
Jahrgang 11 | Ausgabe 1-2 | Januar/Februar 2015 | ISSN 1860-9414 | 69029 | € 11,- www.devicemed.de
|Januar/Februar2015|www.devicemed.de
TITEL|Auftragsfertigung
SPECIAL|Elektronik
Jahrgang11|Ausgabe1-2
TITELTHEMA
Ausgewählte Auftragsfertiger 18
FertigungseinrichtungVerpackungsprozesseim Reinraum testen 30
SPECIAL | ElektronikVon der Lean-Fertigungbis zu 4K-Monitoren 38
document7575564059913893942.indd 1 03.02.2015 19:19:47
www.vogel.de
Bleiben Sie auf dem Laufenden.
Erhalten Sie 2 × pro Woche die wichtigsten Informationen fürHersteller medizintechnischer Produkte.
Freuen Sie sich auf zusätzliche Newsletter zu besonderenAnlässen, so sind Sie immer über die Top-Themen der Brancheinformiert.
1048
8
Abonnieren Sie gleich online unter:www.devicemed.de/newsletter02
10488_ANZ_DM_Newsletter_210x297mm_.indd 110488_ANZ_DM_Newsletter_210x297mm_.indd 1 06.02.2015 09:02:1106.02.2015 09:02:11

Editorial
www.devicemed.de | Januar/Februar 2015 | DeviceMed
VomWunsch zurWunscherfüllung
Ist es jetzt schon zu spät, Ihnen, liebe Leserinnen und Leser, ein frohes neu-
es Jahr zu wünschen? Ich finde nicht. Für guteWünsche ist immer Zeit – egal
ob sie an andere adressiert oder ob es die eigenen sind. Die eigenenWünsche
sind ja auch oft der erste Schritt
zu neuen Lösungen: Hinter je-
der zündenden Idee steht der
Wunsch, die Welt ein bisschen
besser zu machen oder mit neu-
en Produkten das Leben von
Kunden und Anwendern zu er-
leichtern. Wer sich besonders
gut mit der Erfüllung vonWün-
schen auskennt, sind die Auf-tragsfertiger und Dienstleister.Ihnen haben wir in dieser Aus-
gabe unser Titelthema (S. 18 f.)
gewidmet. Zum Beispiel entwi-
ckelt ein Laser-Dienstleister ste-
tig die Steuerungslösungen der eigenen Laser-Anlagen weiter, um eine noch
bessere Bearbeitung von Werkstücken wie Endoskop-Bauteilen für seine
Kunden zu ermöglichen (S. 20 f.).
Auch in unserem Special Elektronik (S. 38 f.) finden Sie einen Auftragsfer-
tiger. Das Schweizer Unternehmen Cicor wurde für seine Sensorelektronik
auf der vergangenen Compamed als Gewinner des Devicemed-Awards in
der Kategorie Auftragsfertigung/Dienstleistung ausgezeichnet.Als Outsour-
cing-Partner stand Cicor einem Kunden bei Wünschen rund um die Elekt-
ronik für dessen Produkt, ein Rückentrainingsgerät, zur Seite (S. 42 f.). Der
Rücken übrigens, der schmerzt uns im Büroalltag in der Redaktion auch ab
und an. So haben wir oft denWunsch nach mehr Bewegung. Bisher behelfen
meine Kollegin Kathrin Schäfer und ich uns noch mit Dehnübungen. Ob
wir auch mal das Rückentrainingsgerät ausprobieren sollten?
Herzliche Grüße
Frauke Finus, Redaktion
Kunststoffprodukte fürMedizintechnik, Pharmazie,Diagnostik, Biotechnologieund Labor
Von der Entwicklung biszur Fertigung
Spritzguss- und Blasformen
Montage und Konfektionierungin Reinräumen
Riegler GmbH & Co. KGBahnhofstraße 8064367 MühltalTel.: +49 (0) 6151-919-0Fax: +49 (0) 6151-919-919
Medizintechnik
Kunststofftechnik &Formenbau
Besuchen Sie uns auf der MEDTEC21. - 23. April 2015Halle 5 / Stand 5E34
document1630611964207085740.indd 3 03.02.2015 19:04:46
Inhalt
4 DeviceMed | Januar/Februar 2015 | www.devicemed.de
TITEL | AuftragsfertigungFür Aufgaben jenseits der eigenen Kernkompetenzen oder verfügbaren Mittel gibt es jede Menge potenzielle Partner – zum Bei-spiel für die Sterilisation von gasdicht verpackten Produkten mit Elektronenstrahlen. Wir berichten auch über einen Auftragsfer-tiger, der seine Laseranlagen selbst weiterentwickelt. So kann er die bestmögliche Werkstückbearbeitung bieten. Außerdem fin-den Sie im Titelthema ein Interview zur additiven Fertigung, Branchen-News und eine umfassende Marktübersicht. ab Seite 18
Standards
» Editorial ..................................... 3
» Szene ......................................... 6
» Vorschau .................................. 50
» Termine .................................... 50
» Impressum............................... 50
SzeneM&A in der Medizintechnik – das zweite Halbjahr 2014....................................10Medtech-Dialog diskutiert Medizintechnik der Zukunft ................................... 12
BILDGEBUNGOEM im Porträt – Bildgebung von Philips..........................................................14Markt Bildgebung – Produkte aus der Zulieferkette ......................................... 16
TITEL | AuftragsfertigungWenn's nicht nur sauber, sondern steril sein soll ..............................................18Kleinste Bauteile sicher mit dem Laser schweißen.......................................... 20Additive Fertigung im Bereich der Orthopädie ..................................................22Marktmeldungen Auftragsfertigung .................................................................23Marktübersicht Auftragsfertigung ................................................................... 26
FertigungseinrichtungVerpackungsprozesse im Reinraum testen...................................................... 30Marktmeldungen Fertigungseinrichtung ..........................................................32
document7889687356806257760.indd 4 05.02.2015 14:15:52

