-
8/2/2019 YZEY LEMLER
1/59
GR
Makine paralarnn mrleri ve takmlarn kullanm sreleri, anma nedeni
ile snrldr.Gnmzde ayn parann gittike daha byk sayda retilme
talepleri yaygnlaanotomasyona karlk anma nedeni ile metal ileme
makinelerinin durma sreleri, fiyatfaktrn devaml arttrmaktadr. Bu
nedenle anmann nlenebilmesi her geen gn ekonomikanlamda daha byk
nem kazanmaktadr. Anmann lkenin gayri safi milli hslasnda
%5'inzerinde kayplara neden olduu bilinen bir husustur. Takm
mrlerini uzatma iin yeni nesiltakm elikleri retilmektedir.
Takmlarda kullanlan malzemeleri, daha pahal yenileri iledeitirme
yerine, yalnz yzeyin anma zelliklerini gelitirmek ise soruna
ekonomik ve
pratik bir yaklamdr. Bu alanda sert seramik film kaplamalar ile
son yllarda byk aamalarsalanmtr. Bu teknolojilerde kullanlan nitrr,
karbr, oksit vb. sert seramik kaplamalarn,anmaya kar dayankl
olduklar uzun zamandr bilinmektedir. Bu malzemelerin gevrek ve
ok krlgan olular, dolu malzemeden kullanlmalarn engellemektedir.
Ayrca fiyatlar daolduka yksektir. Bu tr malzemeler sert seramik
film olarak elikler ve sert metaller zerinekaplandklarnda yzey
sertlii ok yksek, ktlesel olarak tokluu yeterli kesici takmlarn
vekalplarn retilmesi mmkn olmaktadr
Malzemelerin anmalar ve korozyon sebebiyle teknolojik ve
ekonomik adan bykkayplar meydana gelmektedir. Ortaya kan kayplarn
nde gelen kayna korozyona karverilen savata bavurulan yntemlerdir.
Korozyona dayankl malzemeler, yzeykaplamalar, andrc ortamlara
yaplan ilaveler ve grevini yapamayacak derecede
bozulmu paralarn yenileri ile deitirilmeleri bir anlamda
korozyonun maliyetinioluturmaktadr. A.B.Dde korozyonun yllk
maliyeti 8 milyar dolar olarak tahminedilmektedir. Ayn lkede
korozyonun at kayplar iin ;
Otomobil yakt sistemlerinde korozyon;100milyon dolar/yl
Otomobil radyotrleride korozyon; 52milyon dolar/yl
Otomobil eksost sistemlerindeki korozyon; 500milyon dolar/ yl
olarakbelirlenmitir.
Kaplamlara ihtiya duyulan yerlerin sadece %5 inde
kullanlmaktadr.
Kullanm alanlar ;
1. elektrik elektronik sanayiinde hizmet eden kaplamalar2.
tribolojik amal kaplamalar
3. korozyondan korunma amacna ynelik kaplamalar
4. dekoratif amal kaplamalar olarak incelenebilir.
Malzemelerin anma ve korozyonu gnmz sanayinde olduka yksek
ekonomik kayplaraneden olan byk teknik problemlerden biridir. Yzey
ilemleri bu anma ve korozyonetkilerinin azaltlmasnda ok daha iyi
yzey zellikleri vermektedir. Ancak gnmzdekaplanmas gereken takmlarn
sadece %5i kadar kaplanmaktadr
lerleyen teknolojinin altnda ince sert seramik film kaplamalarn,
tribolojik amal
uygulamalardaki kullanm oranlar her geen gn artmaktadr.
1
-
8/2/2019 YZEY LEMLER
2/59
Gaz halinde yaplan kaplama tekniklerinden olan kimyasal buhar
biriktirme (CVD) vefiziksel buhar biriktirme (PVD) teknikleri
endstriyel uygulamalarda geni kullanmalanlarna sahiptirler.
zellikle PVD ynteminin dierlerine nispeten daha dk ilemscaklklarnda
yaplabilmesi ve geni kaplama kalnlk aralklarnda kaplamalarn
eldeedilmesi, PVD yntemine daha geni kullanm alanlar
sunmaktadr.
PVD ynteminin ilk uygulamas, Faraday'n 1850 ylnda metalleri
vakum altndabuharlatrarak rettii kaplamalar olarak kabul
edilebilir. Kundt ise 1888 ylnda, buyntemi kullanlarak retilmi ince
filmlerin yanstma zellikleri zerine baz almalaryapmtr. Daha sonraki
yllarda ise, ince metalik film tabakalarn kinetii, gazlarndifzyonu
ve gaz-metal reaksiyonlar zerine bir takm aratrmalarda
bulunulmutur.Vakum teknolojisinde salanan gelimeler sonucunda ise,
II. Dnya Sava sralarnda PVDteknii endstriyel olarak kullanlmaya
balanmtr.
Daha ok, balangta dekoratif amal yaplan kaplamalarda kullanlan
PVD ynteminintakm mrlerinin arttrlmasnda olduka nadir durumlarda
kullanlmas sz konusu idi.Yksek hz takm eliklerinin PVD yntemi ile
kaplanmas kullanm asndan olduka
snrl kalmtr. Bunun gereklemesi retim mhendisleri ve takm
reticileri iin oldukauzun yllar almtr. Kesme ve ekil verme
takmlarnn PVD yntemi ile kaplanmas 70liyllarn ortasnda balam ve
1980 ylnda Mitsubishi tarafndan dili kesme takmlarndayapld gibi
Balzers ve Ghring tarafndan burgu delicilerin TiN ile
kaplanmasgelitirilmi ve kaplama yaplarak endstrinin hizmetine
girmitir. O zamandan beri PVDkaplamalar iki esas dorultuda;
a) Sertliin iyiletirilmesi,
b) Termal direncin iyiletirilmesi
imdilerde ise deiik PVD kaplama yntemleri ile farkl tiplerdeki
kaplama-altyap
malzeme balar gibi ok deiik kaplama yaplar elde
edilebilmektedir. Metal ve plastikendstrisinde farkl birok ilemler
kullanlmaktadr. Bunlar; kesme, ekil verme, zmbalamave plastik
enjeksiyon kalplamadr. Ancak, bu ilemler iin bir takm eksiklikler
szkonusudur. TiN adhesif anmay azaltc ynde iyidir; fakat btn alma
malzemeleri iingeerli deildir. (Ti,Al)N oksidasyon direnci
gerektiren yerlerde daha iyi kullanm imkanvermektedir. Anmann sz
konusu olduu, yada tok malzemelerin istenmedii yerlerdeTi(C,N)
kaplamalar daha iyi zelliklere sahiptir. Daha kaln bir kaplamaya
ihtiya varsakorozyon direnci iin CrN kaplamalar
kullanlabilmektedir.
PVD ile retilmi nitrit esasl sert kaplamalar, zellikle TiN ve
son zamanlarda CrNtabakalar kesme mlerini uzatmak ve performanslarn
gelitirmek iin tribolojikuygulamalarda kullanlmaktadrlar.
Kaplama yntemlerini ise kaplama malzemesinin bulunduu fiziksel
hale gre drt ana gruptatoparlayabiliriz.( ekil 1.1)
1. buhar fazndan yaplan kaplamalar
2. zeltiden yaplan kaplamalar
3. sv yada yar sv halden yaplan kaplamalar
4. kat halden yaplan kaplamalar
Buhar fazndan yaplan kaplamalar (kuru prosesler) iki blmde
incelenebilir:
1. PVD ( physical vapor desposition)
2. CVD (chemical vapor desposition)
2
-
8/2/2019 YZEY LEMLER
3/59
BLM 1
1.1 YZEY LEMLER
Malzeme biliminin geliimine paralel olarak i yap ile mekanik ve
fiziksel zellikler arasndakurulan balar ve bunlarn bilinli olarak
uygulan gnmzde kullanlan yzey ilemlerini de
beraberinde getirmitir. Tabii ki bu ilemler en yaygn kullanm
alann amzn metali olandemir ve demir-esasl rnler arasnda bulmutur
(sementasyon, nitrrleme, galvanizleme vb.).Son yllarda ok hzl
gelien teknoloji ile birlikte yzey ilemleri de eitlenmekte ve
termal
pskrtme, iyon alamas gibi ileri tekniklerin laboratuar dzeyinden
seri retim safhasnagirmesini salamaktadr.
1.1.1 Yzey lemlerinin Amac
Metal yzeylere uygulanan ilemler ama olarak ana balk altnda
toplanabilir.1.1.1.1 Ana metalin anma ve srtnme zelliklerinin
gelitirilmesi
Genel olarak anmaya dayanm, sertlik ile doru orantldr. Ancak bir
malzemenin sertliiarttka gevreklii de artmakta, dolaysyla yk tama
kapasitesi dmektedir. Bu nedenle uy-gulanacak yzey ilemi, her iki
zellii (sertlik ve tokluk) tek bir parada birletirmeyi
amalayabilir. Bylece ilem sonras oluturulan metal yzeyindeki
sert tabaka anmaya kardiren salarken, ekirdei oluturan ana metal,
nispeten yumuak ancak tok yaps ile paraya
binen yk kaldrabilecektir. Bu amaca klasik bir rnek olarak
sementasyon, nitrrleme vekesici ular zerine kapanan ince TC tabakas
verilebilir.
Srtnme ile ilgili uygulamalarda srtnme katsays n plana kmaktadr.
Dk yk altndaalan metal paralar zerine teflon, ar yk altnda alan
paralar zerine kaplanan Babbitalam bu tr uygulamalara rnek
verilebilir.
3
-
8/2/2019 YZEY LEMLER
4/59
-
8/2/2019 YZEY LEMLER
5/59
basnl hava yardm ile iparasnn nceden temizlenmi yzeyi zerine
gnderilir ve oradabir tabaka oluumu balatlr.
Pskrtlen tabakalarn ana malzemeden ayrlmasn nlemek iin bu tr
gzenekli tabakalarda
genellikle zel yapma malzemeleri kullanlmaldr. Tel-alev pskrtme
yntemi iin ennemli malzeme gruplar deiik karbon oranlar ieren yaln
karbonlu elikler, kromlu elikler,paslanmaz elikler, molibden, yatak
bronzlar, beyaz yatak metalleri ve demir olmayanmetallerden
bazlardr.
Pskrtlen tabakalarn ilenmesi sz konusu malzemenin zelliklerine
gre tornalama, delme,frezeleme ya da talama biiminde olur. Yntemin
karakteristik kullanm alanlar arasndakaymal yatak yzeyleri, dili
kutusu paralar, piston segmanlar, rulmanl yatak yzeyleri,hidrolik
pistonlar, hidrolik silindirleri, su trbini paralar ve korozyondan
korunmas gerekenyerler saylabilir.
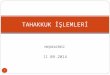
1.2.3 Arkl pskrtme
Bu tip pskrtmede yanma gaz ve oksijen gereksinmesi yoktur.
Pskrtme tabancas iindeniletilen iki metal tel bir gerilim kaynana
balanmtr. Tabanca azn terk eden iki metalarasnda ksa devre ark
oluur ve teller ortaya kan bu ark iinde erirler. Bu srada
basnlhava, alevle pskrtme ynteminde olduu gibi eriyik metali
tozlatrarak hazrlanm yzeye
pskrtlr, yzeyde tabaka oluumu izlenir.
Arkl pskrtmenin stn yn ilemdeki hzn yksek oluudur. Alevle
pskrtme yntemindesaatte en ok 8 kg. elik tel ilenirken
(pskrtlebilirken), arkl bir dzende akm iddetinegre ayn elikten
15-20 kg tel ilenebilir.
Arkl pskrtme yntemi ile elde edilen tabakalarn ana malzemeye
yapma zellikleri dahaiyidir; paracklar daha yksek bir sl ve kinetik
enerji ile ana malzemeye arpmakta ve oradamikro kaynaa benzer bir
olayla yapmaktadr.
