Embed Size (px)
Citation preview

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C 1
WELCOME – Oil & Gas Industry Forum Rockwell Automation – Automation Fair – November 2012
Beth Parkinson
Market Development - Global Oil and Gas
November 2012
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Oil & Gas Industry Forum 2012
Welcome
Introduction Leveraging Technology to Reach Targets Eric S Fidler | Director Global Oil and Gas Solutions
CHCG: An Innovative Way to Enhance Oil Recovery Mei Lixin | CEO, Jiangsu Great River Otech
Nan Jiang – Rockwell Automation
Cloud-based Computing: Improving Remote Maintenance Josh Rabaduex | Controls Engineer, M.G. Bryan
Ted Hill | Global Business Development, Rockwell Automation
Process Automation Upgrade Improves Reliability and Reduces Downtime Gonzalo Maldonado | IT Infrastructure Supervisor, Petroamazonas
Javier Maldonado | IT Application Supervisor, Petroamazonas
Pablo Jarrin | Automation and Control Leader, Petroamazonas
Pedro Ramos | Automation and Control Leader, Petroamazonas
SCADA and Control Systems Cyber Security: Beyond the Hype and FUD Mark Fabro | President and Chief Security Scientist, Lofty Perch, Inc.
Question & Answers
2

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
Leveraging Technology to Reach Targets Enhanced reliability through applied automation improved visibility and tools
Eric S Fidler
Director Global Oil and Gas
November 2012

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Rockwell Automation at a Glance
Annual Sales: $6.2 billion
World Headquarters:
Milwaukee, Wisconsin, USA
Trading Symbol: ROK
Employees: About 20,000
Serving customers in
80+ countries
Leading global provider of industrial automation control and information solutions
4

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Focused on Industry Challenges
5
• Increasing global demand
• Government regulation
• Increasing capital and operational costs
• Workforce experience shortages
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
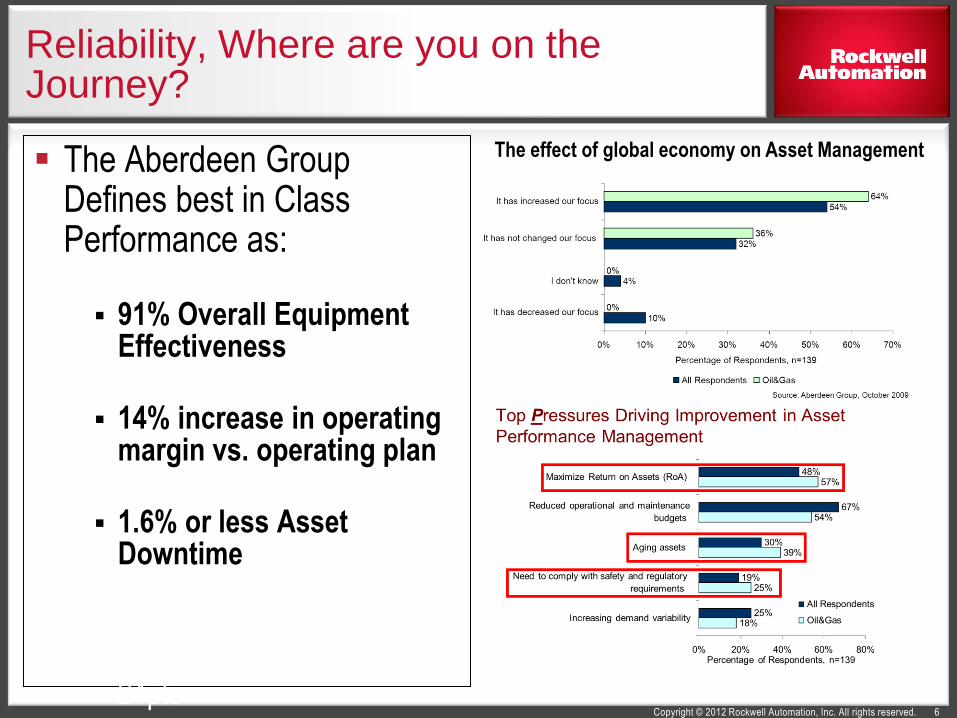
Reliability, Where are you on the Journey?
The Aberdeen Group Defines best in Class Performance as:
91% Overall Equipment
Effectiveness
14% increase in operating margin vs. operating plan
1.6% or less Asset Downtime
Sub-bullet, Arial Narrow, 24pts Sub-sub-bullet, Arial Narro
Sub-bullet, Arial Narrow, 24pts Sub-sub-bullet, Arial Narrow,
20 pts
6
The effect of global economy on Asset Management
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
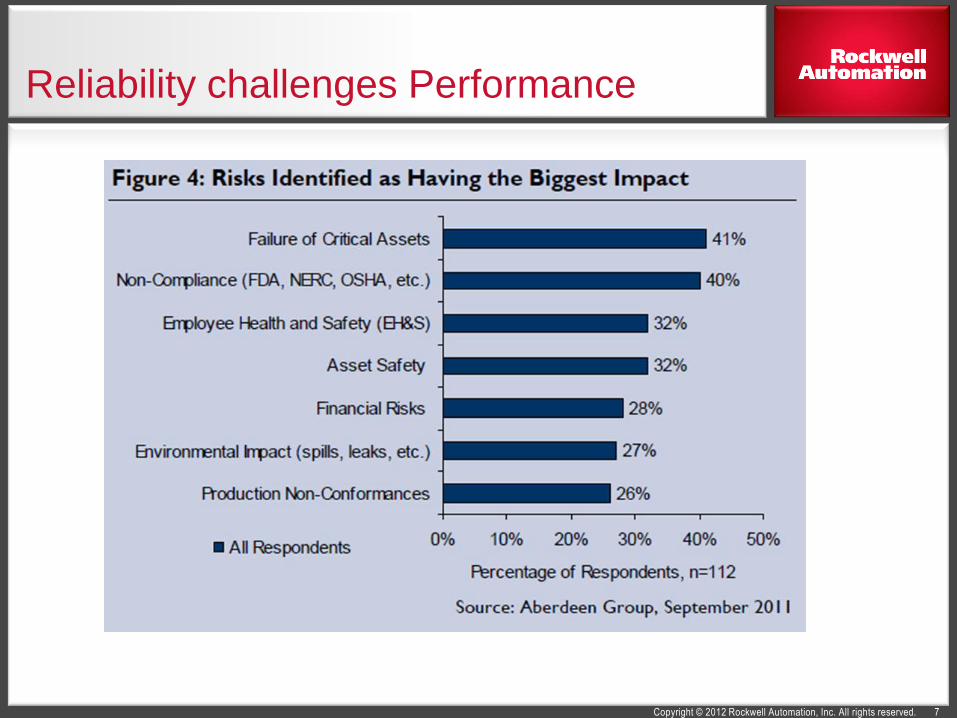
Reliability challenges Performance
7
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Challenges That Can Affect Reliability
Operators are overwhelmed with Information
Enterprise level Operations struggle with “Big Data”
Subject Matter Expert pools are shrinking, resources need to be shared
Remote visibility empowered with live data is challenging
People entrusted to make decisions are not equipped to do so
People often focused in the wrong areas (good intent, wrong priorities)
8
Big Data Means all the Information you need is there…. Somewhere in your Organization
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
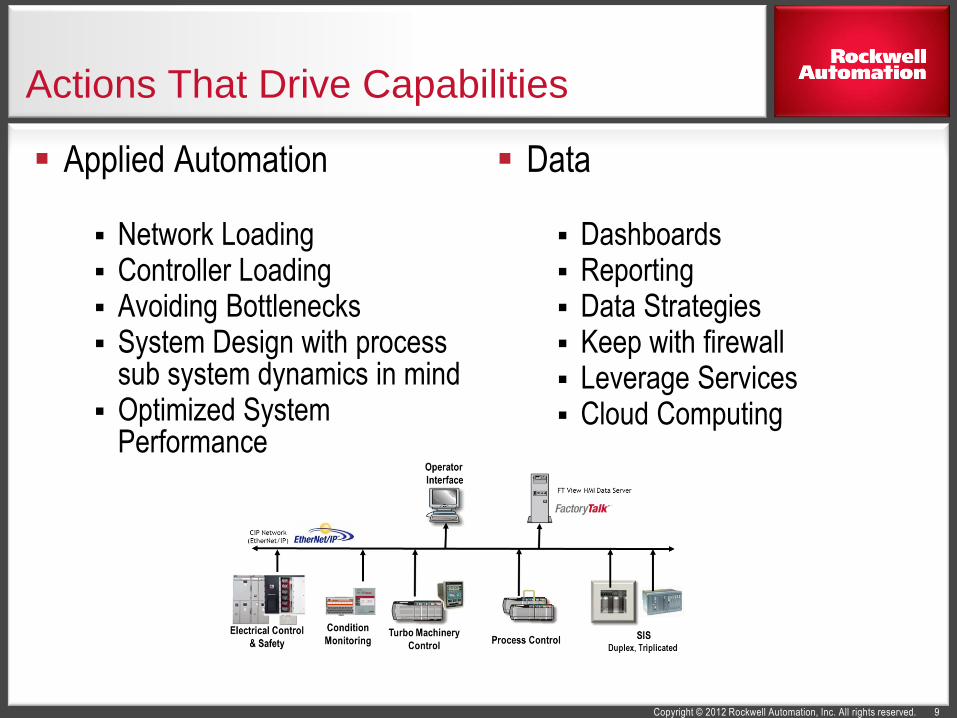
Actions That Drive Capabilities
Applied Automation
Network Loading Controller Loading Avoiding Bottlenecks System Design with process
sub system dynamics in mind Optimized System
Performance
Data
Dashboards Reporting Data Strategies Keep with firewall Leverage Services Cloud Computing
9
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
The Day Today
1. Jiangsu Great River Otech , CHCG: An Innovative Way to Enhance Oil
Recovery
2. M.G. Bryan, Cloud-based Computing: Improving Remote Maintenance
3. Petroamazonas , Process Automation Upgrade Improves Reliability and
Reduces Downtime
4. Lofty Perch, Inc, SCADA and Control Systems Cyber Security: Beyond
the Hype & FUD
10

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
CHCG: The innovate way to Enhance Oil Recovery
JIANGSU GREAT RIVER OTECH Co., LTD
Mei Lixin
CEO of Jiangsu Great River, China
2012/11/07
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 12
Agenda
Principle of Composite Heat Carrier Generator
About Us
Reference in China and future in the world
Advanced automation control technology
Principle of Composite Heat Carrier Generator(CHCG)
About us
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
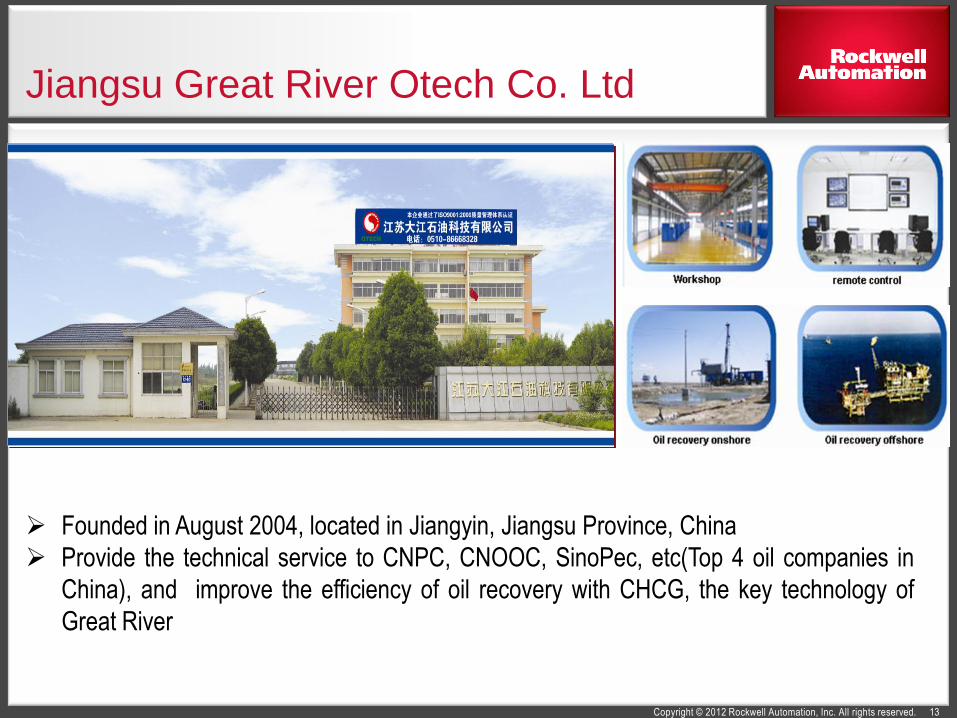
Jiangsu Great River Otech Co. Ltd
13
Founded in August 2004, located in Jiangyin, Jiangsu Province, China
Provide the technical service to CNPC, CNOOC, SinoPec, etc(Top 4 oil companies in
China), and improve the efficiency of oil recovery with CHCG, the key technology of
Great River
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Jiangsu Great River Otech Co. Ltd
Enterprise Certification
ISO9001 quality system certification CHCG has been certificated by Science Department High-tech enterprise in Jiangsu Province
14
Intellectual Property 8 invention patents 12 patents of utility model 2 trademark rights
Inspection & Certification Machinery Industry General Machinery Products Detection (MIGMPD) China Classification Society Certification (CCSC)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 15
Agenda
Reference in China and future in the world
Advanced automation control technology
Principle of Composite Heat Carrier Generator(CHCG)
About us
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Background of CHCG
With much of the easy-to-produce oil already recovered from U.S. oil
fields, producers have attempted several tertiary, or enhanced oil
recovery (EOR), techniques that offer prospects for ultimately producing
30 to 60 percent, or more, of the reservoir's original oil in place. ---U.S.
