Embed Size (px)
DESCRIPTION
Werkstoffprüfung der Metalle
Citation preview
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
2
3. WERKSTOFFPRÜFUNG
3.1. ZERSTÖRENDE PRÜFUNGEN
3.2. ZERSTÖRUNGSFREIE PRÜFUNGEN
3.3. METALLOGRAPHIE
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
3
LERNZIELE
Nach der Vorlesung sind Sie in der Lage...
...die wichtigsten Aufgaben der Werkstoffprüfung zu nennen und näher zu beschreiben
...zwischen den verschiedenen Typen der Werkstoffprüfung (dynamisch, statisch, zerstörend, zerstörungsfrei) zu unter-scheiden
...die wichtigsten Charakteristika folgender Prüfverfahren zu beschreiben:
Zugversuch (einschl. Bruchverhalten) Härteprüfung (BRINELL, VICKERS, ROCKWELL, MARTENS) Kerbschlagbiegeversuch (einschl. Temperaturabhängigkeit) Dauerschwingversuch (einschl. WÖHLER-Kurve)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
4
LERNZIELE
...die Besonderheiten einiger ausgewählter technologischer Prüfverfahren wiederzugeben
...die wichtigsten Charakteristika folgender zerstörungs-freier Prüfverfahren zu beschreiben:
Eindringverfahren magnetisch-induktive Verfahren Ultraschallprüfungen radiographische Methoden
...die Bedeutung der Metallographie als weiteren Zweig der Werkstoffprüfung zu verstehen

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
5
Bestimmung technologischer Eigenschaften
( Grundlagen-forschung)
Ermittlung von Schadensursachen
(Gutachten)
Überprüfung fertiger Werkstoffe (Qualitätsprüfung)
Aufgaben der Werkstoffprüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
6
Bestimmung technologischer Eigenschaften
( Grundlagen-forschung)
Ermittlung von Werkstoffkennwerten
Kontrolle von Behandlungen, die die Eigenschaften
der Werkstoffe verändern
Vergleich wichtiger Eigenschaften unterschiedlicher
Werkstoffe und Werkstoffzustände
Dimensionierung (Ermittlung von zulässigen Quer-
schnitten) von Bauteilen für vorgegebene Bean-
spruchungen (Lastspannungen)
Aufgaben der Werkstoffprüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
7
Überprüfung fertiger Werkstoffe
( Qualitätsprüfung)
Anforderungen bzw. Soll/Ist - Abweichungen
chemische Zusammensetzung
Gefügezustand
Größe und Verteilung von Einschlüssen, Ausscheidun-
gen oder dispergierten Teilchen
Eigenspannungszustand
Oberflächenzustand (Rauhigkeit, Traganteil)
Dicke von Oberflächenschichten (Schutzschichten)
Aufgaben der Werkstoffprüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
8
Ermittlung von Schadensursachen
( Gutachten)
Werkstoff- oder Bauteilfehler
innere Risse und Oberflächenrisse
Lunker (Gußfehler)
Poren, Schlauchporen und Porennester
Einschlüsse (Schlackeneinschlüsse, Schlackennester,
Schweißfehler
Aufgaben der Werkstoffprüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
9
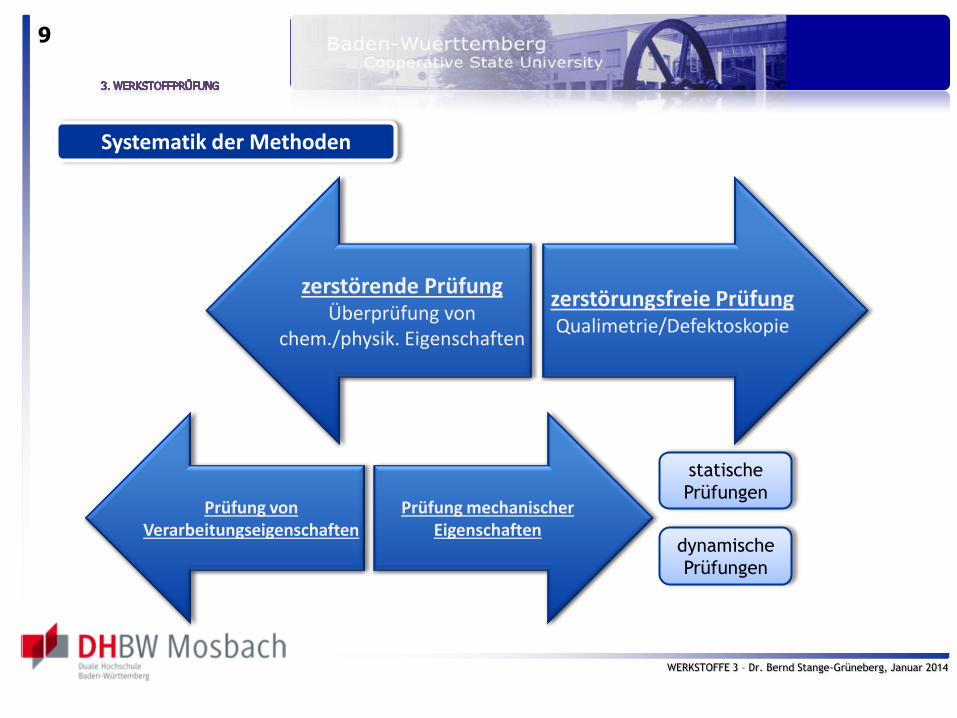
zerstörende Prüfung Überprüfung von
chem./physik. Eigenschaften
zerstörungsfreie Prüfung Qualimetrie/Defektoskopie
Prüfung von Verarbeitungseigenschaften
Prüfung mechanischer Eigenschaften
statische
Prüfungen
dynamische
Prüfungen
Systematik der Methoden
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
10
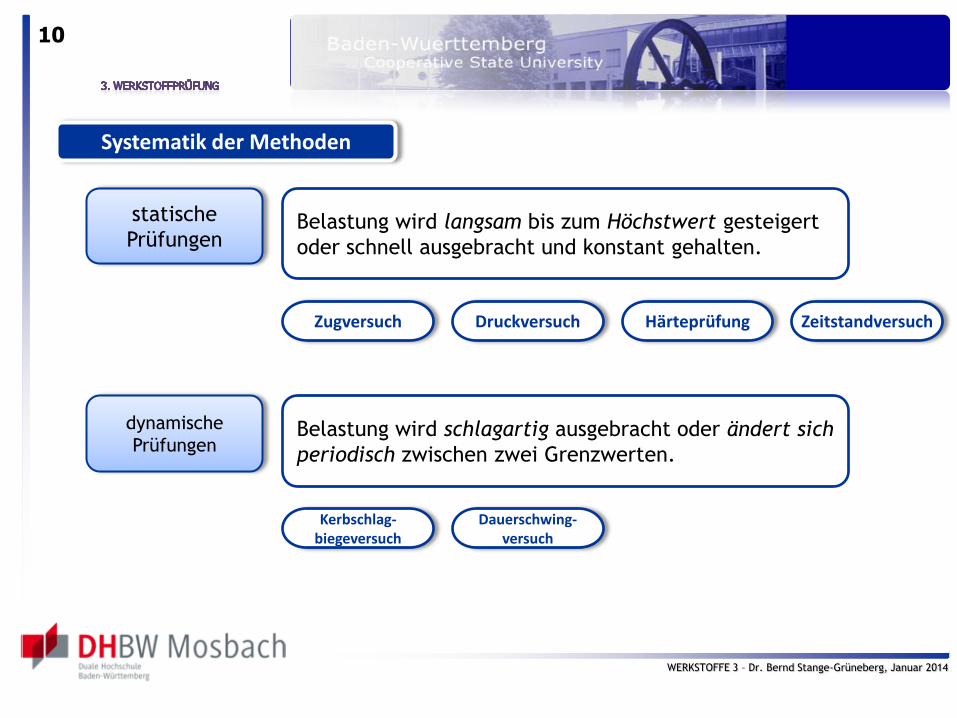
statische
Prüfungen
dynamische
Prüfungen
Belastung wird langsam bis zum Höchstwert gesteigert
oder schnell ausgebracht und konstant gehalten.
Belastung wird schlagartig ausgebracht oder ändert sich
periodisch zwischen zwei Grenzwerten.
Zugversuch Druckversuch Härteprüfung Zeitstandversuch
Kerbschlag-biegeversuch
Dauerschwing-versuch
Systematik der Methoden
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
11
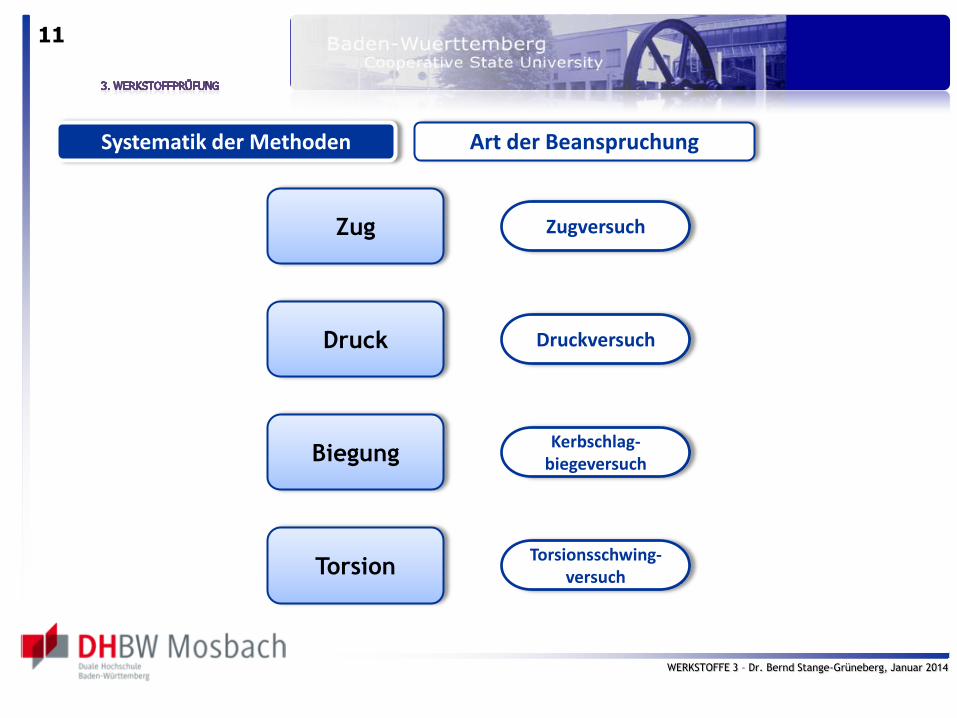
Zug
Druck
Biegung
Torsion
Zugversuch
Druckversuch
Kerbschlag-biegeversuch
Torsionsschwing-versuch
Systematik der Methoden Art der Beanspruchung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
12
Zerstörende Prüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
13
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
14
Zugversuch
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
15
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
16
Definitionen &
Normung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
17
klassisches Prüfverfahren zur Bestimmung der mechanischen Gütewerte von
Metallen und Nichtmetallen
einachsige Zugbeanspruchung: gleichmäßige & stoßfreie Streckung bis zum
Bruch bzw. Riß der Probe
Spannung ist beim Versuch gleichmäßig über Querschnitt verteilt
Dehngeschwindigkeit niedrig: < 10% Dehnung/Minute bzw. < 10 N/mm2
Steigerungsrate
Normung:
Begriffe des Zugversuchs: EN 1002-1:01
Probestabformen: EN 50125:04
Zugversuch Definitionen &
Normung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
18
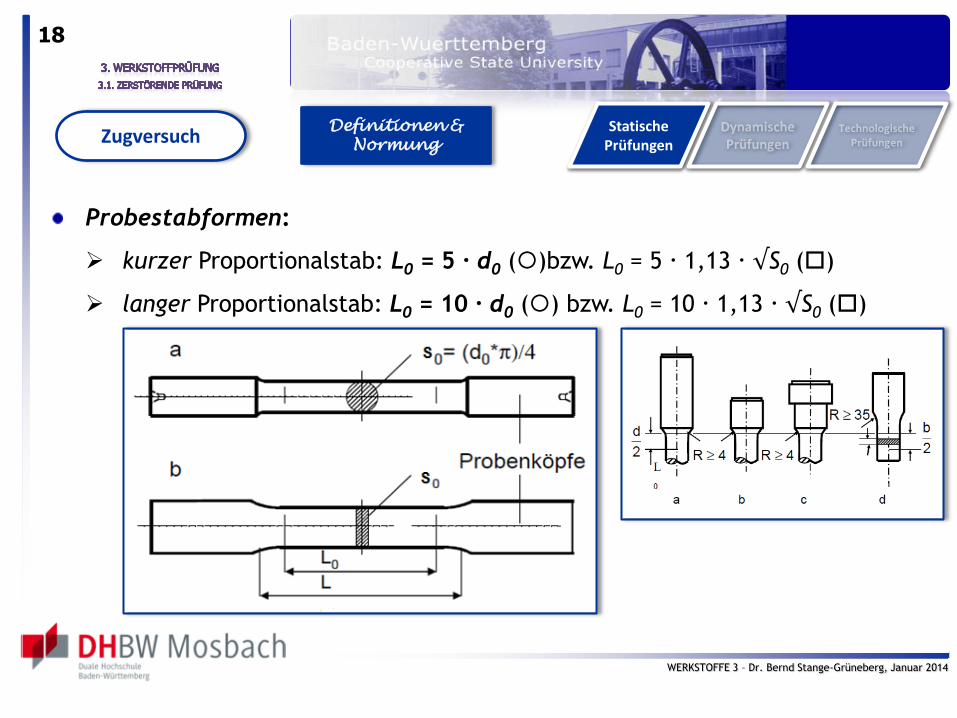
Probestabformen:
kurzer Proportionalstab: L0 = 5 d0 ()bzw. L0 = 5 1,13 √S0 ()
langer Proportionalstab: L0 = 10 d0 () bzw. L0 = 10 1,13 √S0 ()
Zugversuch Definitionen &
Normung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
19
Theoretische
Grundlagen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
20
Theoretische
Grundlagen
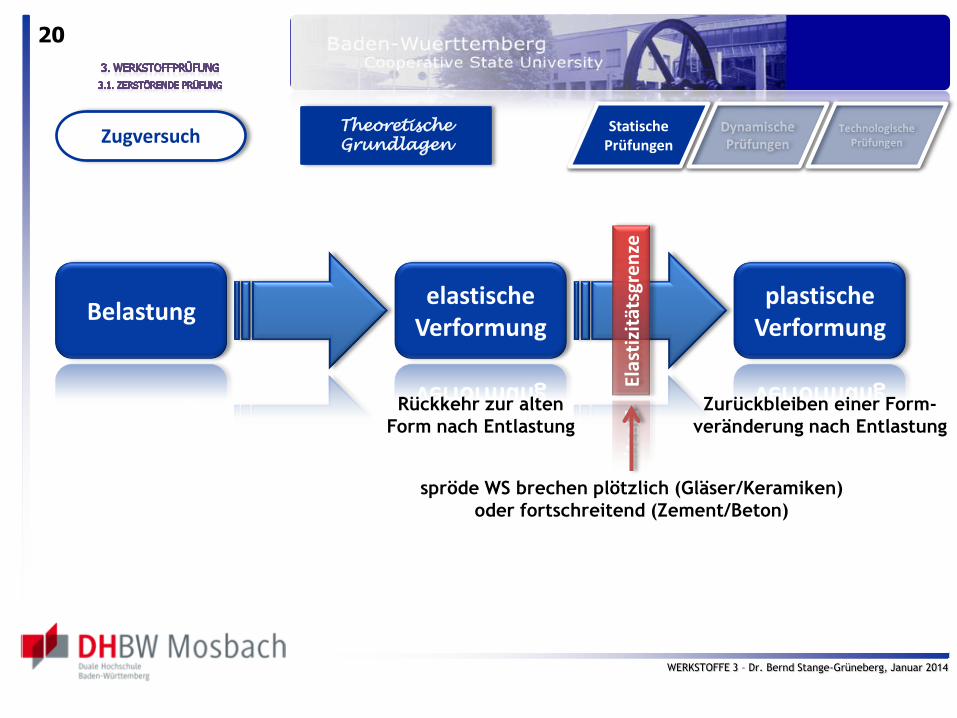
Belastung elastische
Verformung plastische
Verformung
Elas
tizi
täts
gre
nze
Rückkehr zur alten
Form nach Entlastung
Zurückbleiben einer Form-
veränderung nach Entlastung
spröde WS brechen plötzlich (Gläser/Keramiken)
oder fortschreitend (Zement/Beton)
Zugversuch Statische
Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
21
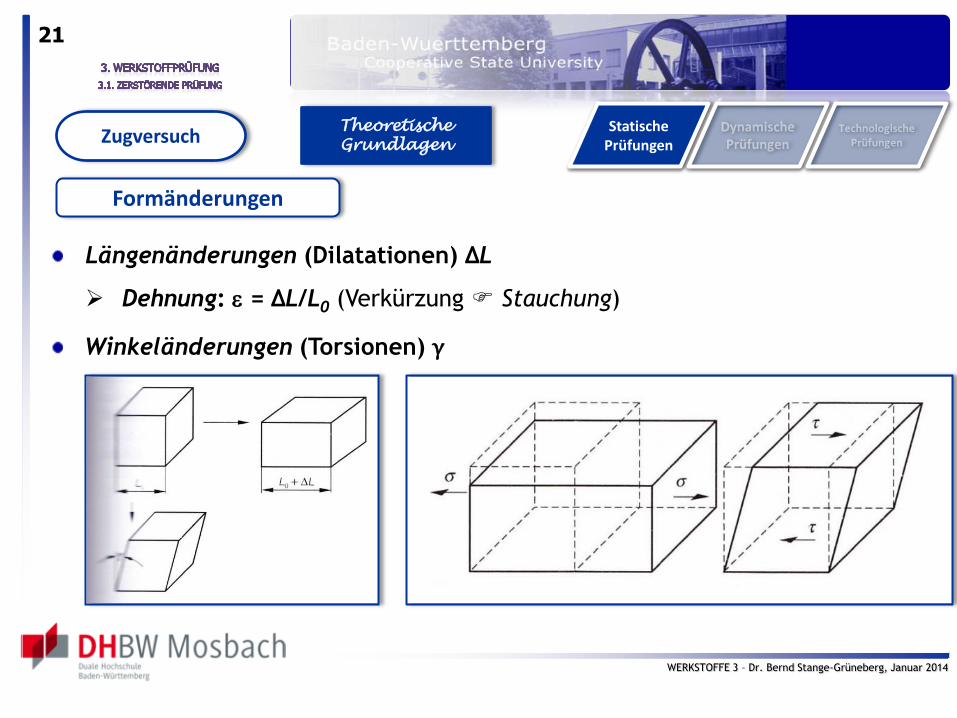
Längenänderungen (Dilatationen) ΔL
Dehnung: = ΔL/L0 (Verkürzung Stauchung)
Winkeländerungen (Torsionen) γ
Zugversuch Theoretische
Grundlagen
Formänderungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
22
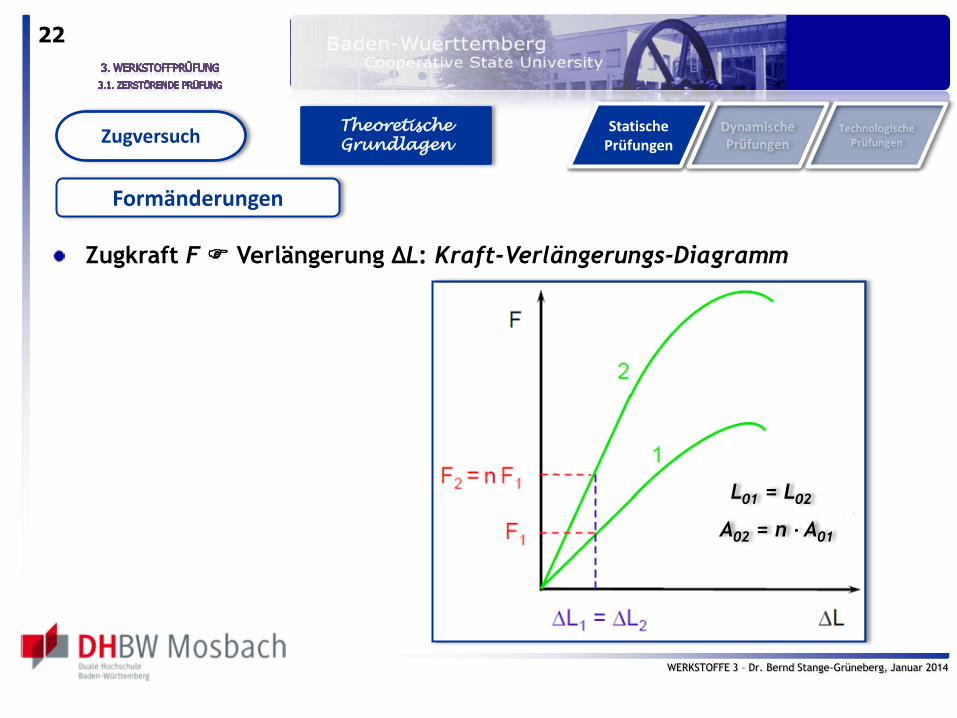
Zugkraft F Verlängerung ΔL: Kraft-Verlängerungs-Diagramm
Zugversuch Theoretische
Grundlagen
Formänderungen
Statische Prüfungen
L01 = L02
A02 = n · A01
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
23
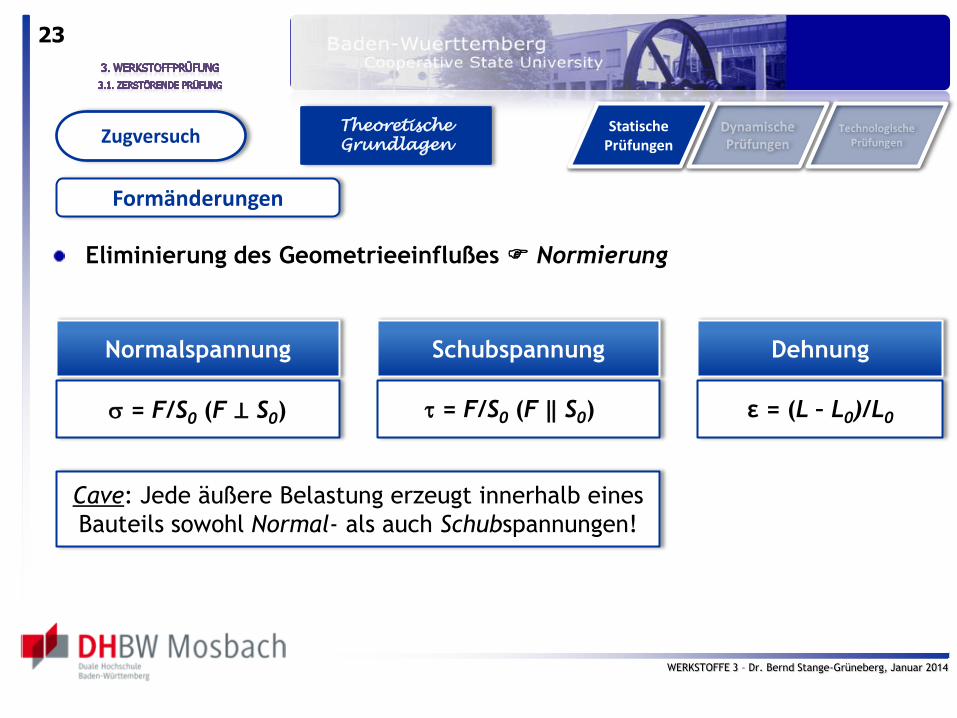
Eliminierung des Geometrieeinflußes Normierung
Zugversuch Theoretische
Grundlagen
Formänderungen
Normalspannung
= F/S0 (F ⊥ S0)
Schubspannung
= F/S0 (F ‖ S0)
Cave: Jede äußere Belastung erzeugt innerhalb eines
Bauteils sowohl Normal- als auch Schubspannungen!
Statische Prüfungen
Dehnung
ε = (L – L0)/L0
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
24
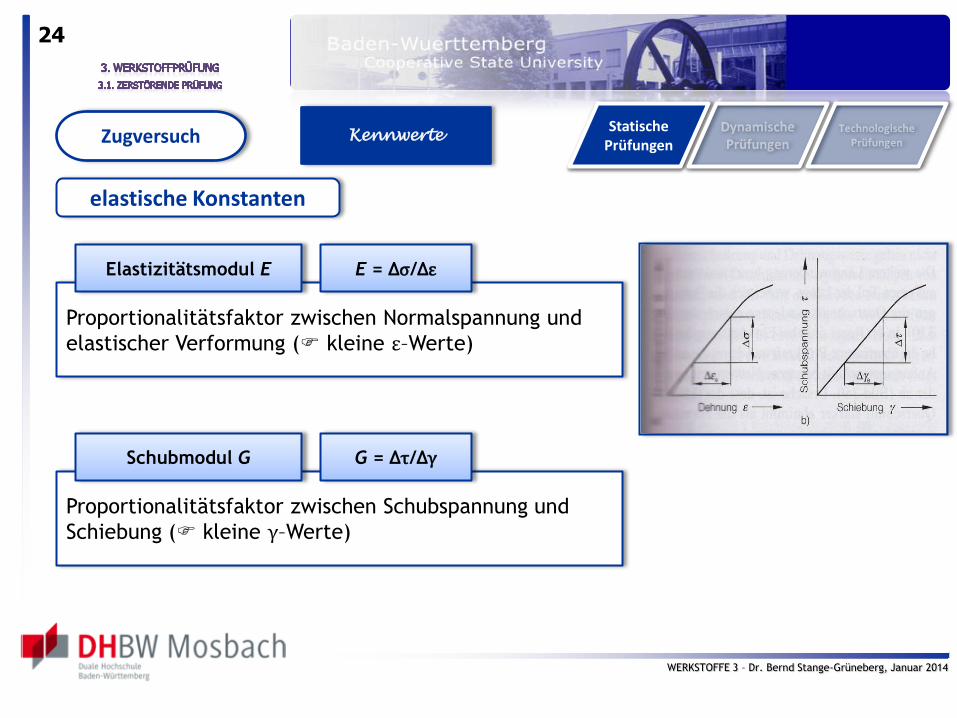
Zugversuch Kennwerte
Proportionalitätsfaktor zwischen Normalspannung und
elastischer Verformung ( kleine ε–Werte)
Elastizitätsmodul E E = Δσ/Δε
Proportionalitätsfaktor zwischen Schubspannung und
Schiebung ( kleine γ–Werte)
Schubmodul G G = Δτ/Δγ
elastische Konstanten
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
25
Zugversuch Kennwerte
Proportionalitätsfaktor zwischen Druck und relativer
Volumenänderung ( kleine ΔV-Werte)
Kompressionsmodul K K = - p/ΔV
K ≈ E, G ≈ 3/8 E
elastische Konstanten
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
26
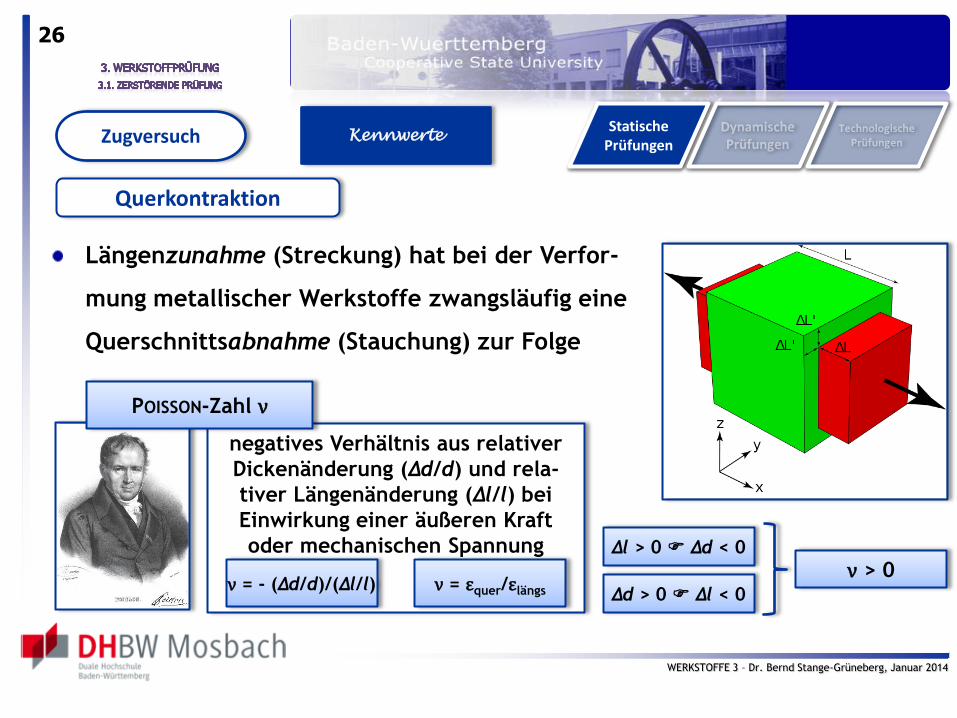
Längenzunahme (Streckung) hat bei der Verfor-
mung metallischer Werkstoffe zwangsläufig eine
Querschnittsabnahme (Stauchung) zur Folge
Zugversuch Kennwerte
Querkontraktion
negatives Verhältnis aus relativer
Dickenänderung (Δd/d) und rela-
tiver Längenänderung (Δl/l) bei
Einwirkung einer äußeren Kraft
oder mechanischen Spannung
POISSON-Zahl ν
ν = - (Δd/d)/(Δl/l) ν = εquer/εlängs
Δl > 0 Δd < 0
Δd > 0 Δl < 0
ν > 0
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
27
Zusammenhänge zwischen elastischen Konstanten:
Zugversuch Kennwerte
Querkontraktion
ν = E/2G - 1 ν = (3K - E)/6K ν = (3K – 2G)/(6K + 2G)
Volumenänderung bei einachsigen Spannungszuständen (Zugversuch):
ΔV/V = (1 – 2ν) · Δl/l mit V = const: 1 – 2ν = 0 (da Δl ≠ 0) ν = 0,5
Metalle: 0,3 < ν < 0,4 Zugbelastung: V, Druckbelastung: V
Zug/Druck ΔV ≠ 0 Dichteänderung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
28
Exkurs: Auxetische Materialien
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
29
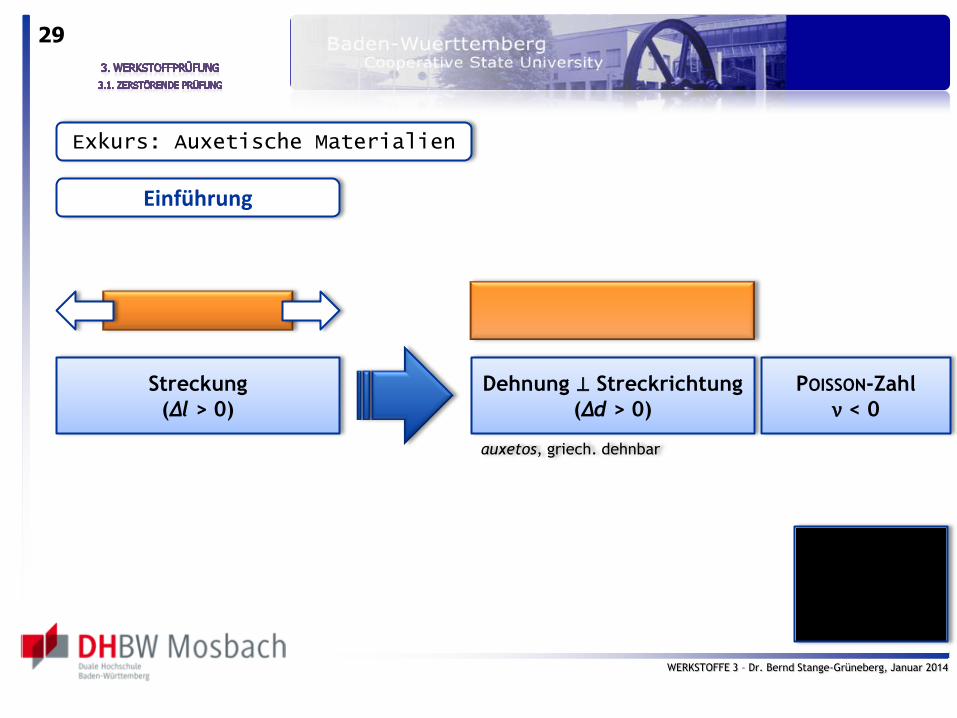
Exkurs: Auxetische Materialien
Dehnung ⊥ Streckrichtung
(Δd > 0)
POISSON-Zahl
ν < 0
Streckung
(Δl > 0)
Einführung
auxetos, griech. dehnbar
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
30
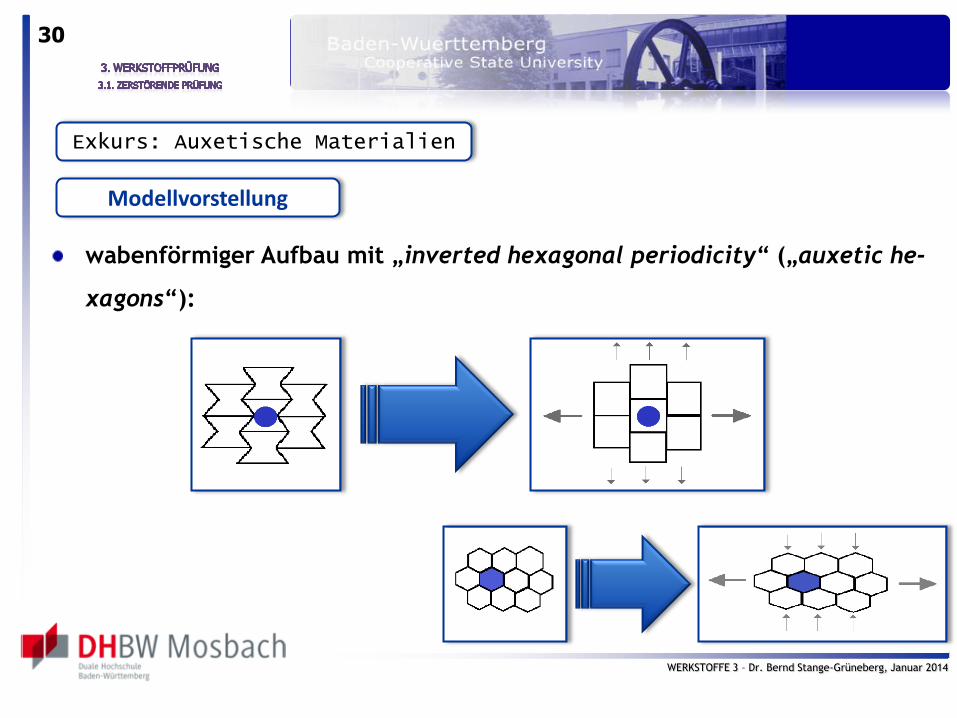
Exkurs: Auxetische Materialien
Modellvorstellung
wabenförmiger Aufbau mit „inverted hexagonal periodicity“ („auxetic he-
xagons“):
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
31
Exkurs: Auxetische Materialien
Anwendungen
schußsichere Westen
künstliche Lungen
…
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
