Embed Size (px)
DESCRIPTION
Engineering Standard
Citation preview

600 Offshore Platform Structural Welding
AbstractThis section discusses welding and related topics applicable to offshore structures. Process equipment fabrication for platform modules is not covered here since it is the same as for onshore facilities.
Contents Page
610 Codes and Company Requirements 600-3
620 Fabrication Methods 600-4
621 Platform Jacket Construction
622 Platform Deck Structural Fabrication
623 Offshore Installation and Hookup
630 Steel Selection Considerations 600-6
631 Material Types
632 Methods of Manufacture
633 Hardenability
634 Toughness Testing
635 Prequalification of Materials
640 Welding of Joints 600-9
641 Types of Joints
642 Root Pass Welding
643 Weld Profile Control
650 Welding Processes Used For Structural Welding 600-14
660 Welding Procedures 600-16
661 Welding Procedure Qualifications
662 Toughness Tests
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-1

600 Offshore Platform Structural Welding Welding Manual
663 Weld Hardness
664 Uphill and Downhill Welding
665 Weld-through Primers
670 Preheat and Postweld Heat Treatment 600-19
671 Preheat Requirements
672 Postweld Heat Treatment (PWHT)
680 Quality Assurance 600-21
681 Quality Assurance Procedures
682 Inspection Considerations
683 NDT Operator Qualification
684 Welder Qualification
685 Weld Repair Rates
690 References 600-25
600-2 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
610 Codes and Company Requirements
Welding CodesOffshore platform structural welding is usually carried out in accordance with AWS D1.1[1]. The primary structure is welded in accordance with AWS D1.1, Section 10, “Tubular Structures.” The crew quarters and buildings are welded in accordance with AWS D1.1 Section 8, Statically Loaded Structures (in editions prior to 1988, this section was titled Building).
Inspection CodesOffshore structures are inspected in accordance with several different codes. For the primary structure, the most commonly used are AWS D1.1, Section 10 for visual, radiography, magnetic particle, and dye penetrant examinations, and API RP 2X[2] for ultrasonic examinations. The crew quarters and buildings are inspected per AWS D1.1 Section 8. See Figure 600-1 for a summary of welding and inspection codes.
Additional Company RequirementsThe different Company OPCOs have specification requirements which vary to some degree. These differences can result from different reference code requirements, but even when using the same reference code, differences result from the operating conditions, the fabrication location, and previous design and construction practice and operating experience. This leads to different specification requirements for different operating locations.
The variations in specification requirements are typically not inconsistent and are usually a result of adaptation to local conditions and requirements. The major varia-tions are the extent of inspection, steel chemistry requirements, crack tip opening displacement (CTOD) testing, steel plate mechanical testing frequency, and special requirements for certain welding processes.
Fig. 600-1 Welding and Inspection Codes
LocationDesign and
Construction CodeWelding
CodeInspection
CodeOther
ReferenceGulf of Mexico 30 CFR 25016
& API RP 2A17AWS D1.11 AWS D1.1 &
API RP 2X2
West Coast 30 CFR 250& API RP 2A
AWS D1.1 AWS D1.1 &API RP 2X
West Africa API RP 2A AWS D1.1 AWS D1.1 &API RP 2X,
North Sea DOE D & C18 Notes AWS D 1.1 or BS 4870, Part 119 BS 550020
or ASME Code21BS 513511
Canada CSA S47124/S471.125
CSA S47326/S473.127CSA W5928/W59S129
CSA W47.122/W47.1S123CSA W5928/W59S129
CSA W178.130/W178.231
Note See Section 690 for the full title of the references.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-3

600 Offshore Platform Structural Welding Welding Manual
620 Fabrication MethodsThis section briefly describes the typical steps in fabricating the jacket and decks of an offshore structure.
621 Platform Jacket ConstructionPlatform construction is done in several steps, and these steps influence the welding processes used. The fabrication sequence for the main structure of a typical offshore platform “jacket” structure includes tubular manufacture, joining of tubulars, node fabrication (optional), ground fabrication, and erection.
The primary objectives are to prefabricate as many components as practical in the controlled conditions of a shop, and to fabricate as much of the structure as possible on the ground to minimize the crane and scaffolding work.
Tubular Manufacture and Tubular JoiningTubulars for offshore structures can be manufactured by either heavy rolling or press forming, or purchased as pipe. Structural pipe is limited by availability to small diameters (up to about 28 inches) and thin wall thicknesses (up to about 0.5 inch). For shallow water structures, structural pipe can make up a significant tonnage of the primary structure. For deeper water structures, structural pipe will be limited to secondary members, such as the conductor guide panels and skirt pipe guide assemblies.
Rolled and Welded TubularsStructural member sizes that are not available as structural pipe must be fabricated from flat plate, and are called “fabricated tubulars.” Fabricated tubulars are usually manufactured per API Specification 2B[3], which covers both longitudinal and circumferential butt welds. Tubulars are typically manufactured in a specialized shop. Both the longitudinal and circumferential welds are usually made using auto-matic submerged arc welding (SAW) equipment.
Shop Fabrication of NodesThis fabrication step is generally limited to larger structures, such as for the North Sea and for deep water platforms, which have ring stiffeners or heavy wall thick-nesses at the joints. The node can be manufactured in the shop under controlled conditions to achieve higher productivity and a higher level of quality control. This also allows the node to be stress relieved if the design requires. The typical welding processes are gas shielded or self-shielded flux cored arc welding (FCAW-G or FCAW-SS) and shielded metal arc welding (SMAW).
600-4 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
Ground FabricationThis stage of fabrication takes place at ground level at the final assembly yard. There are two types of ground fabrication:
• The components, such as a row of the structure, are ground fabricated and then “rolled up” into location.
• The components are fabricated away from the structure and then lifted piece-by-piece by cranes for assembly in place.
Roll-up panel construction is by far the most common method. The typical welding processes used at this stage are FCAW (both gas and self-shielded) and SMAW.
Erection WeldingFabricators attempt to maximize the work done in the previous stages of platform construction in order to minimize the work required at the erection stage where scaf-folding and access time are expensive. However, regardless of the basic method of fabrication, substantial amounts of welding must be done at the erection stage. The typical welding processes used at this fabrication stage are SMAW and self-shielded FCAW (the use of gas shielded FCAW is limited by the need for wind protection).
622 Platform Deck Structural FabricationFabrication of the platform deck structural steel is done in several steps. These steps determine which welding processes are most appropriate. The fabrication sequence for the structural part of a typical offshore platform deck includes tubular manufac-ture and joining of tubulars, plate girder fabrication, node fabrication, ground fabri-cation, and erection. These stages are similar to the stages involved in the platform jacket fabrication.
Plate Girder FabricationGirders for the platform deck can either be fabricated from plate (hence the name “plate girders”) or purchased as rolled structural shapes. Structural shapes will be used wherever possible, because they are cheaper than fabricated plate girders. Structural shapes are limited by availability of large sizes. For plate girder fabrica-tion, the web-to-flange welds are usually made using automatic SAW or FCAW equipment.
623 Offshore Installation and HookupWelding for the offshore phase of platform construction is done in two steps:
• Installation, where piles are welded to the jacket and modules are welded together structurally
• Hookup, where piping tie-ins are made, along with other hookup work
Welding equipment during offshore work can be a source of stray current corrosion to the jacket structure. This can cause a very significant amount of metal loss in a very short time and must be avoided.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-5

