Embed Size (px)
Citation preview
27. September 2012 | © Nordson Deutschland GmbH [email protected]
Verklebung mit Hot Melt im Licht von steigenden Klebstoff-und Energiekosten
Anlagekriterien und Systemauswahl im Wandel der Zeit
Die Kostenentwicklung�
150%
100%
50%
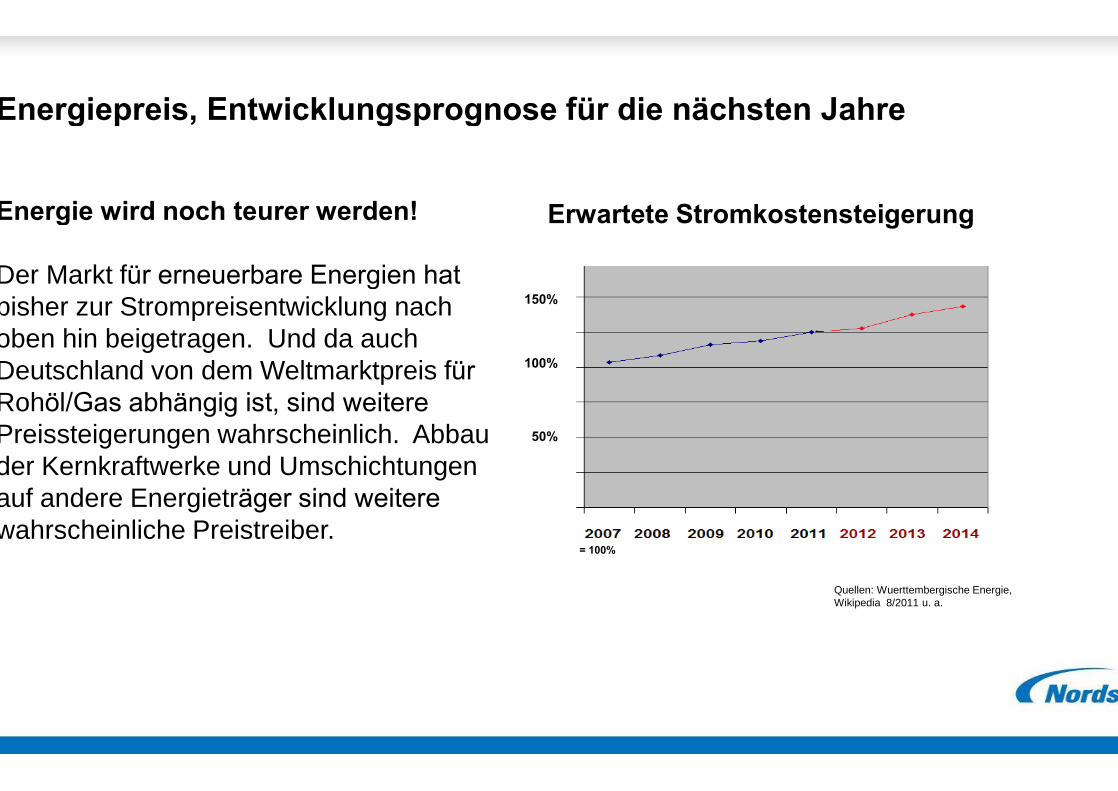
Energiepreis, Entwicklungsprognose für die nächsten Jahre
Energie wird noch teurer werden!
Der Markt für erneuerbare Energien hat
bisher zur Strompreisentwicklung nach oben hin beigetragen. Und da auch Deutschland von dem Weltmarktpreis für
Rohöl/Gas abhängig ist, sind weitere
Preissteigerungen wahrscheinlich. Abbau der Kernkraftwerke und Umschichtungen auf andere Energieträger sind weitere
wahrscheinliche Preistreiber.
Quellen: Wuerttembergische Energie, Wikipedia 8/2011 u. a.
Erwartete Stromkostensteigerung
= 100%
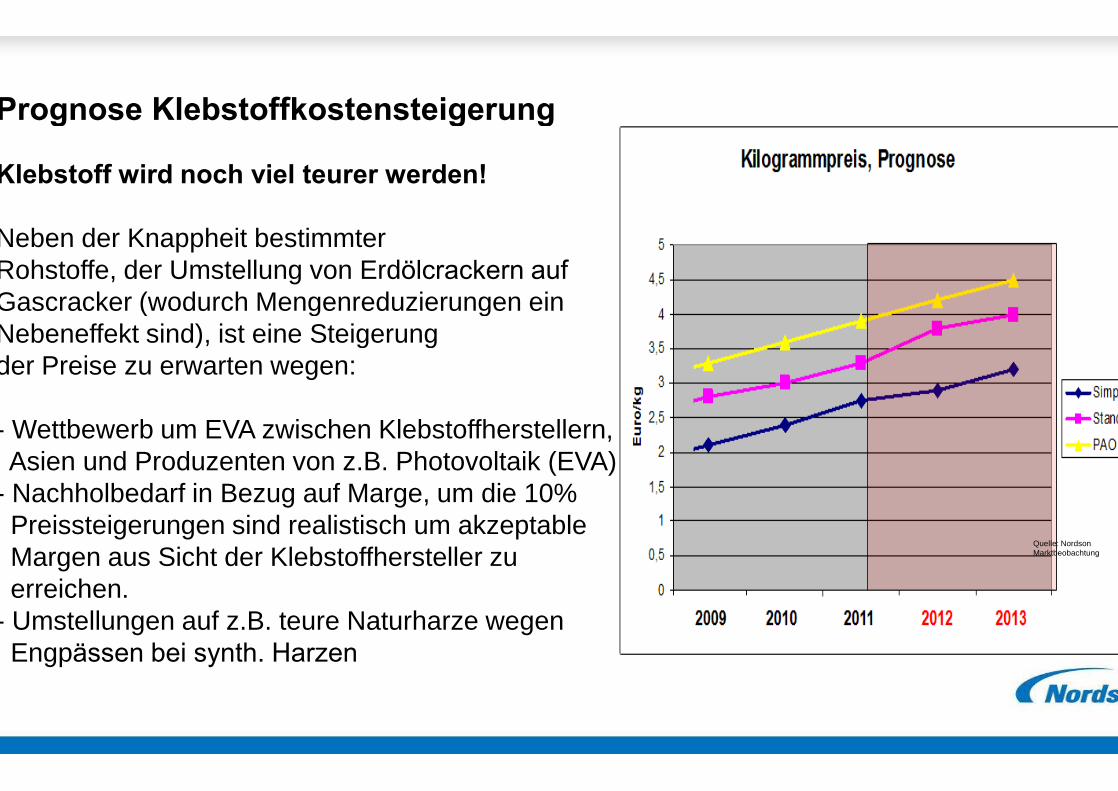
Prognose Klebstoffkostensteigerung
Klebstoff wird noch viel teurer werden!
Neben der Knappheit bestimmter Rohstoffe, der Umstellung von Erdölcrackern auf
Gascracker (wodurch Mengenreduzierungen ein Nebeneffekt sind), ist eine Steigerungder Preise zu erwarten wegen:
- Wettbewerb um EVA zwischen Klebstoffherstellern, Asien und Produzenten von z.B. Photovoltaik (EVA)
- Nachholbedarf in Bezug auf Marge, um die 10% Preissteigerungen sind realistisch um akzeptable Margen aus Sicht der Klebstoffhersteller zu erreichen.
- Umstellungen auf z.B. teure Naturharze wegen Engpässen bei synth. Harzen
Quelle: Nordson Marktbeobachtung
Gestiegene Klebstoffkosten und andere Widrigkeiten
PE/PP oder PAO anstatt EVA
Manche Klebstoffe stehen aus unterschiedlichen Gründen nicht mehr zur Verfügung, aufgrund
der Umstellung auf ein anderes System gelten auch andere (höhere) Kilopreise. Nicht immer,
z.B. durch Lieferantenwechsel, abwendbar. Die Klebstoffindustrie versucht, über neue
Formulierungen einen Weg aus dieser aktuellen Problematik zu finden.