32
Durchführung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
33
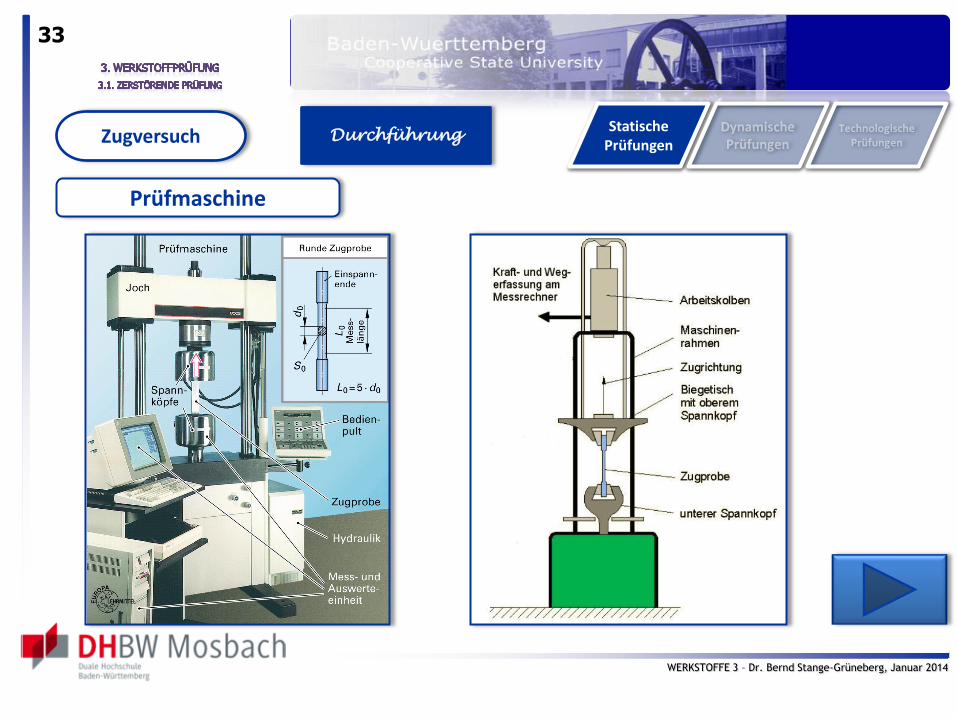
Zugversuch
Prüfmaschine
Durchführung Statische
Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
34
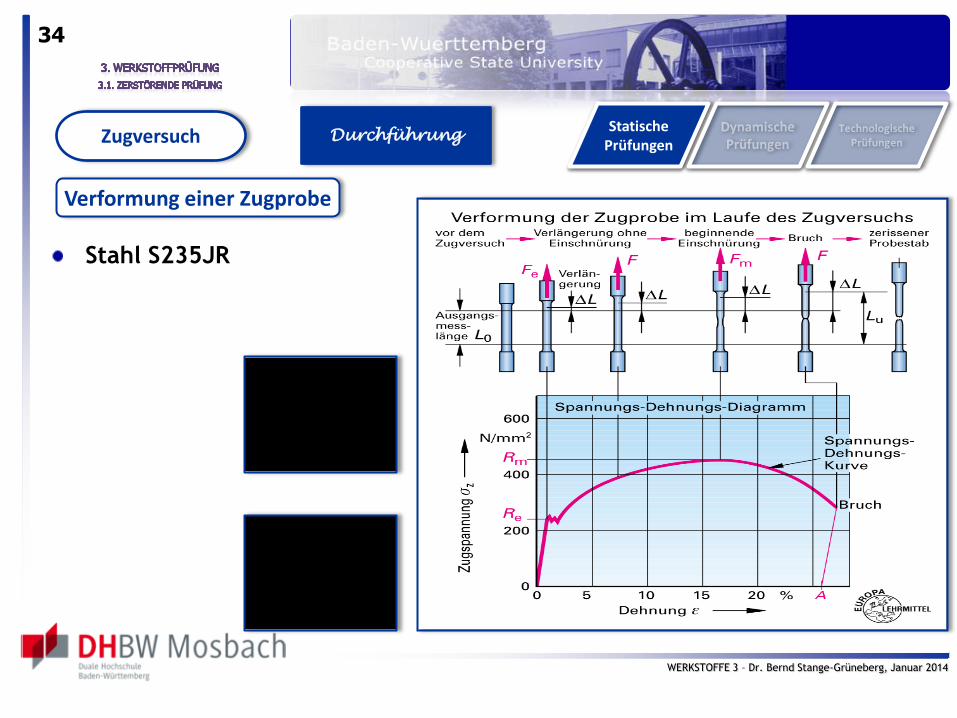
Zugversuch
Stahl S235JR
Verformung einer Zugprobe
Durchführung Statische
Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
35
Spannungs-Deh-
nungs-Diagramm
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
36
Zugversuch Spannungs-Deh-
nungs-Diagramm
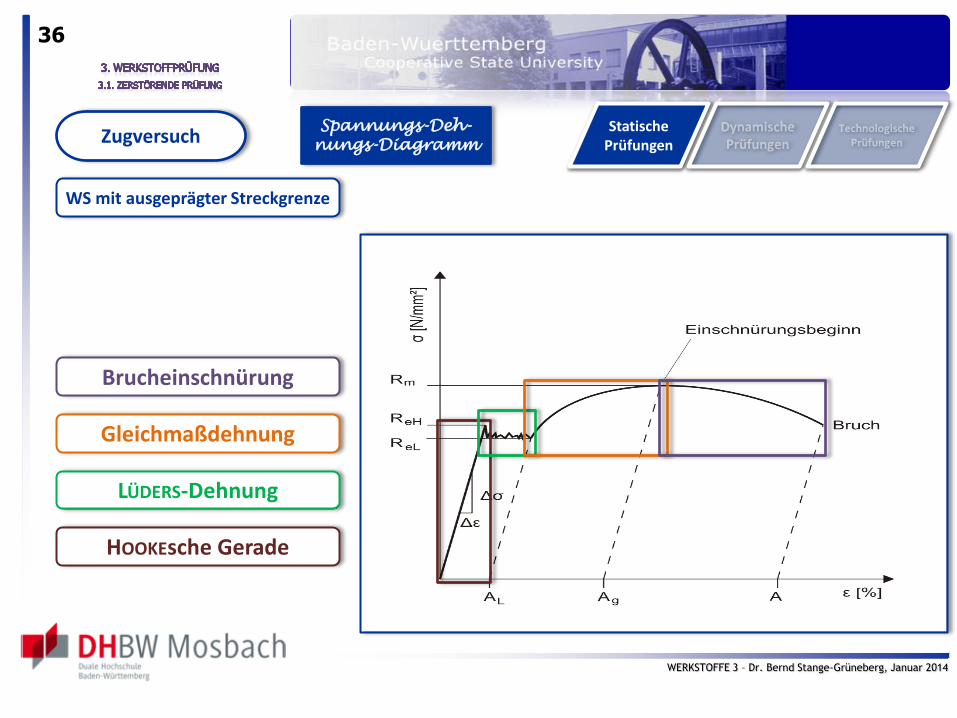
WS mit ausgeprägter Streckgrenze
Statische Prüfungen
HOOKEsche Gerade
LÜDERS-Dehnung
Gleichmaßdehnung
Brucheinschnürung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
37
Zugversuch Spannungs-Deh-
nungs-Diagramm
HOOKEsche Gerade
Statische Prüfungen
Bereich der elastischen Verformung: Entlastung
ursprüngliche Form
Dehnung ist proportional zur Spannung im Werk-
stoff: ε ~ σ
Proportionalitätskonstante E (E-Modul): E = σ/ε
E ist charakteristisches Maß für die Steifigkeit (Widerstand gegen elasti-
sche Verformung WS 2.1. – mechanische Eigenschaften) eines Werk-
stoffes unter Zug- und Druckbeanspruchung
obere Streckgrenze ReH kennzeichnet Übergang vom elastischen zum plasti-
schen Werkstoffverhalten
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
38
Zugversuch Spannungs-Deh-
nungs-Diagramm
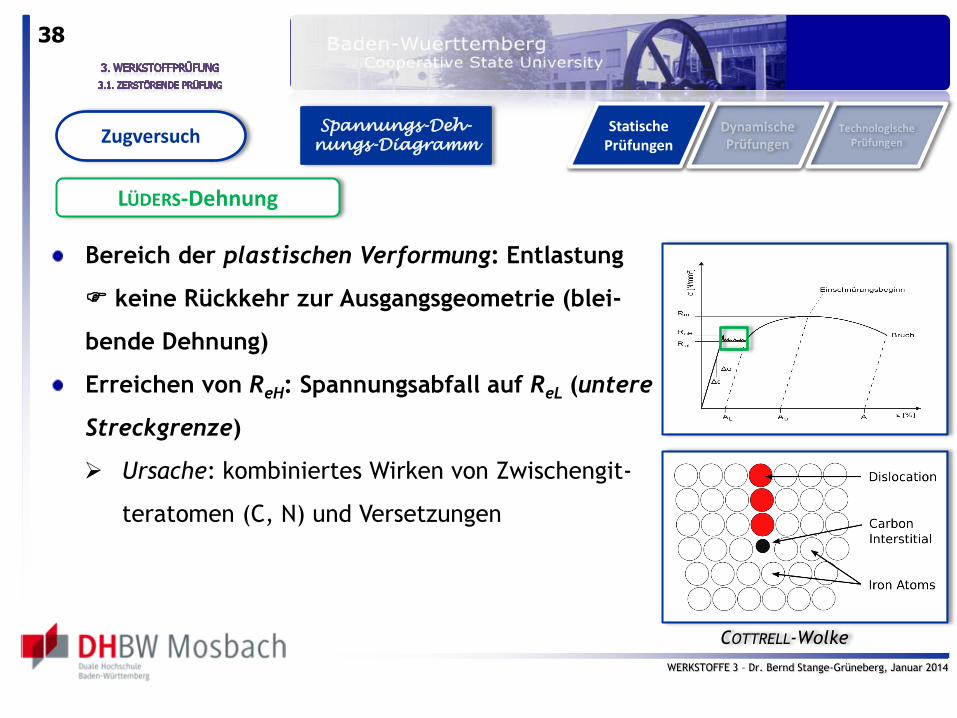
LÜDERS-Dehnung
Statische Prüfungen
Bereich der plastischen Verformung: Entlastung
keine Rückkehr zur Ausgangsgeometrie (blei-
bende Dehnung)
Erreichen von ReH: Spannungsabfall auf ReL (untere
Streckgrenze)
Ursache: kombiniertes Wirken von Zwischengit-
teratomen (C, N) und Versetzungen
COTTRELL-Wolke
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
39
Zugversuch Spannungs-Deh-
nungs-Diagramm
LÜDERS-Dehnung
Statische Prüfungen
Wanderung von ZG-Atomen in das Spannungsfeld unterhalb der Versetzung
Behinderung der Versetzungsbewegung
ReH: Versetzungen lösen sich von ZG-Atomen; weitere Bewegung benötigt
weniger Energie: ReL
Verformung ist auf einen kleinen Bereich innerhalb der Meßlänge örtlich be-
grenzt
zunehmende plastische Verformung: Bereich wandert durch gesam-
te Probe „LÜDERS-Bänder“: „Spuren“ der Gleitschichten (Verfor-
mung)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
40
Zugversuch Spannungs-Deh-
nungs-Diagramm
LÜDERS-Dehnung
Statische Prüfungen
Auftreten: krz-Metalle (unlegierte/niedriglegierten untereutektoide Stähle)
eigentliche LÜDERS-Dehnung AL (auch εL): plastische Dehnung mit konstanter
Nennspannung (bei ReL)
ohne ausgeprägte Streckgrenze: Dehngrenze Rp
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
41
Zugversuch Spannungs-Deh-
nungs-Diagramm
Gleichmaßdehnung
Statische Prüfungen
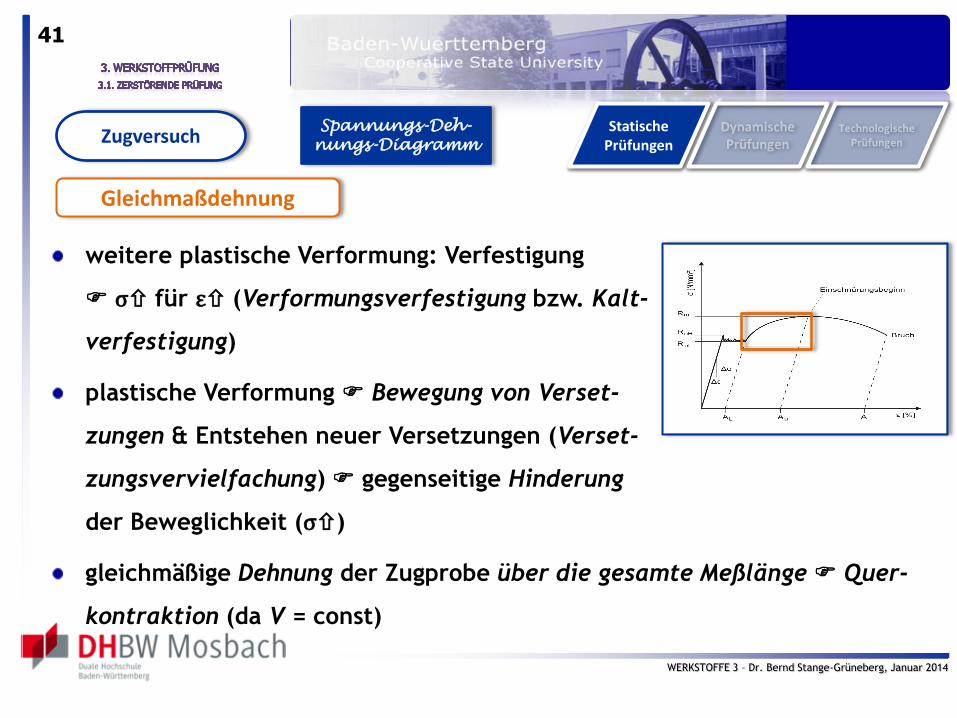
weitere plastische Verformung: Verfestigung
σ für ε (Verformungsverfestigung bzw. Kalt-
verfestigung)
plastische Verformung Bewegung von Verset-
zungen & Entstehen neuer Versetzungen (Verset-
zungsvervielfachung) gegenseitige Hinderung
der Beweglichkeit (σ)
gleichmäßige Dehnung der Zugprobe über die gesamte Meßlänge Quer-
kontraktion (da V = const)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
42
Zugversuch Spannungs-Deh-
nungs-Diagramm
Gleichmaßdehnung
Statische Prüfungen
Begrenzung der Gleichmaßdehnung: Zugfestigkeit Rm (= Fm/S0)
Rm ist die größte technische Spannung während des Zugversuches
Gleichmaßdehnung Ag: plastische Dehnung bei Höchstzugkraft, ε(Rm)
Ermittlung durch parallele Verschiebung der HOOKEschen Geraden (ge-
samte Dehnung setzt sich aus elastischem und plastischem Anteil
zusammen)
Gleichmaßdehnung ist ein wichtiger Werkstoffkennwert zur Beurteilung
der Kaltumformbarkeit eines Werkstoffes
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
43
Zugversuch Spannungs-Deh-
nungs-Diagramm
Brucheinschnürung
Statische Prüfungen
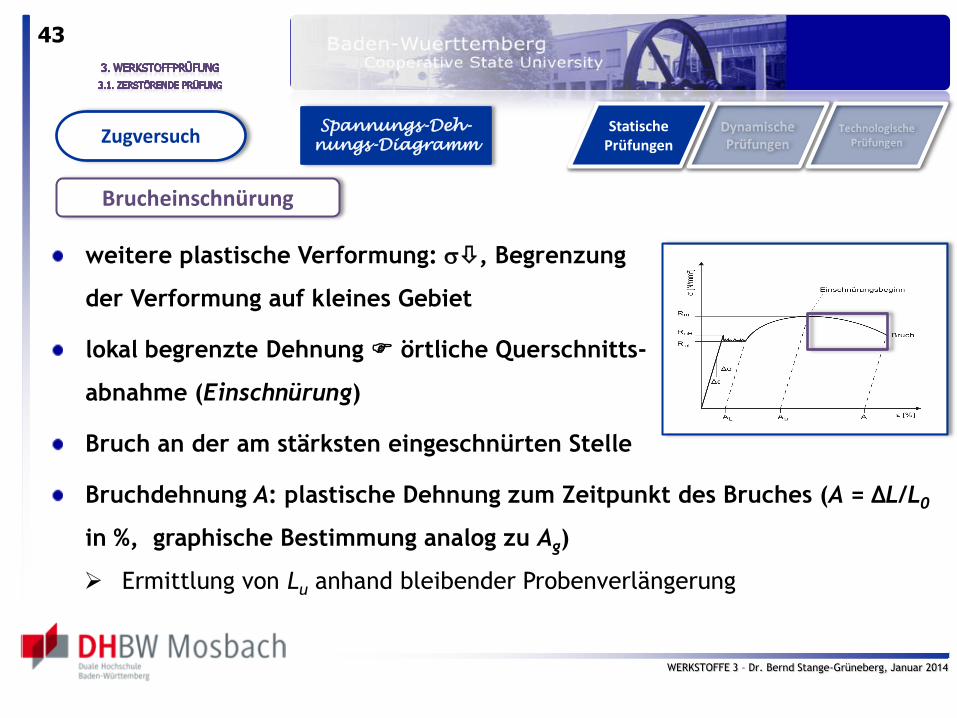
weitere plastische Verformung: , Begrenzung
der Verformung auf kleines Gebiet
lokal begrenzte Dehnung örtliche Querschnitts-
abnahme (Einschnürung)
Bruch an der am stärksten eingeschnürten Stelle
Bruchdehnung A: plastische Dehnung zum Zeitpunkt des Bruches (A = ΔL/L0
in %, graphische Bestimmung analog zu Ag)
Ermittlung von Lu anhand bleibender Probenverlängerung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
Brucheinschnürung Z: wichtiges Merkmal zur Beschreibung des Verformungs-
vermögens eines Werkstoffes
größte Querschnittsänderung an der Zugprobe im Bereich der Einschnürung
nach dem Bruch, bezogen auf den Anfangsquerschnitt: Z = (S0 – Su)/S0 (in %)
44
Zugversuch Spannungs-Deh-
nungs-Diagramm
Brucheinschnürung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
45
Zugversuch Spannungs-Deh-
nungs-Diagramm
Statische Prüfungen
WS ohne ausgeprägte Streckgrenze
Dehngrenze
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
46
Zugversuch Spannungs-Deh-
nungs-Diagramm
Statische Prüfungen
WS ohne ausgeprägte Streckgrenze
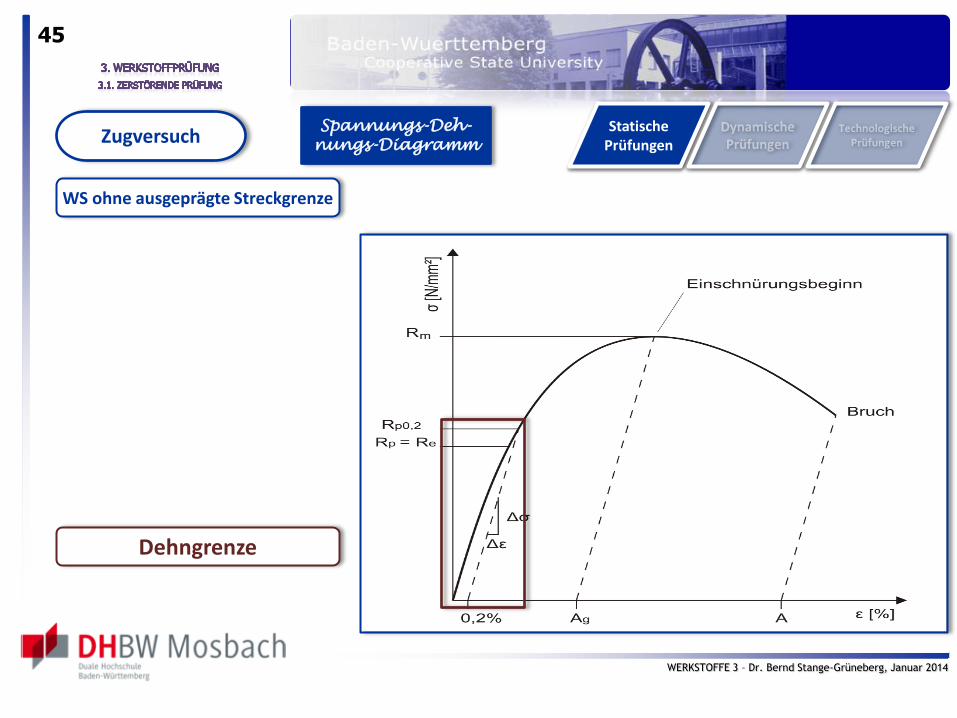
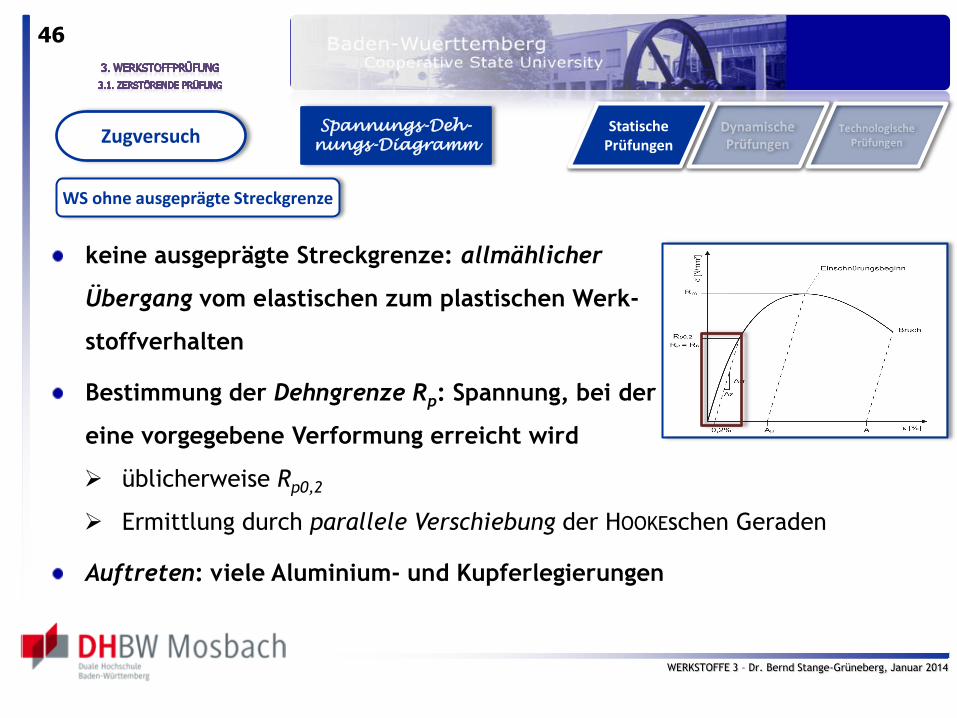
keine ausgeprägte Streckgrenze: allmählicher
Übergang vom elastischen zum plastischen Werk-
stoffverhalten
Bestimmung der Dehngrenze Rp: Spannung, bei der
eine vorgegebene Verformung erreicht wird
üblicherweise Rp0,2
Ermittlung durch parallele Verschiebung der HOOKEschen Geraden
Auftreten: viele Aluminium- und Kupferlegierungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
47
Zugversuch
Werkstoff-kennwerte
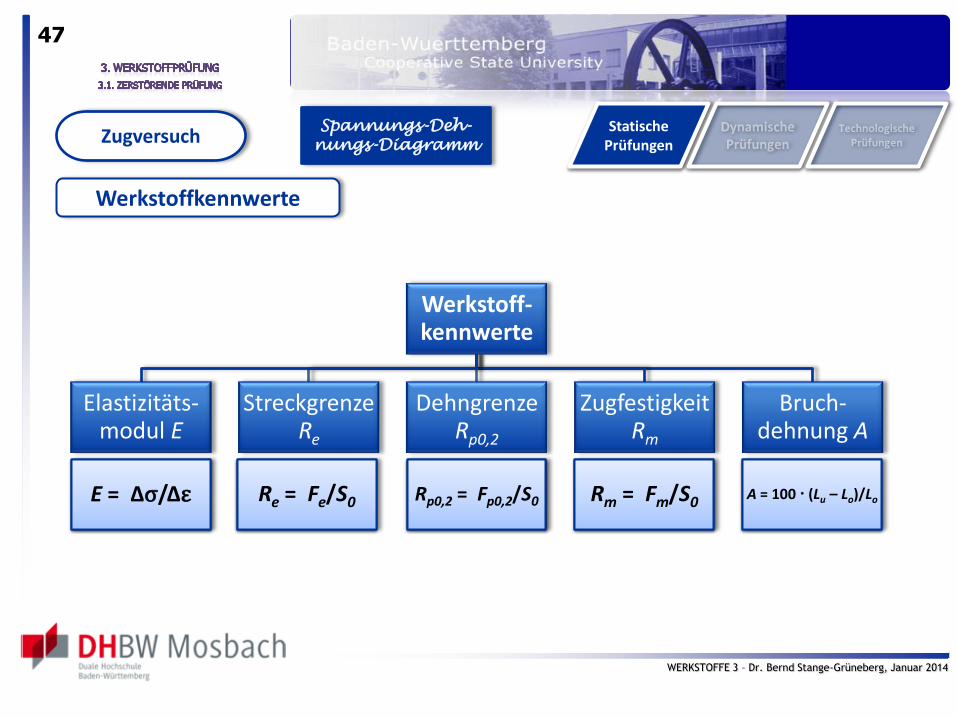
Elastizitäts-modul E
Streckgrenze Re
Dehngrenze Rp0,2
Zugfestigkeit Rm
Bruch-dehnung A
E = Δσ/Δε Re = Fe/S0 A = 100 (Lu – Lo)/Lo Rm = Fm/S0 Rp0,2 = Fp0,2/S0
Spannungs-Deh-
nungs-Diagramm
Werkstoffkennwerte
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
48
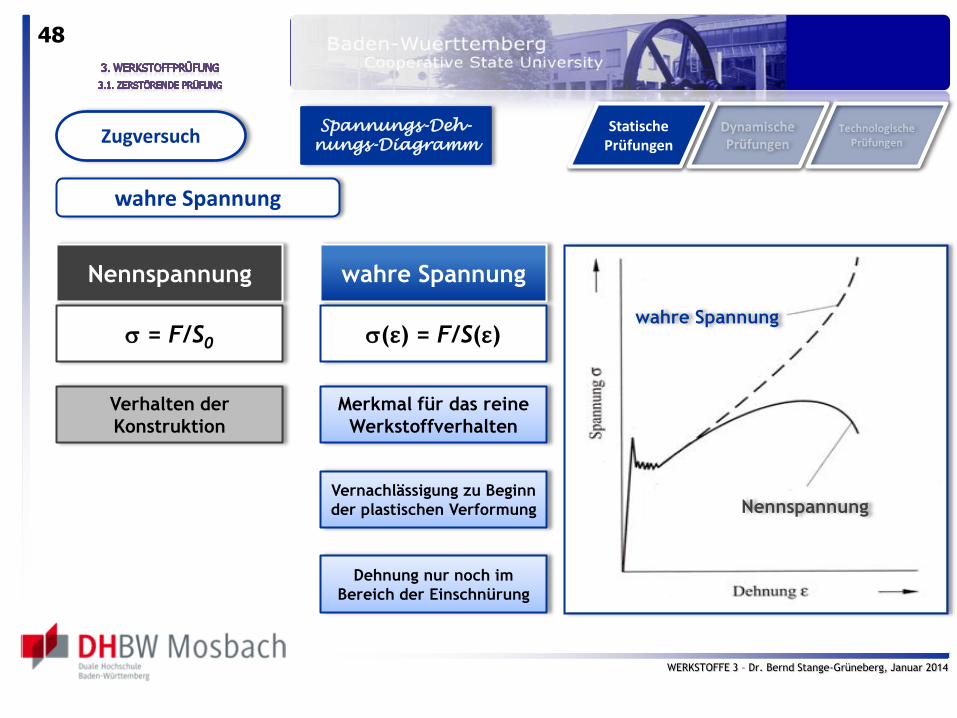
Zugversuch Spannungs-Deh-
nungs-Diagramm
wahre Spannung
Statische Prüfungen
Nennspannung
= F/S0
wahre Spannung
(ε) = F/S(ε)
Verhalten der
Konstruktion
Merkmal für das reine
Werkstoffverhalten
Vernachlässigung zu Beginn
der plastischen Verformung
Dehnung nur noch im
Bereich der Einschnürung
wahre Spannung
Nennspannung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
49
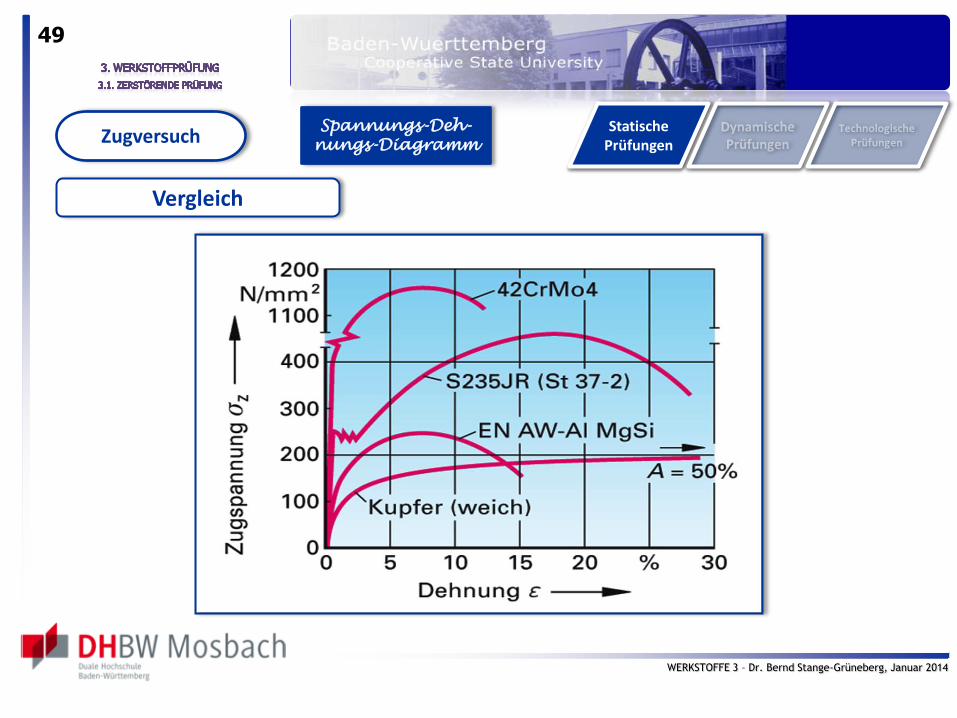
Zugversuch Spannungs-Deh-
nungs-Diagramm
Vergleich
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
50
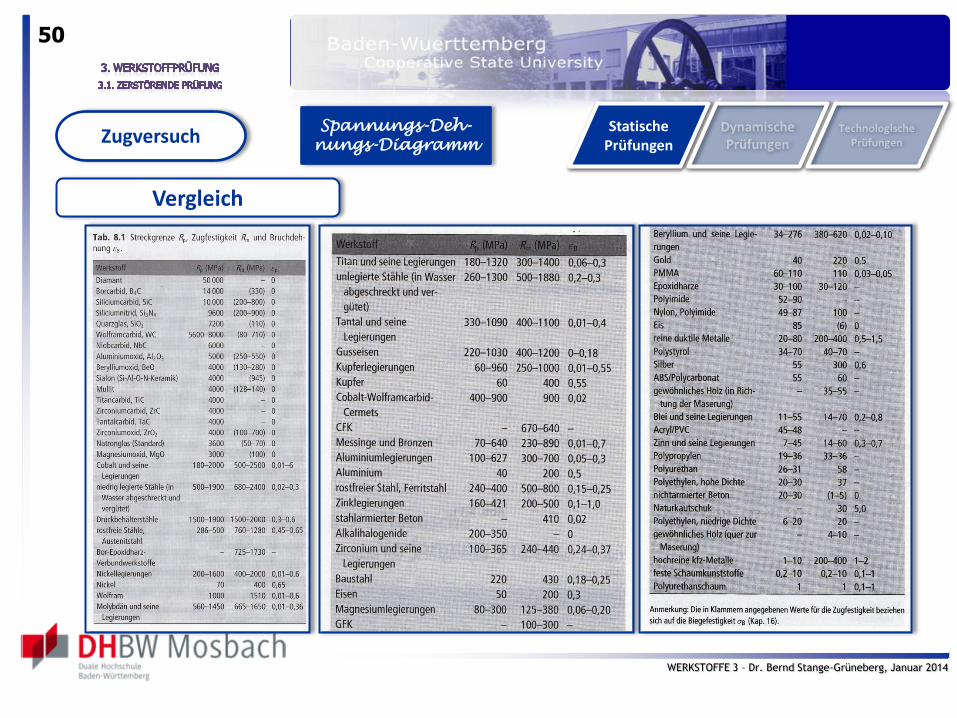
Zugversuch Spannungs-Deh-
nungs-Diagramm
Vergleich
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
51
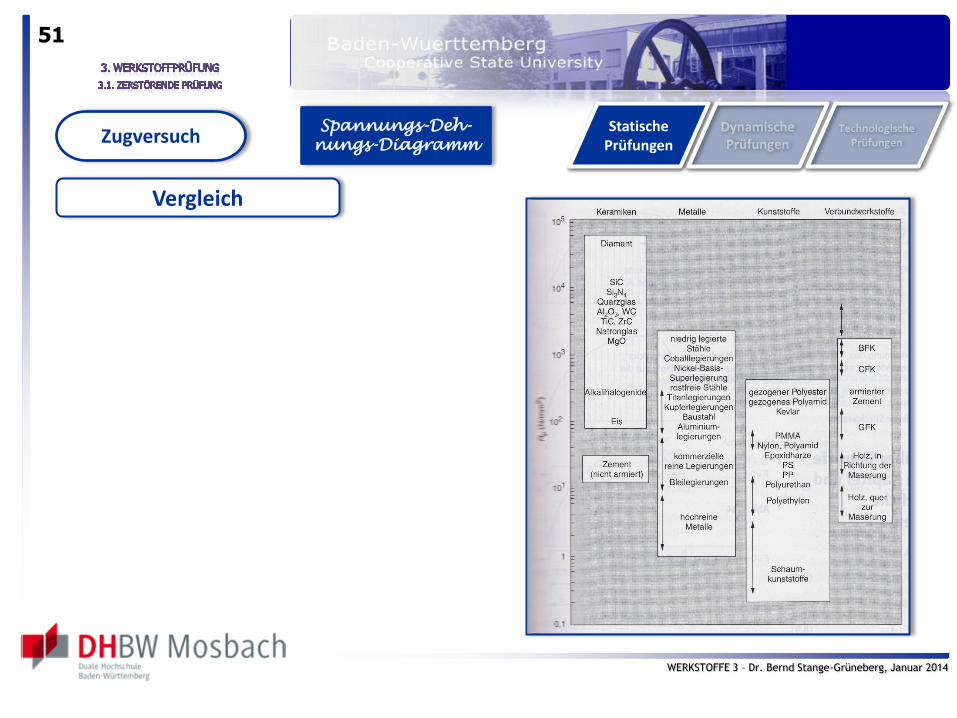
Zugversuch Spannungs-Deh-
nungs-Diagramm
Vergleich
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
52
Zeitstandversuche
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
53
Untersuchung des Zeiteinflußes auf Werkstoffverhalten unter Be-
lastung (in der Regel bei höheren Temperaturen)
THUM & RICHARD (1941): keine minimale Festigkeitsgrenze („Dau-
erstandfestigkeit“ Dauer[schwing]festigkeit im Dauerschwing-
versuch) bei erhöhten Temperaturen
Langzeituntersuchungen/Zeitstandversuche (DIN EN ISO 204)
Unterscheidung:
Zugversuch Zeitstandversuche Statische
Prüfungen
Kriechen
(Retardation)
= const, ε ≠ const
Relaxation
ε = const, ≠ const
Fließen
irreversible Verformung
unter Krafteinwirkung
nach Überschreiten
einer Fließgrenze
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
54
Zeiteinfluß bei hoher Spannung (und erhöhten Temperaturen): stetige Zu-
nahme der Verformung bei konstanter Belastung
Zugversuch Zeitstandversuche Statische
Prüfungen
Kriechen (creep)
Einführung
elastischer/plastischer
Festkörper
ε = 𝒇(σ)
kriechender
Festkörper
ε = 𝒇(σ, t, T)
Hochtemperaturverhalten
wenig vertrautes
Phänomen im Alltag
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
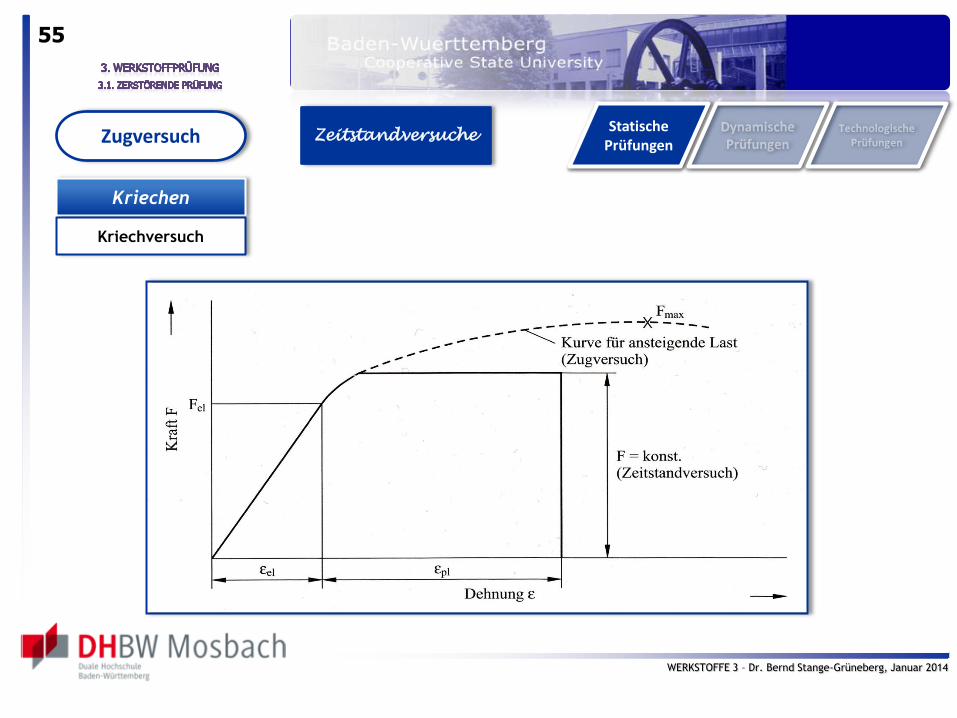
55
Zugversuch Zeitstandversuche Statische
Prüfungen
Kriechen
Kriechversuch
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
56
Zugversuch Zeitstandversuche Statische
Prüfungen
Kriechen
Kriechkurve
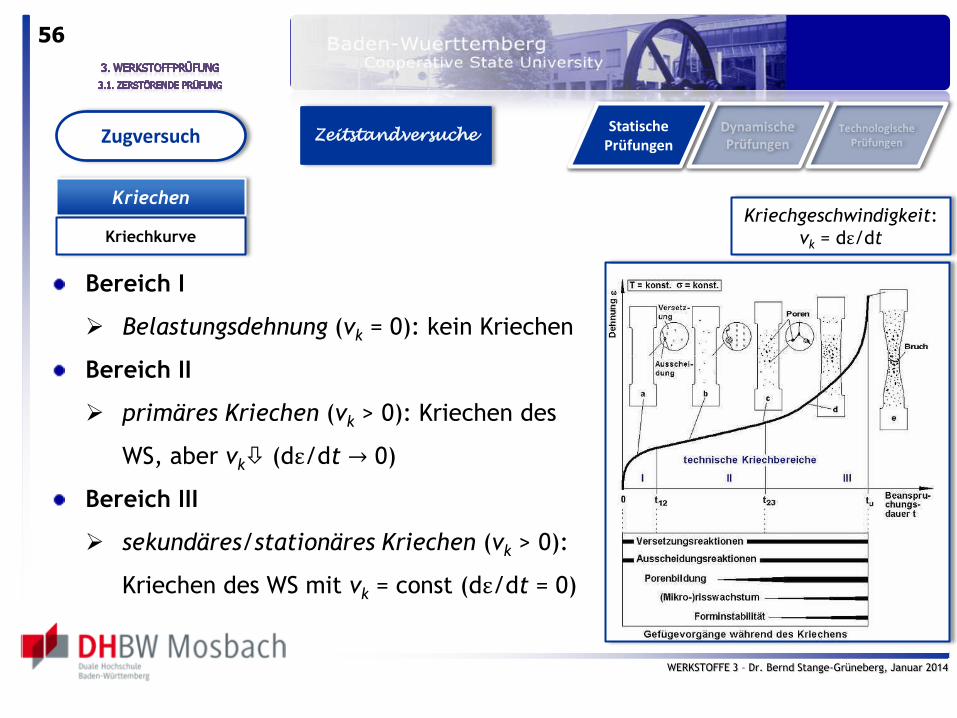
Bereich I
Belastungsdehnung (vk = 0): kein Kriechen
Bereich II
primäres Kriechen (vk > 0): Kriechen des
WS, aber vk (dε/dt → 0)
Bereich III
sekundäres/stationäres Kriechen (vk > 0):
Kriechen des WS mit vk = const (dε/dt = 0)
Kriechgeschwindigkeit:
vk = dε/dt
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
57
Zugversuch Zeitstandversuche Statische
Prüfungen
Kriechen
Kriechkurve
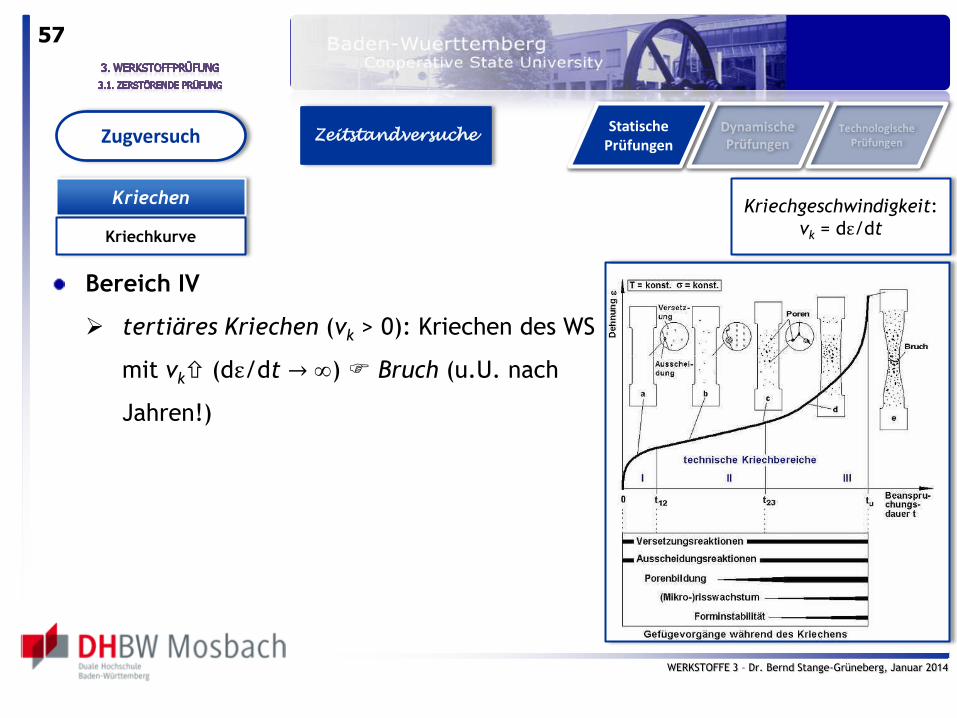
Bereich IV
tertiäres Kriechen (vk > 0): Kriechen des WS
mit vk (dε/dt → ) Bruch (u.U. nach
Jahren!)