Karakteristik kullanm alanlar ise kondansatrler, kurutma
silindirleri, kalp retimi, bronzyataklar, beyaz metal yataklar ve
korozyondan korunmas gerekli yerlerdir.
5
-
8/2/2019 YZEY LEMLER
6/59
ekil 1.1. Arkl Pskrtme Dzenei
1.2.4 Alevle pskrtme (Toz)
Isl pskrtmelerdeki tel yerine kaplama maddesi toz biiminde de
pskrtlebilir. Bu durumda
toz malzeme gaz alevi iinden geerken erir ve yzey zerine itilir.
Damlacklarn ncedenhazrlanm yzeyler zerine iletilmesi genellikle
basnl hava yardm ile olur. Bu yntem,metal pskrtme yntemleri arasnda
en ok uygulananlardandr. Malzemenin seimi, yzeyincinsine, tabaka
kalnlna ve istenen yapma kalitesine gre yaplr.
Standart metallerle elde edilen pskrtme tabakalar zellikler ve
kullanma yerleri bakmndantel pskrtme ile elde edilenlerle
karlatrlabilir. Bunlar genellikle yapkan tabakalar zerine
pskrtlrler. Yaln karbonlu ve paslanmaz elikler, molibden
alamlar, yatak bronzlar ilebakr ve alminyum gibi demir olmayan
metaller bu gruptandr.
Seramikler ve karbrler anmaya dayankl ve korozyon direnci yksek
kaliteli pskrtmetabakalarnn elde edilmesinde kullanlr. Alminyum
oksit, titan oksit ve krom oksitmalzemeler en sert sl pskrtme
tabakalarndan saylrlar, yalama yaplmaksznkullanlabilirler ve
korozyon bakmndan da yksek dayanmldrlar. Wolframkarbrler,
krom,nikel ve kobalt balantlar iinde ok yksek anma dayanm
gsterirler ve yksek niteliklimakine paralarnn yzey kaplamalarnda
kullanlr. Cermetler seramik ve metal tozlarnnkarm olduklarndan her
iki bileenin zelliklerini birlikte gsterirler.
ekil 1.2. Alevle Pskrtme Dzenei
1. Pskrtlen tel
2. Yanc gaz-oksijen karmnn geii
3. Basnl havann geii
4. Gaz karmnn yksek bir hzla geii5. Yanc gazlarn ayrt blge
6
-
8/2/2019 YZEY LEMLER
7/59
6. Parlak koni ksm
7. Birincil yanma blgesi (~3200 0C)
8. kincil yanma blgesi (~2000 0C)
1.2.5 Plazma pskrtme
Plazma pskrtme yntemi, sl pskrtme tabakalar iin yksek scaklkta
eriyen metallerden,oksitlerden, karbrlerden, borrlerden vb.
yararlanma olana verir. Sz edilen bu ma1zemelergaz oksijen alevi
iinden pskrtlemezler. Byle malzemeler iin ok yksek scaklklar(4000 -
20000 C) ile plazma demetinin ses st hz gereklidir. Sonuta ok youn
ve homojen
bir pskrtme tabakas ortaya kar. Ancak bu tabakann en belirleyici
zellii ana malzemezerindeki yapabilme stnldr. Plazma pskrtme yntemi
olduka yksek elektrikselgler ve pskrtlecek malzeme trne gre deien
plazma gazlarna (hidrojen, azot argon,
helyum ve bunlarn belli oranlardaki karmlar), uygun bir soutma
sistemine ihtiya vardr.Bu yntem metal pskrtme yntemleri arasnda her
ynden en yksek nitelikli kaplamatabakalarn veren, ok ynl istemleri
karlayabilen bir yntemdir.
Kompresr ve trbin kanatlar, tekstil makineleri, pompa paralar,
vantilatr kanatlar,mekanik szdrmazlk elemanlar plazma pskrtmesinin
en ok kullanld alanlardr.
ekil 1.3. Plazma Pskrtme Dzenei
A- Toz Gnderimi E- Koruyucu Gaz
B- Plazma Gaz F- Su Pompas
C- Toz Gnderme Gaz H- Akm Kaynaklar
D- Paras
Tablo 1.1. Metal kaplama yntemlerinde kaplama kalnl, scakl ve ba
gc
7
-
8/2/2019 YZEY LEMLER
8/59
YNTEM LEMSICAKLII
C
KAPLAMA
KALINLI
I(MKRON)
METALYZEY
TUTUCULU
K
Termal Pskrtme 100-150 50-500 B-C
Kladlama 50-1200 50-100000 B
Evaporasyon 200-1600 0,1-1000 B-C
yon Kaplama 100-500 0,02-10 A-B
Kimyasal Buhar 150-2200 0,5-1000 A
Daldrma 25-500 5-50 C
Sol Gel 25-850 0,3-10 D
Elektro kimyasal
25-100 0,1-5000 C
Kimyasal 25-100 0,1-50 C
8
-
8/2/2019 YZEY LEMLER
9/59
Kimyasal Dnm 25-600 0,1-10 B
A: Mkemmel B: yi C: Orta D: Zayf
9
-
8/2/2019 YZEY LEMLER
10/59
KAPLAMAYNT
EMLER
BuharY
ntemleri
Dierleri
Tablo1.2.
Metal
KaplamaYntemlerininSnfla
ndrlmas
10
-
8/2/2019 YZEY LEMLER
11/59
1.3 METAL YZEYLERN TEMZLENMES
1.3.1 Yal Maddelerin Alnmas
Metalik yzeyler yakn zamanda temizlenmemi veya paslanmay nlemek
iin yzeylerindeya olabilir. Bu yalar almak iin eitli yntemler
uygulanr.
1.3.1.1Organik zcler
Temizlenecek cisim gazolin, benzen veya karbon tetra klorr ile
ykanr. Gazolin ve benzenucuz olduklarndan tercih edilirler. Ancak
tutuma olaslklar ve benzenin zehirli zelliklerikullanlma alanlarn
snrlarlar.
1.3.1.2 Alkali zelti kullanlmas
Yalar scak alkali ile sabunlamaya tabi tutulurlar ve metalik
yzeyden alnrlar. Emlsiyontekil edici maddeler ise NAOH, Na2CO3
zeltileri ve sabundur. Elektro kaplama iletmelerigenellikle hazr
metal temizleyicileri satn alrlar.
1.3.1.3 Elektriksel temizleme ilemi
Temizlenecek cisim alkali zelti ieren bir tanka balanr. Akm
uygulanarak temizlenecekcisim zerinde hareketli hidrojen gaz k
balar. Temizleme ilemi kk gaz habbecikleriyardmyla, kaldrma ilemi
ile birlikte katot yzeyinde serbest alkali oluumu ile olur.
1.3.1.4 Dalama
Kaplamay imkansz klan oksit vb. eylerin para yzeyinden
giderilmesi iin madenin cinsinegre muhtelif asit karklar kullanlr.
Paralarn bu vastalarla temizlenmesine paralarndalanmas denir.
Kaplanacak paralarn dalanmadan nce esasl olarak yadan
temizlenmesigerekir. Paralarn dalanmasnda slfrik asit, fosforik
asit, hidrofluorik asit vb. asitlikarmlar kullanlr.
1.3.1.5 Kabuklarn ve Dier Oksitlerin Alnmas
11
-
8/2/2019 YZEY LEMLER
12/59
Bir takm nedenlerle kaplanmas gereken maddelerin yzeyini, ince
bir metal oksit tabakasnkaplar. Bunu nlemek iin yzey koruyucu bir
madde ile kaplanr. Fakat bu oksit tabakaskoruyucu madde srlmeden
nce de meydana gelmi olabilir. Bu tabakalar gidermek iineitli
yntemler vardr.
1.3.1.6 Demir ve elii asitle temizleme( Pikaj ilemi)
Demirden yaplm cisimler iin genellikle H2SO4 ve HCl tavsiye
edilse de HCl tercih edilir.Nedeni H2SO4den daha abuk etki eder.
HCln pahal olmas pek ok hallerde H 2SO4nkullanlmasn gerektirir.
Asidin oksit kabuu zerine etkisi, metale dkldnde metallekabuk
arasnda oluan hidrojen habbeciklerinin meydana getirdii mekanik
ayrma ve ayrcazeltilerin etkisi eklinde olur.
1.3.1.7 Oksit tabakasnn elektrolitik yolla kaldrlmas
nce bir tabaka halinde oksit kabuu ihtiva eden demir veya elik
60 0Cdeki %30luk H2SO4zeltisinde katot olarak balanrsa, kabuk
demire indirgenir. Absorbe edilen hidrojen, metalikrlgan yapar. Ayn
banyoda demir anot olarak da kullanlr. Bu taktirde demirin
fizikselzelliklerinde bir bozulma olmamasna ramen metal kayb olduka
byktr.
1.3.1.8 Kum pskrtme
Dkmler kum pskrtme ile temizlenir. Dkm zerine basnl hava ile kum
pskrtlr veoksit kabuu mekanik olarak kaldrlr. Tm tedbirlere ramen
ince kum solunum sisteminegirer. Kum pskrtme kapal yerlerde
yaplmaldr. Kum pskrtme temizlenecek cisminyzeyini etkiler ve bazen
de mat bir yzey elde edildiinde son ilem olarak kullanlr.
1.3.1.9 Tel fra ile fralama
Tel fralar pek etkilidir, yalnz bana ya da zmpara,snger
ta,silisyum karbr gibi
andrclarla ve alkali zeltilerle birlikte de kullanlrlar.
1.3.1.10 Dnen fralar
Ufak cisimler dnen fralar ile kolayca temizlenirler.
Temizlenecek cisim elik bilya , kum,zmpara veya dier uygun bir
andrc ile sabun veya baka bir alkali ile birlikte dnen
varileyerletirilir. Bu andrclar ya ve kuru olarak kullanlrlar.
Yuvarlanma ile kabuklar przler,sivri ular,kntlar,girintiler
giderilir.
12
-
8/2/2019 YZEY LEMLER
13/59
Tablo 2.1. Yzey Temizleme lemleri
TEMZLE
MEYNTEM
YAVE
GRESS
TALAPARALARI VE
KESME
LEMNDEKULLANILAN
LUBRKANTLAR
PARLAT
MAPASTASI
OKST
TABAKASI
Solvent -- X - -
Buhar X X X -
Alkalin X X X X
Asit X X X X
Tuzbanyosu
- - - X
Ultrasonik - - X X
2.BLM
13
-
8/2/2019 YZEY LEMLER
14/59
PVD YNTEMYLE YZEY KAPLAMA TEKNKLER
,
2.1 PVD
2.1.1Genel Bilgi
PVD yntemleri, dier yzey sertletirme yntemlerine nazaran
pahalolmasna ramen, yksek hzda ileme (YH) teknolojilerin gelimesi
ve bugelimeye oranla yzeyleri ark PVD prosesi ile sert seramiklerle
kaplanmkesici takmlarn YH de tavsiye edilir hale gelmesi, PVD
yntemini tercihedilir hale getirmitir. PVD prosesi, kaplanacak
malzemenin vakum altndabuharlatrlmas esasna dayanr. Fiziksel buhar
biriktirme teknii genelde,elektronik uygulamalarnn yannda, kesici
takmlarda, kalp malzemelerinde
ve dier anmaya maruz kalan makine elemanlarnn ince sert
seramikfilmlerle kaplanp, mrlerinin arttrlmasn amalamaktadr. PVD
kaplamametodu ou yzey ilemlerine ve kaplamalarna referans
olmutur.Metalurjik amal, PVD uygulamasnn temel esas, vakum
altndabuharlatrlan bir elementin, herhangi bir kimyasal reaksiyona
izinvermeden tanmas ve kaplanacak kaplama malzemesi,
zerinebiriktirilmesidir. Buharlatrc kaynanda gaz fazna geirilen
malzeme,kaplanacak paraya ular. Fakat, bu atomlarn para
yzeylerineulaabilmesi, ortamda baka atomlarla arpma sz konusunun
olmaddurumda gerekletirilir. PVD ilemi tam olarak bir yzey
sertletirme ilemiolmasnn nedeni, kaplanacak olan matriks malzemenin
kaplama
scaklnn, malzeme AC1 dnm scaklnn altnda olmas ve skontrolnn ok
hassas yaplarak, tamamen sertletirme ileminin
yzeydeolumasndandr.
