Embed Size (px)
Citation preview

Visibility Map and Its Application to Numerical Control
Tony C. Woo, B. F. von Turkovich (1) Received on January 25,1990
SUMMARY
The paper presents a novel technique for computing the optimal number of set-ups for machining complcx surfaces. Akin to the Gaussian map, the visibility map of a parametric surface represents the feasible directions along which a cutter can reach the surface. When maps overlap, they can be machined in one set- up. Mapping of 3-, 4, and &axis numerical control machines to a unit sphere and algorithms dealing with spherical maps are given.
KEY WORDS: Automatic set-up, numerical control machining, parametric surfaces, spherical algorithms.
1. Introduction Gebmetric processing for Numerical Control (NC) machining has been
concerned with the generation of cutter tool path. In this paper, we focus on the dual of tool path generation - workpiece set-up. We are motivated by lhe following observation. A tool path computed from the surface normals may be infeasible if the workpiece is not set up properly. Conversely, orienting the workpiece so as to maximize machining reduces unproductive work, such as dismounting and mounting of the workpiece. But such an objective is not without difficulties.
A complex object, such as an artificial knee joint, may have several hun- dred patches of parametric surfaces [I] for its computer representation. Op- timizing the number of set-ups can be a combinatorially complex problem - choosing k surfaces from n to machine for each set-up. Adding to the complexity are practical considerations: the choice of the NC machines (as dictated by availability, for example) and the type of cutter (as required by the part geometry, for instance).
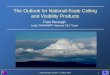
Now, it is fairly obvious that the least number of set-ups exists on a 5- axis machine. But it is not entirely obvious, barring the availability of a 5-axis, whether the same object can be machined on a Caxis, at the expense of a larger number of set-ups, or even on a 3-axis. If this is possible, how should the workpiece be oriented for each set-up? The tradeoff is illustrated in Figure 1.1.
This paper addresses the minimization of workpiece set-up on a k-axis NC machine, where k = 3,4,5 in such a way that the maximum number of surf- is visible to tlie cutter in a set-up. Two points ale visible to each other if the line segment joining them admits no intersection (other than at the end points). Suppose X is a point on a work surface and Y is a point on the cutter. Y can reach X via a straight line if X and Y are visible to each other.
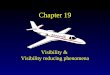
The notion of visibility can be made more concrete through the Gaussian Map (or, simply, G-hlap) 141. The G-hlap of a surface is the image of the surface normals on a unit sphere. Figure 1.2 illustrates the construction of a G-hiap. The ends of the surface normal vectors at all points on a given surface are translated (while retaining the orientations) to the origin of a coordinate system. The tips of the normal vectors give rise to a map on the unit sphere.
Incorporating the geometry of a cutter to a G-hiap yields a Visibility hiap (or V-Map) as follows. Assume that there arc three types of milling cuttus: flat-end, fillet-end and ball- end. The visibility of a flat-end mill for a point on a surface is precisely the surface normal (which is given by the G-Map). On the other hand, the visibility of a ball-end mill is the surface normal enhanced by up to 180 degrees. (To wit, the axis of the ball-end mill can deviate up to 90 degrees on each side from the surface normal.) Denoting the half-angle of the cutter by v, we say that v = 0 degree for a flat-end mill, 0 < v < 90 for a fillet-end mill, and Y = 90 degrees for a ball-end mill.
