Embed Size (px)
Citation preview
Utilization of microwave incinerated rice husk ash (MIRHA) in ductile self-compacting concrete
M. F. Nuruddin, N. M. Azmee & K. Y. Chang Department of Civil Engineering, Universiti Teknologi PETRONAS, Malaysia
Abstract
Global annual rice production is estimated to be equivalent to 500 million tonnes. This gives around 100 million tonnes of husk available in the form of waste. While some husk is used as fuel in the rice mills to generate steam others are often left to disintegrate slowly in the field or burnt in the open for disposal. These practices clearly pose serious environmental pollution and health problems. Control burning using a microwave incinerator was used in this study to produce rice husk ash with a high silica content. The benefits of microwave incinerated rice husk ash (MIRHA) as a partial cement replacement material in ultra-high strength high performance concrete known as ductile self-compacting concrete (DSCC) has led to the research on the possibilities of combining both MIRHA and fly ash as an addition in DSCC replacing up to 20% of cement volume whilst improving its mechanical properties. The additions of these supplementary cementitious materials are expected to give positive effects on the hardened concrete properties. The test results showed that MIRHA and fly ash combination in DSCC improved compressive, tensile and flexural strength by average of 7% while maintaining its self-compacting abilities. Keywords: microwave incinerated rice husk ash (MIRHA), fly ash, ductile self-compacting concrete (DSCC), mechanical properties.
1 Introduction
The global paddy output in 2012 is about 500 million tonnes [1]. For every five tonnes of paddy milled, about one tonne (20%) of husk is being produced. Based on this calculation an estimated total of 100 million tonnes of husk could be
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
doi:10.2495/SC141092
The Sustainable City IX, Vol. 2 1301
available annually on a global basis. Disposal of rice husk has always become the challenging problem due to its rough and abrasive surface, which is highly resistant to natural degradation moreover the slow-rotting process of this material generates methane gasses. Therefore open burning process is used in disposing the husk. However, this burning process has been closely related to the decreasing air quality due to the generated pollutant that can have adverse impact to the human health [2]. Rice husk ash (RHA) has high amorphous silica that is suitable for partial replacement to Portland cement (OPC). The ash produced contains around 85%–90% amorphous silica [3] and if properly prepared, it is in an active form, which behaves very much like silica fume and help in getting a better quality concrete [4]. Recent research [3, 4] has shown that only under control burning then the RHA can be used as cement replacement materials. In this paper, microwave incinerator was selected to produce MIRHA. The positive benefits of MIRHA as partial CRM in concrete mixes reported by Nuruddin et al. [4, 6] and Mohd Kamal et al. [5] has led to the research on the possibilities of combining both MIRHA and fly ash as addition in DSCC whilst maintaining satisfactory mechanical properties. DSCC is a new generation concrete developed through microstructure enhancement techniques. It combines both properties of self-compacting and high performance characteristics of a composite material [7, 8]. It is a highly flowable, non-segregating concrete with a strain-hardening response under tension accompanied by multiple cracking. DSCC can be considered as the most successful recent innovation in concrete construction that further extends the applications of SCC. The concept of SCC was initially proposed in late 1980s in Japan with first significant applications in the 1990s [9]. The ordinary SCC however possesses low tensile strength, limited ductility and little resistance to cracking. Further enhancements of ordinary SCC were required to overcome these problems and to develop SCC with special properties, so that the structure continues to perfom their intended purpose. In order to obtain the characteristics of DSCC, discrete and discontinuous steel fibers were randomly added into the concrete mix to ensure necessary ductility. Besides steel fibers, other consitituent materials required in DSCC production are superplastisizer and higher powder content than normal strength concrete (NSC). The cement dosage of DSCC is high and it can go up to 1000kg/m3 that is about 3 to 3.5 times higher than the conventional usage in NSC. High amount of cement in DSCC would affect the production costs, bring negative effects on the environment and produce excessive heat released due to hydration process that leads to shrinkage problems [10]. Replacing cement with cement replacement materials (CRMs) such as MIRHA and fly ash seems to be a feasible solution to these problems. The incorporations of both MIRHA and fly ash as CRM in DSCC are considered as a new type of concrete; therefore, it is important to have a complete knowledge on the fresh behaviour and mechanical properties of the composite material.