Kriechgeschwindigkeit:
vk = dε/dt
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
58
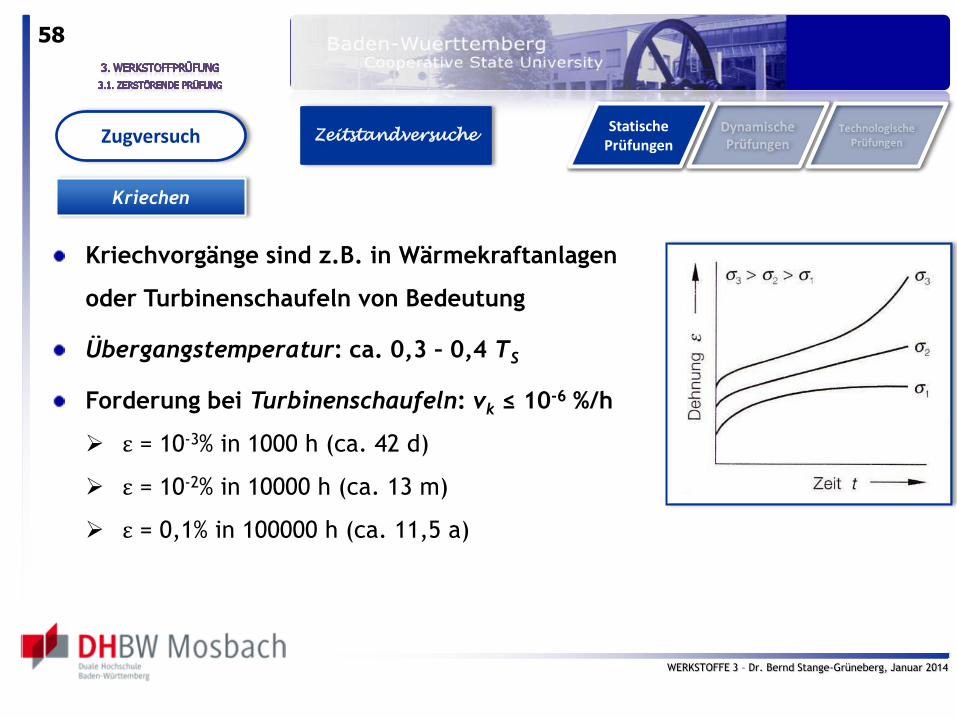
Kriechvorgänge sind z.B. in Wärmekraftanlagen
oder Turbinenschaufeln von Bedeutung
Übergangstemperatur: ca. 0,3 – 0,4 TS
Forderung bei Turbinenschaufeln: vk ≤ 10-6 %/h
ε = 10-3% in 1000 h (ca. 42 d)
ε = 10-2% in 10000 h (ca. 13 m)
ε = 0,1% in 100000 h (ca. 11,5 a)
Zugversuch Zeitstandversuche Statische
Prüfungen
Kriechen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
59
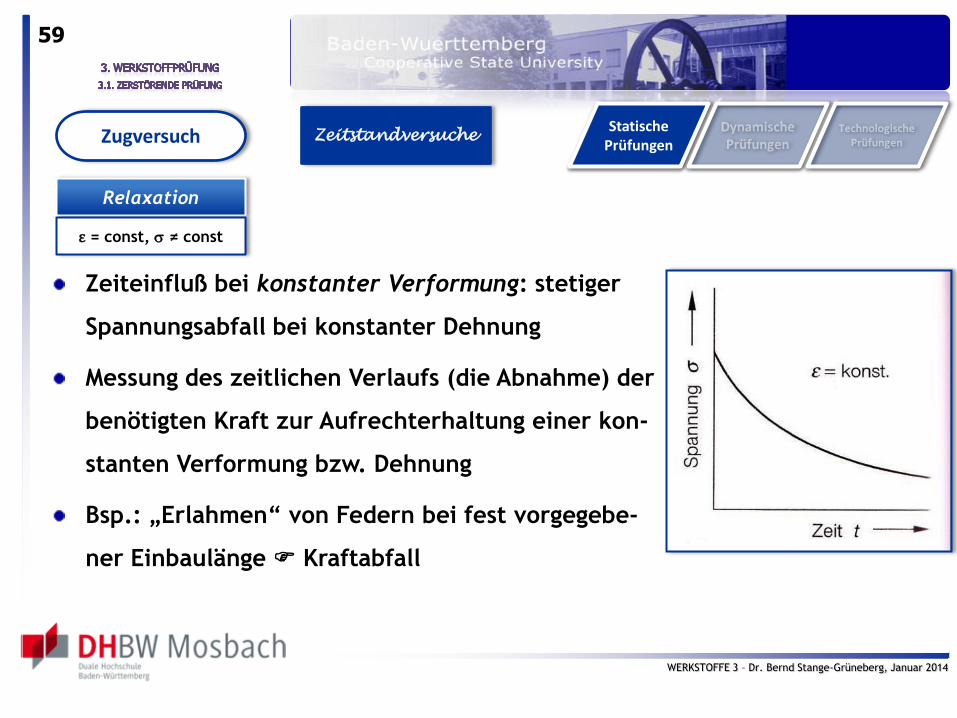
Zeiteinfluß bei konstanter Verformung: stetiger
Spannungsabfall bei konstanter Dehnung
Messung des zeitlichen Verlaufs (die Abnahme) der
benötigten Kraft zur Aufrechterhaltung einer kon-
stanten Verformung bzw. Dehnung
Bsp.: „Erlahmen“ von Federn bei fest vorgegebe-
ner Einbaulänge Kraftabfall
Zugversuch Zeitstandversuche Statische
Prüfungen
Relaxation
ε = const, ≠ const
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
60
Bruchverhalten
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
61
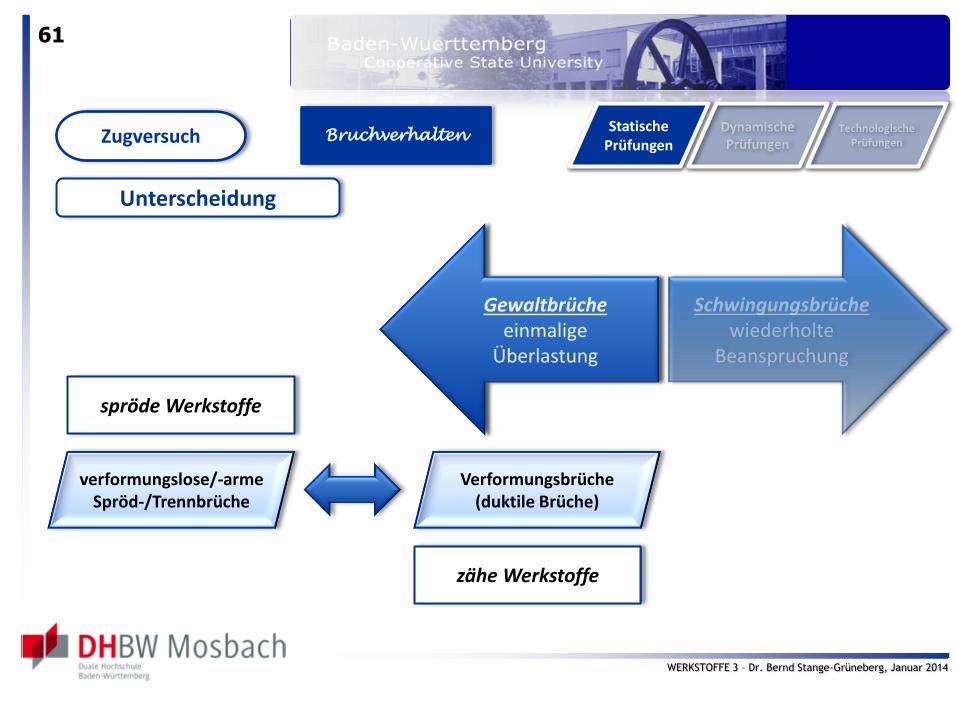
Zugversuch
Gewaltbrüche einmalige
Überlastung
verformungslose/-arme Spröd-/Trennbrüche
Verformungsbrüche (duktile Brüche)
spröde Werkstoffe
zähe Werkstoffe
Bruchverhalten
Unterscheidung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
62
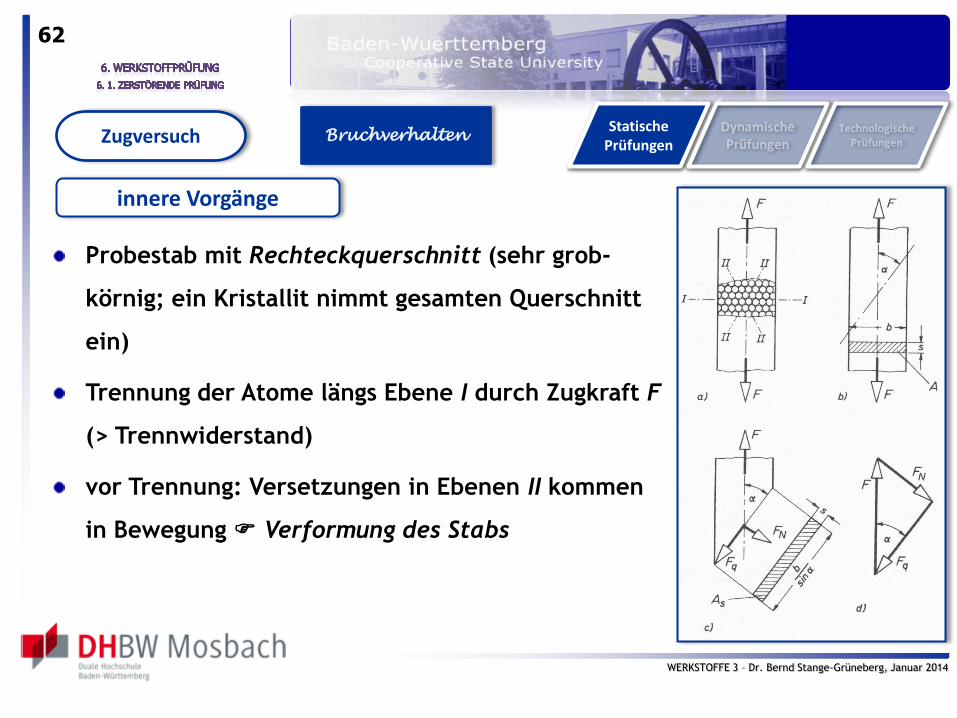
Zugversuch
Probestab mit Rechteckquerschnitt (sehr grob-
körnig; ein Kristallit nimmt gesamten Querschnitt
ein)
Trennung der Atome längs Ebene I durch Zugkraft F
(> Trennwiderstand)
vor Trennung: Versetzungen in Ebenen II kommen
in Bewegung Verformung des Stabs
Bruchverhalten
innere Vorgänge
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
63
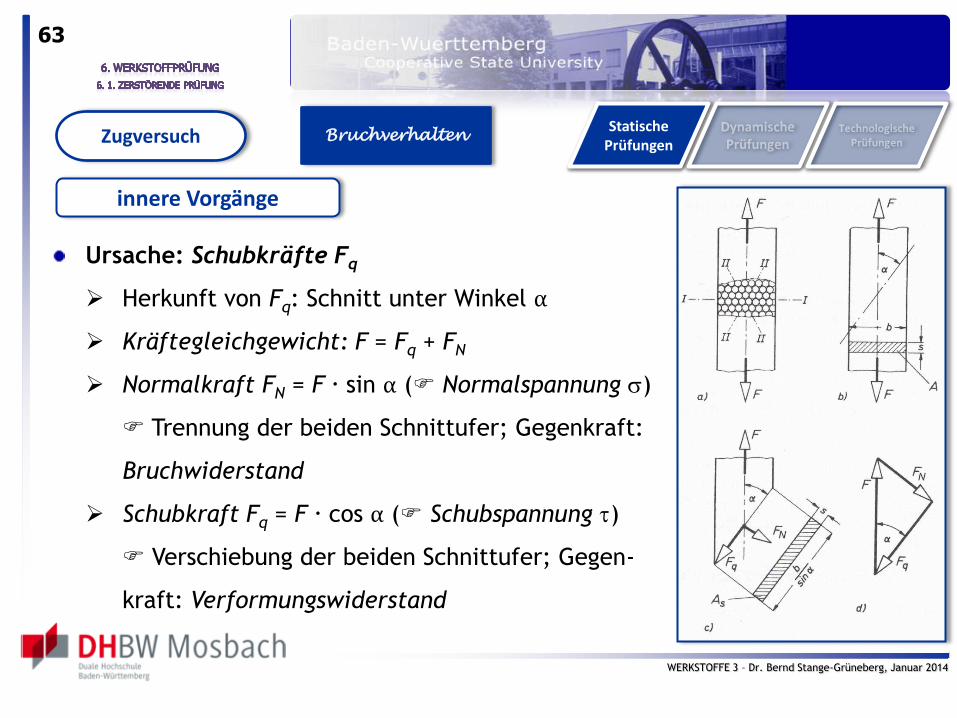
Zugversuch
Ursache: Schubkräfte Fq
Herkunft von Fq: Schnitt unter Winkel α
Kräftegleichgewicht: F = Fq + FN
Normalkraft FN = F sin α ( Normalspannung )
Trennung der beiden Schnittufer; Gegenkraft:
Bruchwiderstand
Schubkraft Fq = F cos α ( Schubspannung )
Verschiebung der beiden Schnittufer; Gegen-
kraft: Verformungswiderstand
Bruchverhalten
innere Vorgänge
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
64
Zugversuch
Verformungswiderstand < Bruchwiderstand („Es ist leichter, Versetzungen zu
verschieben, als Atome zu trennen.“)
Voraussetzung für Wandern von Versetzungen: ausreichend große Schub-
spannung , welche den Gleitwiderstand überwindet, ehe Normalspannung
die Größe des Bruchwiderstands erreicht
Schubspannung: = Fq/AS = F cos α sin α/b s
AS = A/sin α = b s/sin α („Wurstanschnitt“)
maximal, wenn α = 45°
Bruchverhalten
innere Vorgänge
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
65
Zugversuch
innere Schubspannungen erreichen in allen Ebenen, die unter 45° zur Achse
der Zugkraft liegen, einen Höchstwert
Bruchverhalten
innere Vorgänge
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
66
Zugversuch Bruchverhalten
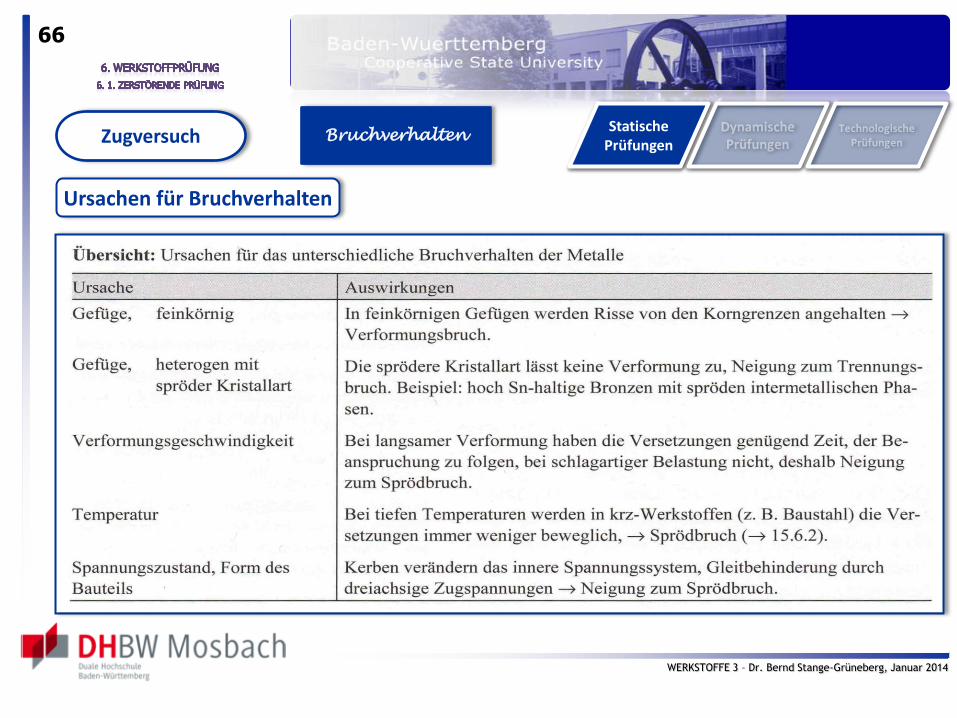
Ursachen für Bruchverhalten
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
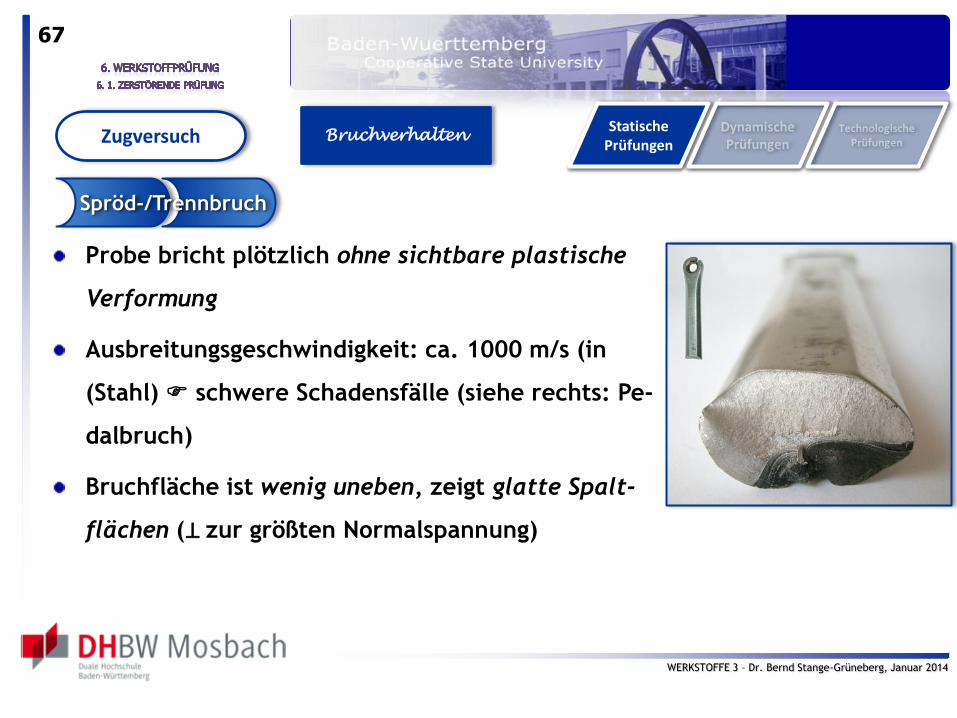
Probe bricht plötzlich ohne sichtbare plastische
Verformung
Ausbreitungsgeschwindigkeit: ca. 1000 m/s (in
(Stahl) schwere Schadensfälle (siehe rechts: Pe-
dalbruch)
Bruchfläche ist wenig uneben, zeigt glatte Spalt-
flächen (⊥ zur größten Normalspannung)
67
Zugversuch Bruchverhalten
Spröd-/Trennbruch
Statische Prüfungen

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
68
Zugversuch
auch: transkristalliner Sprödbruch
Entstehung: Trennung von Kristallebenen inner-
halb eines Korns (Spaltflächen) Ausbreitung
über gesamten Querschnitt
Spaltbruchfläche in 22 Mo4
Bruchverhalten
Spröd-/Trennbruch Spaltbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
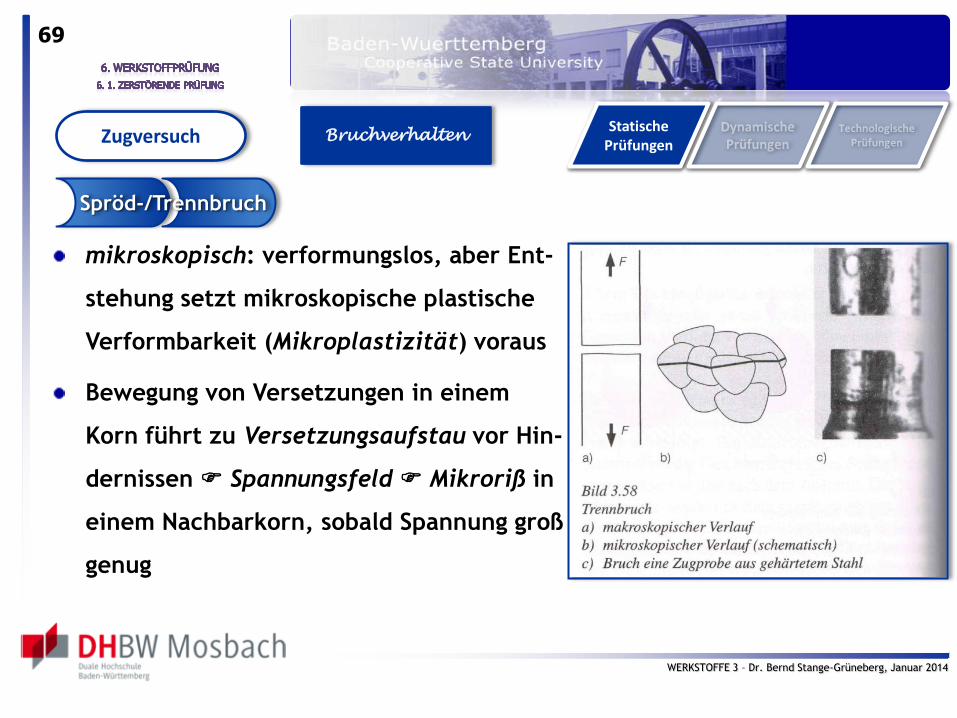
69
Zugversuch
mikroskopisch: verformungslos, aber Ent-
stehung setzt mikroskopische plastische
Verformbarkeit (Mikroplastizität) voraus
Bewegung von Versetzungen in einem
Korn führt zu Versetzungsaufstau vor Hin-
dernissen Spannungsfeld Mikroriß in
einem Nachbarkorn, sobald Spannung groß
genug
Bruchverhalten
Spröd-/Trennbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
70
Zugversuch
Ausbreitung des Mikrorisses/Entstehung hinter einer Korngrenze: bestimmte
Ausrichtung des Gitters dieses Korns erforderlich
Bruchverhalten
Spröd-/Trennbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
71
Zugversuch
Wahrscheinlichkeit von Sprödbrüchen abhängig von Gitterstruktur des
Werkstoffes: nahezu ausschließlich in krz/hdp-kristallisierenden Metallen
(bzw. WS ohne Gleitmöglichkeiten/mit hohem Verformungswiderstand)
Bsp.: α-Fe, Cr, Mo, W, Zn (Glas, Keramik)
sprödbruchbegünstigend:
tiefe Temperaturen
mehrachsige Spannungszustände (Kerben, schroffe Übergänge…)
ungleichmäßiges Gefüge (fehlerhafte Wärmebehandlung, Schweißnähte)
Bruchverhalten
Spröd-/Trennbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
72
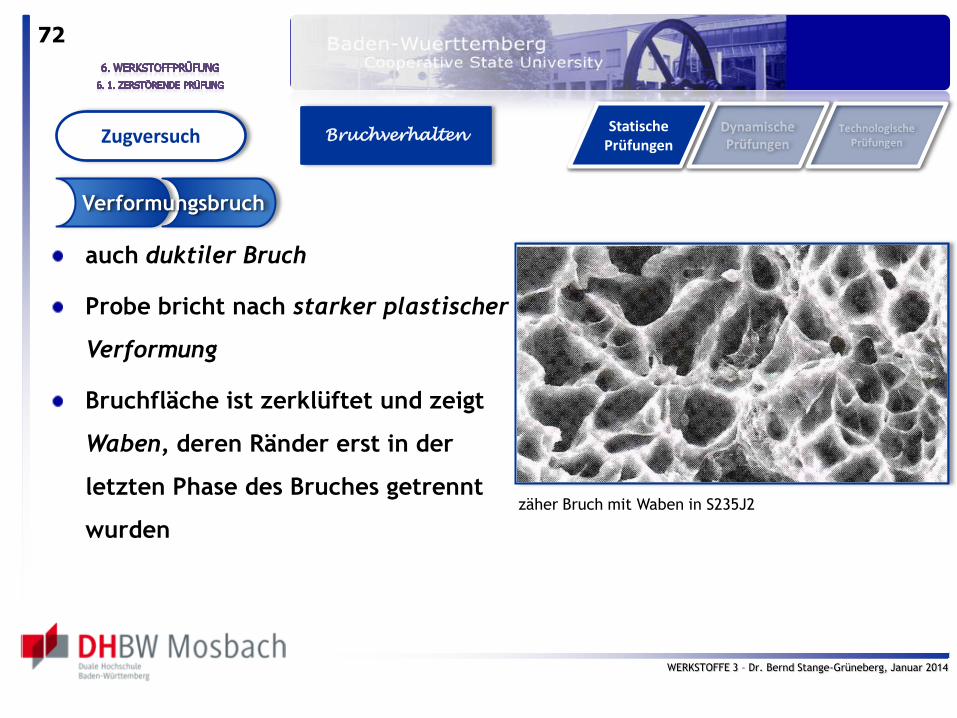
Zugversuch
auch duktiler Bruch
Probe bricht nach starker plastischer
Verformung
Bruchfläche ist zerklüftet und zeigt
Waben, deren Ränder erst in der
letzten Phase des Bruches getrennt
wurden zäher Bruch mit Waben in S235J2
Bruchverhalten
Verformungsbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
73
Zugversuch
Auftreten bei dünnen Flachstäben und Werkstoffen mit vielen Gleitmöglich-
keiten
nach einer möglichen Einschnürung bricht die Probe unter Wirkung der
Schubspannungen in einer 45°-Ebene
makroskopisch verschiedene Formen
Bruchverhalten
Verformungsbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
74
Zugversuch
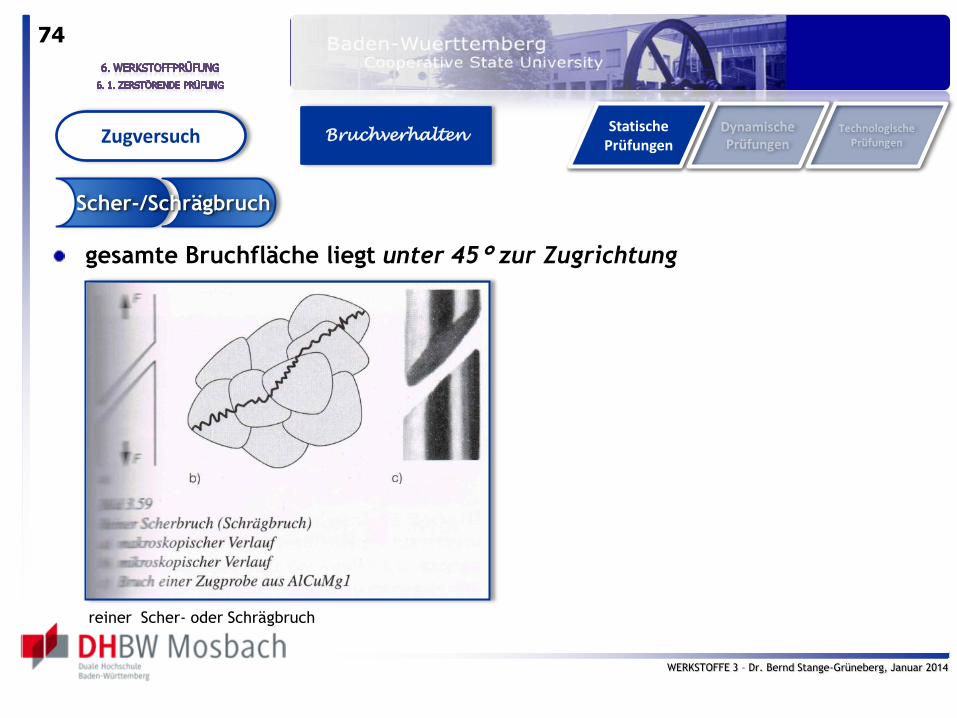
gesamte Bruchfläche liegt unter 45° zur Zugrichtung
reiner Scher- oder Schrägbruch
Bruchverhalten
Scher-/Schrägbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
75
Zugversuch
Einschnürbruch
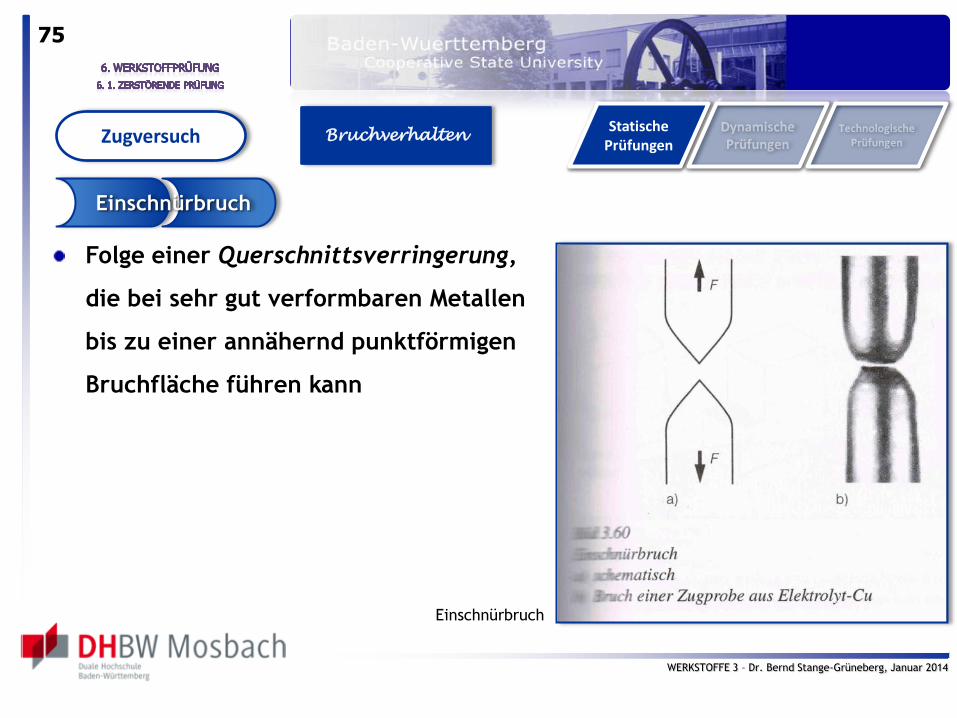
Folge einer Querschnittsverringerung,
die bei sehr gut verformbaren Metallen
bis zu einer annähernd punktförmigen
Bruchfläche führen kann
Bruchverhalten
Einschnürbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
76
Zugversuch
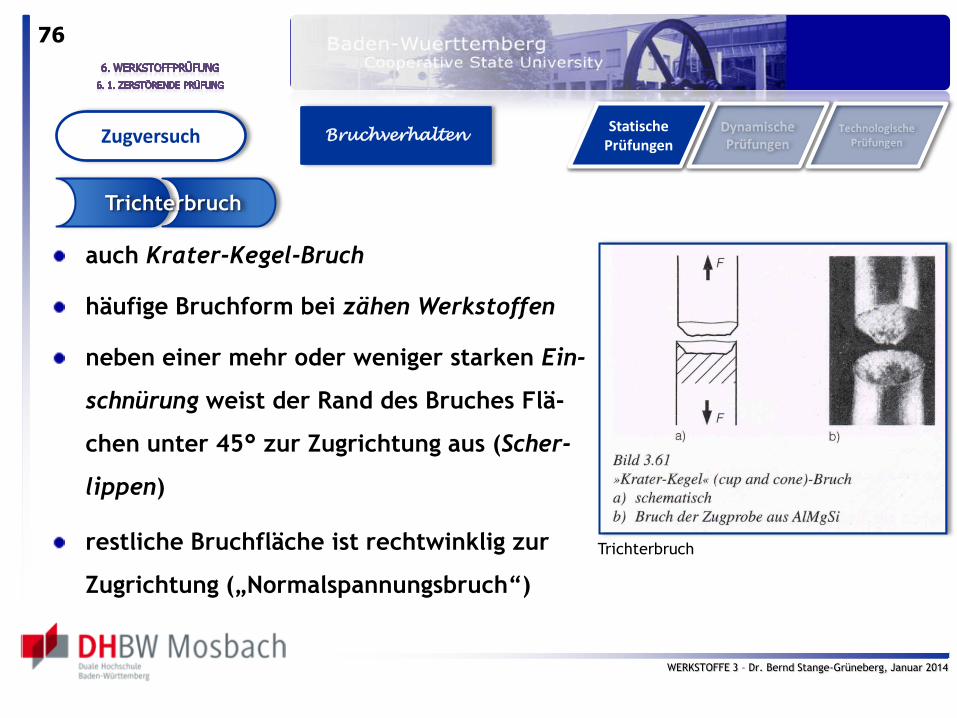
auch Krater-Kegel-Bruch
häufige Bruchform bei zähen Werkstoffen
neben einer mehr oder weniger starken Ein-
schnürung weist der Rand des Bruches Flä-
chen unter 45° zur Zugrichtung aus (Scher-
lippen)
restliche Bruchfläche ist rechtwinklig zur
Zugrichtung („Normalspannungsbruch“)
Trichterbruch
Bruchverhalten
Trichterbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
77
Zugversuch
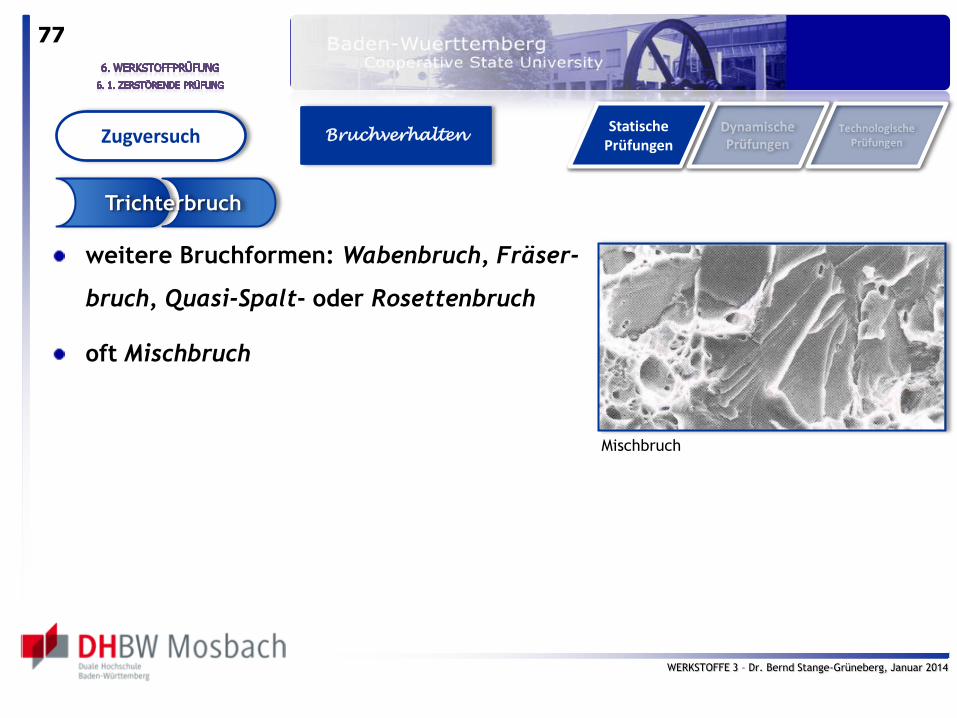
weitere Bruchformen: Wabenbruch, Fräser-
bruch, Quasi-Spalt- oder Rosettenbruch
oft Mischbruch
Mischbruch
Bruchverhalten
Trichterbruch
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
78
Härteprüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
79
Einführung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
80
Einsatz zur Qualitätskontrolle:
Messung erfolgt am Werkstück selbst, es ist keine Probe erforderlich
kurze Meßzeit, Direktablesung der Härte als Kennwert H
Eindringvermögen ist abhängig von Gestalt und Härte des Eindringkörpers
sowie Art und Größe der Belastung
Härteprüfung
Bei der zahlenmäßigen Angabe von Härtewerten muß
immer das Härteprüfverfahren angegeben werden!
Einführung
Definition
„Härte ist der Widerstand, den ein Stoff dem Eindringen eines Körpers aus einem härteren Stoff entgegensetzt.“
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
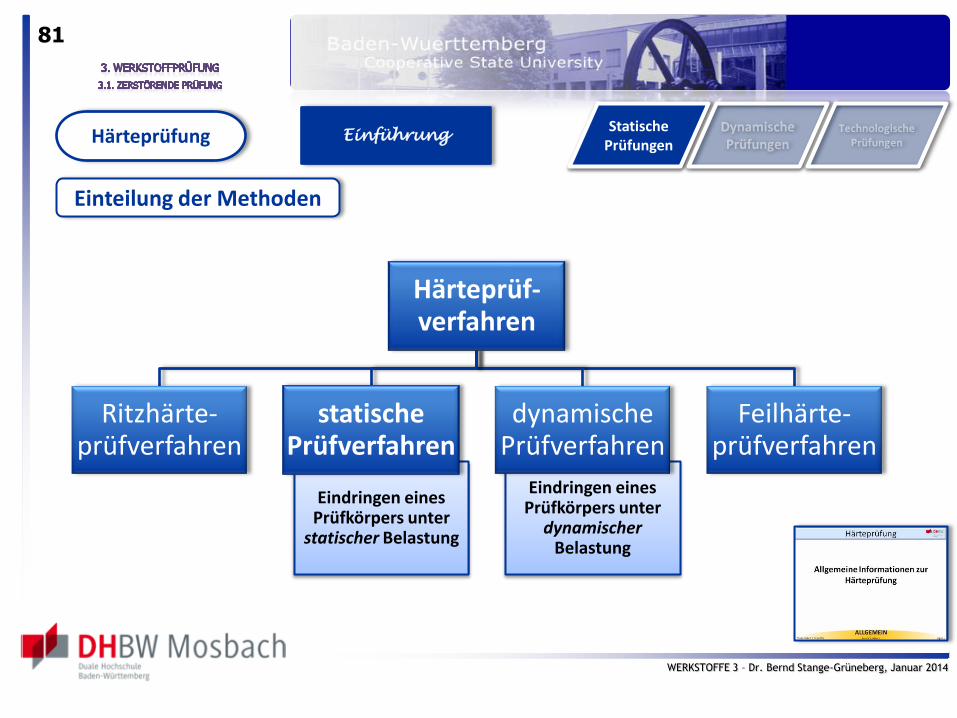
Eindringen eines Prüfkörpers unter
statischer Belastung
Eindringen eines Prüfkörpers unter
dynamischer Belastung
81
Härteprüfung Einführung
Einteilung der Methoden
Härteprüf-verfahren
Ritzhärte-prüfverfahren
statische Prüfverfahren
dynamische Prüfverfahren
Feilhärte-prüfverfahren
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
82
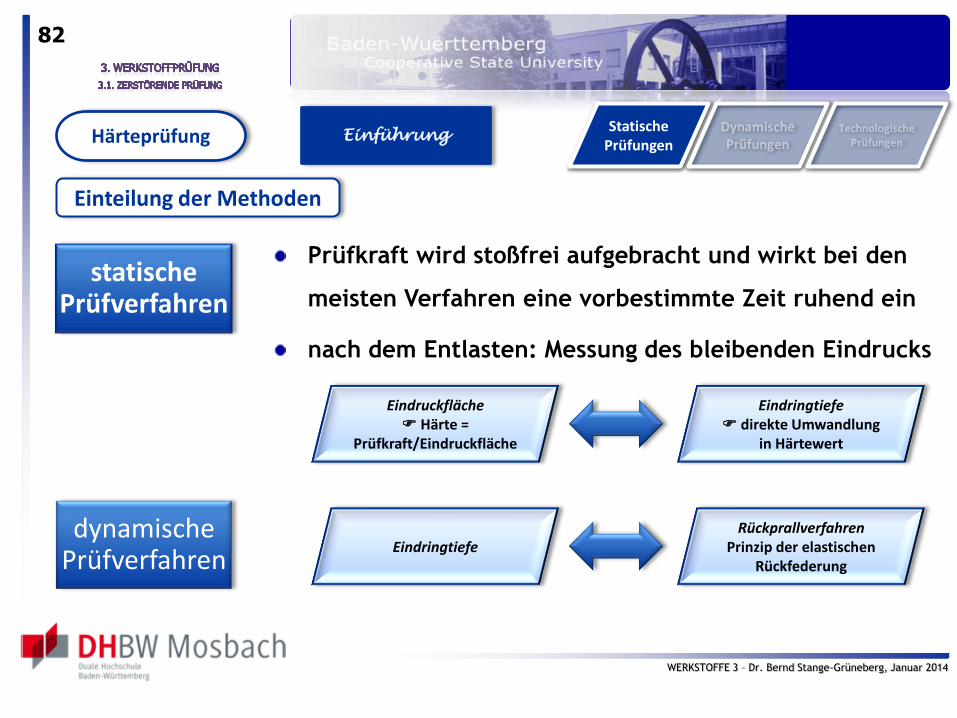
Härteprüfung
statische Prüfverfahren
dynamische Prüfverfahren
Prüfkraft wird stoßfrei aufgebracht und wirkt bei den
meisten Verfahren eine vorbestimmte Zeit ruhend ein
nach dem Entlasten: Messung des bleibenden Eindrucks
Eindruckfläche Härte =
Prüfkraft/Eindruckfläche
Eindringtiefe direkte Umwandlung
in Härtewert
Eindringtiefe Rückprallverfahren
Prinzip der elastischen Rückfederung
Einführung
Einteilung der Methoden
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
83
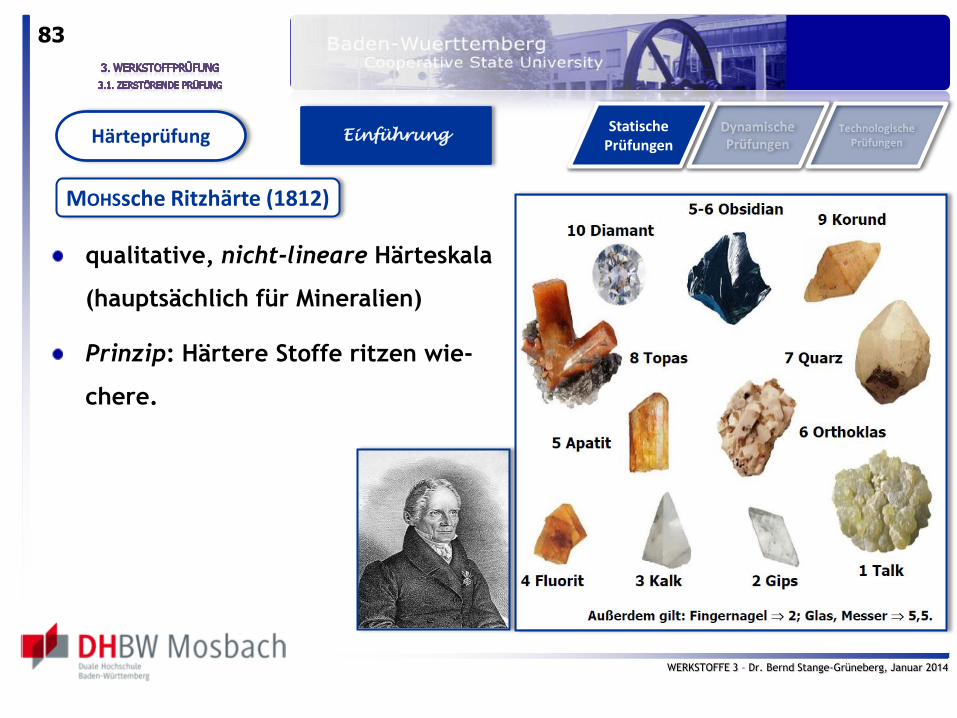
qualitative, nicht-lineare Härteskala
(hauptsächlich für Mineralien)
Prinzip: Härtere Stoffe ritzen wie-
chere.