600 Offshore Platform Structural Welding Welding Manual
Stray current corrosion results when the welding machine is on a workboat and the machine is grounded to the workboat rather than the jacket. Normal welding is done with reverse polarity, with the electrodes being negative and the current flowing from the negative electrode back to the positive ground. When possible, the welding machine should be placed on the structure to be welded, rather than on a workboat. When this is not possible, two leads should run from the welding machine to the workpoint and the machine should be grounded near the workpoint. The welding cables should be adequately insulated to prevent stray currents. Section 5.7 of the API Recommended Practice 2A, “Planning, Designing and Constructing Fixed Offshore Platforms,” provides more details such as sizing the ground cable and monitoring the jacket and workboat potentials to ensure that proper grounding is maintained.
630 Steel Selection ConsiderationsThe first step in the successful fabrication of any welded structure is the selection of the steel base metal. The steel selected for a welded structure must have acceptable properties after it is welded, i.e., it must be weldable. Steel type, method of manu-facture, hardenability, and toughness are all important in determining a steel’s weld-ability. Steels can be prequalified by the steelmaker to ensure that unexpected problems won’t arise in the midst of fabrication.
631 Material TypesMechanical and toughness requirements for steel materials in an offshore structure vary with the location in the structure. Most offshore structures are built with different grades of steel for the different components. For many locations (including the Gulf of Mexico, U.S. West Coast, and West Africa), the joints are made from 50 ksi steel with improved properties, and the legs and braces are fabricated from 36 ksi structural steel with minimal additional requirements. Structures fabricated for the North Sea and for the N.W. shelf of Australia typically utilize 50 ksi steel for the legs and braces. The cost differential between these different grades of steel justifies the concept of material types. For the simplest structures, a minimum of three material types are generally used.
Material types are usually classified by the criticality and the redundancy of the members they are used in. Figure 600-2 shows typical material grades, specifica-tions, and supplemental inspection requirements corresponding to the defined mate-rial types.
632 Methods of ManufactureThe method of steel manufacture has a significant effect on the weldability of the steel.
Normalized SteelsConventional normalized steels have been widely used for joints on offshore struc-tures, where strength, toughness, and weldability are all essential requirements.
600-6 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
Normalized steels are manufactured by hot rolling, air cooling to ambient tempera-ture, and reheating to approximately 1650°F (normalizing) with an air cool. These grades of steel get their mechanical and toughness properties from their chemistry (carbon, manganese, and microalloying with small amounts of niobium, vanadium, or titanium) and from the normalizing heat treatment. AWS D1.1 is directed towards using normalized steels.
Thermo-mechanically Controlled Process (TMCP) SteelsTo improve toughness and weldability, in the early 1980’s steel manufacturers developed microalloyed steels called thermo-mechanically controlled process steels (or TMCP steels), which have lower carbon contents for improved weldability. These new generation steels rely on sophisticated rolling and accelerated cooling practices in order to meet the minimum strength requirements with a lower alloy content. TMCP steels can be produced with properties that equal or exceed those of the conventional normalized grades, at a cost which is the same or less than normal-ized grades. A significant cost savings can result from reduced preheat require-ments. When welding TMCP steels, some degradation of the weld heat affected zone (HAZ) toughness may occur with high heat input welding (e.g., multiple arc SAW).[4]
Fig. 600-2 Typical Criticality and Redundancy of Steel Material TypesMaterial Type Definition
1 Primary. Materials used for structural members and joint cans that are fracture critical and whose failure could mean loss of the structure. These may experience an unusually detrimental combina-tion of stress concentration, rapid loading, cold work, high restraint, and thick sections. A typical use is for major joint cans in legs.
2 Secondary. Materials used for members and cans whose failure would pose a threat to survival of the structure but whose thickness, cold work, restraint, stress concentration, input loading, and degree of redundancy justify less stringent requirements than primary-type steels. Typical uses are for brace end stubs and high strength chord joint cans.
3 Redundant. Materials used for members that are sufficiently redundant so that their failure would not pose a threat to the structure. These members generally have a history of successful applica-tion in welded structures at service temperatures above freezing. Typical uses are for small tubu-lars and beams.
Material Type Yield Strength, ksi Typical Specifications Supplemental Requirements
1 50 API 2H, 2Y, & 2W; ASTM A633, A131, A537; BS 4360
C.E.(1), CVN(2), Z(3), CTOD(4)
2 50 ASTM A572, A709; API 5L X52; BS 4360
C.E. & CVN
3 36 ASTM A36, A106, A53; API 5L Gr. B
C.E. & CVN
(1) C.E. = Carbon equivalent requirements; refer to Section 630.(2) CVN = Charpy V-notch toughness testing; refer to Section 630.(3) CTOD = Crack tip opening displacement testing; refer to Section 630.(4) Z = Through thickness or “Z” direction tensile testing per API 2H Supplemental Requirement S5.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-7