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
1302 The Sustainable City IX, Vol. 2
2 Experimental work
2.1 Program of work
This work was designed to study the effects of multiple binders and steel fibers on fresh and hardened properties of DSCC mixes. MIRHA and fly ash were selected to be the binary blend concrete mixtures in the DSCC, in which these materials replaced 20% of cement by weight. The optimum amount of CRM used in DSCC should be established by testing to determine whether the supplementary materials indeed improve its fresh and hardened properties and to determine the right quantity for CRM used. In this work, a total of 11 combinations of DSCC using various mixes of CRMs were prepared and its workability and mechanical properties were studied.
2.2 Material properties
Both MIRHA and fly ash were used as cement replacement materials replacing cement by 10% each (by weight). MIRHA with high amount of SiO2 was produced from incineration of local rice husk using microwave incinerator as shown in Figure 1. Whilst, fly ash was obtained from Manjung Coal-Based Thermal Power Plant. Images obtained from field emission scanning electron microscopy (FESEM) for both MIRHA and fly ash are presented in Figure 2 and Figure 3 respectively at magnification of 50x. FESEM image shows that MIRHA particles are angular and flaky of different sizes and fly ash particles are composed of spherical shapes. The chemical oxide compositions for cement, MIRHA and fly ash are given in Table 1.
Figure 1: Microwave incinerator.
Locally available river sand from Perak River with a fineness modulus of 2.8 and particle size ranges from 0.3-1.2mm were used in all mixes. Portable water and Polycarboxylic Ether (PCE) based superplasticizer (SP) was used to adjust the workability of DSCC. Two types of steel fibers namely straight fiber (SF) and end-
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
The Sustainable City IX, Vol. 2 1303
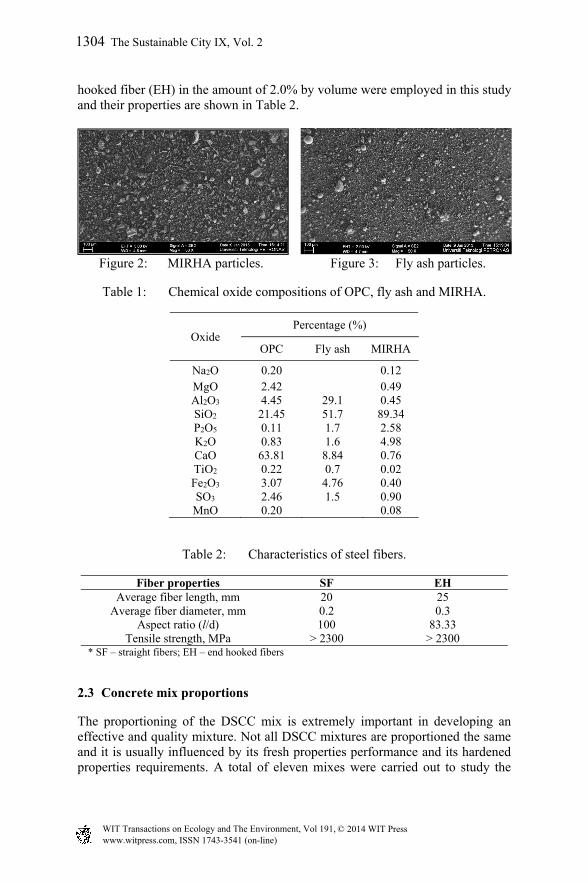
hooked fiber (EH) in the amount of 2.0% by volume were employed in this study and their properties are shown in Table 2.
Figure 2: MIRHA particles.
Figure 3: Fly ash particles.
Table 1: Chemical oxide compositions of OPC, fly ash and MIRHA.
Oxide Percentage (%)
OPC Fly ash MIRHA
Na2O 0.20 0.12 MgO 2.42 0.49 Al2O3 4.45 29.1 0.45 SiO2 21.45 51.7 89.34 P2O5 0.11 1.7 2.58 K2O 0.83 1.6 4.98 CaO 63.81 8.84 0.76 TiO2 0.22 0.7 0.02 Fe2O3 3.07 4.76 0.40 SO3 2.46 1.5 0.90
MnO 0.20 0.08
Table 2: Characteristics of steel fibers.