Härteprüfung Einführung
MOHSsche Ritzhärte (1812)
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
84
Härteprüfung nach
Brinell
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
85
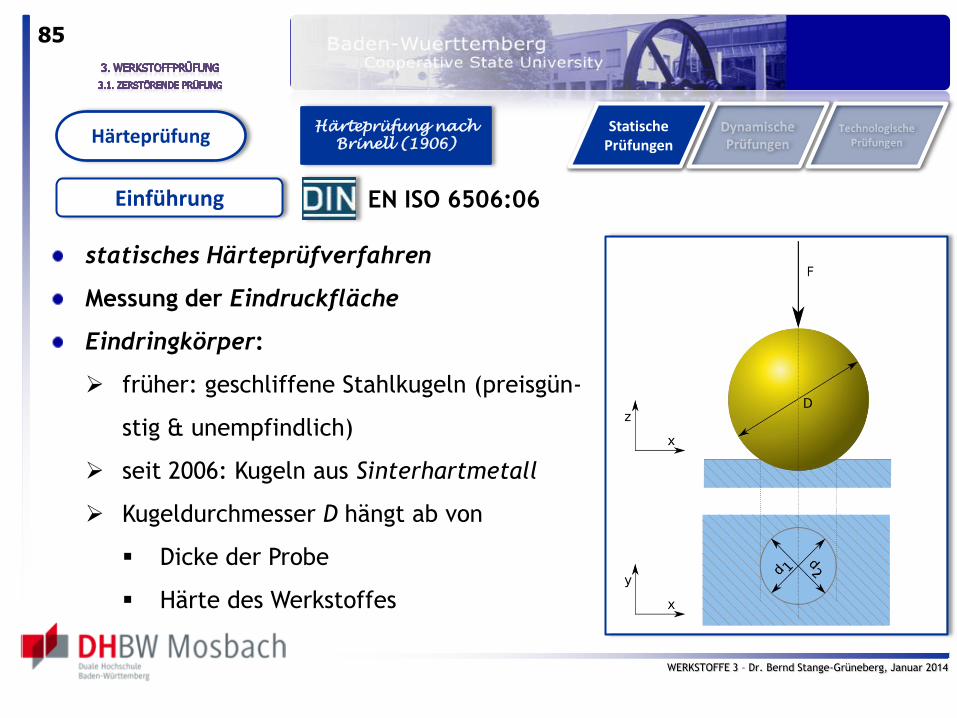
statisches Härteprüfverfahren
Messung der Eindruckfläche
Eindringkörper:
früher: geschliffene Stahlkugeln (preisgün-
stig & unempfindlich)
seit 2006: Kugeln aus Sinterhartmetall
Kugeldurchmesser D hängt ab von
Dicke der Probe
Härte des Werkstoffes
Härteprüfung
EN ISO 6506:06
Härteprüfung nach
Brinell (1906)
Einführung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
86
Auflagefläche der Probe darf keine sichtbare Verformung zeigen; Durchmes-
ser D der verwendeten Kugel richtet sich nach der Probendicke s
Eindruck plastische Verformung des Werkstoffs & Kaltverfestigung neben
und unterhalb der entsprechenden Kalotte (Eindrucktiefe)
vergleichbare & reproduzierbare Härtewerte: Höhe h der Kalotte soll höch-
stens 1/8 der Probendicke s betragen
Härteprüfung Härteprüfung
nach Brinell
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
87
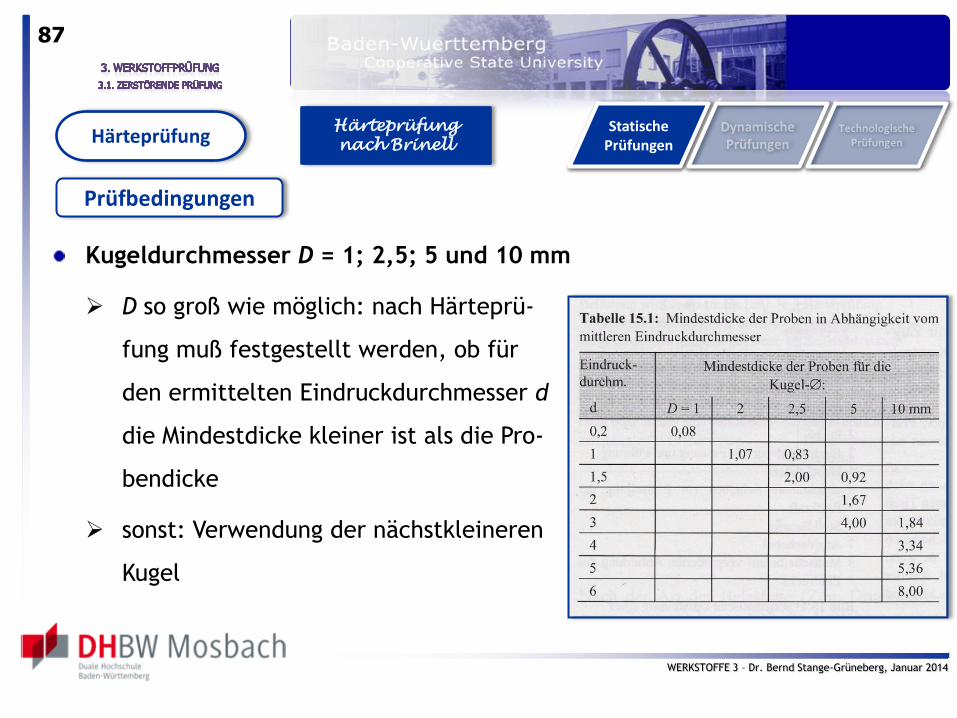
Kugeldurchmesser D = 1; 2,5; 5 und 10 mm
D so groß wie möglich: nach Härteprü-
fung muß festgestellt werden, ob für
den ermittelten Eindruckdurchmesser d
die Mindestdicke kleiner ist als die Pro-
bendicke
sonst: Verwendung der nächstkleineren
Kugel
Härteprüfung Härteprüfung
nach Brinell
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
88
entstehende Kalotte soll nicht zu flach sein (unscharfe Ränder), aber auch
nicht zu tief (bei unterschiedlicher Eindrucktiefe kaum differenzierte Meß-
werte
Eindruckdurchmesser d zwischen 24 und 60% des Kugeldurchmessers D
Mindestdicke smin ≥ 8 h
Eindrucktiefe h = ½ [D - √(D2 – d2)]
Eindruckdurchmesser d: 0,24 D < d < 0,60 D
Härteprüfung Härteprüfung
nach Brinell
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
89
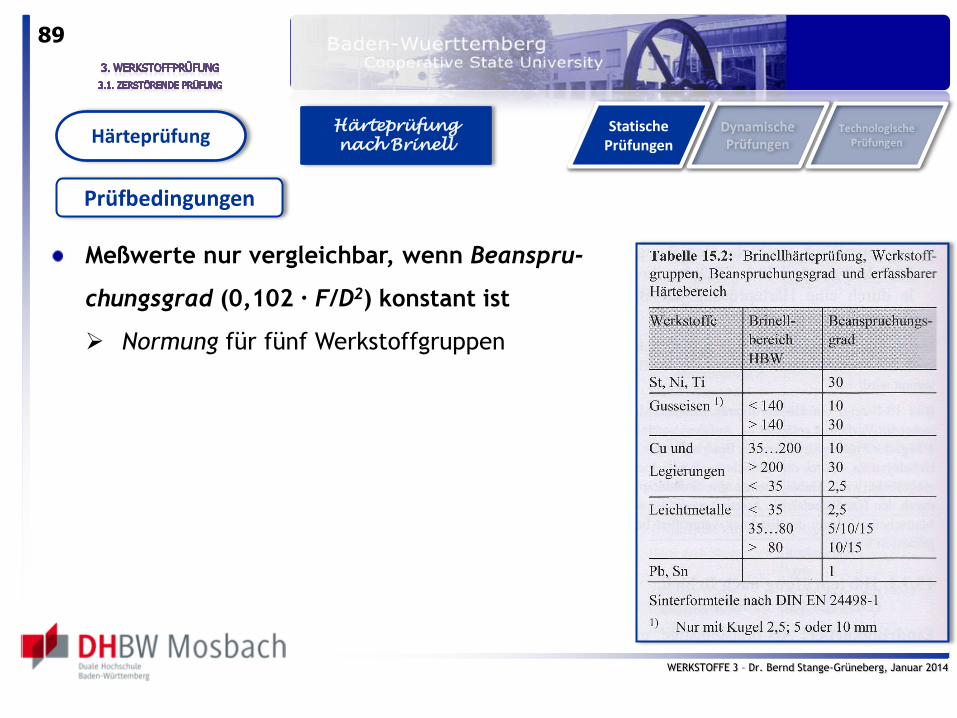
Meßwerte nur vergleichbar, wenn Beanspru-
chungsgrad (0,102 F/D2) konstant ist
Normung für fünf Werkstoffgruppen
Härteprüfung Härteprüfung
nach Brinell
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
90
Prüfkraft:
Prüfkraft F wird aus Tabellen entnommen oder berechnet:
Beanspruchungsgrad für zu prüfenden Werkstoff und zu erwartende Här-
te ablesen und
Prüfkraft F berechnen nach: F = D2/0,102 Beanspruchungsgrad
Meßwert: Durchmesser d der entstandenen Kalotte
bei unrunden Abdrücken: Mittelwert aus zwei senkrecht aufeinanderstehen-
den Durchmessern
Härteprüfung Härteprüfung
nach Brinell
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
91
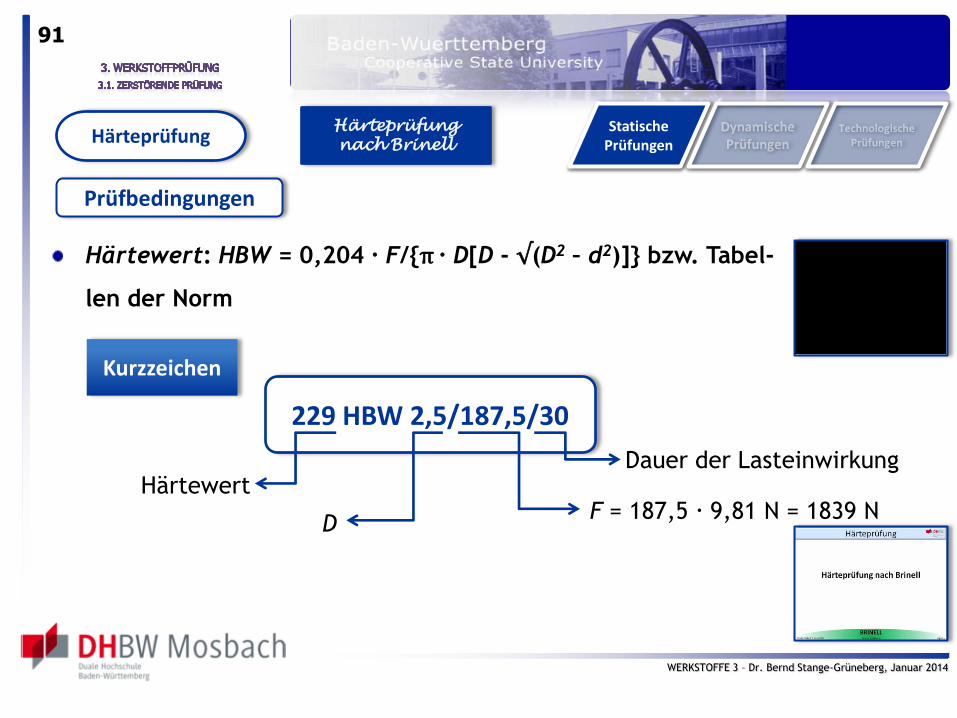
Härtewert: HBW = 0,204 F/{π D[D - √(D2 – d2)]} bzw. Tabel-
len der Norm
Härteprüfung
Härtewert
229 HBW 2,5/187,5/30
D
Dauer der Lasteinwirkung
F = 187,5 9,81 N = 1839 N
Härteprüfung
nach Brinell
Prüfbedingungen
Kurzzeichen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
92
Werkstoffe mittlerer Härte (bis zu 650 HBW): bei härteren Werk-
stoffen verformt sich die Kugel unter Belastung plastisch Ab-
plattung täuscht geringere Härte vor
Werkstoffe mit Phasen von unterschiedlicher Härte: große
Prüfkugel stellt Durchschnittshärte des gesamten Gefüges sicher
Nachprüfung der Zugfestigkeit von wärmebehandelten Teilen aus
un- und niedriglegiertem Stahl
empirischer Zusammenhang: Rm ≈ 10/3 HBW
Härteprüfung Härteprüfung
nach Brinell
Anwendungsbereiche
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
93
Brinellprüfung nicht geeignet für:
sehr harte Stoffe
dünne Oberflächenschichten
dunkle Oberflächen
Härteprüfung Härteprüfung
nach Brinell
Anwendungsbereiche
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
94
Härteprüfung
nach Vickers
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
95
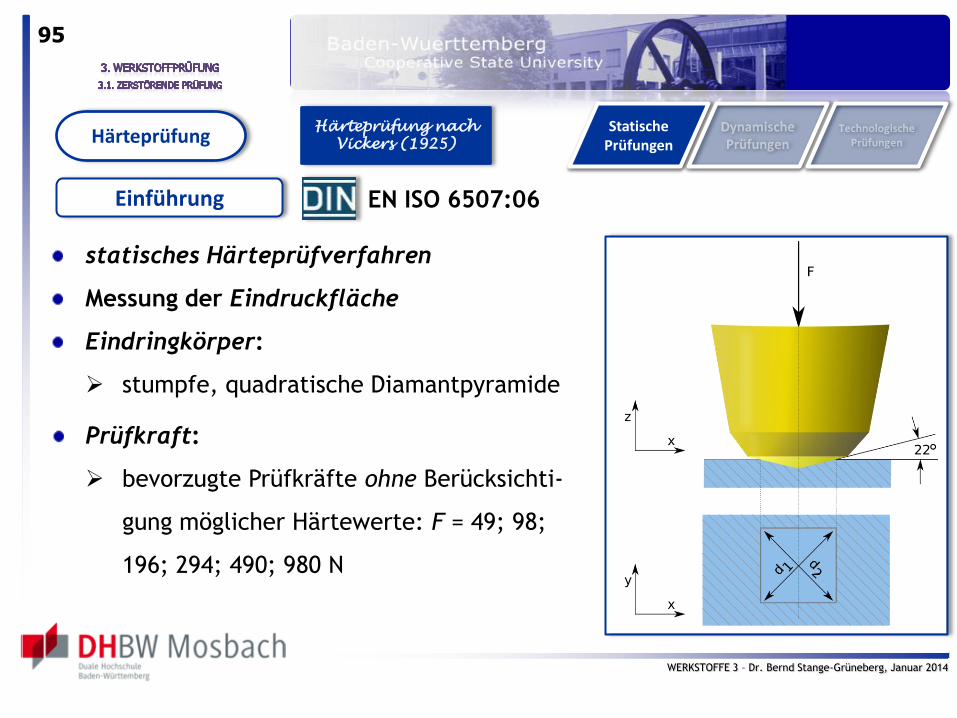
statisches Härteprüfverfahren
Messung der Eindruckfläche
Eindringkörper:
stumpfe, quadratische Diamantpyramide
Prüfkraft:
bevorzugte Prüfkräfte ohne Berücksichti-
gung möglicher Härtewerte: F = 49; 98;
196; 294; 490; 980 N
Härteprüfung
EN ISO 6507:06
Härteprüfung nach
Vickers (1925)
Einführung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
96
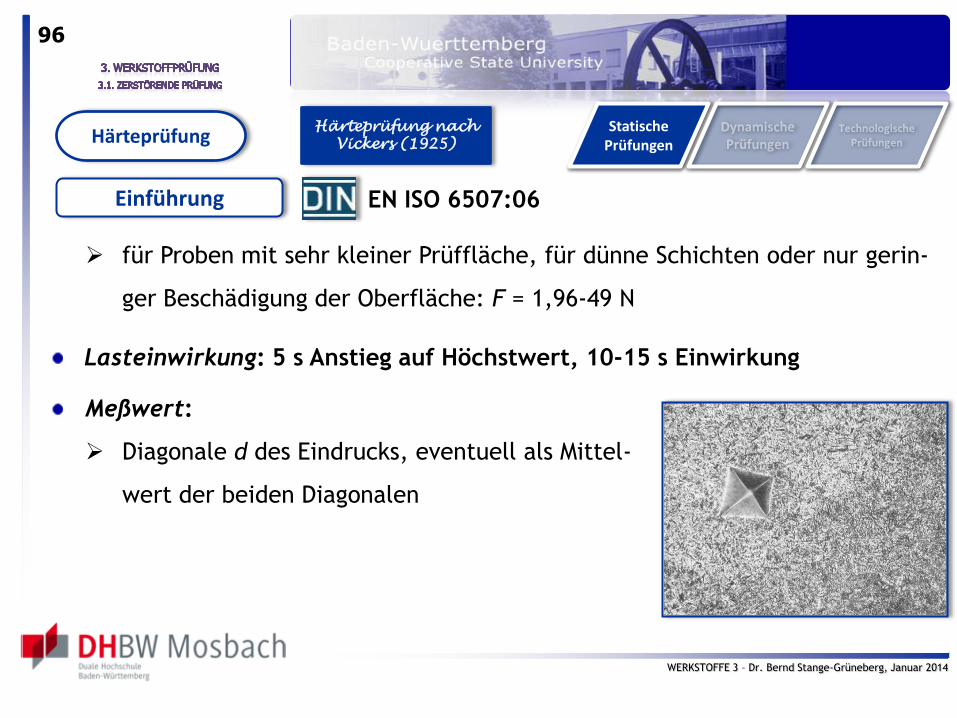
für Proben mit sehr kleiner Prüffläche, für dünne Schichten oder nur gerin-
ger Beschädigung der Oberfläche: F = 1,96-49 N
Lasteinwirkung: 5 s Anstieg auf Höchstwert, 10-15 s Einwirkung
Meßwert:
Diagonale d des Eindrucks, eventuell als Mittel-
wert der beiden Diagonalen
Härteprüfung
EN ISO 6507:06
Härteprüfung nach
Vickers (1925)
Einführung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
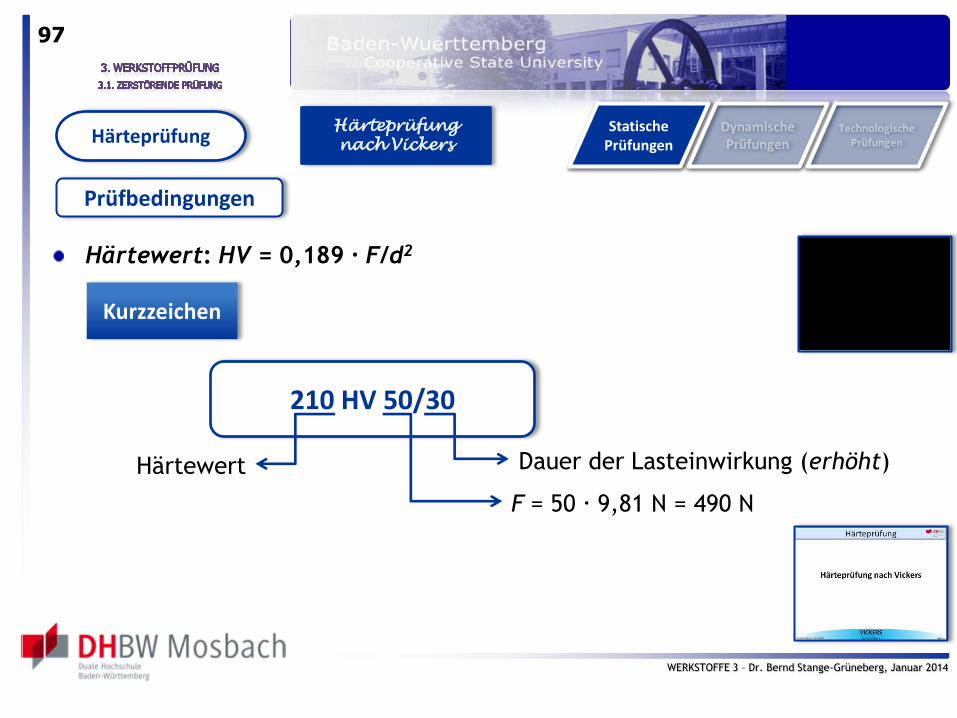
97
Härtewert: HV = 0,189 F/d2
Härteprüfung
Härtewert
210 HV 50/30
Dauer der Lasteinwirkung (erhöht)
F = 50 9,81 N = 490 N
Härteprüfung
nach Vickers
Prüfbedingungen
Kurzzeichen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
98
Werkstoffe aller Härtegrade, auch härteste Stoffe wie Sinterhart-
stoffe
kleiner Eindruck hohe Oberflächengüte
dünne Randschichten: Prüfkraft im Kleinkraftbereich
Schichtdicke mindestens 1,5fache der Eindruckdiagonalen
einzelne Kristalle im Gefüge mit Kräften von 0,01…1 N auf Mikro-
härteprüfern
Die Vickers-Härteprüfung ist die genaueste Messung und hat den
breitesten Meßbereich!
Härteprüfung Härteprüfung
nach Vickers
Anwendungsbereiche
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
99
Härteprüfung
nach Rockwell
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
100
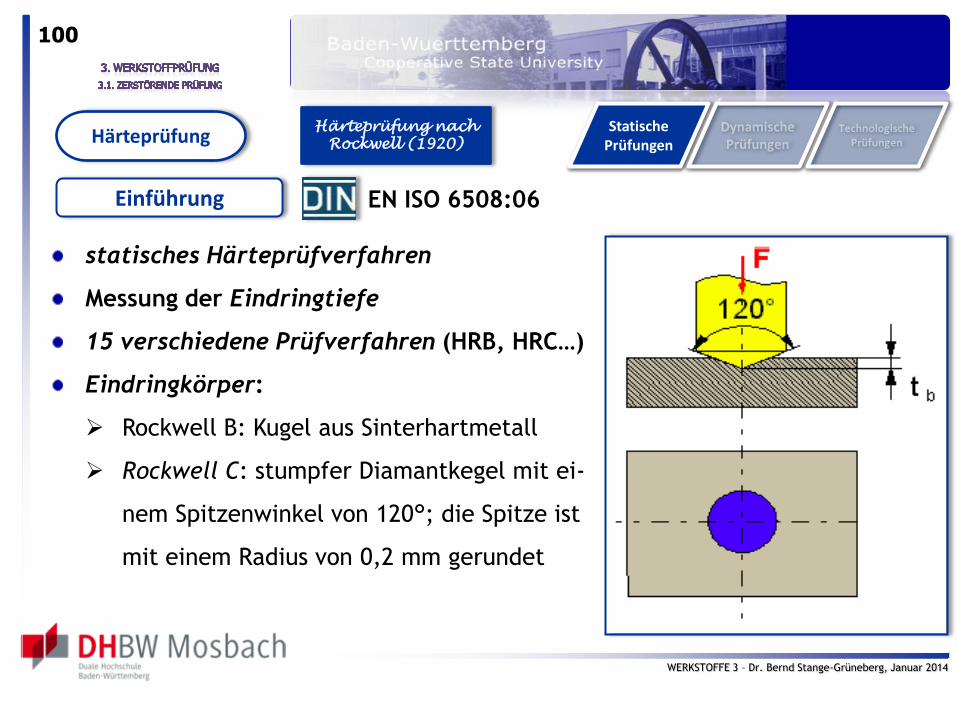
statisches Härteprüfverfahren
Messung der Eindringtiefe
15 verschiedene Prüfverfahren (HRB, HRC…)
Eindringkörper:
Rockwell B: Kugel aus Sinterhartmetall
Rockwell C: stumpfer Diamantkegel mit ei-
nem Spitzenwinkel von 120°; die Spitze ist
mit einem Radius von 0,2 mm gerundet
Härteprüfung
EN ISO 6508:06
Härteprüfung nach
Rockwell (1920)
Einführung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
101
Prüfkräfte: Gesamtkraft ist konstant (F = 1471N) und wird in zwei Stufen
aufgebracht
Prüfvorkraft F0 = 98 N
Prüfkraft F1 = 1373 N
Härteprüfung
EN ISO 6508:06
Härteprüfung
nach Rockwell
Einführung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
102
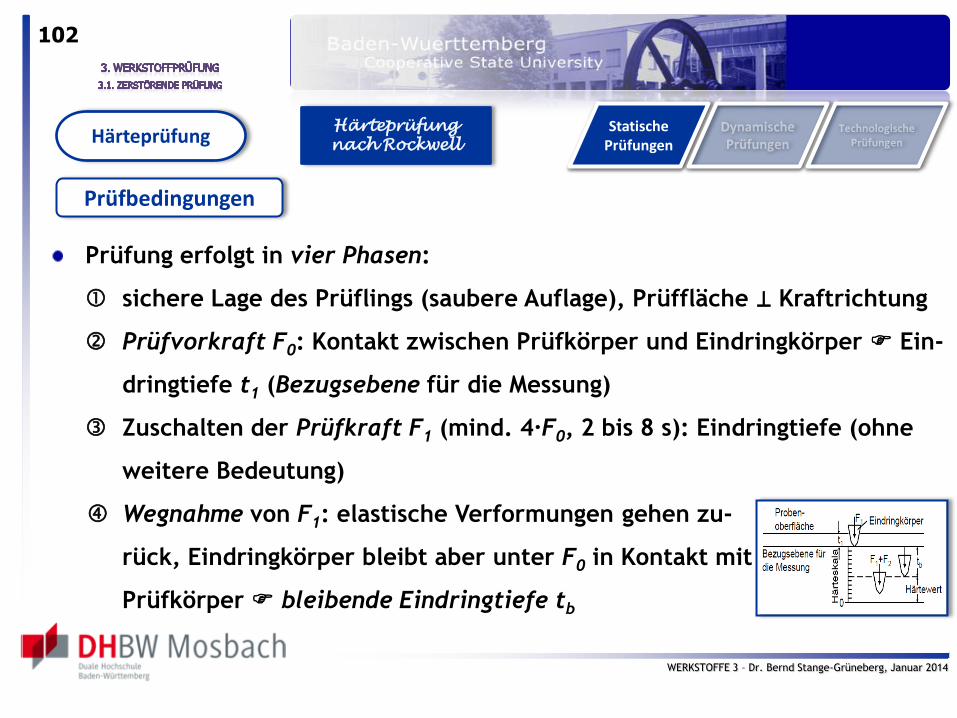
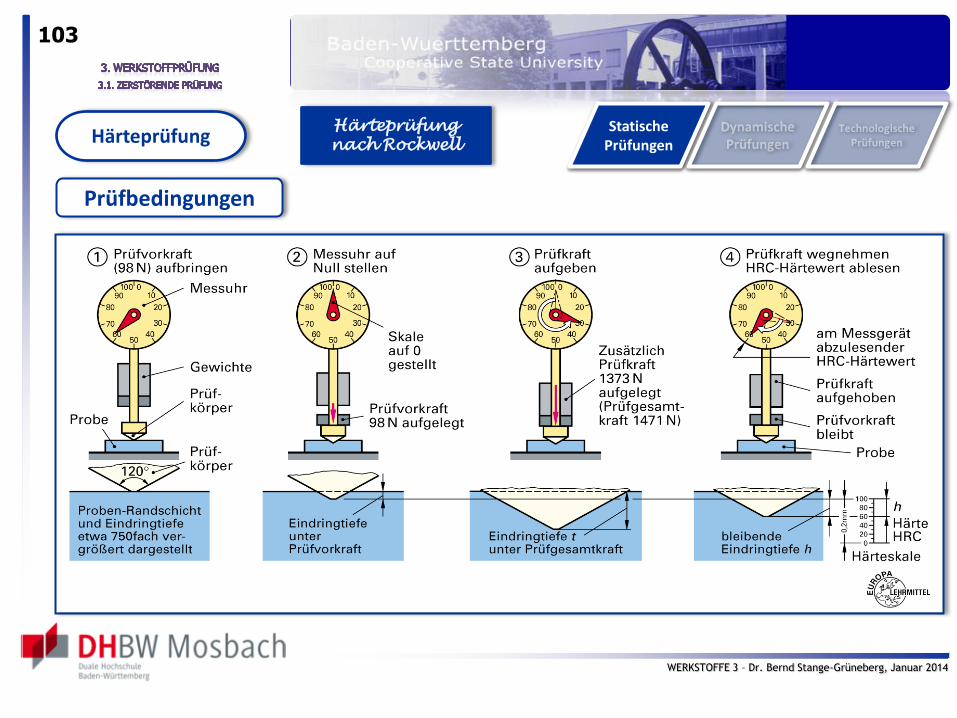
Prüfung erfolgt in vier Phasen:
sichere Lage des Prüflings (saubere Auflage), Prüffläche ⊥ Kraftrichtung
Prüfvorkraft F0: Kontakt zwischen Prüfkörper und Eindringkörper Ein-
dringtiefe t1 (Bezugsebene für die Messung)
Zuschalten der Prüfkraft F1 (mind. 4F0, 2 bis 8 s): Eindringtiefe (ohne
weitere Bedeutung)
Wegnahme von F1: elastische Verformungen gehen zu-
rück, Eindringkörper bleibt aber unter F0 in Kontakt mit
Prüfkörper bleibende Eindringtiefe tb
Härteprüfung
Prüfbedingungen
Härteprüfung
nach Rockwell
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
103
Härteprüfung
Prüfbedingungen
Härteprüfung
nach Rockwell
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
104
Härtewert: HRC = 100 – h/0,002 mm
Härteprüfung
Härtewert
56 HRC
Prüfbedingungen
Kurzzeichen
Härteprüfung
nach Rockwell
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
105
Werkstoffe mit Härten 20 < HRC < 70: Ergebnis liegt schnell
vor; für weichere Werkstoffe: HRB-Verfahren
gehärtete Randschichten: Schichtdicken sollen das 10fache
der Eindringtiefe tb betragen
Härteprüfung
Anwendungsbereiche
Härteprüfung
nach Rockwell
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
106
Härteprüfung
nach Martens
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
107
früher: Universalhärte HU
statisches Prüfverfahren
Messung der Eindringtiefe
Eindringkörper:
stumpfe, quadratische Diamantpyramide ( VICKERS)
Härteprüfung
EN ISO 14577:03
Härteprüfung
nach Martens
Einführung
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
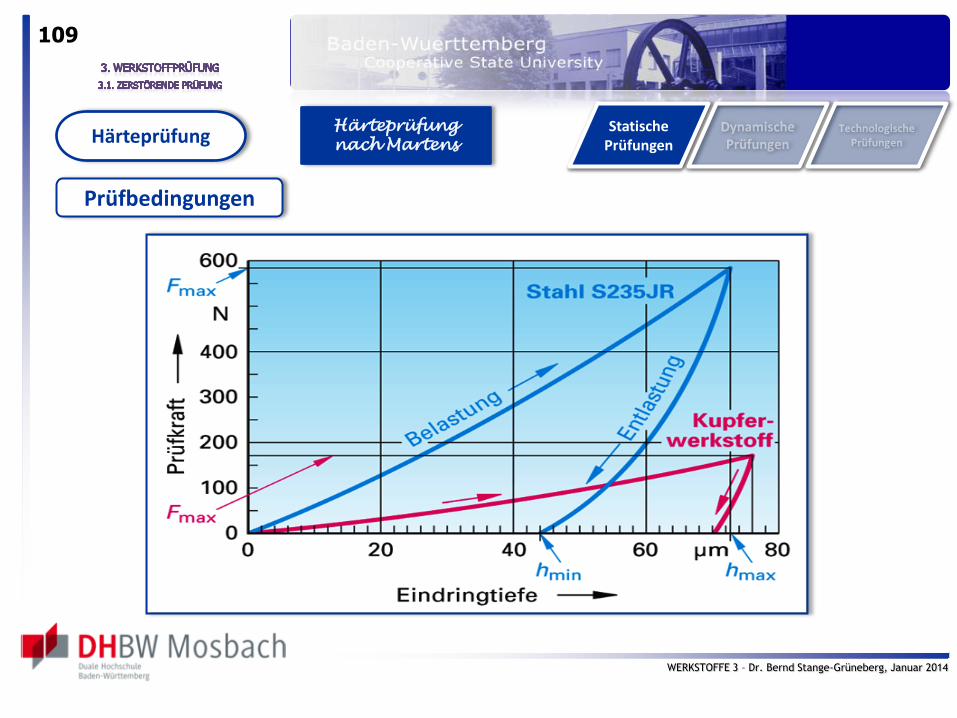
108
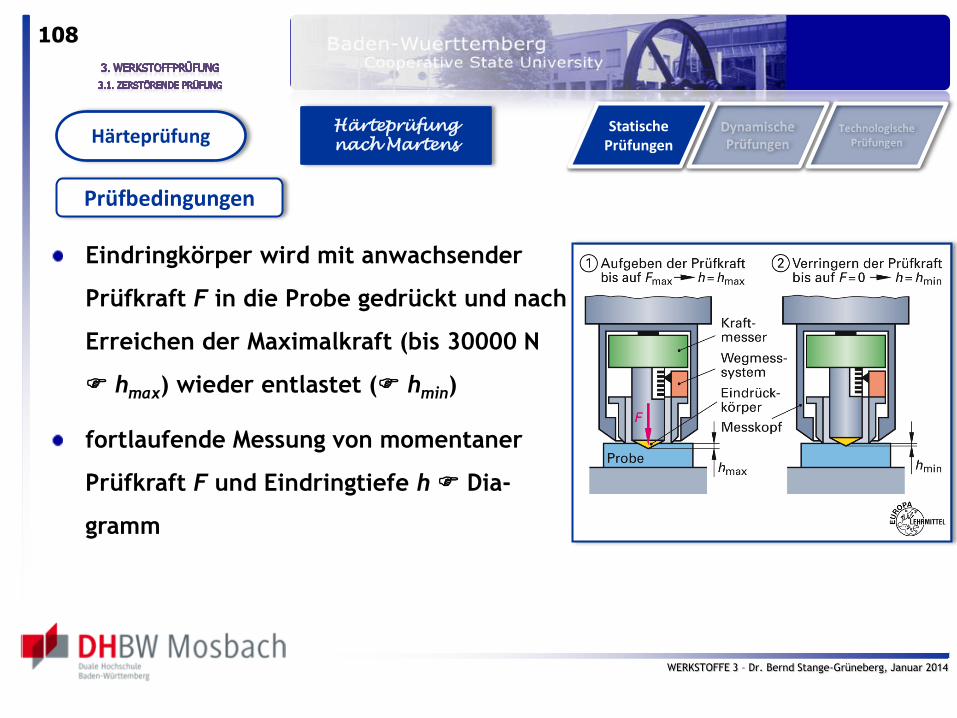
Eindringkörper wird mit anwachsender
Prüfkraft F in die Probe gedrückt und nach
Erreichen der Maximalkraft (bis 30000 N
hmax) wieder entlastet ( hmin)
fortlaufende Messung von momentaner
Prüfkraft F und Eindringtiefe h Dia-
gramm
Härteprüfung Härteprüfung
nach Martens
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
109
Härteprüfung Härteprüfung
nach Martens
Prüfbedingungen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
110
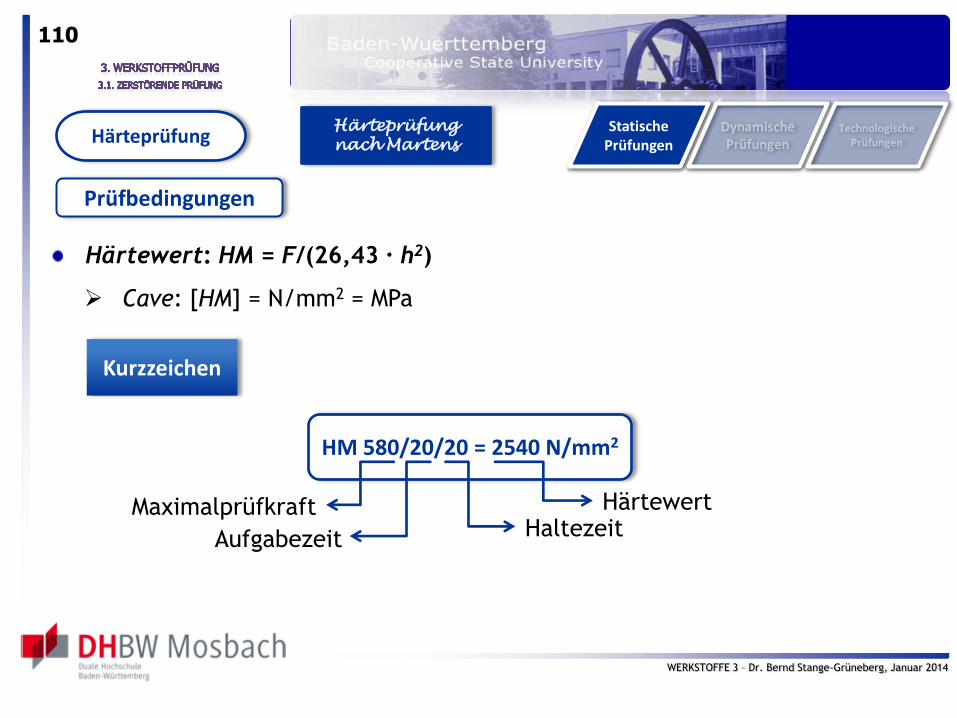
Härtewert: HM = F/(26,43 h2)
Cave: [HM] = N/mm2 = MPa
Härteprüfung
Maximalprüfkraft
HM 580/20/20 = 2540 N/mm2
Aufgabezeit
Härtewert Haltezeit
Härteprüfung
nach Martens
Prüfbedingungen
Kurzzeichen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
111
Werkstoffe aller Härten
Bestimmung des elastisch/plastischen Werkstoffverhaltens durch hmax/hmin-
Verhältnis möglich
Härteprüfung Härteprüfung
nach Martens
Anwendungsbereich
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
112
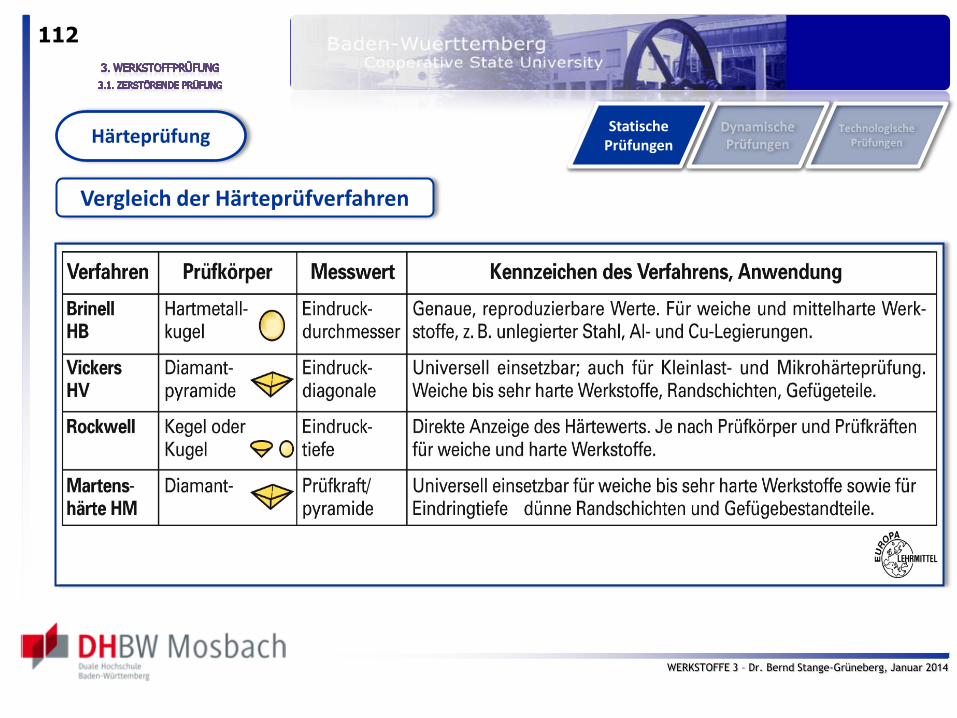
Härteprüfung
Vergleich der Härteprüfverfahren
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
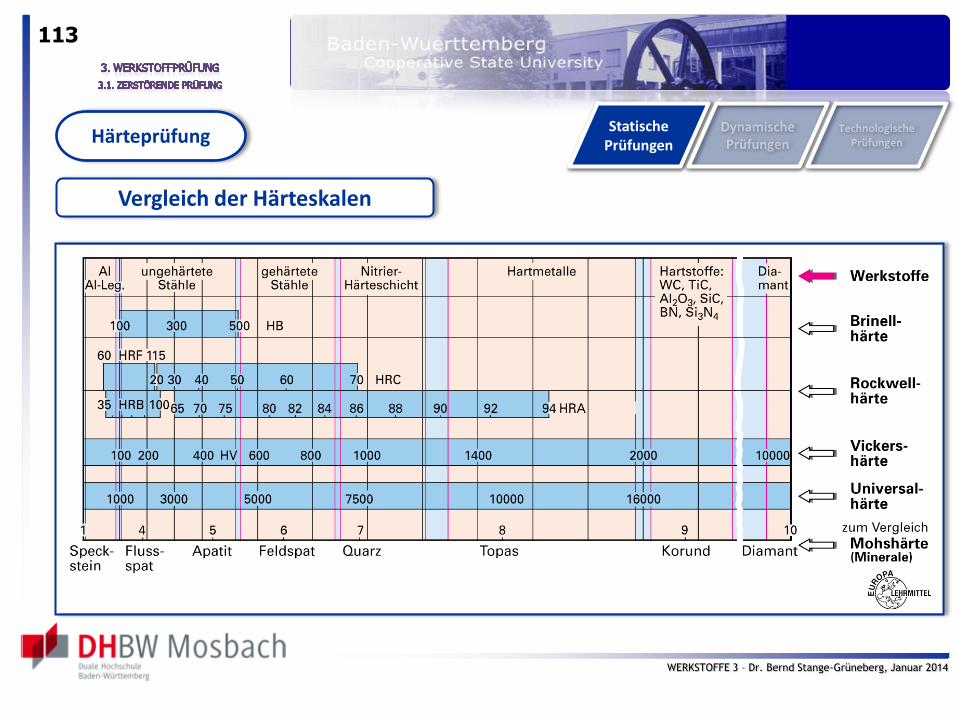
113
Härteprüfung
Vergleich der Härteskalen
Statische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
114
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
115
Kerbschlag-
biegeversuch
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
116
Beurteilung der Trennbruchneigung
Zähigkeit unter verschärften Versprödungsbedingungen
Verformungszeit nur sehr kurz: innere Trennung leichter als bei langsamen
Abgleitvorgängen
Zähigkeitsmaß: Kerbschlagarbeit KV (zum Bruch der Probe) bzw. Kerb-
schlagzähigkeit aV (KV bezogen auf den gekerbten Probenquerschnitt)
Normung:
EN ISO 148-1:11, EN 10045-1:90, 10045-2:92, 50115:91
Dynamische Prüfungen
Kerbschlag-biegeversuch
Definitionen & Normung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
117
Kerbschlag-biegeversuch
Theoretische
Grundlagen
Zähigkeit
„Zäh ist ein Werkstoff, bei dem eine Probe auch unter
ungünstigen Bedingungen erst nach starker Verformung bricht.“
„Die Arbeit, die zum Zerbrechen einer Probe aufgebracht werden muß,
ist ein Maß für die Zähigkeit eines Werkstoffes.“
Bruchverhalten
Verformungs-/
Brucharbeit
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
118
plastische Verformungen werden erst durch innere Schubspannungen ausge-
löst Spannungszustand spielt eine wichtige Rolle
Zähigkeit ist keine reine Stoffeigenschaft, sondern wird von der Form des
Werkstücks und dem Kraftangriff stark beeinflußt, die den Spannungszu-
stand bestimmen!