Bundling-Aufpreise
Es existieren Strategien, die Klebstoffpreissteigerungen durch Erzeugung von Abhängigkeiten
( Lieferung von z.B. kompletter Auftragstechnik) durchzusetzen. Es werden hierbei Klebstoffpreise in Rechnung gestellt die aufgrund obiger Abhängigkeit intransparent sind, es
besteht die Gefahr überproportionaler Kostensteigerungen.
Klebstoffe kontingentiert
Einige Unternehmen klagten darüber, dass sie Ende 2011/Anfang 2012 nur 80% des Bedarfs
an Klebstoff erhalten.
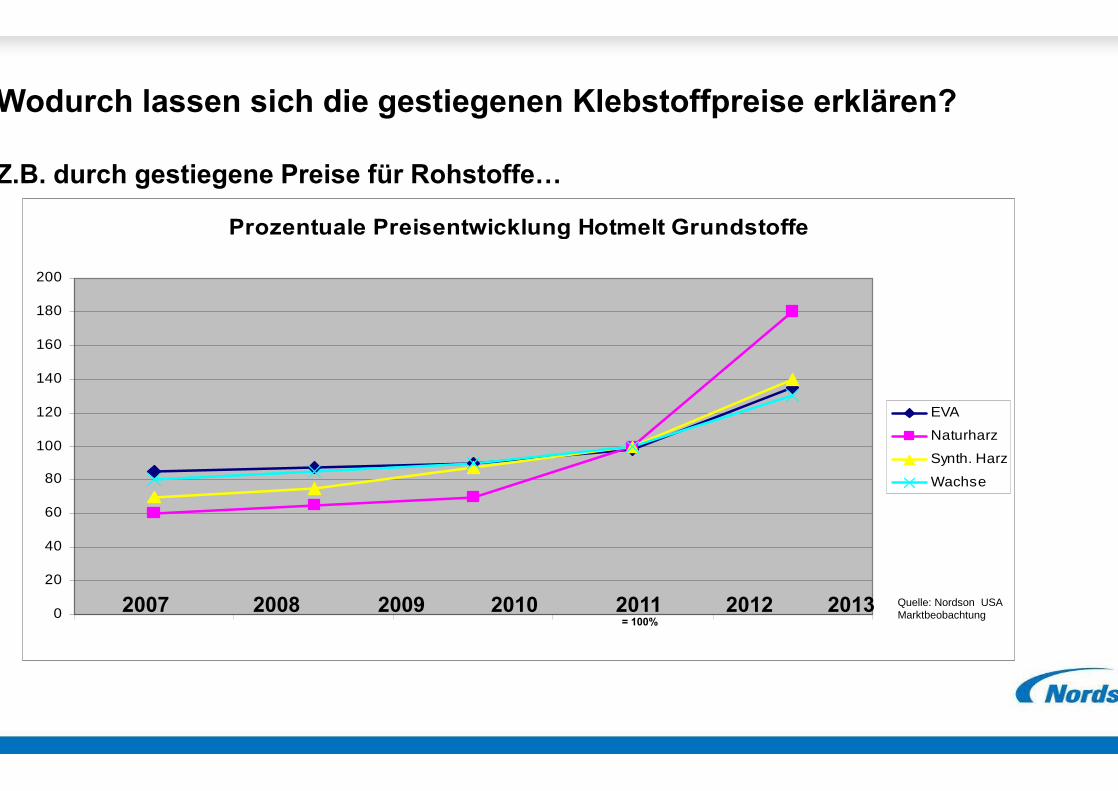
Prozentuale Preisentwicklung Hotmelt Grundstoffe
0
20
40
60
80
100
120
140
160
180
200
1 2 3 4 5
EVA
Naturharz
Synth. Harz
Wachse
Wodurch lassen sich die gestiegenen Klebstoffpreise erklären?
Z.B. durch gestiegene Preise für Rohstoffe�
Quelle: Nordson USA Marktbeobachtung
2007 2008 2009 2010 2011 2012 2013= 100%
Was tun ?
Zuallererst:
Klebstoffmengen reduzieren
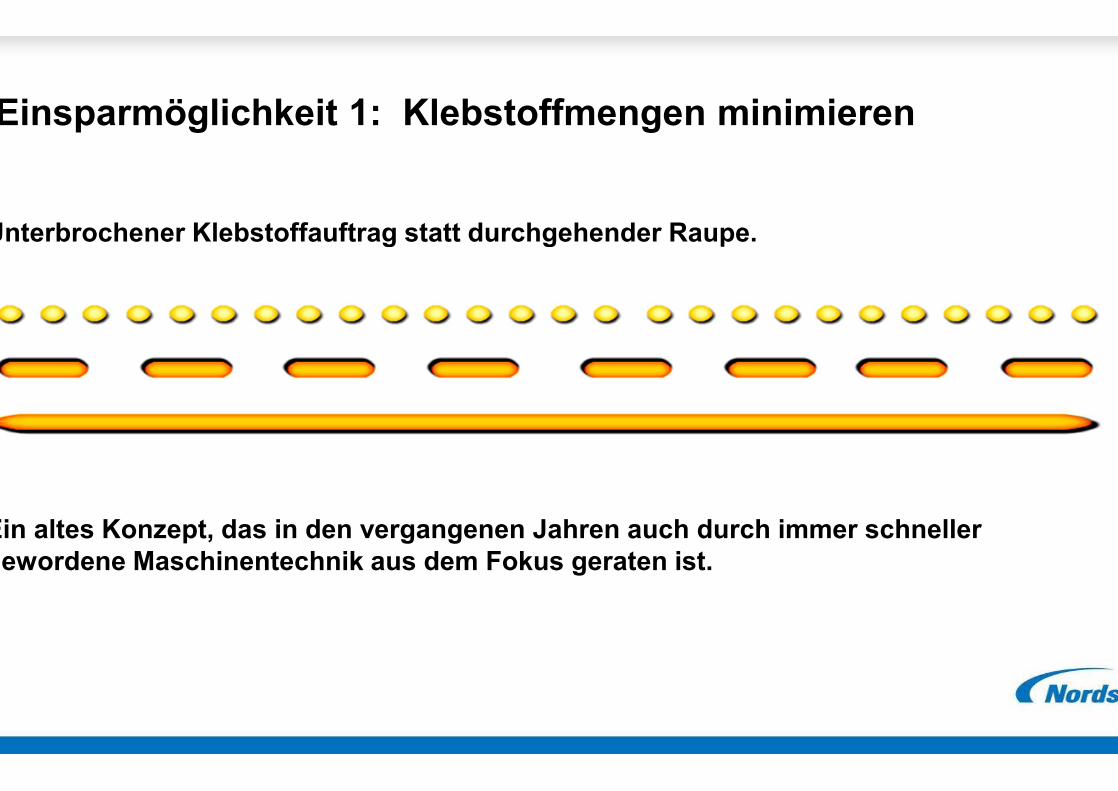
Einsparmöglichkeit 1: Klebstoffmengen minimieren
Unterbrochener Klebstoffauftrag statt durchgehender Raupe.
Ein altes Konzept, das in den vergangenen Jahren auch durch immer schneller
gewordene Maschinentechnik aus dem Fokus geraten ist.