Fiber properties SF EH Average fiber length, mm 20 25
Average fiber diameter, mm 0.2 0.3 Aspect ratio (l/d) 100 83.33
Tensile strength, MPa > 2300 > 2300 * SF – straight fibers; EH – end hooked fibers
2.3 Concrete mix proportions
The proportioning of the DSCC mix is extremely important in developing an effective and quality mixture. Not all DSCC mixtures are proportioned the same and it is usually influenced by its fresh properties performance and its hardened properties requirements. A total of eleven mixes were carried out to study the
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
1304 The Sustainable City IX, Vol. 2
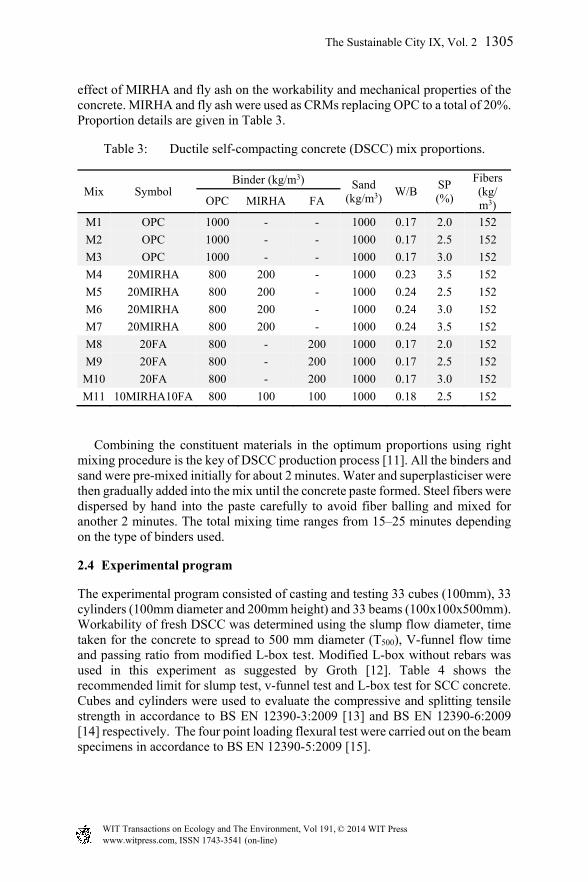
effect of MIRHA and fly ash on the workability and mechanical properties of the concrete. MIRHA and fly ash were used as CRMs replacing OPC to a total of 20%. Proportion details are given in Table 3.
Table 3: Ductile self-compacting concrete (DSCC) mix proportions.
Mix Symbol Binder (kg/m3) Sand
(kg/m3)W/B
SP (%)
Fibers (kg/ m3) OPC MIRHA FA
M1 OPC 1000 - - 1000 0.17 2.0 152
M2 OPC 1000 - - 1000 0.17 2.5 152
M3 OPC 1000 - - 1000 0.17 3.0 152
M4 20MIRHA 800 200 - 1000 0.23 3.5 152
M5 20MIRHA 800 200 - 1000 0.24 2.5 152
M6 20MIRHA 800 200 - 1000 0.24 3.0 152
M7 20MIRHA 800 200 - 1000 0.24 3.5 152
M8 20FA 800 - 200 1000 0.17 2.0 152
M9 20FA 800 - 200 1000 0.17 2.5 152
M10 20FA 800 - 200 1000 0.17 3.0 152
M11 10MIRHA10FA 800 100 100 1000 0.18 2.5 152
Combining the constituent materials in the optimum proportions using right mixing procedure is the key of DSCC production process [11]. All the binders and sand were pre-mixed initially for about 2 minutes. Water and superplasticiser were then gradually added into the mix until the concrete paste formed. Steel fibers were dispersed by hand into the paste carefully to avoid fiber balling and mixed for another 2 minutes. The total mixing time ranges from 15–25 minutes depending on the type of binders used.
2.4 Experimental program
The experimental program consisted of casting and testing 33 cubes (100mm), 33 cylinders (100mm diameter and 200mm height) and 33 beams (100x100x500mm). Workability of fresh DSCC was determined using the slump flow diameter, time taken for the concrete to spread to 500 mm diameter (T500), V-funnel flow time and passing ratio from modified L-box test. Modified L-box without rebars was used in this experiment as suggested by Groth [12]. Table 4 shows the recommended limit for slump test, v-funnel test and L-box test for SCC concrete. Cubes and cylinders were used to evaluate the compressive and splitting tensile strength in accordance to BS EN 12390-3:2009 [13] and BS EN 12390-6:2009 [14] respectively. The four point loading flexural test were carried out on the beam specimens in accordance to BS EN 12390-5:2009 [15].