600 Offshore Platform Structural Welding Welding Manual
633 HardenabilityCarbon Equivalent (C.E.) Formulas
The chemistry of the steel has a significant influence on the steel’s weldability. The effects of chemistry are quantified by an empirical carbon equivalent formula. Carbon equivalent corresponds to hardenability; a main goal in welding is to limit hardening, so a low carbon equivalent is desirable.
Numerous carbon equivalent formulas have been developed. The two most common are the International Institute of Welding (IIW) Carbon Equivalent (C.E.) and the Pcm (formulas follow):
C.E. = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 + 5B
To assure adequate weldability of the steel, the carbon equivalent is limited to a maximum value. Several other variables also influence the weldability. Section 670 discusses alternate methods for determination of minimum preheat for offshore structures. Refer to Section 140 for a more thorough discussion of preheat.
634 Toughness Testing
Charpy V-notch (CVN) Toughness TestingSteel materials are selected with varying levels of toughness. Toughness is normally measured by Charpy V-notch impact tests done by the steel manufacturer (thin wall thickness members of ASTM A36, ASTM A53, ASTM A106, and API 5L Grade B are normally not impact tested, since these steels typically have adequate tough-ness). The test temperature and minimum impact energy requirements are dictated by API RP 2A, Section 2.9 (or, for the North Sea, by DOE D & C Notes Section 6). The minimum required impact energy is dependent on the specified minimum yield strength (SMYS) of the steel. The test temperature is a function of the service temperature, but depending on the material type and the diameter to wall thickness ratio (D/t), the test temperature may be as much as 54°F below minimum service temperature.
The tests are normally done on the plate, since the strain from forming the tubular is typically too small to affect the steel toughness. When the tubular diameter/thick-ness ratio (D/t) is less than 20, the cold strain from rolling plate into the tubular slope will be greater than 5% and the impact toughness of the material can be signif-icantly affected. In this case, impact testing is done on the fabricated tubulars rather than on the plate.
Charpy V-notch impact testing is typically done per ASTM A370 or E23.
Weld procedure qualifications also require Charpy V-notch toughness testing to demonstrate that the weld and weld HAZ have adequate toughness. Refer to Section 660 of this manual.
600-8 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
Crack Tip Opening Displacement (CTOD) Toughness TestingThe CTOD test is an alternative toughness test. This type of testing is expensive and is generally restricted to structures with heavy wall thickness joints.
Stress relief of welds in heavy wall thickness joints can be desirable (for instance, it is required by DOE D & C Notes for North Sea Structures). Refer to Section 670. CTOD testing is typically done in order to prove that a stress relief postweld heat treatment of the welded joints is not necessary.
CTOD tests also provide the necessary data to do a fracture mechanics analysis. A fracture mechanics analysis (e.g., BS PD 6463[6]) can be used to do a fitness-for-purpose analysis or to evaluate the stability of actual weld defects.
CTOD tests are usually carried out in accordance with BS 5762[7].
635 Prequalification of MaterialsPrequalification of materials is done prior to start of fabrication. Its purpose is to show that the materials intended for a specific job are weldable and that they have adequate toughness without postweld heat treatment (PWHT). With the contracting strategy used by OPCOs, prequalification of materials is typically not necessary. Two instances where prequalification of materials might be desirable are: (1) when the Company will purchase the steel and supply it to the fabricator (this is common practice for North Sea operators), and (2) when a fabricator is proposing a heavy wall thickness (2-1/2 inches) normalized or TMCP steel from an inexperienced supplier.
API Recommended Practice 2Z[8] provides guidance on how to perform qualifica-tion testing to demonstrate both weldability and weld HAZ (CTOD) toughness. API RP 2Z is a very stringent procedure. It should only be specified with a clear knowledge of its cost and its potential effects on the schedule. Some modification of the API RP 2Z recommendations may be necessary; refer to Section 660.
Most Japanese steel suppliers[9] can provide API RP 2Z data from previous orders. Other manufacturers may also be able to provide such data “off the shelf,” avoiding the need for testing.
640 Welding of JointsOffshore structure joints include simple butt joints welded on two sides, joints welded on one side, and T-Y-K joints. This section discusses the following joint design considerations:
• types of joints• root pass welding• weld profile control
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-9

600 Offshore Platform Structural Welding Welding Manual
641 Types of Joints
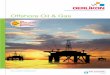
T-Y-K JointsWelded joints are generally in the shape of a “T,” a “Y,” or a “K,” or some combina-tion of these. T-Y-K joints can be very complex, as shown in Figure 600-3. Restraint of weld metal shrinkage can be severe for T-Y-K joints, increasing the likelihood of delayed hydrogen cracking. AWS D1.1, Figure 10.13.1A shows typical weld details used for a T-Y-K joint in a tubular structure.
Two-sided and One-sided Tubular Butt JointsMany of the tubular butt joints in an offshore structure are made by two-sided welding and are inspected by internal panoramic radiography. These joints do not present unusual difficulty. The weld details are adequately covered by AWS D1.1, Section 10.
When structures are built by fabrication of nodes and then welding the brace to the stub end (typical for the U.S. West Coast and the North Sea), a large number of one-sided full penetration butt joints are required to connect the brace to the stub. Obtaining a consistent quality root pass and getting adequate inspection of the root pass are both problems. T-Y-K joints do not have these problems, because AWS D1.1, Figure 10.13.1A allows disregarding the quality of the root pass.
Buttering of One-sided Butt JointsButtering means depositing several weld beads on an edge, such as on the existing weld bead or on the joint face, to build it up to a desired dimension. Buttering is used to build up a groove to the proper shape or to adjust a wide root gap to the proper gap for closure welding. See Figure 600-4 for an example of buttering.
Fig. 600-3 Typical Complex T-Y-K Joint
600-10 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
When buttering of one-sided full penetration butt joints is necessary, it should be done prior to fit-up of the joint, or the brace should be removed before buttering, as one-sided joints are very difficult to butter when in position. If the Contractor’s plans are to butter joints while in position, and the Company has agreed to the Contractor’s plans, special procedures should be developed and qualified to avoid improper buttering that results in internal root concavity (shown in Figure 600-4). This defect can be avoided by vigorous inspection after buttering and before welding. This should be part of the fit-up inspection. Butt joints have also been successfully buttered while in position using a ceramic backing strip, which is then removed prior to closing the weld. This is also shown in Figure 600-4.
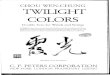
Structural Shape JointsFabrication of the deck structure requires joining of structural shapes. At the inter-section of structural shapes, an access hole (usually called a rat hole or snipe) is required to obtain a full penetration weld on the flange. Figure 600-5 illustrates an access hole for welding the flange.
Following completion of the flange weld, the access hole should be left open. Access holes that have been filled with weld metal have high residual stresses due to the weld shrinkage. This increases the chance of weld cracking. Access holes that are left open should have their weld starts and stops staggered. The weld should continue through the access hole. The weld passes should not terminate at the access hole, creating a crevice.
Fig. 600-4 Buttering of One-sided Butt Joints
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-11