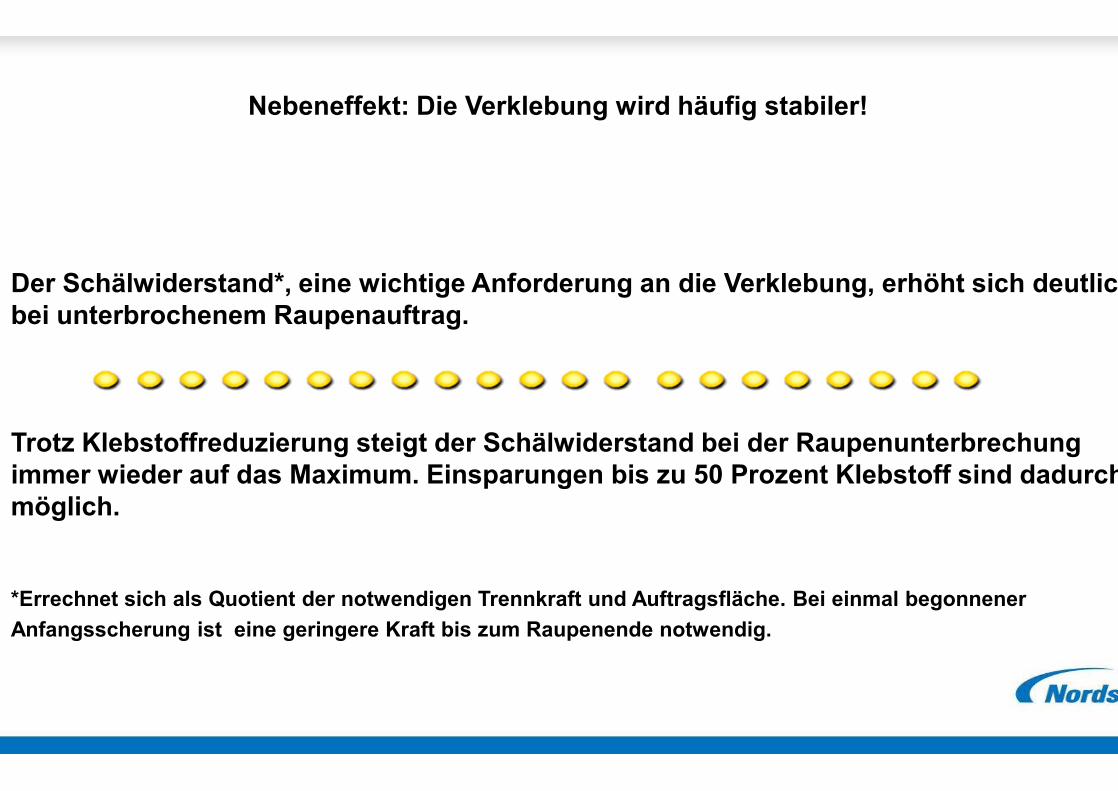
Der Schälwiderstand*, eine wichtige Anforderung an die Verklebung, erhöht sich deutlich
bei unterbrochenem Raupenauftrag.
Trotz Klebstoffreduzierung steigt der Schälwiderstand bei der Raupenunterbrechung
immer wieder auf das Maximum. Einsparungen bis zu 50 Prozent Klebstoff sind dadurch
möglich.
*Errechnet sich als Quotient der notwendigen Trennkraft und Auftragsfläche. Bei einmal begonnener
Anfangsscherung ist eine geringere Kraft bis zum Raupenende notwendig.
Nebeneffekt: Die Verklebung wird häufig stabiler!
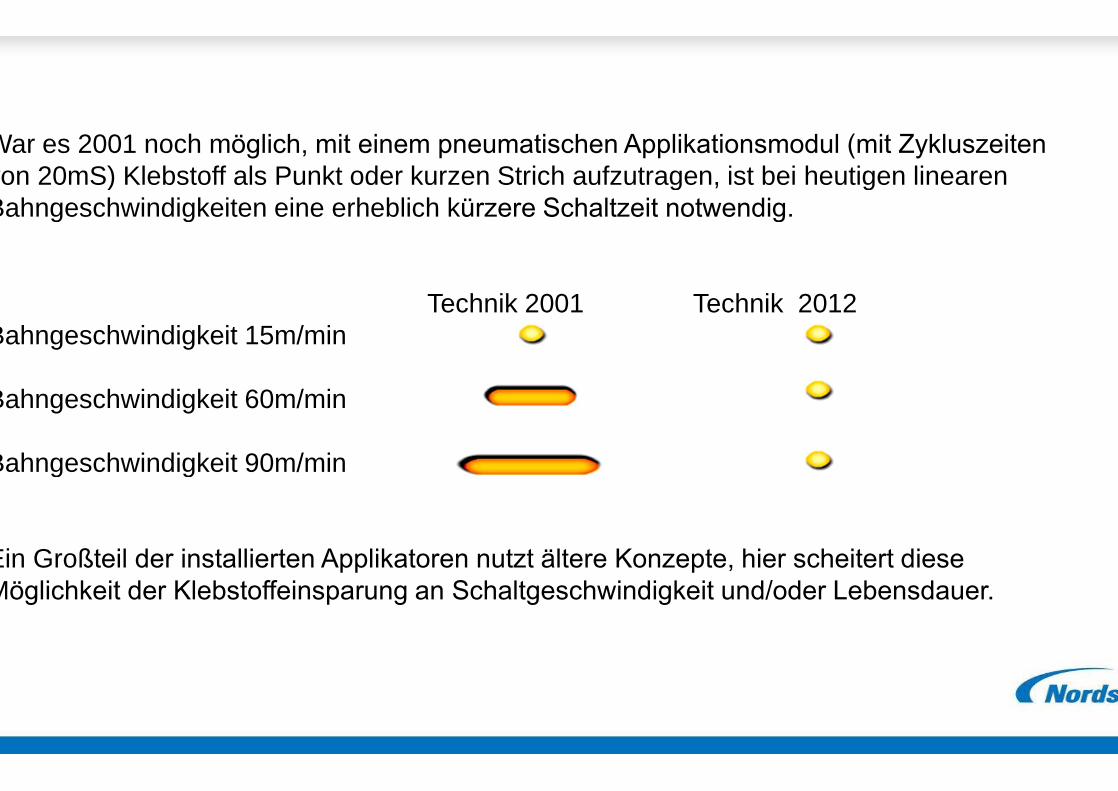
War es 2001 noch möglich, mit einem pneumatischen Applikationsmodul (mit Zykluszeiten
von 20mS) Klebstoff als Punkt oder kurzen Strich aufzutragen, ist bei heutigen linearen Bahngeschwindigkeiten eine erheblich kürzere Schaltzeit notwendig.
Technik 2001 Technik 2012Bahngeschwindigkeit 15m/min
Bahngeschwindigkeit 60m/min
Bahngeschwindigkeit 90m/min
Ein Großteil der installierten Applikatoren nutzt ältere Konzepte, hier scheitert diese
Möglichkeit der Klebstoffeinsparung an Schaltgeschwindigkeit und/oder Lebensdauer.