The construction of the \'-Map from a G-Map can now be demonstrated. For simplicity, we choose the ball-end mill for which v = 90 degrees. Suppose the G-hiap is a single point (as in the case of a plane). With respect to this G-hfap, the visibility of the ball-end mill, or the corresponding \'-Map, is a hemisphere. In other words, with a hemispherical visibility, the tool axis of the ball-end mill can deviate by up to 90 degrees from the normal. Therefore. the example surface (a plane) can be set-up in any orientation as long as its G-hIap (a point) is within the V-Map induced by the cutter (a hemisphere). Now, suppose the G-hlap consists of two distinct points. Then, the V- Map is the intersection of the two corresponding hemispheres. In order for the cutter to "see" both surfaces simultaneously, the visibility is necessarily narrowed hy the set intersection of the individual V-Maps. In general, the V-hlap is the intersection of hemispheres associated with all points in a given G-Map. Illustrated in Figure 1.4, a given G-hlap is shown as the letter "G" on the left. Its V-Map is a region on the sphere such that all points in the G-hlap arc
visible with a v-angle of 90 degrees. There corresponds a hemisphere bounded by a great circle Ci to a point Pi in the G-Map; circle C4 corresponds to point P1, for example. Intersecting the circles yields the oval shaped V-Map on the right.
It may be noted that a G-Map and its V-hlap are complements. The smaller the G-Map, the larger the V-Map and vice versa. The reader's in- tuition on the V-Map may be enhanced by the following observation. A complex surface has a large G-Map, arising from the various orientations of its surface normals. As such, the workpiece is likely to be "difficult" to orient since it has a small V-hfap contributed by the intersection of many hemispheres.
Implicit to the description of the V-Map thus far is 3-axis NC machining. Imagine a 3-axis NC machine with a ball-end mill oriented at the North Pole. It can machine all the V-Maps that contain the North Pole. If the V-Maps are elsewhere on the sphere, they can be rotated (via set-up) so that they bccome visible.
Having dealt with set-up on a 3-axis machine. we now generalize to that on a k-axis NC machine. A 4-axis NC machine is conceptually a 3-axis machine with a rotating table. This extra degree of freedom in rotation can be represenkd by a great circle on the unit sphere. (In other words, in addition to rotating the workpiece in a set-up, the tool can also be rotated about the workpiece after the set-up.) Now, suppose there is a V-Map in the Northern Hemisphere and one in the Southern Hemisphere. For a 3-axis machine, two sd-uys are sufficient. IIonever, with a 4-axis machinc. if the workpiece can be oriented in such a way such that the great circle intersects the V-Maps (or vice versa), then the surfaces can be machined in a single set-up. Figure 1.5 illustrates 4-axis machining in spherical geometry.
Set-up on a 5-axis machine is now readily representable. The two addi- tional degrees of freedom in orthogonal rotations correspond to a spherical band (which certainly contain a great circle). Thus, rotating the band so as to maximize its coverage of the V- Maps maximizes the number of surfaces machinable in a singk set- up on a &axis.
The rest of the paper is organized as follows. Visibility Maps are com- puted from the geometry of a given object in terms of the G-Maps. Section 2 discusses the properties of the V-Maps and the procedures for comput- ing them. Set-up on a 3-axis NC machine is then presented in Section 3. followed by procedures for minimizing set-ups for 1- and 5-axis machines. Implementation on a Caxis is given in Section 4.
2. Computation of Visibility Maps
Computation can be arbitrary unless there are mathematical properties to support it. Convexity is a property that facilitates geometric computations 151. Unfortunately, convexity is not an intrinsic property of Gaussian Maps. Here, we show that V-Maps are always convex.
Recall that a V-Map is the intersection of hemispheres. Since the inter- section of convex sets is always convex, the convexity of a G-Map is readily established if it can be shown that hemispheres are convex. To do so, a formal definition of convexity is in order.
Definition 2.1 Spherical Convexity: A set of points is spherically convex (or simply, convex), if, for any two points p and q in the set that are not antipodal, the geodesic joining p and q lies entirely in the set.
A pair of points are antipodal if that are diametrically opposite to each other on the sphere. According to Definition 2.1, a hemisphere is convex since there always exit two points p and q (that are not on the "equator") whose geodesic lie in the set. However, any set larger than a hemisphere is not convex as the geodesic would lie outside the set. This leads to the following assertion on the convexity of \'-Maps.
Lemma 2.1 A V-Map is spherically coni'ex.