600 Offshore Platform Structural Welding Welding Manual
Full Penetration versus Partial Penetration JointsMost Company offshore structural welding specifications and drawings contain the words “All welds should be full penetration, unless otherwise noted.” This is a reasonable approach. However, the designer should consider that in many cases partial penetration or fillet welds are adequate for non-primary structural welds. For instance launch runner-to-leg welds are commonly partial penetration. Since a full penetration weld requires more pre-weld preparation and more weld metal, it costs the Contractor more to make a full penetration weld. These costs are typically buried in the Contractor’s estimates, since the job will be estimated based on dollars per ton. In instances where a large number of full penetration welds have been spec-ified unnecessarily, some cost savings may be possible by specifying partial pene-tration welds where appropriate.
642 Root Pass WeldingDepending on the part of the world, there are different methods of obtaining good quality root passes in one-sided full penetration welds. In the U.S., the most common method is to use E6010 electrodes for the root pass. In Europe the root pass is commonly made with the electrode polarity reversed (DC negative or straight polarity). In Japan, the root pass is usually made with AC “Urinami” elec-trodes. Regardless of the method used, obtaining high quality root passes is very much dependent on the welder’s skill. Acceptable quality cannot be assumed.
Fig. 600-5 Welding Access Hole
600-12 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
InspectionWhen the root pass can be inspected by radiography there is no problem, since root defects can be identified on the radiograph. Unfortunately, double wall radiography is impractical for thick members or large diameter members. The exposure times and safety rope-off distance required for double wall radiography are impractical for a platform erection site. For fatigue sensitive structures, there are limited options for inspection:
• The weld can be ultrasonically inspected, recognizing that the root area cannot be adequately inspected. In this case, the stress concentration effects and the fatigue life of the butt joints should be considered in the fatigue analysis.
• An access hole can be cut in the member by removing a panel, and an internal panoramic radiograph can be taken. This option is discouraged because the weld required to replace the removed panel poses the same inspection problem as the original weld. The Company has had very expensive problems with this detail.
• Joints can be classified by their fatigue sensitivity. Highly stressed joints (iden-tified during design) can have their root and hot passes inspected by radiog-raphy prior to filling the weld groove. Or the root pass can be inspected using a borescope just prior to completing the root gap. Lower stressed joints are typi-cally inspected ultrasonically.
643 Weld Profile ControlFatigue is sensitive to stress concentrations (“hot spots”) caused by notches. Weld profile control is intended to limit the severity of any notch-like shapes on the weld surface.
Weld profile requirements are established by fatigue design, or by the conditions defined by AWS D1.1, Paragraph 10.13.1. Structures designed per AWS D1.1 and API RP 2A may use a more favorable fatigue design curve if the profile of the welds is controlled. Both AWS and API specify that a disk test should be used to control the weld profile. See Section 680.
Although API RP 2A and AWS D1.1 allow the use of a more favorable fatigue design curve for joints that pass the disk test, research has shown that the weld profile has very little to do with the fatigue performance of the weld. The key to improving the fatigue performance of welded joints is to avoid undercut and cracks at the toe of the weld. Refer to commentary, Section C10.7.5 of AWS D1.1 for addi-tional discussion and references.
AWS and API permit the favorable weld profile to be obtained by either welding, grinding, or peening. Of these three options, obtaining good weld profile in the as-welded condition is preferred, grinding is acceptable, and peening is not recom-mended. Peening can cover up surface defects (e.g., undercut and cracks) at the toe of the weld and make them undetectable by visual, magnetic particle, or dye pene-trant examination.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-13

600 Offshore Platform Structural Welding Welding Manual
For North Sea structures, the DOE D & C Notes do not recognize the disk test. Grinding or machining of the weld toe allows reduction of the hot spot design stresses by up to 30%, which has an effect on the fatigue design similar to using different fatigue design curves.
650 Welding Processes Used For Structural WeldingSeveral welding processes are used on offshore structures. These processes are SAW, SMAW, FCAW, GMAW, and GTAW.
Submerged Arc Welding (SAW)The SAW process is used for all of the longitudinal seam welds and many of the circumferential seam welds for the main leg cans and braces. Some fabricators use SAW for deck plate welding. SAW is a high heat input process and warpage of thin plate (e.g., deck plate) is a concern.
Avoiding moisture pickup of agglomerated and bonded fluxes is a very important part of avoiding hydrogen cracking problems. AWS D1.1 covers storage procedures for avoiding moisture pickup. Agglomerated fluxes can be baked to reclaim them after atmospheric exposure. Bonded fluxes should not be baked without consulting the manufacturer. Fused fluxes do not pick up atmospheric moisture.
Shielded Metal Arc Welding (SMAW)Low hydrogen electrodes (E7016 and E7018) are widely used for offshore platform welding. On the primary structure, cellulosic electrodes (E6010) should be permitted for root passes only.
Avoiding moisture pickup by low hydrogen electrodes is a very important part of avoiding weld cracking problems. AWS D1.1, Section 4 and Section 100 of this manual cover storage procedures for avoiding moisture pickup and baking proce-dures for reclaiming electrodes. For cellulosic electrodes, pickup of atmospheric moisture is not a concern, because they are already high in hydrogen.
Flux Cored Arc Welding (FCAW)There are two types of flux cored welding processes, the gas shielded (FCAW-G) and self-shielded (FCAW-SS) welding processes. For many fabricators, FCAW has all but replaced SMAW welding because of FCAW’s higher deposition rates. The high deposition rates are due to higher current and greater arc efficiency. (The welder does not lose time starting and stopping as happens with every rod used in SMAW.)
The FCAW welding process can have several problems, such as low toughness and a high hydrogen potential. The toughness of the FCAW weld deposit is improved by adding nickel to the consumable and/or by controlling the weld bead size. AWS D1.1 limits the FCAW bead width for 6G position welds to 3/4 inch. Published data[10] has indicated that even smaller pass sizes may be required to meet impact testing requirements below 0°F.
600-14 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
The FCAW welding process is not an inherently low hydrogen welding process. Gas shielded FCAW consumables are available that are classified as very low hydrogen (<5 mL/100 gm) by the AWS A4.3 method. The hydrogen content of the proposed consumable should be considered when determining the preheat requirements. If critical, it may be necessary to test each heat of consumable for hydrogen content. Shell did this for their Bullwinkle platform.
Self-shielded FCAW. The self-shielded FCAW welding process was developed by Lincoln Electric Company. Presently they have no real competition in the self-shielded market. Because of the potential toughness problems with self-shielded FCAW, the Company allows only the Lincoln NR203 Ni 1%, NR203 Ni C, and NR203 Ni D consumables. These consumables nominally contain 1% nickel. The Lincoln NR 232 wire is not acceptable for primary structural welds. The Lincoln Electric wire feeder and constant voltage power supply are essential components of good self-shielded FCAW welds.
Gas Shielded FCAW. There are a number of suppliers for gas shielded FCAW consumables. The essential requirements for making acceptable welds are adequate impact toughness and preheat consistent with the expected hydrogen content from the weld.
Gas Metal Arc Welding (GMAW or MIG)GMAW has several variations, which greatly affects the quality of the finished weld. There are three types of GMAW welding used in the offshore industry: short arc, spray transfer, and pulsed arc.
Short Arc. The short arc (or interrupted arc) GMAW process is a low heat input process, which is prone to lack of fusion. Because of this, it is generally limited to use for deck plate welding, non-structural appurtenances, and piping. The short arc process is well suited to deck plate welding, since the low heat input helps control distortion. The short arc welding process may also be proposed by some fabricators for the root pass on welds which are subsequently made by SAW. This should not be a problem, providing (1) for one-sided welds, the procedure qualification macro-etch of the weld shows that most of the root has been remelted; or (2) for two-sided welds, the root is subsequently removed by backgouging.
Spray Transfer and Pulsed Arc. These processes are used mainly by Japanese fabricators. These processes are best suited to indoor shop welding, since they require gas shielding.
The pulsed arc process alternates between short arc (high metal transfer rate) and spray arc (high heat input). The high frequency alternating of metal transfer modes gives rise to the pulsed name. It does not have the problem with lack of fusion that short arc welding has.
Gas Tungsten Arc Welding (GTAW)The GTAW process has limited applications for structural welding. It might be occasionally used for special applications, such as buttering wide gaps.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-15