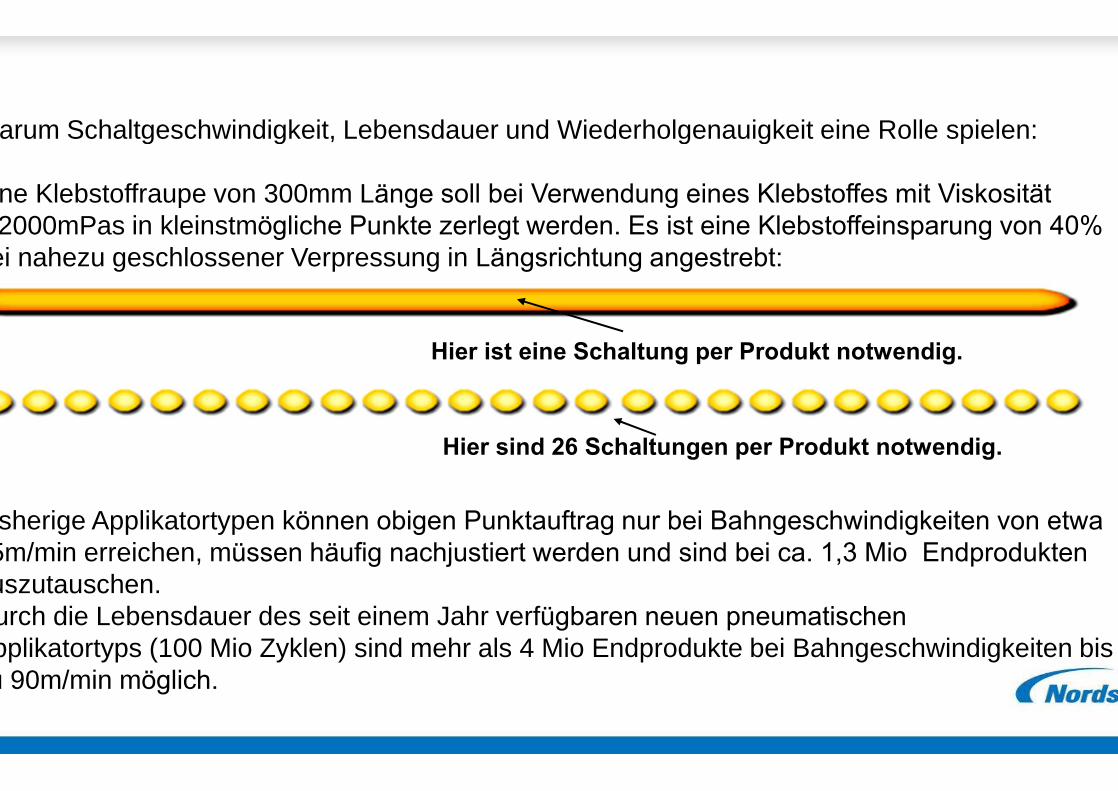
Warum Schaltgeschwindigkeit, Lebensdauer und Wiederholgenauigkeit eine Rolle spielen:
Eine Klebstoffraupe von 300mm Länge soll bei Verwendung eines Klebstoffes mit Viskosität
~2000mPas in kleinstmögliche Punkte zerlegt werden. Es ist eine Klebstoffeinsparung von 40%
bei nahezu geschlossener Verpressung in Längsrichtung angestrebt:
Hier ist eine Schaltung per Produkt notwendig.
Hier sind 26 Schaltungen per Produkt notwendig.
Bisherige Applikatortypen können obigen Punktauftrag nur bei Bahngeschwindigkeiten von etwa
15m/min erreichen, müssen häufig nachjustiert werden und sind bei ca. 1,3 Mio Endprodukten
auszutauschen. Durch die Lebensdauer des seit einem Jahr verfügbaren neuen pneumatischen
Applikatortyps (100 Mio Zyklen) sind mehr als 4 Mio Endprodukte bei Bahngeschwindigkeiten bis zu 90m/min möglich.
13 / 23 | October 2010 | © Nordson Deutschland GmbH
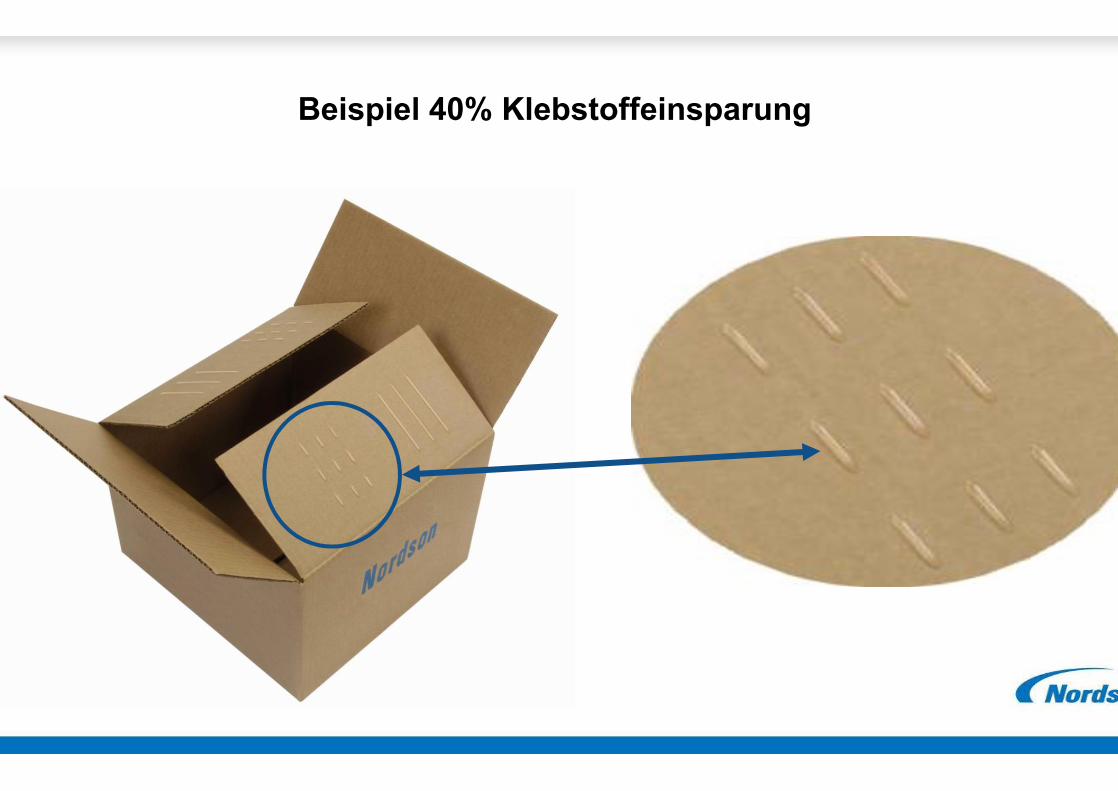
Beispiel 40% Klebstoffeinsparung
14 / 23 | October 2010 | © Nordson Deutschland GmbH
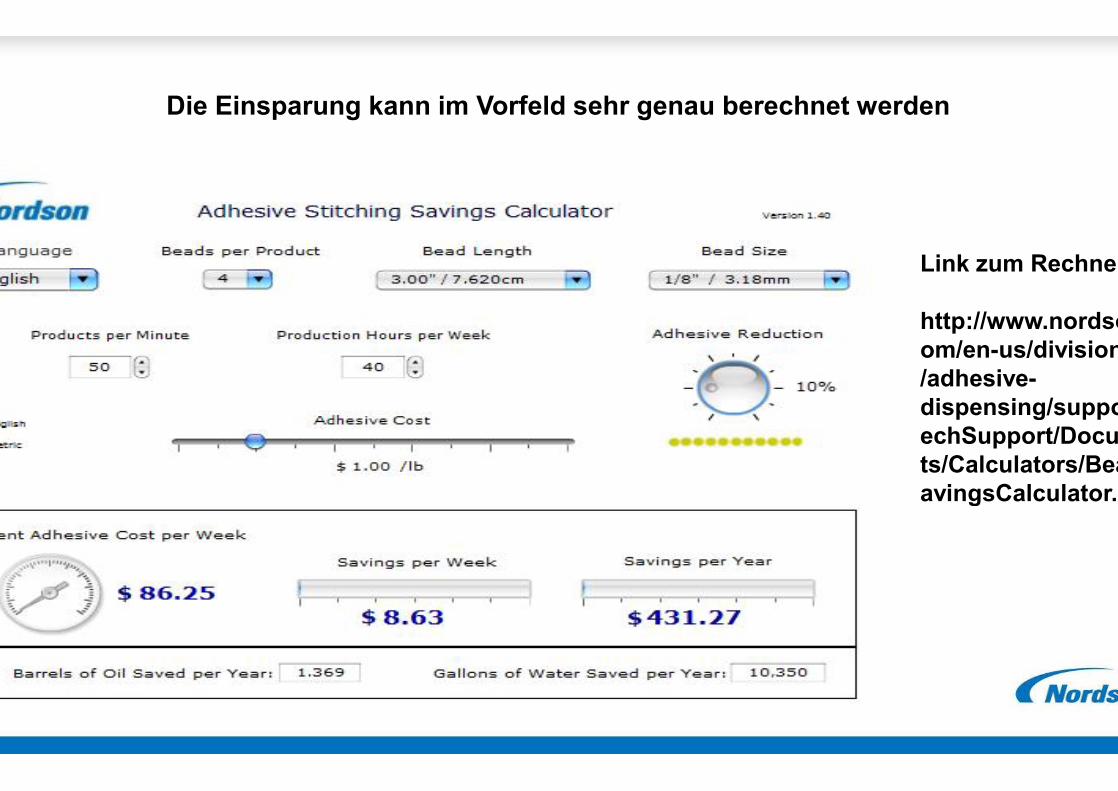
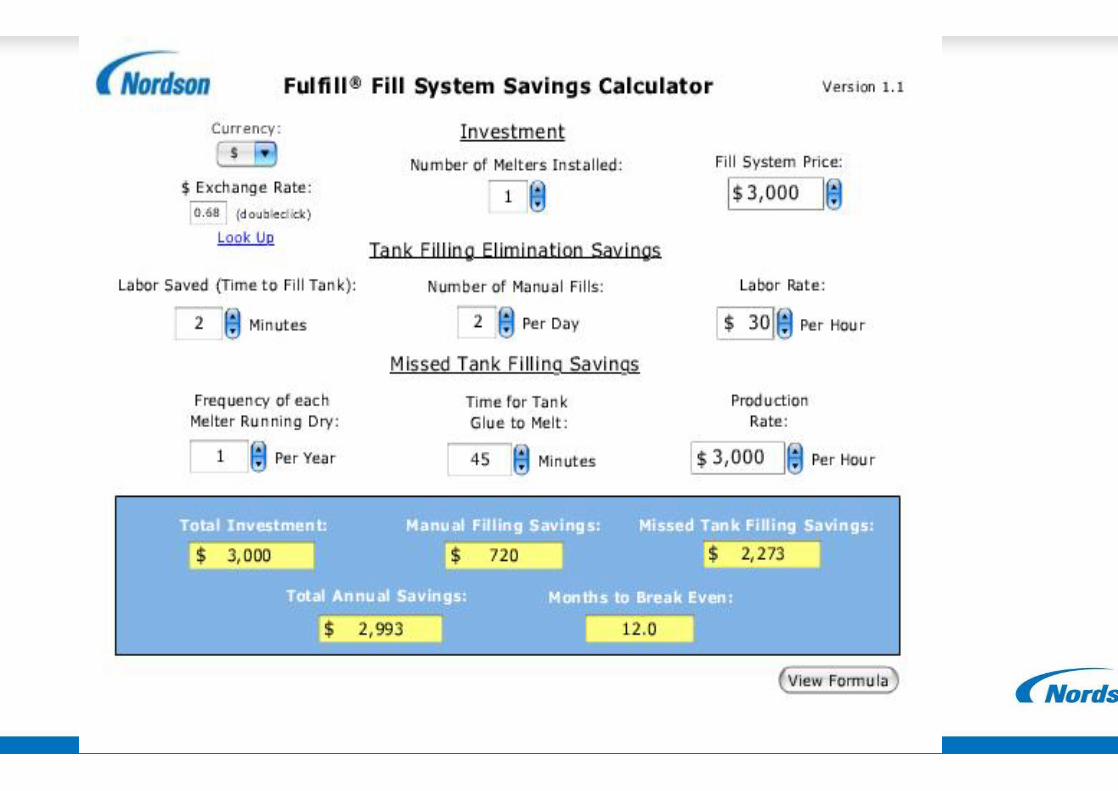
Die Einsparung kann im Vorfeld sehr genau berechnet werden
Link zum Rechner:
http://www.nordson.c
om/en-us/divisions
/adhesive-
dispensing/support/T
echSupport/Documen
ts/Calculators/BeadS
avingsCalculator.swf
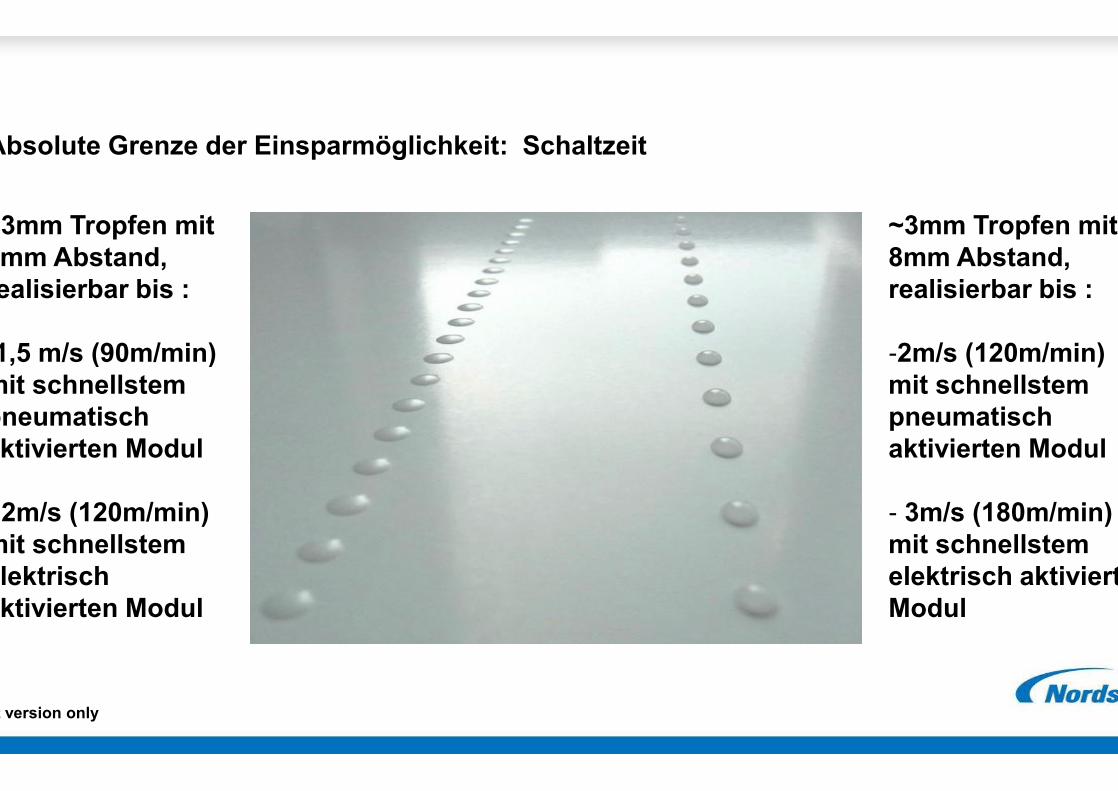
Absolute Grenze der Einsparmöglichkeit: Schaltzeit