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
The Sustainable City IX, Vol. 2 1305
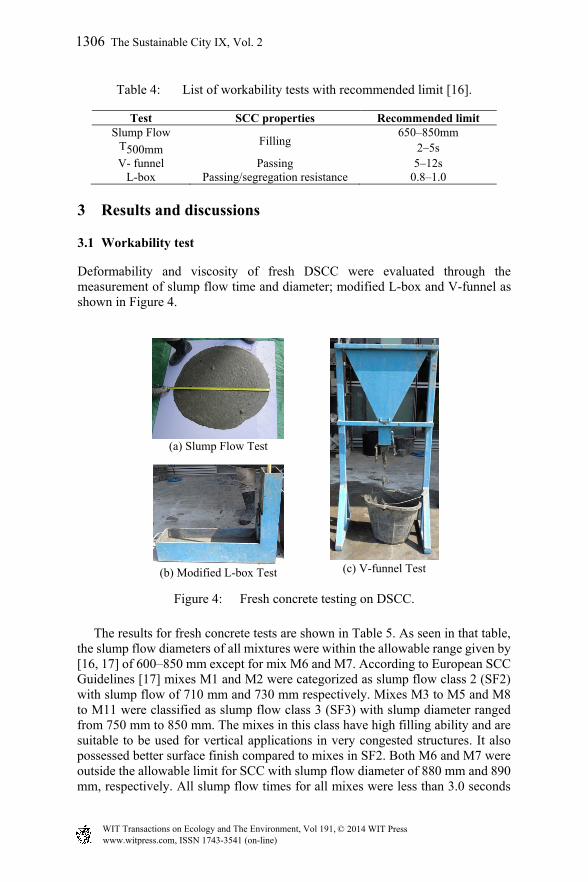
Table 4: List of workability tests with recommended limit [16].
Test SCC properties Recommended limit Slump Flow
Filling 650–850mm
T500mm 2–5s V- funnel Passing 5–12s
L-box Passing/segregation resistance 0.8–1.0
3 Results and discussions
3.1 Workability test
Deformability and viscosity of fresh DSCC were evaluated through the measurement of slump flow time and diameter; modified L-box and V-funnel as shown in Figure 4.
(a) Slump Flow Test
(c) V-funnel Test
(b) Modified L-box Test
Figure 4: Fresh concrete testing on DSCC.
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
1306 The Sustainable City IX, Vol. 2
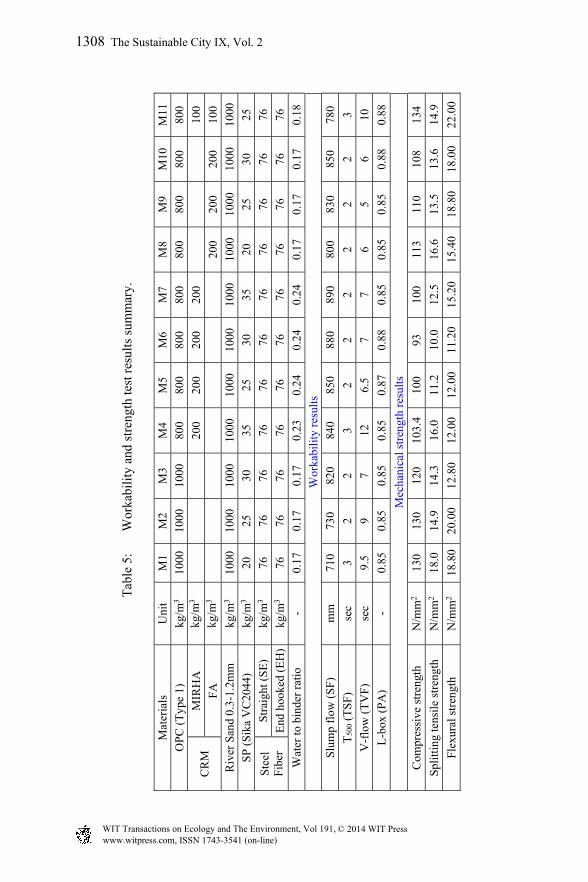
The results for fresh concrete tests are shown in Table 5. As seen in that table, the slump flow diameters of all mixtures were within the allowable range given by [16, 17] of 600–850 mm except for mix M6 and M7. According to European SCC Guidelines [17] mixes M1 and M2 were categorized as slump flow class 2 (SF2) with slump flow of 710 mm and 730 mm respectively. Mixes M3 to M5 and M8 to M11 were classified as slump flow class 3 (SF3) with slump diameter ranged from 750 mm to 850 mm. The mixes in this class have high filling ability and are suitable to be used for vertical applications in very congested structures. It also possessed better surface finish compared to mixes in SF2. Both M6 and M7 were outside the allowable limit for SCC with slump flow diameter of 880 mm and 890 mm, respectively. All slump flow times for all mixes were less than 3.0 seconds
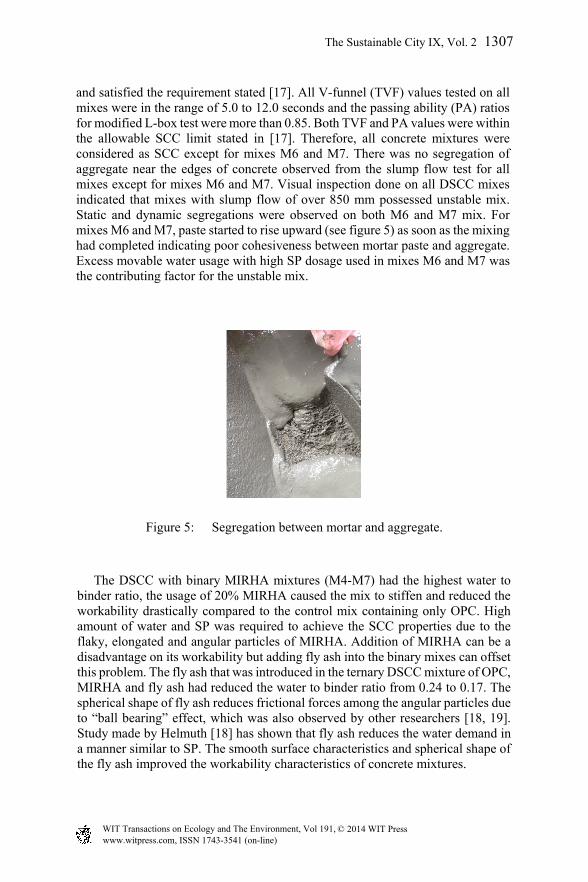
Figure 5: Segregation between mortar and aggregate.
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
The Sustainable City IX, Vol. 2 1307