Annak of the ClRP Vol. j19//lM 451

A V-Map is constructed by intersecting hemispheres. Each hemisphere corresponds to a point in a G-Map. Now, not all points in a G-Map are needed for the construction. Only the ones that are on the boundary of a G-Map contribute to its V-Map. In other words, hemispheres corresponding to points in the interior of a G-Map are already “covered” by hemispheres corresponding to points on the boundary. If a G-Map is a line, only its end points are needed for computing its V-Map. If a G-Map is a set of points, only the vertices on the convex hull of a G-Map contribute to its V-Map. A definition companion to spherical convexity for bounding a spherically convex set is useful for the construction of a V-Map followed by a lemma characterizing the input for computing a V-Map.
Definition 2.2 Spherical Convex Hull: The boundary of the small- est convex set containing a given set S is its spherical convex hull, denoted as SCH (S). The boundary consists of vertices which are points in S and edges which are great circles.
Lemma 2.2 The V-Map can be constructed from the spherical convex hull of a G-Map.
While Lemma 2.2 lead to an algorithm for computing the V-Map from a given G-Map, it is useful to examine the relation between them for data structure purposes. Specifically of intenst is the duality of the entities:
Vg : a vertex in a G-Map Eg : an edge in a G-Map
Ev : an edge in a V-Map Vv : a vertex in a V-Map
The duality between Vg and Ev is by construction: For each point Vg in a G-Map, there is a great circle bounding the hemisphere which gives rise to an edge Ev. The converse needs clarification because the correspondence is not one-to-one. As shown in Figure 2.1, an edge Eg as represented by its two end-points Vg and Vg’ correspond to two intersecting great circles -giving rise to two points of intersection Vv and Vv’. To disambiguate, a point p from the interior of the G-Map is chosen. If the dot product of Vv’ and p is negative, then Vv is the dual of Eg. With only one vertex in the V-Map M
the dual of Eg, the following lemma is immediate.
Lemma 2.3 A G-Map and its V-Map are duals.
Lemma 2.3 is useful in facilitating the traversal of the data structure, We are now ready to give the algorithm for constructing a V-Map from a given G-Map. Procedure V-Map (G-Map)
Fmd SCA (G-Map) do for each edge of SCH (G-Map)
retrieve the two end-points Vg and Vg’ intersect the two corresponding great circles Vv c the point intersection with a positive dot
Connect the Vv in the order generated. product with a point interiorto G
end do End procedure
The procedure SCH (G-Map) is reported in 121.
3. Set-up in 3-, 4-, and &axis
Given a set of n V-Maps, it is desirable to minimize the number of set-ups. On a 3-wis NC machine, a set-up corresponds to orienting the workpiece such that the tool axis is in the same direction as a vector in a V-Map. As thee are n V-Maps, there can be at most n set-ups. The number of set-ups CM be reduced by exploiting the possible overlap of the V-Maps. If two V-Maps overlap, there is a non-empty intersection representing a common direction such that both V-Maps are visible.
Definition 3.1 Cluster: If k V-Maps overlap, they are said to form a k-cluster.
Although there are combmatorially many subsets in a cluster, each surface needs to be machined only once. In other words, a V-Map need not be processed multiple times even if it overlaps with many others. Thus there CM be a further reduction in the number of clusters hence set-ups by observing dominance.
Definition 3.2 Dominant Cluster: A duster is dominant if it is not a subset of any other cluster.
Setting up in 3-axis therefore involves identifying the number of dominant c lus ta~ . Int-tion of V-Maps aa WIIV~X spherical polygons is also available in 121.
Setting up for 4- and &axis machines is less straightforward. The diffi- culty is in the continuity of the domain - there are infinitely many solutions. Recall that, for setting up on a 4-axis machine, a great circle is to intersect the V-hlaps maximally. There are infinitely many orientations for a great
circle on the unit sphere. Of the ones that intersect the V-Maps, there are again uncountably many solutions, from which the maximum is sought.
