella se utiliza como refuerzo esencial de la comunicación que dan
los empaques puestos a la vista de los posibles clientes en los puestos de venta.
30
La flexibilidad en el proceso de fabricación, el bajo peso de las materias primas
utilizadas en su fabricación, la resistencia al manejo durante el transporte, las
posibilidades de mecanización, el aprovechamiento de sus caras para la
comunicación gráfica y el bajo costo de producción, unido a la característica de ser
reciclable, ha hecho de los envases y embalajes de cartón corrugado y cartulina los
más apropiados, los más útiles y los más económicos para diseñar una estrategia de
comercialización de productos de consumo alimenticio, confecciones, licores,
diversión y en fin, toda aquella gama de productos susceptibles de venderse a través
de cadenas de autoservicio, almacenes, tiendas, etc. El cartón corrugado es uno de los
materiales más conocido y empleado en el embalaje de productos en general; consta
básicamente de dos capas, o liners y de un corrugado medio (onda), ubicado entre
éstas y unido mediante adhesivos. Los papeles, cartulinas y cartones producidos en el
país, se transforman, generalmente en bolsas, sacos, cajas plegadizas, empaques
corrugados, y otros recipientes.
ENVOLTURAS: Son básicamente empaques primarios que recubren un producto o
alimento. Pueden estar constituidos por una o varias capas de papel y encontrarse en
contacto directo con el contenido. Se elaboran de papel en sus diferentes gramajes,
colores y acabados, o en materiales celulósicos modificados, ya sean estos
esmaltados, encerados, siliconizados o laminados.
2.3. MATERIALES PLÁSTICOS
POLÍMEROS
La materia está formada por moléculas que pueden ser de tamaño normal o
moléculas gigantes llamadas polímeros.
Los polímeros se producen por la unión de cientos de miles de moléculas pequeñas
denominadas monómeros que forman enormes cadenas de las formas más diversas.
Algunas parecen fideos, otras tienen ramificaciones, algunas más se asemejan a las
escaleras de mano y otras son como redes tridimensionales.
Existen polímeros naturales de gran significación comercial como el algodón,
formado por fibras de celulosas. La celulosa se encuentra en la madera y en los tallos
de muchas plantas, y se emplean para hacer telas y papel. La seda es otro polímero
natural muy apreciado y es una poliamida semejante al nylon. La lana, proteína del
pelo de las ovejas, es otro ejemplo. El hule de los árboles de hevea y de los arbustos
de Guayule, son también polímeros naturales importantes.
Sin embargo, la mayor parte de los polímeros que usamos en nuestra vida diaria son
materiales sintéticos con propiedades y aplicaciones variadas.
Lo que distingue a los polímeros de los materiales constituidos por moléculas de
tamaño normal son sus propiedades mecánicas. En general, los polímeros tienen una
excelente resistencia mecánica debido a que las grandes cadenas poliméricas se
atraen. Las fuerzas de atracción intermoleculares dependen de la composición
química del polímero y pueden ser de varias clases.
31
PROPIEDADES IMPORTANTES DE LOS POLÍMEROS
Propiedades eléctricas
Los polímeros industriales en general son malos conductores eléctricos, por lo que se
emplean masivamente en la industria eléctrica y electrónica como materiales
aislantes. Las baquelitas (resinas fenólicas) sustituyeron con ventaja a las porcelanas
y el vidrio en el aparellaje de baja tensión hace ya muchos años; termoplásticos como
el PVC y los PE, entre otros, se utilizan en la fabricación de cables eléctricos,
llegando en la actualidad a tensiones de aplicación superiores a los 20 KV, y casi
todas las carcasas de los equipos electrónicos se construyen en termoplásticos de
magníficas propiedades mecánicas, además de eléctricas y de gran duración y
resistencia al medio ambiente, como son, por ejemplo, las resinas ABS. Para evitar
cargas estáticas en aplicaciones que lo requieran, se ha utilizado el uso de
antiestáticos que permite en la superficie del polímero una conducción parcial de
cargas eléctricas. Evidentemente la principal desventaja de los materiales plásticos en
estas aplicaciones está en relación a la pérdida de características mecánicas y
geométricas con la temperatura. Sin embargo, ya se dispone de materiales que
resisten sin problemas temperaturas relativamente elevadas (superiores a los 200
°C).Los polímeros conductores fueron desarrollados en 1974 y sus aplicaciones aún
están siendo estudiadas.
Propiedades físicas de los polímeros.
Estudios de difracción de rayos X sobre muestras de polietileno comercial, muestran
que este material, constituido por moléculas que pueden contener desde 1.000 hasta
150.000 grupos CH2 – CH2 presentan regiones con un cierto ordenamiento
cristalino, y otras donde se evidencia un carácter amorfo: a éstas últimas se les
considera defectos del cristal. En este caso las fuerzas responsables del ordenamiento
cuasicristalino, son las llamadas fuerzas de van der Waals. En otros casos (nylon 66)
la responsabilidad del ordenamiento recae en los enlaces de H. La temperatura tiene
mucha importancia en relación al comportamiento de los polímeros. A temperaturas
más bajas los polímeros se vuelven más duros y con ciertas características vítreas
debido a la pérdida de movimiento relativo entre las cadenas que forman el material.
La temperatura en la cual funden las zonas cristalinas se llama temperatura de fusión
(Tf) Otra temperatura importante es la de descomposición y es conveniente que sea
bastante superior a Tf.
Las propiedades mecánicas
Son una consecuencia directa de su composición así como de la estructura molecular
tanto a nivel molecular como supermolecular. Actualmente las propiedades
mecánicas de interés son las de los materiales polímeros y éstas han de ser mejoradas
mediante la modificación de la composición o morfología por ejemplo, cambiar la
temperatura a la que los polímeros se ablandan y recuperan el estado de sólido
elástico o también el grado global del orden tridimensional. Normalmente el
incentivo de estudios sobre las propiedades mecánicas es generalmente debido a la
necesidad de correlacionar la respuesta de diferentes materiales bajo un rango de
condiciones con objeto de predecir el desempeño de estos polímeros en aplicaciones
prácticas. Durante mucho tiempo los ensayos han sido realizados para comprender el
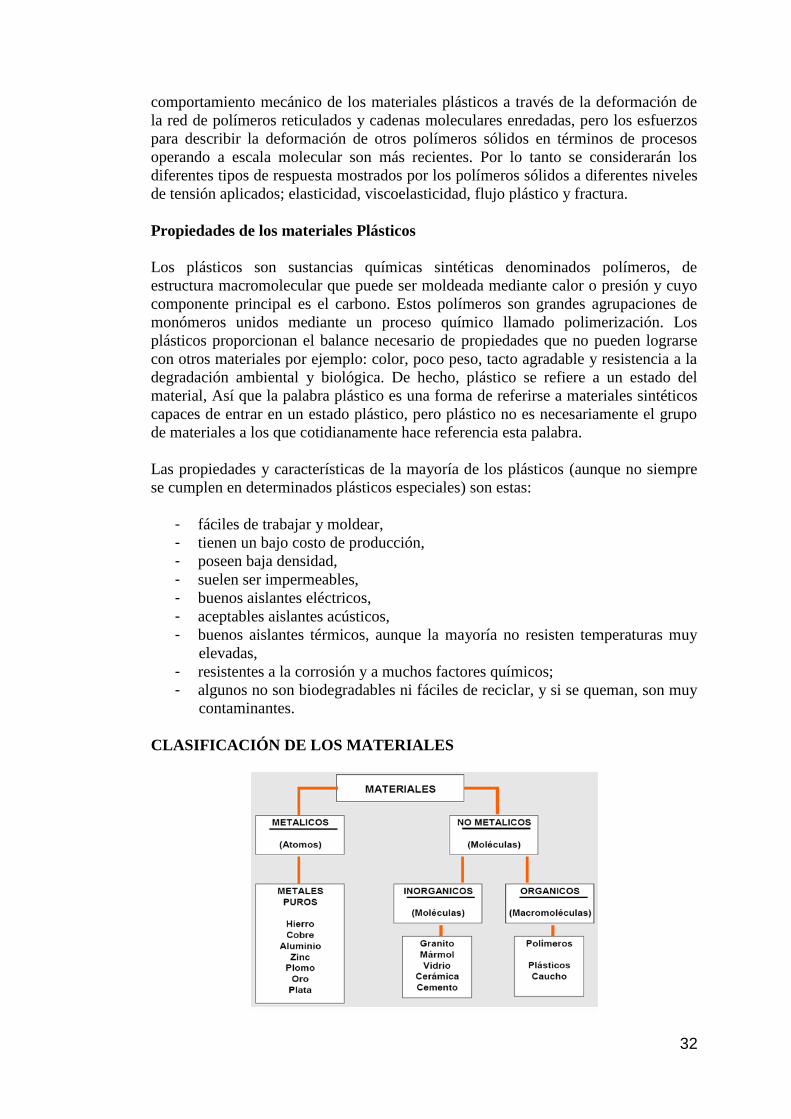
32
comportamiento mecánico de los materiales plásticos a través de la deformación de
la red de polímeros reticulados y cadenas moleculares enredadas, pero los esfuerzos
para describir la deformación de otros polímeros sólidos en términos de procesos
operando a escala molecular son más recientes. Por lo tanto se considerarán los
diferentes tipos de respuesta mostrados por los polímeros sólidos a diferentes niveles
de tensión aplicados; elasticidad, viscoelasticidad, flujo plástico y fractura.
Propiedades de los materiales Plásticos
Los plásticos son sustancias químicas sintéticas denominados polímeros, de
estructura macromolecular que puede ser moldeada mediante calor o presión y cuyo
componente principal es el carbono. Estos polímeros son grandes agrupaciones de
monómeros unidos mediante un proceso químico llamado polimerización. Los
plásticos proporcionan el balance necesario de propiedades que no pueden lograrse
con otros materiales por ejemplo: color, poco peso, tacto agradable y resistencia a la
degradación ambiental y biológica. De hecho, plástico se refiere a un estado del
material, Así que la palabra plástico es una forma de referirse a materiales sintéticos
capaces de entrar en un estado plástico, pero plástico no es necesariamente el grupo
de materiales a los que cotidianamente hace referencia esta palabra.
Las propiedades y características de la mayoría de los plásticos (aunque no siempre
se cumplen en determinados plásticos especiales) son estas:
- fáciles de trabajar y moldear,
- tienen un bajo costo de producción,
- poseen baja densidad,
- suelen ser impermeables,
- buenos aislantes eléctricos,
- aceptables aislantes acústicos,
- buenos aislantes térmicos, aunque la mayoría no resisten temperaturas muy
elevadas,
- resistentes a la corrosión y a muchos factores químicos;
- algunos no son biodegradables ni fáciles de reciclar, y si se queman, son muy
contaminantes.
CLASIFICACIÓN DE LOS MATERIALES
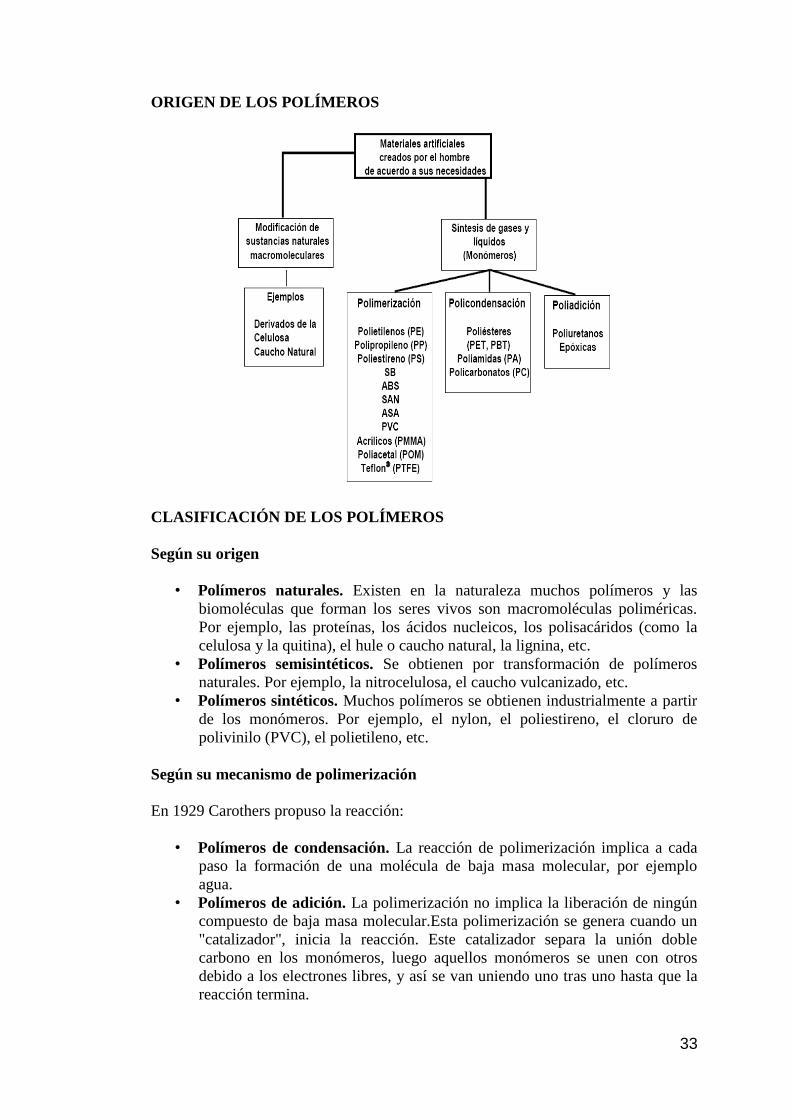
33
ORIGEN DE LOS POLÍMEROS
CLASIFICACIÓN DE LOS POLÍMEROS
Según su origen
• Polímeros naturales. Existen en la naturaleza muchos polímeros y las
biomoléculas que forman los seres vivos son macromoléculas poliméricas.
Por ejemplo, las proteínas, los ácidos nucleicos, los polisacáridos (como la
celulosa y la quitina), el hule o caucho natural, la lignina, etc.
• Polímeros semisintéticos. Se obtienen por transformación de polímeros
naturales. Por ejemplo, la nitrocelulosa, el caucho vulcanizado, etc.
• Polímeros sintéticos. Muchos polímeros se obtienen industrialmente a partir
de los monómeros. Por ejemplo, el nylon, el poliestireno, el cloruro de
polivinilo (PVC), el polietileno, etc.
Según su mecanismo de polimerización
En 1929 Carothers propuso la reacción:
• Polímeros de condensación. La reacción de polimerización implica a cada
paso la formación de una molécula de baja masa molecular, por ejemplo
agua.
• Polímeros de adición. La polimerización no implica la liberación de ningún
compuesto de baja masa molecular.Esta polimerización se genera cuando un
"catalizador", inicia la reacción. Este catalizador separa la unión doble
carbono en los monómeros, luego aquellos monómeros se unen con otros
debido a los electrones libres, y así se van uniendo uno tras uno hasta que la
reacción termina.
34
• Polímeros formados por etapas. La cadena de polímero va creciendo
gradualmente mientras haya monómeros disponibles, añadiendo un
monómero cada vez. Esta categoría incluye todos los polímeros de
condensación de Carothers y además algunos otros que no liberan moléculas
pequeñas pero sí se forman gradualmente, como por ejemplo los poliuretanos.
• Polímeros formados por reacción en cadena. Cada cadena individual de
polímero se forma a gran velocidad y luego queda inactiva, a pesar de estar
rodeada de monómero.
Según su composición química
• Polímeros orgánicos. Posee en la cadena principal átomos de carbono.
• Polímeros orgánicos vinílicos. La cadena principal de sus moléculas está
formada exclusivamente por átomos de carbono, dentro de ellos se pueden
distinguir:
o Poliolefinas, formados mediante la polimerización de olefinas.
Ejemplos: polietileno y polipropileno.
o Polímeros estirénicos, que incluyen al estireno entre sus monómeros.
Ejemplos: poliestireno y caucho estireno-butadieno.
o Polímeros vinílicos halogenados, que incluyen átomos de halógenos
(cloro, flúor...) en su composición. Ejemplos: PVC y PTFE.
o Polímeros acrílicos. Ejemplos: PMMA.
• Polímeros orgánicos no vinílicos. Además de carbono, tienen átomos de
oxígeno o nitrógeno en su cadena principal.
Algunas sub-categorías de importancia:
- Poliésteres
- Poliamidas
- Poliuretanos
• Polímeros inorgánicos. Entre otros:
- Basados en azufre. Ejemplo: polisulfuros.
- Basados en silicio. Ejemplo: silicona.
Según sus aplicaciones
Atendiendo a sus propiedades y usos finales, los polímeros pueden clasificarse en:
• Elastómeros. Son materiales con muy bajo módulo de elasticidad y alta
extensibilidad; es decir, se deforman mucho al someterlos a un esfuerzo pero
recuperan su forma inicial al eliminar el esfuerzo. En cada ciclo de extensión
y contracción los elastómeros absorben energía, una propiedad denominada
resiliencia.
• Plásticos. Son aquellos polímeros que, ante un esfuerzo suficientemente
intenso, se deforman irreversiblemente, no pudiendo volver a su forma
original. Hay que resaltar que el término plástico se aplica a veces
incorrectamente para referirse a la totalidad de los polímeros.
35
• Fibras. Presentan alto módulo de elasticidad y baja extensibilidad, lo que
permite confeccionar tejidos cuyas dimensiones permanecen estables.
• Recubrimientos. Son sustancias, normalmente líquidas, que se adhieren a la
superficie de otros materiales para otorgarles alguna propiedad, por ejemplo
resistencia a la abrasión.
• Adhesivos. Son sustancias que combinan una alta adhesión y una alta
cohesión, lo que les permite unir dos o más cuerpos por contacto superficial.
Según su comportamiento al elevar su temperatura
Para clasificar polímeros, una de las formas empíricas más sencillas consiste en
calentarlos por encima de cierta temperatura. Según si el material funde y fluye o por
el contrario no lo hace se diferencian dos tipos de polímeros:
• Termoplásticos, que fluyen (pasan al estado líquido) al calentarlos y se
vuelven a endurecer (vuelven al estado sólido) al enfriarlos. Su estructura
molecular presenta pocos (o ningún) entrecruzamientos. Ejemplos:
polietileno (PE), polipropileno (PP), cloruro de polivinilo PVC.
• Termoestables, que no fluyen, y lo único que conseguimos al calentarlos es
que se descompongan químicamente, en vez de fluir. Este comportamiento se
debe a una estructura con muchos entrecruzamientos, que impiden los
desplazamientos relativos de las moléculas.
• Elastómero, plásticos con un comportamiento elástico que pueden ser
deformados fácilmente sin que se rompan sus enlaces no modifique su
estructura.
NOMENCLATURA DE POLÍMEROS AMORFOS
NOMENCLATURA DE POLÍMEROS SEMICRISTALINOS
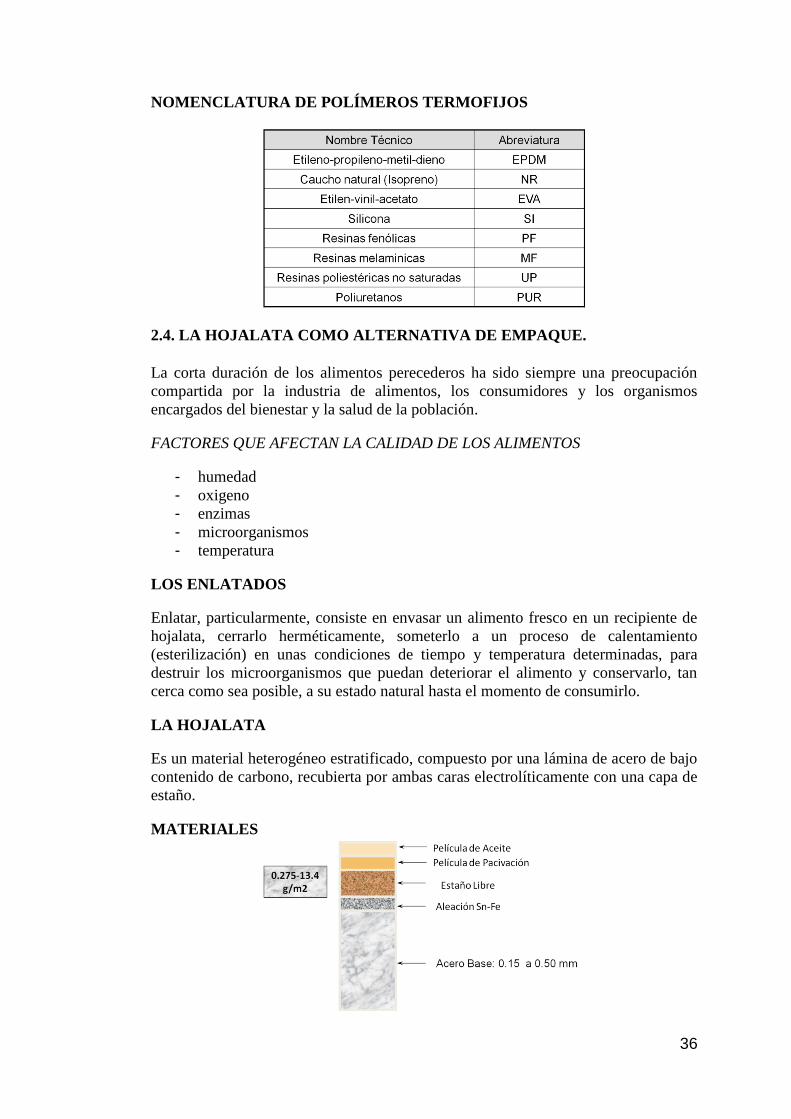
36
NOMENCLATURA DE POLÍMEROS TERMOFIJOS
2.4. LA HOJALATA COMO ALTERNATIVA DE EMPAQUE.
La corta duración de los alimentos perecederos ha sido siempre una preocupación
compartida por la industria de alimentos, los consumidores y los organismos
encargados del bienestar y la salud de la población.