~3mm Tropfen mit
4mm Abstand,
realisierbar bis :
1,5 m/s (90m/min)
mit schnellstem
pneumatisch
aktivierten Modul
2m/s (120m/min)
mit schnellstem
elektrisch
aktivierten Modul
~3mm Tropfen mit
8mm Abstand,
realisierbar bis :
-2m/s (120m/min)
mit schnellstem
pneumatisch
aktivierten Modul
- 3m/s (180m/min)
mit schnellstem
elektrisch aktivierten
Modul
Print version only
Grenze der Einsparmöglichkeit: Klebstoffviskosität
Pneumatisch aktiviertes Modul ~ 800 bis 5000 mPas
Elektrisch aktiviertes Module ~ 500 bis 1500 mPas
Grenze der Einsparmöglichkeit: Applikatorlebensdauer
Pneumatisch aktiviertes Modul Stand 2001 ~ bis zu 40 Millionen Schaltungen,Schaltgeschwindigkeitsänderung durch Alterung
Elektrisch aktiviertes Modul Stand 2001 ~Mehr als 100 Millionen Schaltungen
Pneumatisch aktiviertes Modul Stand 2011 ~ Mehr als 100 Millionen SchaltungenKeine Schaltgeschwindigkeitsänderung durch
Alterung
Elektrisch aktiviertes Modul Stand 2011 ~Mehr als 300 Millionen Schaltungen
Einsparmöglichkeit 2: �Nebenkosten� einsparen
Kosten für den Betrieb eines Klebstoffauftragssystem setzen sich, in der Reihenfolge der
Wichtigkeit beschrieben, wie folgt zusammen:
Stillstandkosten (zzgl. �verschwendeter� Energiekosten)
Klebstoffkosten BedienungskostenWartungskostenErsatzteilkostenEnergiekosten
Einsparmöglichkeit 2: �Nebenkosten� einsparen
Um diese Punkte zu bewerten ist immer eine Analyse der aktuellen Bedingungen vor Ortvonnöten.