Department of Energy (http://www.fossil.energy.gov/programs/oilgas/eor/index.html)
Three major categories of EOR:
Thermal Recovery Gas Injection Chemical Injection
16
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Introduction of CHCG
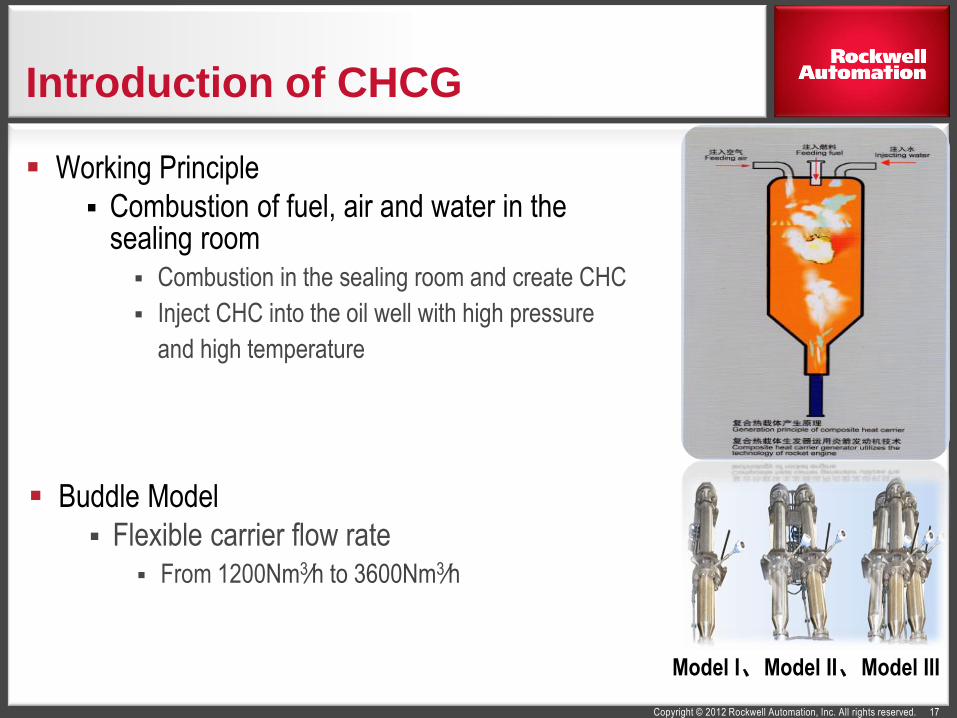
Working Principle
Combustion of fuel, air and water in the sealing room Combustion in the sealing room and create CHC
Inject CHC into the oil well with high pressure
and high temperature
17
Model I、Model II、Model III
Buddle Model
Flexible carrier flow rate From 1200Nm3∕h to 3600Nm3∕h
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
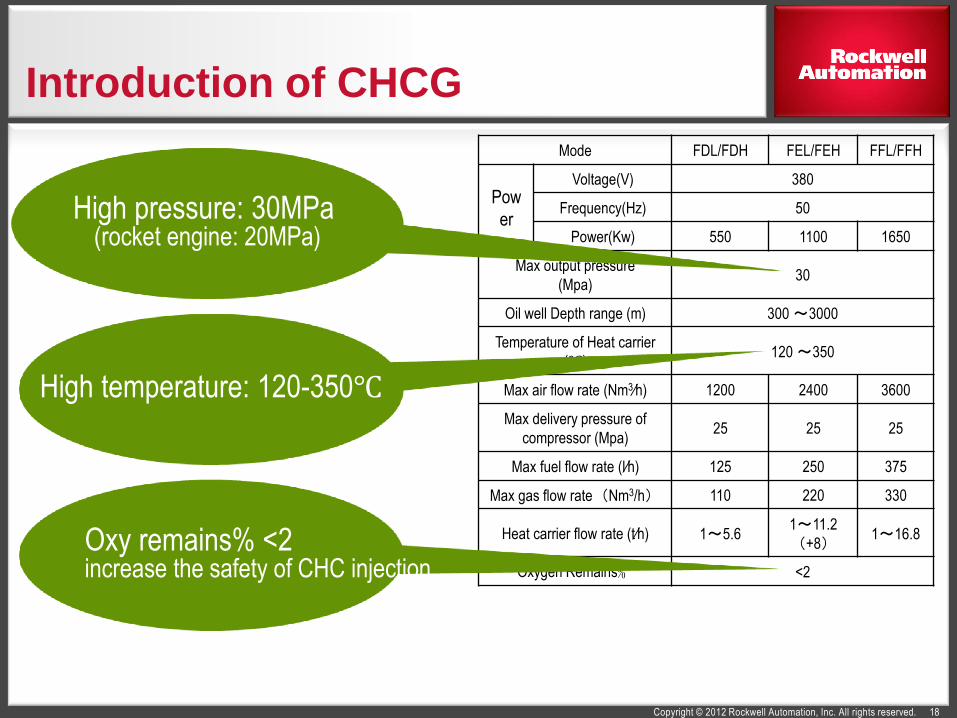
Introduction of CHCG
Mode FDL/FDH FEL/FEH FFL/FFH
Pow
er
Voltage(V) 380
Frequency(Hz) 50
Power(Kw) 550 1100 1650
Max output pressure
(Mpa) 30
Oil well Depth range (m) 300 ~3000
Temperature of Heat carrier
(℃) 120 ~350
Max air flow rate (Nm3∕h) 1200 2400 3600
Max delivery pressure of
compressor (Mpa) 25 25 25
Max fuel flow rate (l∕h) 125 250 375
Max gas flow rate(Nm3/h) 110 220 330
Heat carrier flow rate (t∕h) 1~5.6 1~11.2
(+8) 1~16.8
Oxygen Remains﹪ <2
18
Oxy remains% <2 increase the safety of CHC injection
High temperature: 120-350℃
High pressure: 30MPa (rocket engine: 20MPa)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Character of CHCG
Composite heat carrier is mainly composed of CO2, nitrogen and steam
with high temperature and high pressure;
All of CHC after combustion will be injected into the oil well, and zero
carbon emission to the environment;
Three main ingredients of CHC have the different effect in the oil layer;
Special chemical ingredient of CHC will strengthen the performance of
EOR greatly;
19
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Leading Technology of CHCG
Advanced combustion technology in the sealing space
IP for the critical sealing and the supercritical sealing combustion technology
Control of the oxygen remains in CHC under high-pressure combustion
Precisely control the combustion of CHC, and ensure oxygen remains under 2%
Usage of crude oil as fuel
Solve the problem of the coking during the combustion of crude oil
Explosion proof equipment of Composite Heat carrier(CHC)
20
Realize zero carbon emission to the air
Provide the easy-to-find fuel
Increase the safety level during CHC injection
Allow the application on offshore oil platform
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 21
Agenda
Advanced Automation Control Technology
Reference in China and future in the world
Principle of Composite Heat Carrier Generator
About us
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Challenge of Automation Control System
High requirement to the reliability of control system
Explosion proof requirement for the control system
Heat conduction of explosion proof cabinet of driver with the limited size
Global support & service
Easy maintenance, remote access
22
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Automation Control System of CHCG
Rockwell Automation, the world famous industrial automation company, develops the total solution for CHCG together with Great River
23
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Rockwell Automation: best choice for Great River
High Reliability
MTBF over 200,000 hours
Environment temperature permission
Total solution of Explosion proof & Heat conduction for the driver system
Global support & service
Remote access, easy to maintenance
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 25
Agenda
Advanced automation control technology
Reference in China and future in the world
Principle of Composite Heat Carrier Generator(CHCG)
About us
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Reference in China with significant performance
Main customers
Suitable reservoir
Light oilfield Heavy oilfield Low permeability Oil reservoir
26
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
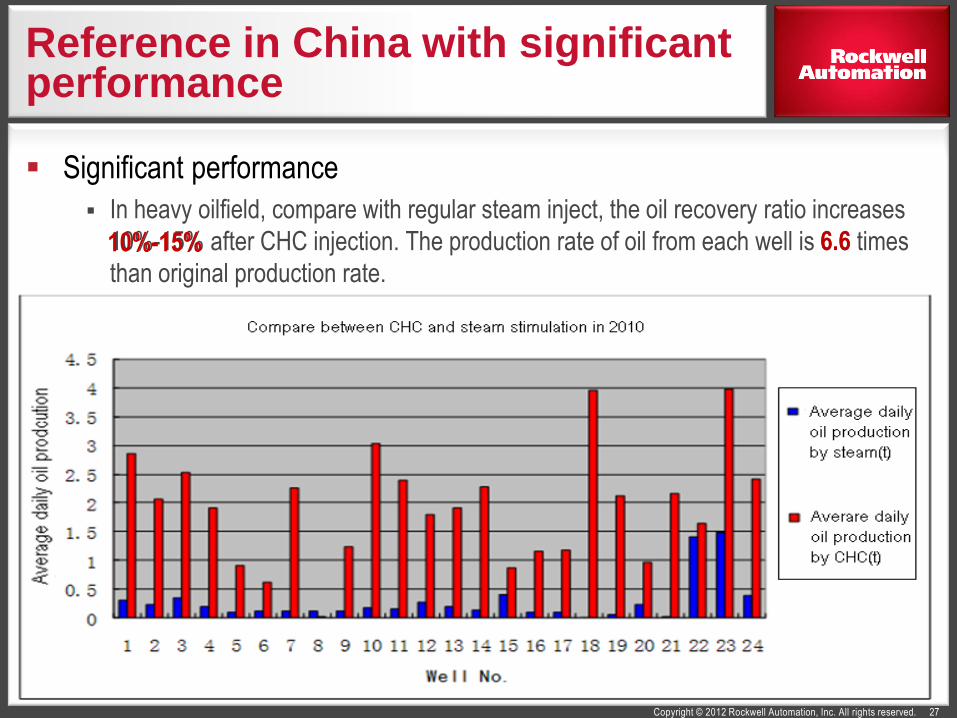
Reference in China with significant performance
Significant performance
In heavy oilfield, compare with regular steam inject, the oil recovery ratio increases
10%-15% after CHC injection. The production rate of oil from each well is 6.6 times
than original production rate.
27
10%-15% 6.6
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 28
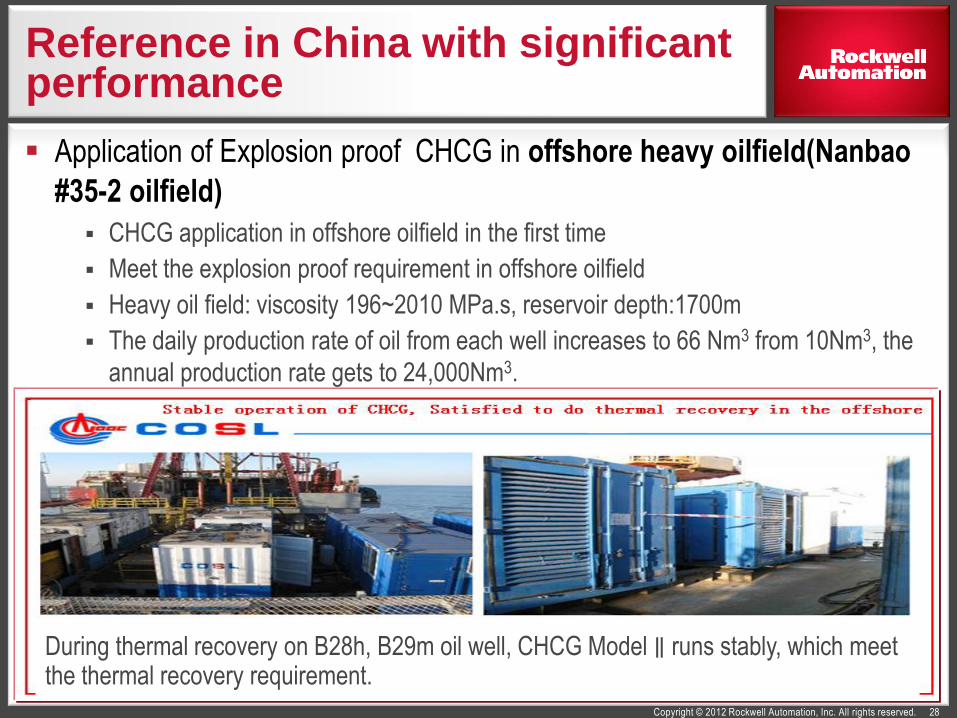
During thermal recovery on B28h, B29m oil well, CHCG Model ∥ runs stably, which meet the thermal recovery requirement.