FACTORES QUE AFECTAN LA CALIDAD DE LOS ALIMENTOS
- humedad
- oxigeno
- enzimas
- microorganismos
- temperatura
LOS ENLATADOS
Enlatar, particularmente, consiste en envasar un alimento fresco en un recipiente de
hojalata, cerrarlo herméticamente, someterlo a un proceso de calentamiento
(esterilización) en unas condiciones de tiempo y temperatura determinadas, para
destruir los microorganismos que puedan deteriorar el alimento y conservarlo, tan
cerca como sea posible, a su estado natural hasta el momento de consumirlo.
LA HOJALATA
Es un material heterogéneo estratificado, compuesto por una lámina de acero de bajo
contenido de carbono, recubierta por ambas caras electrolíticamente con una capa de
estaño.
MATERIALES
37
HIERRO
- Elemento esencial para el organismo humano
- Fuentes: Agua, aire, envases de hojalata (corrosión)
- Efectos: presencia en aguas, bebidas y alimentos no ocasiona problemas
toxicológicos
- Legislación(Nivel de Ingesta): 10 ppm
ESTAÑO
- Metal que se encuentra en la naturaleza
- Fuentes: Fungicidas y
- Bactericidas, envases de pvc y envases de hojalata
- Efectos: Absorción limitada, no plantea problemas toxicológicos, se elimina
fácilmente
- Legislación (Nivel de Ingesta): Max 250 ppm
SECTORES QUE USAN LA HOJALATA Y LA LAMINA CROMADA
Sector Alimentos y Bebidas
- Tapas Corona: cerveza y gaseosa
- Tapas para envases de vidrio: conservas
- Envases para productos lácteos: Leche en polvo, leche condensada, crema de
leche
- Envases para conservas de alimentos: frutas, verduras, cárnicos y pescados
- Envases para alimentos deshidratados y secos: maní, galletas, café.
POR QUE PRESERVAR LOS ALIMENTOS EN ENVASES METALICOS
Desde el momento en que cualquier producto perecedero es recolectado, sufre
pérdidas inevitables (frescura, calidad y valor nutritivo); todos estos cambios
continúan naturalmente durante el transporte y el almacenamiento prolongado en los
supermercados hasta ser sometidos a la preparación final en el hogar, el enlatado es
una alternativa para tener un alimento tan natural como los productos frescos, fuera
de épocas de cosecha, fácil de transportar y que permite el almacenamiento del
producto por largo tiempo, conservando las características propias del alimento.
CARACTERISTICAS DEL ENVASE METALICO
- Resistencia
- Versatilidad
- Hermeticidad
- Protección
- Irrompible
- Larga Vida
CARACTERISTICAS DEL ENVASE DE HOJALATA
Su característica principal e importante es no tóxica se apariencia es agradable,
también frece seguridad total respecto a la conservación y protección de los
productos, que garantiza un sellado hermético eliminando los riesgos de
contaminación y filtración.
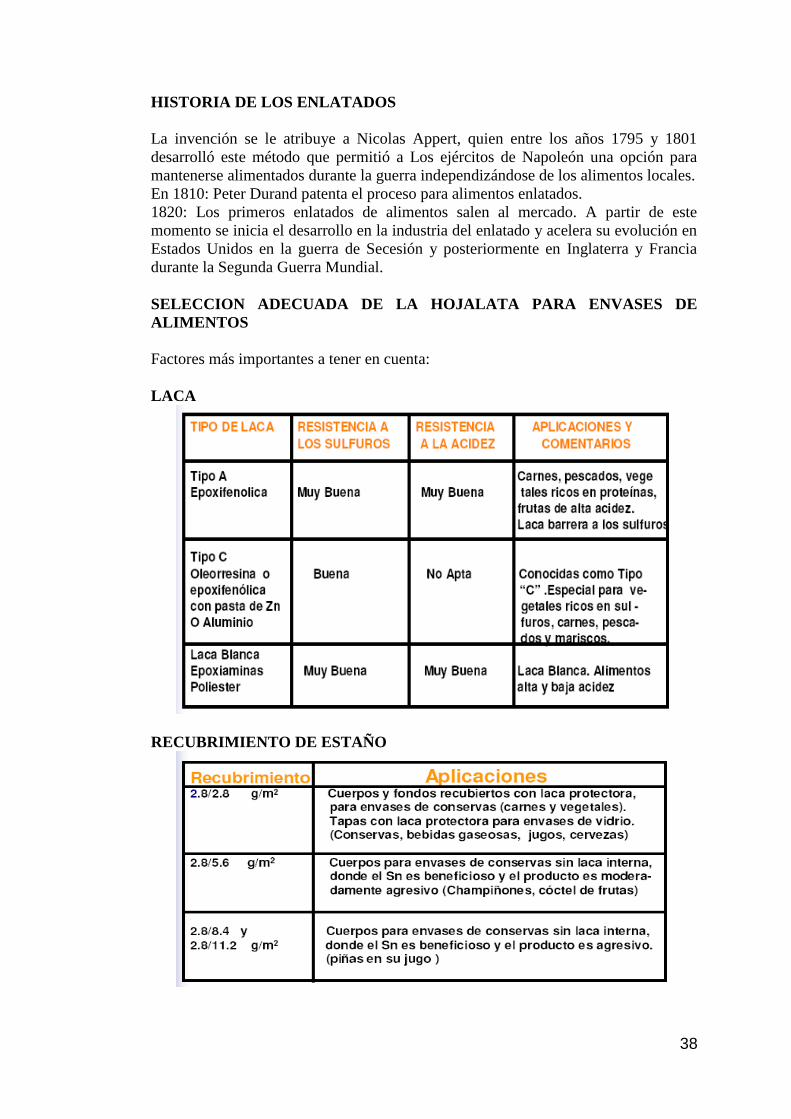
38
HISTORIA DE LOS ENLATADOS
La invención se le atribuye a Nicolas Appert, quien entre los años 1795 y 1801
desarrolló este método que permitió a Los ejércitos de Napoleón una opción para
mantenerse alimentados durante la guerra independizándose de los alimentos locales.
En 1810: Peter Durand patenta el proceso para alimentos enlatados.
1820: Los primeros enlatados de alimentos salen al mercado. A partir de este
momento se inicia el desarrollo en la industria del enlatado y acelera su evolución en
Estados Unidos en la guerra de Secesión y posteriormente en Inglaterra y Francia
durante la Segunda Guerra Mundial.
SELECCION ADECUADA DE LA HOJALATA PARA ENVASES DE
ALIMENTOS
Factores más importantes a tener en cuenta:
LACA
RECUBRIMIENTO DE ESTAÑO
39
2.5. VIDRIO.
ENVASES
El envase de vidrio siempre ha sido catalogado como uno de los empaques más
completos, producto inorgánico no cristalino formado por fusión a altas temperaturas
que se vuelve rígido por un progresivo aumento en su viscosidad.
Ventajas del vidrio como material de empaque
El envase de Vidrio, de origen natural, conserva por largo tiempo el sabor, el olor, y
la calidad, dejando ver lo que en él se envasa. Es impermeable y no le quita ni le
añade sabores ajenos al producto. Funcional, puede usarse después de consumido el
producto. Versátil, variedad de formas y colores, nos permite dar identidad de marca.
El vidrio, desde sus inicios en la historia del empaque
1500 A.C. Se desarrolla la industria de los envases de vidrio en Fenicia y Egipto
1700 Aparecen envases de vidrio para champaña ecapaces de resistir altas presiones
1890 La leche se envasa en vidrio, entra al mercado Coca Cola y Pepsi Cola, así
como el whisky Black and White
1928 Los alimentos para bebé comienzan a envasarse en vidrio
1990 Aumenta la preocupación mundial por la contaminación con los envases en los
desechos, el vidrio reconquista el mercado por ser un material 100% reciclable
2000 El vidrio continúa como actor importante en la industria del empaque mundial.
Propiedades
- Conserva el sabor y color de los alimentos y bebidas.
- Versátil: se puede moldear de muchas formas
- Transparente: permite ver los productos y les da máxima importancia
- 100% reciclable indefinidamente y se recicla.
- Fácil de abrir y cerrar
- Funcional: puede usarse después de consumido el producto
- Seguro: el contenido no puede ser adulterado malintencionadamente
- Sistema de cierre hermético, no se derrama el producto
- Ideal para productos de calidad
- Químicamente estable, migración de moléculas despreciable.
Características
- Estructura de líquido y características de sólido
- Ordena molecular irregular y aleatorio
- No tiene punto de congelamiento, la viscosidad aumenta hasta volverse sólido
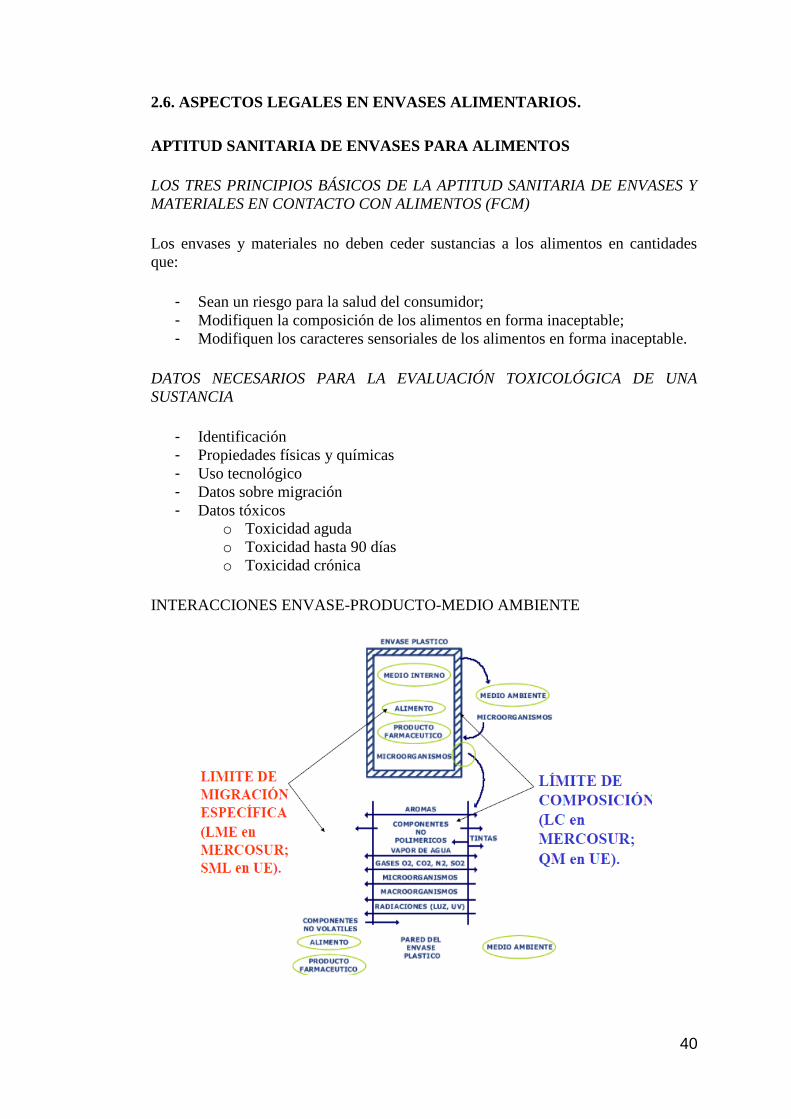
40
2.6. ASPECTOS LEGALES EN ENVASES ALIMENTARIOS.
APTITUD SANITARIA DE ENVASES PARA ALIMENTOS
LOS TRES PRINCIPIOS BÁSICOS DE LA APTITUD SANITARIA DE ENVASES Y
MATERIALES EN CONTACTO CON ALIMENTOS (FCM)
Los envases y materiales no deben ceder sustancias a los alimentos en cantidades
que:
- Sean un riesgo para la salud del consumidor;
- Modifiquen la composición de los alimentos en forma inaceptable;
- Modifiquen los caracteres sensoriales de los alimentos en forma inaceptable.
DATOS NECESARIOS PARA LA EVALUACIÓN TOXICOLÓGICA DE UNA
SUSTANCIA
- Identificación
- Propiedades físicas y químicas
- Uso tecnológico
- Datos sobre migración
- Datos tóxicos
o Toxicidad aguda
o Toxicidad hasta 90 días
o Toxicidad crónica
INTERACCIONES ENVASE-PRODUCTO-MEDIO AMBIENTE
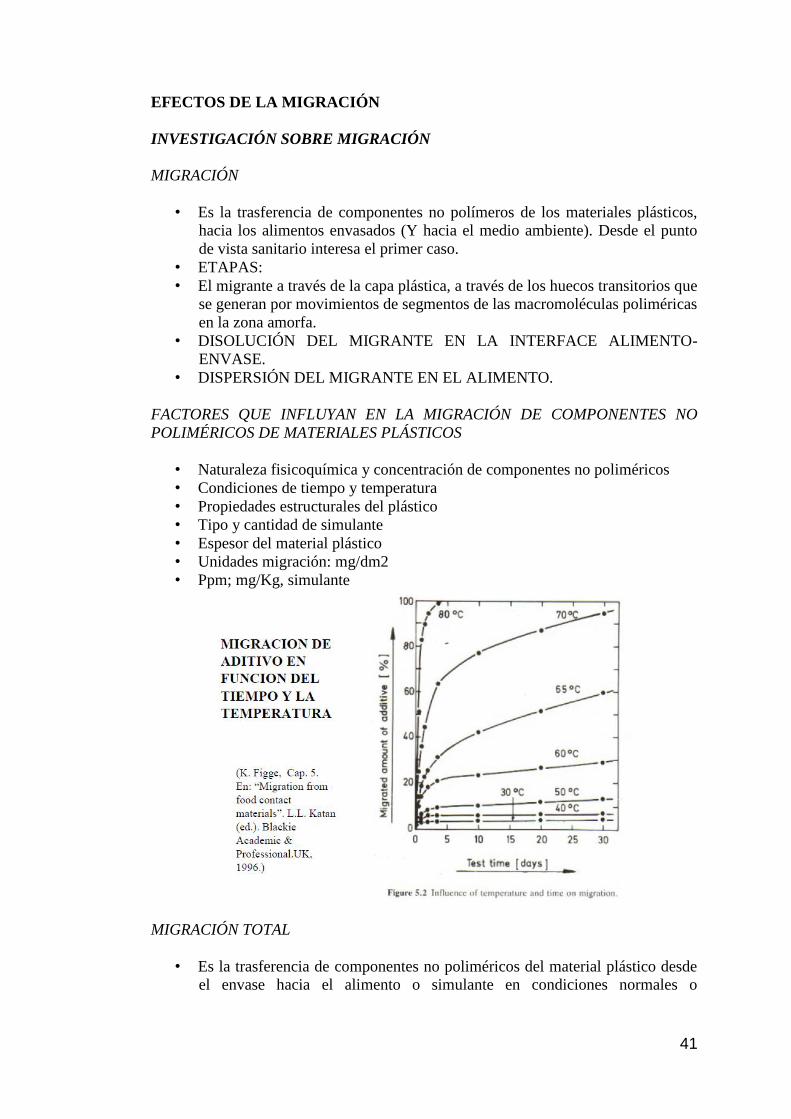
41
EFECTOS DE LA MIGRACIÓN
INVESTIGACIÓN SOBRE MIGRACIÓN
MIGRACIÓN
• Es la trasferencia de componentes no polímeros de los materiales plásticos,
hacia los alimentos envasados (Y hacia el medio ambiente). Desde el punto
de vista sanitario interesa el primer caso.
• ETAPAS:
• El migrante a través de la capa plástica, a través de los huecos transitorios que
se generan por movimientos de segmentos de las macromoléculas poliméricas
en la zona amorfa.
• DISOLUCIÓN DEL MIGRANTE EN LA INTERFACE ALIMENTO-
ENVASE.
• DISPERSIÓN DEL MIGRANTE EN EL ALIMENTO.
FACTORES QUE INFLUYAN EN LA MIGRACIÓN DE COMPONENTES NO
POLIMÉRICOS DE MATERIALES PLÁSTICOS
• Naturaleza fisicoquímica y concentración de componentes no poliméricos
• Condiciones de tiempo y temperatura
• Propiedades estructurales del plástico
• Tipo y cantidad de simulante
• Espesor del material plástico
• Unidades migración: mg/dm2
• Ppm; mg/Kg, simulante
MIGRACIÓN TOTAL
• Es la trasferencia de componentes no poliméricos del material plástico desde
el envase hacia el alimento o simulante en condiciones normales o

42
predecibles de elaboración, almacenamiento y uso del producto, o en
condiciones equivalentes de ensayo.
• Luego del contacto entre el material plástico y el simulante del alimento, en
las condiciones de tiempo-temperatura establecidas por la legislación de
procede así:
• En el caso de simulantes acuosos, n-heptano e issoctano: gravimetría.
• Resolución GMC 56/92 del MERCOSUR:
• Limites de migración total: 50 ppm y 8 mg/dm2
CONDICIONES DE TEMPERATURA Y TIEMPO DE LOS ENSAYOS DE
MIGRACION A SELECCIONAR DE ACUERDO CON EL USO REAL DEL ENVASE
O EQUIPAMIENTO PLASTICO
MIGRACION ESPECÍFICA
• Es la transferencia de un componente no polimérico de interés toxicológico
del material plástico desde el envase hacia el alimento o simulante en
condiciones normales o predecibles de elaboración, almacenamiento y usos
del producto, o en las condiciones equivalentes de ensayo.
• Luego del contacto entre los materiales plásticos y el simulante del alimento,
en las condiciones de tiempo-temperatura establecidas por la legislación, se
cuantifica la sustancia de interés en el simulante por diversas tecnicas
analiticas instrumentales (GC, HPLC,ESPECTROMETRIA DE
ABSORCION ATOMICA, ESPECTOFOTOMETRIA DE EMISION,ETC)
VERIFICACION DEL CUMPLIMIENTO DE LOS LÍMITES DE
MIGRACION ESPECÍFICA (LME)
• Las tecnicas mas usuales son: GC, HPLC,ESPECTROMETRIAUV, etc.