Buhar faznda biriktirme ilemi iin, alt ana kademe
gerekletirilir:
- Kaplanacak matriks malzemenin hazr hale getirilmesi,
-Kaplama malzemesinin hazr hale getirilmesi
- Kaplama malzemesinin kat veya sv fazdan buhar fazna
geirilmesi,
- Buhar fazndaki malzemeye ilave olarak, ortama reaktif gaz
(Argon)
verilmesi- Buhar faznn, kaynaktan matriks malzeme yzeylerine
tanm
- Buhar faznn yzeyde youmas, film ekirdeklerinin oluumu ve
geliimi
PVD yntemi, ana grup altnda incelenir.
Buharlatrma
Sratma
yon kaplama
Bu teknikleri birbirinden ayran nokta, kaplama malzemesinin
buharlatrlmasnn ayr yntemlerle yaplmasdr. Farkl
buharlatrmateknikleri, kaplamann yaps, zellikleri ve biriktirme hz
gibi parametreleri
14
-
8/2/2019 YZEY LEMLER
15/59
olduka etkilemektedir. Kesici takmlarn sert seramiklerle
kaplanmasnda enyaygn kullanlan teknikler, Manyetik Alanda Sratma
(MagnetronSputtering) ve Ark Fiziksel Buhar Biriktirme (Ark PVD)
dir. Bu tekniklerinuygulamada belirli avantaj ve dezavantajlar
mevcut olsa da, her ikisi deoptimum zelliklere sahip sert seramik
kaplama retebilmektedir. ki
yntemin birbirinden temel fark, Ark PVD tekniinin iyonizasyon
orannnok yksek olmas, kaplamaya taban yzeyinin yapmasnn daha iyi
olmasve manyetik sratma tekniine gre kaplama yzeyi kalitesinin daha
iyiolmasdr.Bugn, PVD yntemi kullanlarak TiN, TiAlN, TiCN, CrN,
WC-C, ZrNg.b. sert seramik kaplamalar retilmektedir.Sert seramik
kaplamalar,zerinde bilimsel ve teknolojik olarak youn ilginin
odakland konu halinegelmitir. Bu kaplamalarn gelitirilmesindeki asl
hedef, yksek hzda imalat(YH) sistemlerinde kullanlacak kesici
takmlarn ve kalplarn, anmakorozyon ve srtnme zelliklerinin en
iyiletirilmesini salamaktr. Yani, YHsistemlerinde, konvansiyonel
takm tezgahlarna gre, kesici takmlarnmaruz kald artan sl ve mekanik
ykleri karlayabilmesi iin, daha sert vetok, srtnme ve anma
zellikleri daha iyi, kesme srasnda kesme svskullanmn
gerektirmeyecek kaplamalarla, takmlarn kaplanmas
olarakaklayabiliriz. Bu amaca ynelik, kesici takm malzemeleri Ark
PVD yzeysertletirme yntemiyle, yeni gelimi tm seramik
elementlerlekaplanabilme imkan bulmutur. Ti elementinin
kullanlmasnn ana nedeni,hegzegonal sk paketli (HSP) yapya sahip
olduundan dolay, anmamukavemetine, korozyona dayanm ve kzl sertlik
dayanmna sahipolmasdr. Ti elementi, anmaya dayanmyla, zellikle
imalat sektrndekesici takmlar, kesme ve delme kalplarnda, tbbi
cihazlarda, biyolojikuyumluluu nedeniyle vcut ii ve d protezlerde
ve uzay sektrnde
uygulama alan bulmutur. TiN kaplamalar, kaplama parametrelerine
balkalarak, yzeylere iyi yapma zellii, sl oklar altnda kimyasal
kararll,yksek sertlik ve dk srtnme katsaysndan dolay kayganlk
zellii,kesici takmlarda ve kalp malzemelerinde oluan abrazif,
adhezif,oksidasyon ve difzyon gibi anma mekanizmalarna kar koruyucu
vazifesigrr (Ezugwu ve Okeke, 2001). Kaplama teknolojilerinin
gelimesi ile de, Tiun birok elementle (Al, Cr vs.) kimyasal
reaksiyona sokularak, ok tabakakatmanl (multi-layer) yzey
sertletirme ilemleri de uygulama alanbulmutur.
2.1.2PVD Yntemleri :
2.1.2.1Termal BuharlatrmaTermal buharlatrma en eski ve en yaygn
olarak kullanlan vakum biriktirme tekniklerinden
biridir. Buharlatrma prosesinde kaplama malzemesi, kaynak
malzemesini belli bir scakla(tipik olarak 1000-2000 C) vakumda (10
-6-l Pa veya 10 -8-10-2 Torr) stmakla meydanagetirilir. Bu ekilde
buhar basnc (>1 Pa veya10 -2 Torr) anlaml bir ekilde, evreleyen
oda
basncn geer ve younlama iin yeterli buhar retir.
Kaplama malzemesi elektriksel olarak ntr bir durumdadr ve kaynan
yzeyinden tipikolarak 0,1-0,3 eV aralndaki termal enerjilerde kar.
Kaynak-taban malzemesi arasuzaklk, 150-450 mm arasnda deiir. Birok
malzeme (metaller, alamlar, metalleraras
bileikler, ve refrakter bileikler) hemen hemen herhangi bir
taban malzemesi zerine
(polimerler dahil) uygun bir teknik kullanlarak kaplanabilir.
Taban malzemesi havada asl,topraklanm veya elektriksel olarak
polarize edilmi olabilir.
15
-
8/2/2019 YZEY LEMLER
16/59
Taban malzemesi normal olarak, youn eeksenli tane morfolojisine
sahip metal ve refrakterbileiklerinin kaplamalar iin yksek bir
scakla (200-1600 C) n stlmtr. Yksektaban malzemesi scaklklarnda
biriktirilmi birok refrakter bileiin kaplamalar, daha iyiyapma,
daha yksek sertlik ve daha yksek anma direnci gsterirler.
Ayrmaya uramayan saf metal, alam ve bileiklerin birou, vakumda
direkt olarakbuharlatrlabilir. ok bileenli alamlar veya bileikler
termal olarak buharlatrldzaman bileenler, farkl buhar basnlar
nedeniyle farkl hzlarda buharlaabilir.
ok az bileik, ayrmaya uramadan buharlar. Daha genel bir anlamda,
bir bileikbuharlatrld veya sratld zaman, malzeme bileik halde olduu
gibi buhar faznagei yapmaz, fakat ksmlar halinde gei yapar.
Sonradan bu ksmlar, byk bir olaslklataban malzemesi zerinde bileii
tekrar oluturmak iin yeniden birlemek zorundadr.
Uygun stokiyometrik kaplamalara sahip alam ve bileiklerin
hazrlanmasnda kullanlantatmin edici yntemler reaktif buharlatrma ok
kaynakl buharlatrmay ierir.
Kaplamann stokiyometrisi biriktirme hz, eitli molekler ksmlarn
oranlar,
ortamda bulunan dier gazlarn arpmas, taban malzemesi zerinde
bileii yenidenoluturmak iin ksmlarn reaksiyon hz gibi birok faktre
baldr. Reaksiyona girenmaddeler arasndaki reaksiyonu tevik etmek ve
iyonlarla enerjik ntrlerin oluumunusalamak iin, reaktif
buharlatrmada bazen plazma kullanlr. Bu prosese, aktive
edilmireaktif buharlatrma (ARE) ad verilir.
ARE prosesi iyi yapmal, olaanst mekanik zellikli ve yksek
biriktirme hzl geni bireitlilikteki malzemelerin tribolojiksel
kaplamalarn retmede kullanlr. Asal veya reaktifgazlarn oluturduu
bir iyon n tarafndan meydana gelen doru akm iyon arpmas,
buharlatrlm kaplamalarn yapmasn ve mekaniksel zelliklerini
gelitirmek iin ayrcakullanlabilir.
Kaynak malzemesi normal olarak toz, tel veya ubuk eklindedir.
Kaynak malzemesi;1. Rezistans,
2. Radyasyon,
3. Radyofrekans (RF) endksiyonu,
4. Elektrik ark,
5. Elektron nlar,
6. Lazer kaynaklar
gibi iletim yollaryla stlr.
Rezistansl stma ile biriktirme, yksek buhar basncna sahip
malzemelerin kaplamalarnnveya ince kaplamalarn retilmesi iin
kullanlr. Dier iletim, radyasyon, ve endksiyonstma yntemleri daha
kaln kaplamalarn ve orta seviyede buhar basncna sahipmalzemelerin
kaplamalarnn biriktirilmesi iin kullanlr.
Bunlar, ok basit ve ucuz proseslerdir. Fakat basit rezistansl
stma, taban malzemesindenkaynaklanan muhtemel kirliliin
dezavantajlarndan ve yksek ergime noktasna (> 1500C) sahip
malzemeleri buharlatrmada aciz kalan giri gcnn snrl olmasndan
olumsuzynde etkilenir.
Radyasyonla stma, ergimeden nce buharlaan malzemelerin
biriktirilmesinde
kullanlmaktadr. Bir sblimasyon kaynann kullanlmasyla, reaktif
olmayan tabanmalzemelerinin bulunmas problemi ortadan
kaldrlabilir.
16
-
8/2/2019 YZEY LEMLER
17/59
Endksiyonla stma daha etkilidir, fakat daha yksek maliyet ve
daha byk alan gerektirir.Daha refrakter maddeler ve yksek
biriktirme hzlar, elektron n ve vakum ark stmasgibi yksek g
younluklu yntemler gerektiririler.
Elektron n buharlatrmas, ergime scaklklar 3500 Cye kadar olan
malzemelerinbiriktirilmesinde kullanlabilir.
Lazer n stma yntemleri ise, ara sra kullanlr. Elektron n veya
lazer stmaproseslerinde, tankn yannda bulunan buharlaan malzemenin
paralar dk scaklklardatutulabilir; bu ekilde de etkileimler
(kirlilik) en aza indirilebilir. Elektron n veya lazern ile retilmi
kaplamalar en saflardr. Lazer n stma, uygulamayla ilgilisnrlamalara
sahiptir ve popler deildir.
Buharlatrma ileminde, 25 m/dak'ya ulaan buharlatrma hzlar
kullanlr ve 75m/dak'lk hzlar elde edilmitir. Buhar kayna malzemesi
iin srekli bir besleme sistemi,zel alam ve bileiklerin yksek
biriktirme hzlar iin kullanlr. Biriktirme hz, esasolarak kaynan
stma scaklna ve buharlaan malzemenin alanna baldr.
Kendi kendini destekleyebilen yaplar zerine, l mm kalnla ulaan
kaplamalarbiriktirilebilir. Tipik kaplama kalnlklar, 0,1-100 m aral
arasnda deiir. Birok tabanmalzemesi kaplanabilir. En nemli
gereklilik, malzemenin vakumdaki alma artlarndakararl olmasdr.
Kaplama buharyla kar karya kald zaman gaz veya buharkarmamaldr.
Youn, eeksenli tane morfolojisine sahip metal ve refrakter
bileiklerinkaplamalarnn yan sra, daha iyi yapma iin de taban
malzemeleri normal olarak yksekscaklklara ilk stmaya tabi
tutulur.