Application of Explosion proof CHCG in offshore heavy oilfield(Nanbao
#35-2 oilfield)
CHCG application in offshore oilfield in the first time
Meet the explosion proof requirement in offshore oilfield
Heavy oil field: viscosity 196~2010 MPa.s, reservoir depth:1700m
The daily production rate of oil from each well increases to 66 Nm3 from 10Nm3, the
annual production rate gets to 24,000Nm3.
Reference in China with significant performance

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
www.rockwellautomation.com
Follow ROKAutomation on Facebook & Twitter. Connect with us on LinkedIn.
Rev 5058-CO900C
Thank you for your participant!
Please contact us:
Mr. Mei Yizhong.
+86 139 1239 6699
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Global Trends in Information Systems and Solutions
Josh Rabaduex
Director of Engineering
M.G. Bryan
Ted Hill
Director, Global Business Development
Rockwell Automation
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 32
Agenda
Customer Solution – M.G. Bryan
The Cloud
Technology Trends

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Technology trends…
We are living in the future…

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Technology Trends…
Over the last few years there has been a dramatic change in „how‟
people compute…
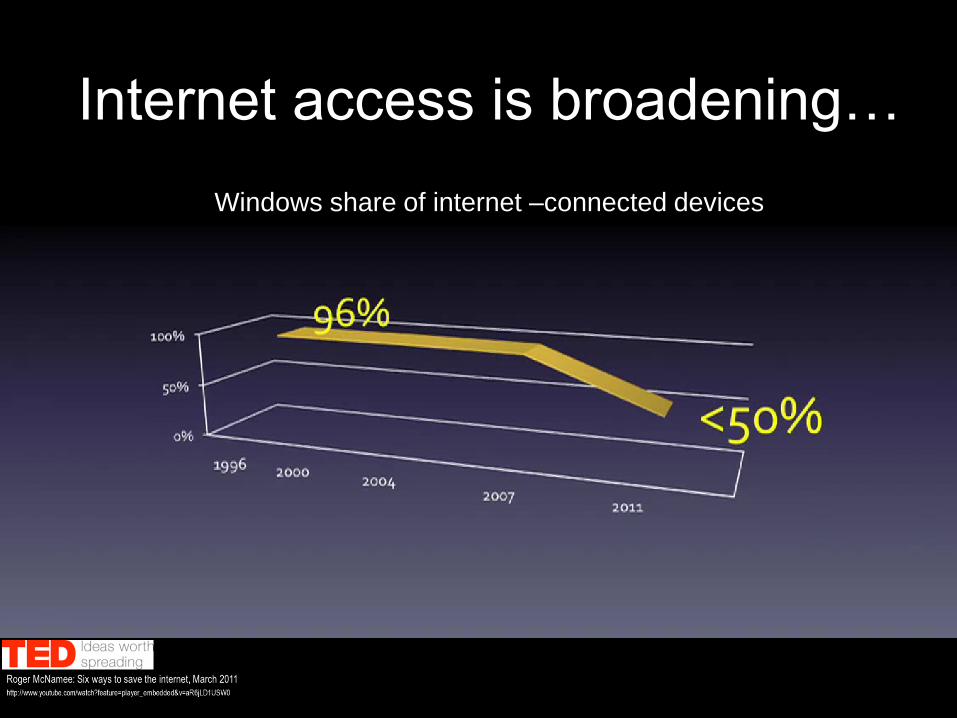
Internet access is broadening…
Windows share of internet –connected devices
Other trends…
HTML5
Tablets
Social Media
Apps beat Web…
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
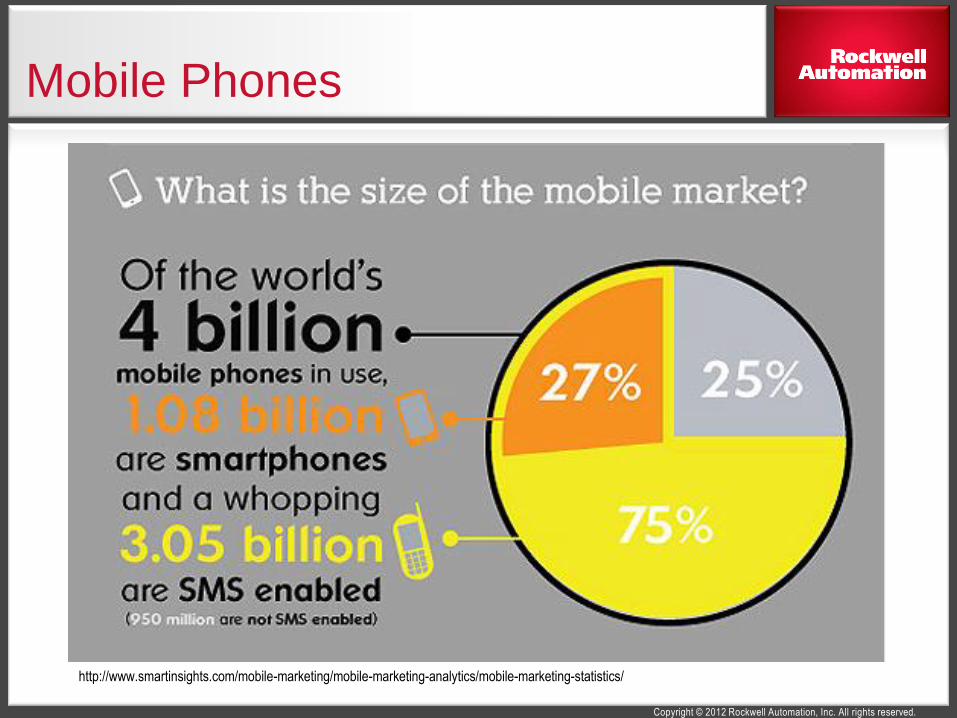
Mobile Phones
http://www.smartinsights.com/mobile-marketing/mobile-marketing-analytics/mobile-marketing-statistics/

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
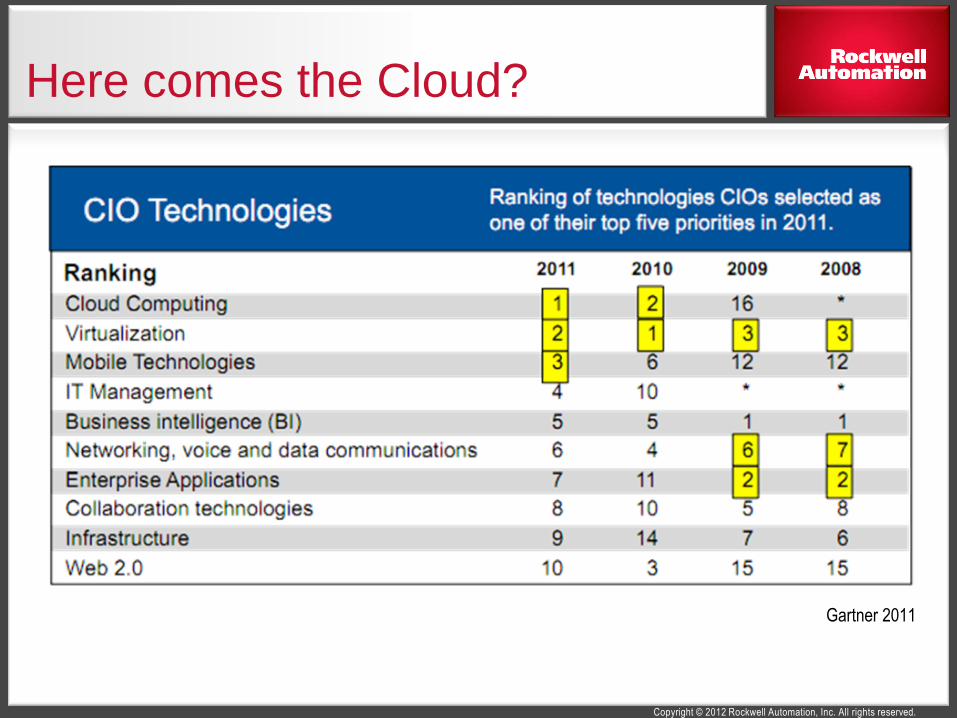
Here comes the Cloud?
Gartner 2011
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
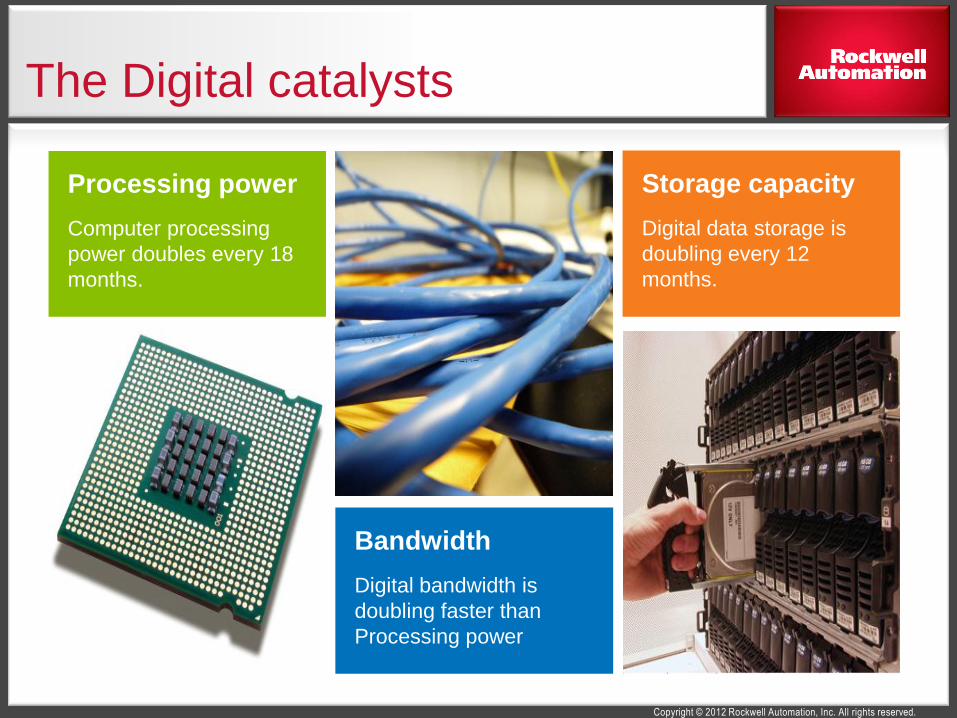
The Digital catalysts
Processing power
Computer processing
power doubles every 18
months.
Bandwidth
Digital bandwidth is
doubling faster than
Processing power
Storage capacity
Digital data storage is
doubling every 12
months.