Wodurch entsteht Stillstand?
Wie viel Klebstoff wird aufgrund von Reinigungs- und Spülvorgängen verbraucht?
Wie oft wird Klebstoff manuell nachgefüllt?
Wie oft kommt es zu Stillstand aufgrund von Verschmutzungen/Düsenverstopfungen?
Wie oft müssen Systembestandteile gewartet/ausgetauscht werden?
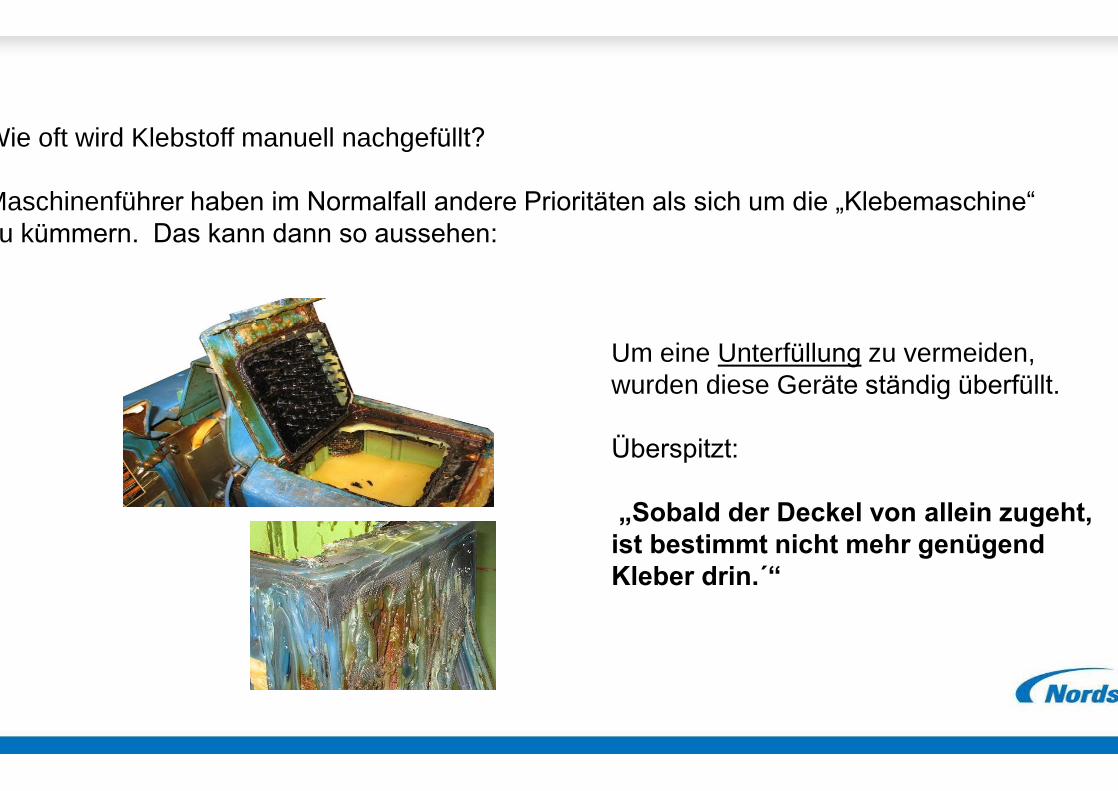
Wie oft wird Klebstoff manuell nachgefüllt?
Maschinenführer haben im Normalfall andere Prioritäten als sich um die �Klebemaschine�
zu kümmern. Das kann dann so aussehen:
Um eine Unterfüllung zu vermeiden, wurden diese Geräte ständig überfüllt.
Überspitzt:
�Sobald der Deckel von allein zugeht,
ist bestimmt nicht mehr genügend
Kleber drin.´�
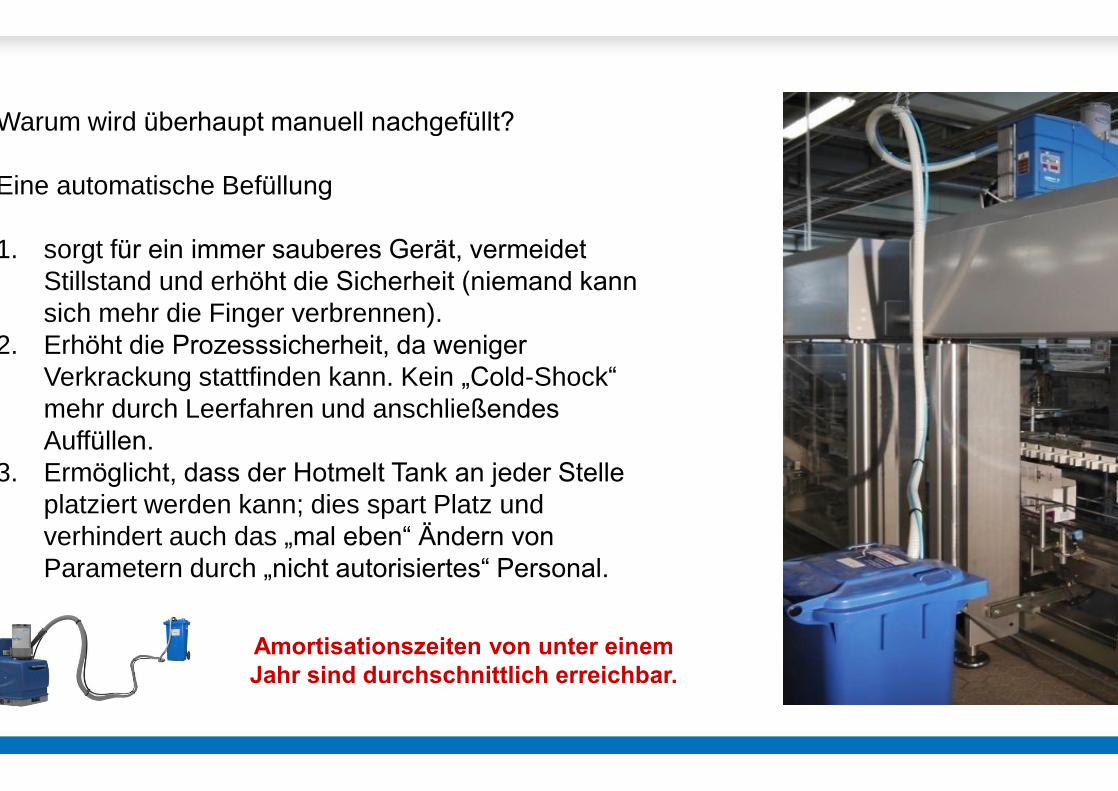
Warum wird überhaupt manuell nachgefüllt?
Eine automatische Befüllung
1. sorgt für ein immer sauberes Gerät, vermeidet
Stillstand und erhöht die Sicherheit (niemand kann
sich mehr die Finger verbrennen). 2. Erhöht die Prozesssicherheit, da weniger
Verkrackung stattfinden kann. Kein �Cold-Shock� mehr durch Leerfahren und anschließendes
Auffüllen.
3. Ermöglicht, dass der Hotmelt Tank an jeder Stelle
platziert werden kann; dies spart Platz und verhindert auch das �mal eben� Ändern von
Parametern durch �nicht autorisiertes� Personal.
Amortisationszeiten von unter einem
Jahr sind durchschnittlich erreichbar.