600 Offshore Platform Structural Welding Welding Manual
Monel WeldingFillet welding of Monel splash zone sheathing is best done using either the GTAW or GMAW processes. Both are gas shielded processes so adequate wind shielding is essential to obtaining defect-free welds.
660 Welding Procedures
661 Welding Procedure QualificationsThe process of qualifying and approving weld procedure specifications is important to a smooth start and successful completion of fabrication. AWS D1.1 allows quali-fication of welding procedures in three different ways:
• qualified for the particular job per AWS D1.1• previously qualified per AWS D1.1 by the Contractor for a previous job• prequalified in accordance with AWS D1.1 Section 2
Whenever possible, the Contractor’s previously qualified procedures should be accepted. Prequalified procedures should be accepted when they meet the require-ments (or intent) of the contract specification. However, prequalified procedures typically cannot be accepted when the contract specification requires Charpy V-notch toughness testing, crack tip opening displacement (CTOD) toughness testing, microhardness testing, or postweld heat treatment (PWHT) for the weld procedures, as these tests need to be performed with the specific base metals and weld consum-ables to be used for the job.
Mockup JointsAWS D1.1, Paragraphs 10.12.3.2 and 10.12.3.3 require sample joints using flat plate or tubular joint mockups for:
• welding processes and joint details that are not prequalified• T-Y-K connections having groove angles less than 30 degrees
Fabricators are frequently encouraged to prepare mockups of any complicated joint details rather than just flat plate mockups. The member size of mockups should be scaled so that joint details are realistic (i.e., a 4-inch diameter stub on a 24-inch diameter can is not a realistic tubular connection).
Note that AWS D1.1 does not permit prequalified welding procedures for full pene-tration tubular butt joints made from one side without backing.
662 Toughness Tests
Charpy V-notch (CVN) Impact TestsCharpy V-notch impact testing is commonly specified for the weld and weld heat affected zone (HAZ).
600-16 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
The weld metal is usually impact tested near the outer surface of the weld. Some specifications also require weld metal testing at the root of the weld. The worst impact toughness is expected at the root of the weld, where the maximum amount of dilution of base metal with the weld metal occurs. The next worst location will occur in the final weld pass, where the weld has not been recrystallized by subse-quent weld passes. Weld toughness is decreased by higher heat input and large weld passes (weave).
The HAZ test location is typically 2 mm from the fusion line. Some specifications also require testing at the fusion line, fusion line + 2 mm, and fusion line + 5 mm. High heat input welding processes, such as SAW (particularly machines using multiple arcs) can adversely affect the impact toughness.
Weld Metal CTOD TestingWeld procedures that require weld metal CTOD testing will require the use of specially developed welding consumables and highly skilled welders for manual welding procedures. CTOD toughness decreases rapidly with increasing free nitrogen in the weld metal. Nitrogen pickup during welding is dependent on the welding arc length. This does not present any difficulty for the SAW process, but can be a problem for manual processes, particularly SMAW. The individual welder’s ability to hold a short arc length will determine the toughness of produc-tion welds.
Weld HAZ CTOD TestingWhen weld heat affected zone (HAZ) CTOD testing is specified, the steel supplier should be responsible for the qualification testing. This is extremely important if the Company is purchasing the steel and supplying it to the fabricator. The supplier should be responsible for demonstrating that the steel can be welded with the planned welding procedures. Company experience has been that domestic steel manufacturers may be reluctant to take responsibility for such testing; the Japanese steel manufacturers are already doing such tests.
API RP 2Z can provide guidance on how to perform HAZ CTOD testing. The API RP 2Z requirements for HAZ crack location are difficult to comply with. Some relaxation of the criteria may be required when evaluating the data.
If required, weld metal CTOD testing should be done during qualification of the fabricator’s welding procedure.
663 Weld HardnessSpecifications typically require that weld and weld HAZ microhardness be limited to 325 VHN10 (Vickers hardness with a 10 kg load). The primary purpose of this hardness limit is to avoid seawater cracking of the weld.[15] Hence, this require-ment should be directed towards welding procedures for the primary structural welds on the submerged portion of the platform. The test may be waived for the deck structural welds since they are above water and not subject to seawater cracking.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-17