In order to obtain a soldon in finite time, the domain (i.e. the surface of the unit sphere) must be partitioned in such a way that within each partition the solutions are congruent. In the following, we show that there exists only O(n**2) partitions on the sphere, where n is the total number of V-Maps.
Consider the partitioning induced by a pair of V-Maps. There are two internal support lines (as “tangents”) between them; none if the two V-Map overlap. These two support lines form four partitions of the sphere, C1 to (4, as shown in Figure 3.l(a). For n V-Maps, there are O(n**2) partitions as shown in Figure 3.l(b). Within each partition, it is necessary to establish the congruence of the solutions.
Let the convex hull of the a pair of V-Maps, P and Q, be formed by the two external support line. Denoted by SCH(P,Q), it is the area between P and Q in addition to P and Q themselves as in Figure 3.l(a). For any point p in SCH(P,Q), there always exists a great circle that intersects both P and Q. Hence, the solutions in SCH(P,Q) are congruent. For a point p’ outside SCH(P,Q), there arc two cases. If p’ is in partitions (3 or C4, a great circle must intersect both P and Q. On the other hand, if p’ is in partitions C1 or C2, a great circle intersects either P or Q, but not both. Along with the previous paragraph, this discussion completes the proof for the following lemma.
Lemma 3.1 There are O(n**2) partitions on the sphere, where n is the number of V-Maps. Within each partition, the solutions to maximal intersection are congruent.
Having established that there are a finite number of partitions on the sphere, we proceed with the solution to finding maximal intersection. Within each partition, an arbitrary point is chosen through which the great circle passes. (Since the solutions are congruent, the orientation of the great circle can be any angle within the partition.) As there are only O(n**2) such solutions, finding the maximum is readily accomplished.
Procedure Maximal Intersection (V-Maps) determine the partitions from the V-Maps do for each partition
identify an arbitrary point in the partition generate a great circle passing through it
whose orientation is bounded by the partition end do do for each great circle
end do do for all great circles
end do
intersect with the V-Maps
determine the one with the maximum intersection
End procedure
More details can be found in [S].
For 4-axis set-up, the workpiece (as represented by the V- Maps) is ori- ented in such a way that the 4 t h axis (M represented by the great circle) intersects the V-Maps maximally. The V-Maps (representing the surfaces machined during this set- up) are then deleted. The procedure iterates, until all the V- Maps are exhausted.
Procedure 4 4 s Set-up (V-Maps) do until V-Maps = nil
call maximal intersection orient the workpiece for maximal intersection dekte the intersected V-Maps from V-Maps
end do End procedure
Recall that setting up a workpiece on a Saxis involves finding a band of great circles that intersect the V-Maps maximally. The band can be repre- sented by a great cirde C1 (at the center of the band) and an orthogonal arc (the 5 t h axis) which is a portion of another great circle C2 orthogonal to C1. Thus 5-axis set-up involves two calls to &axis set-up.
Procedure 5 4 s Set-up (V-Maps) do until V-Maps = nil
call 4-axis Set-up for the 4 t h axis call 4-axis Set-up for the 5-th axis delete the intersected V-Maps from V-Maps
end do End procedure
4. Implementation
452

In AutoCAD, an object shown in Figure 4.1 has been described by 12 surfaces of the following types:
Type of Surface Number Bezier 9 Coons 1 plane 1 Nled 1
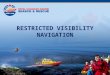
The G-Map for each of the surface is computed from the normals at sam- ple points on the surface. Figure 4.2(a) shows the G-Map for the top surface (to be identified as 12). Its V-Map is computed by taking the convex hull of the G-Map aid then by taking the inkmedon of hemispheres corrarponding to points on the hull. For compactness of data structure., a V-Map is approx- imated by an inscribing circle, as shown in Figure 4.2(b). The V-Maps for all twelve surfaces are given in Figure 4.3.