Buharlatrmann balca avantajlar, dier vakum biriktirme
prosesleriylekarlatrldnda daha basit, daha ucuzdur ve yksek
biriktirme hzlarna sahiptir.Buharlatrma prosesi, buhar trlerinin dk
kinetik enerjileri nedeniyle ounlukla dk
kaplama yapmasyla sonulanr; bu yzden de, dier vakum biriktirme
proseslerine gretribolojiksel uygulamalar asndan biraz daha az
tercih edilir. Fakat buharlatrmaprosesinin basitlii ve dk maliyeti
ile yksek biriktirme hzlar, onu birok uygulamalariin ilgi ekici
hale getirir.
Yksek taban malzemesi scaklklar, ince taban malzemelerinin
erilip arplmasna nedenolabilir ve metalik taban malzemelerinin sl
ilemini deiiklie uratabilir. Direkt
buharlatrma prosesi, bileik kaplamalarn stokiyometrisinin
kontroln tam olarak salamadayetersiz kalr. Buharlatrmann birok
kusurunun nne, biriktirme srasnda ortama reaktif gazvererek,
buharlaan malzemenin atomlarn iyonize ederek ve taban malzemesine
bias voltajuygulayarak geilebilir
2.1.2.2Sratmaya dayal teknikler
Vakum ortamnda kat haldeki kaplama metali (hedef malzeme)
yzeyinin enerjili iyonlarlabombardman edilerek malzemenin
buharlatrld sratma yntemi, ince film kaplamalarnbiriktirilmesinde
kullanlan ok nemli proseslerden biridir. Sratma ile altmetal yzeyi
istenenbir metalle kaplanabildii gibi, reaktif kaplama denilen ve
buharlatrlan malzemenin istenilenbir gazla altmetal yzeyinde bileik
oluturmas salanabilir. Bylece sert seramik filmler veyabileik
malzemelerden retilen kaplamalar yaplabilir.
Sratma sistemi, negatif d.c. veya r.f. potansiyel uygulamal bir
hedef malzeme ile altmetaltutucusunun bulunduu bir vakum odasndan
oluur. Altmetal tutucusu hedef malzeme ilekarlkldr ve
topraklanabilir, negatif potansiyel uygulanabilir veya kendi
halinde braklabilir.Ayn zamanda stlabilir veya soutulabilir. Sistem
basnc, 10-3 10-2 mbar aralnda tutulur
17
-
8/2/2019 YZEY LEMLER
18/59
ve erare etkisi veya plazmann balatld bir ortam salamak iin
sratma gaz olarak argonile doldurulur. Sistem ematik olarak ekilde
gsterilmitir.
Hedef malzemeye 2-3 kVluk negatif potansiyel uygulayarak
oluturulan plazmadaki pozitifiyonlar, hedefe arparak momentum deiim
mekanizmas ile hedef atomlarn yerlerindenkarrlar. Hedef
malzemesinin atomlarnn bu ekilde malzemeden uzaklatrlmas
sratmaolarak bilinir. Sratlan iyonlarn bazs altmetal yzeyine
giderek orada birikir ve bir filmoluturur. Sratma srasnda hedef
yzeyine pozitif ykl iyonlarn arpmas ile baka araetkimeler de
meydana gelebilir. rnein arpmann etkisi ile kan ikincil
elektronlar, ntrhaldeki sratma gaz atomlarnn ilave iyonizasyonuna
neden olabilir.
Sratma ile, birok malzeme baarl bir ekilde biriktirilmesine
ramen, birikme hznn veplazma iindeki iyonlama etkisinin dk olmas,
altmetal scaklnn ykselmesi sisteminkullanmn snrlamtr. Son yllarda
sratma teknolojisindeki gelimelerin ou, manyetikalanda yaplmtr.
Bunun nedeni, manyetik alanda sratma yntemi ile yaplan
kaplamalarn,mikroelektronik, optik, trbin baklar, manyetik ve optik
diskler, kesici takmlar ve solarkontrol endstrisi gibi birok
endstriyel alanda kullanlmasdr.
ekil 2.2.2 Sratma sistemi
Sratma sistemindeki eksiklikleri gidermek amacyla sratma
kaynaklarnda yaplandeiiklikler, daha gelimi sistemleri ortaya
karmtr. Bu sistemler gelime srasna greaada verilmitir.
(1) Diyot sratma sistemi
(2) Konvansiyonel manyetik alan
(3) Dengesiz manyetik alan
(4) Elektron uas, r.f. veya mikrodalga dearj kullanan gelimi
iyonizasyonlu manyetik alan
(5) Dk basnl manyetik alan(6) Yksek hzl manyetik alan ve kendi
kendine sratmal manyetik alan
18
-
8/2/2019 YZEY LEMLER
19/59
(7) Ferromanyetik malzemeler iin sratma kayna
Diyot sratma, sratma etkisinin zayf olmas nedeniyle ok
kullanlmamtr. Konvansiyonelve dengesiz manyetik alanda sratma
sistemleri, manyetik alan (~200 gauss) kullanlr. Bununiin kalc
mknatslardan veya elektromknatslardan yararlanlr. Gelimi
iyonizasyonlumanyetik alan ve dk basnl manyetik alan sistemleri,
mikronst kaplama teknolojisinde
byk gelimelere neden olmulardr. ok hzl manyetik alan ve kendi
kendine sratmalmanyetik alan sistemleri 200 W cm-2 ve zerindeki ok
byk hedef g younluklarndaalrlar. Ferromanyetik malzemelerin
sratlmasnn g olmas nedeniyle, gelitirilensistemlerin hibiri
endstriyel retim iin uygun olmamtr. Bu konudaki almalargnmzde de
devam etmektedir.
2.1.2.2.1Manyetik Alanda Sratma
Manyetik alanda sratma yntemi, farkl bileimde sert kaplamalar
biriktirmek iinkullanlmasna ramen, nceleri takm kaplama prosesi
olarak baarl olamamtr. Ancak dahasonra, manyetik alanda sratma
sisteminde yaplan deiiklikler, yntemi en gelimi sratmasistemi
haline getirmitir. Bu yntemde hedef malzemesi, su soutmal mknats
veyaelektromknatslardan oluan tutucunun zerine yerletirilmitir.
Hedefin merkez ekseni,mknatsn bir kutbunu oluturur. kinci kutbu
ise, hedefin kenarlarna yerletirilen mknatslartarafndan halka
eklinde oluturulur. Mknatslarn bu ekilde dzenlenmesi, elektrik
vemanyetik alanlarn hedef zerinde birbirine dik olmasn salar.
Manyetik alanlar dairesel veyadikdrtgen eklinde dzenlenebilir.
Dairesel dzenli manyetik alanlardaki manyetik alann eklive hareket
yolu ekilde gsterilmitir. Hareket yolunu ifade eden ExB deerinde, E
elektrik
alan, B ise manyetik alan ifade etmektedir. ExB hareket yolu
hedef yzeyine paraleldir vekapal halka oluturur. Bylece iyon
bombardman ile katod yzeyinden yaynan ikincilelektronlar, bu blgede
zellikle tutularak iyonizasyonun artmasna ve plazmann daha
younolmasna neden olurlar.
yonizasyon etkisinin artmas, ana sratma sistemlerinden daha dk
alma basnlarndaplazma oluturabilen manyetik alanlar meydana
getirir. alma basncnn drlmesi ile,sratlan hedef atomlarnn gaz
fazndaki sanmas daha az olacandan altmetale ulaantanecik says artar
ve bunun sonucunda birikme hzlar nispeten yksek (dakikada
birkamikron) olur. Pratikte birikme hzn kontrol eden faktrler ise,
hedef malzemesi, altmetal-hedefmesafesi, hedef blgesindeki g
younluu, hedef alan ve basntr.
Manyetik alanda sratma yntemleri, dengeli ve dengesiz manyetik
alanda sratma ad altndaiki genel grupta toplanr. Yntemler temelde
ayn olmasna ramen, hedef malzeme nndeoluturulan plazmann kapanma
eklindeki farkllk nedeniyle birbirinden ayrlmaktadr.
19
-
8/2/2019 YZEY LEMLER
20/59
ekil 2.2.2.1. Dairesel dzenli manyetik alan
2.1.2.2.2 Konvansiyonel Dengeli Manyetik Alanda Sratma
Konvansiyonel dengeli manyetik alanda sratma ynteminde, hedef
metalinin n ksmnda
oluan kapal plazma, plazmann youn olduu blgedir ve normal alma
koullarnda,hedeften itibaren yaklak 60 mm. mesafededir. Youn plazma
blgesi iine yerletirilenaltmetaller, film bymesi srasnda yeterli
miktarda iyon bombardmanna uradklarndanfilmin fiziksel ve kimyasal
zellikleri istenildii gibi deitirilebilir. Film
zelliklerindekideiimler, yzeye arpan iyon enerjisi, birikme hz ve
altmetalde llen iyon akm younluuile kolayca kontrol edilebilir.
Ancak alt metal plazma blgesinin dna yerletirilirse, burada
plazma younluu az olacandan (iyon akm younluu 1mA/cm2) filmin
mikroyapsn vezelliklerini etkileyen iyon bombardman yetersiz
olacaktr. (ekil 3a). Bu nedenlekonvansiyonel manyetik alanda sratma
ile, byk ve karmak paralar zerine ok youn vekaliteli kaplamalar
yapmak ok zor olacaktr. Ancak bu yntemle altmetal fazla
snmadndan
plastikler gibi scakla hassas malzemeler zerine de kaplama
yapmak mmkndr.
Konvansiyonel manyetik alanda sratma ynteminde, film birikmesi
srasnda iyonbombardmann arttrmak iin altmetale negatif potansiyel
uygulanr. Ancak iyonbombardmann daha fazla arttrmak amacyla negatif
potansiyelin byk seilmesi, hem taneii hatalarn oluumuna hem de film
iindeki gerilmeyi arttracandan, zellikle sertkaplamalarn birikmesi
srasnda istenmeyen etkiler ortaya kabilir. Altmetale iyi yapmayankt
kalitede kaplamalar elde edilir. Filmin mikroyapsn ve yapmasn
gelitirmek iin,dk negatif potansiyel-yksek akm younluu tavsiye
edilmektedir. Dk negatif
potansiyel deerinde 2mA/cm2den daha byk akm younluklarnn,
tamamen youn, sertkaplamalar verdii tespit edilmitir. Yine de ok
kaliteli kaplamalar bu yntemle elde etmekmmkn olmamtr. Kaplama
kalitesini gelitirmek amacyla iyonizasyonu arttrlm yeni
sratma sistemleri gelitirilmitir. Sratma sistemlerinde plazma
iyonizasyonunu arttrma ikiekilde mmkn olmutur.