600 Offshore Platform Structural Welding Welding Manual
The hardness of the weld metal is primarily determined by the chemistry of the consumable. The hardness of the weld metal will typically be much less than 325 VHN10 maximum. Weld HAZ hardness is determined by the base metal chem-istry (carbon equivalent) and cooling rate (welding heat input and base plate thick-ness). The base metal carbon equivalent is limited to decrease the hardenability of the weld HAZ.
664 Uphill and Downhill WeldingUphill and downhill describe the direction of weld progression. Uphill welding is typically used for structural welding, except that some fabricators may propose downhill welding for the root pass and for the capping pass. A downhill cap pass has a superior profile and is often specified when the structural design dictates enhanced profile. AWS D1.1 essential variables require a separate procedure qualifi-cation record (PQR) for uphill and downhill procedures. (See Section 200 for a discussion of PQRs.) Downhill welding has a much lower heat input, which will result in higher weld HAZ hardness.
Downhill capping passes on welds made on the primary structure should be discour-aged. If downhill welding is required to meet the profile requirements, downhill weld procedure qualification should meet the microhardness testing requirements. The test plate should have a carbon equivalent near the top of the expected range. Downhill welding is not required for secondary members, since enhanced profile is not required.
Downhill root passes with E6010 electrodes should not be a problem, providing the weld will be preheated and hot passed (second pass) immediately.
665 Weld-through PrimersPaints called weld-through primers preserve the clean surface of a prepared weld bevel so that the bevel does not have to be recleaned prior to welding. The weld-through primer is applied to the weld bevels following cutting of the bevel. Primers containing deoxyaluminate are preferred, since the aluminum does not have a detri-mental effect on the weld. Two brand names the Company has accepted by weld procedure tests are Bloxide and Taseto Silver. Both are deoxyaluminate primers. Weld-through primers containing zinc can be detrimental to the weld. Weld qualifi-cation of zinc-containing primers is essential.
When the Contractor proposes using a weld-through primer, the weld procedure qualification should include the primer at the maximum allowable thickness. During fabrication of the structure, the Contractor’s inspector should confirm that the weld bevels are free from rust, grease, etc., prior to application of the weld-through primer. The Company inspector should confirm this by spot inspections.
600-18 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
670 Preheat and Postweld Heat TreatmentPreheat and postweld heat treatment (PWHT) are expensive. Limiting the need for heating can save fabrication time and lower the bid price substantially. This section discusses preheat and PWHT as commonly applied to offshore structures and how to minimize the need for such heat treatment. Also see Sections 140 and 150 for a more thorough discussion of preheat and PWHT.
671 Preheat RequirementsThe primary purpose of preheat is to avoid delayed hydrogen cracking by allowing hydrogen to escape from the steel. The level of preheat required to avoid hydrogen cracking is determined by the chemistry of the steel, the hydrogen potential of the welding consumable, and restraint (thick, complex joints being worse). There are several methods that can be used for determining the necessary preheat.
AWS D1.1 Table 4.2AWS D1.1 Table 4.2 recommends minimum preheat levels by steel strength group and by low hydrogen and other welding processes. These preheat levels are based on experience and are only appropriate for joints that do not have “excessive” (as defined by experience) restraint. AWS D1.1 Table 4.2 is most appropriate for conventional normalized steels, which typically have an IIW carbon equivalent (C.E.) maximum of 0.45%. The use of these simple steels is becoming less common as fabricators and owners seek ways to reduce heating costs.
AWS D1.1 minimum preheats may not be necessary for steels with a low carbon equivalent (C.E.) or Pcm, such as TMCP steels. The cost savings provides the driving force for using TMCP steels. For these steels, AWS D1.1 was revised in 1986 to recognize other methods of determining the minimum preheat for avoiding hydrogen cracking. AWS D1.1 requires that preheats that are less than those speci-fied by Table 4.2 must be included in the procedure qualification.
AWS D1.1 Appendix XIThis nonmandatory guideline appendix, “Guideline On Alternative Methods for Determining Preheat,” is intended to explain an alternative method for determining preheat. This procedure is based on the work done by Coe and Ito. AWS D1.1 cautions the user on the need for careful consideration of assumptions and past experiences in using this guideline. The AWS D1.1 Table 4.2 procedures are preferred unless a careful analysis per Appendix XI is performed.
British Standard BS 5135[11]This standard contains graphical methods for determining preheat requirements. The standard is based on work done by Coe[12] at the (British) Welding Institute. The standard is based on avoiding weld hardness that could be susceptible to hydrogen cracking. Because the procedures rely on IIW carbon equivalent, the method works best for the higher carbon (≥0.20%) steels such as conventional normalized steels. (Refer to Section 630 for more details.) The standard is limited to steels with an IIW carbon equivalent (C.E.) between 0.37% and 0.54%.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-19