and satisfied the requirement stated [17]. All V-funnel (TVF) values tested on all mixes were in the range of 5.0 to 12.0 seconds and the passing ability (PA) ratios for modified L-box test were more than 0.85. Both TVF and PA values were within the allowable SCC limit stated in [17]. Therefore, all concrete mixtures were considered as SCC except for mixes M6 and M7. There was no segregation of aggregate near the edges of concrete observed from the slump flow test for all mixes except for mixes M6 and M7. Visual inspection done on all DSCC mixes indicated that mixes with slump flow of over 850 mm possessed unstable mix. Static and dynamic segregations were observed on both M6 and M7 mix. For mixes M6 and M7, paste started to rise upward (see figure 5) as soon as the mixing had completed indicating poor cohesiveness between mortar paste and aggregate. Excess movable water usage with high SP dosage used in mixes M6 and M7 was the contributing factor for the unstable mix.
The DSCC with binary MIRHA mixtures (M4-M7) had the highest water to binder ratio, the usage of 20% MIRHA caused the mix to stiffen and reduced the workability drastically compared to the control mix containing only OPC. High amount of water and SP was required to achieve the SCC properties due to the flaky, elongated and angular particles of MIRHA. Addition of MIRHA can be a disadvantage on its workability but adding fly ash into the binary mixes can offset this problem. The fly ash that was introduced in the ternary DSCC mixture of OPC, MIRHA and fly ash had reduced the water to binder ratio from 0.24 to 0.17. The spherical shape of fly ash reduces frictional forces among the angular particles due to “ball bearing” effect, which was also observed by other researchers [18, 19]. Study made by Helmuth [18] has shown that fly ash reduces the water demand in a manner similar to SP. The smooth surface characteristics and spherical shape of the fly ash improved the workability characteristics of concrete mixtures.
Tab
le 5
: W
orka
bilit
y an
d st
reng
th te
st r
esul
ts s
umm
ary.