Kerbschlag-biegeversuch
Theoretische
Grundlagen
Zähigkeit
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
119
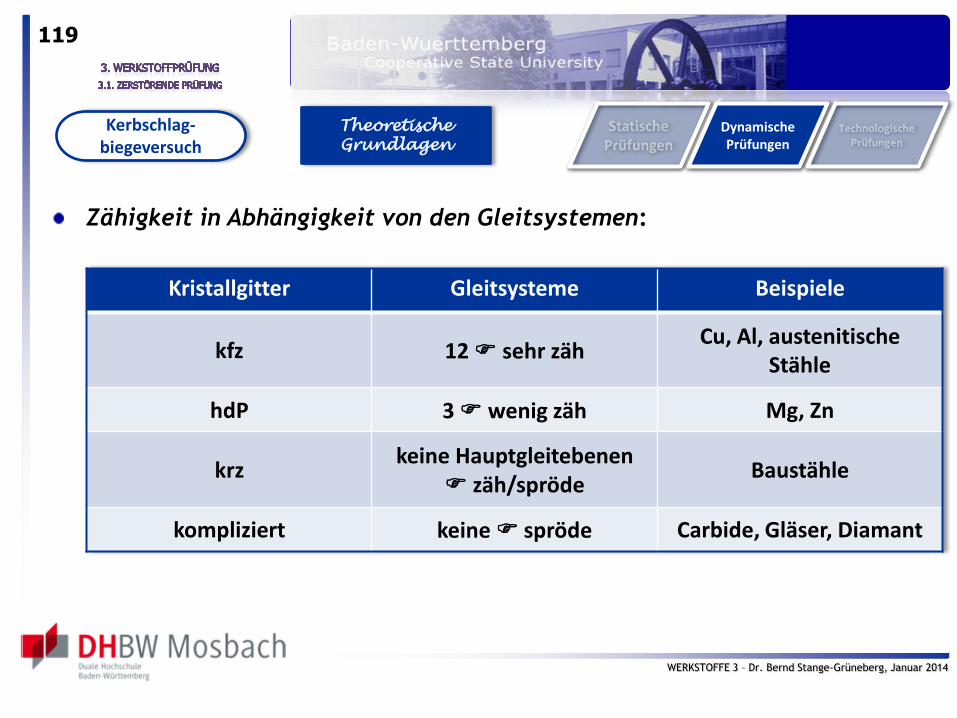
Zähigkeit in Abhängigkeit von den Gleitsystemen:
Kerbschlag-biegeversuch
Kristallgitter Gleitsysteme Beispiele
kfz 12 sehr zäh Cu, Al, austenitische
Stähle
hdP 3 wenig zäh Mg, Zn
krz keine Hauptgleitebenen
zäh/spröde Baustähle
kompliziert keine spröde Carbide, Gläser, Diamant
Theoretische
Grundlagen
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
120
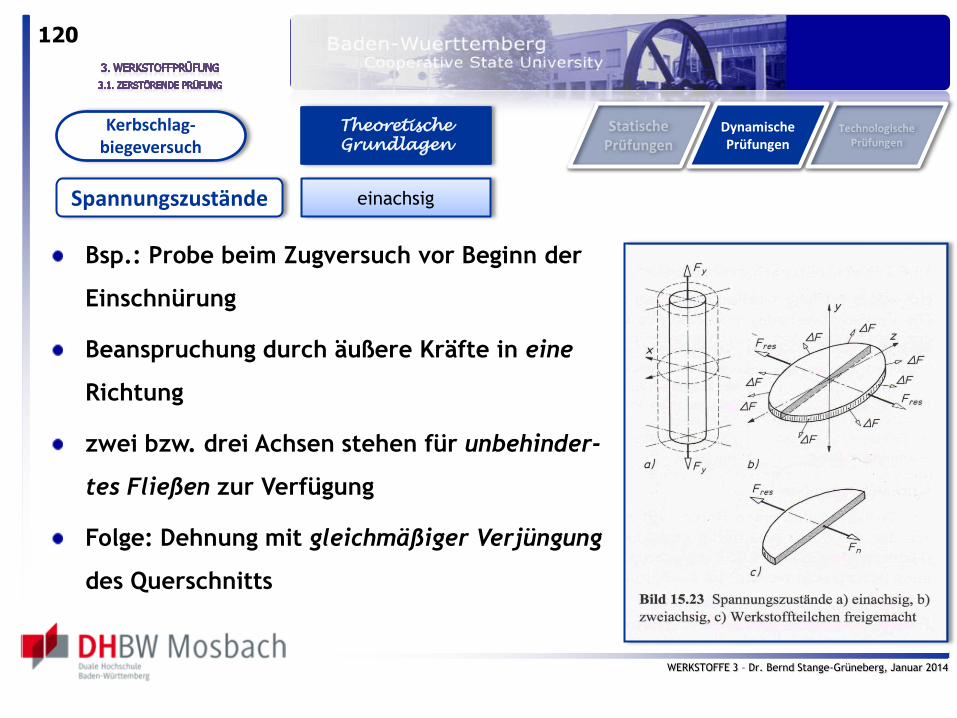
Bsp.: Probe beim Zugversuch vor Beginn der
Einschnürung
Beanspruchung durch äußere Kräfte in eine
Richtung
zwei bzw. drei Achsen stehen für unbehinder-
tes Fließen zur Verfügung
Folge: Dehnung mit gleichmäßiger Verjüngung
des Querschnitts
Kerbschlag-biegeversuch
Theoretische
Grundlagen
Spannungszustände einachsig
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
121
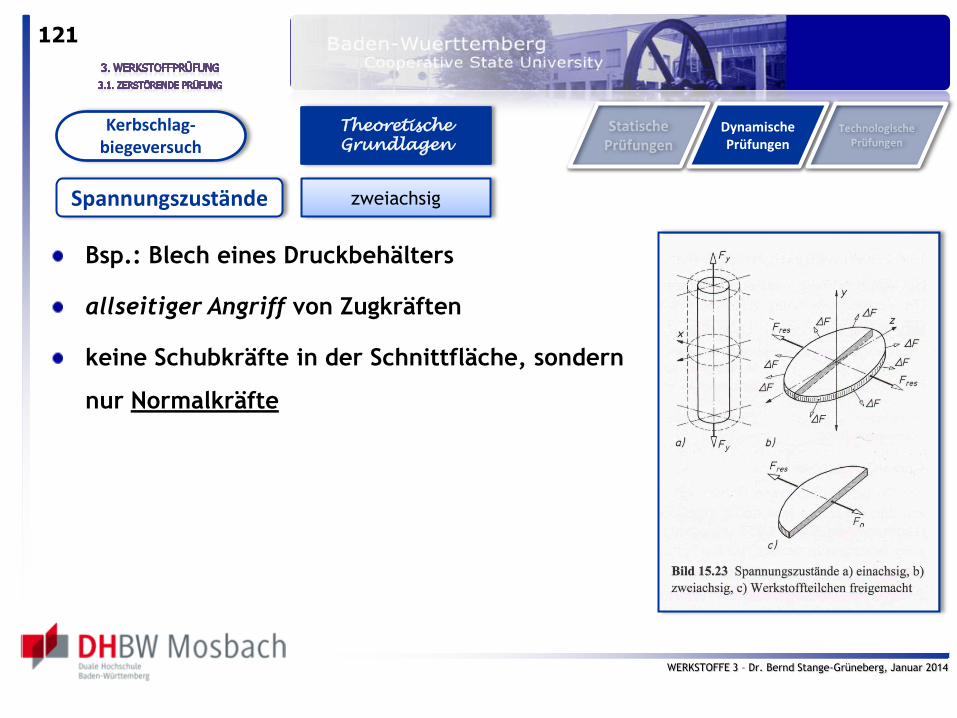
Bsp.: Blech eines Druckbehälters
allseitiger Angriff von Zugkräften
keine Schubkräfte in der Schnittfläche, sondern
nur Normalkräfte
Kerbschlag-biegeversuch
Theoretische
Grundlagen
Spannungszustände zweiachsig
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
122
Bsp.: Bauteile, bei denen durch Kerben, Absätze oder Kröpfungen eine
Kraftumlenkung im Werkstück erfolgen muß
keine Achse für unbehindertes Fließen zur Verfügung (obwohl Versetzungen
im Gefüge eigentlich beweglich sind)
„Dreiachsige Spannungszustände begünstigen ein
sprödes Bruchverhalten des Werkstoffs.“
Kerbschlag-biegeversuch
Theoretische
Grundlagen
Spannungszustände dreiachsig
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
123
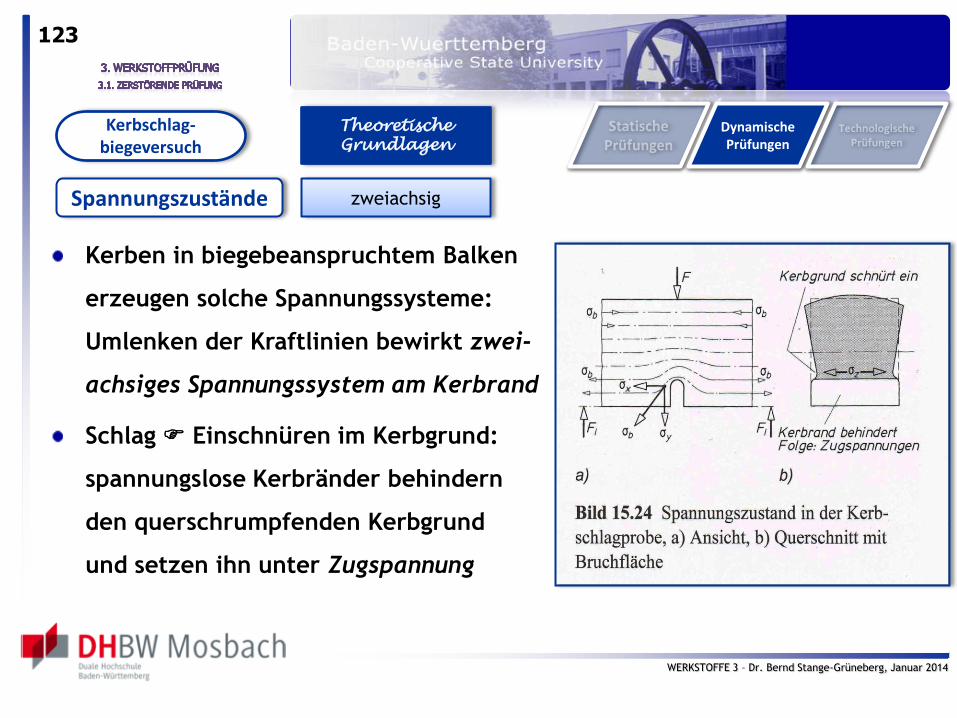
Kerben in biegebeanspruchtem Balken
erzeugen solche Spannungssysteme:
Umlenken der Kraftlinien bewirkt zwei-
achsiges Spannungssystem am Kerbrand
Schlag Einschnüren im Kerbgrund:
spannungslose Kerbränder behindern
den querschrumpfenden Kerbgrund
und setzen ihn unter Zugspannung
Kerbschlag-biegeversuch
Theoretische
Grundlagen
Spannungszustände zweiachsig
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
124
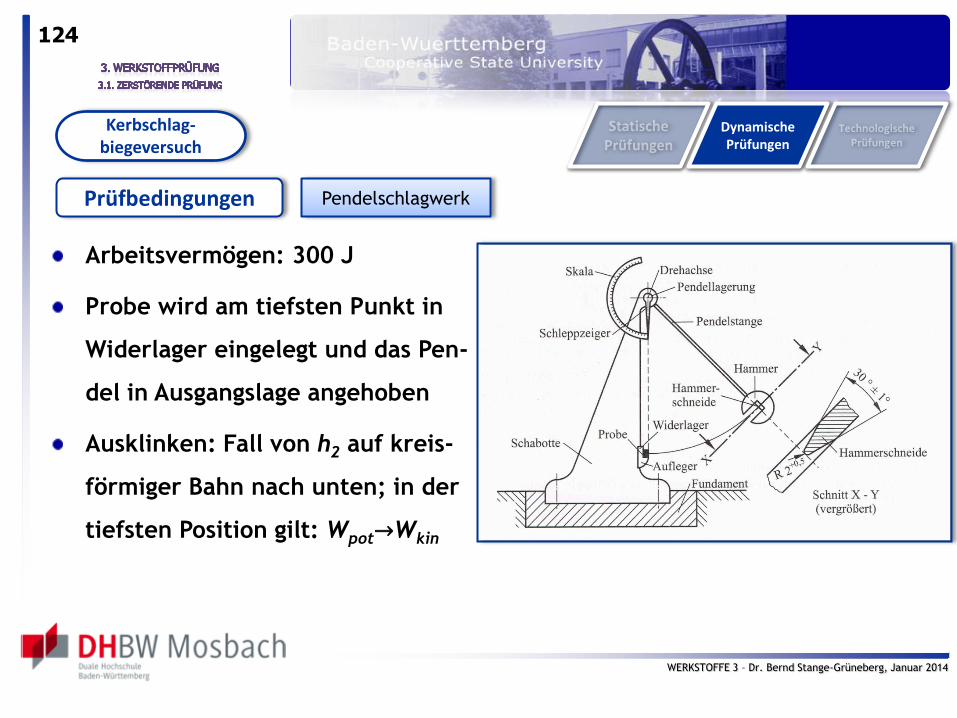
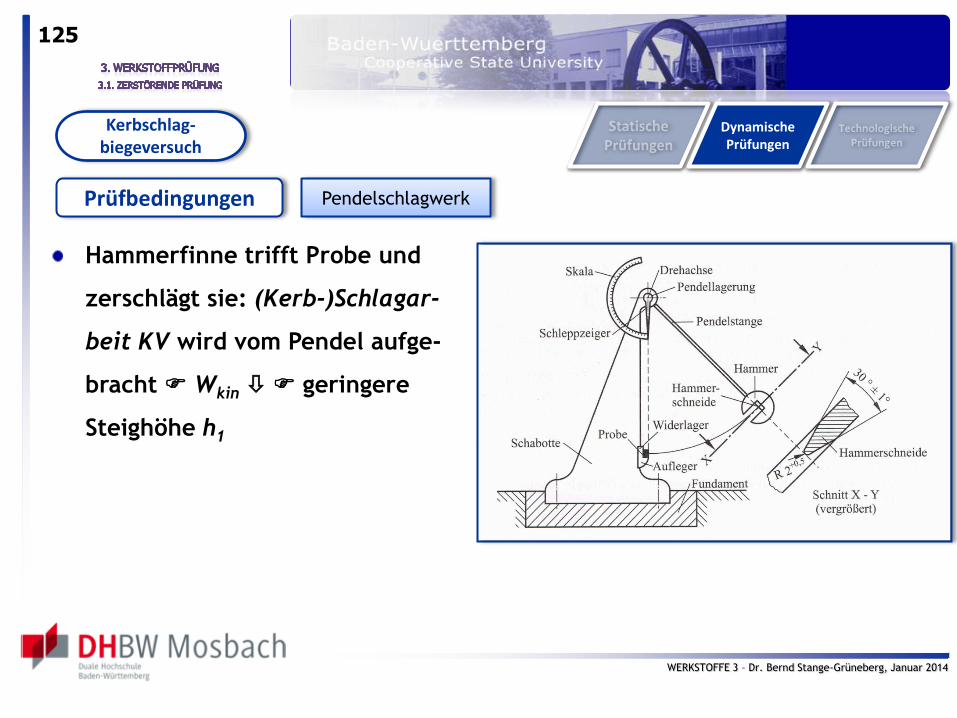
Arbeitsvermögen: 300 J
Probe wird am tiefsten Punkt in
Widerlager eingelegt und das Pen-
del in Ausgangslage angehoben
Ausklinken: Fall von h2 auf kreis-
förmiger Bahn nach unten; in der
tiefsten Position gilt: Wpot→Wkin
Kerbschlag-biegeversuch
Prüfbedingungen Pendelschlagwerk
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
125
Hammerfinne trifft Probe und
zerschlägt sie: (Kerb-)Schlagar-
beit KV wird vom Pendel aufge-
bracht Wkin geringere
Steighöhe h1
Kerbschlag-biegeversuch
Prüfbedingungen Pendelschlagwerk
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
126
Geschwindigkeit der Hammerfinne:
v = √(2g Δh) – etwa 5 m/s
(Kerb-)Schlagarbeit: KV = FG Δh = mg Δh
(Kerb-)Schlagzähigkeit: aK = KV/A0 = mg Δh/A0
m: Pendelmasse ( FG: Gewichtskraft); A0: maß-
geblicher Probenquerschnitt; Δh: Höhendifferenz
des Pendels vor (h2) und nach (h1) dem Schlag
Kerbschlag-biegeversuch
Prüfbedingungen Pendelschlagwerk
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
127
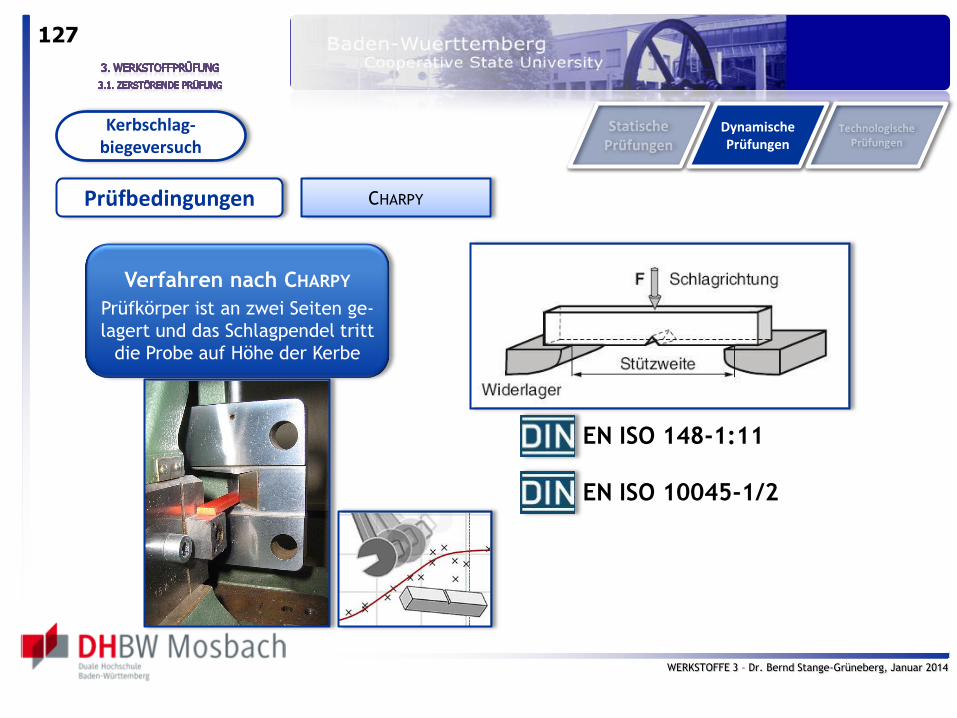
Kerbschlag-biegeversuch
Verfahren nach CHARPY
Prüfkörper ist an zwei Seiten ge-
lagert und das Schlagpendel tritt
die Probe auf Höhe der Kerbe
EN ISO 148-1:11
EN ISO 10045-1/2
Prüfbedingungen CHARPY
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
128
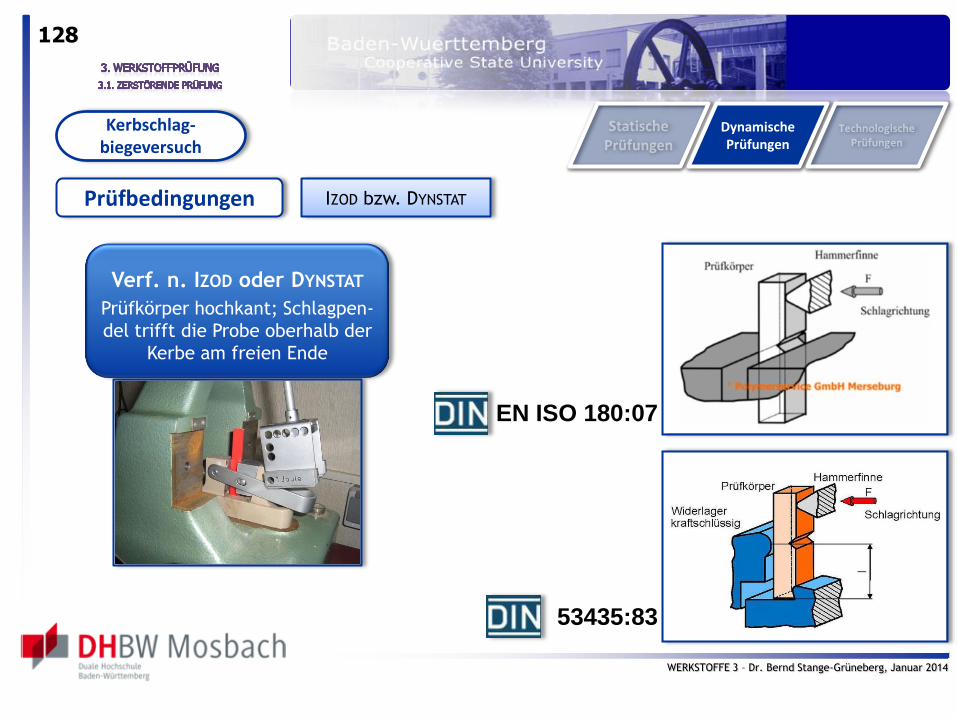
Kerbschlag-biegeversuch
Verf. n. IZOD oder DYNSTAT
Prüfkörper hochkant; Schlagpen-
del trifft die Probe oberhalb der
Kerbe am freien Ende
EN ISO 180:07
53435:83
Prüfbedingungen IZOD bzw. DYNSTAT
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
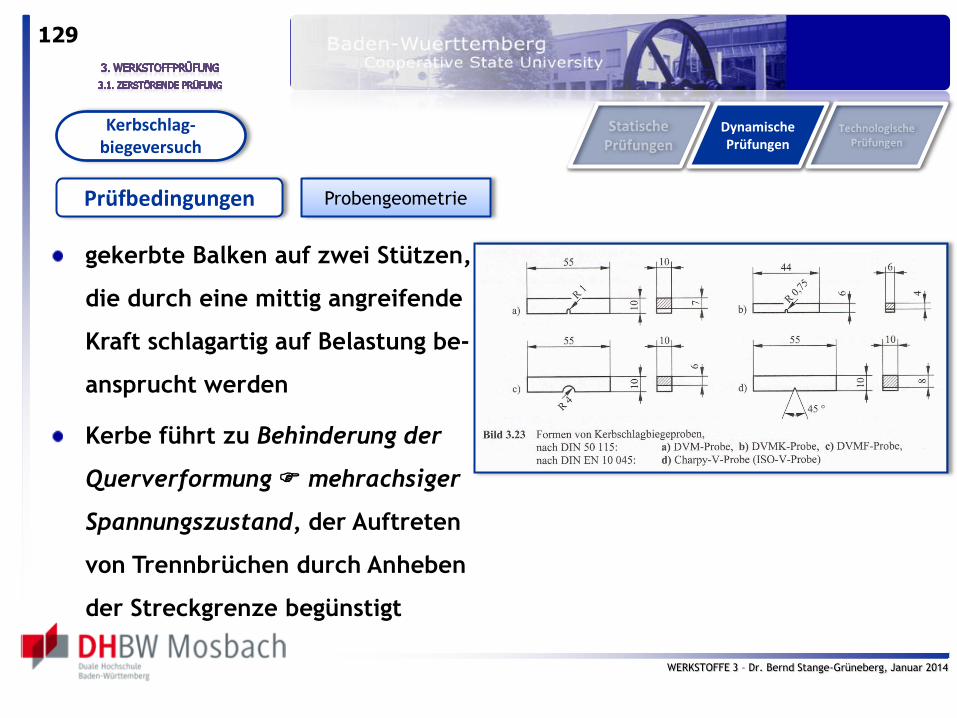
129
gekerbte Balken auf zwei Stützen,
die durch eine mittig angreifende
Kraft schlagartig auf Belastung be-
ansprucht werden
Kerbe führt zu Behinderung der
Querverformung mehrachsiger
Spannungszustand, der Auftreten
von Trennbrüchen durch Anheben
der Streckgrenze begünstigt
Kerbschlag-biegeversuch
Prüfbedingungen Probengeometrie
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
130
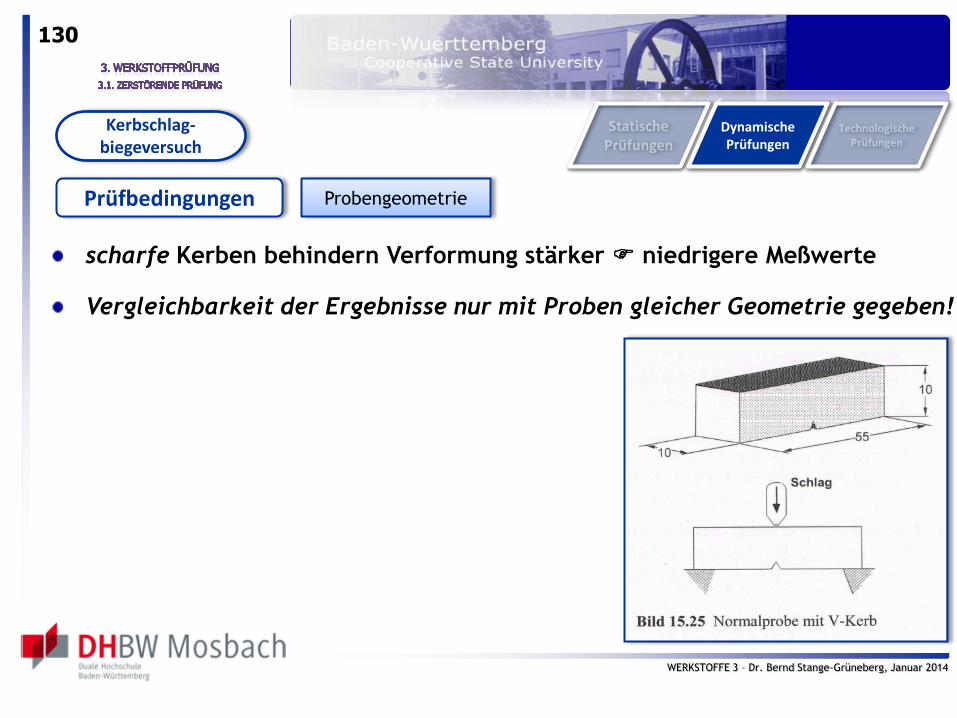
scharfe Kerben behindern Verformung stärker niedrigere Meßwerte
Vergleichbarkeit der Ergebnisse nur mit Proben gleicher Geometrie gegeben!
Kerbschlag-biegeversuch
Prüfbedingungen Probengeometrie
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
131
Kerbschlag-biegeversuch
Prüfbedingungen Temperaturabhängigkeit
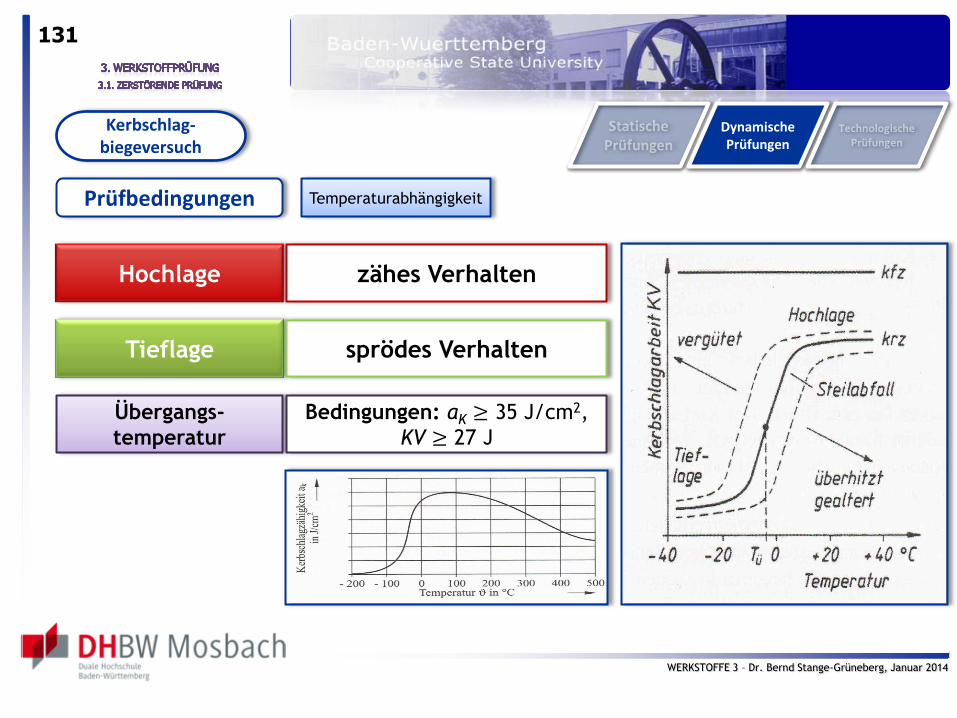
Hochlage
Tieflage
zähes Verhalten
sprödes Verhalten
Übergangs-
temperatur
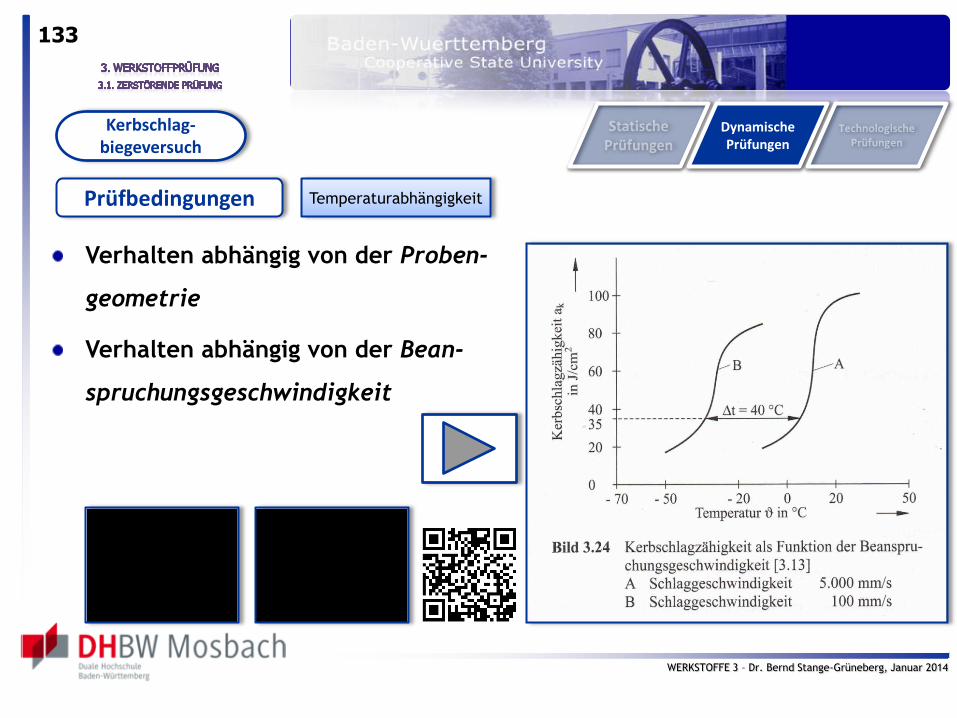
Bedingungen: aK ≥ 35 J/cm2,
KV ≥ 27 J
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
132
Verhalten abhängig von der Gitterstruktur:
kfz-Metalle sind auch bei tiefen Temperaturen zäh (z.B. Cu, Ni, austeniti-
sche Stähle)
krz-Metalle sind bei höheren Temperaturen zäh (Hochlage), bei niedrigeren
Temperaturen spröde (Tieflage)
Kerbschlag-biegeversuch
Prüfbedingungen Temperaturabhängigkeit
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
133
Verhalten abhängig von der Proben-
geometrie
Verhalten abhängig von der Bean-
spruchungsgeschwindigkeit
Kerbschlag-biegeversuch
Prüfbedingungen Temperaturabhängigkeit
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
134
Kontrolle der Wärmebehandlung der Stähle: bei Überhitzung oder Anlaß-
sprödigkeit liegt KV niedrig
Kontrolle der Gütegruppen von Stählen: Stahlsorten müssen KV bei ver-
schiedenen Temperaturen – und damit die Sicherheit gegen Sprödbruch –
nachweisen
Kontrolle der Altersneigung von Stählen: künstliche Alterung einer Probe
(Streckung um 10%, Anlassen auf 250-300 °C) Zähigkeit der Probe zeigt
Alterungsbeständigkeit
Kerbschlag-biegeversuch
Anwendungsbereich
Dynamische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
135
Dauerschwing-
versuch
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
136
Dynamische Prüfungen Einführung
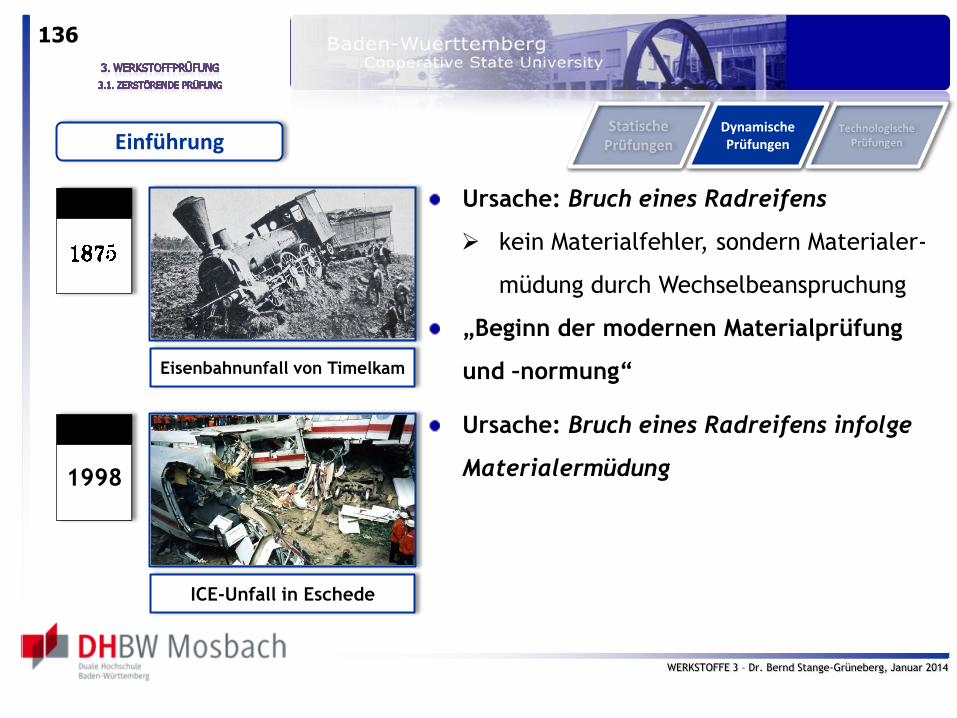
1998
Ursache: Bruch eines Radreifens
kein Materialfehler, sondern Materialer-
müdung durch Wechselbeanspruchung
„Beginn der modernen Materialprüfung
und –normung“
Ursache: Bruch eines Radreifens infolge
Materialermüdung
Eisenbahnunfall von Timelkam
ICE-Unfall in Eschede
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
137
Dynamische Prüfungen Einführung
Ermüdung ist einer Form der Werkstoffschädigung in Bauteilen, die dynami-
schen und wechselnden Belastungen ausgesetzt sind
Versagen bei deutlich geringerer Belastung möglich, als nach Zugfestigkeit
oder Streckgrenze zu erwarten und im Normalfall nach einem langen Zeit-
raum
Ermüdung ist die bei weitem häufigste Ursache bei Werkstoffver-
sagen (bis zu 90% aller Fälle)!
Ermüdung engl. fatigue
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
138
Dynamische Prüfungen Einführung
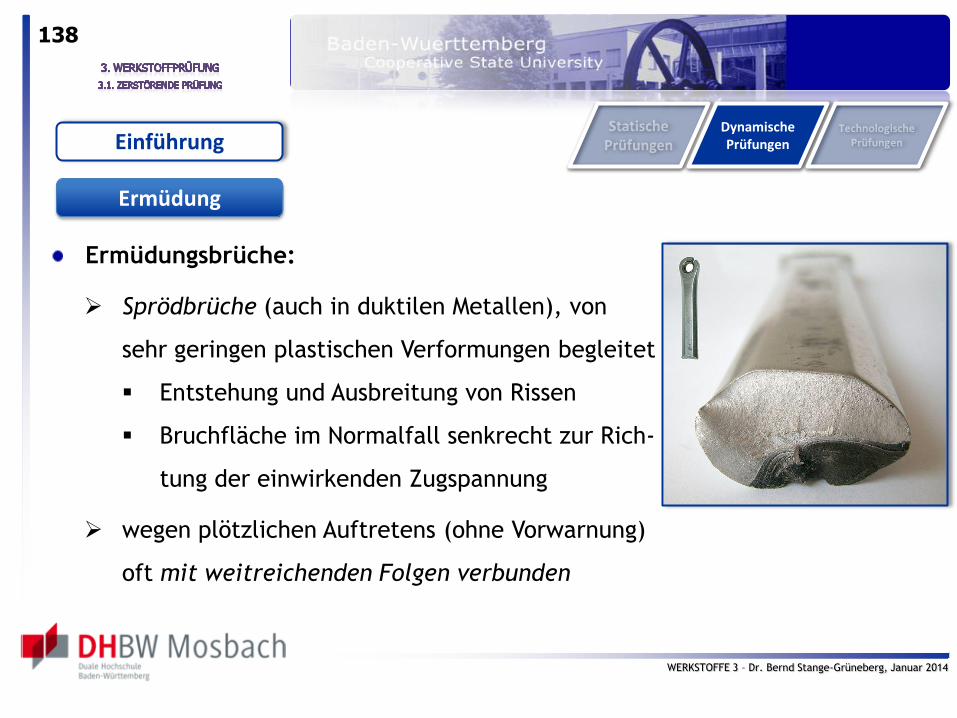
Ermüdungsbrüche:
Sprödbrüche (auch in duktilen Metallen), von
sehr geringen plastischen Verformungen begleitet
Entstehung und Ausbreitung von Rissen
Bruchfläche im Normalfall senkrecht zur Rich-
tung der einwirkenden Zugspannung
wegen plötzlichen Auftretens (ohne Vorwarnung)
oft mit weitreichenden Folgen verbunden
Ermüdung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
139
Dynamische Prüfungen Definitionen
schwingende
Beanspruchung
zeitlich veränderliche Beanspruchung mit mehr oder minder
regelmäßiger Wiederholung
absolute
Beanspruchungshöhe
zeitlicher
Ablauf
Bedeutung im
Maschinenbau Mehrheit von Bauteilen wird schwingend beansprucht!
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
140
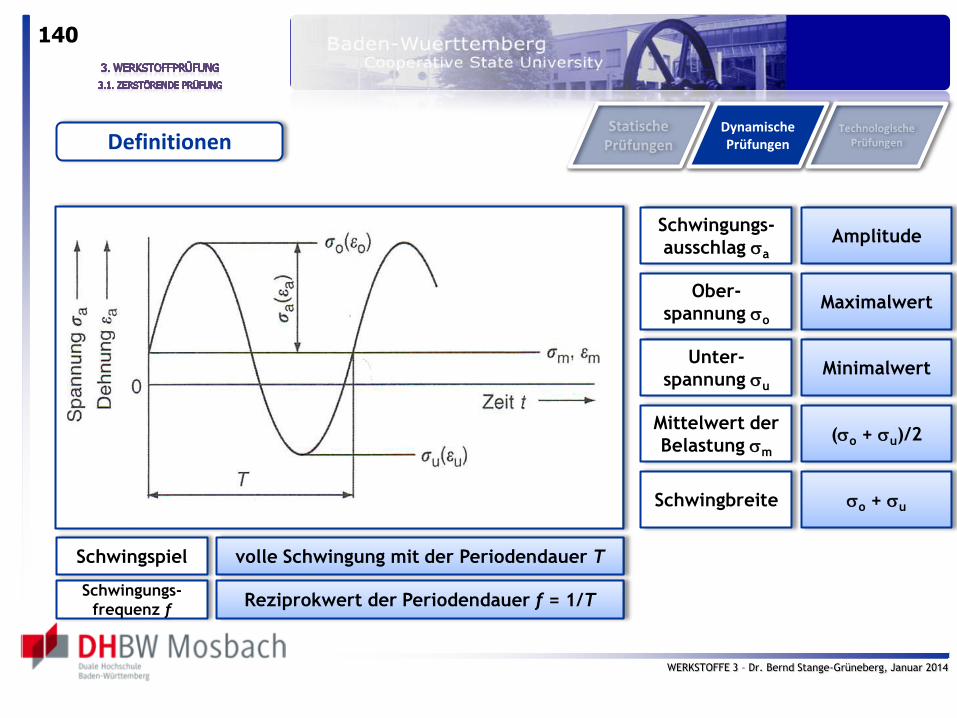
Dynamische Prüfungen Definitionen
Schwingungs-
ausschlag a
Amplitude
Ober-
spannung o
Maximalwert
Unter-
spannung u
Minimalwert
Mittelwert der
Belastung m
(o + u)/2
Schwingbreite o + u
Schwingspiel volle Schwingung mit der Periodendauer T
Schwingungs-
frequenz f Reziprokwert der Periodendauer f = 1/T

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
141
Dynamische Prüfungen Definitionen
Spannungsverhältnis
(Lastverhältnis) R
Quotient aus Unter-
und Oberspannung
R = u/o -1 ≤ R ≤ +1
R = -1
R < 0
reine Wechselbeanspruchung (m = 0)
Wechselbeanspruchung
reine Schwellbeanspruchung (u = 0)
Schwellbeanspruchung ohne Richtungswechsel
statistische Beanspruchung
R = 0
R > 0
R = +1
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
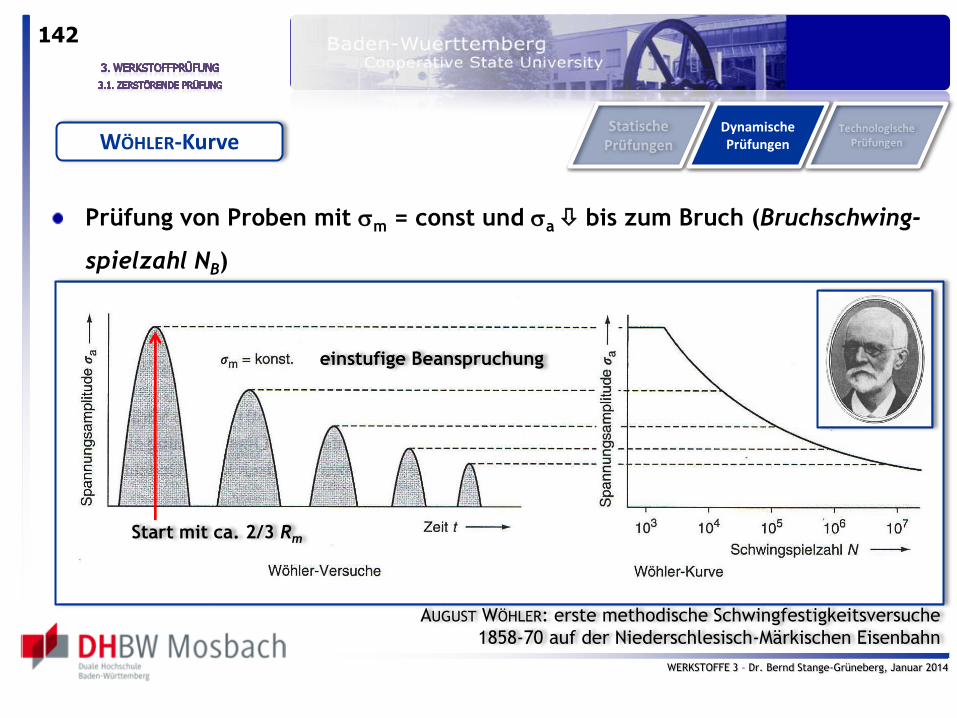
142
Dynamische Prüfungen WÖHLER-Kurve
Prüfung von Proben mit m = const und a bis zum Bruch (Bruchschwing-
spielzahl NB)
einstufige Beanspruchung
Start mit ca. 2/3 Rm
AUGUST WÖHLER: erste methodische Schwingfestigkeitsversuche
1858-70 auf der Niederschlesisch-Märkischen Eisenbahn
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
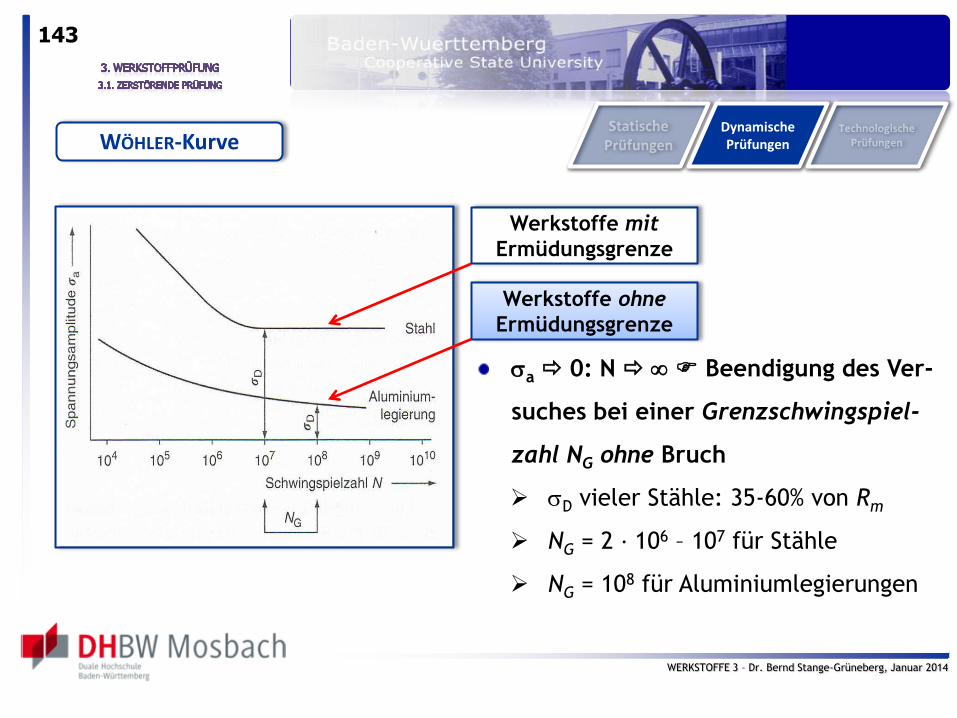
143
Dynamische Prüfungen
Werkstoffe mit
Ermüdungsgrenze
Werkstoffe ohne
Ermüdungsgrenze
a 0: N Beendigung des Ver-
suches bei einer Grenzschwingspiel-
zahl NG ohne Bruch
D vieler Stähle: 35-60% von Rm
NG = 2 · 106 – 107 für Stähle
NG = 108 für Aluminiumlegierungen
WÖHLER-Kurve
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
144
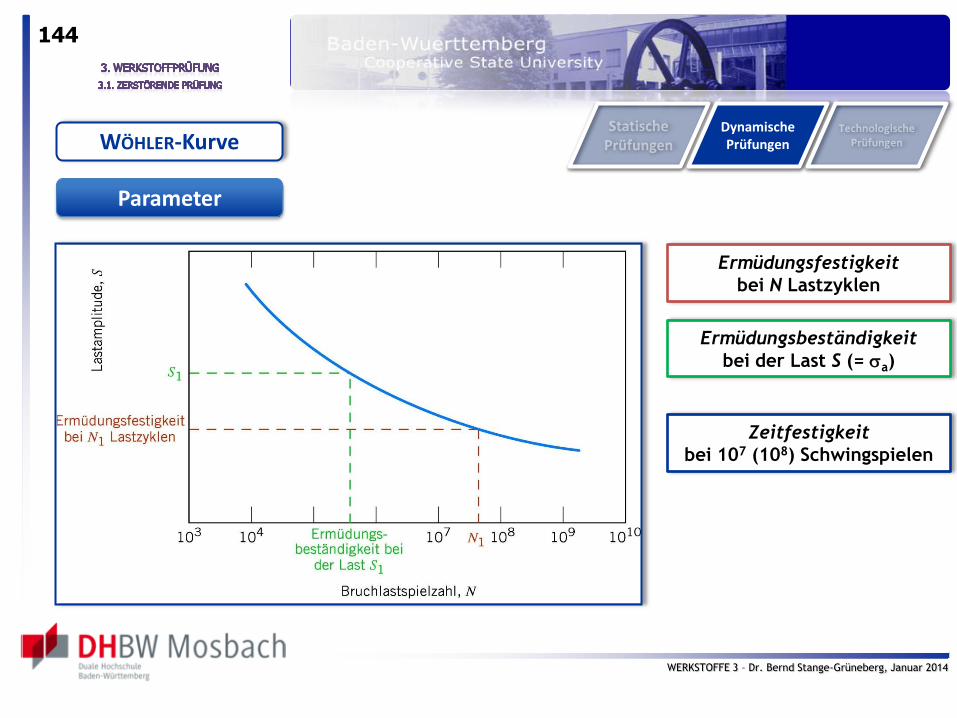
Dynamische Prüfungen WÖHLER-Kurve
Ermüdungsfestigkeit
bei N Lastzyklen
Ermüdungsbeständigkeit
bei der Last S (= a)
Parameter
Zeitfestigkeit
bei 107 (108) Schwingspielen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
145
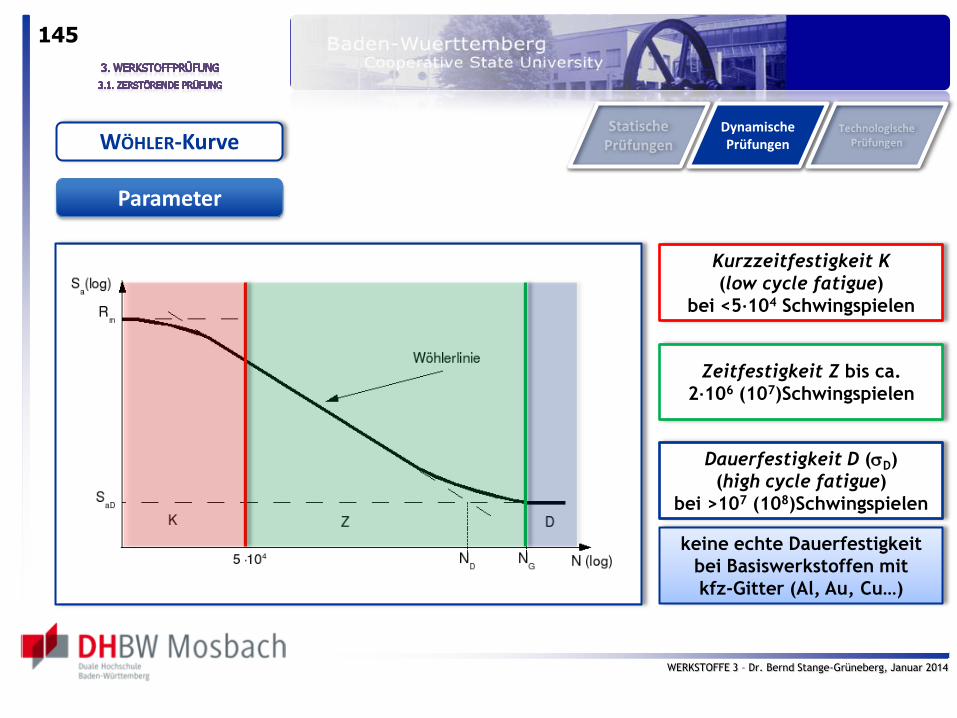
Dynamische Prüfungen
Parameter
WÖHLER-Kurve
Kurzzeitfestigkeit K
(low cycle fatigue)
bei <5·104 Schwingspielen
Zeitfestigkeit Z bis ca.