1. lave gaz iyonizasyonu
2. Plazma kapanmas (kapal plazma alan kullanm)
lave gaz iyonizasyonu, scak katot elektron emisyon kayna veya
delik katot ark elektronkayna kullanarak salanabilir. Plazma
kapanmas ise, dengesiz manyetik alanlar veyamanyetik aynalarn
kullanm ile mmkn olmutur . Bu yazda daha ok dengesiz
manyetikalanlar zerinde durulacaktr.
ekil 3. Konvansiyonel ve dengesiz manyetik alanda plazma
kapanmasnn karlatrlmas
20
-
8/2/2019 YZEY LEMLER
21/59
2.1.2.2.3 Dengesiz Manyetik Alanlar
Window ve Savvides , konvansiyonel manyetik alan ynteminde
mknatslarn manyetik alankonfigurasyonunu deitirerek bu yntemi
gelitirmilerdir. Dengesiz manyetik alan
ynteminde, manyetik alann d mknatslar, merkezdeki mknatsa gre
daha kuvvetliseilerek plazmann manyetik alan izgilerini takip
etmesi ve alt metale kadar yaylmassalanabilir. (ekil 3b). Manyetik
alann dengesini bu ekilde bozarak, plazmann, hedef vealtmetal
arasnda, manyetik alan yardmyla kapanmas salanr. Byle bir
konfigurasyon,sratma srasnda retilen ikincil elektronlardan ounun,
manyetik alan izgileri boyuncahedef metalden altmetale doru
gitmesini salar. Pozitif iyonlar da elektrostatik ekimleelektronlar
takip edeceinden altmetal yaknnda iyonizasyon geliir ve altmetal
yzeyindekiiyon bombardman artar
Biriken filmin iyon bombardmann daha fazla arttrabilmek iin
ilave manyetik alan dzenleride kullanlmtr. Altmetalin arkasna,
merkezi kutupla zt kutuplu mknatslar yerletirerek,elektromknatslar
kullanarak veya d kutuplarn mukavemetini arttrmak iin kuvvetli,
nadirtoprak mknatslar kullanarak iyon enerji akm arttrlabilir
[7,8,14]. Yine de tek mknatskayna kullanarak karmak ekilli paralar
zerine niform kaplama yapmak olduka zordur.Bu nedenle dairesel
birikme odasnn duvarlarna birden fazla dikdtgen mknatslar
monteedilerek, altmetalin mknatslarn arasnda kalmas ve bylece
kaplamann homojenliininkontrol salanr. Bunun iin birden fazla
manyetik alan sistemi biraraya getirilerek kapal alandengesiz
manyetik alanda sratma yntemi gelitirilmitir
2.1.2.2.4 Kapal Alan Dengesiz Manyetik Alanda Sratma
Kapal alan dengesiz manyetik alan sisteminde, iki veya daha
fazla manyetik alan vardr. kitane dengesiz manyetik alan birbirine
ters olacak ekilde, yani ayn kutuplar karlkl (ayna
grnts) veya zt kutuplar karlkl (kapal alan) olacak ekilde
yerletirilerek (ekil 4), iftlimanyetik kapal alan meydana
getirilir. Ayna grnts dzeninde, her iki manyetik alanizgilerinin
birbiri ile etkilemesi ekilden de grld gibi, yana doru yaylmaktadr.
Byle
bir dzen, izgileri takip eden ikincil elektronlarn plazmadan
kamasna neden olabilir. Sonutaaltmetal blgesinde plazma younluu der
ve birikme srasnda iyon bombardman azalr.Kapal alan dzeninde ise,
mknatslar arasndaki manyetik alan izgileri, plazma
iindekielektronlar iin kapal bir tuzak oluturur. Kapal alan
dzeninde elektronlarn dar kamaihtimali ok az olduundan, alt metal
blgesinde youn bir plazma elde edilir, bu da byyenfilmin urayaca
iyon bombardmann arttrr. ok kaliteli filmler biriktirebilmek, alt
metalenegatif potansiyel uygulayarak mmkn olur. Sistemdeki
iyonizasyonla ilgili olan altmetaleuygulanan negatif potansiyel,
konvansiyonel iyon kaplama ile karlatrldnda ok dktr
(yaklak 50V)Manyetik alanda sratma yntemleri iinde en pratik ve
ok ynl olan bu yntem, byk vekarmak ekilli altmetaller zerine yksek
birikme hzlarnda kaliteli metal ve alamkaplamann yansra ok katl
tabakalar oluturmak, oksit, nitrr ve karbr gibi seramik
kaplamayeteneine de sahiptir.
Teer ve ark. tarafndan gelitirilen oklu manyetik alan dzenleri,
karmak paralar zerinetitanyum nitrr, alam nitrrler, elmas benzeri
karbon ve molibden dislfit biriktirmek iinkullanlmtr. Homojen bir
birikme salamak iin dnen parann etrafna drtl dengesizmanyetik alan
yerletirilmitir. Byle bir dzende, komu manyetik alanlardaki farkl
mknats
polariteleri, manyetik alann kapanmasn srekli yaparak kapal alan
olumasn salar.
Altmetale yksek iyon akm gnderebilme ve enerjiyi deitirebilme
yetenei, dengesizmanyetik alanda sratma yntemini ok ynl kaplama
sistemi yapmtr. ok kaliteli metal
21
-
8/2/2019 YZEY LEMLER
22/59
kaplamalar, kaplama parametrelerini geni bir aralkta deitirerek
kolayca biriktirebilir. Ayrcailetken olmayan altmetaller zerine
titanyum oksit, indiyum kalay oksit ve silisyum oksit
gibikaplamalar, reaktif sratma ile biriktirilebilir
Kaliteli ve niform birikme, mknatslar numune etrafna
yerletirerek salanabildii gibi,birikme srasnda mknatslar etrafnda
birka eksende dnebilen (1,2 veya 3 eksenli) numunelerkullanlarak da
yaplabilir. Tek metal bileikleri (rn: TN ZrN, CrN) ve birok saf
metalinreaktif birikmesi iin tek eksenli dnme yeterlidir. Numunenin
iki eksende dnmesi, karmakekilli paralarda niformluun ok iyi
kontrol ve karmak nitrr alamlarnn (rn; TZrN,CrZrN) ve ok tabakal
yaplarn birikmesi iin gereklidir. Pratikte kullanm az olmasnaramen,
eksende dnebilen numuneler zerine kark alamlarn homojen birikmesi
demmkn olmutur
ekil 4. iftli manyetik alan sistemlerinde manyetik alan
dzeni
a)Ayna grnts b)Kapal alan
2.1.2.2.5 Darbeli Manyetik Alanda Sratma
AI2O3 gibi yaltkan malzemelerin fiziksel buhar biriktirme yntemi
ile kaplanmas, r.f. diyotsratma kullanlarak AI2O3 hedeften veya
argon/oksijen atmosferinde AI hedeften reaktifolarak yaplmtr. Bu
ekilde yaplan AI2O3 kaplamann birikme hznn dk ve yapsnn daamorf
olmas, onlarn takm malzemeleri kaplamasnda kullanmn snrlamtr. Kapal
alandengesiz manyetik alanda sratma yntemi ile yaltkan malzemelerin
reaktif kaplanmassrasnda birikme hz mm/saat (metalik kaplamalarda
mm/dak) deerine dmekte ve sratmasrasnda meydana gelebilecek ark
dearjlar, hedeften makrotaneciklerin kmasna nedenolduundan hatal ve
homojen olmayan filmler meydana getirmektedir.
Gelitirilen darbeli manyetik alanda sratma yntemi, bu
problemleri byk lde ortadankaldrmtr. Yaltkan malzemelerin
biriktirilmesi srasnda, manyetik alan dearjn ortafrekanslarda
(10-200 kHz) darbeli yaparak yani hedefe, dnml pozitif ve nagatif
darbeleruygulayarak, dearj kararl yaplabilir ve film iinde hata
oluumu engellenir. Film biriktirmehz da m/dak deerine yaklar.
Darbeli manyetik alanda sratma ynteminde, tek manyetik alan
dearj darbeli ise, sistem tekkutuplu darbeli sratma olarak
tariflenir. Bu durumda yaltkan tabakann yklenmesi zamanalacandan
darbe sresi snrldr, sonuta ark meydana gelebilir. Eer iki manyetik
alan ayn
darbeyi destekleyecek ekilde birletirilirse, iki kutuplu darbeli
sratma sistemi geliir. Bylebir sistemde, her manyetik alan dnml
olarak dearjn anot ve katotu olabileceinden,periyodik kutup deiimi
yaltkan tabakalarn dearjn gelitirir, bylece ark oluumu nlenir.
22
-
8/2/2019 YZEY LEMLER
23/59
-
8/2/2019 YZEY LEMLER
24/59
kaplanacak malzemeni yzeylerine youmas olarak tanmlayabiliriz.
Tekniin avantaj,kaplanacak malzemenin yksek enerjili metal
iyonlaryla bombardman sonucu yzeyin ok iyitemizlenmesi, ara yzeyde
ok ince de olsa bir yaynma katmannn olumasdr. Bu katmannolumas,
daha sonra yaplacak sert seramik kaplamann yzeye ok iyi
yapmasnsaylayacaktr. Mevcut literatrde, kesici takmlarn
performanslarn arttrc bir ok alma
yaplmtr. Bu almalar, genellikle frezelemede kullanlan sinter
karbr takmlarn vematkaplarn mrlerini arttrmaya younlamtr. Silva ve
Wallbank (1999) kesici takmlarnileme esnasnda meydana gelen snn
llmesi ve tahmin edilmesiyle ilgili yaptklaralmalarnda, kesici
takmlarn esas kesme kenarnda yaklak 550-700 oC scaklklmlerdir. Sonu
olarak, kesici takmlarda oluan bu scaklklarn ileme
parametrelerine
bal olarak, takm mrn ve ilenen gerecin yzey tamln byk oranda
etkilediikansndadrlar. Dalinsek (2001) v.d., yksek hzda kesmede
(HSC) kullanlan kesici takmlardaoluan anma mekanizmalar ve sebep
ilikilerini inceledikleri almada, Sinterlenmi karbr
parmak freze takmlarda zerine, PVD sratma kaplama prosesi ile
tek katl (CrN, TiN vs.) veok katl (TiAlN) kaplama yapmlardr.
Kaplanan takmlarda oluabilecek anmamekanizmalarn incelemilerdir. Bu
incelemeler sonucu, i paras oksidasyonunun ve yksek
scaklklarda oluan difzyon anma mekanizmasnn, takm anmasn
hzlandrdnbelirtmilerdir. Buna ilaveten, takm yzeylerine uygulanan
kaplamann abrazif ve adhezifanma mekanizmalarn byk oranda azalttn
gzlemlemilerdir. Deneyleri srasnda,kaplanm takmlarla tala kaldrma
ileminde, takm tezgah titreiminde azalma ve imalzemesi yzey tamlnn
istenilir dzeyde olduunu tespit etmilerdir. He v.d. (1996) TiNn
kuru srtnmeye mukavemetini inceledikleri almada, anma testlerini
yapmak iin kurusrtnme (Pin on Disk) deney seti kurmulardr. Bu deney
seti, kendi ekseni etrafnda dnenCAP ( Ark PVD) yntemiyle TiN
kaplanm Yksek Hz elii disk ve kaplamay anmayazorlayan batc
utan(PCD) ibarettir. Bu deneyde, diske belirli bir hz verilmi, batc
uca ise 20-50 gr. arlnda yk verilerek TiN tabaka andrlmaya allmtr.
Sonu olarak, Yksekdnme hzlarnda ve yksek andrma yklerinde, TiN
tabakann dk srtnme katsaysndandolay dk abrazif ve adhezif anma
gzlemlenmitir. Yilbas ve Nizam (1998) TiN kaplAISI H11 ve kaplamasz
AISI M7 matkaplarn anma zelliklerini test etmilerdir.
Kaplanmmatkaplarda, dk srtnme katsaylarndan dolay, anmaya dayankll
ve matriksmalzemede oksidasyon ve korozyon dayanmn gzlemlemilerdir.
Bunun yan sra,matkaplarn alma prensibi gerei, i yaplarnda, burulma
ve ar titreimden dolay mikroatlaklklar oluur. Oluan mikro
atlaklklarn yzeye ulamasn geciktirdiini belirtmilerdir.Ezugwu ve
Okeke (2001) nn yapt almada ileme operasyonunda ortalama
gtketimiyle kabul edilebilir yzey przlln elde etmek ve ileme
verimliliini iyiletirmekiin, Sinterlenmi Karbr den imal edilmi sa
vida ekme takmna PVD prosesiyle TiNkaplamtr. Kaplanan takmlarn
performanslarn EN 19T ve EN 24T i malzemesinde
denemilerdir. Kesme hz 220 m/dak ilerleme oran 0.44 mm ileme
parametrelerinde takmanmalarn incelemilerdir. Sonuta, kesici
takmlarda ve srekli tekrarl yklere maruz kalanmakine elemanlarnda
da, yzey sl ilemi nermilerdir. Wang (2000) almalarnda,
eliktornalamada kesici takma etkiyen kesme kuvvetlerine, ok katl
yzey kaplamalarnn etkilerinitartm ve Karbr takmlar zerinde bu
konuyla ilgili deneylerini yapmtr. Deneylerinde,takmlara kaplanan
sert kaplamalar, takmlarn yan yzeyinde meydana gelen kuvvet
bileenlerinin, dk srtnme katsaysndan dolay azaldn iddia etmitir.