Mat
eria
ls
Uni
t M
1 M
2 M
3 M
4 M
5 M
6 M
7 M
8 M
9 M
10
M11
OP
C (
Typ
e 1)
kg
/m3
1000
10
00
1000
80
0 80
0 80
0 80
0 80
0 80
0 80
0 80
0
CR
M
MIR
HA
kg
/m3
20
0 20
0 20
0 20
0
100
FA
kg/m
3
200
200
200
100
Riv
er S
and
0.3-
1.2m
m
kg/m
3 10
00
1000
10
00
1000
10
00
1000
10
00
1000
10
00
1000
10
00
SP
(S
ika
VC
2044
) kg
/m3
20
25
30
35
25
30
35
20
25
30
25
Stee
l F
iber
S
trai
ght (
SE
) kg
/m3
76
76
76
76
76
76
76
76
76
76
76
End
hoo
ked
(EH
)kg
/m3
76
76
76
76
76
76
76
76
76
76
76
Wat
er to
bin
der
rati
o -
0.17
0.
17
0.17
0.
23
0.24
0.
24
0.24
0.
17
0.17
0.
17
0.18
Wor
kabi
lity
res
ults
Slu
mp
flow
(S
F)
mm
71
0 73
0 82
0 84
0 85
0 88
0 89
0 80
0 83
0 85
0 78
0
T50
0 (T
SF
) se
c 3
2 2
3 2
2 2
2 2
2 3
V-f
low
(T
VF
) se
c 9.
5 9
7 12
6.
5 7
7 6
5 6
10
L-b
ox (
PA
) -
0.85
0.
85
0.85
0.
85
0.87
0.
88
0.85
0.
85
0.85
0.
88
0.88
Mec
hani
cal s
tren
gth
resu
lts
Com
pres
sive
str
engt
h
N/m
m2
130
130
120
103.
4 10
0 93
10
0 11
3 11
0 10
8 13
4
Spl
itti
ng te
nsil
e st
reng
th
N/m
m2
18.0
14
.9
14.3
16
.0
11.2
10
.0
12.5
16
.6
13.5
13
.6
14.9
Fle
xura
l str
engt
h
N/m
m2
18.8
020
.00
12.8
0 12
.00
12.0
0 11
.20
15.2
0 15
.40
18.8
0 18
.00
22.0
0
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
1308 The Sustainable City IX, Vol. 2
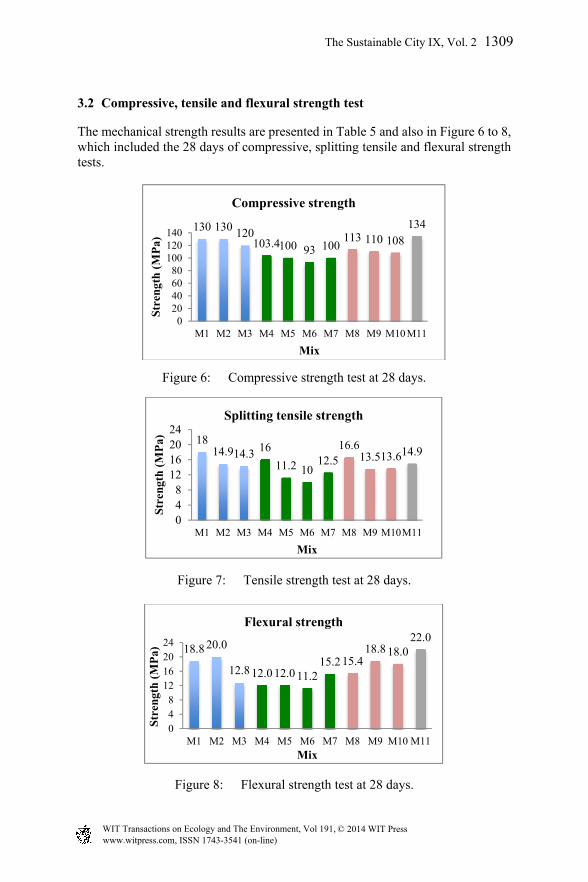
3.2 Compressive, tensile and flexural strength test
The mechanical strength results are presented in Table 5 and also in Figure 6 to 8, which included the 28 days of compressive, splitting tensile and flexural strength tests.
Figure 6: Compressive strength test at 28 days.
Figure 7: Tensile strength test at 28 days.
Figure 8: Flexural strength test at 28 days.