41
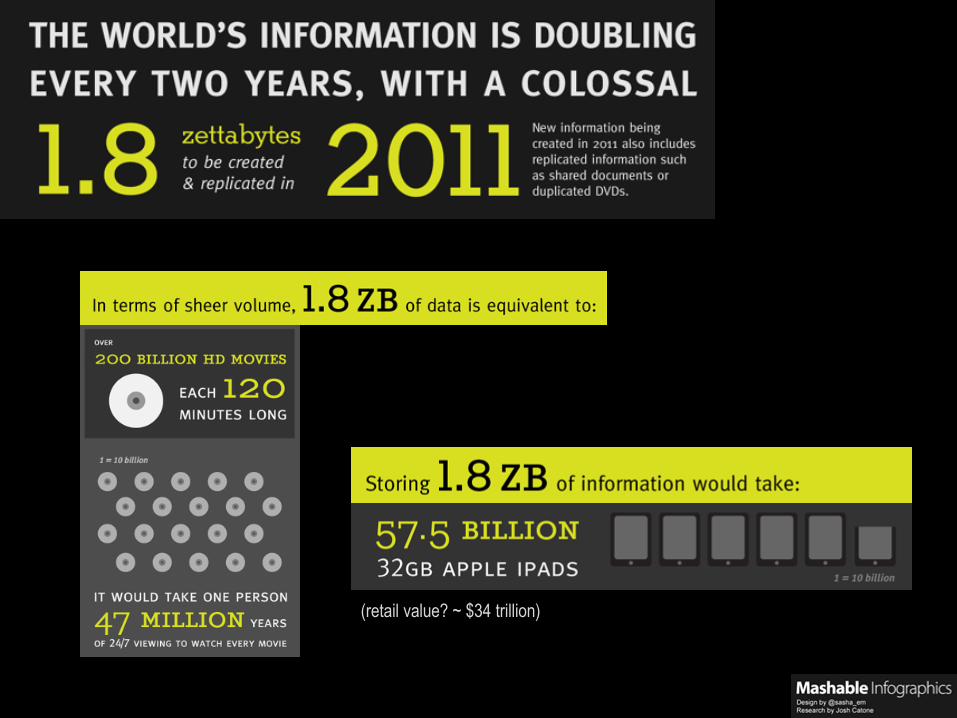
(retail value? ~ $34 trillion)
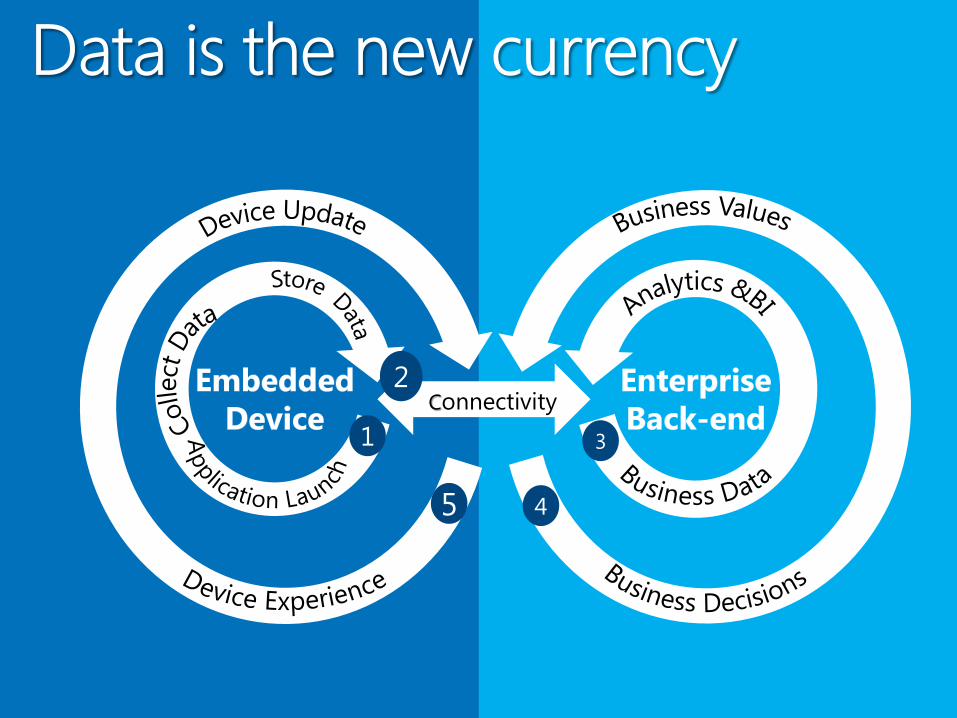
Connectivity
3
4
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 43
Agenda
Customer Solution – M.G. Bryan
The Cloud
Technology Trends
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
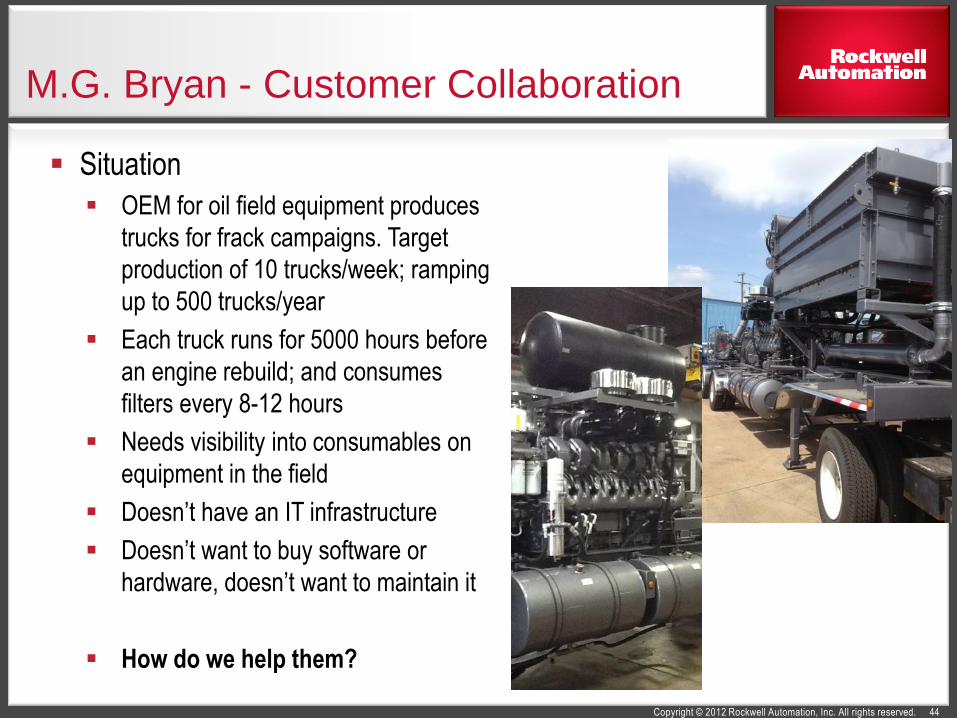
M.G. Bryan - Customer Collaboration
44
Situation
OEM for oil field equipment produces
trucks for frack campaigns. Target
production of 10 trucks/week; ramping
up to 500 trucks/year
Each truck runs for 5000 hours before
an engine rebuild; and consumes
filters every 8-12 hours
Needs visibility into consumables on
equipment in the field
Doesn‟t have an IT infrastructure
Doesn‟t want to buy software or
hardware, doesn‟t want to maintain it
How do we help them?
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
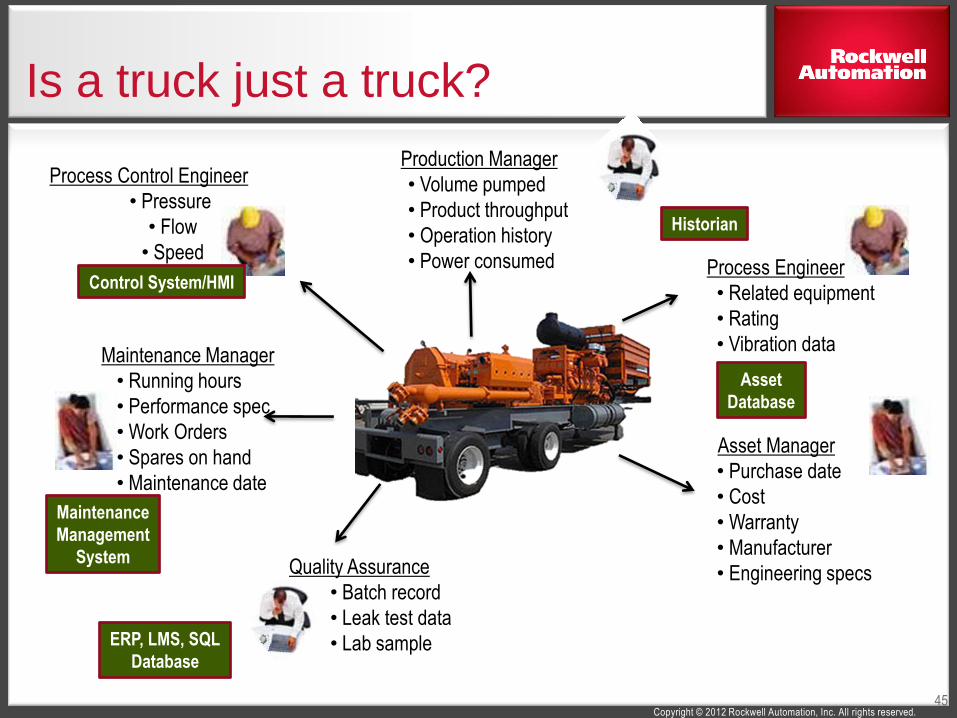
Quality Assurance
• Batch record
• Leak test data
• Lab sample
Is a truck just a truck?
Process Control Engineer
• Pressure
• Flow
• Speed
Production Manager
• Volume pumped
• Product throughput
• Operation history
• Power consumed
Maintenance Manager
• Running hours
• Performance spec
• Work Orders
• Spares on hand
• Maintenance date
Process Engineer
• Related equipment
• Rating
• Vibration data
Asset Manager
• Purchase date
• Cost
• Warranty
• Manufacturer
• Engineering specs
Control System/HMI
Historian
Asset
Database
ERP, LMS, SQL
Database
Maintenance
Management
System
45
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
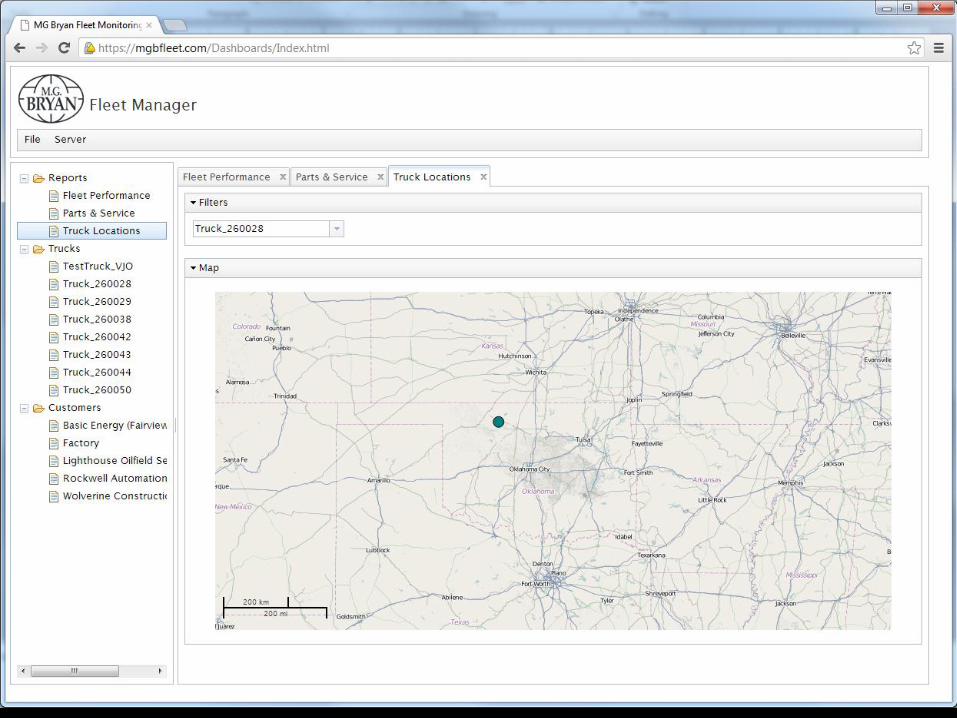
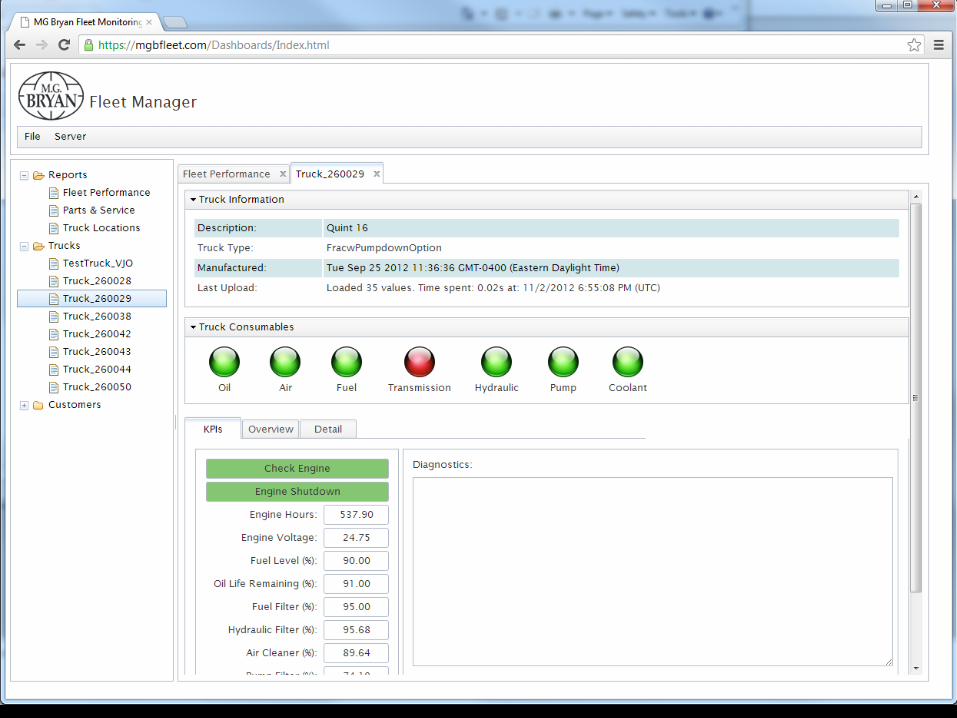
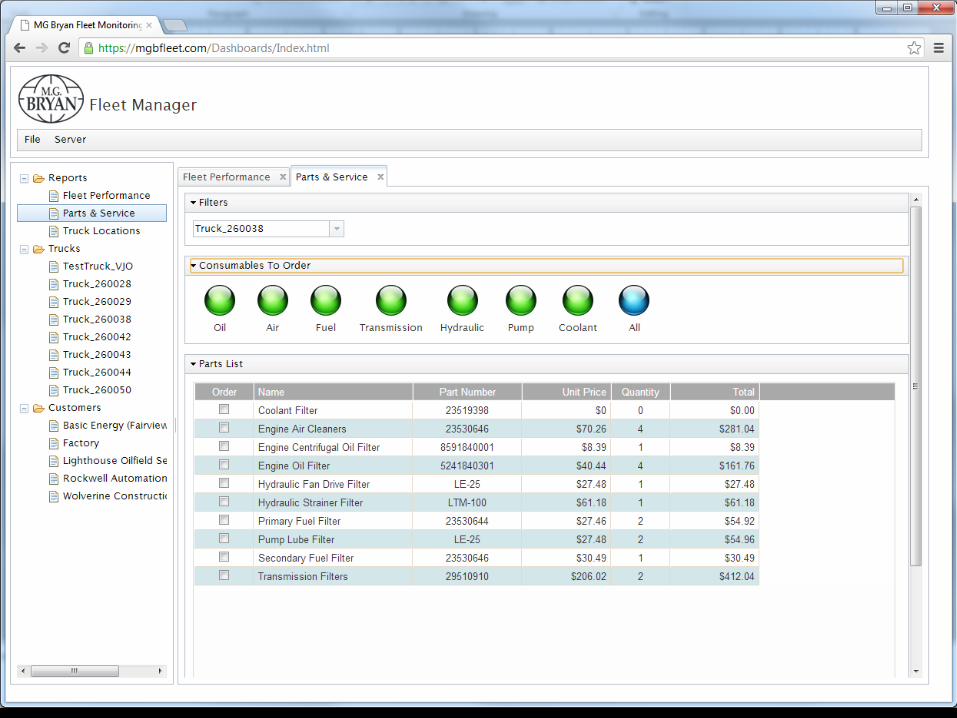
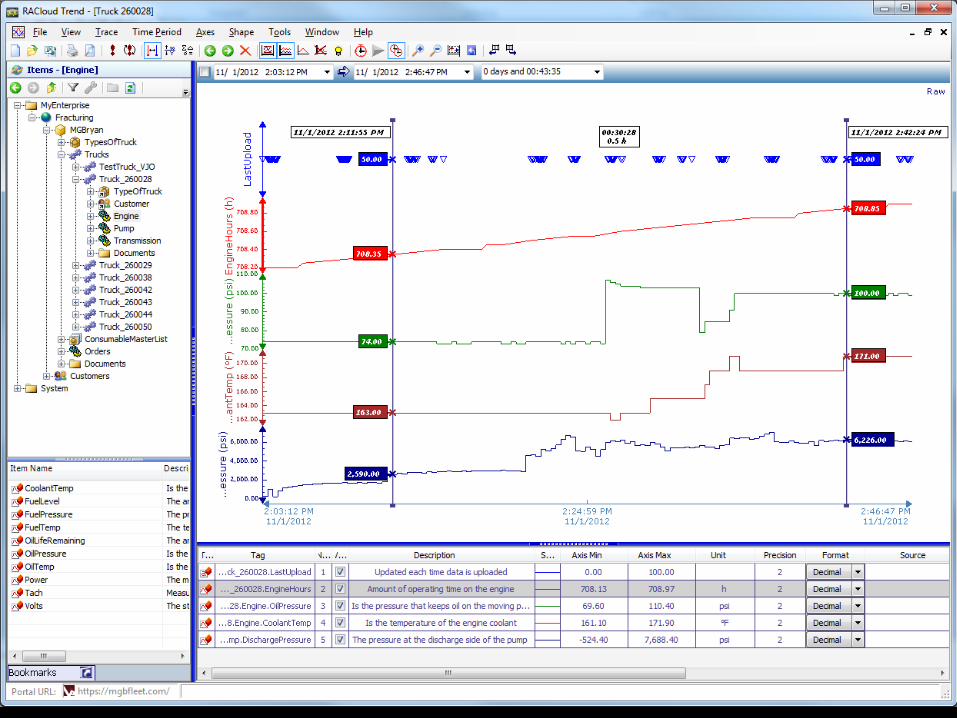
M.G. Bryan – Case Study / Demo
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
M.G. Bryan – Case Study / Demo
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
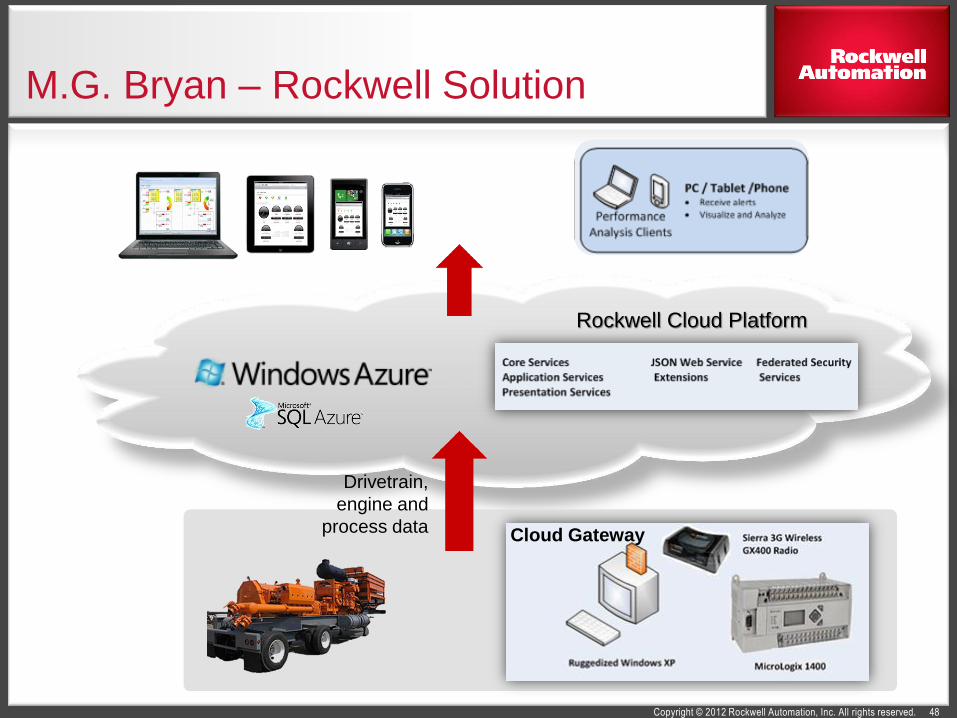