• Se pueden mencionar algunos ejemplos de limites de migración especifica:
• Ácido tereftálico en pet por HPLC, LME: 7.5 ppm
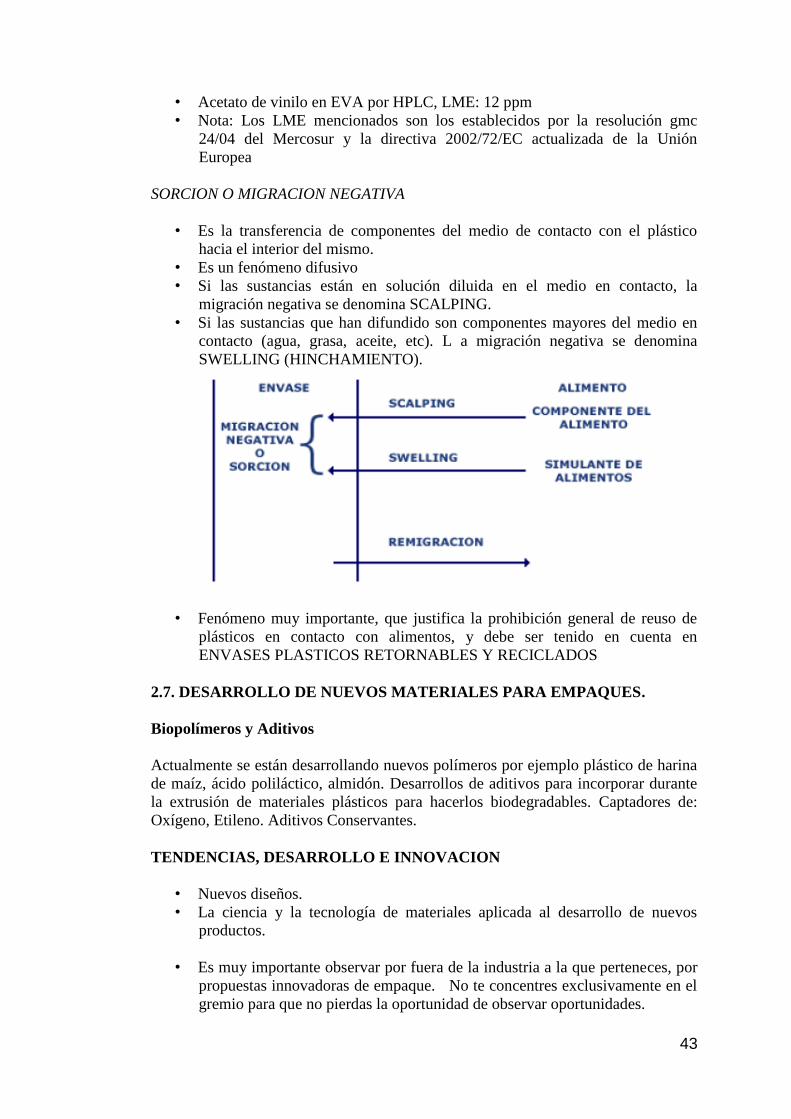
43
• Acetato de vinilo en EVA por HPLC, LME: 12 ppm
• Nota: Los LME mencionados son los establecidos por la resolución gmc
24/04 del Mercosur y la directiva 2002/72/EC actualizada de la Unión
Europea
SORCION O MIGRACION NEGATIVA
• Es la transferencia de componentes del medio de contacto con el plástico
hacia el interior del mismo.
• Es un fenómeno difusivo
• Si las sustancias están en solución diluida en el medio en contacto, la
migración negativa se denomina SCALPING.
• Si las sustancias que han difundido son componentes mayores del medio en
contacto (agua, grasa, aceite, etc). L a migración negativa se denomina
SWELLING (HINCHAMIENTO).
• Fenómeno muy importante, que justifica la prohibición general de reuso de
plásticos en contacto con alimentos, y debe ser tenido en cuenta en
ENVASES PLASTICOS RETORNABLES Y RECICLADOS
2.7. DESARROLLO DE NUEVOS MATERIALES PARA EMPAQUES.
Biopolímeros y Aditivos
Actualmente se están desarrollando nuevos polímeros por ejemplo plástico de harina
de maíz, ácido poliláctico, almidón. Desarrollos de aditivos para incorporar durante
la extrusión de materiales plásticos para hacerlos biodegradables. Captadores de:
Oxígeno, Etileno. Aditivos Conservantes.
TENDENCIAS, DESARROLLO E INNOVACION
• Nuevos diseños.
• La ciencia y la tecnología de materiales aplicada al desarrollo de nuevos
productos.
• Es muy importante observar por fuera de la industria a la que perteneces, por
propuestas innovadoras de empaque. No te concentres exclusivamente en el
gremio para que no pierdas la oportunidad de observar oportunidades.
44
Otros Desarrollos
• Empaques abre fácil.
• Empaques retortables.
• Empaques resellables.
• Etiquetas con marcadores de condiciones de proceso.
• Microships para seguimiento de las condiciones de almacenamiento.
EMPAQUES ACTIVOS
• Los empaques activos, interactúan con el ambiente interno en el que se
encuentra el producto para lograr especialmente en el tema de los alimentos
una mayor vida útil.
EMPAQUES RETORTABLES
• Crecimiento significativo a nivel mundial.
• Gran desplazamiento de empaques convencionales.
EMPAQUES BIODEGRADABLES
• Si los alimentos son naturales, porque sus empaques no?
• Diferencia entre biodegradabilidad y degradabilidad.
• Un mundo por descubrir.
EMPAQUES INTELIGENTES
Estucturas con antimicrobiales que protegen el producto empacado.
Cuando el paciente toma su medicina, envia un reporte al “centro de garantia del
tratamiento”.
Tendencias en la Industria del Empaque
• Plásticos con etiqueta ecológica:
o Bacillus Megaterium en 1926.
o Desarrollo de plásticos biodegradables a base de resinas sintéticas (y
naturales - biopolímeros de almidón, celulosa, proteínas y poli-
lácticos)
o Biodegradable porque se descomponen en Bióxido de carbono y agua.
• Biopack en Colombia utiliza tecnología aditiva Oxo-Biodegradable
• Ahora tiene gran uso en Europa en empaques para jabones y elementos de
higiene personal.
• En Alemania hay desarrollos a base de Lignina. (60M toneladas)
• Uso en moldeo de piezas para vehículos.
• Serán favorecidos por:
o Incremento de los precios del crudo
o Políticas de desarrollo sostenible
o Mayor conciencia ambiental del consumidor
o La problemática del manejo de los desechos
45
o Incremento mundial de producción y consumo
o El incremento de las comidas pre-listas
o Interpack-Düsseldorf abril “Parque de innovación de los Bioplasticos
para Empaques”
• Desarrollo de empaques activos:
o Regulan las condiciones fisicoquímicas del producto empacado.
o Extienden la vida útil conservando la calidad.
• Fundamental en productos de “conveniencia”.
o Se integran en aditivos en dispensadores especiales o en el material de
empaque.
o Actúan controlando la respiración de los vegetales (Fisiológicamente).
o Desecando el alimento (físicamente).
o Controlando la oxidación de los lípidos (químicamente).
o Evitando el ataque de insectos (Infestación).
o Controlando el crecimiento de bacterias nocivas y toxicas
(microbiológicamente)
• Desarrollo de empaques Inteligentes:
o Facilitan la trazabilidad y calidad del producto utilizando agentes
indicadores externos o internos.
o Están diseñados para medir y comunicar al usuario:
Cuales son o han sido las condiciones ambientales del
producto.
Registro del tiempo de exposición a temperaturas.
Dosis o porciones recomendadas
Periodos de consumo.
Seguridad del estado del producto y evita la falsificación.
Indicadores de fugas de gases
Dispositivos de RFID.
Textos y voces con instrucciones.
Empaques con pantallas móviles a color.
Tintas reveladoras
Indicadores de presencia de bacterias.
Registro de maltrato al empaque.
Avery desarrolla etiqueta que evidencia el control de la cadena
de frió.
• Empaques inteligentes a partir de cajas plegadizas y Blister para
farmacéuticos.
o Utilizan dispositivos microlectronicos y tintas conductivas.
• Etiquetas termoactivas.
• Esto evitaría:
o Pérdida del 1.5 al 2.0% de productos en USA 60.000 Mll/us
o 5.000 muertes en USA con un costo de 6.000 Mll/us.
o 15% de fraude en perfumes.
o 10% Auto partes
o 6 al 10% en productos farmacéuticos. 30% en el tercer mundo.
46
CAPITULO 3
TÉCNICAS Y ENVASADOS DE ALIMENTOS
3.1. EMPAQUES ACTIVOS E INTELIGENTES: MÁS ALLÁ DE LAS
FUNCIONES CLÁSICAS
TENDENCIA EN DESARROLLO DE ALIMENTOS
TENDENCIAS DE EMPAQUE
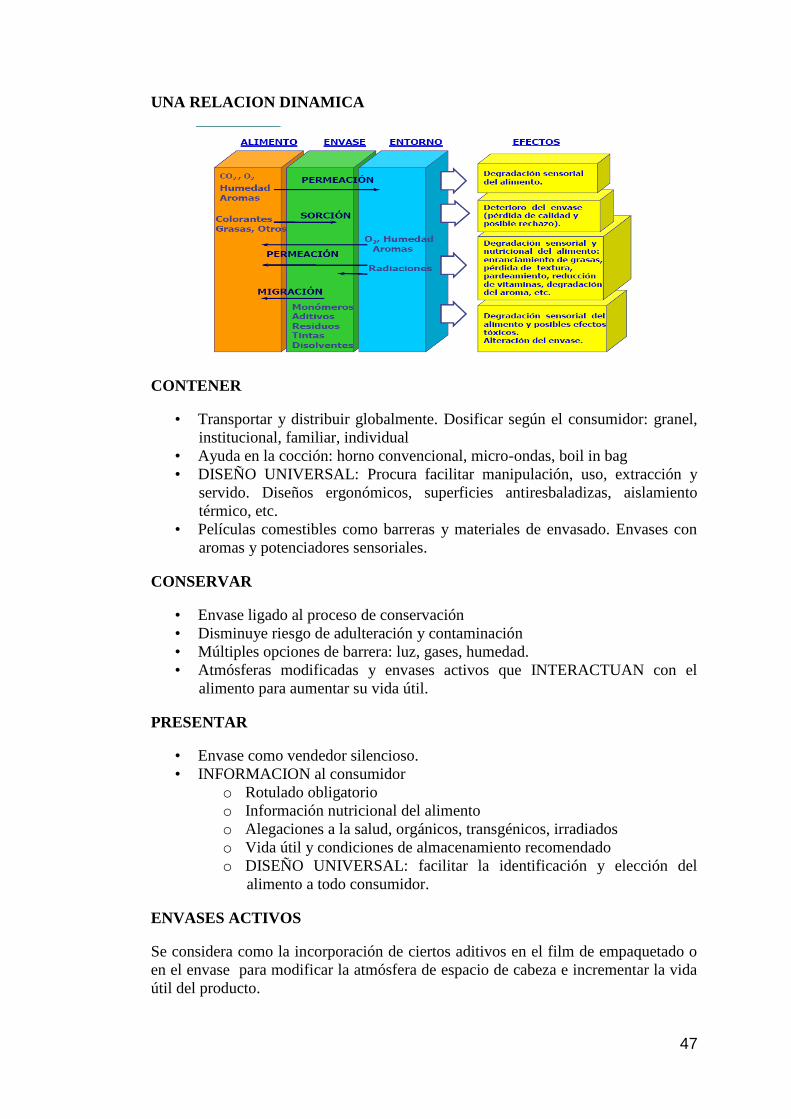
47
UNA RELACION DINAMICA
CONTENER
• Transportar y distribuir globalmente. Dosificar según el consumidor: granel,
institucional, familiar, individual
• Ayuda en la cocción: horno convencional, micro-ondas, boil in bag
• DISEÑO UNIVERSAL: Procura facilitar manipulación, uso, extracción y
servido. Diseños ergonómicos, superficies antiresbaladizas, aislamiento
térmico, etc.
• Películas comestibles como barreras y materiales de envasado. Envases con
aromas y potenciadores sensoriales.
CONSERVAR
• Envase ligado al proceso de conservación
• Disminuye riesgo de adulteración y contaminación
• Múltiples opciones de barrera: luz, gases, humedad.
• Atmósferas modificadas y envases activos que INTERACTUAN con el
alimento para aumentar su vida útil.
PRESENTAR
• Envase como vendedor silencioso.
• INFORMACION al consumidor
o Rotulado obligatorio
o Información nutricional del alimento
o Alegaciones a la salud, orgánicos, transgénicos, irradiados
o Vida útil y condiciones de almacenamiento recomendado
o DISEÑO UNIVERSAL: facilitar la identificación y elección del
alimento a todo consumidor.
ENVASES ACTIVOS
Se considera como la incorporación de ciertos aditivos en el film de empaquetado o
en el envase para modificar la atmósfera de espacio de cabeza e incrementar la vida
útil del producto.
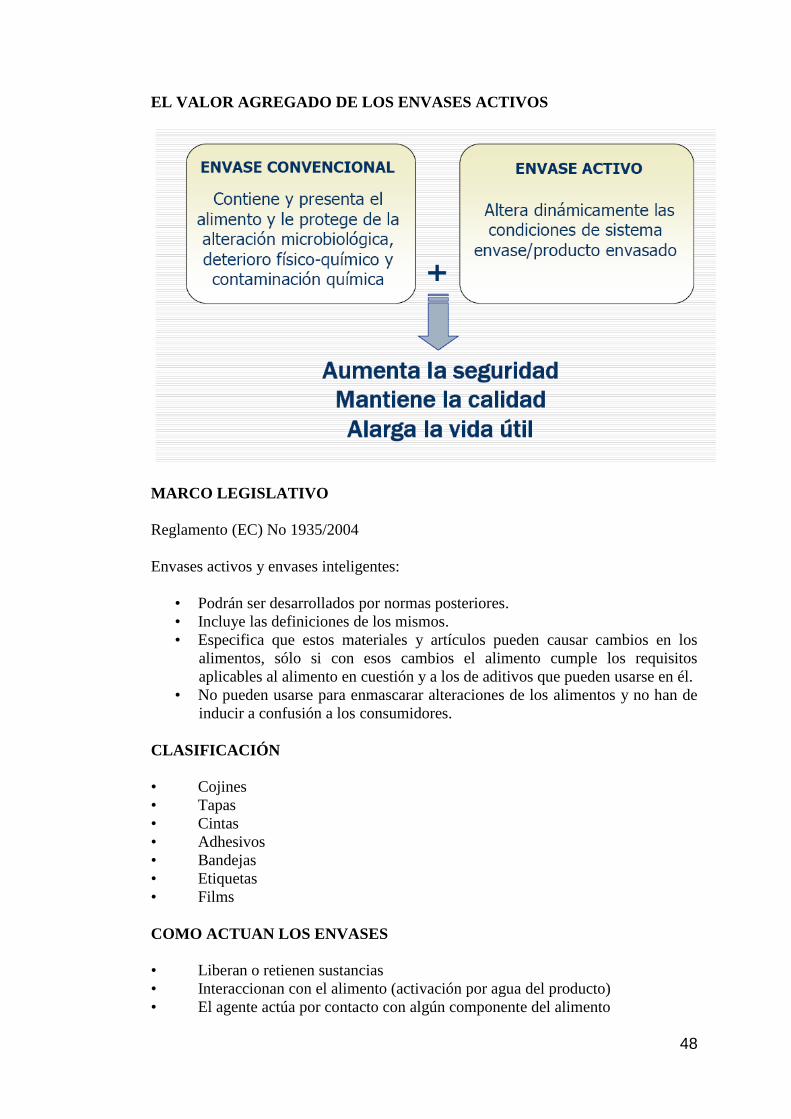
48
EL VALOR AGREGADO DE LOS ENVASES ACTIVOS
MARCO LEGISLATIVO
Reglamento (EC) No 1935/2004
Envases activos y envases inteligentes:
• Podrán ser desarrollados por normas posteriores.
• Incluye las definiciones de los mismos.
• Especifica que estos materiales y artículos pueden causar cambios en los
alimentos, sólo si con esos cambios el alimento cumple los requisitos
aplicables al alimento en cuestión y a los de aditivos que pueden usarse en él.
• No pueden usarse para enmascarar alteraciones de los alimentos y no han de
inducir a confusión a los consumidores.
CLASIFICACIÓN
• Cojines
• Tapas
• Cintas
• Adhesivos
• Bandejas
• Etiquetas
• Films
COMO ACTUAN LOS ENVASES
• Liberan o retienen sustancias
• Interaccionan con el alimento (activación por agua del producto)
• El agente actúa por contacto con algún componente del alimento
49
ABSORBEDORES DE OXIGENO
• Secuestro del oxígeno mediante una reacción redox.
• Reducen la entrada de oxígeno desde el exterior.
• Disminución del oxígeno residual en el espacio de cabeza del envase.
• Activación en el momento del envasado.
• Agentes activos: metales y óxidos metálicos (Fe, FeO, Mn, Zn), ácido
ascórbico, ácidos grasos insaturados, enzimas glucosa oxidasa, alcohol
oxidasa, levaduras inmovilizadas en soporte solido, compuestos
fotosensibles.
ABSORBEDORES DE HUMEDAD
• Eliminación de agua y líquidos exudados
• Materiales permeables con absorbentes (gel de sílice, arcillas, cloruro cálcico,
derivados de almidón, carbón activado, polimetacrilatos).
ABSORBEDORES DE ETILENO
• Efectos del etileno en productos vegetales.
• Acelera senescencia.
• Hormona de alta actividad fisiológica.
• Cambios de color.
• El efecto depende de la concentración.
• Actúan oxidando el etileno (KMnO4 en soporte absorbente).
• Absorbentes de alto desempeño como zeolitas, carbón activado con
catalizador.
TIPO DE ENVASES ANTIMICROBIANOS
• Envases que emiten compuestos volátiles antimicrobianos (secuestradores de
oxígeno, emisores de óxido de cloro, fungicidas, etanol, aceites esenciales)
• Envases que liberan sustancias en el alimento (bacteriocinas, nisina,
tiocianato de alilo, benzoatos y sorbatos)
• Envases que evitan el crecimiento de microorganismos por contacto (sales de
plata en zeolitas).
• Materiales antimicrobianos (quitosano, alginatos, poliamidas irradiadas).
Películas antimicrobianas comestibles
Pueden aplicarse para controlar y modificar las condiciones superficiales, reduciendo
algunas de las reacciones deteriorativas.
El mantenimiento de la estabilidad microbiana puede obtenerse usando
recubrimientos comestibles con acción antimicrobiana y combinarlos con
refrigeración y atmósfera controlada. Para las frutas se suelen utilizar ceras con
adición de ácido sórbico y sorbatos como antifúngicos.
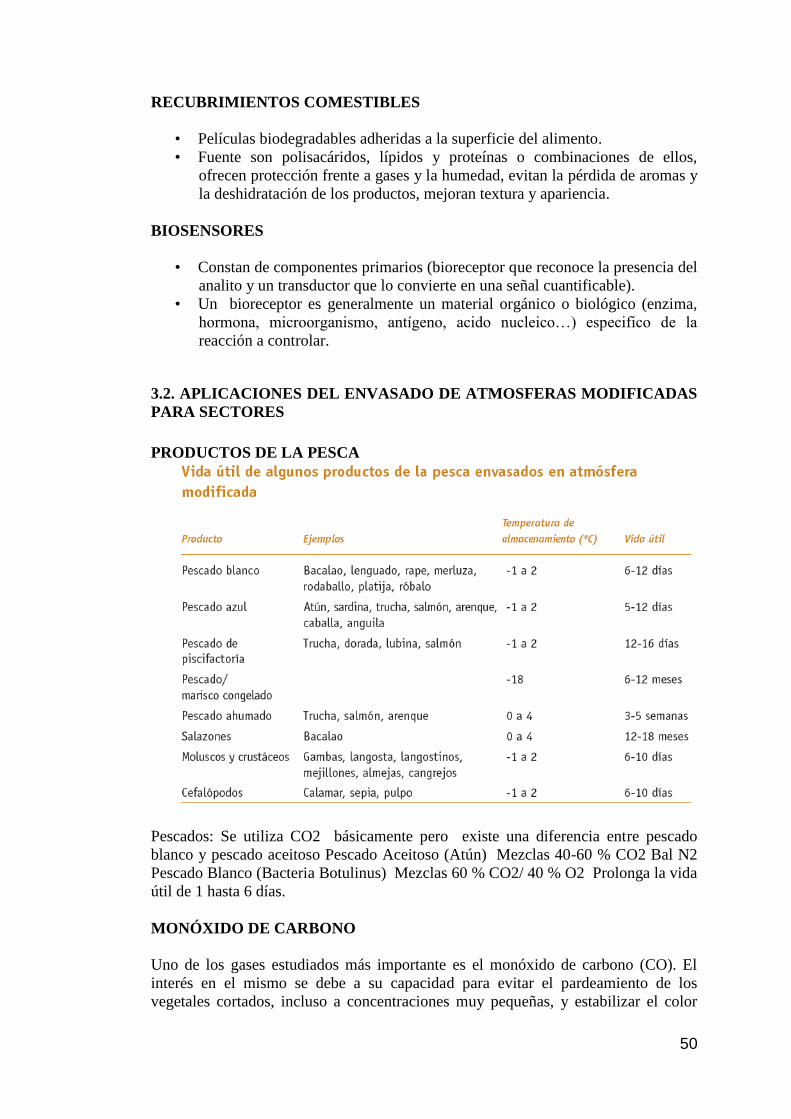
50
RECUBRIMIENTOS COMESTIBLES
• Películas biodegradables adheridas a la superficie del alimento.