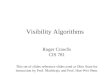
Dominant clusters X1, X2, ... X6 are identified in Figure 4.4 for 3-axis set-up. In other words, six set-ups are necessary on a 3- axis. The dashed line cutting diagonally across the figure represents the great circle that intersects the V-Maps maximally. It intersects eleven of the twelve surfaces. In other words, two set-ups are necessary on a 4-axis. A Yamazaki 4-axis was used for testing the set-up procedure and for generating the tool path (31.
5. Concluding Remarks
We have introduced the concept of Visibility Maps on the unit sphere for optimizing set-ups in NC machining. By imposing tool geometry (as hemi- spheres for points to be addressed by a ball-end mill) on part geometry (as Gaussian Maps), the Visibility Map is constructed and is shown to be convex and dual. Set-up on a 3-axis machine is formulated as the determination of dominant clusters. Set-up on 4-axis and 5-axis machines is formulated as maximal intersection of the Visibility Maps with a great circle. Procedures have been provided.
While the stated application is in machining, it may be inkresting to o b serve applications of the Visibility Map in die casting and injection molding. Consider the problem of determining the parting line and the minimization of cores or inserts. As the casting must be removable from the die, there must be point-to-point straight l i e visibility: between a point on the die and a point on the casting after it is removed. The visibility issue is equivalent to 3-axis machining. Now, consider the parting surface that separates the two halves of the die. It may be desirable to have the parting surface cut across as few casting surfaces as possible. This objective may be formulated as the problem of minimal intersection of a great circle (the parting surface) with the maps. The location of the parting surface also determines the number of inserts (in case not all surfaces are visible). We shall follow up with a subsequent report on our progress in this new claps of Spherical Algorithms.
References
(1 ] Bezier, P. Numerical Control, Mathematics and Applications, 1972 John Wiky 0 Sons, New York.
[2 ] Chen, L. L. and Woo, T. C., 1989, Computational Geometry for Auto- mated Machining, to appear in ASME Trans., J. Mech., Thnsrn., and De- sign Automation; (.la0 available as Technical Report 89-30, Department of Industrial and Operations Engineering, University of Michigan, Ann Arbor, Michigan 48109-2117).
(3 ] Gan, J., 1989, Setup Orientation Algorithms for NC Machining of Sculp tured Surface Objects, Ph.D. dissertation, Department of Industrial and Op- erations Engineering, University of Michigan, Ann Arbor, Michigan
(4 1 Hilbert, D. and Cohn-Voasen, S., 1952, Geometry and Imagination, Chelsea, New York.
(5 ] Preparata, F. P. and Shamos, M. I., 1985, Computational Geometry - An Introduction, Springer Verlag, New York.
[6 ] Tang, K. and Woo, T. C., 1989, Maximum Intersection of Spherical Poly- gons and Workpiece Orientation for 4- and 5- axis Machining, submitted for publication to ASME Transactions, (also available as Technical Report 89-34, Department of Industrial and Operations Engineering, University of Michigan, Ann Arbor, Michigan 48109-2117).
(.) b . L i . m 0 -- Figure 1.1 Machine Selection
9' ad- llQpul
. . . . .
Figure 1.2 Gaussian Map of a Surface
Figure 1.3 The v-angle of a Cutting Tool
Figure 1.4 Construction of a Visibility Map

Figure 1.5 Intersecting the V-Maps with a Great Circle
Figure 4.1 An Object with Twelve Surfaces
Figure 1.6 Covering the V-Maps with a Great Band Figure 4.2 G-Map and \'-Map for a Surface
Figure 4.3 V-Maps for Twelve Surfaces
Figure 2.1 Duality between G-hlap and V-Map
*. -. ..
.. ..
I Figure 4.4 Clustering for 3-axis and Maximal Intersection for I-axis Set-up (4
Figure 3.1 Congruence of Partitions