600 Offshore Platform Structural Welding Welding Manual
Extrapolation of the BS 5135 preheat curves to lower carbon equivalent steels is not valid. Subsequent work done by The Welding Institute[13] has shown that this method is not sufficiently conservative when IIW C.E. is less than 0.40%. BS 5135 recommends that a C.E. of 0.40% be used for all steels with a C.E. less than 0.40%. This recommendation does not allow full advantage to be taken of the TMCP steels; therefore, using the Japanese methods described below would be more appropriate for these steels.
Japanese PcmThe weldability parameter Pcm was developed by the Japanese[14]. It differs from the traditional IIW carbon equivalent equation. The Japanese parameter was devel-oped based on low carbon (≥0.18%) steels and is therefore more appropriate for the modern low carbon steels produced by TMCP. Section 143 discusses the applica-tion of the Pcm parameters to HSLA and TMCP steels.
Weldability Tests (e.g., API RP 2Z)Numerous cracking tests have been developed to establish minimum preheat requirements. API RP 2Z provides guidance on using the Y-groove and CTS restraint tests to determine minimum preheat requirements.
Preheat has many benefits and disadvantages. Insufficient preheat can lead to disas-trous problems. Preheat is also a significant cost and source of schedule delay for the fabricator. Excessive preheat requirements waste money. With these strong pros and cons, the need for preheat should be carefully considered.
672 Postweld Heat Treatment (PWHT)The welds on offshore structures typically do not require PWHT or stress relief. For structures with heavy wall thicknesses, stress relief of welds is recommended unless CTOD tests prove it is unnecessary. Typical joint categories that are screened by CTOD tests are:
• T-Y-K joints when the brace or stub thickness exceeds 1-1/2 inches (38 mm)
• full penetration butt joints made from one side without backing, when the thick-ness exceeds 1-1/2 inches (38 mm)
• two-sided circumferential butt joints and longitudinal seam welds when the thickness exceeds 2-1/2 inches (63.5 mm)
In practice, stress relief is usually avoided by CTOD testing the weld and weld HAZ to demonstrate that stress relief is not required. Refer to Section 634.
For the North Sea, the DOE D & C Notes require that PWHT be applied to welds in excess of 50 mm (in excess of 40 mm if the “hot spot” stresses exceed 80% of the specified minimum yield strength of the base material). PWHT can be waived for thicknesses up to 100 mm if CTOD and Charpy tests confirm that the weld and weld HAZ meet the minimum toughness requirements. Above 100 mm, all welds must be stress relieved.
600-20 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
680 Quality Assurance
681 Quality Assurance ProceduresPrior to the start of fabrication, the Contractor is normally required to submit a description of his quality assurance procedures to the Company for approval. The information is needed to demonstrate the Contractor’s understanding, planning, and readiness to meet code and specification requirements.
However, significant differences can exist between a fabricator and the Company regarding how much quality assurance documentation is enough. A common problem is repeated rejection of a Contractor’s quality assurance procedures. This results in repeated rewrites and, at times, significant delays and distractions from more critical work. Often, many cycles of writing are spent by the fabricator simply repeating word-for-word the Company and code requirements. This useless repeti-tion is usually caused by a lack of clarity on both sides about just what is needed in quality assurance procedures.
The following items are critical parts of quality assurance procedures and can be used as a checklist for review of a fabricator’s submittals.
• Quality Assurance Manual
• Contractor’s fabrication and QA/QC organizations, and lines of reporting
• Inspection subcontracting plan
• A detailed summary of inspection showing (a) each inspection step (e.g., receiving, primary member fit-up, appurtenances, NDT, etc.), and (b) responsibilities of (Company, fabricators, third party) inspectors and expected actions (inspect, witness, review, hold)
• Resumes of inspectors and supervisors
• NDT Procedures (for each NDT method)
• Contractor’s plan for implementing code requirements
• Reject rate reporting methods
• Sample data sheets for all reports
• Ultrasonic (UT) operator qualification test procedures and test piece design
• Criteria for requalification for inspectors with low reject rates versus peers
• Traceability Procedures
• Detailed descriptions, sample drawings, and data sheets showing how each piece will be traceable
• Welding Control
• Low hydrogen electrode storage control methods
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-21

600 Offshore Platform Structural Welding Welding Manual
• Preheat quality assurance methods
• Field quality assurance methods for proper weld procedure specification (WPS) application
• Itemized list of inspection hold points for the Contractor and the Company
• Notification procedures and sample forms for both hold points and ongoing inspections
682 Inspection Considerations
Inspection Acceptance CriteriaInspection codes and acceptance criteria are discussed in Section 610. The accep-tance criteria associated with these codes are based on workmanship standards. Most regulatory agency and certifying authorities allow fitness-for-purpose stan-dards, which are based on a fracture mechanics analysis approach. Refer to BS PD 6493 for guidance on fracture mechanics evaluation of defects.[6]
Extent of InspectionThe amount of inspection for the primary structure varies very little among oper-ating companies. The extent of inspection is based on the recommendations in API RP 2X. However, considerable variation exists among operating companies on how much inspection is required for secondary structural welds. These variations in the extent of inspection mainly result from the degree of familiarity with the fabricators and fabrication location. Spot inspection is usually adequate for secondary struc-tural, redundant, and appurtenance welds.
Visual InspectionIn addition to the normal visual inspections carried out on welds, there are two inspections unique to offshore structural welding:
Fit-up Inspection. On the primary structural welds, prior to welding one-sided full penetration butt joints and one-sided T-Y-K joints, a visual inspection is made of the root gap. Proper root gap is essential in getting the correct penetration in the root pass. If buttering of a joint is required, it should be done prior to the fit-up inspec-tion. Another inspection must follow buttering. Frequent occurrence of wide gaps can be a clue that there is a dimensional control problem.
Weld Profile Inspection. When specified by the fatigue design or when required by AWS D1.1 Section 10.13.1, weld profile inspections should be done using the disk test. The disk test is illustrated in Figure 600-6. A weld joint passes when a disk is placed anywhere on the weld and a 1 mm wire (big paper clip wire) will not pass through at the toe. The disk size varies based upon the thickness of the branch member, but U.S. dime or quarter sizes are typical. See AWS D1.1, Paragraph 10.7.5(1).
Note that for improvement of fatigue life, toe cracks and undercut are more impor-tant than the weld profile (this is discussed in Section 640).
600-22 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
683 NDT Operator QualificationAs a minimum, NDT operators should have an ASNT Level II or III qualification or equivalent (JSNDI (Japan) Level I or II or CSWIP (U.K.)). Due to the complexity of T-Y-K joints and the high degree of operator skill required, additional qualification is recommended for ultrasonic operators who will inspect T-Y-K joints. API RP 2X provides guidance on how to do such ultrasonic operator testing.
Figure 600-7 shows typical inspection procedures, acceptance criteria and operator qualification requirements.
Fig. 600-6 The Disk Test for Inspecting Weld Profile
Fig. 600-7 Weld Inspection Procedures
Inspection Type Inspection ProcedureAcceptance
CriteriaMinimum NDT Operator
Qualification(1),(2)
Visual (VT) AWS D1.1 Para. 3.6 & 10.17 AWS Certified Welding Inspector (CWI)(3)
Ultrasonic (UT) AWS D1.1 Section 10 or API RP 2X
API RP 2X(4) ASNT Level II and tested per API RP 2X
Radiographic (RT) AWS D1.1 Section 6B AWS D1.1 Para. 10.17 ASNT Level II
Magnetic Particle (MT) ASME Section V, Art. 7, Clause T725.1 or T725.2 and Clause T731 and T734; or ASME/ASTM E 709
AWS D1.1 Para. 10.17 ASNT Level II
Dye Penetrant (PT) ASME/ASTM E 165 AWS D1.1 Para. 10.17 ASNT Level II
(1) Tested by current employer.(2) Current by test rather than experience.(3) Qualified in accordance with AWS D1.1 Paragraph 6.1.3.1.(4) All welds originally specified to be tested by ultrasonics are evaluated to API RP 2X Level C. When ultrasonics are substi-
tuted for radiography, the welds are evaluated to API RP 2X Level A.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-23