M.G. Bryan – Rockwell Solution
48
Rockwell Cloud Platform
Cloud Gateway
Drivetrain,
engine and
process data
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
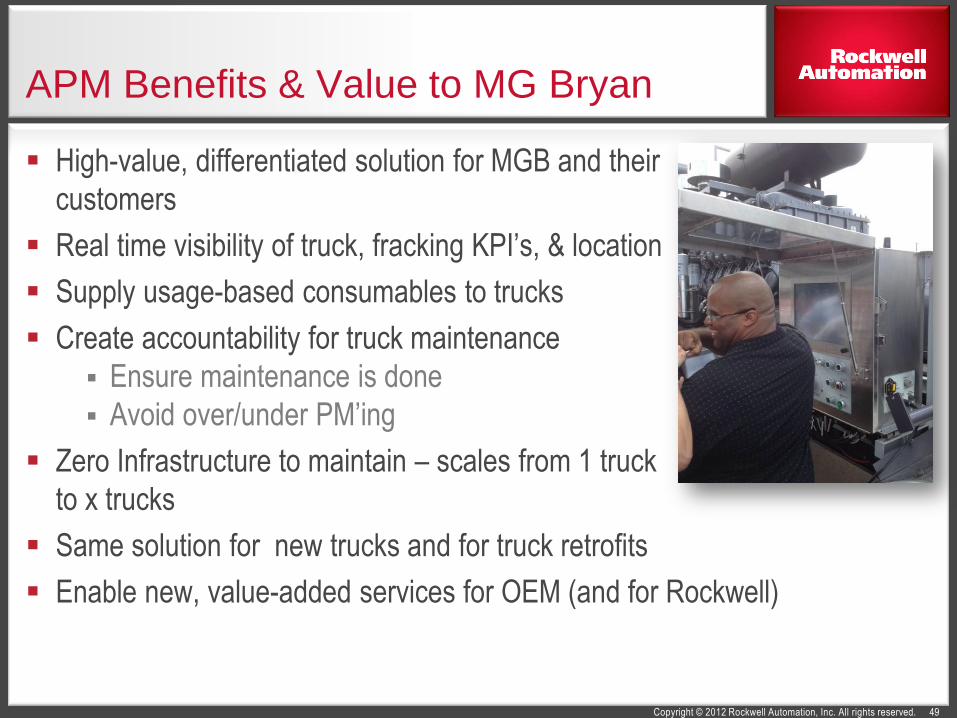
High-value, differentiated solution for MGB and their
customers
Real time visibility of truck, fracking KPI‟s, & location
Supply usage-based consumables to trucks
Create accountability for truck maintenance
Ensure maintenance is done
Avoid over/under PM‟ing
Zero Infrastructure to maintain – scales from 1 truck
to x trucks
Same solution for new trucks and for truck retrofits
Enable new, value-added services for OEM (and for Rockwell)
APM Benefits & Value to MG Bryan
49
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
www.rockwellautomation.com
Follow ROKAutomation on Facebook & Twitter. Connect with us on LinkedIn.
Thank you
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
Process Automation Upgrade Improves Reliability
and Reduces Downtime
Gonzalo Maldonado | IT Infrastructure Supervisor, Petroamazonas
Javier Maldonado | IT Application Supervisor, Petroamazonas
Pablo Jarrin | Automation and Control Leader, Petroamazonas
Pedro Ramos | Automation and Control Leader, Petroamazonas
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 56
Agenda
Overall benefits
Solution Selection Criteria and/or System Evolution
Business and Technical Challenge
Company Overview
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
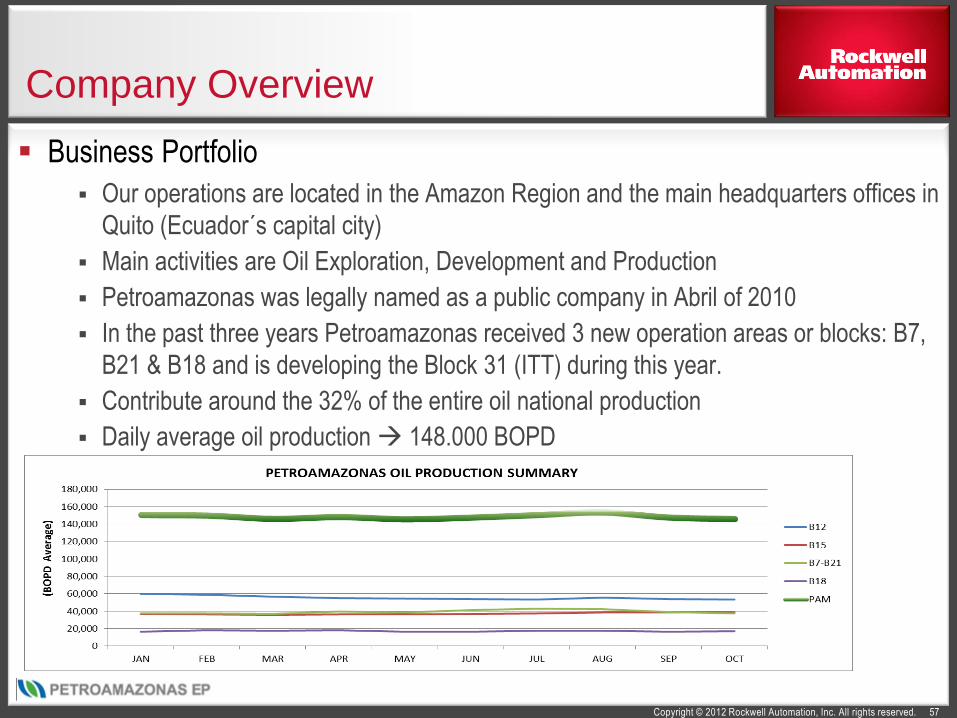
Company Overview
Business Portfolio
Our operations are located in the Amazon Region and the main headquarters offices in
Quito (Ecuador´s capital city)
Main activities are Oil Exploration, Development and Production
Petroamazonas was legally named as a public company in Abril of 2010
In the past three years Petroamazonas received 3 new operation areas or blocks: B7,
B21 & B18 and is developing the Block 31 (ITT) during this year.