• Fuente son polisacáridos, lípidos y proteínas o combinaciones de ellos,
ofrecen protección frente a gases y la humedad, evitan la pérdida de aromas y
la deshidratación de los productos, mejoran textura y apariencia.
BIOSENSORES
• Constan de componentes primarios (bioreceptor que reconoce la presencia del
analito y un transductor que lo convierte en una señal cuantificable).
• Un bioreceptor es generalmente un material orgánico o biológico (enzima,
hormona, microorganismo, antígeno, acido nucleico…) especifico de la
reacción a controlar.
3.2. APLICACIONES DEL ENVASADO DE ATMOSFERAS MODIFICADAS
PARA SECTORES
PRODUCTOS DE LA PESCA
Pescados: Se utiliza CO2 básicamente pero existe una diferencia entre pescado
blanco y pescado aceitoso Pescado Aceitoso (Atún) Mezclas 40-60 % CO2 Bal N2
Pescado Blanco (Bacteria Botulinus) Mezclas 60 % CO2/ 40 % O2 Prolonga la vida
útil de 1 hasta 6 días.
MONÓXIDO DE CARBONO
Uno de los gases estudiados más importante es el monóxido de carbono (CO). El
interés en el mismo se debe a su capacidad para evitar el pardeamiento de los
vegetales cortados, incluso a concentraciones muy pequeñas, y estabilizar el color
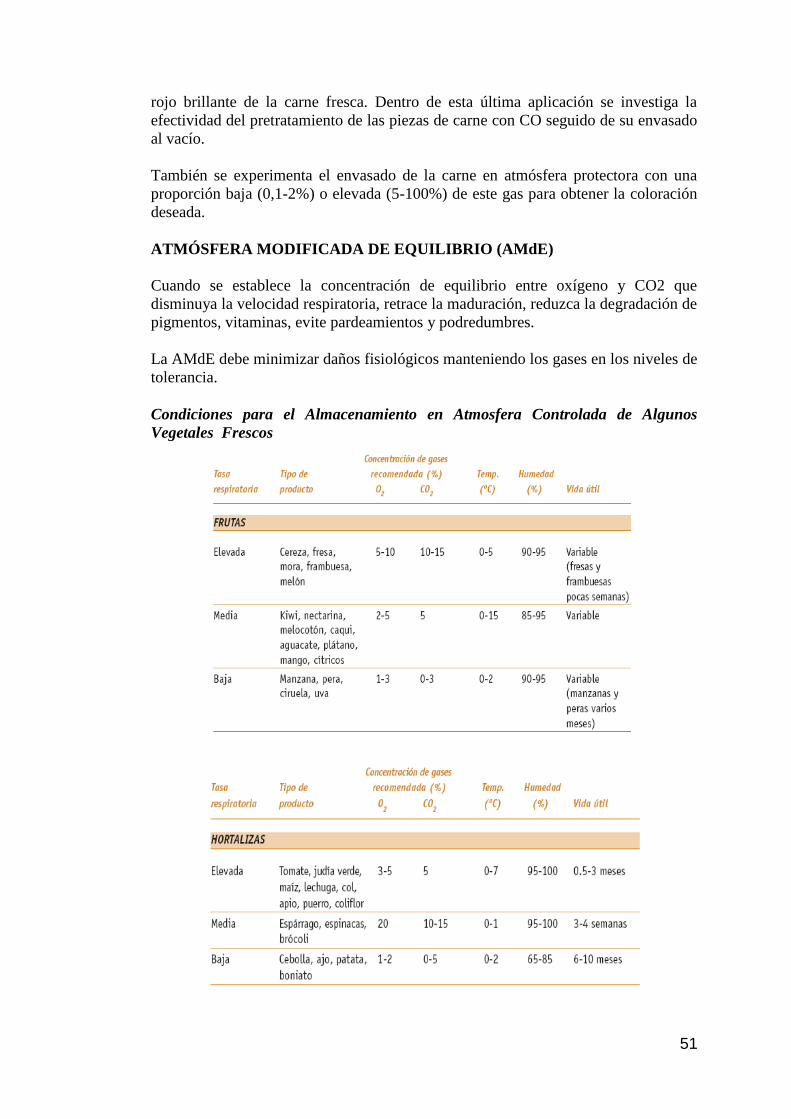
51
rojo brillante de la carne fresca. Dentro de esta última aplicación se investiga la
efectividad del pretratamiento de las piezas de carne con CO seguido de su envasado
al vacío.
También se experimenta el envasado de la carne en atmósfera protectora con una
proporción baja (0,1-2%) o elevada (5-100%) de este gas para obtener la coloración
deseada.
ATMÓSFERA MODIFICADA DE EQUILIBRIO (AMdE)
Cuando se establece la concentración de equilibrio entre oxígeno y CO2 que
disminuya la velocidad respiratoria, retrace la maduración, reduzca la degradación de
pigmentos, vitaminas, evite pardeamientos y podredumbres.
La AMdE debe minimizar daños fisiológicos manteniendo los gases en los niveles de
tolerancia.
Condiciones para el Almacenamiento en Atmosfera Controlada de Algunos
Vegetales Frescos
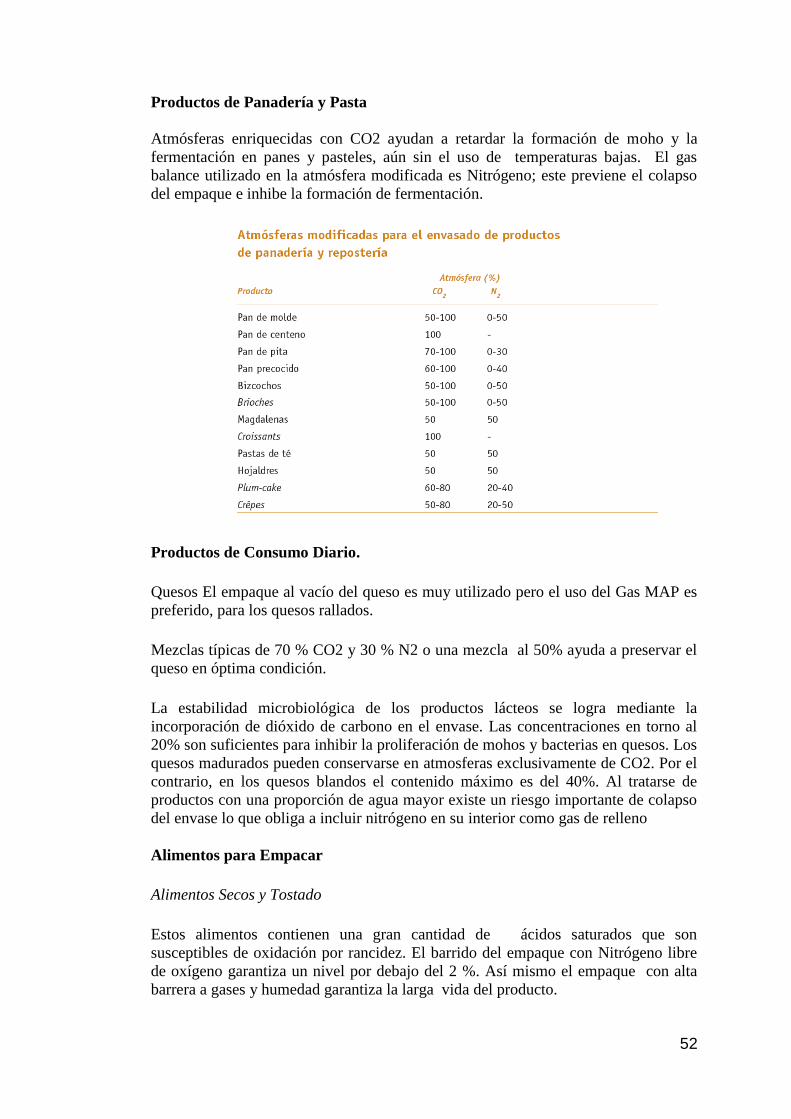
52
Productos de Panadería y Pasta
Atmósferas enriquecidas con CO2 ayudan a retardar la formación de moho y la
fermentación en panes y pasteles, aún sin el uso de temperaturas bajas. El gas
balance utilizado en la atmósfera modificada es Nitrógeno; este previene el colapso
del empaque e inhibe la formación de fermentación.
Productos de Consumo Diario.
Quesos El empaque al vacío del queso es muy utilizado pero el uso del Gas MAP es
preferido, para los quesos rallados.
Mezclas típicas de 70 % CO2 y 30 % N2 o una mezcla al 50% ayuda a preservar el
queso en óptima condición.
La estabilidad microbiológica de los productos lácteos se logra mediante la
incorporación de dióxido de carbono en el envase. Las concentraciones en torno al
20% son suficientes para inhibir la proliferación de mohos y bacterias en quesos. Los
quesos madurados pueden conservarse en atmosferas exclusivamente de CO2. Por el
contrario, en los quesos blandos el contenido máximo es del 40%. Al tratarse de
productos con una proporción de agua mayor existe un riesgo importante de colapso
del envase lo que obliga a incluir nitrógeno en su interior como gas de relleno
Alimentos para Empacar
Alimentos Secos y Tostado
Estos alimentos contienen una gran cantidad de ácidos saturados que son
susceptibles de oxidación por rancidez. El barrido del empaque con Nitrógeno libre
de oxígeno garantiza un nivel por debajo del 2 %. Así mismo el empaque con alta
barrera a gases y humedad garantiza la larga vida del producto.
53
Implicación Comercial
Beneficios
Mejor utilización del equipo y de la mano de obra, aplanando los picos de
producción al permitir larga vida de los productos.
- Economías de escala al comprar grandes cantidades de materia prima.
- Reducción de los costos de transporte al disminuir el número de entregas.
- Disminución de los chequeos por fecha de vencimiento en góndolas.
- Menores pérdidas de ventas por falta de stock.
- Empaques sellados que evitan goteos y malos olores.
- Gases de Producción Nacional.
3.3. OTROS SISTEMAS DE ENVASADO APLICADOS A LOS ALIMENTOS.
COMIDAS PREPARADAS
Una opción de envasado institucional de comidas preparadas son precisamente las
fundas de poliamida, productos empacados en caliente a temperatura superior a 72 °
C, se logra el diámetro recomendado y se clipa, se enfría rápidamente, se refrigera, se
pueden obtener una vida útil de 45 días.
PULPA PASTEURIZADA
La pulpa pasteurizada es un producto inocuo estabilizado a través de tratamientos
térmicos y llenado en caliente, adicionada o no de conservantes químicos y
mantenida a temperatura de refrigeración o a temperatura ambiente.
LAS MASAS DE PANADERIA
Las masas de panadería son completamente sensibles a la deshidratación y al efecto
negativo del oxígeno, por lo que al embutirlas resultan protegidas ante mencionados
factores de deterioro hasta su uso final o aplicación en punto de venta, se ha evaluado
la estabilidad de masa de galletas adicionadas de componentes como el maní, nueces,
chips de chocolate y ralladura de naranja embutidas en Alifan BOPA y en funda
Aliflex.
MASAS DE MAIZ
Masas de maíz involucraron embutido de bollo costeño, masa de arepa blanca
saborizada, masa de arepa con carne molida, masa de arepa con tocineta prefrita.
El seguimiento sensorial permitió obtener un producto característico en el asado
hasta por 40 días.
54
LAS AUTOCLAVES
• El método de calentamiento de alimentos en envases cerrados es mediante la
aplicación de vapor de agua saturado y sistemas de sobrepresión haciendo uso
de autoclaves.
• La aplicación de calor debe hacerse lentamente.
• Cuando T° alimento < autoclave hay alta presión externa hacia el envase.
• Cuando T° alimento > autoclave hay alta presión interna en el envase.
• Esterilizadores discontinuos verticales.
Alimentos sin Envasar
Se utiliza para alimentos líquidos y semilíquidos (leche, sopas, nata, purés) se aplican
procesos de UHT (ultra high temperature) calentamiento casi instantáneo (135 – 150
°C por 2 a 5 seg.)
1. Procesos indirectos (intercambiadores de calor).
2. Procesos directos (inyección de vapor).
Pasteurización
Pretende destruir microorganismos patógenos no esporulados y reducir
significativamente la microbiota banal para ofrecer un producto seguro con una vida
útil aceptable.
1. LHT (low temperature holding) es un sistema discontinuo de 100 a 500 L (T°
62 – 68° C por aprox 30 min).
2. HTST (high temperature, short time) se realiza en sistemas de flujo continuo
con intercambiadores de calor (T° 72 -85° C por aprox.15-20 seg).
Envasado en Frío para Bebidas
• Envasado Aséptico en Frío (ACF) para Bebidas
• El envasado aséptico en frío puede definirse como el envasado en condiciones
asépticas.
• Esto significa que el producto pasterizado es envasado en botellas
esterilizadas y tapado con tapones esterilizados.
• El envasado aséptico en frío se dirige en especial a las botellas no retornables
de PET, ya que éstas responden absolutamente a los requisitos de comodidad
del consumidor.
• El envasado aséptico en frío mientras se conozcan los principios higiénicos y
se preste la atención necesaria.
3.4. ESTIMACIÓN DE VIDA ÚTIL DE PRODUCTOS ENVASADOS.
VIDA ÚTIL
La vida útil de un alimento se puede definir como el tiempo que transcurre entre la
producción/envasado del producto y el punto en el cual se vuelve inaceptable bajo
determinadas condiciones ambientales (Ellis, 1994).
55
La finalización de la vida útil de alimentos puede deberse a que el consumo implique
un riesgo para la salud del consumidor, o porque las propiedades sensoriales se han
deteriorado hasta hacer que el alimento sea rechazado. En este último caso la
evaluación sensorial es el principal método de evaluación, ya que no existen métodos
instrumentales o químicos que reemplacen adecuadamente a nuestros sentidos
(Warner, 1995).
Hablar de vida útil significa definir condiciones de almacenamiento, transporte,
distribución, temperatura, etc. Definir la calidad, para cuantificar el mínimo de ella
que se está dispuesto a ofrecer. Concepto calidad moderno, satisfacción del
consumidor final (calidad sensorial, conveniencia, nutrición. Durabilidad, etc.)
CAMBIOS CRÍTICOS
Disminución durante la vida comercial (contenido de vitaminas, principio activo de
un aditivo, crocancia, suavidad, olor característico). Aumento de la concentración de
un componente (migrante, producto de reacción de deterioro, carga microbiana, olor
o sabor extraño, oscurecimiento).
ASPECTOS GENERALES DE ESTUDIOS DE VIDA ÚTIL
• Especificidad en formulación del experimento.
• Preferible diseños experimentales simples.
• Planeación.
• Pruebas aceleradas deben ser validadas.
• Simular además de almacenamiento, condiciones de transporte, cambios de
presión.
• Estudios de laboratorio no permiten predicciones exactas.
• Pruebas de campo requieren mayor logística.
• Generalmente se olvida mantener un estándar para comparar.
• Realizar en el tiempo, una serie de controles pre- establecidos, de acuerdo a
una frecuencia prefijada, hasta alcanzar el deterioro elegido como limitante a
los límites prefijados.
• Generalmente se programan controles simultáneos de calidad microbiológica,
fisicoquímica y sensorial.
PROPIEDADES ESPECIALES
ADICION
La extensión total de una reacción de degradación en un alimento producida por una
sucesión de exposiciones a varias temperaturas corresponde a la suma de las
degradaciones por separado
CONMUTATIVIDAD
La extensión total de una reacción de degradación en un alimento es independiente
del orden de la presentación de varias exposiciones de tiempo- temperatura
56
VIDA UTIL SENSORIAL
Que responde la evaluación sensorial
1. ¿Existe alguna diferencia sensorial entre las muestras?
2. ¿En qué se diferencian las muestras?
3. ¿Al consumidor le interesa esa diferencia?
GRÁFICO DE VIDA ÚTIL
PREDICCIÓN Y EVALUACION DE LA VIDA ÚTIL
• Modelos matemáticos y programas software para definir crecimiento
microbiológico y algunas reacciones de deterioro.
• Pruebas en tiempo real.
• Pruebas aceleradas.
PREDICCIÓN DE LA VIDA UTIL POR METODOS ACELERADOS
• Indispensable conocer bien el producto y sus reacciones de deterioro.
• Definición del mecanismo de la reacción principal de deterioro y valor K.
• Experimentación y buena correlación de los datos.
• Relación con la ecuación de Arrhenius para establecer graficas de vida útil.
• Correlación con paneles sensoriales.
• Definición standard de calidad.
• Definición de reacción de deterioro y métodos de medición.
• Establecimiento de condiciones de la prueba.
• Frecuencia de muestreo.
• Analisis de resultados.
3.5. ENFERMEDADES TRASMITIDAS POR LOS ALIMENTOS (ETAS)
Es casi siempre la explicación que damos cuando tenemos vómitos, diarrea o algún
otro tipo de síntoma gastrointestinal. Pocas personas saben que los alimentos que
consumen todos los días pueden causarle enfermedades conocidas como ETAs
(Enfermedades Transmitidas por Alimentos). Llamadas así porque el alimento actúa
Regression95% confid.
DIAS vs. ACEPTAB (Casewise MD deletion)
ACEPTAB = 6.9358 - .0273 * DIAS
Correlation: r = -.9552
DIAS
ACEPTAB
4.4
4.8
5.2
5.6
6
6.4
6.8
7.2
-10 10 30 50 70 90
57
como vehículo en la transmisión de organismos patógenos (que nos enferman,
dañinos) y sustancias tóxicas. Las ETAs están causadas por la ingestión de
alimentos y/o agua contaminados con agentes patógenos. Las alergias por
hipersensibilidad individual a ciertos alimentos no se consideran ETAs, por ejemplo
la que experimentan los celiacos con el gluten con él y las personas intolerantes a la
lactosa con la leche.
LAS ETAS SE DIVIDEN EN DOS GRANDES GRUPOS:
INFECCIONES ALIMENTARIAS
Son las ETAs producidas por la ingestión de alimentos o agua contaminados con
agentes infecciosos específicos tales como bacterias, virus, hongos, parásitos, que en
el intestino pueden multiplicarse y/o producir toxinas.
INTOXICACIONES ALIMENTARIAS
Son las ETAs producidas por la ingestión de toxinas producidas en los tejidos de
plantas o animales, o productos metabólicos de microorganismos en los alimentos, o
sustancias químicas que se incorporan a ellos de modo accidental o intencional en
cualquier momento desde su producción hasta su consumo.
Los síntomas se desarrollan durante 1-7 días e incluyen alguno de los siguientes:
DOLOR DE CABEZA DOLOR ABDOMINAL, NÁUSEAS, VÓMITOS
DIARREA.
Estos síntomas van a variar de acuerdo al tipo de agente responsable así como la
cantidad de alimento contaminado que fue consumido. Para las personas sanas, las
ETAs son enfermedades pasajeras, que sólo duran un par de días y sin ningún tipo de
complicación. Pero para las personas susceptibles como son los niños, los ancianos,
mujeres embarazadas y las personas enfermas pueden llegar a ser muy graves, dejar
secuelas o incluso provocar la muerte. Los agentes responsables de las ETAs son:
bacterias y sus toxinas, virus, parásitos, sustancias químicas, metales, tóxicos de
origen vegetal y sustancias químicas tóxicas que pueden provenir de herbicidas,
plaguicidas, fertilizantes. Dentro de todas las posibles causas mencionadas, las ETAs
de origen bacteriano son las más frecuentes de todas. Las bacterias más comunes o
que se presentan con mayor frecuencia son:
• Clostridium Perfringens
• Bacillus Cereus
• Escherichia Coli
• Staphilococo Aureus Clostridium Botulinum
• Shigella
• Listeria Monocytogenes
• Campylobacter Jejuni
Estos microorganismos se encuentran en una gran variedad de alimentos.