2·106 (107)Schwingspielen
keine echte Dauerfestigkeit
bei Basiswerkstoffen mit
kfz-Gitter (Al, Au, Cu…)
Dauerfestigkeit D (D)
(high cycle fatigue)
bei >107 (108)Schwingspielen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
146
Dynamische Prüfungen
Parameter
WÖHLER-Kurve
Dauerfestigkeit D
D = m a
Wechselfestigkeit W
D bei m = 0
Schwellfestigkeit S
D bei R = 0
mehrstufige Belastungen: Beanspruchungen mit verschiedenen Amplituden
und gegebenenfalls verschiedenen Mittelwerten
Mehrstufige Belastungen entsprechen den betrieblichen
Bedingungen von Bauteilen und haben deshalb bei Bauteilprüfungen
mehr Bedeutung als bei der reinen Werkstoffprüfung!
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
147
Dynamische Prüfungen WÖHLER-Kurve
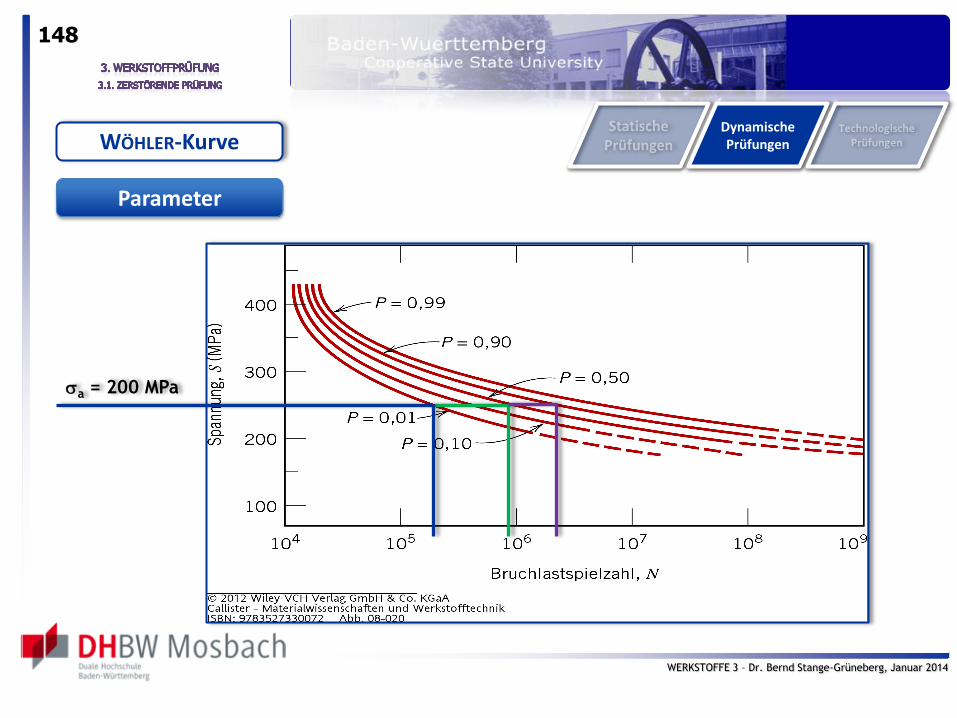
Streuung der Ermüdungsdaten: Schwankungen bzgl. Ermüdungsbeständig-
keit und/oder Ermüdungsgrenze/-festigkeit
Folge: beträchtliche Unsicherheiten bei der Konstruktion
WÖHLER-Diagramme zeigen nur gemittelten Datenverlauf
Versagen von 50% der geprüften Probenkörper bei Belastungen bis zu 25%
unterhalb des Kurvenverlaufs!
statistische Verfahren: Beschreibung von Ermüdungsbeständigkeit/-grenze
durch Versagenswahrscheinlichkeiten
Parameter
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
148
Dynamische Prüfungen WÖHLER-Kurve
Parameter
a = 200 MPa
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
149
Dynamische Prüfungen WÖHLER-Kurve
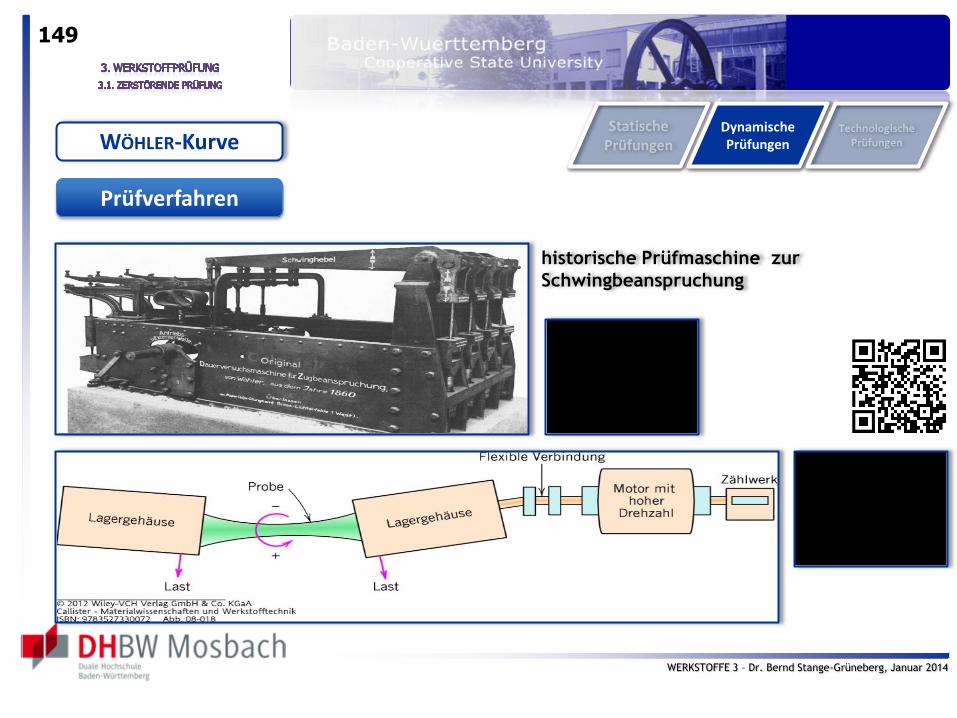
Prüfverfahren
historische Prüfmaschine zur
Schwingbeanspruchung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
150
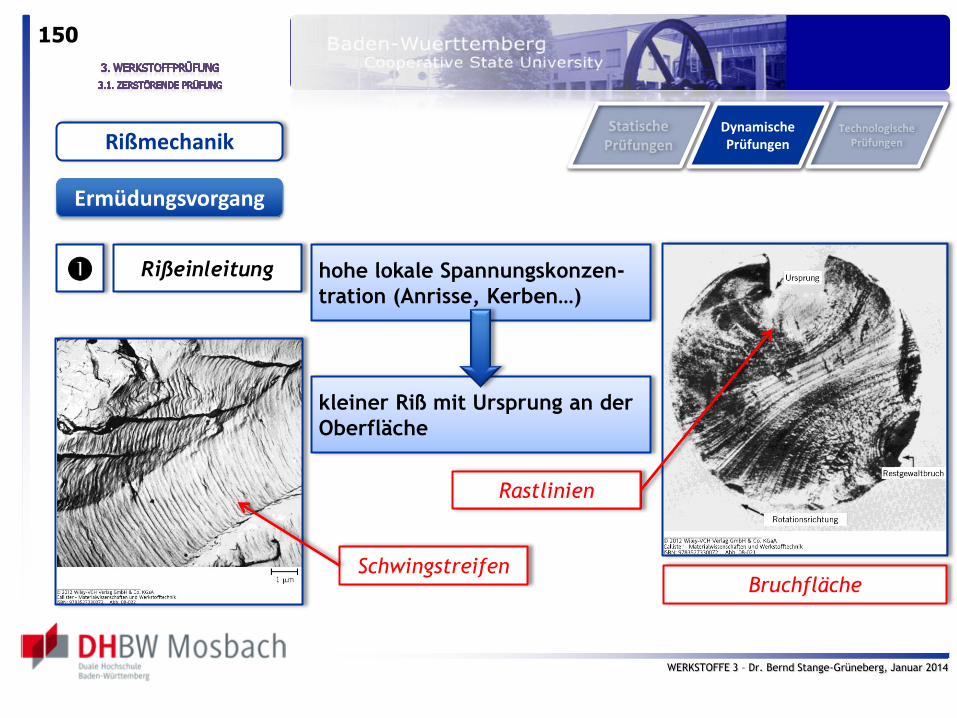
Dynamische Prüfungen Rißmechanik
Rißeinleitung hohe lokale Spannungskonzen-
tration (Anrisse, Kerben…)
Ermüdungsvorgang
kleiner Riß mit Ursprung an der
Oberfläche
Rastlinien
Bruchfläche Schwingstreifen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
151
Dynamische Prüfungen Rißmechanik
Ermüdungsvorgang
Rißausbreitung Ausdehnung des Rißes mit jedem Lastzyklus
Bruch Bedingung: Riß überschreitet kritische Größe
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
152
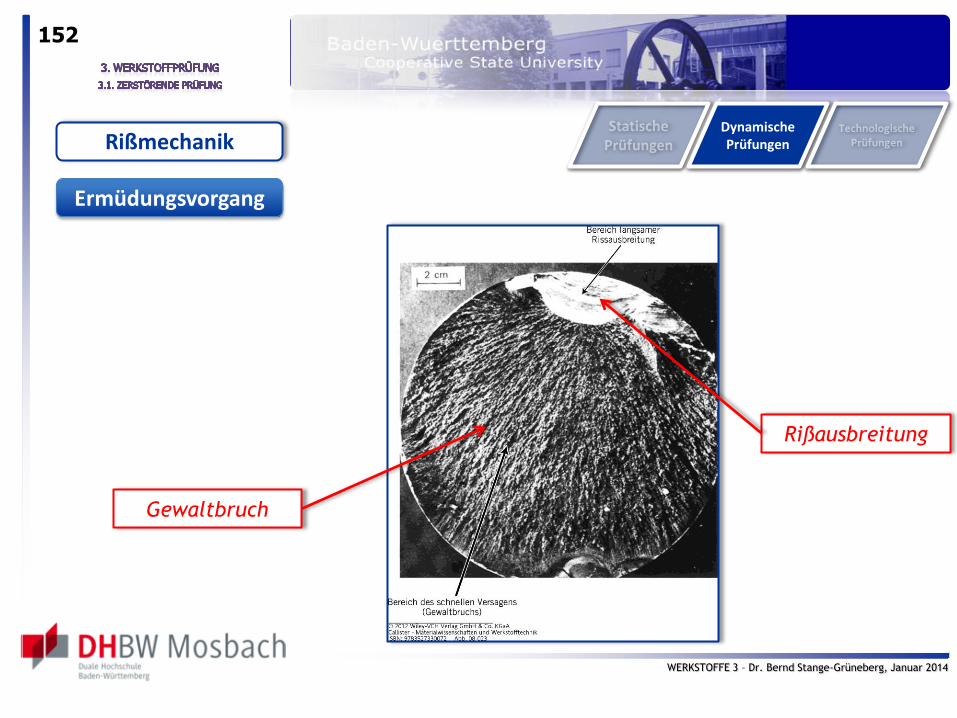
Dynamische Prüfungen Rißmechanik
Ermüdungsvorgang
Rißausbreitung
Gewaltbruch
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
153
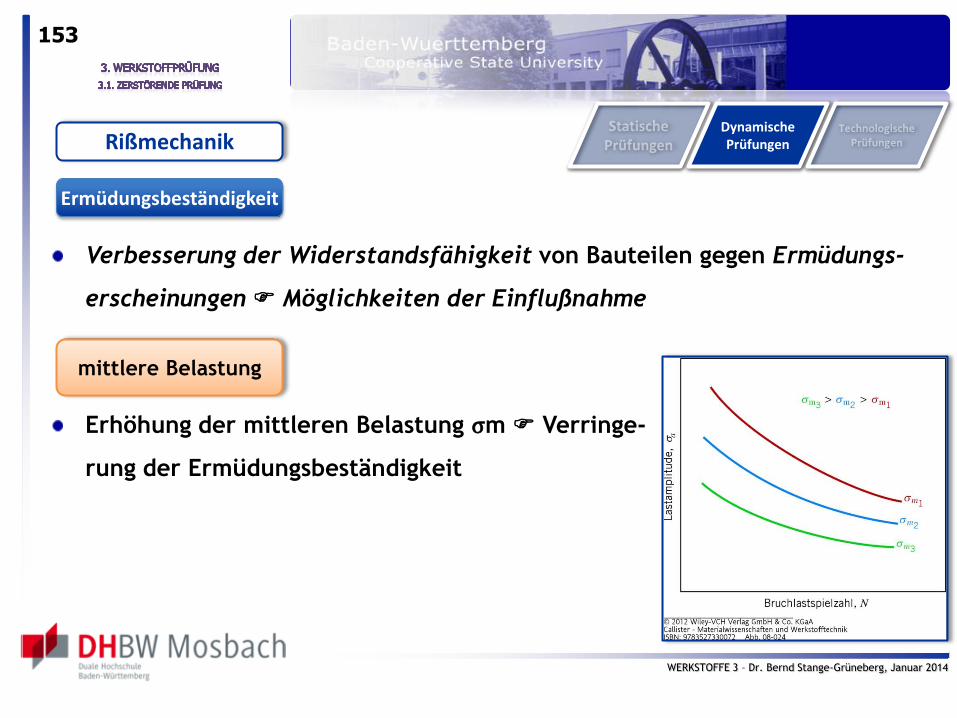
Dynamische Prüfungen Rißmechanik
Ermüdungsbeständigkeit
Verbesserung der Widerstandsfähigkeit von Bauteilen gegen Ermüdungs-
erscheinungen Möglichkeiten der Einflußnahme
mittlere Belastung
Erhöhung der mittleren Belastung σm Verringe-
rung der Ermüdungsbeständigkeit
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
154
Dynamische Prüfungen Rißmechanik
Ermüdungsbeständigkeit
Oberflächeneffekte
Punkte mit Spannungsverstärkung bzw. –überhohung als Ursprung für Risse
Ermüdungsbeständigkeit ist vom Zustand und der Ausführung der Bauteil-
oberfläche abhängig Auslegung/Oberflächenbehandlungen
Auslegungsfaktoren:
Kerben/geometrische Diskontinuitäten mit span-
nungserhöhender Wirkung
Reduzierung z.B. durch abgerundete Übergänge
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
155
Dynamische Prüfungen Rißmechanik
Ermüdungsbeständigkeit
Oberflächen-
behandlungen
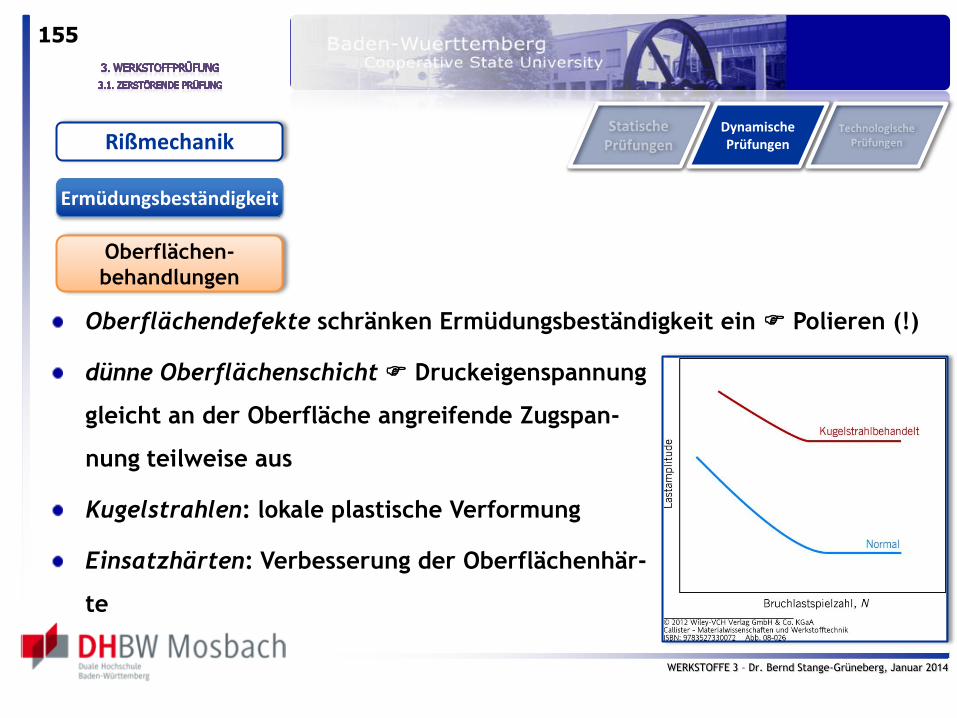
Oberflächendefekte schränken Ermüdungsbeständigkeit ein Polieren (!)
dünne Oberflächenschicht Druckeigenspannung
gleicht an der Oberfläche angreifende Zugspan-
nung teilweise aus
Kugelstrahlen: lokale plastische Verformung
Einsatzhärten: Verbesserung der Oberflächenhär-
te
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
156
Technologische Prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
157
Technologische Prüfungen
Bestimmung von Kennwerten, die abhängig von der Probenform sind
Aufgaben:
Feststellung der Eignung von Vorprodukten (Halbzeuge) für die Weiterverar-
beitung
Anwendbarkeit von Fertigungsverfahren
Unterteilung:
Einführung
Prüfung der
Umformeigenschaften
Prüfung der
Gießeigenschaften
Eignung für eine
Wärmebehandlung
Eignung zum
Schweißen/Löten
Kaltumformbarkeit von Halbzeugen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
158
Technologische Prüfungen
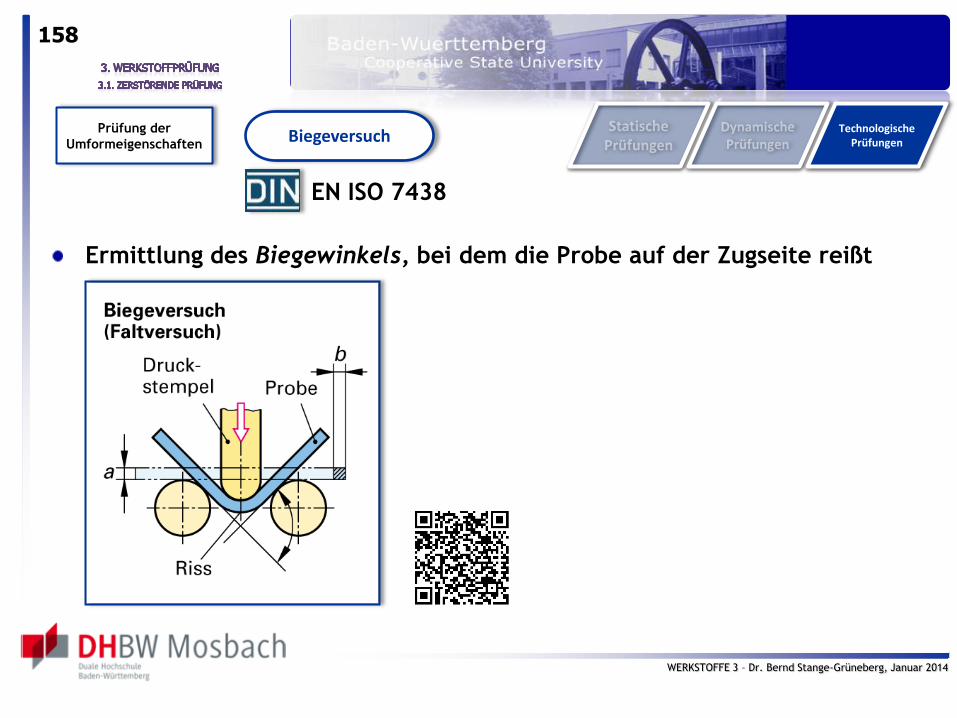
Ermittlung des Biegewinkels, bei dem die Probe auf der Zugseite reißt
Prüfung der
Umformeigenschaften Biegeversuch
EN ISO 7438
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
159
Technologische Prüfungen
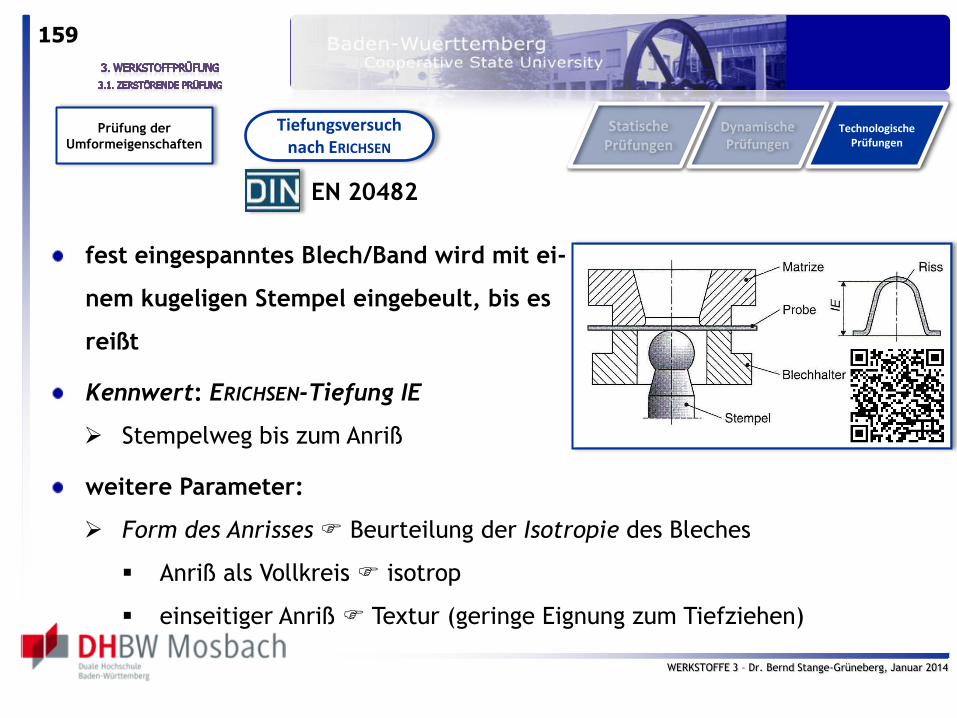
fest eingespanntes Blech/Band wird mit ei-
nem kugeligen Stempel eingebeult, bis es
reißt
Kennwert: ERICHSEN-Tiefung IE
Stempelweg bis zum Anriß
weitere Parameter:
Form des Anrisses Beurteilung der Isotropie des Bleches
Anriß als Vollkreis isotrop
einseitiger Anriß Textur (geringe Eignung zum Tiefziehen)
Prüfung der
Umformeigenschaften
Tiefungsversuch nach ERICHSEN
EN 20482
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
160
Technologische Prüfungen
Narbigkeit der Oberfläche
Korngröße grobkörnige Werkstoffe ungeeignet zum Tief-
ziehen
Prüfung der
Umformeigenschaften
Tiefungsversuch nach ERICHSEN
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
161
Technologische Prüfungen
Prüfung der
Umformeigenschaften
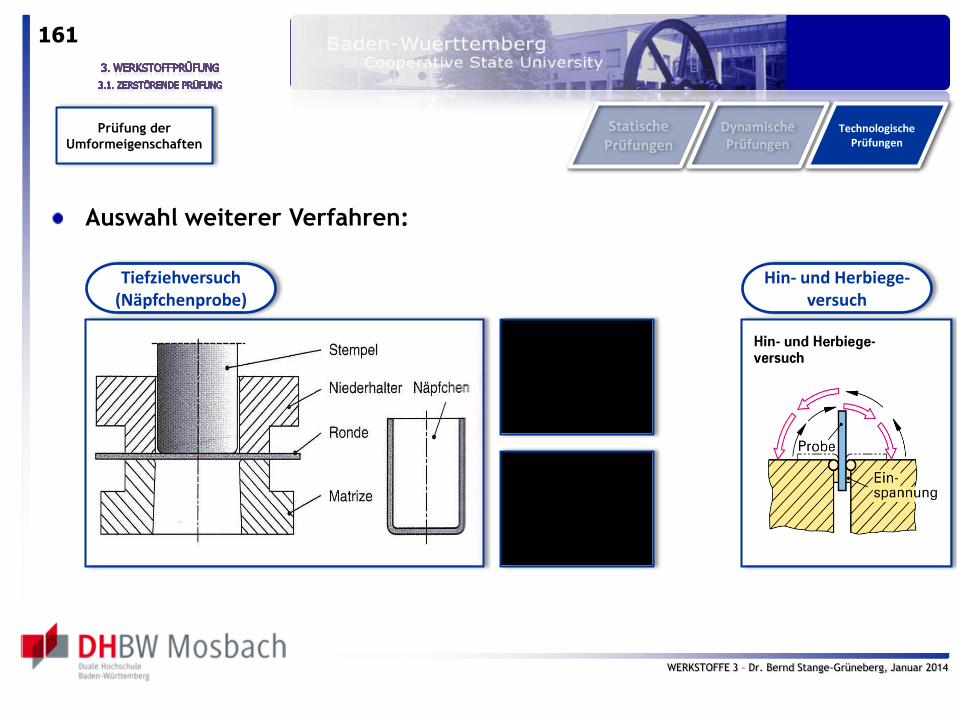
Auswahl weiterer Verfahren:
Tiefziehversuch (Näpfchenprobe)
Hin- und Herbiege-versuch
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
162
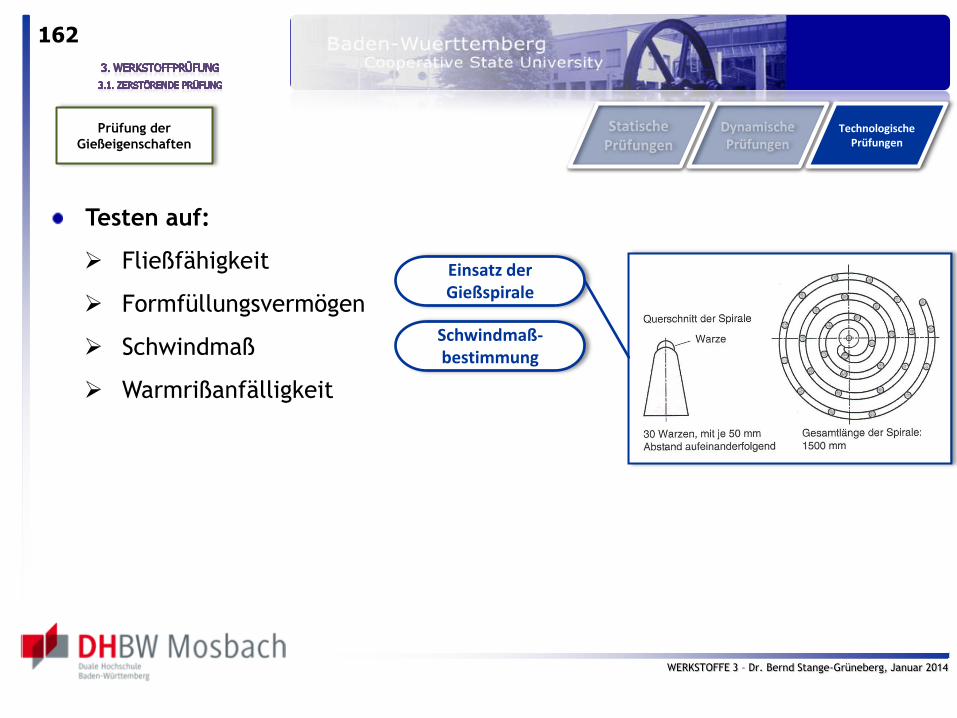
Technologische Prüfungen
Prüfung der
Gießeigenschaften
Testen auf:
Fließfähigkeit
Formfüllungsvermögen
Schwindmaß
Warmrißanfälligkeit
Schwindmaß-bestimmung
Einsatz der Gießspirale

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
163
Technologische Prüfungen
Eignung für
Wärmebehandlung
Stirnabschreckhärteprüfung ( WS 6 – Wärmebehandlung der Stähle)
Eignung zum
Schweißen/Löten
Festigkeits- und Zähigkeitsprüfungen des Schweißguts und der Wärmeein-
flußzone
Prüfung von u.a.
Schweißverbindungen aus Stahl/aus Nichteisenmetallen
Weich- und Hartlötverbindungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
164
Zerstörungsfreie Prüfung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
165
Einführung
zerstörungsfreie Werkstoffprüfung (ZfP) ist „Werkstückprüfung“:
keine Beeinträchtigung der Funktion des Werkstücks durch ZfWP
Ermittlung von Werkstoffeigenschaften nur in Ausnahmefällen
EN 1330
Erkennen & Erfassen von Fehlern eines Bauteils (Risse, Po-
ren, Lunker, …) vor Inbetriebnahme/während des Betriebs
Prüfung der Zusammensetzung und der Struktur (chem.
Zusammensetzung, Homogenität, Gefüge & Struktur, …)
Ermittlung des Werkstoffzustandes über physikalische Größen
(indirekte Härtemessung, …)
Ermittlung von Geometriekenngrößen (Randschichtdickenmes-
sung, Wand-/Blechdickenmessung, …)
Qualitätskontrolle:
Prozeß- & Produkt-
überwachung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
166
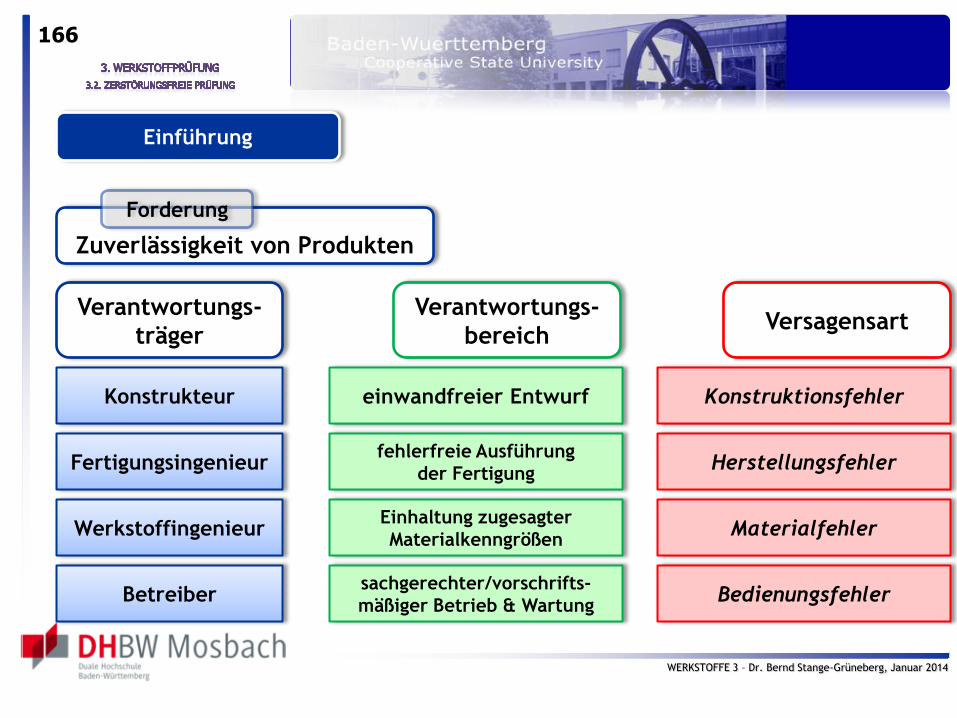
Einführung
Zuverlässigkeit von Produkten
Forderung
Verantwortungs-
träger Versagensart
Verantwortungs-
bereich
Konstrukteur einwandfreier Entwurf Konstruktionsfehler
Fertigungsingenieur fehlerfreie Ausführung
der Fertigung Herstellungsfehler
Werkstoffingenieur Einhaltung zugesagter
Materialkenngrößen Materialfehler
Betreiber sachgerechter/vorschrifts-
mäßiger Betrieb & Wartung Bedienungsfehler
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
167
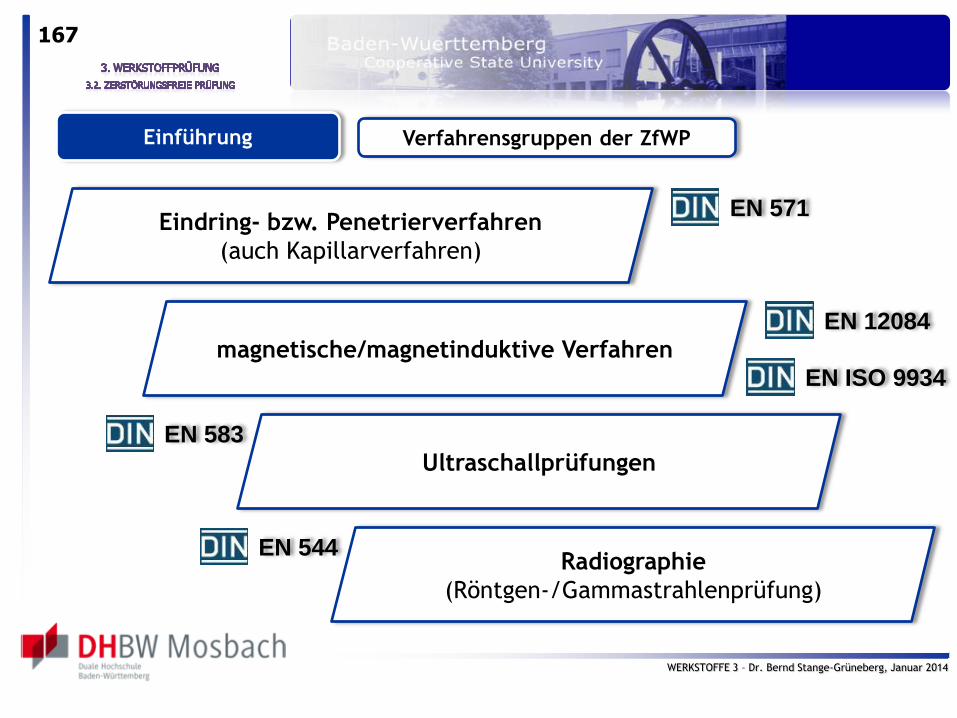
Einführung Verfahrensgruppen der ZfWP
Eindring- bzw. Penetrierverfahren
(auch Kapillarverfahren)
magnetische/magnetinduktive Verfahren
Ultraschallprüfungen
Radiographie
(Röntgen-/Gammastrahlenprüfung)
EN 571
EN ISO 9934
EN 12084
EN 583
EN 544
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
168
Eindring-verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
169
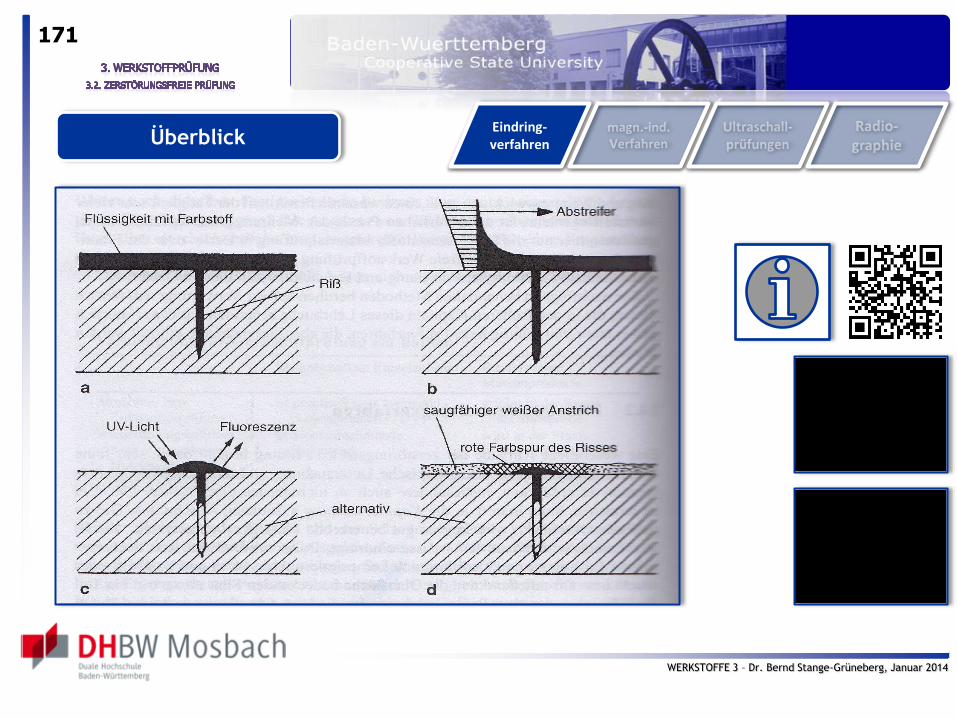
Eindringverfahren
Erkennen sehr feiner Oberflächenrisse ohne mikroskopische Untersuchung
Kapillarität saugt Detektorflüssigkeit in Oberflächenrisse
Eigenschaften der Detektorflüssigkeit: benetzend, geringe Viskosität/Ober-
flächenspannung
Abstreifen Spur durch austretende Flüssigkeit
Fehleranzeige:
Variante a: Zugabe eines Fluoreszenzfarbstoffs in die Detektorflüssigkeit
helles Aufleuchten in UV-Licht
Variante b: Anfärben der Eindringflüssigkeit und Bestreuen der Oberfläche
mit einem saugfähigen weißen Pulver gut sichtbare Spur
Eindring-verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
170
geringer apparativer Aufwand
für große Stückzahlen geeignet
Ortung von Oberflächenrissen bei allen Arten von Werkstoffen
Eindringverfahren
ausschließlich Detektion von Oberflächenrissen möglich
Variante: Beizprobe
Verstärkung der Rißränder durch Verwendung von Säuren
Eindring-verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
171
Überblick Eindring-verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
172
magn.-ind. Verfahren

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
173
Unterteilung
Magnetpulververfahren (magnetisches
Streuflußverfahren)
Wirbelstromverfahren (induktives Verfahren)
EN ISO 9934 EN 12084
magn.-ind. Verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
174
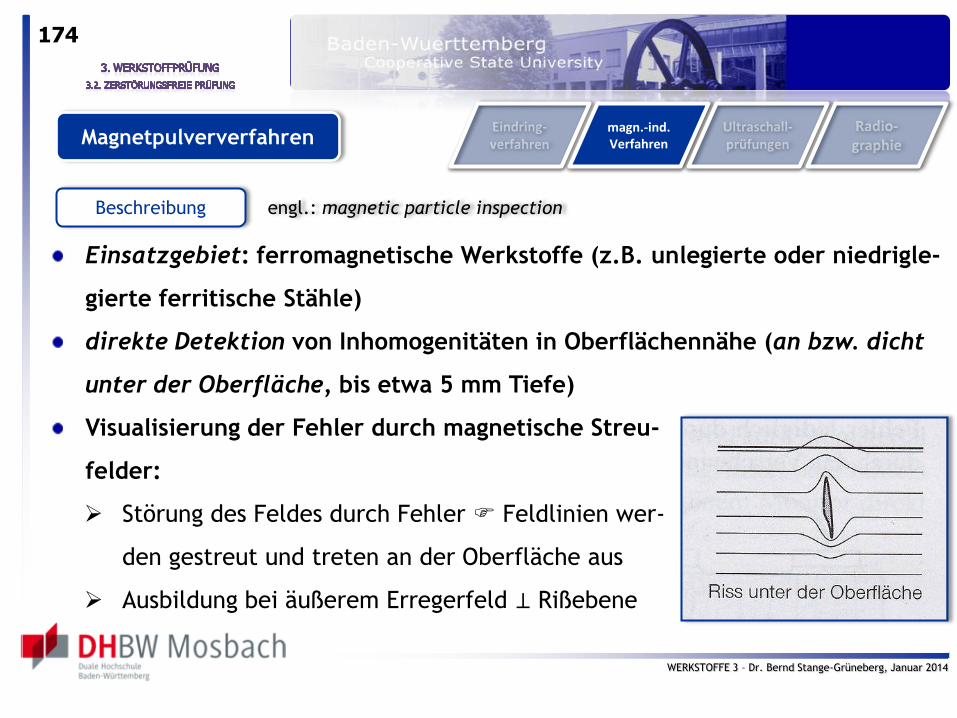
Einsatzgebiet: ferromagnetische Werkstoffe (z.B. unlegierte oder niedrigle-
gierte ferritische Stähle)
direkte Detektion von Inhomogenitäten in Oberflächennähe (an bzw. dicht
unter der Oberfläche, bis etwa 5 mm Tiefe)
Visualisierung der Fehler durch magnetische Streu-
felder:
Störung des Feldes durch Fehler Feldlinien wer-
den gestreut und treten an der Oberfläche aus
Ausbildung bei äußerem Erregerfeld ⊥ Rißebene
Magnetpulververfahren
Beschreibung engl.: magnetic particle inspection
magn.-ind. Verfahren

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
175
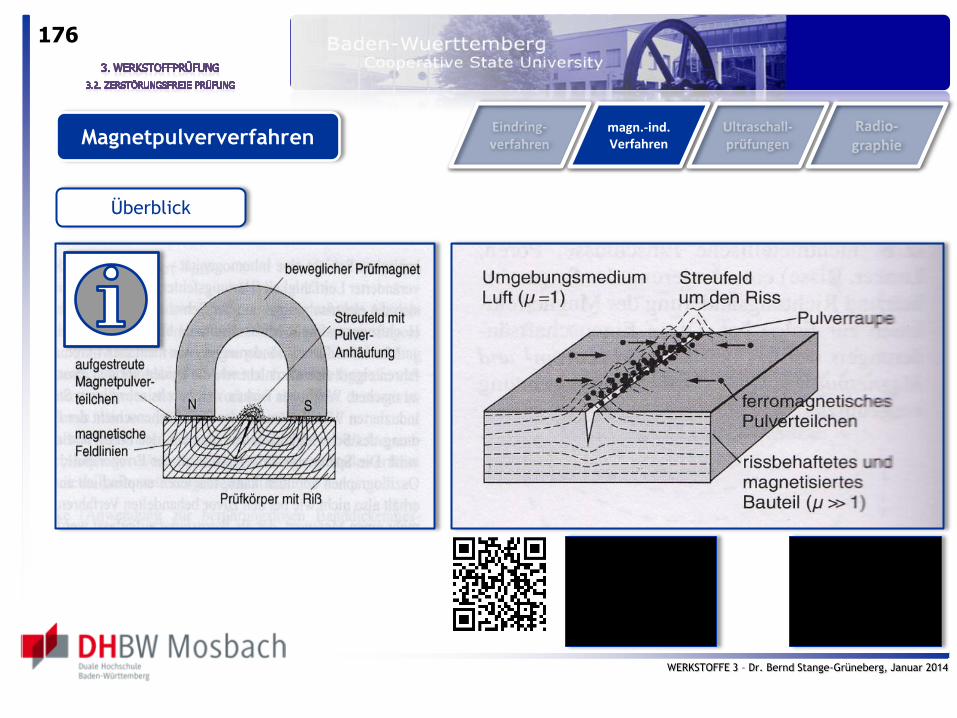
Vorgehensweise:
Aufbringen von magnetischen Teilchen
(Fe2O3 oder Fe3O4) als feines Pulver oder
als Suspension auf die Oberfläche
Orientierung entlang der Feldlinien bzw.