Wartungskosten minimieren:
Ein Hotmelt System kann lange Zeit mit geringstem Wartungsaufwand eingesetzt werdensofern:
1. Der Klebstoff immer sauber und gleichmäßig nachgeschmolzen wird und
2. Filterung an mindestens 3 Stellen stattfindet:a. Vor der Pumpeb. Vor dem Schlauchc. Vor der Düse
3. Die eingesetzten Komponenten eine lange wartungsfreie Lebensdauer haben.
4. Keine Nachjustierung aufgrund von Alterungsprozessen notwendig ist.

Unterhaltskosten minimieren:
Die Auswahl des �richtigen� Hotmelt Auftragskopfes ist WICHTIG!
Kugelsitzmodul, für die meisten
Verpackungsklebstoffe geeignet.
Nadelsitzmodul, für Klebstoffe die zur
Verschmutzung neigen.
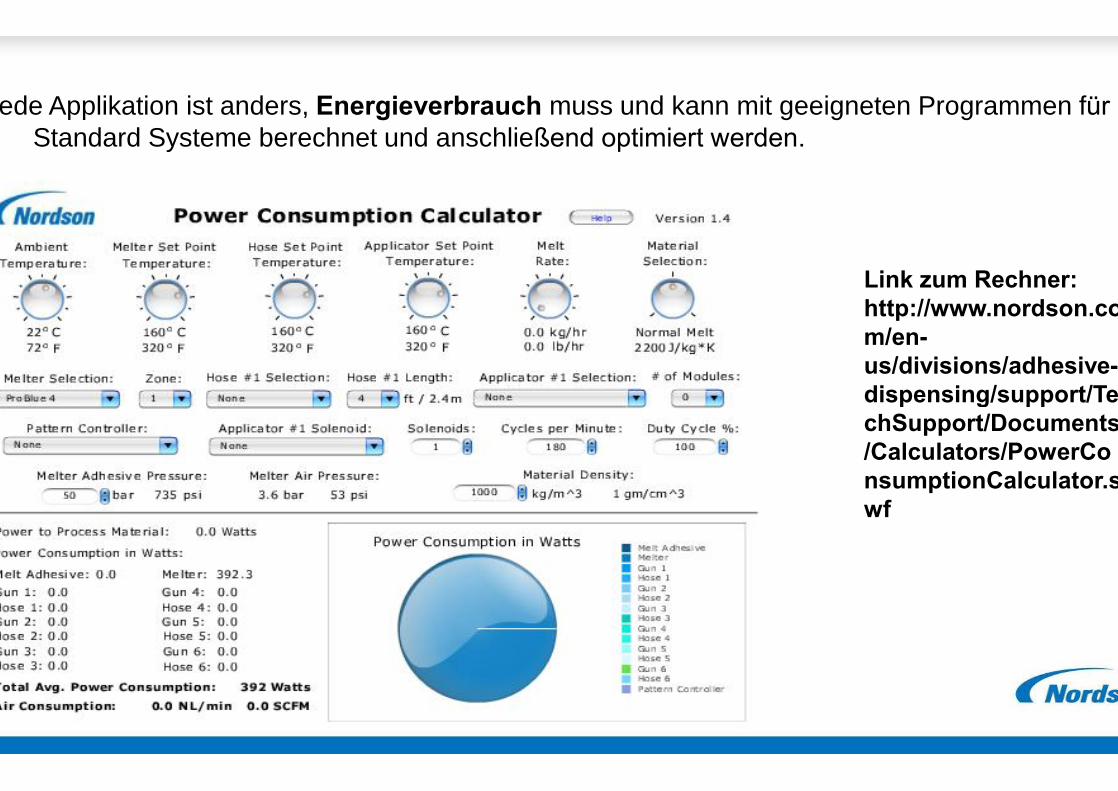
Jede Applikation ist anders, Energieverbrauch muss und kann mit geeigneten Programmen für
Standard Systeme berechnet und anschließend optimiert werden.
Link zum Rechner:
http://www.nordson.co
m/en-
us/divisions/adhesive-
dispensing/support/Te
chSupport/Documents
/Calculators/PowerCo
nsumptionCalculator.s
wf
Einsparungsmöglichkeit 3: Einsatz geschäumter Hotmelt Klebstoffe
Überall dort wo Hotmelt in großer Menge benötigt
wird bietet es sich an, das Material durch Aufschäumen mit einem Gas oder Luft zu
�strecken�.
Teurer Hotmelt Klebstoff wird hierbei durch preiswertes Gas ersetzt, groß dimensionierte
Klebstoffraupen enthalten bei gleich bleibendem Volumen weniger Hotmelt.
Die Filterindustrie ist bereits vor vielen Jahren diesen Weg gegangen, die typischeStabilisierungsraupe auf plissierten Filtern wird in zahlreichen Fertigungsbetrieben�aufgeschäumt�, dies sorgt für
Materialeinsparungen zwischen 30 und 50%.
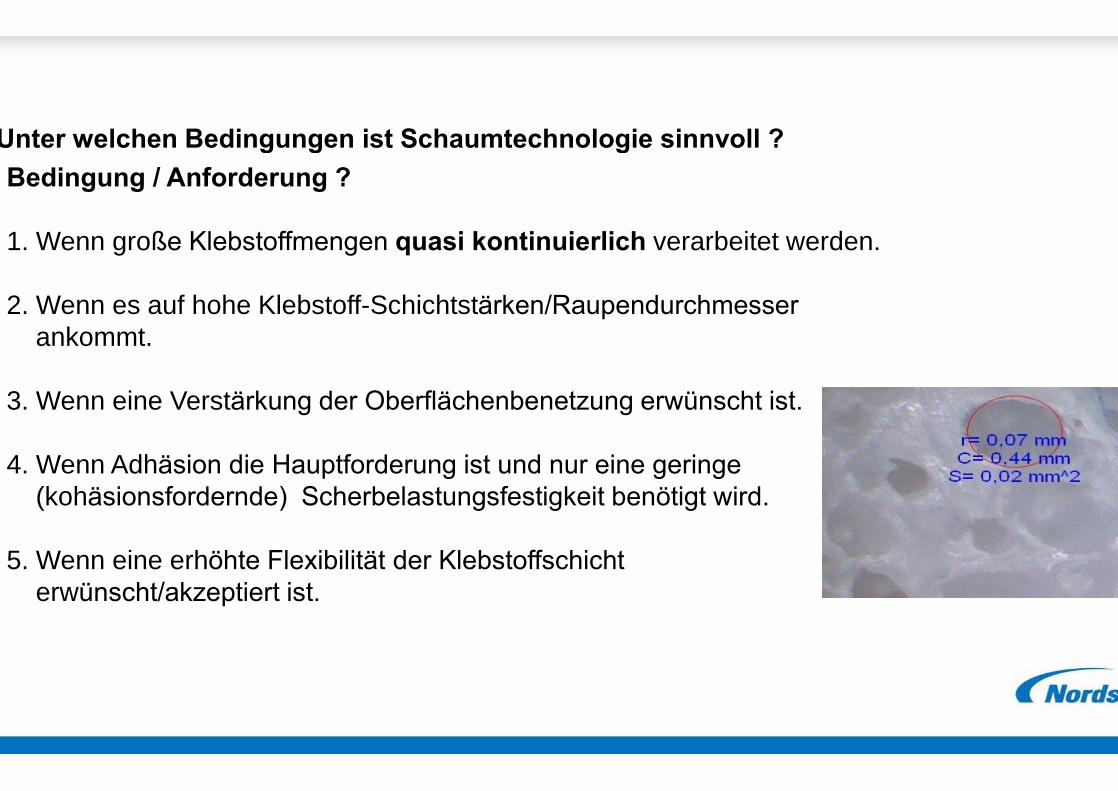
Unter welchen Bedingungen ist Schaumtechnologie sinnvoll ?
Bedingung / Anforderung ?
1. Wenn große Klebstoffmengen quasi kontinuierlich verarbeitet werden.
2. Wenn es auf hohe Klebstoff-Schichtstärken/Raupendurchmesser
ankommt.