Especialmente en aquellos conocidos como Alimentos de alto Riesgo
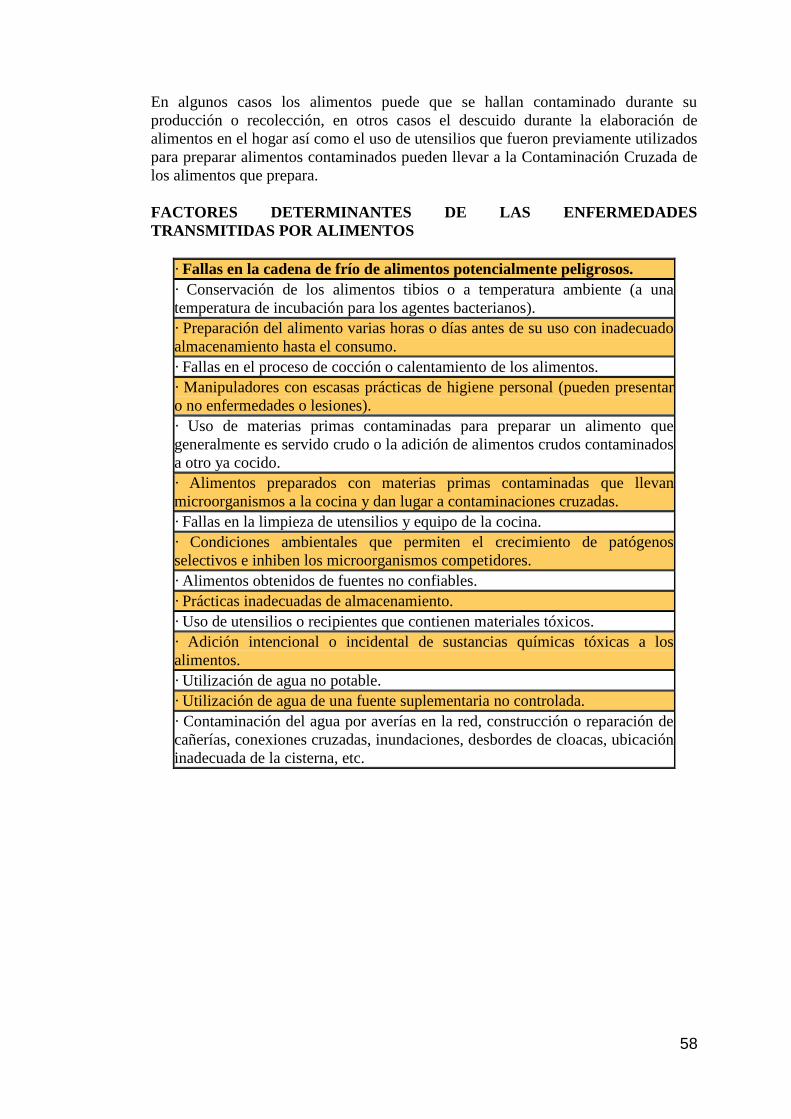
58
En algunos casos los alimentos puede que se hallan contaminado durante su
producción o recolección, en otros casos el descuido durante la elaboración de
alimentos en el hogar así como el uso de utensilios que fueron previamente utilizados
para preparar alimentos contaminados pueden llevar a la Contaminación Cruzada de
los alimentos que prepara.
FACTORES DETERMINANTES DE LAS ENFERMEDADES
TRANSMITIDAS POR ALIMENTOS
· Fallas en la cadena de frío de alimentos potencialmente peligrosos.
· Conservación de los alimentos tibios o a temperatura ambiente (a una
temperatura de incubación para los agentes bacterianos).
· Preparación del alimento varias horas o días antes de su uso con inadecuado
almacenamiento hasta el consumo.
· Fallas en el proceso de cocción o calentamiento de los alimentos.
· Manipuladores con escasas prácticas de higiene personal (pueden presentar
o no enfermedades o lesiones).
· Uso de materias primas contaminadas para preparar un alimento que
generalmente es servido crudo o la adición de alimentos crudos contaminados
a otro ya cocido.
· Alimentos preparados con materias primas contaminadas que llevan
microorganismos a la cocina y dan lugar a contaminaciones cruzadas.
· Fallas en la limpieza de utensilios y equipo de la cocina.
· Condiciones ambientales que permiten el crecimiento de patógenos
selectivos e inhiben los microorganismos competidores.
· Alimentos obtenidos de fuentes no confiables.
· Prácticas inadecuadas de almacenamiento.
· Uso de utensilios o recipientes que contienen materiales tóxicos.
· Adición intencional o incidental de sustancias químicas tóxicas a los
alimentos.
· Utilización de agua no potable.
· Utilización de agua de una fuente suplementaria no controlada.
· Contaminación del agua por averías en la red, construcción o reparación de
cañerías, conexiones cruzadas, inundaciones, desbordes de cloacas, ubicación
inadecuada de la cisterna, etc.
59
CAPÍTULO 4
ACTITUD SANITARIA Y MEDIO AMBIENTE
4.1. SOSTENIBILIDAD EN EMPAQUES.
En la actualidad, uno de los retos en competitividad que enfrentan las empresas
alimentarias para participar en mercados internacionales, es generar productos
diferenciados, innovadores y encaminados hacia una producción consciente de la
problemática ambiental.
Estos productos o procesos deberán ofrecer valor a los consumidores en aspectos de:
calidad nutricional, facilidad de preparación, empaque en materiales amigables con
el medio ambiente, y que mantenga las características organolépticas y la inocuidad
del alimento; el cumplimiento de las normas de seguridad alimentaria que exigen los
mercados además de un precio razonable y competitivo.
Sostenibilidad
Es el desarrollo que satisface las necesidades de las generaciones presentes, sin
comprometer las posibilidades de las generaciones futuras para atender sus propias
necesidades” (Declaración de Río, 1992).
Nuestro mayor desafío en este siglo es tomar una idea o concepto que parece
abstracto “desarrollo sostenible” y convertirlo en una realidad diaria, para la
población mundial”. (Secretaria General ONU, 1997).
60
Objetivos de la Sostenibilidad
1. Reducir el impacto ambiental de todas las actividades comerciales.
2. Trabajar con proveedores para generar materias primas y subproductos más
fácilmente degradables.
3. Trabajar con las comunidades, autoridades y organizaciones para el
fortalecimiento de los diferentes esquemas empresariales relacionados con
el tratamiento adecuado de materiales de desecho, conservación biológica,
compostaje y reciclaje.
4. Incentivar el conocimiento y la investigación de instituciones que incentiven
la conservación y el uso sostenible de la biodiversidad.
5. Aumentar el número y las compras a los agricultores locales
6. Desarrollar nuevos mercados para la sostenibilidad.
7. Hacer que la sostenibilidad sea accesible y alcanzable: Para clientes,
instituciones de carácter privado y público, etc.
Marco Mundial
• Nuevas exigencias en los empaques para exportación de los PED en la UE.
• Mayores costos, oportunidad para desarrollar productos, mayor
aprovechamiento del reciclaje, reducción del consumo de productos
provenientes del petróleo (plásticos y/o re-uso) y reducir la tasa de tala de
bosques.
• Consumidores pagan un mayor precio por estos. Mayor conciencia.
Responsabilidad.
• Eco-eficiencia: ANTES costo, ahora inversión que reduce costos.
• Energías limpias: tendencia creciente en los mercados internacionales. (solar,
eólica, hidroeléctrica, hidrógeno, biodiesel, etc.). Desastres por Cambio
Climático.
• Compromisos PD firmantes del Protocolo de Kyoto: reducir las emisiones de
CO2.
• Relación directa entre SALUD y CONTAMINACION del aire. Costos
asociados.
• Minería Sostenible: consumidores dispuestos a pagar un sobre precio.
Mercurio.
Empaque Sostenible
Material de soporte beneficioso, seguro y saludable para los individuos en todo su
ciclo de vida, el cual cumple con criterios de mercado en rendimiento y costo,
fabricado con tecnologías que permite su degradación y posterior reciclaje. Cumple
una función social y medioambiental en un contexto totalmente sostenible y
renovable y se diferencian entre los diferentes niveles de preocupación (James et al.
2005). La tendencia actual, se basa en el uso de materiales ecológicos como el papel,
por ser biodegradable; y el vidrio, por ser reciclable y reutilizable.
Propósitos del Empaque Sostenible
1. Materiales Seguros, Benéficos y Saludables para Individuos y Comunidades,
en todo su ciclo de vida.
2. Envases que puedan ser Compostables, en reemplazo de materiales de
empaque que antes generaban impactos. Deben generar un valor.
61
3. Que sea Creado, Producido, Transportado y Reciclado utilizando fuentes de
energía renovables, especialmente la hídrica y la eólica, y ya lo colocan
en los empaques como si fuera una parte de la marca.
4. Maximizar el uso de Fuentes de Materiales Renovables y su Reciclaje:
Empaques de café fabricados con PLA, empaques de cosméticos con
materiales reciclados pos consumo, donde el 100% viene del material
reciclado.
5. Que la Manufactura de envases use Tecnologías Limpias y las Mejores
Prácticas de Producción.
6. Elaborar productos con materiales confiables para todos los escenarios
probables, y que su disposición final sea sencilla. Llevado a que se hagan
rediseños importantes especialmente en los de tecnología pequeña.
IMPACTOS AMBIENTALES QUE IMPULSAN EL DESARROLLO DE
ENVASES SOSTENIBLES.
Cambio climático. Deshielo de glaciares. Tierras áridas, quema de bosques, y se
presentan cambios que afectan radicalmente el comportamiento del planeta. Las
basuras, con una connotación que no deja de estar ahí, siempre se ven.
Carbón neutral. Nuestra huella de carbono se incrementa con la extinción de
animales, incendios, calentamiento, deforestación, expansión urbana descontrolada,
vertederos, erosiones y polución.
Alternativas propuestas
Sistema Scorecard de Wal-Mart. Interacción de variables que permiten balancear el
proceso de diseño, manufactura y de la cadena logística de presentaciones que
logren ser más eficientes. (Gran Bretaña)
Plan A. Propuesta por la empresa Marks & Spencer (Gran Bretaña), presentaron una
propuesta realmente interesante:
5 puntos importantes a cumplir para el año 2012:
Convertirse en carbón neutral, es decir compensar todos sus impactos.
No van a mandar basura a los rellenos sanitarios.
Quieren aumentar sus fuentes de energía sostenibles.
Quieren establecer nuevos estándares para un comercio ético (esto no lo
incluye Wal-Mart).
Quieren ayudar a clientes y empleados a adoptar un estilo de vida más
saludable.
Aproximaciones en sostenibilidad de empaques
Sustainable Packaging Coalition. La sostenibilidad se considera una estrategia del
negocio, donde la rentabilidad es fundamental. Esto genera la estimulación de la
innovación, transformación y optimización de todas las consideraciones de diseño, y
se reconoce que se requiere de un esfuerzo en tiempo y sistemas de desarrollo.
62
Básicamente esta integración implica:
Una responsabilidad en las fuentes de materia prima.
Diseños que deben ser efectivos y seguros en todo su ciclo productivo.
Se deben cumplir los objetivos del mercado y de los costos.
Deben ser fabricados 100% con energía renovable.
Su pos consumo debe permitir un eficiente reciclaje, convirtiéndolo en
material con valor de recuperación.
Significancia para la industria de empaques
Reducción el uso de materiales de empaque en 25%.
Uso materiales de empaque provenientes de fuentes renovables de materia
prima o de reciclaje, tales como cartón, metal, vidrio y plástico.
Restricción del uso de materiales de empaque que no sean fáciles de reciclar
o de compostar.
Imprimir símbolos sencillos para que los consumidores entiendan que los
materiales son para reciclar o compostar.
Reducción en 33% las bolsas del mercado, y fabricarlas 100% de material
reciclado.
Eliminar los residuos de comida. Que se vayan al relleno sanitario, y utilizar
y generar con ellos energía verde por medio de una digestión anaeróbica.
Reciclar toda la basura del almacén remodelando y desarrollando programas
para evitar mandarla a los rellenos sanitarios.
Asegurar que en los siguientes 5 años la ropa de Marks & Spencer que hoy se
dispone en los rellenos sanitarios se reuse, composte o recicle.
Alternativas propuestas
Zip-Pack se presentó en Interpack 2008. Ellos se apoyaron en un estudio de una
compañía americana llamada Franklin Ash Associates. Hicieron una comparación de
envases rígidos versus envases resellables con un zipper. Básicamente midieron tres
elementos:
En energía: La extracción de materias primas, su fabricación, transporte a clientes,
distribución, disposición final y posibilidad de utilizar nuevamente el material.
La generación de residuos, el peso, el volumen y la reutilización.
Y la generación de gases de efecto invernadero, el uso y el manejo de la energía
renovable.
Lo que compararon fue una bandeja de carnes frías, un recipiente reutilizable para las
mismas, y una bolsa con zipper. Compararon sus consumos energéticos, generación
de gases de efecto invernadero y los residuos generados, encontrando que los envases
rígidos consumen 2.5 más veces energía, generan 3 veces más gases de efecto
invernadero, y existe una generación de residuos 3.5 veces más alta.
63
4.2. ALTERNATIVAS EN MATERIALES AMIGABLES CON EL
AMBIENTE.
El uso de materiales biodegradables o fácilmente reciclables para la fabricación de
empaques es una directriz que cada vez más importante entre diseñadores y
fabricantes de empaques.
Con el creciente interés por la protección del medio ambiente, la búsqueda de ahorro
energético y la alarmante cifra de desechos en las ciudades los industriales del sector
del plástico y empaques, se han buscado recursos alternativos a la producción de
materias primas plásticas derivadas del petróleo.
ANTECEDENTES
Actividades de reciclaje (acción de volver a introducir en el ciclo de producción y
consumo productos materiales obtenidos de residuos, también se refiere a reutilizar
partes de artículos que en su conjunto han llegado al término de su vida útil, pero que
admiten un uso adicional para alguno de sus componentes) y de Compostaje.
CLASIFICACIÓN DE LOS PLÁSTICOS
Según el monómero base
• En esta clasificación se considera el origen del monómero del cual parte la
producción del polímero.
• Naturales: Son los polímeros cuyos monómeros son derivados de productos
de origen natural con ciertas características como, por ejemplo, la celulosa, la
caseína y el caucho. Dentro de dos de estos ejemplos existen otros plásticos
de los cuales provienen:
o Los derivados de la celulosa son: el celuloide, el celofán y el cellón.
o Los derivados del caucho son: la goma y la ebonita.
• Sintéticos: Son aquellos que tienen origen en productos elaborados por el
hombre, principalmente derivados del petróleo como lo son las bolsas de
polietileno.
PLÁSTICOS CONVENCIONALES
Utilizan como materia prima recursos no Renovables
Se acumulan en el ambiente
Pueden generar sustancias toxicas
PLÁSTICOS BIODEGRADABLES
Su producción es sostenible a partir de productos de la agroindustria
Se degradan fácilmente por la acción de microorganismos
Su biodegradación produce CO2 y H2 O.
BIODEGRADACIÓN
Proceso bajo ciertas condiciones de humedad, temperatura, nutrientes, en el cual los
microorganismos son capaces de romper las estructuras de los materiales y utilizarlas
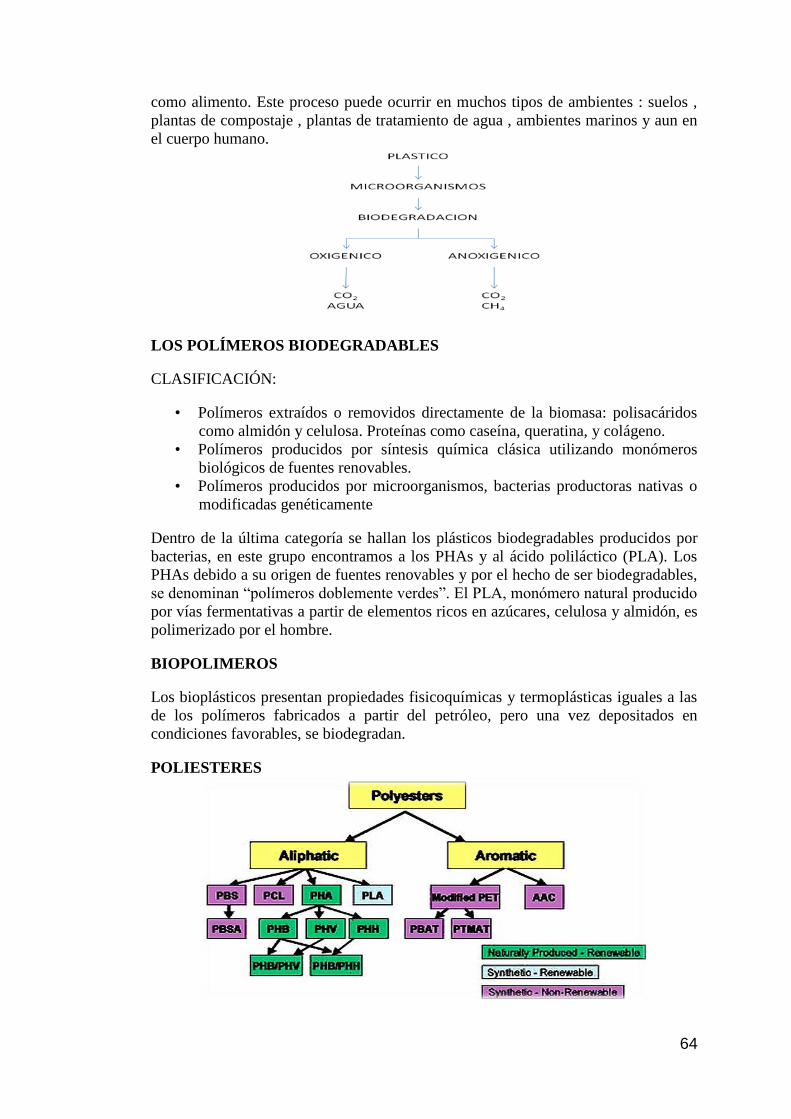
64
como alimento. Este proceso puede ocurrir en muchos tipos de ambientes : suelos ,
plantas de compostaje , plantas de tratamiento de agua , ambientes marinos y aun en
el cuerpo humano.
LOS POLÍMEROS BIODEGRADABLES
CLASIFICACIÓN:
• Polímeros extraídos o removidos directamente de la biomasa: polisacáridos
como almidón y celulosa. Proteínas como caseína, queratina, y colágeno.
• Polímeros producidos por síntesis química clásica utilizando monómeros
biológicos de fuentes renovables.
• Polímeros producidos por microorganismos, bacterias productoras nativas o
modificadas genéticamente
Dentro de la última categoría se hallan los plásticos biodegradables producidos por
bacterias, en este grupo encontramos a los PHAs y al ácido poliláctico (PLA). Los
PHAs debido a su origen de fuentes renovables y por el hecho de ser biodegradables,
se denominan “polímeros doblemente verdes”. El PLA, monómero natural producido
por vías fermentativas a partir de elementos ricos en azúcares, celulosa y almidón, es
polimerizado por el hombre.
BIOPOLIMEROS
Los bioplásticos presentan propiedades fisicoquímicas y termoplásticas iguales a las
de los polímeros fabricados a partir del petróleo, pero una vez depositados en
condiciones favorables, se biodegradan.