Aggregation („Magnetpulverraupen“) an
den Fehlerstellen Fehlerbild
Verstärkung durch Zugabe von Fluores-
zenzfarbstoffen
Magnetpulververfahren
Beschreibung
magn.-ind. Verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
176
Überblick
Magnetpulververfahren magn.-ind. Verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
177
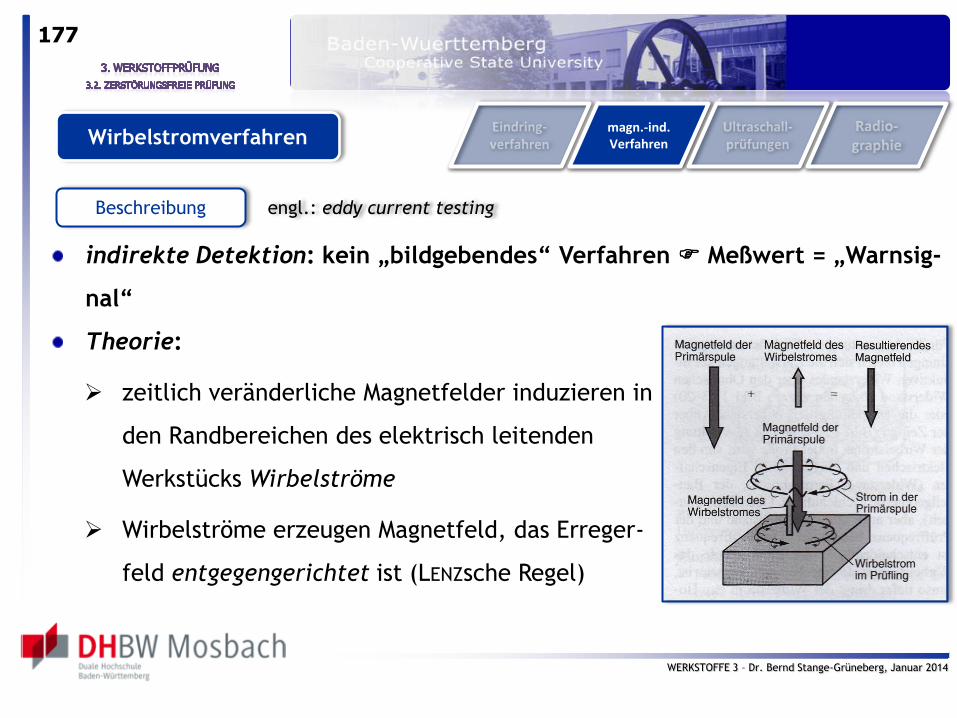
indirekte Detektion: kein „bildgebendes“ Verfahren Meßwert = „Warnsig-
nal“
Theorie:
zeitlich veränderliche Magnetfelder induzieren in
den Randbereichen des elektrisch leitenden
Werkstücks Wirbelströme
Wirbelströme erzeugen Magnetfeld, das Erreger-
feld entgegengerichtet ist (LENZsche Regel)
Wirbelstromverfahren
Beschreibung engl.: eddy current testing
magn.-ind. Verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
178
Risse, Poren & nichtmetallische Einschlüsse beeinflußen Stromfluß gerin-
gere Leitfähigkeit geringere Wirbelströme schwächeres Magnetfeld
Aussage über Größe des Fehlers, keine Aussage über Art des Fehlers
Nachweis von Fehlern in Tiefen um 5 mm
Beschreibung
Wirbelstromverfahren magn.-ind. Verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
179
Anwendungen:
Fehlerprüfung im oberflächennahen Bereich (auch Anrisse & Härtungsfehler)
Zusammensetzungsunterschiede (Diffusionszonen)
indirekte Bestimmung von Werkstoffeigenschaften bzw. der Gefügezusam-
mensetzung
Messung von Schichtdicken
Eignung zur vollautomatischen Ausschußermittlung bei Massenprodukten
(Werkstoffsortierung)
Beschreibung
Wirbelstromverfahren magn.-ind. Verfahren
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
180
Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
181
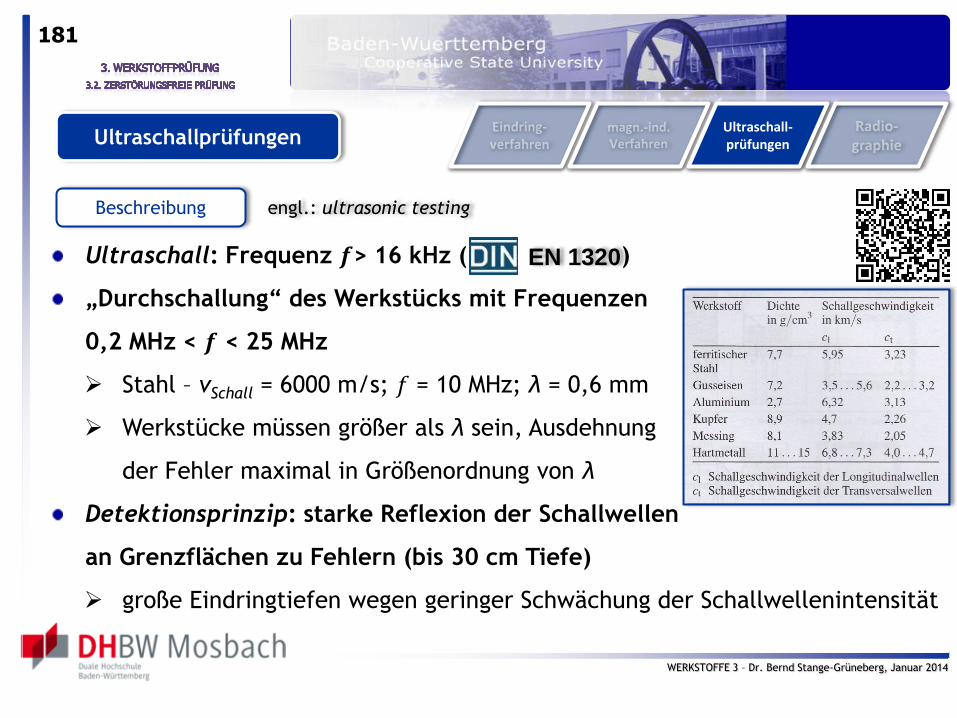
Ultraschallprüfungen
Beschreibung
Ultraschall: Frequenz 𝒇> 16 kHz ( )
„Durchschallung“ des Werkstücks mit Frequenzen
0,2 MHz < 𝒇 < 25 MHz
Stahl – vSchall = 6000 m/s; 𝑓 = 10 MHz; λ = 0,6 mm
Werkstücke müssen größer als λ sein, Ausdehnung
der Fehler maximal in Größenordnung von λ
Detektionsprinzip: starke Reflexion der Schallwellen
an Grenzflächen zu Fehlern (bis 30 cm Tiefe)
große Eindringtiefen wegen geringer Schwächung der Schallwellenintensität
engl.: ultrasonic testing
EN 1320
Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
182
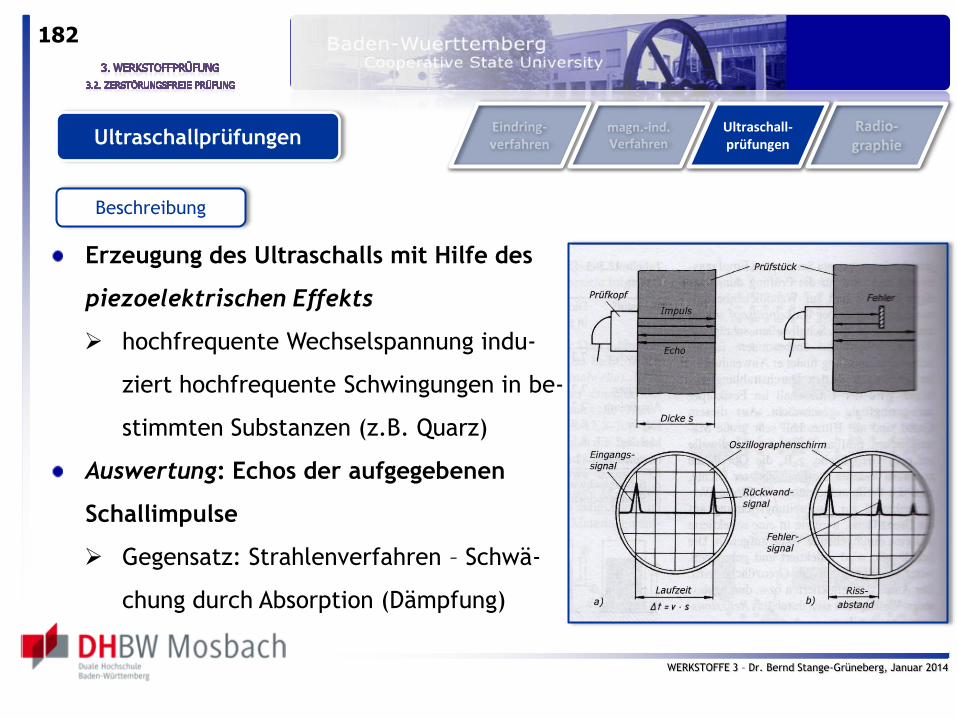
Ultraschallprüfungen
Beschreibung
Erzeugung des Ultraschalls mit Hilfe des
piezoelektrischen Effekts
hochfrequente Wechselspannung indu-
ziert hochfrequente Schwingungen in be-
stimmten Substanzen (z.B. Quarz)
Auswertung: Echos der aufgegebenen
Schallimpulse
Gegensatz: Strahlenverfahren – Schwä-
chung durch Absorption (Dämpfung)
Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
183
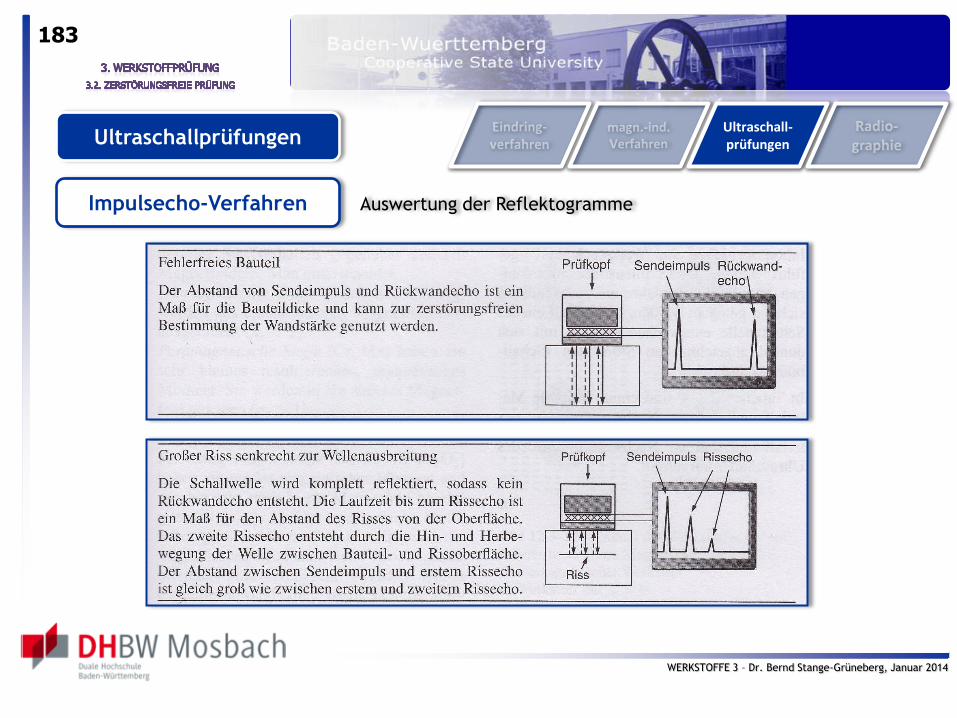
Impulsecho-Verfahren Auswertung der Reflektogramme
Ultraschallprüfungen Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
184
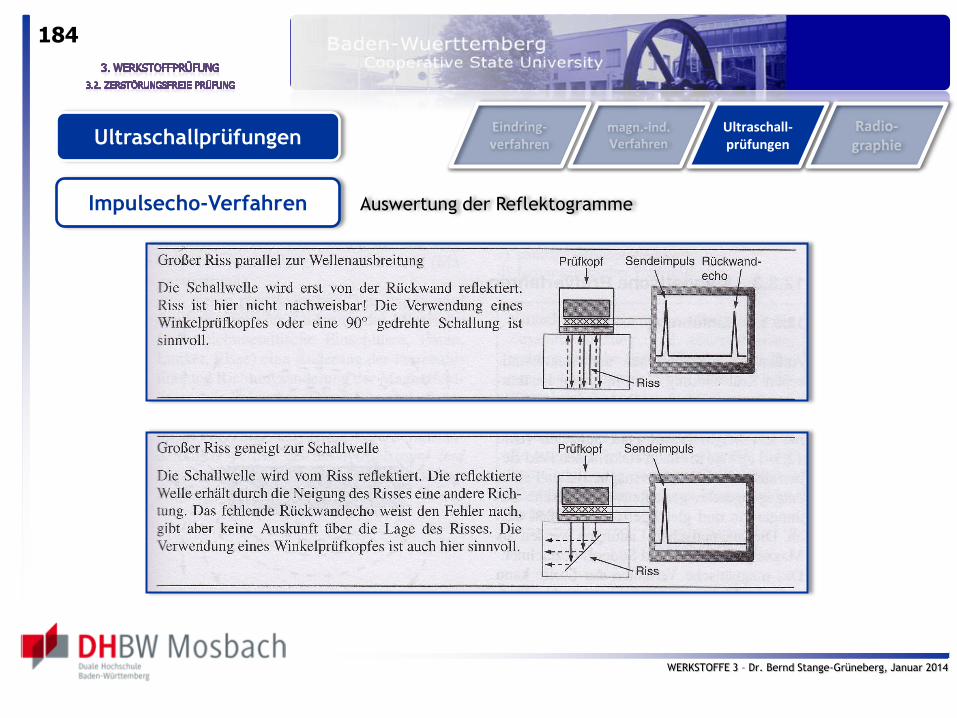
Impulsecho-Verfahren Auswertung der Reflektogramme
Ultraschallprüfungen Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
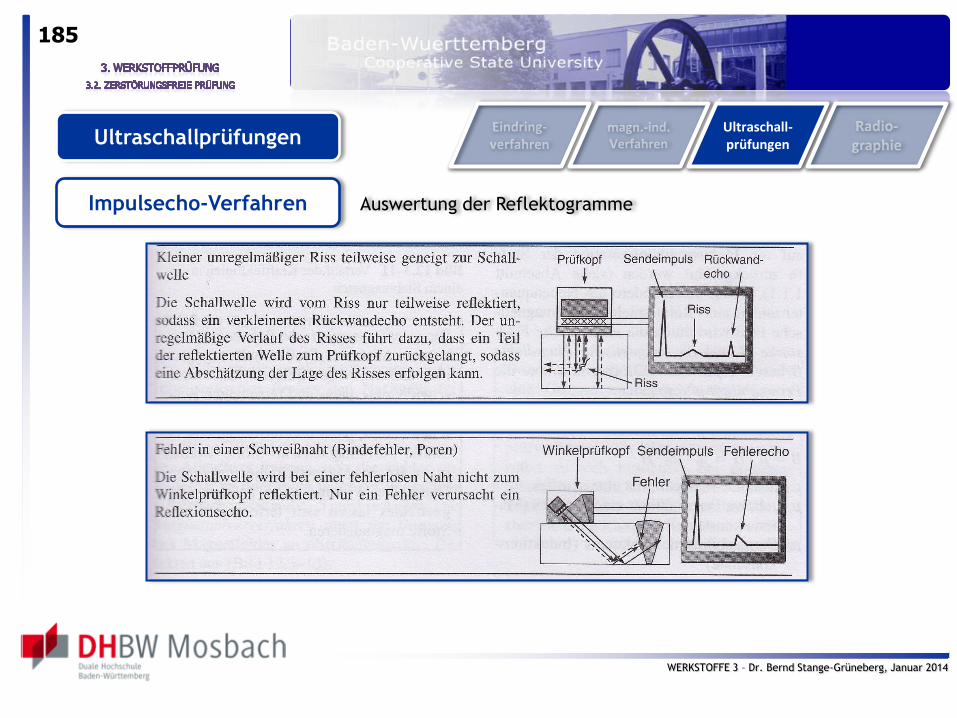
185
Impulsecho-Verfahren Auswertung der Reflektogramme
Ultraschallprüfungen Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
186
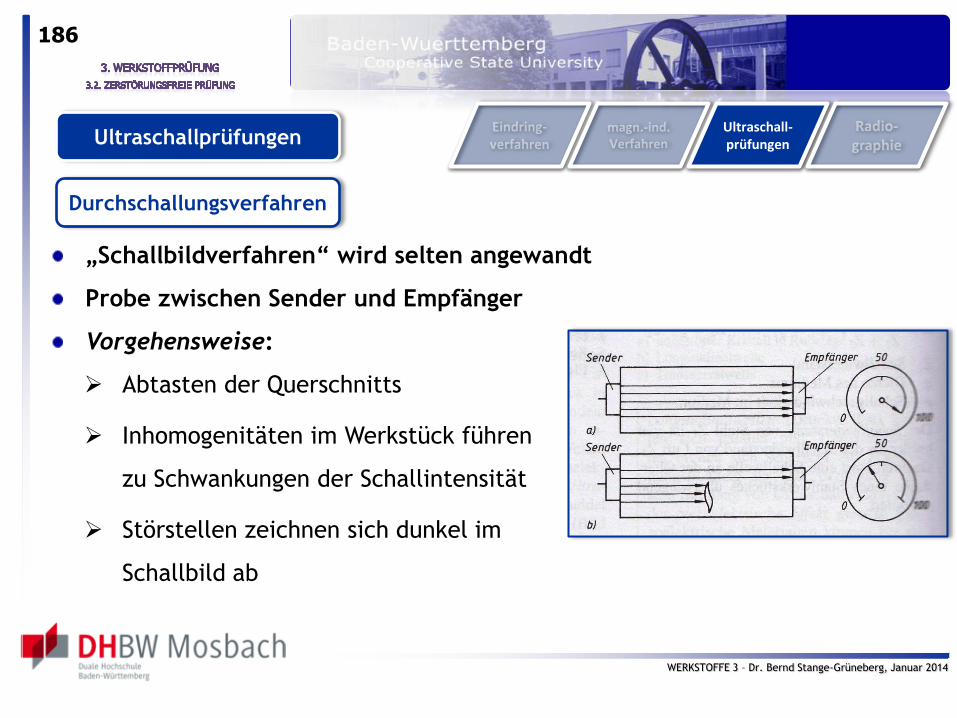
Durchschallungsverfahren
„Schallbildverfahren“ wird selten angewandt
Probe zwischen Sender und Empfänger
Vorgehensweise:
Abtasten der Querschnitts
Inhomogenitäten im Werkstück führen
zu Schwankungen der Schallintensität
Störstellen zeichnen sich dunkel im
Schallbild ab
Ultraschallprüfungen Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
187
Beschreibung
Anwendung:
Fehlersuche in dickwandigen Prüfkörpern
Ultraschallprüfungen sind bei der Untersuchung von Schweißnähten vorge-
schrieben
einfache Meßapparatur Prüfung „vor Ort“
Ultraschallprüfungen Ultraschall-prüfungen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
188
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
189
Radiographie
Grundlagen engl.: radiographic testing
Prüfprinzip: Messung der Absorption (Schwächung der Intensität von I0 auf I)
von kurzwelliger elektromagnetischer Strahlung beim Durchgang durch einen
Prüfkörper der Dicke d (Normierung nach )
kurzwellige Strahlung besitzt höheres Durchdringungsvermögen
Registrierung der Reststrahlung:
Fotomaterial (klassisches Verfahren)
Röntgendetektor ( Monitor)
EN 444
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
190
Radiographie
Intensität der Strahlung I: I = I0 ∙ exp (-µ · d)
Schwächungskoeffizient µ
abhängig vom Absorptionsvermögen: µ ~ Ordnungszahl Z
abhängig von der Strahlungsenergie: µ ~ 1/E
Grundlagen
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
191
Unterteilung
Radiographie
Materialprüfung mit Röntgenstrahlung
Materialprüfung mit Gammastrahlung
Radiographie Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
192
Exkurs: Röntgen- und Gammastrahlung
Grundlagen
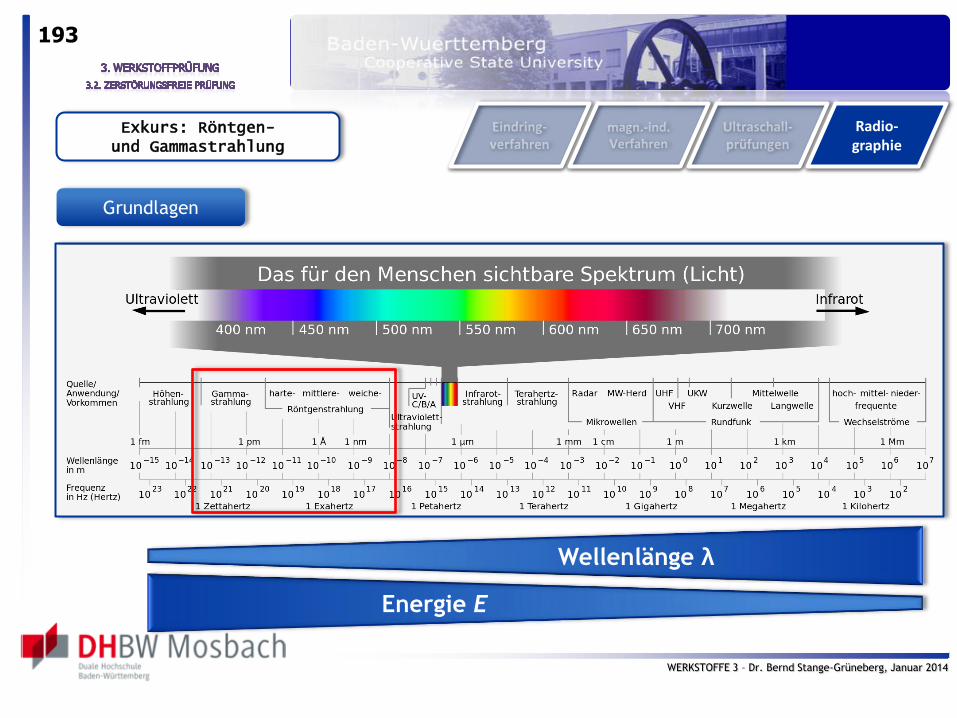
Röntgenstrahlung: kurzwellige elektromagnetische Strahlung
weiche Röntgenstrahlung: λ ≈ 1 – 10 nm
mittlere Röntgenstrahlung: λ ≈ 0,1 – 1 nm
harte Röntgenstrahlung: λ ≥ 5 pm
Gammastrahlung: sehr kurzwellige elektromagnetische Strahlung, „Neben-
produkt“ bei bestimmten radioaktiven Zerfällen
Wellenlänge: λ ≤ 5 pm
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
193
Exkurs: Röntgen- und Gammastrahlung
Energie E
Wellenlänge λ
Grundlagen
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
194
Exkurs: Röntgen- und Gammastrahlung
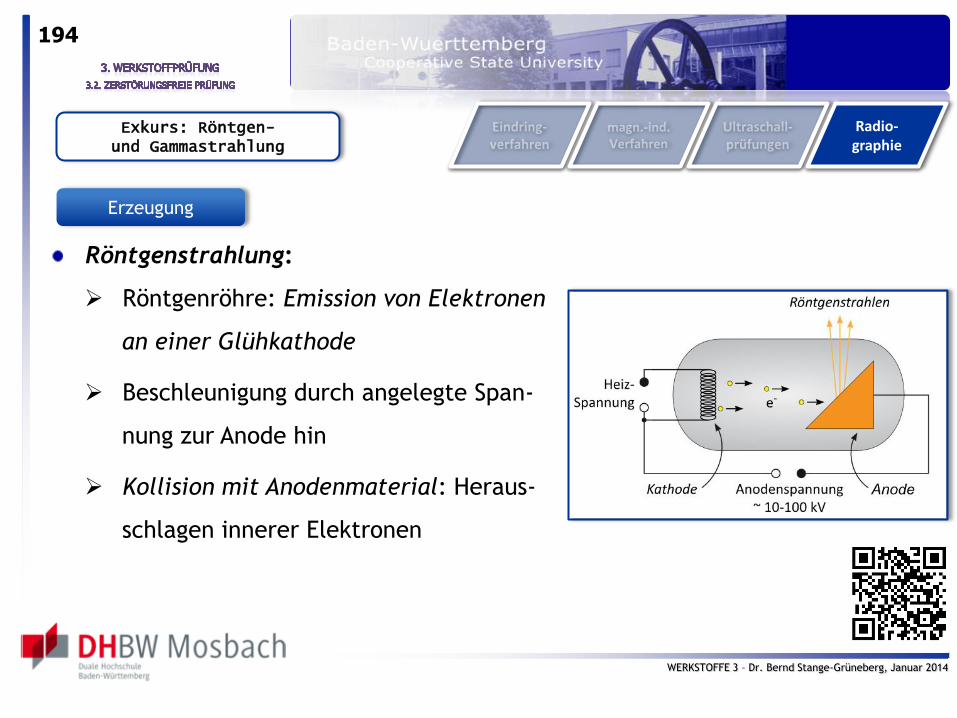
Röntgenstrahlung:
Röntgenröhre: Emission von Elektronen
an einer Glühkathode
Beschleunigung durch angelegte Span-
nung zur Anode hin
Kollision mit Anodenmaterial: Heraus-
schlagen innerer Elektronen
Erzeugung
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
195
Exkurs: Röntgen- und Gammastrahlung
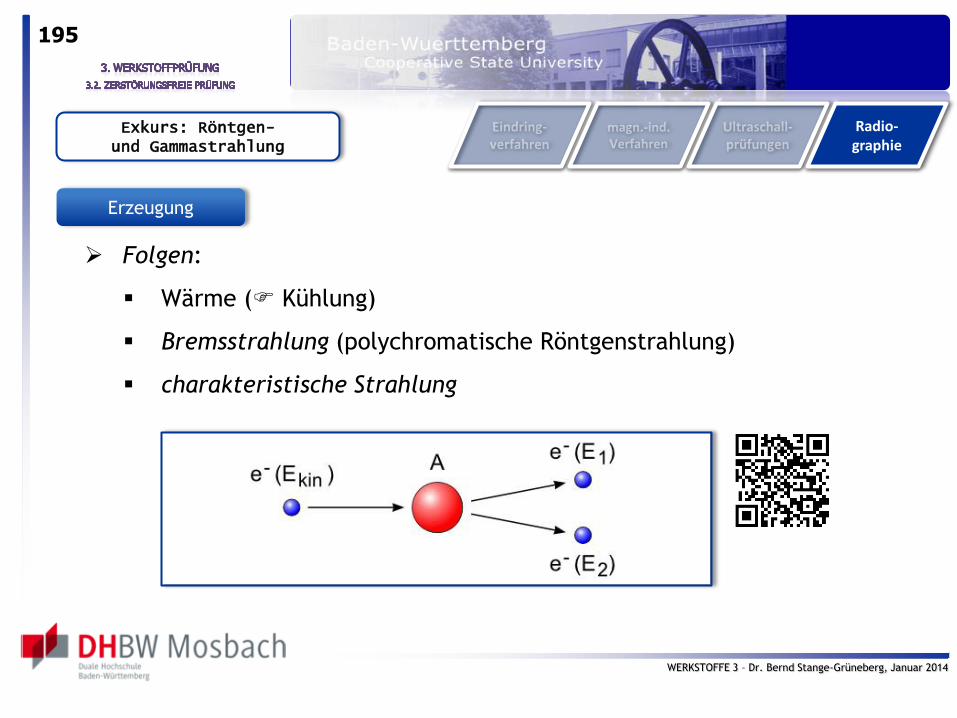
Folgen:
Wärme ( Kühlung)
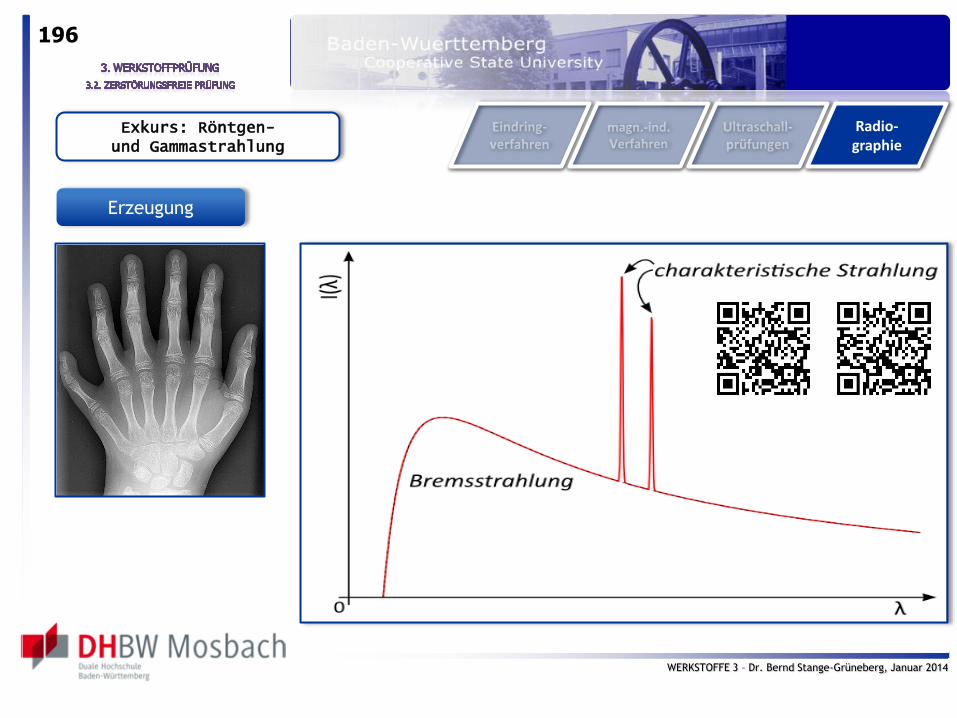
Bremsstrahlung (polychromatische Röntgenstrahlung)
charakteristische Strahlung
Erzeugung
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
196
Exkurs: Röntgen- und Gammastrahlung
Erzeugung
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
197
Exkurs: Röntgen- und Gammastrahlung
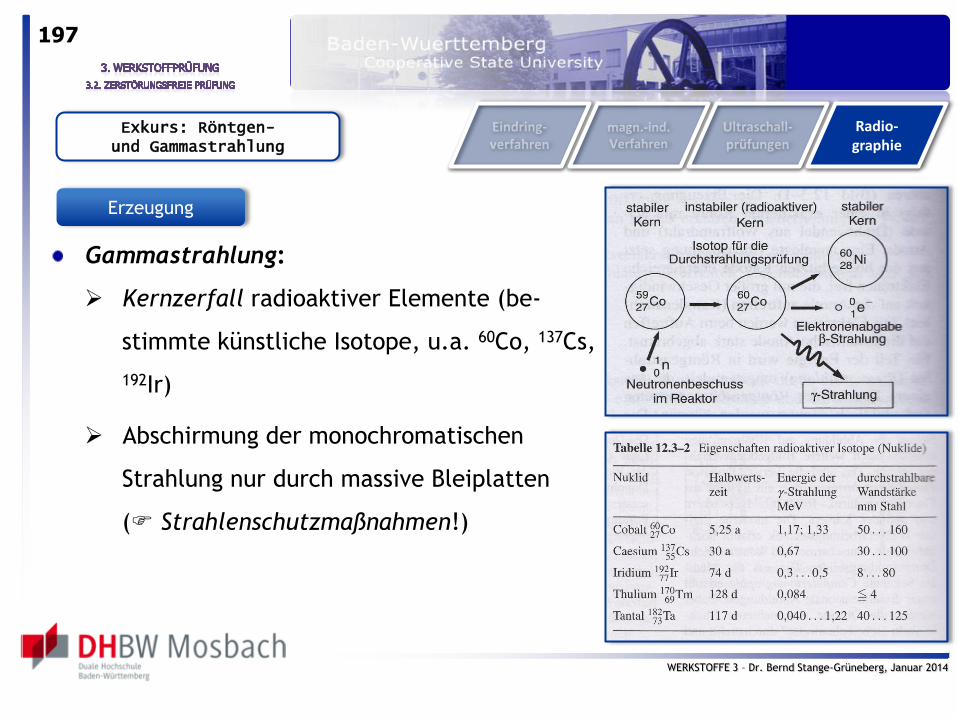
Gammastrahlung:
Kernzerfall radioaktiver Elemente (be-
stimmte künstliche Isotope, u.a. 60Co, 137Cs,
192Ir)
Abschirmung der monochromatischen
Strahlung nur durch massive Bleiplatten
( Strahlenschutzmaßnahmen!)
Erzeugung
Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
198
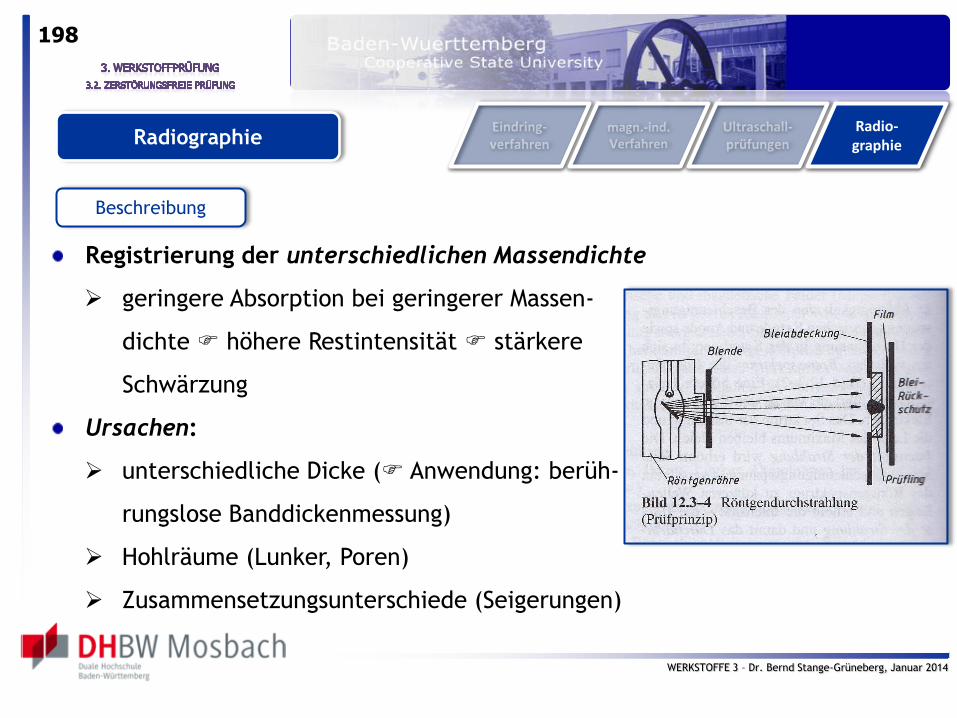
Beschreibung
Registrierung der unterschiedlichen Massendichte
geringere Absorption bei geringerer Massen-
dichte höhere Restintensität stärkere
Schwärzung
Ursachen:
unterschiedliche Dicke ( Anwendung: berüh-
rungslose Banddickenmessung)
Hohlräume (Lunker, Poren)
Zusammensetzungsunterschiede (Seigerungen)
Radiographie Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
199
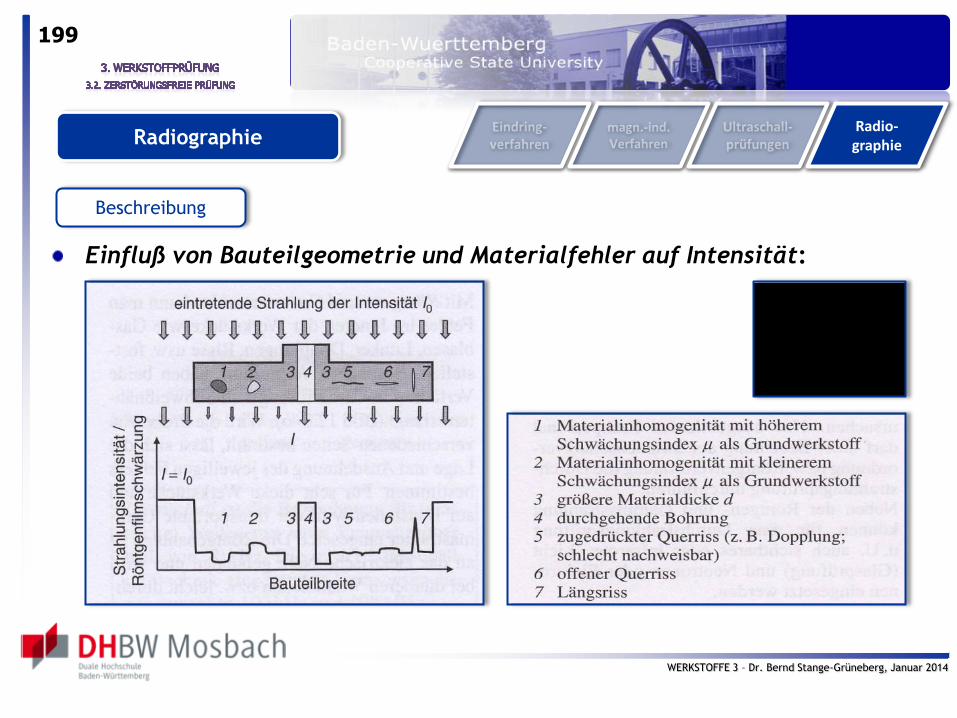
Beschreibung
Einfluß von Bauteilgeometrie und Materialfehler auf Intensität:
Radiographie Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
200
Beschreibung
Vor- und Nachteile bei Verwendung von Gammastrahlung:
keine äußere Energiezufuhr
Prüfung komplizierter Bau-
teile
Prüfung dicker Schichten
geringe Intensität (höhere
Belichtungszeiten, Verwen-
dung von Spezialfilmen)
höherer Strahlenschutz
geringer Kontrast
ständige Strahlung (auch
bei Nichtbenutzung!)
Radiographie Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
201
Beschreibung
Vor- und Nachteile bei Verwendung von Gammastrahlung:
allseitige Strahlenausbrei-
tung (gleichzeitige Prüfung
mehrerer Prüfkörper)
transportable Geräte („Iso-
topenmolch“)
Radiographie Radio-graphie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
202
Metallographie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
203
Metallographie wird heute als Teilaspekt der Mate-
rialographie verstanden
Gefügeanalyse: qualitative & quantitative Beschrei-
bung des Gefüges
Art, Menge, Verteilung, Form, Größe der Gefüge-
bestandteile bzw. Phasen, Grenzflächen zwischen
den Phasen
Definition
Die Metallographie beschäftigt sich mit der Untersuchung und
Beschreibung des Gefüges metallischer Werkstoffe und stellt den
Zusammenhang zu den Zustandsdiagrammen, den Eigenschaften
und damit der Verwendung von technischen Legierungen her.

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
204
Methoden
Mikroskopie
Lichtmikroskopie
Rasterelektronen-
mikroskopie (REM)
Transmissionselektronen-
mikroskopie (TEM)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
205
augenscheinliche Beurteilung der Prüfobjekte
Auflösung: ca. 0,1 mm
Beurteilungen
im Ausgangszustand
als metallographischer Schliff
Einsatz:
Rißprüfung (evtl. mit farblichen Kontrastierungsmitteln Farbeindringver-
fahren)
Beurteilung von Bruchflächen (z.B. Spröd-, Verformungs-, Dauerbruch)
Beurteilung von Randschichthärtezonen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
206
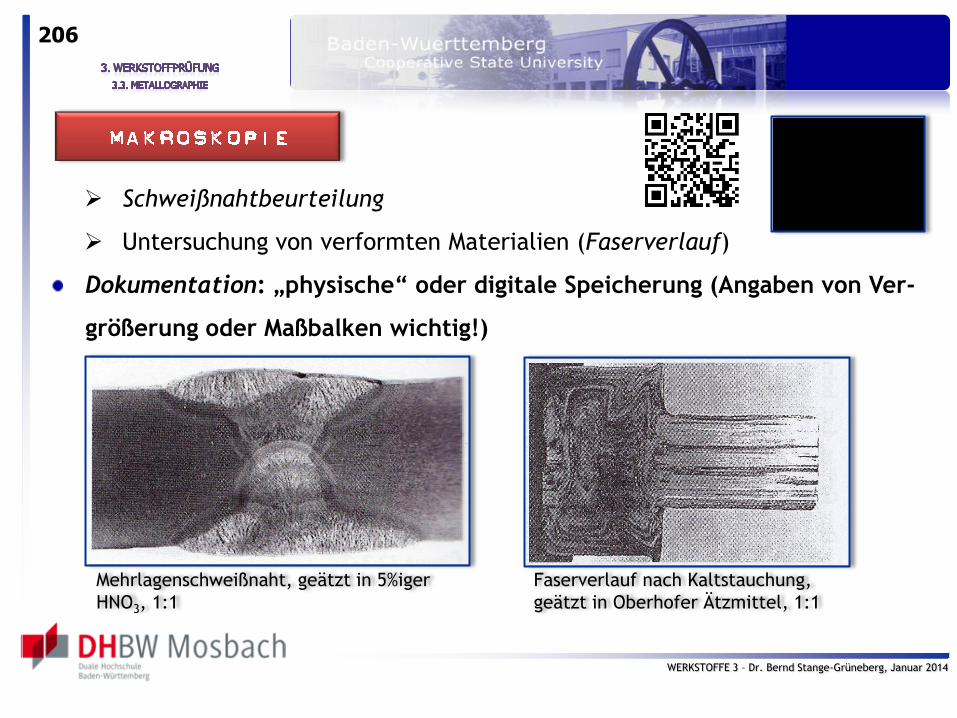
Schweißnahtbeurteilung
Untersuchung von verformten Materialien (Faserverlauf)
Dokumentation: „physische“ oder digitale Speicherung (Angaben von Ver-
größerung oder Maßbalken wichtig!)