Contribute around the 32% of the entire oil national production
Daily average oil production 148.000 BOPD
57
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
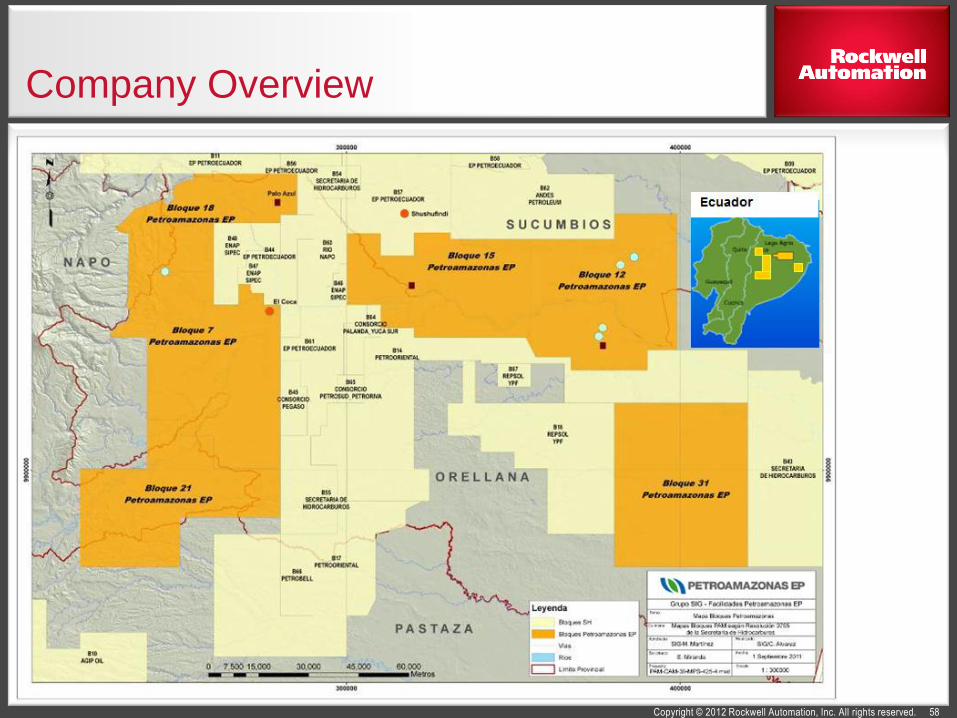
Company Overview
58
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
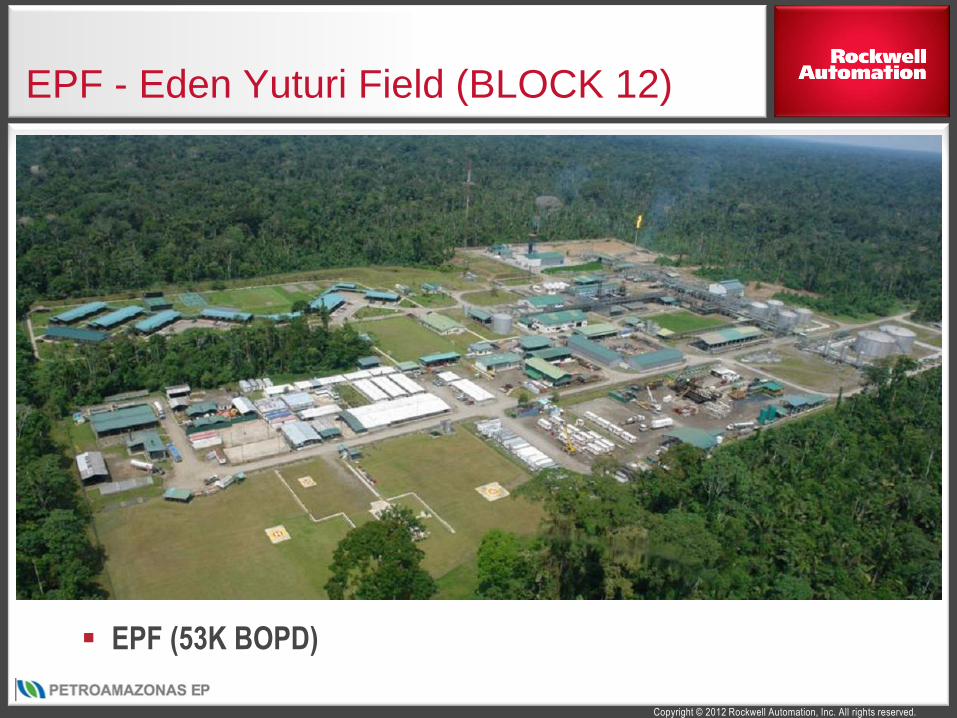
EPF - Eden Yuturi Field (BLOCK 12)
EPF (53K BOPD)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
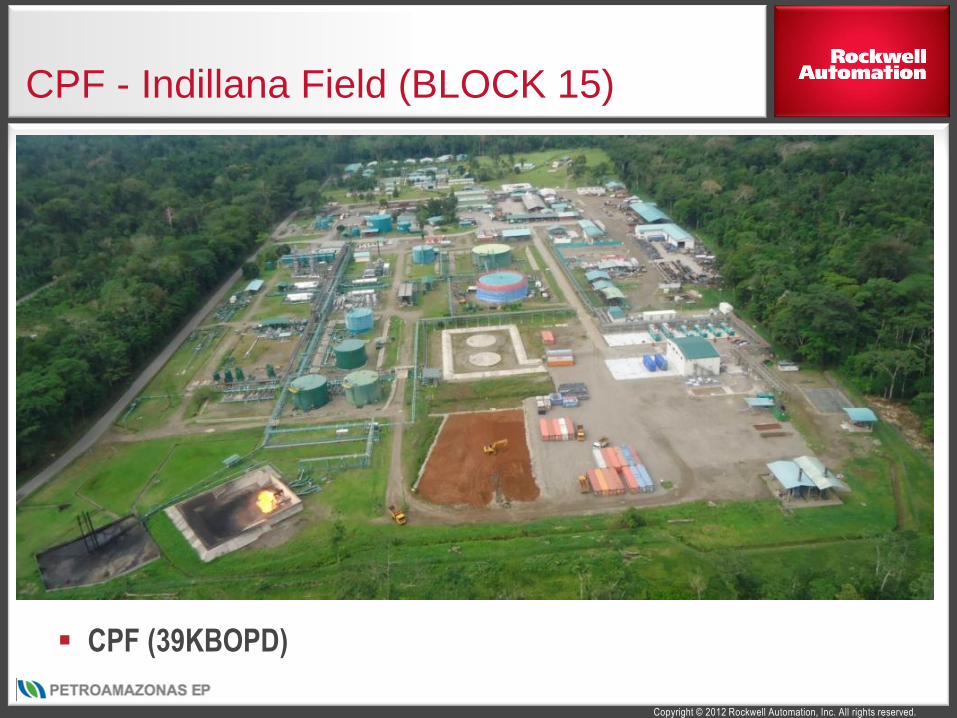
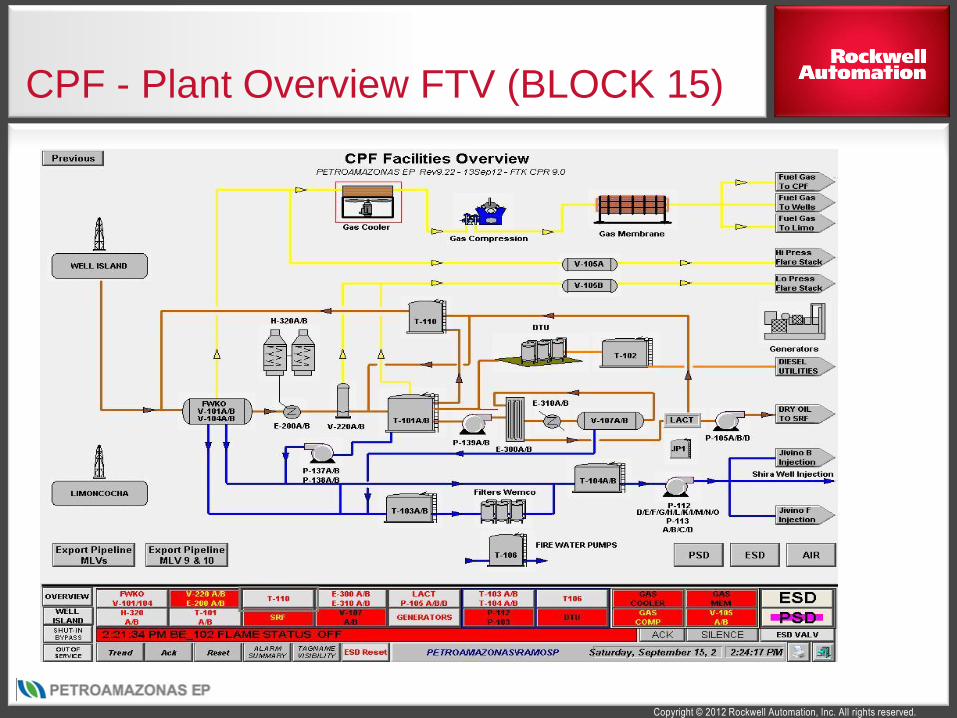
CPF - Indillana Field (BLOCK 15)
CPF (39KBOPD)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 62
Agenda
Overall benefits
Solution Selection Criteria and/or System Evolution
Business and Technical Challenge
Company Overview
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
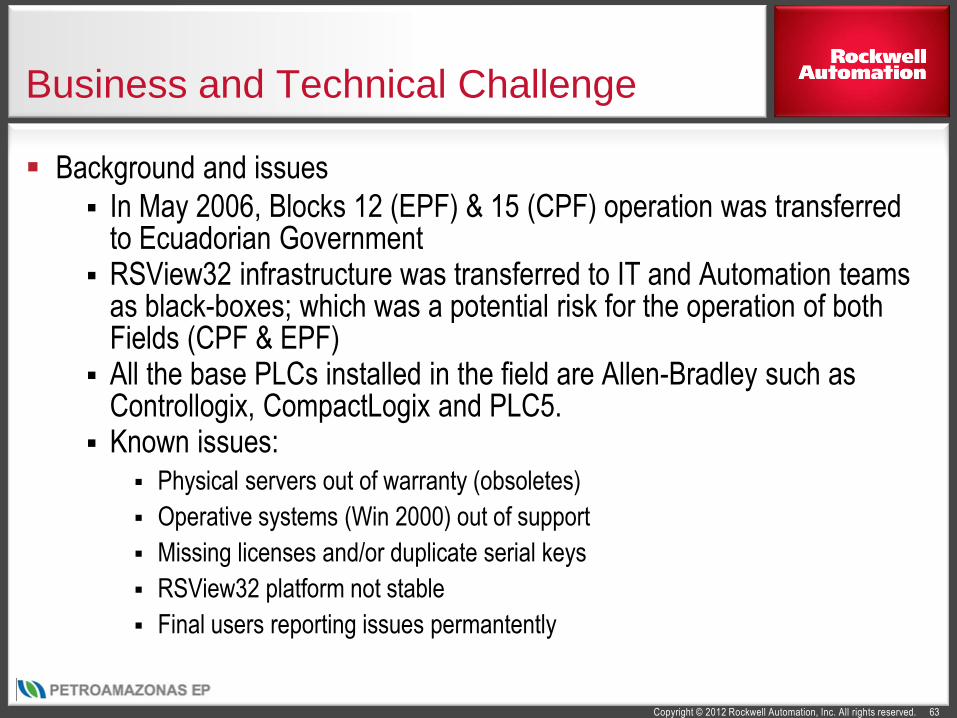
Business and Technical Challenge
Background and issues
In May 2006, Blocks 12 (EPF) & 15 (CPF) operation was transferred to Ecuadorian Government
RSView32 infrastructure was transferred to IT and Automation teams as black-boxes; which was a potential risk for the operation of both Fields (CPF & EPF)
All the base PLCs installed in the field are Allen-Bradley such as Controllogix, CompactLogix and PLC5.