POLIESTERES
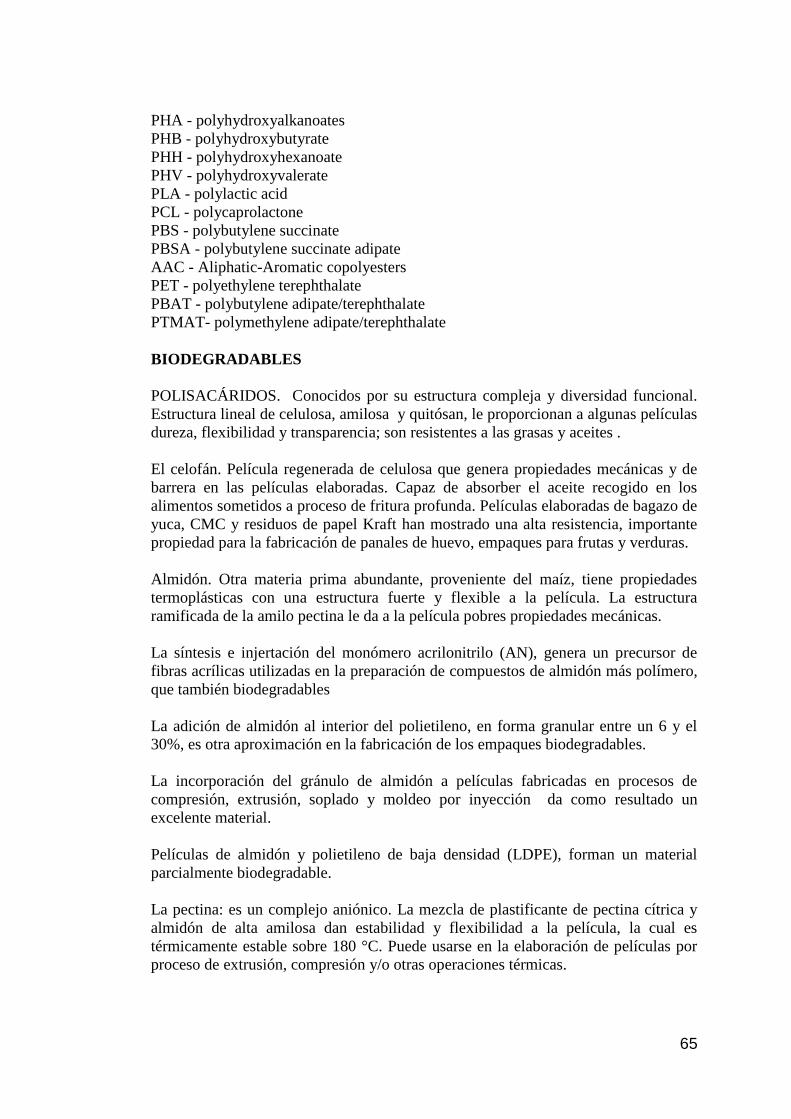
65
PHA - polyhydroxyalkanoates
PHB - polyhydroxybutyrate
PHH - polyhydroxyhexanoate
PHV - polyhydroxyvalerate
PLA - polylactic acid
PCL - polycaprolactone
PBS - polybutylene succinate
PBSA - polybutylene succinate adipate
AAC - Aliphatic-Aromatic copolyesters
PET - polyethylene terephthalate
PBAT - polybutylene adipate/terephthalate
PTMAT- polymethylene adipate/terephthalate
BIODEGRADABLES
POLISACÁRIDOS. Conocidos por su estructura compleja y diversidad funcional.
Estructura lineal de celulosa, amilosa y quitósan, le proporcionan a algunas películas
dureza, flexibilidad y transparencia; son resistentes a las grasas y aceites .
El celofán. Película regenerada de celulosa que genera propiedades mecánicas y de
barrera en las películas elaboradas. Capaz de absorber el aceite recogido en los
alimentos sometidos a proceso de fritura profunda. Películas elaboradas de bagazo de
yuca, CMC y residuos de papel Kraft han mostrado una alta resistencia, importante
propiedad para la fabricación de panales de huevo, empaques para frutas y verduras.
Almidón. Otra materia prima abundante, proveniente del maíz, tiene propiedades
termoplásticas con una estructura fuerte y flexible a la película. La estructura
ramificada de la amilo pectina le da a la película pobres propiedades mecánicas.
La síntesis e injertación del monómero acrilonitrilo (AN), genera un precursor de
fibras acrílicas utilizadas en la preparación de compuestos de almidón más polímero,
que también biodegradables
La adición de almidón al interior del polietileno, en forma granular entre un 6 y el
30%, es otra aproximación en la fabricación de los empaques biodegradables.
La incorporación del gránulo de almidón a películas fabricadas en procesos de
compresión, extrusión, soplado y moldeo por inyección da como resultado un
excelente material.
Películas de almidón y polietileno de baja densidad (LDPE), forman un material
parcialmente biodegradable.
La pectina: es un complejo aniónico. La mezcla de plastificante de pectina cítrica y
almidón de alta amilosa dan estabilidad y flexibilidad a la película, la cual es
térmicamente estable sobre 180 °C. Puede usarse en la elaboración de películas por
proceso de extrusión, compresión y/o otras operaciones térmicas.
66
Estas películas también son preparadas desde el quitósan y sus derivados y sus
propiedades mecánicas, de barrera y su biodegradación son características hasta hoy
estudiadas.
HIDROCOLOIDES, LÍPIDOS/GRASAS. Dos tipos de biomoléculas son usados en
la preparación de empaques biodegradables de película, los hidrocoloides y los
lípidos.
Individualmente, tienen una escasa integridad estructural y características
funcionales; por ejemplo, los hidrocoloides no son una buena barrera contra la
humedad, en cambio los lípidos, sí.
Colágeno/gelatina. Son usadas tradicionalmente en la preparación de envolturas
comestibles.
El colágeno es el mayor constituyente de la piel, tendones y tejidos conectivos, y se
encuentra extensamente distribuido en las proteínas fibrosas de los animales. La
gelatina resulta de una hidrólisis parcial del colágeno, produce una película flexible y
gruesa y las propiedades mecánicas mejoran cuando se utiliza cloruro de sodio
(NaCl) en concentraciones bajas.
BIODEGRADACIÓN Y COMPOSTACIÓN
Ambos términos están íntimamente relacionados y hacen referencia a procesos de
descomposición de materiales por acción microbiana. La biodegradación es el
fenómeno natural y general asociado a éste tipo de procesos de descomposición y la
compostación es el proceso controlado y particularizado dependiendo de los
materiales a descomponer.
Compostaje
Proceso aeróbico de descomposición biológica en forma acelerada, mediante el cual
los microorganismos actúan sobre la materia rápidamente biodegradable (materia
orgánica, restos de cosecha, excrementos de animales y residuos urbanos, etc),
permitiendo obtener "compost” o abono excelente para la agricultura.
Este material, obtenido gracias a la humificación de la materia orgánica, bajo
condiciones controladas es un nutriente fundamental para el suelo que mejora la
estructura y ayuda a reducir la erosión y ayuda a la absorción de agua y nutrientes
por parte de las plantas. Su descomposición genera como subproductos dióxido de
carbono, agua, compuestos inorgánicos y biomasa, a una velocidad similar a la de los
materiales transformables en abono conocidos.
PLÁSTICO COMPOSTABLE
Aquel material polimérico que sufre degradación por procesos biológicos durante
tratamiento de compostaje teniendo como subproductos dióxido de carbono, agua,
minerales y biomasa a una velocidad comparativa con otros materiales de reconocida
compostabilidad sin dejar ningún residuo visible o diferenciable ni tampoco residuos
tóxicos.
67
Un producto plástico o material plástico se desintegrará durante el compostaje de tal
manera que ningún residuo plástico pueda ser diferenciado del resto de material
orgánico en el producto final. Adicionalmente el material o producto no debe ser
encontrado en cantidades significativas durante el tamizaje anterior a la distribución
final del compost.
BIOPLÁSTICOS
Descripción del empaque: La bolsa de Hot N Handy es un envase flexible diseñado
para los consumidores, que les brinda mayor frescura y un adhesivo resellable. El
Bio-Pouch, hecho a partir de pulpa de madera renovable, es amigable con el medio
ambiente y se degrada "de regreso a la naturaleza".
En comparación con los contenedores rígidos de poliestireno, Bio-Pouch
- Utiliza menos de 92 % de petróleo crudo,
- reduce las emisiones de CO2 en un 56 %
- Reduce los residuos de material de empaque, en peso, en 75 %.
Los cereales orgánicos Jordans, además de ser buenos para el cuerpo, son amigables
con el medioambiente. Siguiendo con los nuevos requisitos de sustentabilidad que la
industria solicita, su nuevo packaging es biodegradable y totalmente compostable.
Además, este stand up pouch flexible tiene un cierre con tamper evidence, para
asegurar su calidad e integridad
4.3. CONSERVACIÓN DE ALIMENTOS Y ALIMENTOS ORGÁNICOS.
Conservar un alimento
Mantener el mayor tiempo posible el grado más alto de calidad tratando de disminuir
los efectos de los diversos mecanismos de alteración. Se puede referir tanto a un
producto fresco, materia prima o a un producto elaborado, ya que todos requieren
una conservación. Esto ha generado hoy día la aparición de nuevos productos
(mermeladas, almíbares, quesos, yogures, purés) que surgieron primero como
métodos de conservación de frutas y leche y nuevos productos también hace falta
conservarlos.
Las técnicas para conservar un alimento, varían dependiendo de su naturaleza y su
composición. Sin embargo, todas están encaminadas a aumentar la vida util y la
seguridad el su consumo de manera que no cause daños, ni deterioro al organismo.
Estas técnicas pretender minimizar el impacto producido por los microorganismos y
otros agentes responsables del deterioro para permitir y van desde la aplicación de un
tratamiento térmico, empaques, envasado, tratamientos fisicoquímicos, entre otros
manteniendo su aspecto, sabor y textura apetitosos así como su valor nutritivo
original.
68
ETAPAS DE CONTAMINACIÓN DEL ALIMENTO
Cosecha
Transporte
Mercado
Producción
Manipulación
Almacenamiento
Transporte
Distribución
Importación y Exportación
Comercialización, expendio y consumo
FACTORES DE DESCOMPOSICIÓN DE ALIMENTOS
• pérdida de apariencia
• pérdida de textura
• pérdida de sabor
• pérdida de nutrimentos
• contaminación con patógenos
• contaminación con toxinas
• contaminación química
TIPOS DE CONSERVACIÓN
Conservación por frío. Disminución de temperaturas hasta que cesa la actividad de
reproducción bacteriana y de vida de los microorganismos, posee además como
característica que detiene la descomposición del alimento. Se caracterizan por tener
que mantener lo que se denomina cadena de frio.
Refrigeración. Intervalo que va desde los 2 y 5 ºC en frigoríficos industriales y entre
8 y 15ºC en los frigoríficos domésticos
Congelación. Temperaturas de -30ºC.
Ultracongelación. Temperaturas inferiores a -40ºC en un periodo no mayor de dos
horas.
Conservación por calor. Por regla general la idea es detener el crecimiento de la
población de bacterias mediante el uso de calor:
• Escaldado
• Cocción
• Pasteurización
• Esterilización
Conservación por curado
Este método suele ser muy aplicado a carnes y pescados, el objeto es el de preservar
trozos grandes de modo que pueda ser transportado más allá de sus orígenes de
producción:
69
• Ahumar
• Fermentación
• Salazón
• Deshidratación
Conservación por medios Químicos
Agentes antimicrobianos - desinfectantes y fungicidas
CONSERVACION BIOLOGICA
La conservación de verduras y hortalizas mediante la producción de sustancias
antimicrobianas por parte de bacterias lácticas puede considerarse un medio eficaz
para garantizar la seguridad microbiológica y para mantener un alto estándar de
calidad comercial de los productos listos para su consumo. El procedimiento se basa
en el uso de cepas específicas de bacterias ácido-lácticas (LAB). Éste excluye,
durante el lavado de las verduras y antes de envasarse en sobres o en bandejas, el uso
de cualquier tipo de sustancias químicas y otras que implican un efecto bactericida,
al tiempo que evitan la proliferación de bacterias y amplían la vida útil del producto.
MÉTODOS DE BARRERA
La estabilidad y seguridad microbiana de los alimentos se basa en la combinación de
deferentes factores (obstáculos), que no deberían ser vencidos por los
microorganismos. Es llamado "efecto barrera”, y es de fundamental importancia
para la preservación de alimentos dado que controlan los procesos de deterioro,
intoxicación y fermentación no deseada. Ilustra complejas interacciones entre
temperatura, actividad de agua, pH, potencial redox, etc. y son significativas para la
estabilidad microbiana de los alimentos. Permitiendo además mejorar la seguridad
y calidad, así como en las propiedades económicas de los alimentos.
PRODUCTOS ORGÁNICOS
La agricultura orgánica forma parte de una vasta gama de metodologías que apoyan
la protección del medio ambiente. Los sistemas de producción orgánica se basan en
normas de producción específicas y precisas cuya finalidad es lograr agroecosistemas
óptimos, que sean sostenibles desde el punto de vista social, ecológico y económico.
En el intento de describir más claramente el sistema orgánico se usan también
términos como “biológico” y “ecológico”. Los requisitos para los alimentos
producidos orgánicamente difieren de los relativos a otros productos agrícolas en el
hecho de que los procedimientos de producción son parte intrínseca de la
identificación y etiquetado de tales productos, así como de las declaraciones de
propiedades atribuidas a los mismos.
OMG
Los organismos modificados genéticamente (OMG) y los productos producidos a
partir de, o mediante, OMG son incompatibles con el concepto de producción
ecológica y la percepción del consumidor de los productos ecológicos, no deben, por
lo tanto, utilizarse en la agricultura ecológica ni en el procesado de productos
ecológicos.
70
CAPÍTULO 5
TENDENCIA Y COLOR DE DISEÑO DE LOS EMPAQUES
5.1. DISEÑO DEL ENVASE.
¿Qué se debe tener en cuenta?
• Valoración del producto
• Riesgos de distribución
• Requerimientos de marketing
• Selección de materiales de envasado y tipo de maquinaria.
Valoración del producto
• Naturaleza del producto.
• Tamaño, forma, peso y densidad.
• Resistencia
• Efecto de la humedad
• Compatibilidad
Riesgos de la distribución
• Tipo de transporte
• Control sobre el transporte
• Forma de transporte
• Condiciones mecánicas y duración del transporte.
• Forma de carga y descarga.
• Volumen mínimo y relación con costos de transporte.
Riesgos durante la distribución
Riesgos Mecánicos:
• Impacto: vertical, horizontal, estacionario.
• Vibración.
• Compresión.
71
• Aplastamiento o deformación.
• Perforación, desgarre, enganche
Riesgos Climáticos:
• Temperatura Elevada
• Baja Temperatura
• Baja Presión.
• Luz
• Agua: fresca, con impurezas.
• Suciedad.
• Vapor de agua.
Biológicos:
• Microorganismos: fúngicos, mohos, bacterias.
• Insectos: escarabajos, polillas, moscas, hormigas, termitas.
• Ácaros.
• Roedores: ratas, ratones.
Otros Riesgos durante la distribución
Otros productos:
• Materiales de envase adyacentes.
• Goteo de otros productos.
SELECCIÓN DE MATERIALES Y MAQUINARIA DE ENVASADO
• Método de producción
• Necesidades de exposición.
• Consideraciones económicas.
• Necesidades de marketing.
• Características del producto.
• Propiedades de los materiales de envasado.
DEFINICIONES
ENVASE: contenedor que está en contacto directo con el producto, que guarda,
protege conserva e identifica.
PAQUETE: Bulto no muy voluminoso de cosas de una misma o distinta especie.
ENVOLTORIO: Material sin soporte por lo general orgánico no fibroso.
EMBALAJE: se utiliza para unir envases individuales, presentándolos en forma
colectiva.
ETIQUETA: pedazo de papel, madera, metal, tela, plástico o pintura adherida al
envase que permite identificar, informar y promover el producto.
72
FUNCIONES DE LOS ENVASES
• Contener: delimita y separa el producto del medio ambiente.
• Proteger: evita que el medio lo altere, también protege al consumidor.
• Conservar: barreras que ofrece frente a agentes externos.
• Transportar
• Comunicar:
ENVASE COMO OBJETO SEMIÓTICO
• Soportan información, mensajes, significados.
• Se establece el diálogo entre envase y consumidor con el fin de motivar la
compra.
Funciones del lenguaje de símbolos.
• Diferenciación.
• Atracción.
• Efecto de Espejo.
• Seducción.
• Información.
METODOLOGÍA PARA EL DISEÑO DE ENVASES
Previsión:
• Para qué
• Por qué
• Qué (el objeto)
• Para quién (usuario)
• Dónde
• Cuanto
• Cómo
• Hay que hacerse o impedirse algo.
Planificación:
• Creación (diseño)
• Modificación (rediseño)
• Conservación
• Eliminación
• Reutilización
• Prevención
CONSIDERACIÓN GENERALES PARA EL DISEÑO DE UN ENVASE
• Compatibilidad química y física con el alimento o producto.
• Ausencia de toxinas.
• Protección sanitaria.
73
• Protección contra pérdidas o asimilación de humedad, grasas o aromas.
• Protección contra la luz.
• Transparencia.
• Resistencia al impacto.
• Inviolabilidad.
• Facilidad de desecho.
• Facilidad de impresión
• Limitaciones de tamaño, forma y peso.
• Bajo costo (económico).
• Resistencia en almacenaje y transporte.
• Atractivo para los consumidores (imagen identificable, reconocible,
memorizable, distinguible, legible, confiable
ASPECTOS A TENER EN CUENTA AL DISEÑAR UN ENVASE
• Características del producto:
• Proceso de envasado
• Requerimientos en la vida de anaquel
• Compatibilidad producto-envase
• Forma de manejo y aplicación del producto
• Mercado de consumo
• Selección del tamaño óptimo.
• Proceso de impresión y etiquetado.
• Calidad
• Impacto ecológico
CARACTERÍSTICAS DEL PRODUCTO
• Químicas (Composición de los productos: acidez, humedad, proteínas,
carbohidratos, grasas, vitaminas)
• Físicas (sólido, líquido, gases).
• Interacción Producto/Material Envase/Medio Ambiente
• Permeabilidad
• Migración
MERCADO DE CONSUMO
Diseño Estructural:
• Material
• Forma
• Tamaño
• Calibre
• Color
• Tipo de cierre
• Proceso de envasado
• Grado de resistencia y barrera
• Vida de anaquel esperada
• Sistema de distribución.
74
Diseño Gráfico:
• Tipo de imagen y texto (mascota y slogan).
• Tono del mensaje (lenguaje, ilustración o foto, estilo).
• Tipo y tamaño de l atipografía.
• Instructivos o requisitos legales.
• Composición visual
• Color
• Imagen total
• Memoria gráfica.
• Impacto visual
• Código de barras.
SELECCIÓN DE TAMAÑO ÓPTIMO
• Métodos de distribución.
• Hábitos de consumo.
• Conveniencia del consumo
• Cantidad de compra.
• Facilidad de volver a cerrar.
• Instrucciones de recepción.
• Elaboración del prototipo del envase.
Posibilidad de realizar con equipos existentes y disponibilidad de nuevos equipos
MÉTODOS DE IMPRESIÓN
Impresión Directa: Procedimiento en que la imagen pasa directamente al sustrato,
sin ninguna superficie intermedia.
Impresión Indirecta: La imagen no se forma directamente en la pieza por un cliché,
tamiz o plancha de goma, sino que pasa a través de otro medio como el offset.
Tipografía: Del griego typos (sello, marchamo) y de graphein (escribir). Arte de
disponer correctamente el material de imprimir, de acuerdo con un propósito
específico: colocar las letras, repartir el espacio y organizar los tipos con vistas a
prestar al lector la máxima ayuda para comprensión del texto. (Stanley Morison,
1929).
Flexografía: Tipo de impresión en relieve, su nombre se deriva del material del cual
están elaboradas las planchas de impresión (material flexible, anteriormente caucho,
en la actualidad fotopolímero).
Huecograbado: Roto grabado. Para la impresión se emplean cilindros grabados
(huecos), se trabaja con tintas volátiles de secado rápido. Buena calidad de impresión
(imágenes fotográficas). Alto costo de los rodillos
Offset: Transferencia de tinta al papel con una mantilla. Originado de la litografía,
inventada por Alois Senefelder (1978).