Mehrlagenschweißnaht, geätzt in 5%iger
HNO3, 1:1
Faserverlauf nach Kaltstauchung,
geätzt in Oberhofer Ätzmittel, 1:1
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
207
Mikroskopie
Lichtmikroskopie
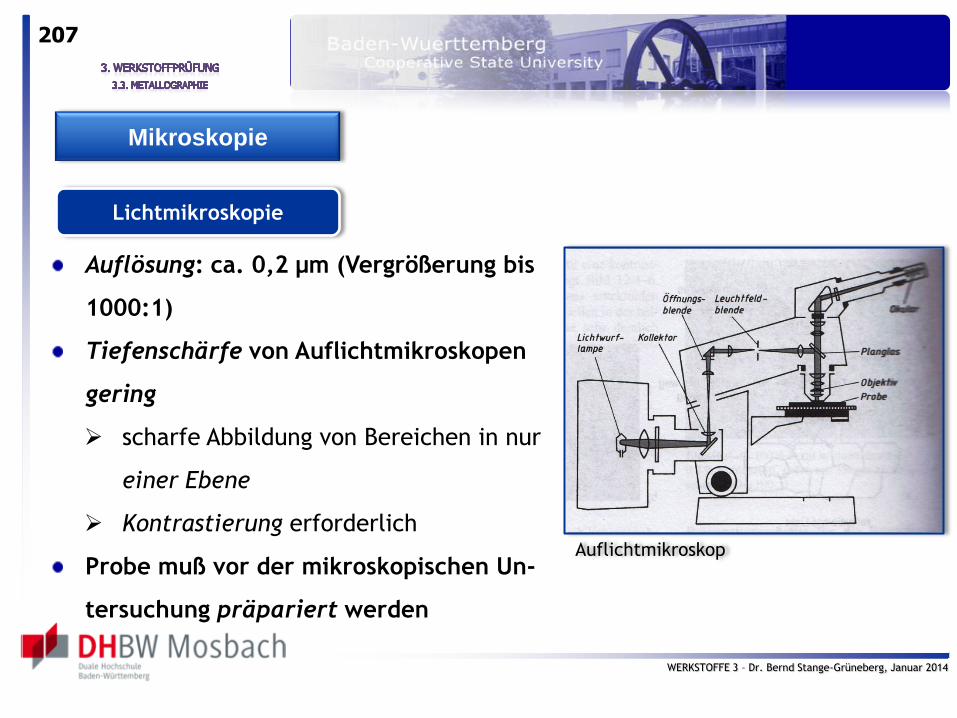
Auflösung: ca. 0,2 µm (Vergrößerung bis
1000:1)
Tiefenschärfe von Auflichtmikroskopen
gering
scharfe Abbildung von Bereichen in nur
einer Ebene
Kontrastierung erforderlich
Probe muß vor der mikroskopischen Un-
tersuchung präpariert werden
Auflichtmikroskop

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
208
Mikroskopie
Lichtmikroskopie
Einsatz:
Bestimmung der Gefüge (z.B. bei Stählen:
ferritisches, ferritisch-perlitisches, perliti-
sches, bainitisches, austenitisches oder
martensitisches Gefüge)
Bestimmung der Gefügeanteile (z.B. Perlit-
anteil in einem Stahl)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
209
Mikroskopie
Lichtmikroskopie
Bestimmung der Verteilung der Gefügeanteile
Korngrößenbestimmung
Beschreibung der Form der Gefügebestandteile (z.B. globularer oder lamel-
larer Graphit im Grauguß)
Beschreibung des Wärmebehandlungszustands
Untersuchung von Korrosionsprodukten
Schichtdickenbestimmung
Beschreibung des Kaltverformungszustands (z.B. Streckungsgrad)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
210
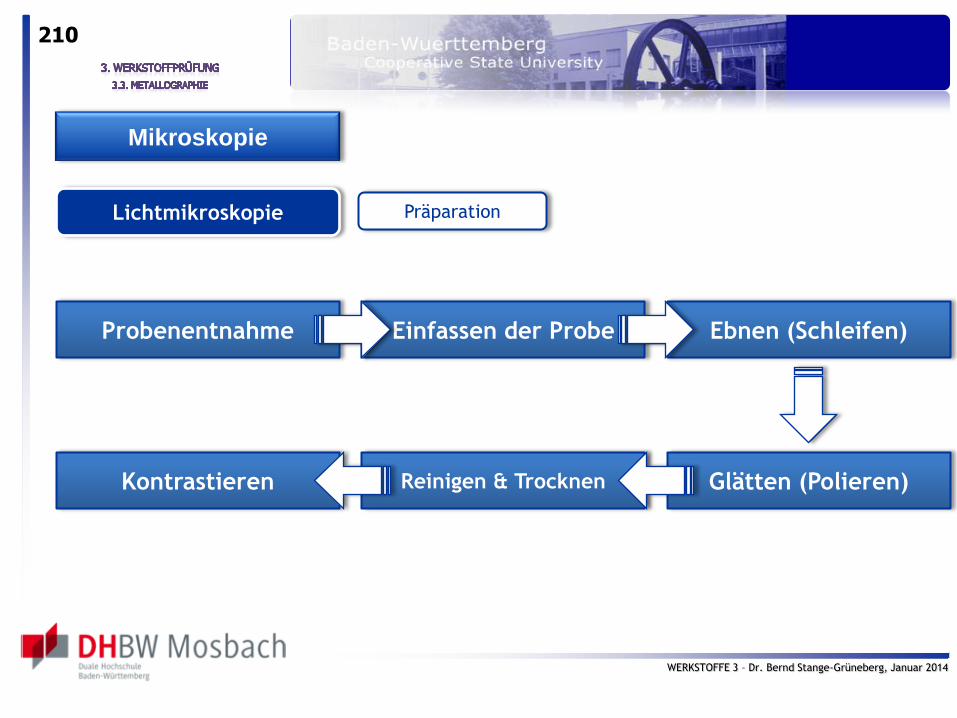
Lichtmikroskopie Präparation
Probenentnahme Einfassen der Probe Ebnen (Schleifen)
Glätten (Polieren) Reinigen & Trocknen Kontrastieren
Mikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
211
Lichtmikroskopie Probenentnahme
Probenentnahme (Trennen mittels Sägen oder Trennschleifen) und weitere
Bearbeitung dürfen zu keiner Beeinflußung des Gefüges führen
keine Verformungen ( geringe Schnittkräfte)
keine unzulässigen Erwärmungen ( Kühlen)
Trennvorgang (Trennscheibe, Vorschub- und Schnittgeschwindigkeit) an
Werkstoff angepaßt, z.B. Korund für Stahl oder Diamant für Keramiken
Kriterium für Probenentnahme: Probe muß das Gefüge des untersuchten
Werkstoffs repräsentativ wiedergeben
Lage & Richtung müssen dokumentiert werden (z.B. Längs-, Quer- oder
Flachprobe bei gewalzten Blechen)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
212
Lichtmikroskopie Probenentnahme
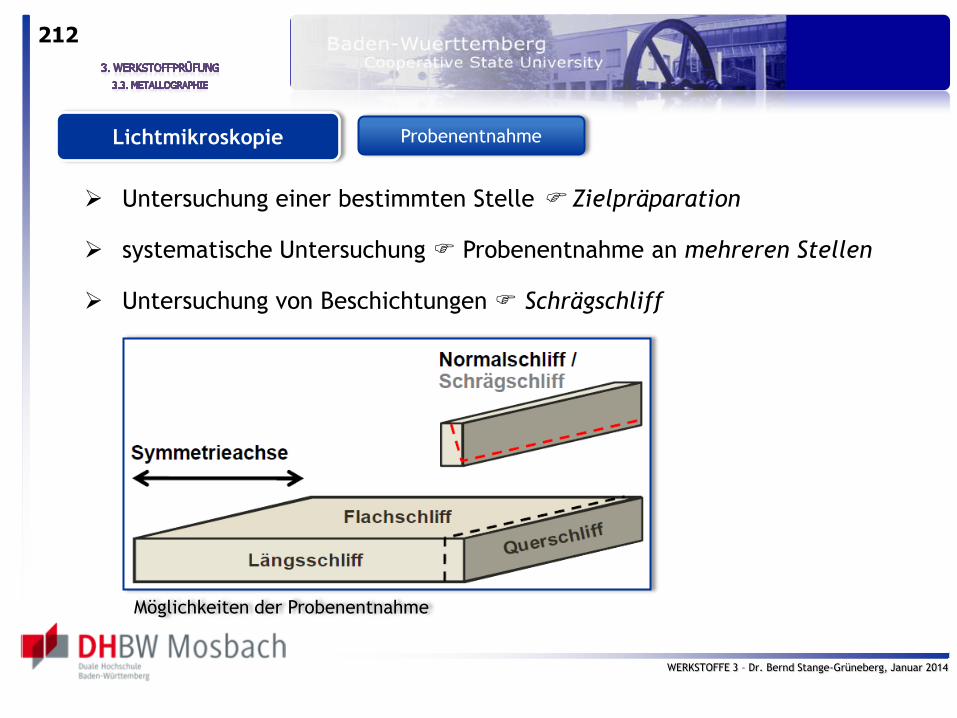
Untersuchung einer bestimmten Stelle Zielpräparation
systematische Untersuchung Probenentnahme an mehreren Stellen
Untersuchung von Beschichtungen Schrägschliff
Möglichkeiten der Probenentnahme

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
213
Lichtmikroskopie Einfassen der Probe
Sinn: Vermeidung von Kantenabrundungen beim Schleifen & Verbesserung
der Handhabbarkeit
Einbetten in ein Polymer auf Epoxidharz-, Polyesterharz- oder Acrylbasis
eingebettete Proben im Exsikkator
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
214
Lichtmikroskopie Ebnen (Schleifen)
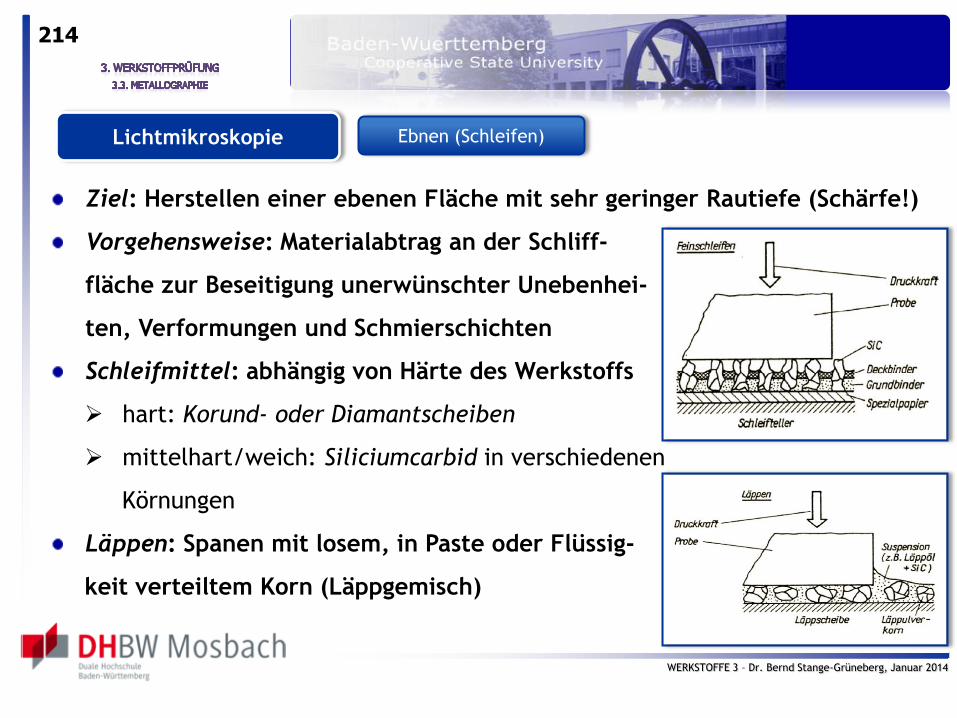
Ziel: Herstellen einer ebenen Fläche mit sehr geringer Rautiefe (Schärfe!)
Vorgehensweise: Materialabtrag an der Schliff-
fläche zur Beseitigung unerwünschter Unebenhei-
ten, Verformungen und Schmierschichten
Schleifmittel: abhängig von Härte des Werkstoffs
hart: Korund- oder Diamantscheiben
mittelhart/weich: Siliciumcarbid in verschiedenen
Körnungen
Läppen: Spanen mit losem, in Paste oder Flüssig-
keit verteiltem Korn (Läppgemisch)
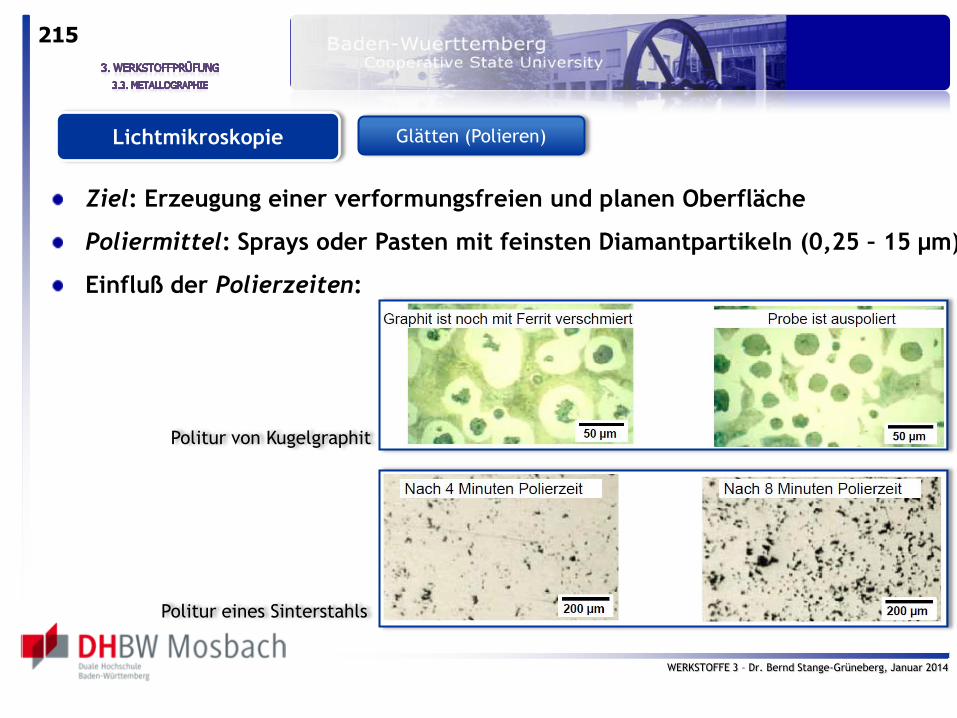
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
215
Lichtmikroskopie Glätten (Polieren)
Ziel: Erzeugung einer verformungsfreien und planen Oberfläche
Poliermittel: Sprays oder Pasten mit feinsten Diamantpartikeln (0,25 – 15 µm)
Einfluß der Polierzeiten:
Politur von Kugelgraphit
Politur eines Sinterstahls
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
216
Lichtmikroskopie Reinigen & Trocknen
Ziel: Entfernung der Schleifmittel (auch zwischen den einzelnen Schleif-
und Polierstufen!)
Reinigung mit Wasser, Ethanol oder Seifenlösung
evtl. Ultraschallbad
sofortige Trocknung (um Korrosion an der Schlifffläche zu vermeiden) mit-
tels Fön (warm/kalt), Druckluft oder Abreiben
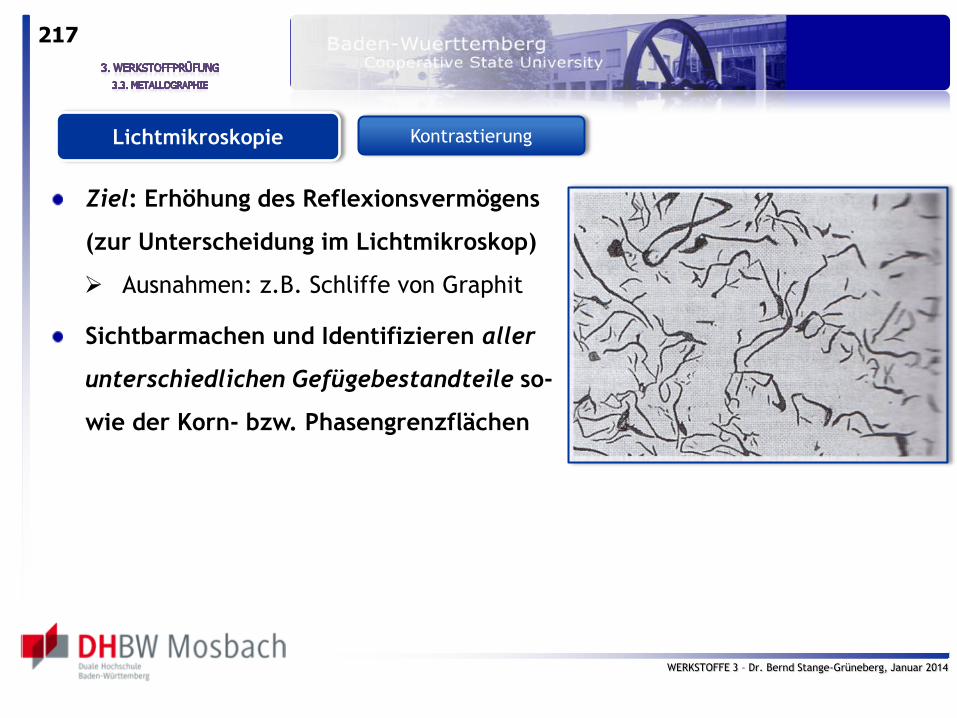
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
217
Lichtmikroskopie Kontrastierung
Ziel: Erhöhung des Reflexionsvermögens
(zur Unterscheidung im Lichtmikroskop)
Ausnahmen: z.B. Schliffe von Graphit
Sichtbarmachen und Identifizieren aller
unterschiedlichen Gefügebestandteile so-
wie der Korn- bzw. Phasengrenzflächen
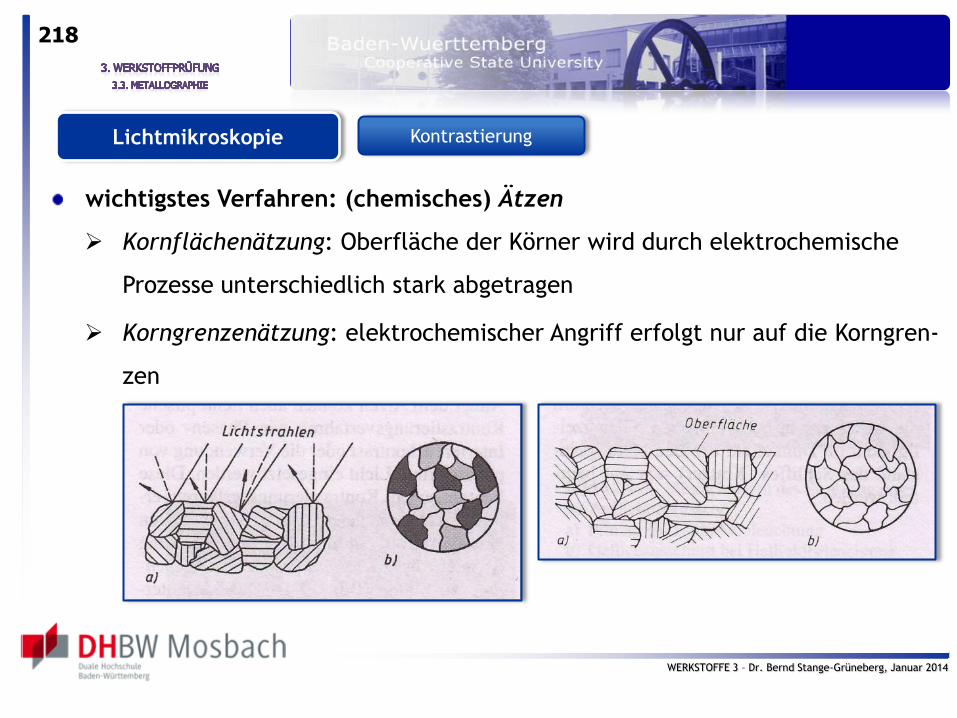
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
218
Lichtmikroskopie Kontrastierung
wichtigstes Verfahren: (chemisches) Ätzen
Kornflächenätzung: Oberfläche der Körner wird durch elektrochemische
Prozesse unterschiedlich stark abgetragen
Korngrenzenätzung: elektrochemischer Angriff erfolgt nur auf die Korngren-
zen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
219
Lichtmikroskopie Kontrastierung
wichtige Ätzmittel:
Makroätzmittel:
Nital (90:10-Mischung aus Ethanol und Sal-
petersäure)
Mikroätzmittel:
alkoholische Salpetersäure (Ethanol: Salpe-
tersäure, 98:2)
makrogeätztes Aluminiumstück

WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
220
Lichtmikroskopie Kontrastierung
lichtoptische Kontrastierungsverfahren („optisches Ätzen“)
Methoden:
Hellfeldmikroskopie
klassisches Mikroskopier-
verfahren
möglichst objektgetreue
Vergrößerung der Probe
Dunkelfeldmikroskopie
seitliche Beleuchtung
reflektiertes Licht strahlt
am Objektiv vorbei
Kontrastverstärkung (lo-
kale Schattenbildung)
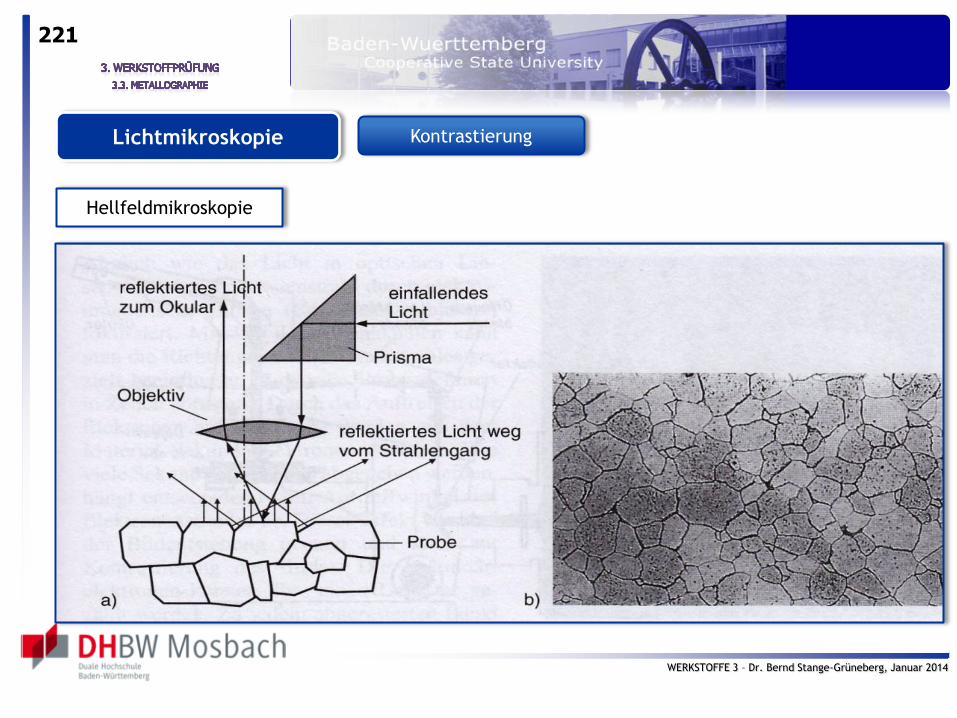
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
221
Lichtmikroskopie Kontrastierung
Hellfeldmikroskopie
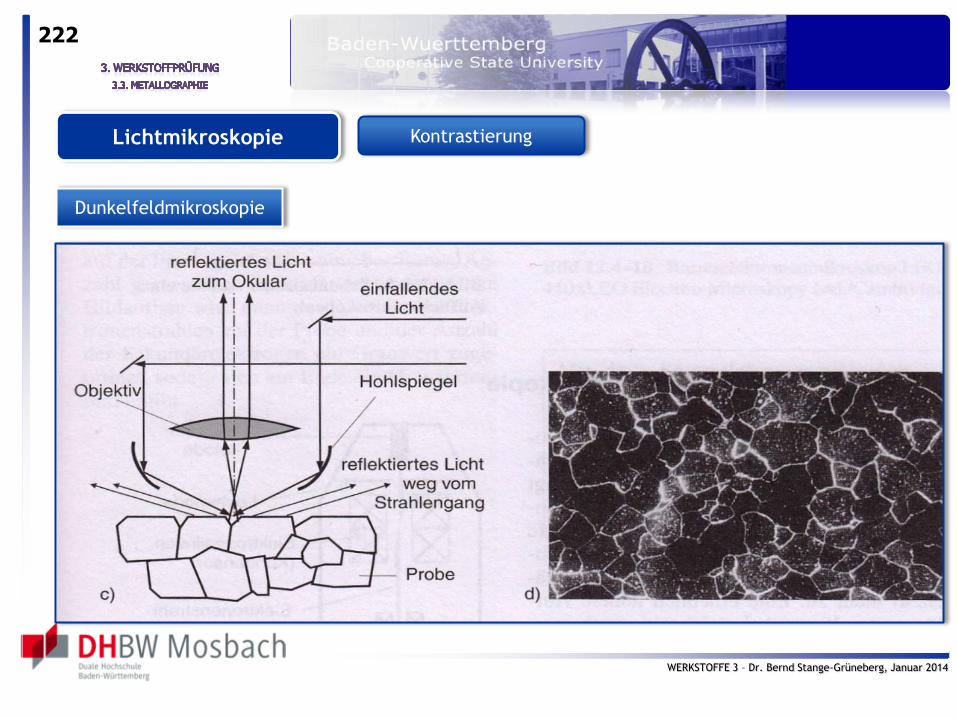
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
222
Lichtmikroskopie Kontrastierung
Dunkelfeldmikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
223
Mikroskopie
Elektronen-
mikroskopie (EM) …von der Licht- zur Elektronenmikroskopie…
Nachteile der Lichtmikroskopie:
Wellenlänge des sichtbaren Lichts (400 – 750 nm) begrenzt Auflö-
sung des zu untersuchenden Bereichs (ca. 0,2 µm) physika-
lische Grenze
höhere Auflösung geringere Wellenlänge
geringe Tiefenschärfe keine Untersuchungen an rauhen Ober-
flächen (z.B. Bruchflächen)
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
224
Mikroskopie
Elektronen-
mikroskopie (EM)
Entwicklung der Elektronenmikroskopie:
Konstruktion des ersten EM durch ERNST RUSKA 1931, No-
belpreis für Physik 1986, „for his fundamental work in
electron optics, and for the design of the first electron
microscope“
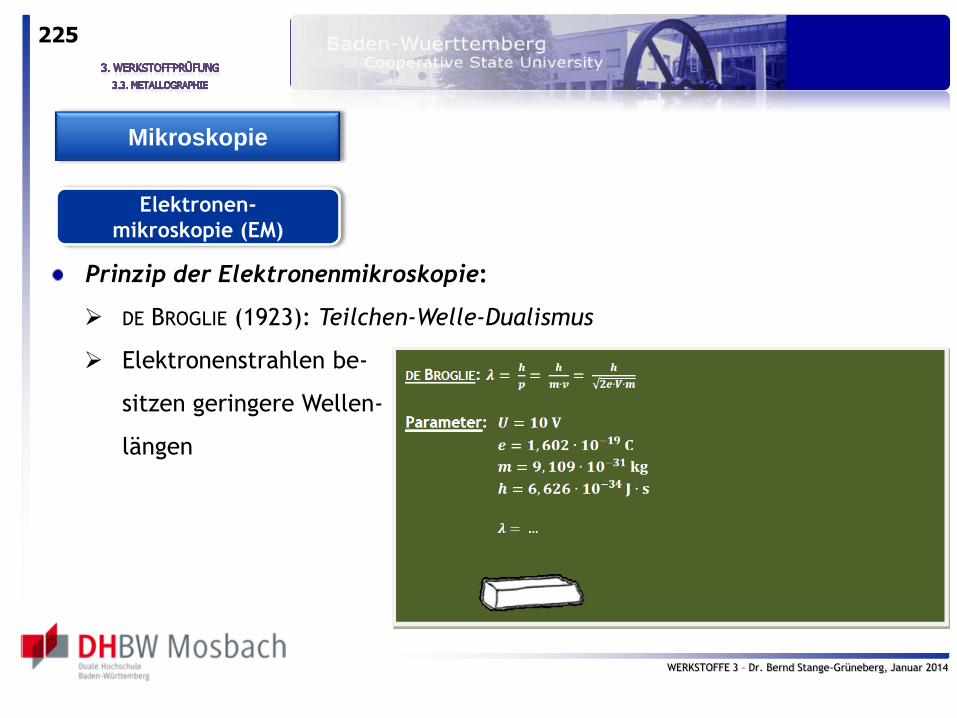
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
225
Mikroskopie
Elektronen-
mikroskopie (EM)
Prinzip der Elektronenmikroskopie:
DE BROGLIE (1923): Teilchen-Welle-Dualismus
Elektronenstrahlen be-
sitzen geringere Wellen-
längen
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
226
Mikroskopie
Rasterelektronen-
mikroskopie (REM)
Entwicklung des Rasterelektronenmikroskops durch MANFRED
VON ARDENNE (1937)
Prinzip: zeilenförmiges Abtasten (Rastern) der Probenober-
fläche mit einem sehr dünnen Elektronenstrahl (ø ca. 0,01 µm)
Primärelektronen des Elektronenstrahls lösen Sekundärelek-
tronen aus der Probenoberfläche heraus
Aufnahme der Verteilung der Sekundärelektronen über die
Probenoberfläche
Prinzip
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
227
Mikroskopie
Rasterelektronen-
mikroskopie (REM)
herausragende Bereiche strahlen viele Sekundär-
elektronen ab ( hell)
Schrägeinfall des Elektronenstrahls Schattenbil-
dung plastisches Bild der Oberfläche
Prinzip
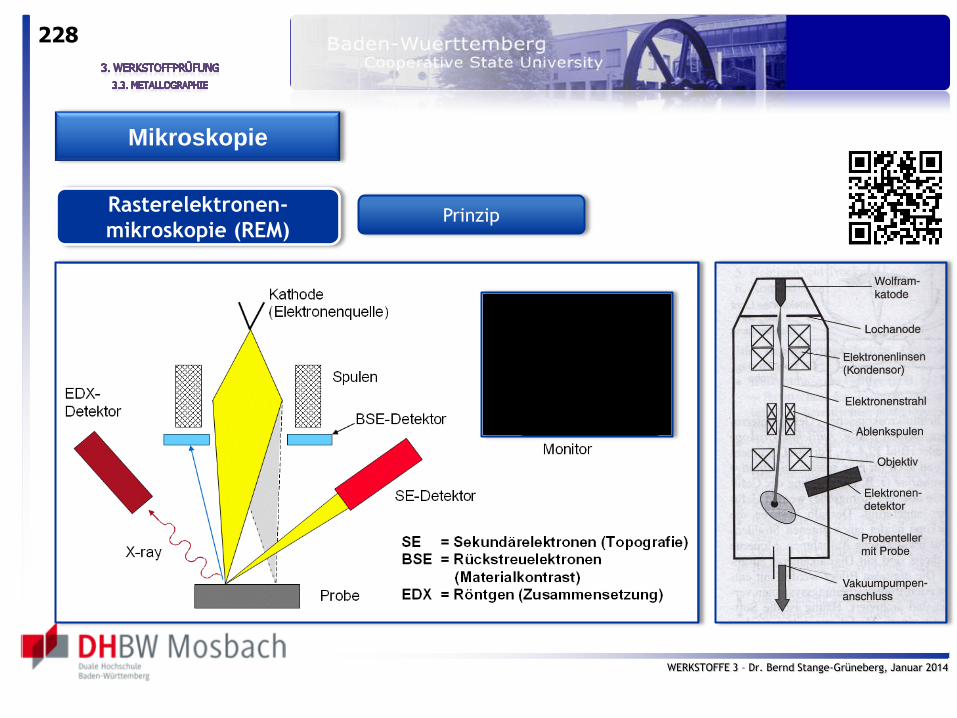
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
228
Rasterelektronen-
mikroskopie (REM) Prinzip
Mikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
229
Rasterelektronen-
mikroskopie (REM)
Anwendungen:
Gefügeuntersuchungen, insbesondere bei der Ausbildung von feinsten Kör-
nern/Phasen (z.B. Untersuchung der Carbidausscheidungen von Vergütungs-
stählen)
Untersuchungen von Bruchflächen
Untersuchungen von Oberflächen (z.B. Verschleiß- und Korrosionsschäden)
Einsatz
Mikroskopie
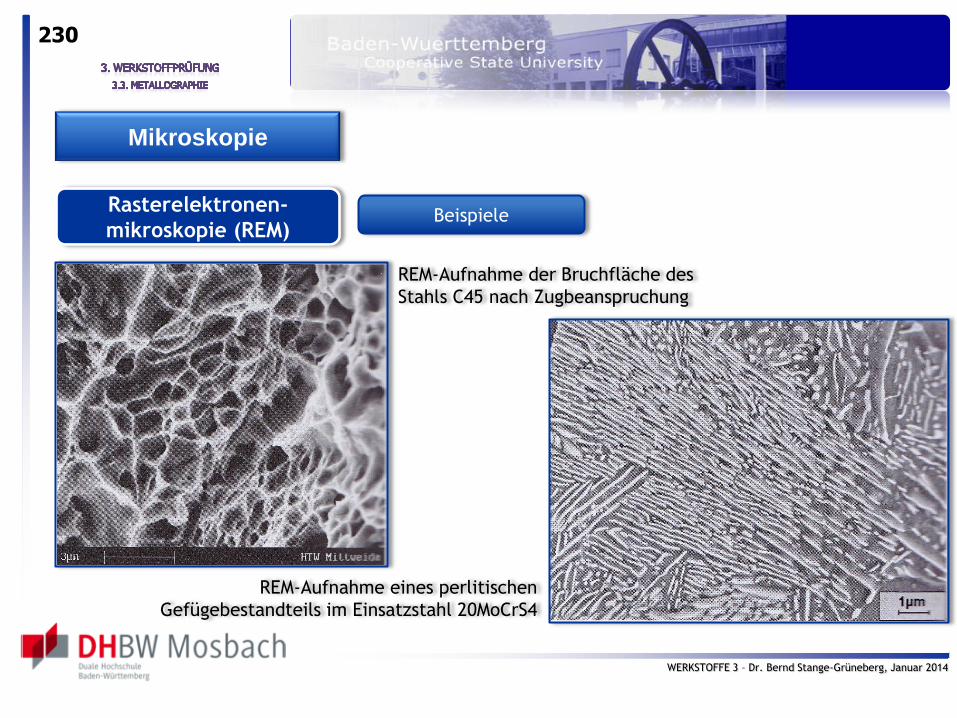
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
230
Rasterelektronen-
mikroskopie (REM) Beispiele
REM-Aufnahme der Bruchfläche des
Stahls C45 nach Zugbeanspruchung
REM-Aufnahme eines perlitischen
Gefügebestandteils im Einsatzstahl 20MoCrS4
Mikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
231
Rasterelektronen-
mikroskopie (REM)
sehr große Auflösung
hohe Tiefenschärfe
Untersuchung von Bruchflächen und anderen nicht-präparierten
Oberflächen
Zusatzgeräte: Ermittlung von chemischer Zusammensetzung und
Gitterstruktur ( nächste Folie)
Vor- und Nachteile Mikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
232
Rasterelektronen-
mikroskopie (REM)
sehr hohe Anschaffungs- und Wartungskosten
hohe Anforderungen an Proben: elektrische Leitfähigkeit, sehr
sauber, fett- und wasserfrei
begrenzte Probengröße
Vor- und Nachteile Mikroskopie
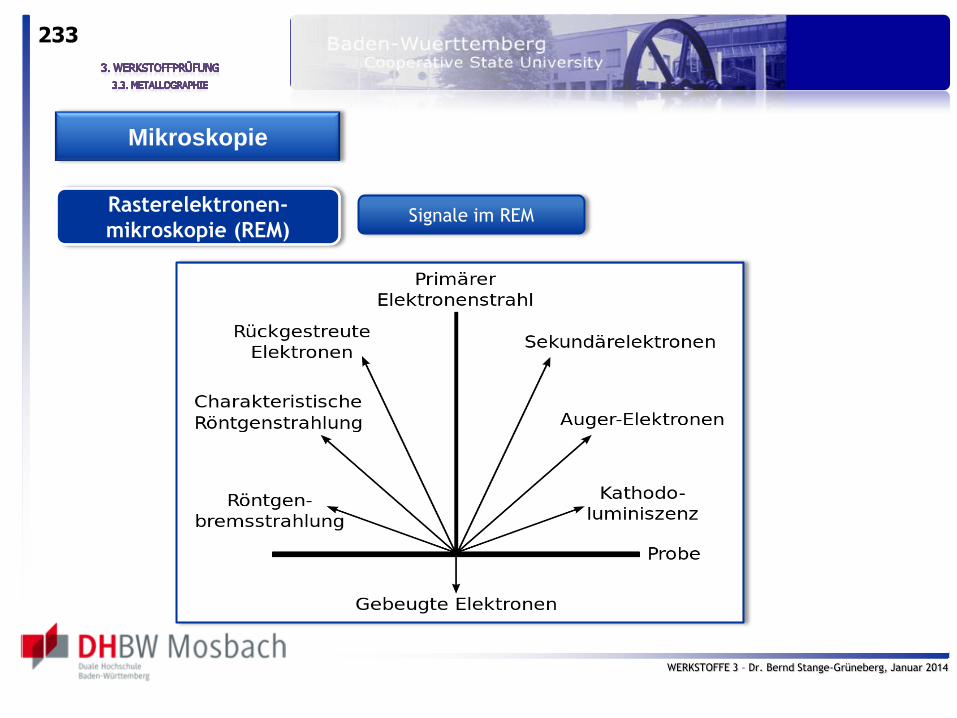
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
233
Rasterelektronen-
mikroskopie (REM) Signale im REM
Mikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
234
Mikroskopie
Transmissionselektronen-
mikroskopie (TEM) Prinzip
Durchdringungsmethode (für sehr dünne Objekte)
Wechselwirkung zwischen Elektronen und Material:
Absorption: abhängig von Dichte & Ordnungszahl des
Materials, Dicke der Probe
Beugung
Streuung
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
235
Mikroskopie
Transmissionselektronen-
mikroskopie (TEM) Prinzip
Detektion der hindurchgelassenen Elektronen
Auflösung: ca. 0,05 nm
Probenvorbereitung: sehr aufwendig
dünnste Folien (0,01 – 0,3 µm) durch elektrolytischen Abtrag
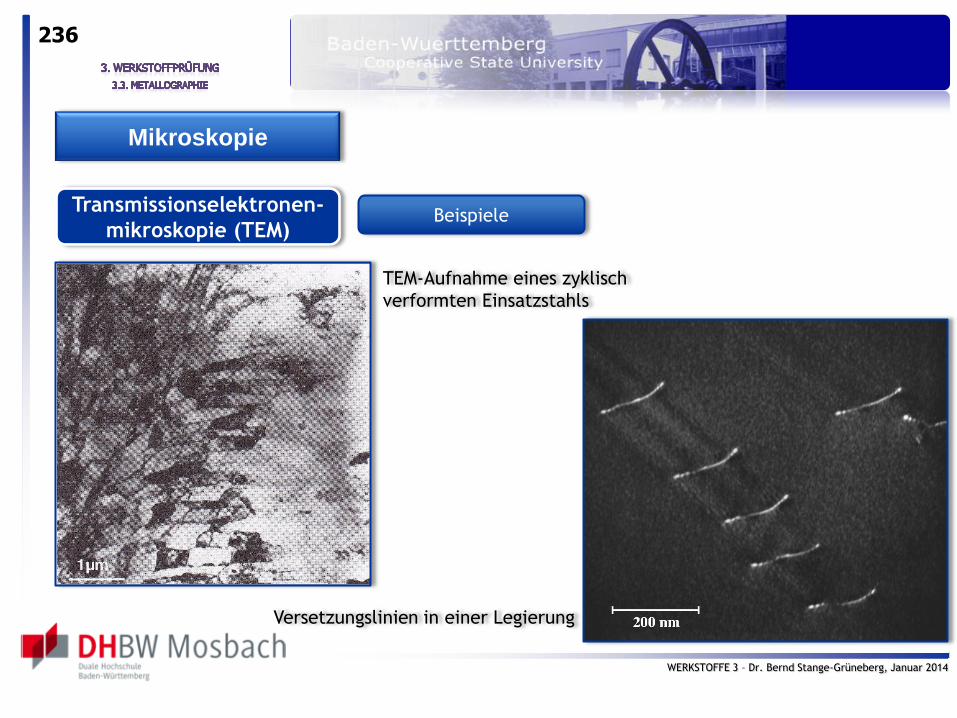
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
236
Transmissionselektronen-
mikroskopie (TEM) Beispiele
TEM-Aufnahme eines zyklisch
verformten Einsatzstahls
Versetzungslinien in einer Legierung
Mikroskopie
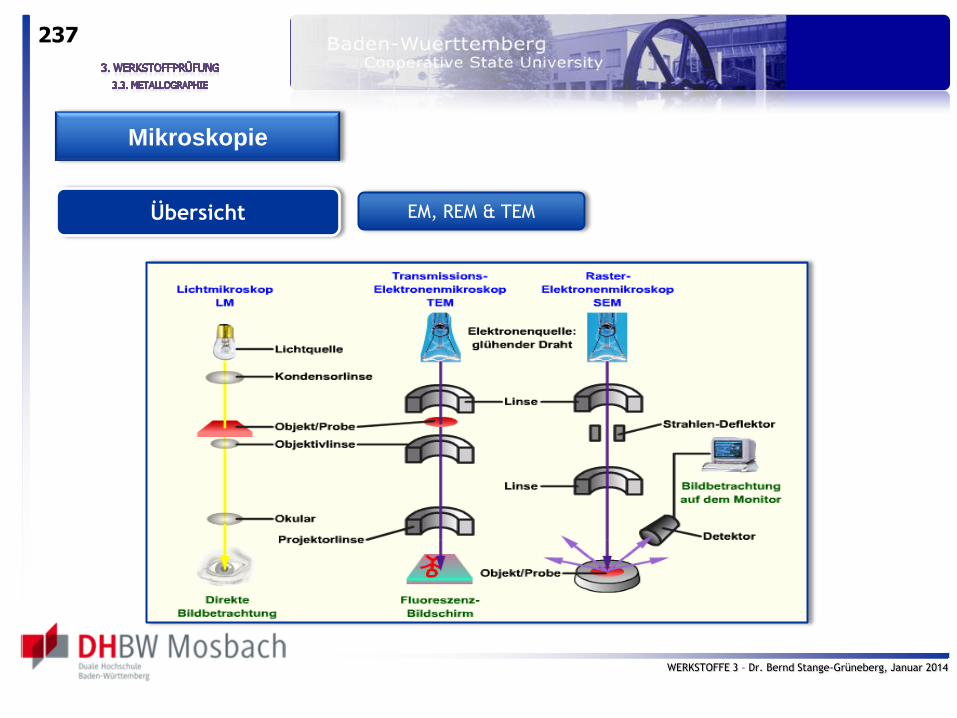
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
237
Übersicht EM, REM & TEM
Mikroskopie
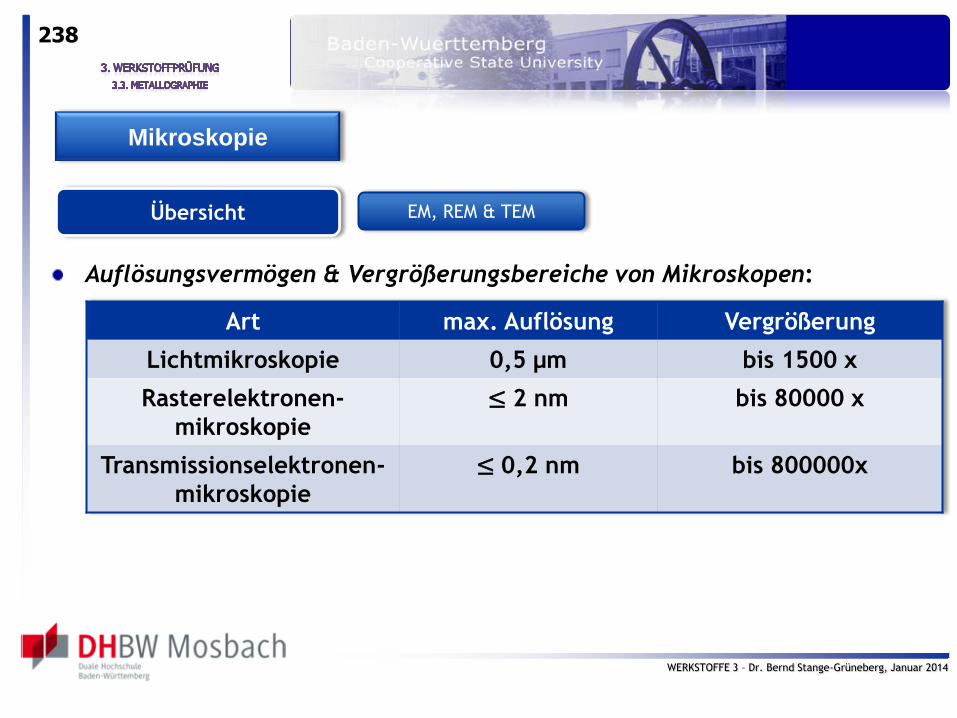
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
238
Übersicht EM, REM & TEM
Art max. Auflösung Vergrößerung
Lichtmikroskopie 0,5 µm bis 1500 x
Rasterelektronen-
mikroskopie
≤ 2 nm bis 80000 x
Transmissionselektronen-
mikroskopie
≤ 0,2 nm bis 800000x
Auflösungsvermögen & Vergrößerungsbereiche von Mikroskopen:
Mikroskopie
WERKSTOFFE 3 – Dr. Bernd Stange-Grüneberg, Januar 2014
239
Vielen Dank für Ihre Aufmerksamkeit!