Known issues: Physical servers out of warranty (obsoletes)
Operative systems (Win 2000) out of support
Missing licenses and/or duplicate serial keys
RSView32 platform not stable
Final users reporting issues permantently
63
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Business and Technical Challenge
Business Challenge
Keep production levels (100K bopd) and try to increase them supported by people and technology
Increase availability, reliability and maintainability of monitoring and control system SCADA to avoid downtimes and improve the operation of both plants and well islands.
Provide an stable system for key users to monitoring production process of both plants.
Provide real-time and historical information to end-users responsible to make operative decisions on both Fields.
Provide a robust, manageable and secure HMI application supported by an stable networking, hardware and software infrastructure.
64
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Business and Technical Challenge
Technical Challenge
Support the operations requirements with the latest technology available in the market
Define new standards for Automation platforms ¿Keep Rockwell Automation products? ¿Why? A new system design based on the final decision Prepare, configure, test and deploy the new HMI Technical knowledge (training in new features) for IT and Automation Roles and responsibilities for IT and Automation teams Reduce risk and impact to the operations during the upgrade Standardization of the control systems from PLC5 to Contrologix
Platform and Logic Solver. Integration of MVD´s (Water Injection) to FactoryTalk through Logix
platform.
65
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 66
Agenda
Overall benefits
Solution Selection Criteria and/or System Evolution
Business and Technical Challenge
Company Overview
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Solution Selection Criteria
Solution Criteria
Petroamazonas required to: Upgrade from Rsview32 to Factory Talk to the entire HMI platform
Implement a redundant and reliable HMI system
Implement one project for both fields applying the same technology and
processes. Note: two separate applications, one for CPF and other for EPF
Implement an audit tool to keep track of changes at the PLC programming level
Apply Active Directory authentication into the HMI log in process in order to
increase security levels to the application
System compatible with new PAM EP standards (Cisco, HP, Microsoft, etc.)
Work directly with Rockwell Automation Ecuador instead of solution providers
Work with an interdisciplinary team (IT Infrastructure, IT Technical Applications,
and Automation Engineers) plus Rockwell Automation consultants
67
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Solution Selection Criteria
Solution Criteria
Petroamazonas made a decision to continue with Rockwell Automation products and solutions based on: Standardization process, including new projects
Less impact to the operation of both Fields (CPF & EPF)
New tools for data management trending and Data/HMI/OPC servers
Certified platform with Petroamazonas current hardware (HP, Cisco, Microsoft,
McAfee, EMC, Citrix, etc)
Fulfill IT and Automation users requirements
Rockwell Automation Support (Service Order direct with Rockwell Automation
Ecuador)
Rockwell Automation offer a license swap for the majority of RsView32 and
control software licenses
68
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
System Evolution
Project plan and phases:
2008: Initial meetings with Rockwell Automation team, evaluation of the product and
architecture design startup
Internal decision service order approval, notification to Rockwell Automation
and coordination between both companies
2009: Project execution (January to December) according to project plan
2010: Both systems were moved to production
2011: Stabilization and adjustment service was approved
PAM EP made a decision to virtualize the platform including several
adjustments to networking configuration and systems capacity
69
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
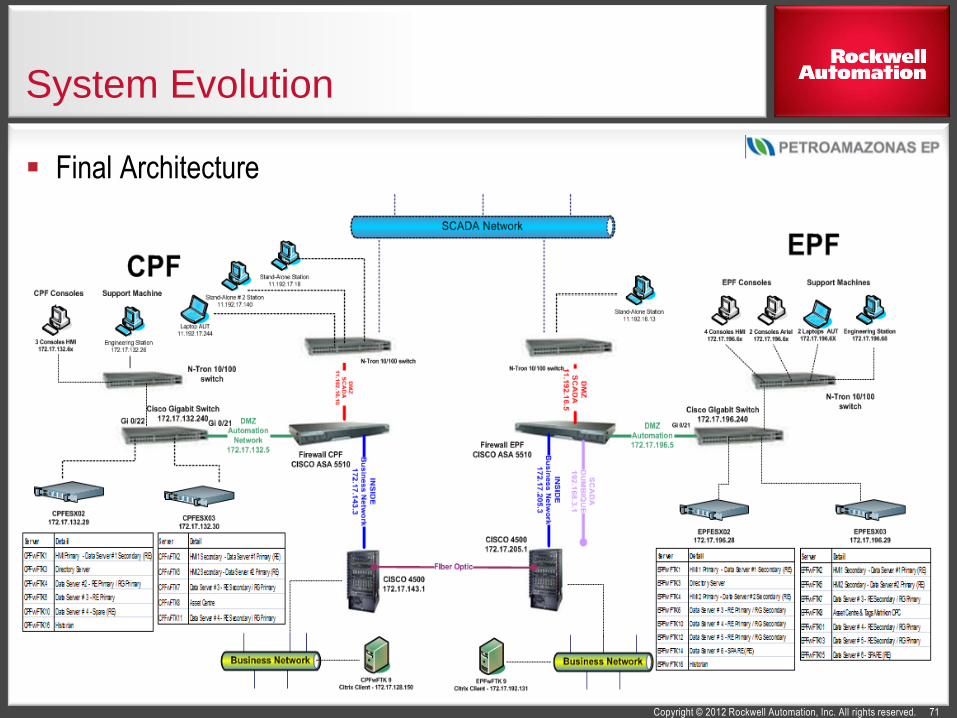
System Evolution
Final Architecture
71
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
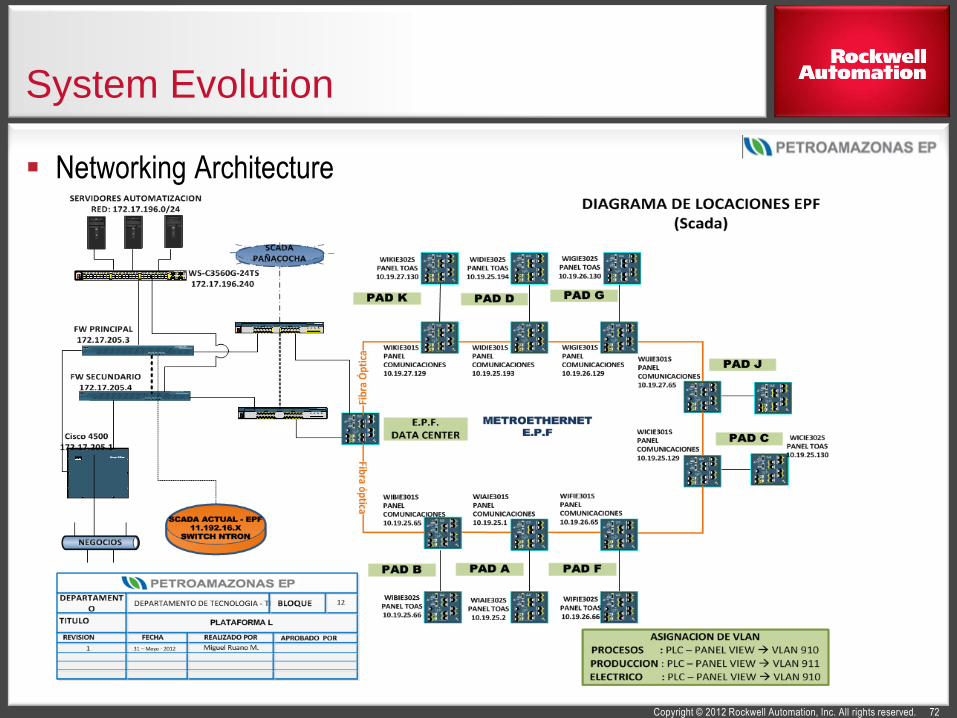
System Evolution
Networking Architecture
72
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
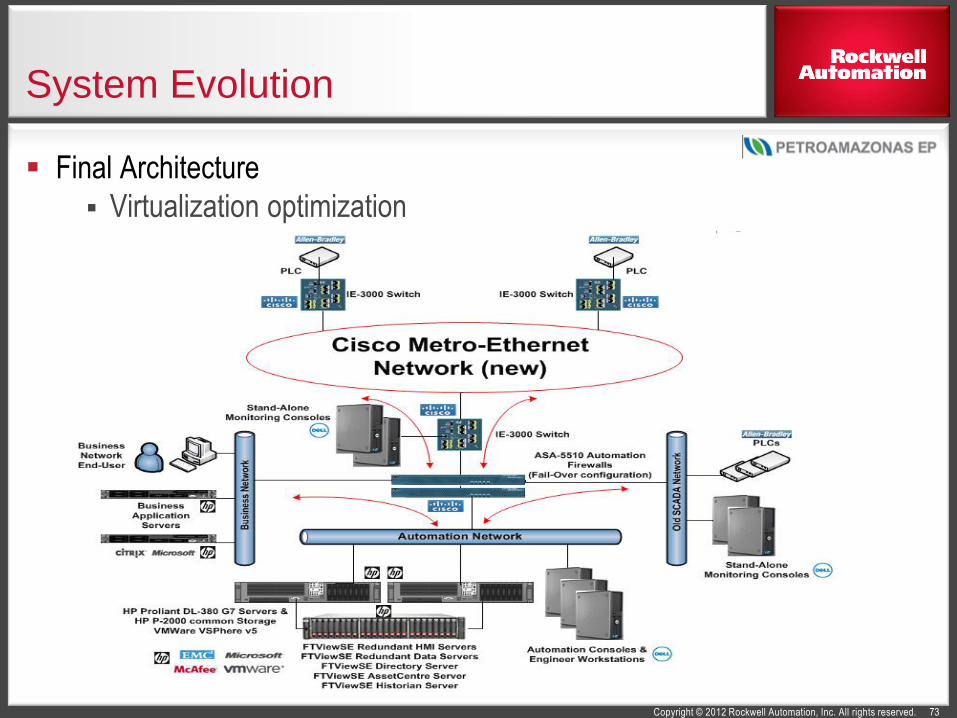
System Evolution
Final Architecture
Virtualization optimization
73
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
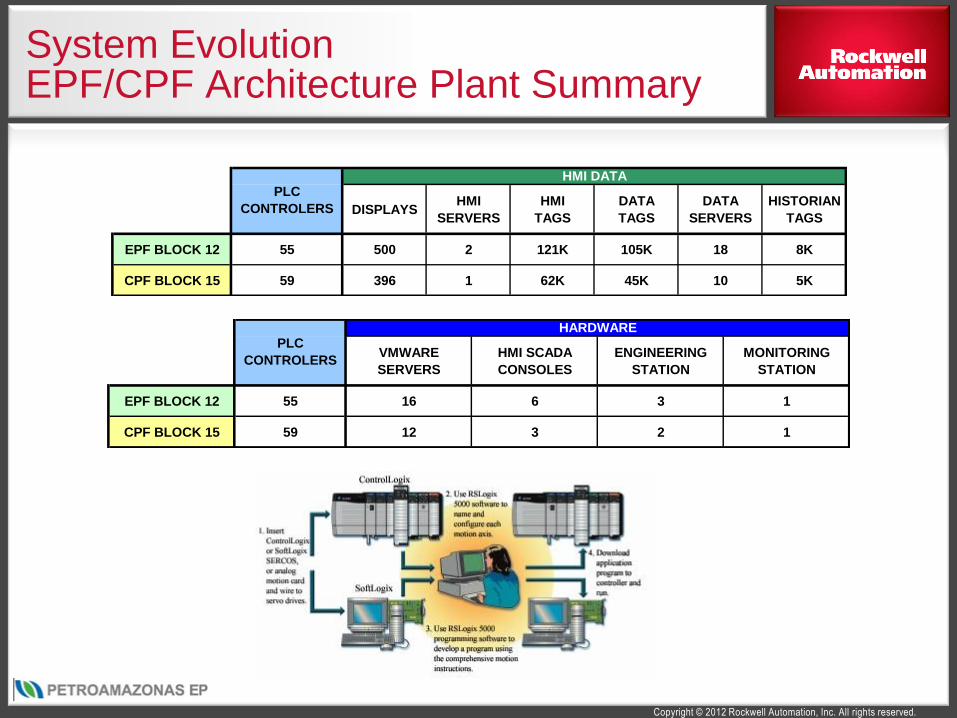
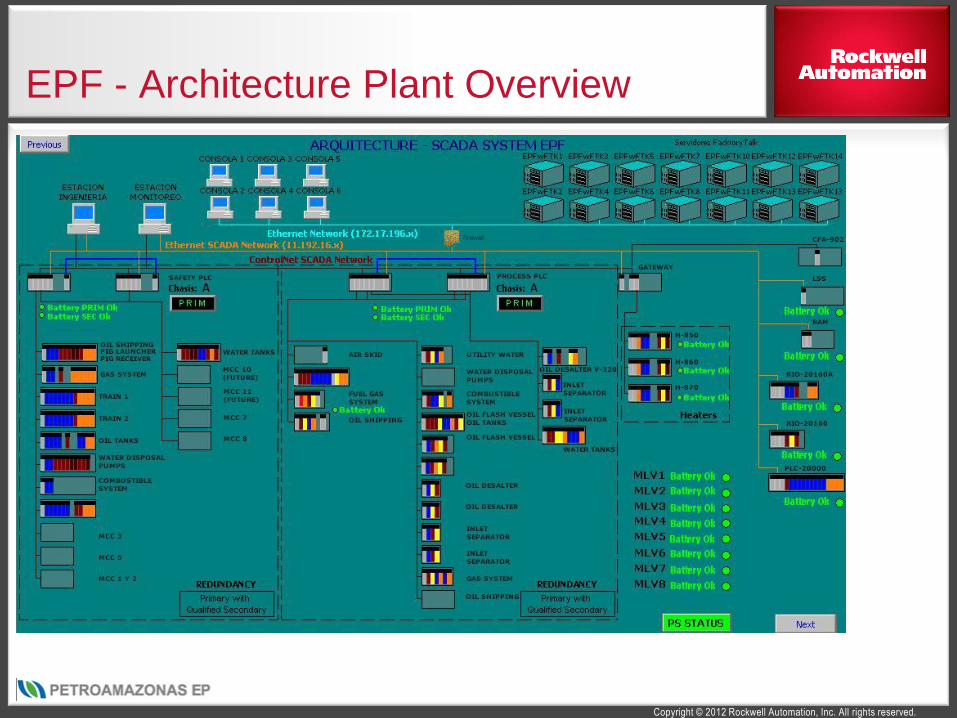
System Evolution EPF/CPF Architecture Plant Summary
DISPLAYSHMI
SERVERS
HMI
TAGS
DATA
TAGS
DATA
SERVERS
HISTORIAN
TAGS
EPF BLOCK 12 55 500 2 121K 105K 18 8K
CPF BLOCK 15 59 396 1 62K 45K 10 5K
HMI DATAPLC
CONTROLERS
VMWARE
SERVERS
HMI SCADA
CONSOLES
ENGINEERING
STATION
MONITORING
STATION
EPF BLOCK 12 55 16 6 3 1
CPF BLOCK 15 59 12 3 2 1
PLC
CONTROLERS
HARDWARE