130 130 120103.4100 93 100
113 110 108134
020406080
100120140
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11
Str
engt
h (
MP
a)
Mix
Compressive strength
1814.914.3 16
11.2 1012.5
16.613.513.614.9
048
12162024
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10M11
Str
engt
h (
MP
a)
Mix
Splitting tensile strength
18.8 20.0
12.8 12.0 12.0 11.215.2 15.4
18.8 18.022.0
048
12162024
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11
Str
engt
h (
MP
a)
Mix
Flexural strength
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
The Sustainable City IX, Vol. 2 1309
As seen from these figures, mix M11 showed the highest 28-day compressive strength compared to the control mixes of M1 and M2. The lower strength was observed for all four mixes with MIRHA as the CRM (M4 – M7). Nuruddin et al. [4] have recommended 5% to be the optimum replacement for MIRHA when it is used alone. However when MIRHA is combined with fly ash, the replacement of MIRHA is expected to increase. Previous studies done by [20, 21] on UHP-FRC combining both RHA and fly ash in the mix suggested a replacement of 10% RHA and 10% fly ash bringing the total to 20% as the best combinations. A total of 20% MIRHA was selected and tested to maximize the usage of MIRHA replacement in DSCC. Hardened state results showed that the effect of 20% MIRHA replacement lower down the strength due to the higher amount of water content required for these mixes to achieve the SCC properties. The water to binder ratio required for DSCC with MIRHA was more than 0.23 whereas the rest of the mixes required only 0.17 to 0.18. While, the high water content inside the concrete evaporated, it contributed to higher pore sizes, larger pores and capillaries. These effects increased the concrete permeability and reduced the concrete strength. However, with the combination of fly ash in ternary mix of DSCC with MIRHA and OPC (M11), 10% MIRHA and 10% fly ash were able to give the highest compressive strength value with an improvement of 103% at 28 days and would expect to continue even after 28 days. This improvement could be attributed by the dispersing effect of fly ash and pozzolanic reactions of MIRHA used. Isaia et al. [19] and Paya et al. [22] explained the effect of particles shape of fly ash contributed to the workability and strength improvement. The spherical shape of fly ash improved workability by ball bearing effect and enhanced the dispersion of cement and MIRHA particles thus increased packing density of the M11 mix. An improved pore structure in the concrete matrix by dispersion of cement and MIRHA grains and development of more gel phases from pozzolanic reactions improved the concrete strength. It can be observed that, the filler and dispersing effects of fly ash used as CRM in DSCC mixes could offset the reduction in strength due to the reduction of OPC. The incorporation of MIRHA also produces the filler effect due to its fine particle size. As discussed earlier, the huge surface area of MIRHA absorbed certain amount of free water into its pores and the water is released to help the secondary hydration process as suggested by Arunachalam and Vigneshwari [20]. According to their study, the water absorbed by RHA is then released from its pores when the relative humidity in the paste decreases with progress of hydration process, and therefore increases the hydration degree of blended cement. Mix M11 also showed comparable results to control mix (M2) on splitting tensile and flexural strength. Generally, the combination of MIRHA and fly ash showed better performance than only MIRHA or fly ash were used.
4 Conclusions
Based on the results of this experiment the following conclusions can be made:
1- The usage of MIRHA alone are not recommended, it requires high usage of water due to large specific surface particles which leads to lower concrete
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
1310 The Sustainable City IX, Vol. 2
strength and higher chances of concrete bleeding. Reduction of concrete strength using 20% of MIRHA was 30% lower than the control specimen.
2- The development of ternary blend DSCC with ultra-high strength concrete of 130 MPa under water curing was possible using locally available ingredients. MIRHA and FA of 20% with equal distribution were found to be the optimum cement replacement value for DSCC mix. The workability of DSCC depended mainly on the CRM used. MIRHA and FA blend DSCC produces a stable mix with good self-compacting abilities with slump flow diameter of less than 800 mm. It is recommended that the slump flow diameters of DSCC should be less than 850 mm; beyond this value DSCC mix becomes unstable with high possibilities of concrete segregation and concrete bleeding problems.
3- The use of ternary blend of OPC, MIRHA and FA improves the overall mechanical properties of DSCC by about 7%. In general, the improvements on concrete strength were strongly influenced by the pozzolanic reaction from MIRHA and also the synergic effect of inter-particle interaction between OPC, MIRHA and FA.
References
[1] Food and Agriculture Organization Report, “FAO-Rice Market Monitor,” January 2013, Vol.16.
[2] Metha, P.K., “RHA a unique supplementary cementing material,” Proceeding of the international symposium of advancements in concrete technology, CANMET/ACI, Athens, Greece, May 1992, pp. 407-430.