Bunun yan sra,kaplanm ve kaplanmam torna takmlarnda kesme
kuvvetleri bileenleri kyaslanmtr.lmleri sonucu, Fa (lerleme
kuvveti), Fp (Takm kuvveti) kaplanan takmlarda daha azolmutur.
Kaplanan takmlarda azalan kesme kuvvetleri, takm tezgahna etkileyen
kuvvetleriazaltarak takm tezgah ileme verimini arttrdn ortaya
koymulardr. Hogmar v.d. (2000)
tribolojik kaplamalarn, metal kesme ve ekil verme takmlarnda ve
dier makineelemanlarnda tribolojik zelliklere etkisini aratrmlardr.
Onlara gre, tribolojik kaplamalar
24
-
8/2/2019 YZEY LEMLER
25/59
kesici takmlarn, kesme-ekil verme kalplarn ve dier makine
elemanlarn kullanmmrlerini ve ilem verimliliini arttrmaktadr.
Kaplamalar ilem verimlilii asndan, anmadayanmlar arttrlan takmlar
ve kalplar yksek kesme hzlarnda alabildiklerinden dolay,
prodktiviteyi arttrd kansndalar. Bunun yan sra, srtnmeler ve
anmalar azaldndandolay, enerji tketimi minimize edilmi ve takm
tezgahlarnda mevcut olan soutma, yalama
tehizat masraflarnn da azaltldn ortaya koymulardr. Avuncan
(1998) talal imalattakullanlan kesici takmlarn, yksek hzda imalatta
ve seri imalatta kullanlmasnn ekonomiksentezini yapmtr. Yapt
incelemelerde seri imalatta srekli takm malzemesi kayb,iletmelerin
ekonomisini sarstn dnmektedir. Dolaysyla ok pahal takmlarn(seramik
vetipleri, Cermet vs.) yerine, taban malzemesi ucuz takmlarn,
yzeylerinin sert seramikkaplamalarla kaplanmasn nermektedir. Trkz
v.d. (2000) almalarnda, takmlarn anmamekanizmalar tarafndan ok byk
malzeme kayplarna neden olduklarn ortayakoymulardr. Dolaysyla
kaplanm takmlarn, konvansiyonel takmlara gre, talal
ilememaliyetlerinin analizini yapma ihtiyac duymulardr. Bu analiz
sonucu, sert seramikkaplamalarn , takm maliyetini ve ileme
maliyetini % 12- 81 oranlarnda drdn tespitetmilerdir. Tamura ve
Tokunaga (1998) almalarnda, geni aplardaki elik borularn ve
martensitik paslanmaz eliin, dzgnce kesilebilmesi iin, testere
disklerinin yzeylerini, PVDyntemiyle TiCN kaplanlardr. Sonuta,
kesilmesi olduka zor olan malzemeler iin, TiCNkaplanan testereler ,
konvansiyonel testerelere gre 4 kat daha fazla kesme
performansnnarttn gzlemlemilerdir.
2.1.2.5 E- BEAM PVD
E-Beam PVD ynteminde kaplama malzemesi elektron demeti ile
buharlatrlarak vakumsistemi iindeki taban malzeme zerine
biriktirilir. Kaplama ilemi srasnda kaplama kalnle zamanl olarak
kontrol edilebilir.
Termal rezistans ve E-Beam btnleik PVD sistemi ile her eit cam
zerine metalik, oksit
florr, nitrr ve slfr esasl kaplamalar yaplabilmekte, optik
sanayisine ynelik reflekte; anti-reflekte(yanstmasz) ve reflekte
(yanstc) kaplamalar uygulanmaktadr.
stenilen optik zelliklere sahip renkli otomobil farlarnn, k
filtrelerinin, seici geirgen veyayanstmasz gzlk camlarnn;
merceklerin ve lenslerin kaplamalar yaplabilinir.
2.2 Kaplama teknikleri
yon kaplama tekniiyle biriktirilmi yaygn kaplama eitleri
Metaller Ag, Au, Pb, Sn, Al, Cu, Ni, Cr, Co, Ti
Alamlar Cu-Pb, Cu-In, Ag-Pb, Ag-In, Cu-Ag-Pb-In, Pb-Sn, Al-Zn,
Cu-Al-Fe,
Co-Cr, Pt-W, Ti-6Al-4V
Ametaller Grafit, sert karbon, politetrafloretilen
Oksitler AI203, Cr203, SiO2, ZrO2, TiO2, Ta2O5, In2O3
Karbrler WC, TiC, Cr-C, SiC, B 4C, TiCN, (Ti-Ta-Nb)C, VC,
NbC,Mo2C
Nitrrler AlN, Cr-N, TiN, HfN, ZrN, NbN, TaN, WN, Si 3N4,
(Ti-Zr)N, (Ti-Al)N
25
-
8/2/2019 YZEY LEMLER
26/59
2.2.1 TiN, TiNEX
Titanyum nitrr ince film kaplamalar iinde ilk retilen ve hala en
yaygn olarak kullanlangenel kesme amal kaplamadr. Demir, elik vb.
malzemeler, metal ileme plastik kalplar,
anmaya maruz paralar, tbbi ve dekoratif paralar iin genel amal
bir kaplamadr.Matkap ular, frezeler, baklar, brolar, kesme-bkme
kalplar, zmbalar, fellow veazdrma aklar gibi bir ok takm ve kalpta
kullanlmakta, performans ynnden kaplanan
paralarn mrnde 3-30 kat arasnda bir art salanmaktadr. 2900-3300
HV ykseksertlie ve dk srtnme katsaysna sahip olan TiN, metalin
metale srtnmesindendolay oluan anmalar nler, kayganl arttrr,
oluacak korozyonu azaltr, yapma sarma gibi problemleri minimuma
indirger. Kesme annda u birikintilerinin bymesiniengelleyerek i
paras yzeyinin temiz kmasn salar ayrca sl iletkenliinin dkolmas
nedeniyle takma s transferini engelleyerek takm ve tezgahla daha
yksekdevirlerde alma olana salar. Srtnme katsays dk olduu iin kesme
ve srtnmekuvveti azalr, kaygan yzey de tala akn kolaylatrr.
Kalnl 2-5 m arasndadr. Kaplama sonras ilave bir ilem
gerektirmez. Isl genlemekatsays takmlarn sl genleme katsaysn ald
iin takm yzeyinden pul pul dklmez.TiN kaplama: dkme demir,
paslanmaz elik, alaml ve alamsz elikler ve alminyummalzemelerin
ilenmesinde en iyi zmdr. Kimyasal adan inert olmas ve gz alc
altnsars rengi ile metal kesme ve ekillendirme ilemlerinin yan sra
medikal implantlarda vedekoratif amal baka birok alanda uygulama
sahas bulmaktadr. (ekil 1)
TiN kaplamann malzemeye salad zellikler u ekilde
zetlenebilir:
Yksek sertlik
Mkemmel yapma zellii Youn mikro yap
Anmaya kar daha dayankl yzey
Uzun mr
Kimyasal salamlk
Biyolojik uyumluluk
Yksek korozyon direnci
2.2.2 TiAlN
TiAlN ve AlTiN kaplama zellikle yksek scaklklarda alan kalp ve
takmlar iinidealdir. Yksek kesme scaklnda iyi sl iletkenlii ve
kimyasal kararll ile kesici ussn tala paralarna aktarr. Bylece daha
yksek hzlarda almaya olanak vererek dahahzl retim, daha az bakm
daha az bileme, daha az ayar salayarak retimin daha verimliolmasn
ve kesici takm mrnn daha uzun olmasn salar.
zellikle srekli tala kaldran takmlarda iyi performans
gstermektedir. Ayrca TiNkaplamaya gre fazla bir mr art
salamaktadr.
Sertlii 3200-4000 HV arasnda, kaplama kalnl ise 2-5 m dr.
TiAlN ve AlTiN n oksitlenme scakl 800 C dir. Bu uygulamalarda
eriilen en yksekscaklktr. Yksek scaklklarda iyi performans
gstermesinin nedeni, kaplama esnasnda
26
-
8/2/2019 YZEY LEMLER
27/59
sl iletkenlii iyi olan l (alminyum) eklenmesidir. yi sl
iletkenlii ile malzemenin slyorulmasn nleyerek kalplar anmaya kar
korur.
TiAlN ve AlTiN kaplama: titan, nikel alamlar, paslanmaz elik,
alaml elik ve dkmedemir, scak dvme malzeme, basnl dkm ve fkrtma
(ekstrzyon) kkenli malzeme ileyksek hzda alan kuru ve sertletirilmi
elik malzemenin ilemelerinde iyi sonuvermektedir. (ekil 2)
2.2.3 TiCn
TiCN yksek sertlik gerektiren uygulamalarda, zmbalarda zellikle
yksek hzda alantala kaldran takmlarda iyi performans salamaktadr.
Sertlii 3600-4400 HV, kaplamakalnl 2-5 m dir.
Yzey przll ve srtnme katsays TiN e gre daha iyidir. Delme ve
talal imalatannda daha yksek makine hzlarnn kullanlmasna olanak
salayarak verimlilii arttrr.lenen paralarda yksk yzey kalitesi
salar. Srekli ve darbeli mekanik gerilim altndaalan kesme ularnda
performans ok iyidir.
Baz uygulama rnekleri: eitli zmbalar, matkap ular, raybalar,
brolar, dili azdrmabaklar ve elmas ulardr. (ekil 3)
2.2.4 ZrN
ZrN, mkemmel yzey zelliklerine sahiptir. Sertlii, elastik modl
ve taban malzemeyeyapma kabiliyeti yksek, alaml bir kaplamadr. ZrN
kaplamann en nemli zellii sonderece przsz ve kaygan bir yzeye sahip
olmas ve ok yksek kimyasal kararlldr.Bu zellii sayesinde zellikle
kesici takma svanan yumuak ve snek malzemelerin(alminyum, pirin,
bakr, paslanmaz elik vb.) ilenmesinde sarmay ve yapmay
ortadankaldrmakta, yksek sertlii sebebiyle takmn anmasn byk oranda
azaltmaktadr.
ZrN kaplamalar alminyum, pirin, bakr, paslanmaz elik vb. Demir d
metallerde vemetalimsi i paralarnn ilenmesinde olduka geni kullanm
alan vardr.
ZrN kaplamalar kimyasal kararllnn yksek olmas nedeniyle, vcut
iinde ve dndakullanlan implant malzemelerin kaplamasnda
kullanlmaktadr. (ekil 4)
2.2.5 CrN
Bu kaplama malzemesi nispeten dk (1800 HV civar) sertlik deerine
sahip ve ilenebilirliiyksek bir malzemedir. Ayrca mkemmel bir
kaplama incelii ve yksek korozyon rezistans
gibi avantajlar da sunar. Ayrca alminyum, bakr ve titanyum
alamlarnn yapmasnengeller. Bunlara ilaveten srtnme direncini ve
plastik malzemelerin yapmadan serbeste
27
-
8/2/2019 YZEY LEMLER
28/59
hareket etmelerini salar ve 700 C civarna kadar direncini korur.