3. Wenn eine Verstärkung der Oberflächenbenetzung erwünscht ist.
4. Wenn Adhäsion die Hauptforderung ist und nur eine geringe
(kohäsionsfordernde) Scherbelastungsfestigkeit benötigt wird.
5. Wenn eine erhöhte Flexibilität der Klebstoffschicht
erwünscht/akzeptiert ist.
Vorteile
1. Klebstoffeinsparung
2. Verbesserte Oberflächenbenetzung bei porösen Materialien, da das Hotmelt auf dem
Substrat aufschäumt
3. Verbesserte Adhäsion, durch die Blasenoberfläche entsteht eine Kontaktflächenvergrößerung
4. Geschäumter Klebstoff weist eine höhere Flexibilität auf als ungeschäumter Klebstoff
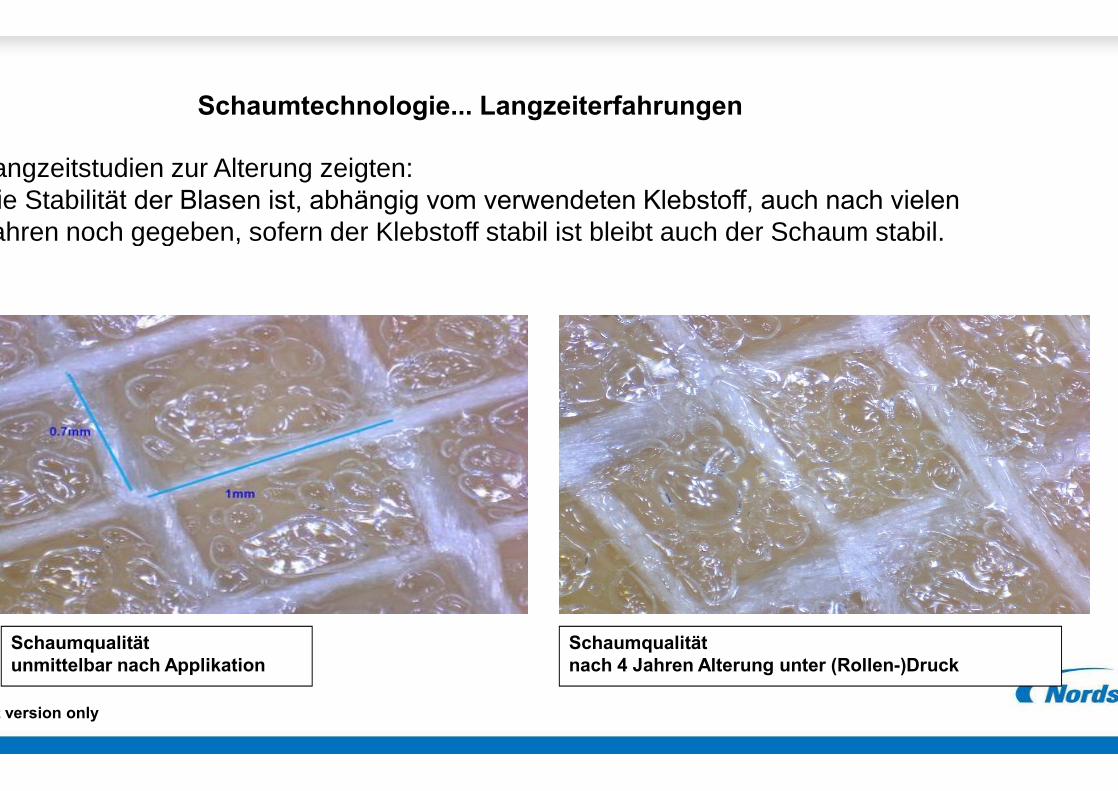
Schaumtechnologie... Langzeiterfahrungen
Langzeitstudien zur Alterung zeigten:Die Stabilität der Blasen ist, abhängig vom verwendeten Klebstoff, auch nach vielen
Jahren noch gegeben, sofern der Klebstoff stabil ist bleibt auch der Schaum stabil.
Schaumqualität
unmittelbar nach Applikation
Schaumqualität
nach 4 Jahren Alterung unter (Rollen-)Druck
Print version only
Einsparmöglichkeit 4: �Low-Melt� Klebstoff
Hier wird definitiv Energie eingespart, da der Hotmelt mit einer erheblich geringerenEnergiemenge aufgeschmolzen werden kann.
Zu berücksichtigen ist jedoch immer die Frage:
-Ist die Temperaturstandfestigkeit für das Endprodukt noch ausreichend?
Es ist positiv, auf diesem Weg einige Wattstunden Energie einzusparen, wenn jedochder Klebstoff die ihm zugedachte Aufgabe nicht mehr erfüllt, hat man ein neues
Problem. Dies muss im Einzelfall getestet werden.
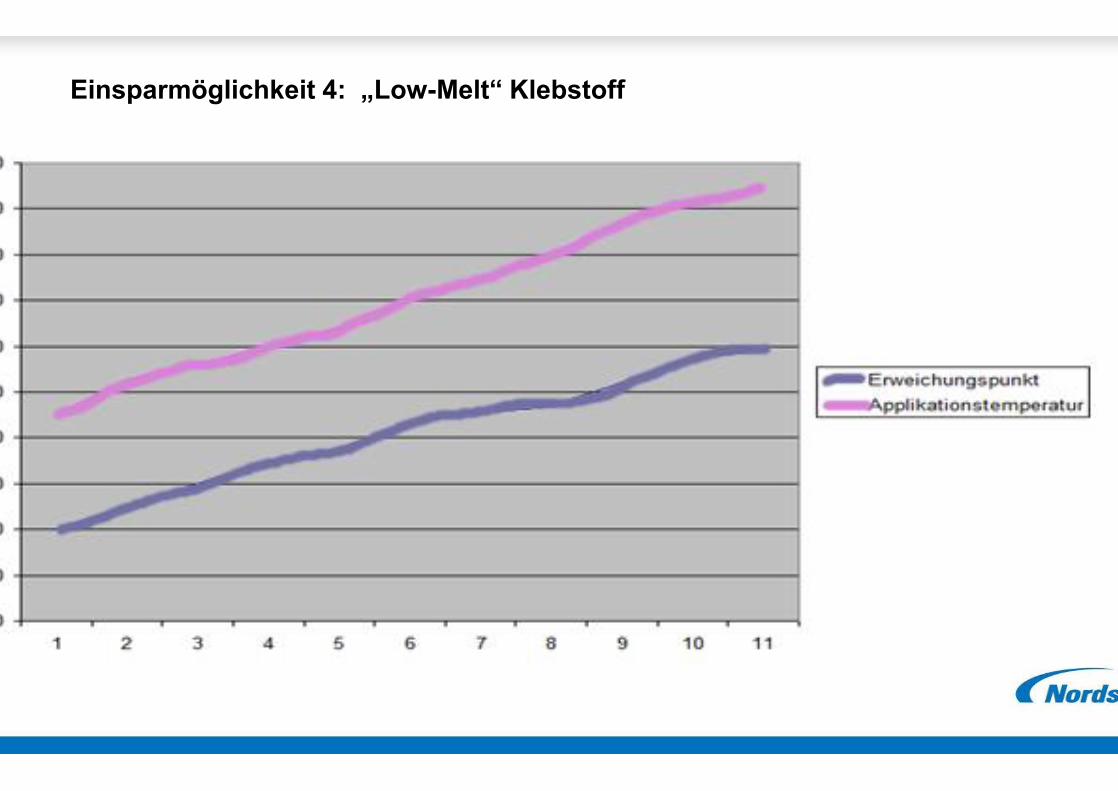
Einsparmöglichkeit 4: �Low-Melt� Klebstoff
Danke für Ihre Aufmerksamkeit !
Kontakt Daten
Achim Schöneweiß
Sales Manager Aftermarket DACH
Nordson Deutschland GmbH
Heinrich-Hertz-Straße 42
40699 ErkrathDeutschland / Germany
+49.211.9205.196 Phone
+49.211.254.658 Fax
+49.162.2324.704 Mobile