[3] Ou, E., Xi, Y. and Corotis, R.M., “The Effect of Rice Husk Ash on Mechanical Properties of Concrete under High Temperatures,” 18th Engineering Mechanics Division Conference, 2007.
[4] Nuruddin M.F., Shafiq, N. and Mohd Kamal, N.L., “Microwave Incinerated Rice Husk Ash (MIRHA) Concrete: A New Material In The Construction Industry” ICCBT, 2008.
[5] Mohd Kamal, N.L., Nuruddin M.F. and Shafiq, N., “The Influence of Burning Temperature and Percentage Inclusion of MIRHA on Normal Strength Concrete,” ICCBT, 2008.
[6] Nuruddin, M.F., Shafiq N. and Mohd Kamal, N.L., “The Effect Of Types of Rice Husk Ash on The Porosity of Concrete,” Joint Conferences APSEC – EACEF, 2009.
[7] Naaman, A.E. “High Performance Fiber Reinforced Cement Composites,” Proceeding IABSE, Symposium on Concrete Structures for the Future, Paris, France, pp. 371-376, September 1987.
[8] Naaman, A.E., and Reinhardt, H.W., “Characterization of High Performance Fiber Reinforced Cement Composites – HPFRCC,” Proceedings of the Second International RILEM Workshop, France, pp. 1-24, 1996.
[9] Okumura, H. and Ozawa, K. “Self-Compactable High Performance Concrete in Japan,” ACI Special Publication, no. 159, pp. 31-44, 1996.
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
The Sustainable City IX, Vol. 2 1311
[10] Mehta, P.K. “Concrete Technology for Sustainable Development”, Concrete International, vol. 21, no. 9, pp. 47-52, 1999.
[11] Poon, W.K., Yusof, K.M. and Voo, Y.L., “Ecocrete – Steel Fiber Reinforced High Performance ‘Ductile’ Slag Concrete (SFR-HPdSC)”, Singapore Concrete Institute, 2009.
[12] Groth, P. “RT6-v1: Final Report of Steel Fiber Reinforced SCC,” Brite EuRam Report for Self-Compacting Concrete No. RT6-v1, 2000.
[13] BS EN 12390-3, British Standard Part 3: Testing hardened concrete. Compressive strength of test specimens. European Committee for Standardization CEN, 2009.
[14] BS EN 12390-6, British Standard Part 6: Testing hardened concrete. Tensile splitting strength of test specimens, European Committee for Standardization CEN, 2009.
[15] BS EN 12390-5, British Standard Part 5: Testing hardened concrete. Flexural strength of test specimens, European Committee for Standardization CEN, 2009.
[16] Schutter, G.D., Bartos, P.J., Domone P. and Gibbs, J., “Self Compacting Concrete,” Dunbeath, Caithness, Scotland, UK: Whittles Publishing, 2008.
[17] European SCC Guidelines. The European Guidelines for Self-compacting Concrete, Specification, Production and Use. May 2005.
[18] Helmuth, R.A. “Fly ash in cement and concrete,” Portland Cement Association, 1987.
[19] Isaia, A.L.G., Gastald I. and Moraes, R., “Physical and pozzolanic action of mineral additions on the mechanical strength of high-performance concrete,” Cement and Concrete Composites, vol. 25, no. 1, pp. 69-76, 2003.
[20] Arunachalam, K. and Vigneshwari, M., “Experimental Investigation on Ultra-High Strength Concrete Containing Mineral Admixtures under Different Curing Conditions,” International Journal of Civil and Structural Engineering, vol.2, no.1, pp. 33-41, 2011.
[21] Chindaprasirt, P. and Rukzon, S., “Strength, Porosity and Corrosion Resistance of Ternary Blend Portland Cement, Rice Husk Ash and Fly Ash Mortar,” Construction and Building Materials, vol. 22, pp. 1601-1606, 2008.
[22] Paya, J., Monzo, J., Borrachero, M.V., Peris, M.E. and Gonzalez, L., “Mechanical treatment of fly ashes part II: Particle morphologies in ground fly ashes (GFA) and workability of GFA-cement mortars,” Cement and Concrete Research, vol. 26, no. 2, pp. 225-235, 1996.
WIT Transactions on Ecology and The Environment, Vol 191, www.witpress.com, ISSN 1743-3541 (on-line)
© 2014 WIT Press
1312 The Sustainable City IX, Vol. 2





