Cr-N Kaplamalar bilinen tmfiziksel buhar biriktirme yntemleriyle
retilmektedirler. Ama endstriyel amal bir kaplamaolduundan
ekonomiklik ve performans gz nne alnmaldr. Performans yksek fakat
retimve donanm maliyeti yksek olan kaplama sistemleri ounlukla
uygulama alan bulamaz.
retim parametrelerinin deimesiyle birlikte farkl faz yaplar(CrN,
Cr2N)elde edilir. ki ayrfaz vardr: CrN ve Cr2N
CrN kaplamalar daha sert(3300 Hv)olmasna karn yapma zellikleri
asndan Cr2Nkaplamalardan dk performans gsterir. Yumuak (27002800
Hv)bir faz olan Cr2N ise iyiyapma zelliklerine sahiptir. Bu yzden
kullanm alanna gre sertlikten dn vermeyip iyiyapma performans
salamak iin CrN+Cr2N ok katl kaplamalar retilir.
Cr-N kaplamalar dk scaklklarda retilebilmesi iin dk i
gerilimlere sahip olduundandolay iyi derecede mekanik, srtnme ve
anma direncine sahiptir. Bu zelliklerinden dolayuygulama alan
bulmaktadr.
Cr-N kaplamalar metal ileme ve ekillendirme paralarnda, otomotiv
sektrnde ve beyaz
eya endstrisinde zmbalama ve basma ilemi uygulayan paralarn
kaplanmasndauygulanmaktadr. (ekil 5)
2.2.6 rnek Endstriyel Uygulamalar
PVD ION-BOND NCE FLM KAPLAMALI TAKIMLARLA, KAPLAMASIZTAKIMLARIN
MUKAYESEL SONULARI
KALIP, ALETTP
KALIP, ALETBOYUTLAR
KALIP VEYAALETNMALZEMES
LENENMALZEME
KAPLAMASIZSONU
KAPLAMALISONU
METALENJEKSiYONKALIBI
244 x 100 mm QR O8O EN 8 1.500 ADET3.000ADET
AA BIAIKESCS
10 mm HSSNTRASYONEL
1 KESMEDENAZ
12KOMPLEKESM
KESME DELMEKALIBI
100 x 100 x 50
mm 150x 1 50 x25 mm
D2
D3
YUMUAK
ELK6.6 mm
10.000 PARA 40.000PARA
BKME VESIVAMAKALIBI
7O x 50 mm D3Ni/Co/FeALIIMI
500 BASKIDANSONRAPATLAMA
12. 000BASKIPARLATMAYAGEREKYOK
KLAVUZ STANDART TUNGSTENCARBR MONEL.A %50Ni, %50 Cu 4
PARADANSONRA KALIP100PARA,
28
-
8/2/2019 YZEY LEMLER
29/59
AYARLAMARPM=500
KALIPAYARIGEREKSZ
RPM=2000
AZDIRMA 6 mm HSS BAKIR 4 PARA 20 PARA
ELMAS U40 x 100 mmZIMBALAR
SVERKA 21PASLANMAZELK
25 PARA2.500PARA
KLAVUZBIAI
15O mm M2 BZ 80HERBLEMEDE 214PARA
HERBLEMEDE 918
PARA
CONFLEXKESC
220 nm HSS EN 36 C210 PARAO,05" KENARAINMASI
447PARA0,04"KENARAINMASI
TRIPLEKBIAK
STANDART HSS EN 3987S PARA0,037" KENARAINMASI
13OPARAO.O29"KENARAINMASI
KESME BIAI(ELMAS U)
50 x 25 x 12mm
TUNGSTENCARBlDE
PASLANMAZELK
100 PARA500PARA
KESMEKALEM 100 x 254 x 62mm HSS VE DS ELK TP
2.000-3.000
PARADANSONRAHURDA
15.000PARA
NYZKULLANILIYOR
KESMEZIMBASI
8 x 117 mm HSS42 CrMo4-30mm
34 Delik 219 Delik
KESME KALIBI 150 x 85 mm HSS BZ 80214 Adet HerBilemede
918 AdetHerBilemede
29
-
8/2/2019 YZEY LEMLER
30/59
KESMEZIMBASI
8,6 x 85 mm HSS 19MUB4 0 1.000 Adet
KESME KALIBI 25x25x25 mm RAB 1 BAKALT
48.000'de
Anma,150.000'deHurda
300.000
Adet,AnmaGrlmedi
lNKOENJEKSiYONKALIBI
ubuk Boyu:30 mm
H 13Erimi inko400C
5.000 ParadanSonra AsitleTemizleme
20.000ParadanSonraTemizleme
30
-
8/2/2019 YZEY LEMLER
31/59
31
-
8/2/2019 YZEY LEMLER
32/59
32
-
8/2/2019 YZEY LEMLER
33/59
33
-
8/2/2019 YZEY LEMLER
34/59
34
-
8/2/2019 YZEY LEMLER
35/59
35
-
8/2/2019 YZEY LEMLER
36/59
36
-
8/2/2019 YZEY LEMLER
37/59
37
-
8/2/2019 YZEY LEMLER
38/59
BLM:4
CrN KAPLAMALARI.
CrN, yksek sertlie sahip dayankl ve krlmaz bir sert seramik
kaplama eididir.Oksidasyon direnci yksek olduundan (800C) zellikle
metal enjeksiyon ve dvmekalplarnda yksek performans gstermektedir.
Ayrca srtnme katsays dk olduundanderin ekme, form, plastik
enjeksiyon ve bakalit kalplarnda kalp yzeylerini ve krlmayamsait ke
kanatlarn rahat bir ortamda altrr. Kalpla malzeme arasnda malzeme
transferiolumaz, yapmay nler, rnn kalptan ayrlmasn kolaylatrr,
yolluklardan malzemeninakkanl hzlanarak tm noktalara soumadan
homojen bir biimde dalr. Korozyon veasidik ortamlara kar yksek
direnci olduundan bir takm kimyasal reaksiyona maruz kalanmakine
paralarnda uygulanmaktadr.
Renk GmOksidasyon scakl 800 CSertlik 2400-2600 HVSrtnme katsays
0.4-0.5Kalnlk 3-5 mm
Kalplarda dk srtnme katsays ve de kimyasal olarak karsnda alt
malzeme ileetkileime girmemesi sebebi ile sarma svama gibi
sorunlarn nne geen yksek sertliisebebi ile izilmelerin nne geen
kaplama eididir. Geleneksel olarak kullanlan sert kromkaplamadan ok
daha sert ve de ok daha iyi tutunmas ile sert krom ve benzeri
kaplamalardagrlen dklme gibi sorunlar yaanmaz.
Svama kalplar,Plastik Metal Enjeksiyon Kalplar, Maalar,Kat kesme
Baklar gibi pekok yerde kullanlabilir.
38
-
8/2/2019 YZEY LEMLER
39/59
TEKNK ZELLKLER
SERTLK (HV 0,05) 2800400
OKSDASYON SICAKLII( C) 700
SRTNME KATSAYISI 0,55
YZEY PRZLL (Ra m) 0,2
OPTMUM KALINLIK ( m ) 4-5
4.1 SPEKTROSKOP UYGULAMASI
4.1.1 Nicel Derinlik Profil Analizi (QDP) Kullanlan PVD
lemininAyarlanmas, Gelitirilmesi ve Kontrol
CrN kaplamann,
NiP kaplamann,
CrN/NiP bileiminden oluan kaplamann kalnl, bileimi, ve
homojenlii.
Bu uygulamann amac Scak Akm Optik Emisyon (GDOES)un PVD nin
gelitirmearatrmalarnda nasl kullanldn gstermektedir. Bu ilemle
ilgili tm bilgiler yakngemite elde edilmitir. Bu teknik PVD
ileminin rutin kontrolnde ve bitmi rnlerin kalitekontrolnde
kullanlmaktadr.
TiN ve CrN gibi bilinen PVD kaplamalar snrl bir korozyon
direncinesahiptir(taneler aras boluklardan dolay).CrN kaplama,
yorulma direncinin yksekliiyle
bilinmektedir, ancak korozyona kar zayftr. eliklerde sl ilem
sonucunda yksek sertlikelde edilmesine ramen dk korozyon direnci
oluur. Bu da kesici takm imalatnda malzemeseimini snrlar. Souk
ileme takm elikleri ve hz elikleri bunlara iyi birer rnektir.
PVDkapl takmlarn korozyon direncini arttrmak iin CrN PVD kaplama
ile elik arasnda NiP ara
39
-
8/2/2019 YZEY LEMLER
40/59
katman kullanlmaktadr.Bu uygulama normal PVD CrN kaplamalara gre
daha iyi korozyondirenci ve tatminkar bir adhezyon elde
edilmitir
CrN kaplama elik yzeye direkt olarak uyguland, NiP kaplama elik
yzeye direkt olarakuyguland, CrN/NiP/elik kaplama ilemi baarl
ekilde gelitirildi.
40
-
8/2/2019 YZEY LEMLER
41/59
ekil-1de akland gibi 2 farkl CrN kaplama deerlendirilmitir.
Dk scaklkta yaplan CrN kaplama(CrN LT).
Yksek scaklkta yaplan CrN kaplama(CrN HT).
Birok NiP kaplama ayrca incelenmitir.
-7 mikrometre kalnlnda NiP kaplama.
-12 mikrometre kalnlnda NiP kaplama.
-22 mikrometre kalnlnda NiP kaplama.
Tm aratrmalarda ayn elik tabaka kullanlmtr.
4.2 Sadece CrN Kaplanm elik
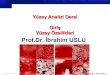
ekil2 ve ekil- 3te ksmen kaplanm iki numunenin Derinlik-%Arlk
grafikleri verilmitir.
ekil-2 %Arlk-Derinlik, ekil-3 ise Atomik yzde-Derinlik
gsterilmitir. Tablolar ise CrNkaplamay oluturan Cr ve N nin atomik
ve arlk yzdeleri ile CrN kaplamann kalnln
gstermektedir.
41
-
8/2/2019 YZEY LEMLER
42/59
ekil 2 ve 3 CrN kaplamaya mkemmel birer rnektir lemin
tekrarlanabilirliini gzel birbiimde gstermektedir. Sonu da
gstermektedir ki tm rnekler ayn kalnlk ve bileimesahiptir.
Grafiklerin dorusal olmas CrN kaplamann homojen olduunu gsterir.
CrN/elikarasndaki katmann kalnl temizlik ve przszlk bakmndan
kaplama yzeyininhazrlanmasna dair bilgi verir. Bu grafikler 300
saniye iinde elde edilmektedir. Veriler eldeedilir edilmez
grafikler ve hesaplamalar bilgisayar program tarafndan
hazrlanr.
ekil-4 ortalama %77.8 Cr ve %21.2 N bileimin gsterir. Yksek
scaklk(HT)ileminintekrarlanabilirlii iyidir fakat dk
scaklk(LT)ileminin tekrarlanabilirlii daha iyidir. Tm
bu grafikler ve hesaplamalar 300 saniyeden daha az bir zamanda
elde edilir.
LT ve HT yntemlerinden elde edilen sonular karlatrlmaktadr.
Programn esnekliisayesinde izim ve ekil-6 daki grafik kolaylkla
elde edilebilir.
42
-
8/2/2019 YZEY LEMLER
43/59
Dk ve yksek scaklkta yaplan homojen CrN kaplamann benzer
zelliklerinigrebiliriz.Her iki yntemde de tekrarlanabilirlik
mkemmeldir.Tek farkllk CrNkalnlklarnn rapor edilebilirliidir.Yksek
scaklktaki kaplama ileminde dk scaklagre daha kaln bir CrN tabakas
elde edilir.
4.3 Sadece NiP Kaplanm elik
farkl NiP kaplamas elde edilmektedir(7,12 ve 22 mikrometre
kalnlnda).Bazparalarn benzer tipleri analiz edilmitir. Elde edilen
derinlik deerleri aadadr.
Kaplanacak yzeydeki nikel difzyonu, yzeye uygulanan n temizleme
almas.hakknda bize bilgi vermektedir. Analiz edilen parada da
kesinlikle ayn profiligsterir.Tm nicel derinlik profilleri ve
ilgili hesaplamalar 400 saniyeden daha az bir sredeelde edilir.