600 Offshore Platform Structural Welding Welding Manual
684 Welder QualificationWelder qualification is an important step in any quality control system. Welders who make marginal test welds should be rejected because after acceptance, welders can be difficult to remove from a project. Acceptance of previously qualified welders (welders whose qualifications were witnessed by another company) should be carefully considered. In well established offshore structure fabrication yards, such as in the U.S., Europe, Japan, or Korea, this should not be a problem. In third world countries, or in new fabrication yards, requalification of all welders should be considered.
The source of the welders should also be considered. Are they normal employees of the fabricator (with full records of their performance) or are they contractors who move from job to job? Contract welders can be the best since they are continuously employed in structural welding; their records, however, may not be available or verifiable.
AWS D1.1 requires that welders who will make T-Y-K welds be qualified by making a 6GR (AWS D1.1, Figure 5.21A) qualification weld. When evaluating welder test coupons, special scrutiny should be given to the root area and how well the welder has dealt with intentional internal mismatch.
685 Weld Repair RatesA fabricator’s weld repair rate can be a very important check of his overall level of quality and his profitability. NDT is intended to be a check of the quality level, not a quality filter. Excessive repair rates can quickly erode a fabricator’s profitability. A repair can cost up to 2.5 times the cost of the original weld.
Many welding fabrication specifications require that the contractor report the weld repair rates on a weekly or monthly basis. Weld repair rates can be reported as either:
• defect length divided by the total joint length
• number of repaired joints (or films) divided by the number of total joints (or films)
It is important to define the method of calculating the repair rate for reporting. The way the repair rate is reported varies by fabricator, but the most common methods are by defect length for ultrasonic examination and by number of films for radiog-raphy. Based on these definitions, repair rates in excess of 4% for ultrasonic exami-nation and 5% for radiography are considered excessive.
Reporting repair rates by joints (or films) is the best indication of a contractor’s cost to repair welds.
600-24 © 1993 Chevron USA Inc. All rights reserved. June 1993

Welding Manual 600 Offshore Platform Structural Welding
690 References1. American Welding Society, ANSI/AWS D1.1—Structural Welding Code—
Steel.
2. American Petroleum Institute (API) Recommended Practice 2X, Ultrasonic Examination of Offshore Structural Fabrication and Guidelines for Qualifica-tion of Ultrasonic Technicians.
3. API Specification 2B, Fabrication of Structural Steel Pipe.
4. J. E. Price, “TMCP Steels for Offshore Structures,” Materials Laboratory Report: File 47.95, August 22, 1986.
5. N. Yurioka, et al, “Determination of Necessary Preheating Temperature in Steel Welding,” Welding Journal, June 1983, p. 147-s.
6. British Standards Institute, BS PD 6493, “Guidance on Some Methods for the Derivation of Acceptable Levels for Defects in Fusion Welded Joints.”
7. British Standards Institute, BS 5762, “Methods for Crack Opening Displace-ment (COD) Testing.”
8. API Recommended Practice 2Z, Recommended Practice for Preproduction Qualification for Steel Plates for Offshore Structures.
9. Sumitomo Metal Industries, Kawasaki Steel Corp., Nippon Steel Corp., Nippon Kokan (NKK), and Kobe Steel Corp.
10. K. J. Rodgers and J. C. Lochhead, Highland Fabricators, “Self-Shielded Flux Cored Arc Welding—The Route to Good Fracture Toughness,” Welding Journal, July 1987, pp. 49-59.
11. British Standards Institute, BS 5135, “Process of Arc Welding of Carbon and Carbon-Manganese Steels.”
12. F. R. Coe, “Welding Steels without Hydrogen Cracking,” The Welding Insti-tute, Cambridge (U.K.), 1973.
13. I. S. Matharu, et al., “Heat Affected Zone (HAZ) Hydrogen Cracking Behavior of Low Carbon Equivalent C-Mn Structural Steels,” The Welding Institute, November 1985.
14. Y. Ito and K. Bessyo, Sumitomo Metal Industries, “A Prediction of Welding Procedure to Avoid Heat Affected Zone Cracking,” July 1968.
15. B. J. Cocke, “Summary of TWI Study on Hydrogen Induced Stress Corrosion Cracking of Welded Structural and Pipeline Steels,” Materials Laboratory File 99.30, August 15, 1986.
16. 30 CFR Parts 250 and 256, “Oil and Gas and Sulphur Operations in the Outer Continental Shelf; Final Rule,” Federal Register, Friday April 1, 1988.
June 1993 © 1993 Chevron USA Inc. All rights reserved. 600-25

600 Offshore Platform Structural Welding Welding Manual
17. American Petroleum Institute (API) Recommended Practice 2A, Recom-mended Practice for Planning, Designing, and Constructing Fixed Offshore Platforms.
18. Department of Energy, “Offshore Installations: Guidance on Design and Construction,” London (United Kingdom): Her Majesty’s Stationary Office.
19. British Standards Institute, BS 4870, “Approval Testing of Welding Proce-dures.”
20. British Standards Institute, BS 5500, “Specification for Unfired Fusion Welded Pressure Vessels.”
21. American Society for Mechanical Engineers (ASME), Boiler and Pressure Vessel Code, Section X.
22. Canadian Standards Association, CSA 47.1 - 1983, “Certification of Compa-nies for Fusion Welding of Steel Structures.”
23. Canadian Standards Association, CSA W47.1S1 - M1989, Supplement No. 1 - M1989 to W47.1 - 1983, Steel Fixed Offshore Structures - Welding.
24. Canadian Standards Association, CSA S471 - M1989, Preliminary Standard - General Requirements, Design Criteria, the Environment and Loads (Part I of the Code for Design, Construction and Installation of Fixed Offshore Struc-tures).
25. Canadian Standards Association, CSA S471.1 - M1989, Commentary to CSA Preliminary Standard S471 - M1989.
26. Canadian Standards Association, CSA S473 - M1989, Preliminary Standard-Steel Structures (Part III of the Code for Design, Construction and Installation of Fixed Offshore Structures).
27. Canadian Standards Association, CSA S473.1 - M1989, Commentary to CSA Preliminary Standard S473 - 1989.
28. Canadian Standards Association, CSA W59 - M1989, Welded Steel Construc-tion (Metal Arc Welding).
29. Canadian Standards Association, CSA W59S1 - 1989, Supplement No. 1 - M1989 to W59 - M1989, Steel Fixed Offshore Structures - Welding.
30. Canadian Standards Association, CSA W178.1 - 1990. Certification of Welding Inspection Organizations.
31. Canadian Standards Association, CSA W178.2 - 1990, Certification of Welding Inspectors.
600-26 © 1993 Chevron USA Inc. All rights reserved. June 1993