Serigrafía: Se usa un tamiz de malla fina (seda, nylon o metal), la cual se bloquea
con una emulsión fotosensible; la tinta se hace pasar pro la malla con un rasero, se
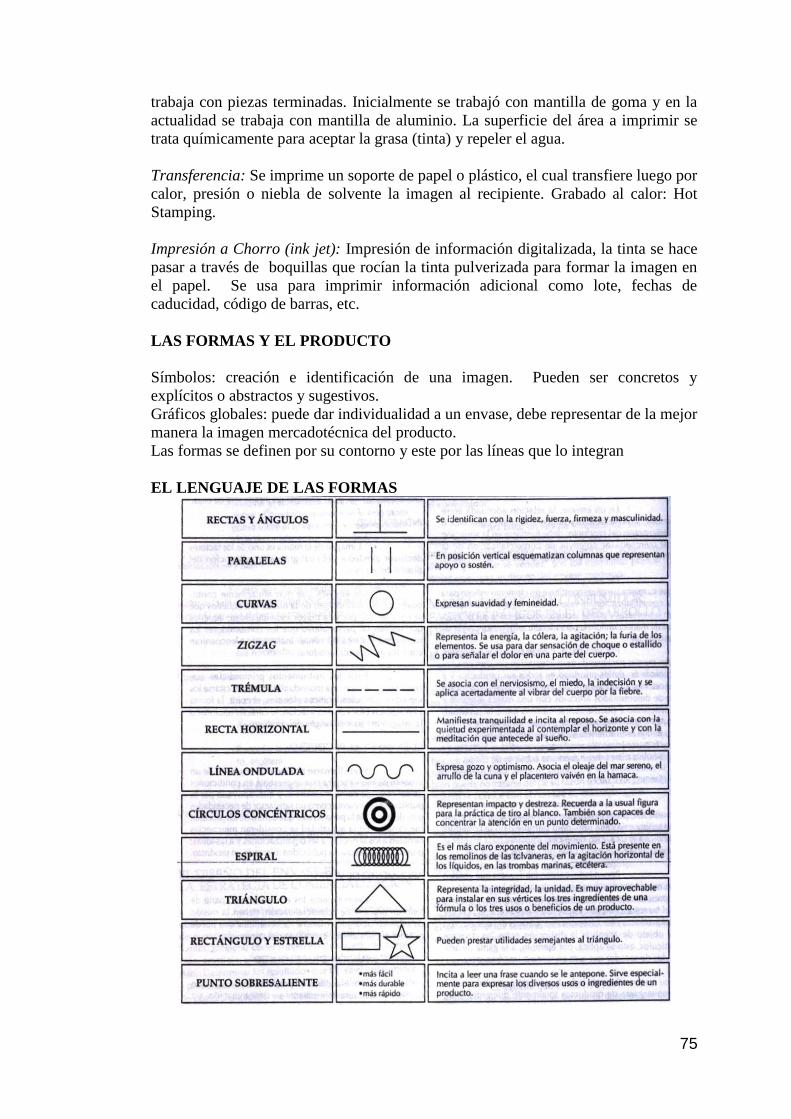
75
trabaja con piezas terminadas. Inicialmente se trabajó con mantilla de goma y en la
actualidad se trabaja con mantilla de aluminio. La superficie del área a imprimir se
trata químicamente para aceptar la grasa (tinta) y repeler el agua.
Transferencia: Se imprime un soporte de papel o plástico, el cual transfiere luego por
calor, presión o niebla de solvente la imagen al recipiente. Grabado al calor: Hot
Stamping.
Impresión a Chorro (ink jet): Impresión de información digitalizada, la tinta se hace
pasar a través de boquillas que rocían la tinta pulverizada para formar la imagen en
el papel. Se usa para imprimir información adicional como lote, fechas de
caducidad, código de barras, etc.
LAS FORMAS Y EL PRODUCTO
Símbolos: creación e identificación de una imagen. Pueden ser concretos y
explícitos o abstractos y sugestivos.
Gráficos globales: puede dar individualidad a un envase, debe representar de la mejor
manera la imagen mercadotécnica del producto.
Las formas se definen por su contorno y este por las líneas que lo integran
EL LENGUAJE DE LAS FORMAS

76
ETIQUETAS
Tipos de Etiquetas:
Etiqueta Frontal: cubre solo una porción del envase; pueden ponerse en cualquier
superficie.
Etiqueta Envolvente: cubre completamente los lados de un envase, los bordes se
traslapan.
Fajas Retráctiles: flexible, se ponen en la botella y se adhieren por encogimiento del
material.
Etiquetas con pegamento soluble en agua.
Etiquetas de presión.
Etiquetas sensibles al calor: usan termoplásticos adhesivos, pegamentos que se
activan al calentar.
Transferencia en caliente.
CÓDIGO DE BARRAS
Serie de líneas paralelas y espacios de diferentes grosor, el ancho de las líneas y de
los espacios determinan el dato codificado en el código. El código de barras no
contiene información, solo identifica el producto. Es leído por un scanner o lector,
las barras y espacios son traducidos primero a un lenguaje binario y después
traducidos a números. Prefijo que identifica a la organización que asignó el código
(3 dígitos). Número que identifica a la compañía que usa el código (5 dígitos).
Referencia asignada por la compañía (4 dígitos). Dígito verificador.
Ventajas del código de barras:
• Información más rápida y precisa
• Información actualizada del producto.
• Mayor control sobre ventas y almacén.
• Entregas más rápidas.
• Facilidad en control de inventarios.
• Menos errores en la cadena de distribución.
• Menos costos administrativos.
UBICACIÓN ADECUADA DEL CÓDIGO DE BARRAS.
• Envase al vacio: superficie plana sin arrugas ni distorsiones.
• Productos tipo Tetra Pak: parte inferior del costado donde se encuentra el
pico.
• Envase exterior impreso: al lado de la caja.
• Blister: al reverso del cartón.
• Cajetillas: en los costados.
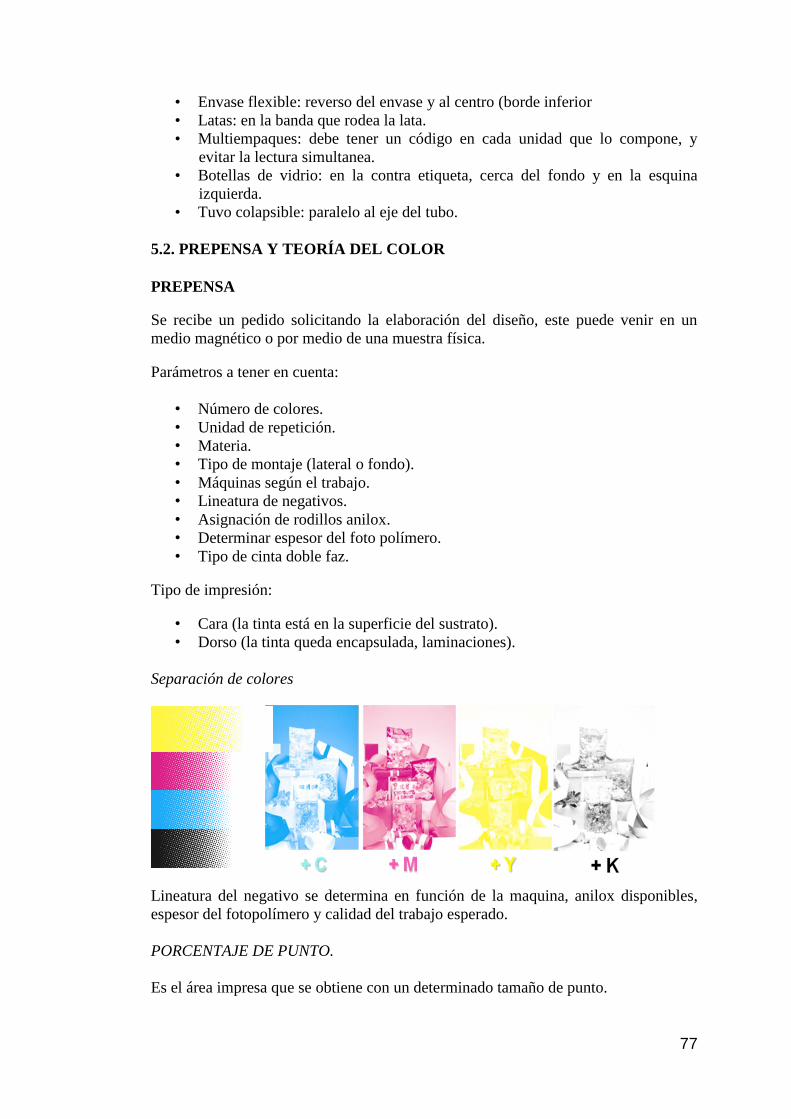
77
• Envase flexible: reverso del envase y al centro (borde inferior
• Latas: en la banda que rodea la lata.
• Multiempaques: debe tener un código en cada unidad que lo compone, y
evitar la lectura simultanea.
• Botellas de vidrio: en la contra etiqueta, cerca del fondo y en la esquina
izquierda.
• Tuvo colapsible: paralelo al eje del tubo.
5.2. PREPENSA Y TEORÍA DEL COLOR
PREPENSA
Se recibe un pedido solicitando la elaboración del diseño, este puede venir en un
medio magnético o por medio de una muestra física.
Parámetros a tener en cuenta:
• Número de colores.
• Unidad de repetición.
• Materia.
• Tipo de montaje (lateral o fondo).
• Máquinas según el trabajo.
• Lineatura de negativos.
• Asignación de rodillos anilox.
• Determinar espesor del foto polímero.
• Tipo de cinta doble faz.
Tipo de impresión:
• Cara (la tinta está en la superficie del sustrato).
• Dorso (la tinta queda encapsulada, laminaciones).
Separación de colores
Lineatura del negativo se determina en función de la maquina, anilox disponibles,
espesor del fotopolímero y calidad del trabajo esperado.
PORCENTAJE DE PUNTO.
Es el área impresa que se obtiene con un determinado tamaño de punto.
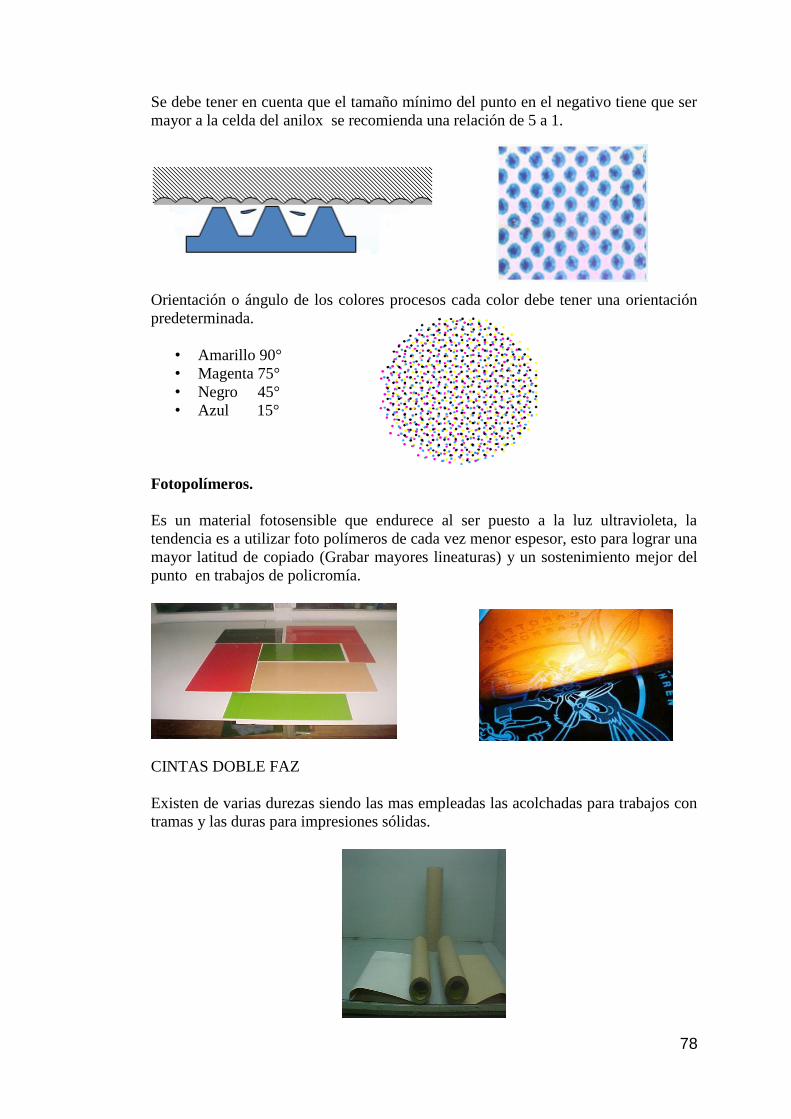
78
Se debe tener en cuenta que el tamaño mínimo del punto en el negativo tiene que ser
mayor a la celda del anilox se recomienda una relación de 5 a 1.
Orientación o ángulo de los colores procesos cada color debe tener una orientación
predeterminada.
• Amarillo 90°
• Magenta 75°
• Negro 45°
• Azul 15°
Fotopolímeros.
Es un material fotosensible que endurece al ser puesto a la luz ultravioleta, la
tendencia es a utilizar foto polímeros de cada vez menor espesor, esto para lograr una
mayor latitud de copiado (Grabar mayores lineaturas) y un sostenimiento mejor del
punto en trabajos de policromía.
CINTAS DOBLE FAZ
Existen de varias durezas siendo las mas empleadas las acolchadas para trabajos con
tramas y las duras para impresiones sólidas.
79
IMPRESIÓN
El rollo anilox es el corazón del proceso de la impresión flexográfica. Rodillos
Anilox, son rodillos grabados encargados de transferir la tinta al foto polímero.
Existe una relación inversa entre el número de celdas por pulgada lineal y el
volumen que deposita el rodillo anilox. A mayor Lineatura se entrega una película de
tinta más fina y a menor Lineatura se entrega películas más gruesas de tinta.
TINTAS Y SOLVENTES
El color de tinta obtenido en la prensa es una función directa del volumen del rodillo
anilox. Un cambio muy pequeño puede ser obtenido al cambiar los ajustes de
impresión.
Los solventes inadecuados, producen obstrucción de las celdas del anilox, así como
suciedad en la superficie de los clichés, causando problemas de calidad y paradas
indeseables de impresión.
La tinta es la sangre de vida. Si la tinta se daña, el proceso muere. El manejo
adecuado de las tintas depende del conocimiento básico de la composición de la tinta
y de su uso. Las tintas utilizadas para empaques de alimentos deben tener
certificaciones FDA, BGA o similares.
Composición de las tintas.
• Pigmentos.
• Aditivos.
• Solventes.
• Resinas.
Para la selección de las tintas se debe tener conocimiento de las condiciones de
operación a las que estará sometido el empaque. Se debe tener claro a que debe ser
resistente la tinta.
Resistencia a:
• Grasas.
• Ácidos.
• Álcalis.
• Disolventes.
• Detergentes y jabones.
• Ceras y parafinas.
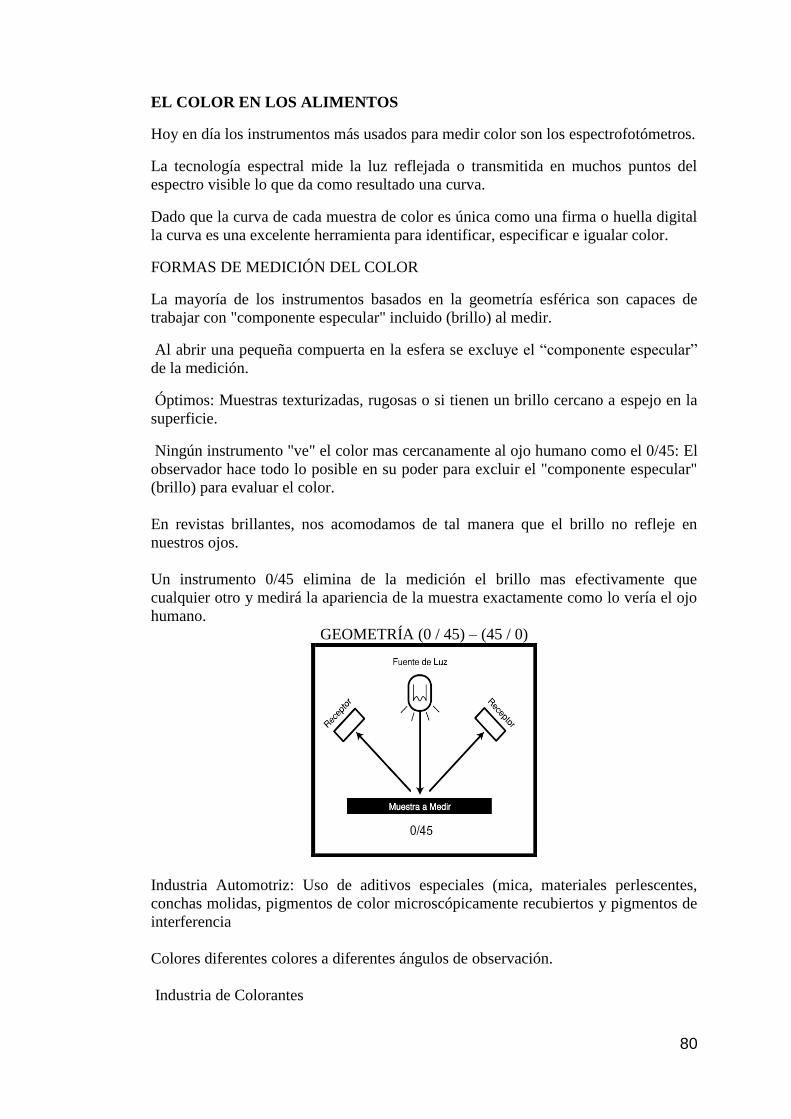
80
EL COLOR EN LOS ALIMENTOS
Hoy en día los instrumentos más usados para medir color son los espectrofotómetros.
La tecnología espectral mide la luz reflejada o transmitida en muchos puntos del
espectro visible lo que da como resultado una curva.
Dado que la curva de cada muestra de color es única como una firma o huella digital
la curva es una excelente herramienta para identificar, especificar e igualar color.
FORMAS DE MEDICIÓN DEL COLOR
La mayoría de los instrumentos basados en la geometría esférica son capaces de
trabajar con "componente especular" incluido (brillo) al medir.
Al abrir una pequeña compuerta en la esfera se excluye el “componente especular”
de la medición.
Óptimos: Muestras texturizadas, rugosas o si tienen un brillo cercano a espejo en la
superficie.
Ningún instrumento "ve" el color mas cercanamente al ojo humano como el 0/45: El
observador hace todo lo posible en su poder para excluir el "componente especular"
(brillo) para evaluar el color.
En revistas brillantes, nos acomodamos de tal manera que el brillo no refleje en
nuestros ojos.
Un instrumento 0/45 elimina de la medición el brillo mas efectivamente que
cualquier otro y medirá la apariencia de la muestra exactamente como lo vería el ojo
humano.
GEOMETRÍA (0 / 45) – (45 / 0)
Industria Automotriz: Uso de aditivos especiales (mica, materiales perlescentes,
conchas molidas, pigmentos de color microscópicamente recubiertos y pigmentos de
interferencia
Colores diferentes colores a diferentes ángulos de observación.
Industria de Colorantes
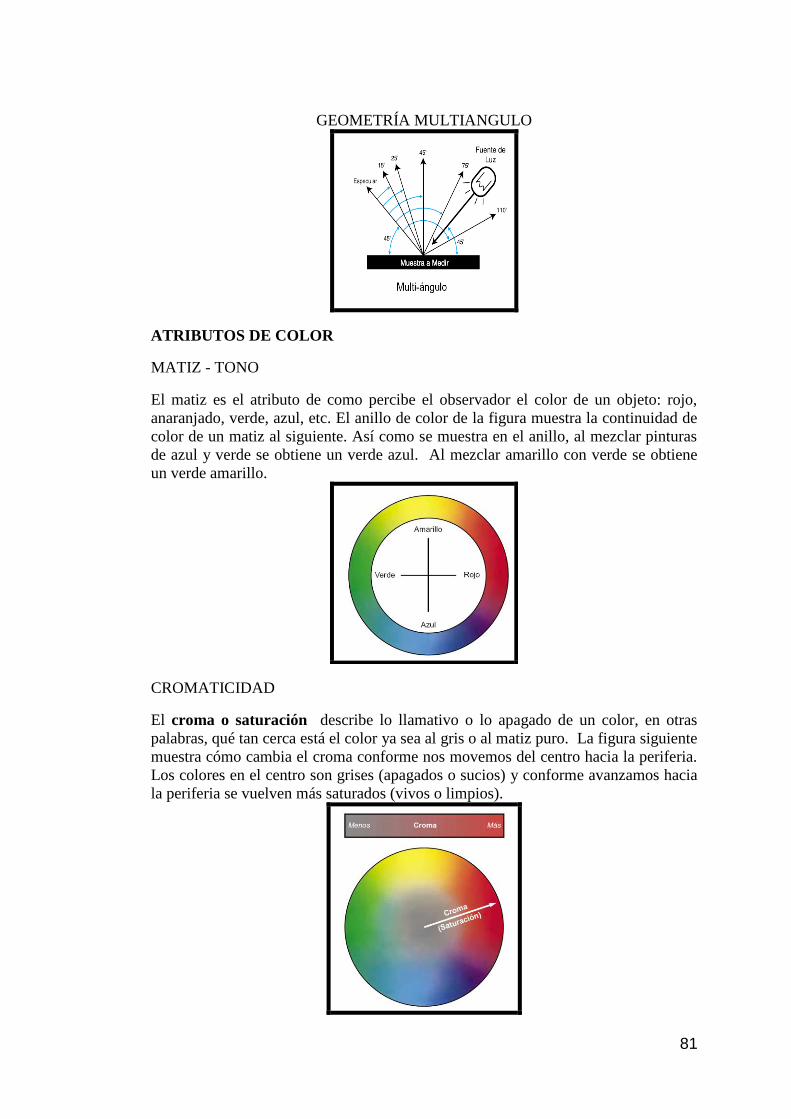
81
GEOMETRÍA MULTIANGULO
ATRIBUTOS DE COLOR
MATIZ - TONO
El matiz es el atributo de como percibe el observador el color de un objeto: rojo,
anaranjado, verde, azul, etc. El anillo de color de la figura muestra la continuidad de
color de un matiz al siguiente. Así como se muestra en el anillo, al mezclar pinturas
de azul y verde se obtiene un verde azul. Al mezclar amarillo con verde se obtiene
un verde amarillo.