Beklenilen NiP kalnl 12 mikrondur. Fakat resim 8 deki analizde
grafik derinlii 15.7 mikronolarak gsteriliyor. ok homojen ve
yeniden uygulanabilir bir NiP kaplama grebiliriz. Grafikderinlii
analizi yaklak olarak 800 saniyede tamamlanmtr.
43
-
8/2/2019 YZEY LEMLER
44/59
Beklenilen NiP kalnl 22 mikrondur. Ancak resim 9 da gsterilen
grafik derinlik analizigerek kalnln 25.7 mikron olduunu
gsteriyor.
Bu yntem yeniden uygulanabilir ve iki tanesi ayn P karaszl
gsterir. Bu profil derinlikanalizi yaklak olarak 1000 saniyede
tamamland.
44
-
8/2/2019 YZEY LEMLER
45/59
3 Trl NiP yntemle profillerin ksmen kaplanmas elde edilmi ve
kyaslanmas salanmtr.
Bu ksmen kaplamadan 3 ynteminde Ni ve P ierikli bir NiP kaplama
saladn gryoruz. Pierikli profilin avantajlar 10 kat bytlerek farkl
grnmlerde incelendi, nk masadaincelemek daha kolay. Profiller P un
homojen olmadn aka gsterdi.
Kt P profili kalnl 7 mikron ilemle elde edilmitir, fakat en
iyisi 12 mikron ilemlidir.Genelde NiP kaplamalarn kalnl
beklenilenden daha fazla olmutur. Ara yzeyin gz nnde
bulundurulmasyla, NiP kaplama kalnlnn asl yzey kaplamann
yaylmasnda nemli bir
etken olduunu ortaya karm oluruz. Btn rneklerdeki asl yzey
bileimlerinin aynolmasna dikkat edilmelidir. Bu nokta daha sonra bu
uygulamada gelitirilecektir.
4.4 TAM SRE: ELK ZERNE DK SICAKLIKLARDA NiP LE CrN
KAPLAMA
45
-
8/2/2019 YZEY LEMLER
46/59
Her bir CrN yntemi (dk ve yksek scaklkta) her NiP katmana
uyguland (7, 12, 22mikronda). Her NiP katmana dk scaklklarda
uygulanan CrN ler 1. sersilerinin sonulargrafik 11, 12 ve 13 te
gsteriliyor. Tamamlanm bu prosesin nicel derinlikteki
profilanalizini elde etmek iin 600, 800 ve 1000 saniye
gereklidir.
Sonularn daha kolay kyaslanmas iin tam srecin yazlmnn
uygulanmasgerekmektedir.
46
-
8/2/2019 YZEY LEMLER
47/59
4.4.1 Sonular ;
Dk scaklkl CrN kaplama ok homojen ve her rnek iin kalnl yaklak
2.9mikron olan bir kaplamadr. Yeniden uygulanabilirlii
onaylanmtr.
NiP 7 ve NiP 22 nin nceki incelenen ekil 7, 9 ve 10 a gre
homojen bir yzeysalamad ve ayn P karaszln gzlenmitir.
Resim 13 te NiP 22 katmann kalnlk bakmndan yeniden
uygulanabilirliinin uygunolmad gzleniyor.
NiP 7, 12 ve 22 kalnlklar nceden incelenmilerle benzerdir fakat
beklenilenkalnlklarla uyumaz. NiP kalnl arttnda yzey de Ni ve P
emilimi artar.
4.5 TAM SRE: ELK ZERNE YKSEK SICAKLIKLARDA NiP LE CrNKAPLAMA
Aada grlen yksek scaklk profillerin hazrlanmasnda her bir NiP
katmanabavurulmutur. tam srecin ksmi kaplamas resim 15 te
gsterilmitir.
47
-
8/2/2019 YZEY LEMLER
48/59
4.5.1 Sonular;
CrN yksek scaklklarda kaplama, kalnlk ve bileim bakmndan iyidir
ve yenidenuygulanabilirlii mmkndr.
CrN yksek scakln kalnl yaklak 3.2 mikrondur. Bu resim 6 da
incelenmikalnlklarla benzerdir.
CrN yksek scaklktaki uygulamasnn dk scaklktaki uygulamalarna gre
kaygankaln bir CrN tabaka saladn grebiliriz.
Resim 14 teki NiP katmanlara dair nceki btn yorumlar resim 15
iin kullanlabilir birdeerdir.
4.6 YZEYN BLEM
Derin profil analizleri yzey bileiminin tamamlanmasn
salayabilir.
48
-
8/2/2019 YZEY LEMLER
49/59
Grafikler dz olduunda sinyallerin birletirilmesiyle yazlm yzey
bileenlerinin dorusunuhesaplayacak ve sonular Tablo 1 deki gibi
gsterecektir.
4.7 RAPOR RETCS
Rapor reticisi, QDP yazlmnn blm, operatrn kolayca gzel bir
hazlamas iin yardmeder. Resim 17 deki gibi bir dokman otomatik
olarak retilebilir. Raporlar bilgilerin deiikieriklerine gre,
kaplama ieriine gre arlk, metin, amblem dier
rmeklerleilikilendirilerek analizin dosya referans, tarih/saat ve
daha fazlasna gre yazlabilir ve dekiiselletirilebilir.
49
-
8/2/2019 YZEY LEMLER
50/59
Not: Dokman da gsterilen btn kalnlklar metrik sistemindedir.
Ayrca yazlm metriksistemini US birimine de dntrebilir.
Figre 17: Example of Customized Report
4.7.1 Rapor Balklar
Bir ok rnek iin profil derinlii ksmi kaplamas ve btn
hesaplamalar bu grafikten
yaplr
50
-
8/2/2019 YZEY LEMLER
51/59
Her rnek iin kalnlk ve her katmann bileenleri
Yzey bileenleri
ZET
Bu uygulama notlar GD-OES tekniinin ok katmanl ve tek katmanl
kaplamalardahomojenliin, kalnln ve bileiminin hzl bir ekil de
incelenmesi iin ideal bir alet olduunugsteriyor.
GD-OES in Dier Faydalar
Ara tabakadaki g ve yap ve dalmnn incelenmesi
Sapmalarn gsterilmesi ve ilemin kontrol
Bitmi rnlerin kalite kontrol
Ar-Ge de beklenmeyen durumlarn gerekliinin aklanmas
51
-
8/2/2019 YZEY LEMLER
52/59
52
-
8/2/2019 YZEY LEMLER
53/59
4.8 KROM NTRR KAPLAMALI CELKLERDE TABAKALAR ARASINKELN ETKS
CrN kaplamal eliklerin zellikleri zerinde tabakalar arasnn
nikelin etkileri incelendi.
Tabakalar aras nikel 150 nm ye kadarki eitli kalnlklardaki akmsz
levhalarla birliktedzenlendi. CrN kaplamas, sputering gaz iindeki %
7,15 ve % 20 nitrojenle birliktetabakalar aras nikel etrafnda depo
edilmitir. Sadece % 7 nitrojenli CrN kaplamasatlakszdr. Sonular ok
kk tabakalar aras nikelin CrN kaplamal eliklerin izikdirencini
arttrdn gstermektedir. Kaplama performansn arttrmak iin 2 dakika
boyunca400 C de uygulanmas uygundur.
Scaklk davranyla birlikte, tabakalar aras nikelin yararl
etkileri ak bir ekildeincelendi. En uygun tabakalar aras nikel
kalnlk 65 nm civarnda olduu grlmektedir.
Nikel tabakalar olmadan kaplama zerindeki scaklk snrndan sonra
iddetli atlaklargrlr. 25 nanometrelik bir tabakalar aras nikel ile,
atlak miktar nemli bir lde azalr.65 nanometrelik bir tabakalar aras
nikel ile kaplama yzeyi scaklk snrndan sonra esasenatlakszdr.
Kaplanm eliin izik direnci, tabakalar aras nikel ve scaklk snr
tarafndannemli lde etkilenir. Bir tabakalar aras nikel ile CrN
kaplamasnn scaklk davran iin,entik izi temizlendi ve izik kalntlar
miktarnn kzltesi davranlarndan daha kkolduu grld. Btn rneklerin
izik izlerinin karlatrlmasnda, en iyi izik davran 65nanometrelik
tabakalar aras nikel kapl olanda grlmtr.
4.9 BR DZEL MOTORU SLNDR YZEYNN SERAMK MALZEME LEKAPLANARAK
AINMA DAVRANIININ DENEYSEL NCELENMES
Bu almada, bir dizel motorunun silindir yzeyi CrN ile kaplanarak
anma davrandeneysel olarak incelenmitir. Deneysel alma iin seilen
tek silindirli direkt pskrtmeli birdizel motorunun silindir yzeyi,
katodik Ark PVD (Fiziksel Buhar
Biriktirme Yntemi) kullanlarak 1,8 0,2 m kalnlnda CrN seramik
malzeme ilekaplanmtr. Deneysel almada kullanlan motor nce kaplanm
olarak belirli yk ve devirsaylarnda 200 saat test edilerek,
performans deerleri alnmtr. Daha sonra normal motorayn yk ve devir
saylarnda bu motor da 200 saat test edilmi ve her iki motora ait
performans
deerleri karlatrlmtr.Silindirin anma ve korozyon gibi etkilerini
incelemek iin kaplanm ve kaplanmam
paralarn karlkl ayn blgelerinden numuneler alnmtr. Kaplanm ve
normalyzeylerdeki mevcut fazlar ve bunlarn kimyasal bileenlerini
analiz etmek iin SEM(Scanning Electron Microscopy), EDS (Energy
Dispersive Spectrograph), X- RAY, yzey
przll ve mikro sertlik analizleri yaplmtr.
Ayrca zgl yakt tketimi, efektif g, motor momenti, ya scakl,
egzoz gazscakl, egzoz emisyonlarndaki deimeler kaplanm ve normal
motor iin llmtr.
Yaplan analizler sonucunda, CrN kaplamal silindirlerde, anmann
az ve anma
izgilerinin derinliinin dkme demir silindire gre daha dk olduu
grlmtr. CrNkaplamal silindirin yzeyinde az da olsa mikro atlaklarn
olduu tespit edilmi, bunakaplama ilemi srasnda gelien yksek i
gerilmelerin sebep olduu sonucuna varlmtr.
53
-
8/2/2019 YZEY LEMLER
54/59
CrN kaplanm yzeyin anma direncinin yksek, srtnme katsaysnn dk
olmas,anmay nemli lde azaltmtr. Yaplan kaplama ileminde, kaplama
kalnlnn dkolmas (1,8 0,2 m) s yaltm asndan kayda deer bir fayda
getirmedii, bunun sonucuolarak motor performansnda nemli bir
deiimin olmad gzlenmitir. Seramik kaplanmmotorda egzoz gaz scaklnn
bir miktar ykseldii llmtr. Scaklk artnn yanmay
olumlu etkiledii, zellikle CO emisyonunu azaltt sonucuna
varlmtr.
54
-
8/2/2019 YZEY LEMLER
55/59
55
-
8/2/2019 YZEY LEMLER
56/59
56
-
8/2/2019 YZEY LEMLER
57/59
57
-
8/2/2019 YZEY LEMLER
58/59
58
-
8/2/2019 YZEY LEMLER
59/59
KAYNAKLAR
Titanit Ultra Sert Kaplamalar Ltd.ti. rn Katalou ve nternet
Sitesiwww.titanit.com.tr
Hanbey, HAZAR Frat niversitesi Fen Bilimleri Enstits Makine Ana
Bilim DalDoktora Tezi Sayfa:112
Havaclk ve Uzay Teknolojileri Dergisi Temmuz 2003 Cilt 1 Say
2(41-48)
LECO Corporation www.leco.com
BAAKTIN Kaplamaclk stanbul www.basaktin.com
TNKAP Sert Kaplamalar San.Tic.Ltd.ti
Surfaces and Interfaces in Nanostructered Materials 2,2006