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
EPF - Control Room (BLOCK 12)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
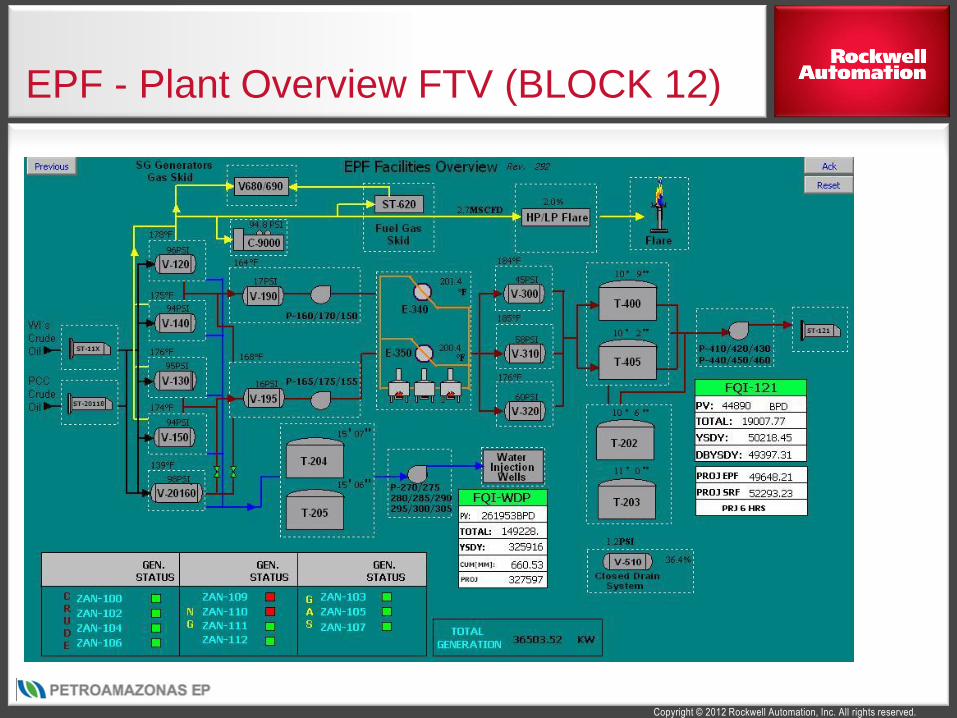
EPF - Plant Overview FTV (BLOCK 12)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
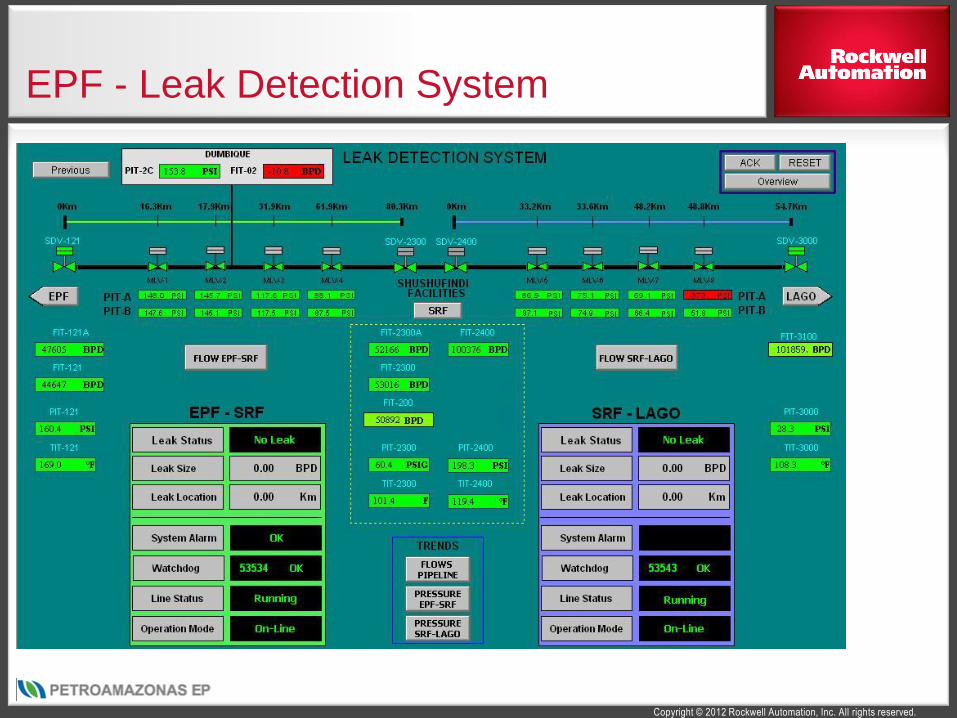
EPF - Leak Detection System
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
EPF - Architecture Plant Overview

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
CPF - Control Room (BLOCK 15)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
CPF - Plant Overview FTV (BLOCK 15)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
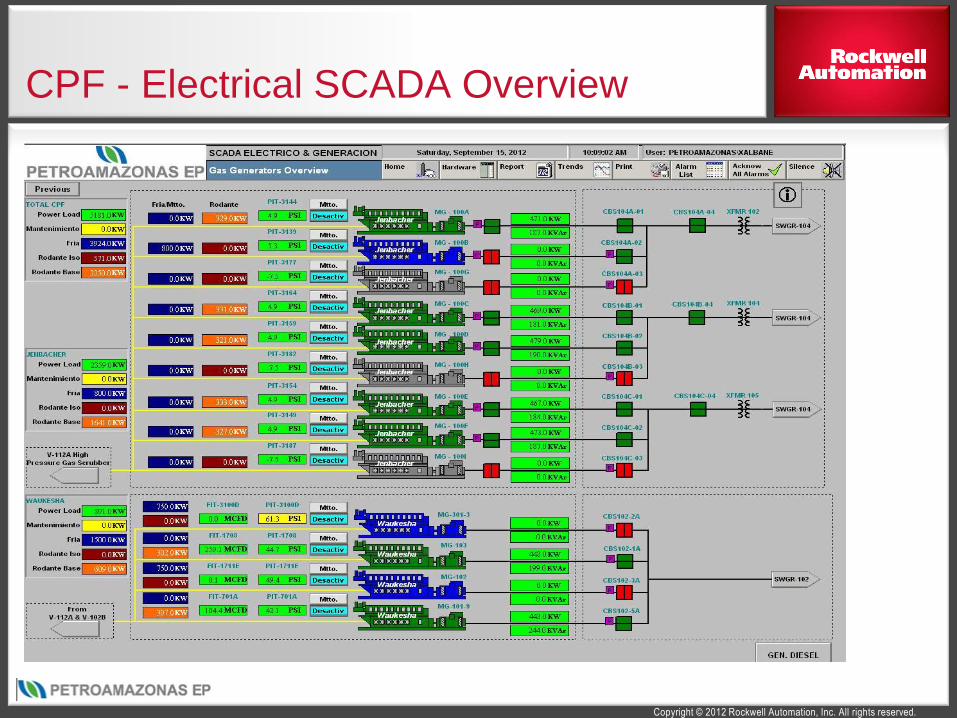
CPF - Electrical SCADA Overview
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
System Evolution
System Evolution
Validation of current networking and domain architecture by Rockwell Automation Engineer. A few recommendations to be considered in the future
Servers virtualization using VMWare New Redundant Data/HMI Servers Distribution added to provide
enough system capacity A new storage (HP P-2000) to provide servers redundancy Migration from Microsoft SQL Database to FTK Historian Migration to a Cisco Metro Ethernet infraestructure (Layer 3) System monitoring through HP Software tools PLCs redundant configuration and upgrade to Controllogix Platform in
some cases
82
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 84
Agenda
Overall benefits
Solution Selection Criteria and/or System Evolution
Business and Technical Challenge
Company Overview
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Overall Benefits
Overall IT Benefits
Less downtime issues in both plants directly related with HMI application and processes
VMWare benefits: faster delivery of application servers (~ 10-15 minutes per server vs 30-45
days for a physical box), high-availability of the servers (99.8%), 0 downtime issues during
servers maintenance activities (V-Motion), etc.
Reduction of CAPEX in servers purchase orders (~70%) physical boxes vs VMWare
100% compliant platform with PAM EP standards: Cisco, Microsoft, VMWare, McAfee, EMC
Storage optimization using FTK Historian versus SQL database ~ 100 GB with Historian
vs 500 GB with SQL for the same database (relation 1 to 5)
7 x 24 x 365 access to Techconnect technical support
Rockwell Automation Architecture ensures a scalable, flexible and reliable solution for new
production facilities in other Blocks.
85
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Overall Benefits
Overall Automation Benefits
Real-Time and historical trending connectivity to FTK Historian using directly data servers connection,
improving of global performance of trending, now faster and avoiding overload of HMI application and
network delays with SQL configuration (Loading Time of Trends in relation 1 to 5 faster)
Expand automation architecture to facilities of new oil producing assets, guarantying interoperability and
maintainability of the whole platform.
Allows editing of the program even if it is running from any computer connected to the network and with
multiple developers (Before Rsview32 did not allow online changes and only from Main Server)
Through of Contrologix Platform, the integration have been easier and successful. Data management
tools work better with Factory Talk Studio such as online controller tags and data server distribution.
Using Asset Centre, there is a good management of automation programs and documentation related, an
audit program, disaster recovery issues scheduled and access from anywhere of the main PLC programs
Initial Startup and Navigation of entire Factory Talk Application is faster in relation 1 to 3 than RSview32
Application.
86
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Next Steps
Next Steps
New HMI applications for other PAM EP Fields are being designed using CPF/EPF architecture as a base, including Rockwell Automation recommendations and best practices.
Upgrade to the latest Factory Talk versions including migration to Win 7 and Windows Server 2008 servers
Improvements to networking and domain architectures according to Rockwell Automation recommendations
Vantage Point and View Point, starting on Electrical SCADA implementation that was developed for CPF (Block 15)
FactoryTalk AssetCentre Calibration Management PlantPax for new projects Block 31
87
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
Questions
[email protected]) [email protected]) [email protected]) [email protected])
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C
SCADA and Control Systems Cyber Security:
Beyond the Hype and FUD
Mark Fabro | President and Chief Security Scientist, Lofty Perch, Inc.
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
www.rockwellautomation.com
Follow ROKAutomation on Facebook & Twitter. Connect with us on LinkedIn.
Rev 5058-CO900C
Questions & Answer Roundtable

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Rev 5058-CO900C 91
Thank You – Oil & Gas Industry Forum





