CROMATICIDAD
El croma o saturación describe lo llamativo o lo apagado de un color, en otras
palabras, qué tan cerca está el color ya sea al gris o al matiz puro. La figura siguiente
muestra cómo cambia el croma conforme nos movemos del centro hacia la periferia.
Los colores en el centro son grises (apagados o sucios) y conforme avanzamos hacia
la periferia se vuelven más saturados (vivos o limpios).
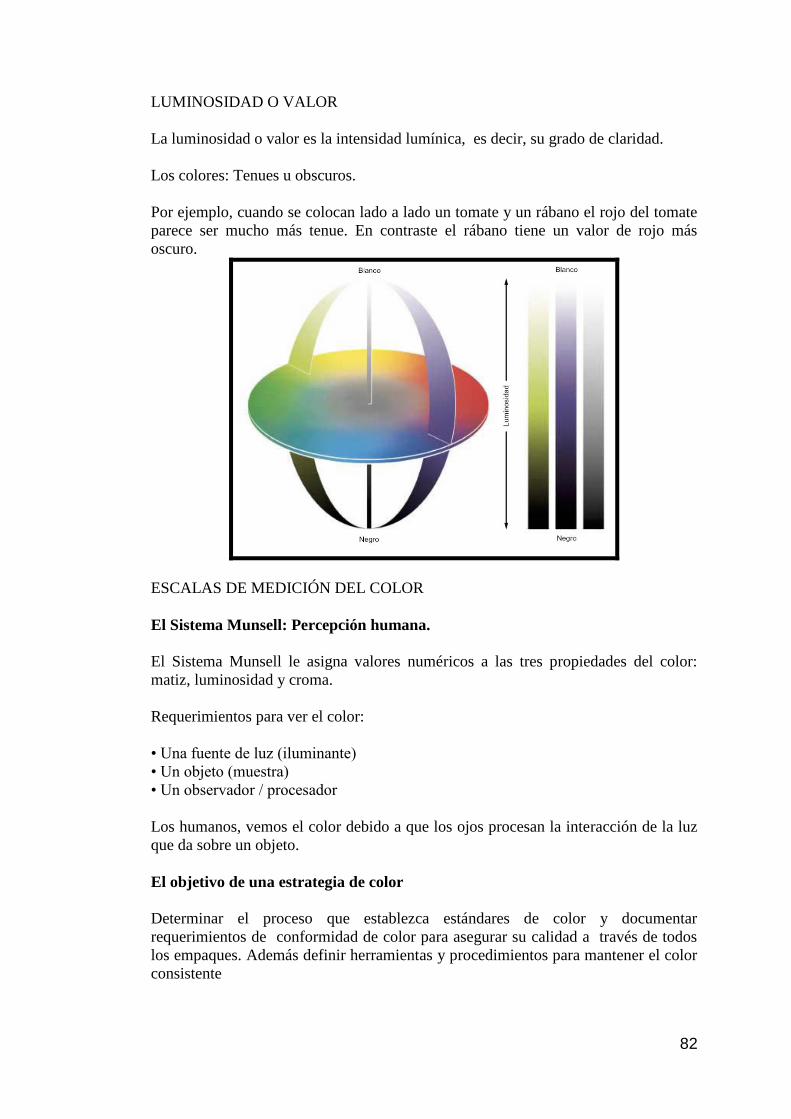
82
LUMINOSIDAD O VALOR
La luminosidad o valor es la intensidad lumínica, es decir, su grado de claridad.
Los colores: Tenues u obscuros.
Por ejemplo, cuando se colocan lado a lado un tomate y un rábano el rojo del tomate
parece ser mucho más tenue. En contraste el rábano tiene un valor de rojo más
oscuro.
ESCALAS DE MEDICIÓN DEL COLOR
El Sistema Munsell: Percepción humana.
El Sistema Munsell le asigna valores numéricos a las tres propiedades del color:
matiz, luminosidad y croma.
Requerimientos para ver el color:
• Una fuente de luz (iluminante)
• Un objeto (muestra)
• Un observador / procesador
Los humanos, vemos el color debido a que los ojos procesan la interacción de la luz
que da sobre un objeto.
El objetivo de una estrategia de color
Determinar el proceso que establezca estándares de color y documentar
requerimientos de conformidad de color para asegurar su calidad a través de todos
los empaques. Además definir herramientas y procedimientos para mantener el color
consistente

83
Definiendo estándares de color.
• Debemos definir un estándar contra el cual comparar
• El estándar debe ser consistente y repetitivo
• El estándar debe ser reproducible por el proceso final
84
CONCLUSIONES
Concluida la investigación monográfica sobre el tema “Empaques y técnicas de la conservación de todo tipo de alimentos”.
Llego a establecer las siguientes conclusiones:
1. El primer objetivo particular que me formulé fue: “conocer el deterioro y
tecnología de conservación de alimentos”. De la información recopilada y
analizada concluyo que: El deterioro de los alimentos se da por: cambios físicos
(pérdida de peso, desecación, cambios de color, pérdida de volátiles), cambios
químicos o bioquímicos (autolisis, cambios por respiración, oxidaciones de
lípidos), acción de microorganismos (desarrollo de mohos, levaduras y bacterias),
alteraciones enzimáticas naturales (pardeamiento enzimático, alteración de
pectinas, alteración por amilasas, alteración por enzimas lipolíticas, destrucción
de tiamina, vitamina C, pigmentos), deterioro microbiano (Se sabe con certeza
que más del 20% de todos los alimentos producidos en el mundo se pierden por
acción de los microorganismos y, por otra parte, estos alimentos alterados pueden
resultar muy perjudiciales para la salud del consumidor). La tecnología de los
alimentos se ocupa de la composición, las propiedades y el comportamiento de
los alimentos; mediante la cual se logra el abastecimiento de alimentos nutritivos
y sanos para el hombre, diversifica los alimentos (amplia variedad), procura
máximo aprovechamiento de los recursos nutritivos del planeta y busca nuevas
fuentes de alimentos, preparación de alimentos para individuos con necesidades
nutritivas especiales.
Con estos argumentos demuestro que he logrado el objetivo propuesto.
2. El segundo objetivo particular que me formulé fue “conocer empaques y envases
de los alimentos”. De la información recopilada y analizada concluyo que:
Empaque es un sistema coordinado para preparar bienes para el transporte,
distribución, almacenamiento, venta y uso del bien. Es un negocio complejo,
controversial, científico y artístico que, fundamentalmente, contiene, preserva,
protege, transporta, informa y vende. Funciones técnica, comercial y de
mercadeo: contener, transportar, dosificar, proteger / conservar, almacenar,
vender, informar, cumplir con la ley. Las características necesarias de los
materiales de protección de alimentos son las siguientes: Inocuidad (Esterilidad),
características mecánicas, permeabilidad, permeabilidad al vapor de agua
(adsorción de vapor de agua en la cara del material), permeabilidad a los gases
(porosidad), permeabilidad a los aromas (sustancias volátiles), permeabilidad al
agua y a las grasas (difusión a través de su estructura), barrera (forma cualitativa
que se usa para referirse al mayor o menor impedimento que ofrece un plástico al
paso de diversos compuestos o elementos “gases, vapor de agua, grasas y aromas
entre otros”), El empaque se emplea para referirse a una estructura conformada
por un material flexible: papel, película de polímero, etc. El envase se emplea
para referirse a una estructura rígida o semirrígida. El embalaje Identifica a la
estructura fuerte y resistente que contiene a uno o varios productos. Los niveles
de protección es la organización de las estructuras externas que van a proteger
los contenidos. Entre los materiales empleados en la elaboración de empaques
para alimentos tenemos los siguientes: PAPEL Y CARTÓN: Los materiales
denominados papeles, cartulinas y cartones son conocidos también como
85
materiales celulósicos, pues se elaboran a partir de fibras de celulosa, que
provienen de productos vegetales tales como: maderas, algodón, lino, caña y
otros. La diferencia entre estos materiales: papeles, cartulinas y cartones, radica
en su gramaje (peso/área), calibre y empleo de sustancias que ayudan a
conformar sus estructuras laminares. POLÍMEROS: Los polímeros se producen
por la unión de cientos de miles de moléculas pequeñas denominadas monómeros
que forman enormes cadenas de las formas más diversas. Lo que distingue a los
polímeros de los materiales constituidos por moléculas de tamaño normal son sus
propiedades mecánicas. En general, los polímeros tienen una excelente
resistencia mecánica debido a que las grandes cadenas poliméricas se atraen. Las
fuerzas de atracción intermoleculares dependen de la composición química del
polímero y pueden ser de varias clases. HOJALATA: Es un material heterogéneo
estratificado, compuesto por una lámina de acero de bajo contenido de carbono,
recubierta por ambas caras electrolíticamente con una capa de estaño, el enlatado
es una alternativa para tener un alimento tan natural como los productos frescos,
fuera de épocas de cosecha, fácil de transportar y que permite el almacenamiento
del producto por largo tiempo, conservando las características propias del
alimento. VIDRIO: El envase de vidrio siempre ha sido catalogado como uno de
los empaques más completos, producto inorgánico no cristalino formado por
fusión a altas temperaturas que se vuelve rígido por un progresivo aumento en su
viscosidad. Conserva el sabor y color de los alimentos y bebidas, se puede
moldear en muchas formas, permite ver los productos, es 100% reciclable
indefinidamente, puede usarse después de consumido el producto, químicamente
estable (migración de moléculas despreciable). BIOPOLÍMEROS Y ADITIVOS:
Actualmente se están desarrollando nuevos polímeros por ejemplo plástico de
harina de maíz, ácido poliláctico, almidón. Desarrollos de aditivos para
incorporar durante la extrusión de materiales plásticos para hacerlos
biodegradables. Captadores de: Oxígeno, Etileno, Aditivos Conservantes.
EMPAQUES ACTIVOS: interactúan con el ambiente interno en el que se
encuentra el producto para lograr especialmente en el tema de los alimentos una
mayor vida útil.
De esta forma dejo constancia del logro del objetivo respectivo.
3. El tercer objetivo particular que me formulé fue “conocer las técnicas y
envasados de alimentos”. De la información recopilada y analizada concluyo que:
En la actualidad los empaques activos e inteligentes más allá de las funciones
clásicas, la tendencia en desarrollo de alimentos hacia el consumidor está
enfocada en convivencia, salud, placer, sintonía con el ambiente; la tendencia del
empaque está enfocada hacia el diseño, funcionalidad y sostenibilidad. Entre las
características más importantes de estos envases tenemos los siguientes:
Absorbedores de oxígeno (secuestro de oxígeno mediante una reacción derox,
reducen entrada de oxígeno desde el interior, disminución del oxígeno residual en
el espacio de cabeza del envase, activación en el momento de envasado),
absorbedores de humedad (eliminación de agua y líquidos exudados, materiales
permeables con absorbentes), absorbedores de etileno (hormona de alta actividad
fisiológica, controla cambios de color); envases antimicrobianos (emiten
compuestos volátiles antimicrobianos “secuestradores de oxígeno, emisores de
óxido de cloro, fungicidas, etanol, aceites esenciales”, liberan sustancias en el
alimento “bacteriocinas, nisina, tiocianato de alilo, benzoatos y sorbatos”, evitan
86
el crecimiento de microorganismos por contacto; recubrimientos comestibles
(películas biodegradables adheridas a la superficie del alimento, fuente son
polisacáridos, lípidos y proteínas o combinaciones de ellos, ofrecen protección
frente a gases y la humedad, evitan la pérdida de aromas y la deshidratación de
los productos, mejoran textura y apariencia).
Con estos argumentos demuestro que he logrado el objetivo propuesto.
4. El cuarto objetivo particular que me formulé fue “conocer sobre la actitud
sanitaria y medio ambiente de los empaques”. De la información recopilada y
analizada concluyo que: En la actualidad, uno de los retos en competitividad que
enfrentan las empresas alimentarias para participar en mercados internacionales,
es generar productos diferenciados, innovadores y encaminados hacia una
producción consciente de la problemática ambiental satisfaciendo las necesidades
de las generaciones presentes, sin comprometer las posibilidades de las
generaciones futuras para atender sus propias necesidades, reduciendo el impacto
ambiental de todas las actividades comerciales; trabajando con proveedores para
generar materias primas y subproductos más fácilmente degradables; trabajando
con las comunidades, autoridades y organizaciones para el fortalecimiento de los
diferentes esquemas empresariales relacionados con el tratamiento adecuado de
materiales de desecho, conservación biológica, compostaje y reciclaje;
incentivando el conocimiento y la investigación sobre la conservación y el uso
sostenible de la biodiversidad; desarrollando nuevos mercados para la
sostenibilidad; haciendo que la sostenibilidad sea accesible y alcanzable: Para
clientes, instituciones de carácter privado y público, etc. Como impactos
ambientales que impulsan el desarrollo de envases sostenibles tenemos: Cambio
climático (Deshielo de glaciares. Tierras áridas, quema de bosques, y se
presentan cambios que afectan radicalmente el comportamiento del planeta. Las
basuras, con una connotación que no deja de estar ahí, siempre se ven); Carbón
Neutral (Nuestra huella de carbono se incrementa con la extinción de animales,
incendios, calentamiento, deforestación, expansión urbana descontrolada,
vertederos, erosiones y polución), y muchos otros factores que han impulsado a
buscar alternativas en materiales amigables con el ambiente, usando materiales
biodegradables o fácilmente reciclables para la fabricación de empaques, entre
los cuales tenemos: Plásticos biodegradables (producidos a partir de productos de
la agroindustria, se degradan fácilmente por la acción de microorganismos, su
biodegradación produce CO2 y H2O); Biopolímeros (Los bioplásticos presentan
propiedades fisicoquímicas y termoplásticas iguales a las de los polímeros
fabricados a partir del petróleo, pero una vez depositados en condiciones
favorables, se biodegradan). Esto ha generado hoy día la aparición de nuevos
productos (mermeladas, almíbares, quesos, yogures, purés) que surgieron
primero como métodos de conservación de frutas y leche y nuevos productos
también hace falta conservarlos. Las técnicas para conservar un alimento, varían
dependiendo de su naturaleza y su composición. Sin embargo, todas están
encaminadas a aumentar la vida útil y la seguridad el su consumo de manera que
no cause daños, ni deterioro al organismo. También se han establecido otros tipos
de conservación como: Refrigeración, Congelación, Ultracongelación,
Conservación por calor (Escaldado, Cocción, Pasteurización, Esterilización),
Conservación por curado (Ahumar, Fermentación, Salazón, Deshidratación),
Conservación por medios químicos (Agentes antimicrobiológicos, desinfectantes
87
y fungicidas), Conservación biológica (La conservación de verduras y hortalizas
mediante la producción de sustancias antimicrobianas por parte de bacterias
lácticas puede considerarse un medio eficaz para garantizar la seguridad
microbiológica y para mantener un alto estándar de calidad comercial de los
productos listos para su consumo. El procedimiento se basa en el uso de cepas
específicas de bacterias ácido-lácticas (LAB). Éste excluye, durante el lavado de
las verduras y antes de envasarse en sobres o en bandejas, el uso de cualquier tipo
de sustancias químicas y otras que implican un efecto bactericida, al tiempo que
evitan la proliferación de bacterias y amplían la vida útil del producto).
De esta forma dejo constancia del logro del objetivo respectivo.
5. El quinto objetivo particular que me formulé fue “saber acerca de la tendencia y
color de diseño de los empaques”. De la información recopilada y analizada
concluyo que: Para el diseño del envase se debe tener en cuenta: La valoración
del producto (Naturaleza del producto, Resistencia, Efecto de la humedad,
Compatibilidad, Tamaño, forma, peso y densidad); Riesgos de la distribución
(Tipo de transporte, Control sobre el transporte, Forma de transporte,
Condiciones mecánicas y duración del transporte, forma de carga y descarga,
Volumen mínimo y relación con costos de transporte); Riesgos durante la
distribución (Riesgos Mecánicos: Impacto “vertical, horizontal, estacionario”,
vibración, compresión, aplastamiento o deformación, perforación, desgarre,
enganche, Riesgos Climáticos: temperatura elevada, baja presión, luz, suciedad,
vapor de agua, Biológicos: microorganismos “fúngicos, mohos, bacterias”,
insectos “escarabajos, polillas, moscas, hormigas, termitas”); Otras
consideraciones generales como: Compatibilidad Química y Física con el
alimento o producto, ausencia de toxinas, protección sanitaria, protección contra
pérdidas o asimilación de humedad, protección contra la luz, transparencia,
resistencia al impacto, inviolabilidad, facilidad de desecho, facilidad de
impresión “ya que soportan información, mensajes, significados, se establece el
diálogo entre envase y consumidor son el fin de motivar la compra”, limitaciones
de tamaño, forma y peso, bajo costo (económico), atractivo para los
consumidores (imagen identificable, reconocible, memorizable, distinguible,
legible, confiable). Para el diseño gráfico hay que tener en cuenta lo siguiente:
tipo de imagen y texto (mascota y slogan), tono del mensaje (lenguaje, ilustración
o foto, estilo), tipo y tamaño de la tipografía, instructivos o requisitos legales,
composición visual, color, imagen total, memoria gráfica, impacto visual, código
de barras. Existen distintos métodos de impresión: Impresión directa (la imagen
pasa directamente al sustrato, sin ninguna superficie intermedia), Impresión
indirecta (La imagen no se forma directamente en la pieza por un cliché, tamiz o
plancha de goma, sino que pasa a través de otro medio como el offset),
Tipografía (colocar las letras, repartir el espacio y organizar los tipos con vistas a
prestar al lector la máxima ayuda para comprensión del texto), Flexografía (Tipo
de impresión en relieve), Huecograbado (Para la impresión se emplean cilindros
grabados “huecos”, se trabaja con tintas volátiles de secado rápido), Offset
(Transferencia de tinta al papel con una mantilla), Serigrafía (Se usa un tamiz de
malla fina “seda, nylon o metal”, la cual se bloquea con una emulsión
fotosensible; la tinta se hace pasar por la malla con un rasero, se trabaja con
piezas terminadas), Transferencia (Se imprime un soporte de papel o plástico, el
cual transfiere luego por calor, presión o niebla de solvente la imagen al
88
recipiente); recordando que para cualquier tipo de impresión que se elija, hay que
medir el color con un instrumento 0/45 el mismo que elimina de la medición el
brillo más efectivamente que cualquier otro y medirá la apariencia de la muestra
exactamente como lo vería el ojo humano.
Con estos argumentos demuestro que he logrado el objetivo propuesto.
Mediante la demostración de todos y cada uno de los objetivos particulares
propuestos, a través de las conclusiones anotadas, demuestro que he logrado el
objetivo general de la monografía que es: “conocer los empaques y técnicas de la
conservación de todo tipo de alimentos”, con lo cual doy por concluida la presente
investigación monográfica.
89
BIBLIOGRAFÍA
INTAL, Instituto, EMPAQUES Y CONSERVACIÓN DEALIMENTOS,
Produmedios, Primera edición, Colombia 2010
www.quiminet.com/.../maquinas-para-empaque-de-aliment.
www.scribd.com/doc/8426646/Conservacion-de-Alimentos -
www.cga.org
www.agapperu.org/.../StorageManager.ASP?...Empaques...Alimentos...
www.envasespuros.com.co/.../empaques-almacenamiento-y...
es.wikipedia.org/wiki/Alimentos -
www.envasespuros.com.co/.../empaques-almacenamiento-y...
www.oei.org.co/sii/entrega1/art08.htm -
www.monografias.com › Tecnologia -
www.oei.org.co/sii/entrega1/art08.htm -
www.angelfire.com/ia2/ingenieriaagricola/poscosecha.htm -
www.fundacionintal.org/nosotros.htm -
90