www.devicemed.de | Januar/Februar 2015 | DeviceMed 5
Rasant entwickelt sich Elektronik für Medizin-geräte weiter. Lesen Sie über Lean-Fertigung,Sensoren, 4k-Monitore und mehr. ab Seite 38
Neue Verpackungsmaschinen sind mit hohenInvestitionen verbunden. Wie lassen sich dieProzesse im Reinraum testen? ab Seite 30
Philips: vom Unternehmen zur Herstel-lung von Glühbirnen zum Spezialisten fürmedizinische Bildgebung. ab Seite 14
SPECIAL | Elektronik
Fertigungseinrichtung Bildgebung
WerkstoffeAlles Peek oder was?........................................................................................ 34
ManagementDie IEC 60601-1-2, 4. Edition fristgerecht umsetzen ....................................... 36
SPECIAL | ElektronikLean-Fertigung von Elektronik......................................................................... 38Hochpräzise Sensorelektronik für Rückentrainingsgeräte ............................... 424k-Monitore im OP? Mit Glasfaser kein Problem ............................................. 44Care-Communication-Module für Pflegebetten von morgen ........................... 46Marktmeldungen Elektronik..............................................................................47
noch Blindtsteht Blindtext.
www.vogel.de
Zwei Mal proWoche das Neuestefür Hersteller medizintechnischerProdukte.
Mit zusätzlichen Newslettern zubesonderen Anlässen sind Sieimmer über dieTop-Themen derBranche informiert.
Abonnieren Sie gleich onlineunter:
www.devicemed.de/newsletter
2× pro Woche:Der Newsletter vonDeviceMed
0833
8
document7889687356806257760.indd 5 05.02.2015 14:15:57

6 DeviceMed | Januar/Februar 2015 | www.devicemed.de
+ + + TICKER + + +
Rapid.Tech rüstet aufDie Rapid.Tech präsentiert sicham 10. und 11. Juni 2015 in Er-furt mit optimierter Kongress-struktur: Neue Themenfelder,visionäre Aus- und Einblickesowie noch mehr Informationerhöhen die Attraktivität derKongressmesse. Im Vortrags-programm haben bereits heu-te marktführende Unterneh-men Keynotes angekündigt.
www.rapidtech.de
Auszeichnung für Med-El-Gründer HochmairDie National Academy of Engi-neering (NAE) verleiht denRuss Prize 2015 für die Ent-wicklung des Cochleaimplan-tats an die bio-ingenieurswis-senschaftlichen Pioniere undGründer von Med-El MedicalElectronics Dr. Ingeborg undProf. Dr. Erwin Hochmair.
www.medel.com
Besseres Rating fürFresenius Medical CareDie Ratingagentur Standard &Poor’s hat das Unternehmens-rating von Fresenius MedicalCare von BB+ auf BBB- ange-hoben und mit einem stabilenAusblick versehen.www.fmc-ag.de
Zeiss: Gold-Zertifizie-rung für NachhaltigkeitZeiss hat für einen Neubaudes UnternehmensbereichsMedical Technology die Gold-Zertifizierung der DeutschenGesellschaft für NachhaltigesBauen e.V. (DGNB) erhalten. Inder Rangliste aller DGNB-ge-prüfter Gebäude ist der Zeiss-Neubau unter den Top Ten.
www.zeiss.de
Was setzt die Medizintechnik rückläufigen Gewinnen entgegen?
Einen Mangel an Innovati-onen und daraus resultie-rend rückläufige Gewinnein der deutschen Medizin-
Dr. Hans-Otto Maier: „Eine Umkehrder rückläufigen Gewinne erfordertdisruptive Innovationen.“
technikindustrie beobach-ten die Veranstalter im Vor-feld des ersten Forums Me-dizintechnik, das am 24.Februar im Clinical Re-search Center Hannoverstattfindet. Wie sich dementgegenwirken lässt, er-klärt Dr. Hans-Otto Maier,Senior Vice President der B.Braun Melsungen AG: „Ei-ne Umkehr der rückläufi-gen Gewinnsituation derdeutschen Medizintechnik-industrie ist nur mit disrup-tiven Innovationen undkürzeren Innovationszyk-len zu erreichen. Für dieVerwirklichung dieser Ziele
sind Industrie, Politik, Kos-tenträger und Anwendergleichermaßen gefragt.“
Das Schwerpunktthemader Veranstaltung selbstlautet vielversprechend:„Gezielte Produktentwick-lung: Industrie sucht Kli-nik“. Neben Maier zählenProf. Dr. Thomas Schmitz-Rode von der RWTH Aa-chen sowie Dr. Oliver Bu-jok von der VDI Technolo-giezentrum GmbH zu denReferenten.
» Hannoverimpuls GmbH,D-30165 Hannover,www.hannoverimpuls.de
Bild:B.Braun
Äpfel sind keine Birnen und Medizin-produkte sind keine ArzneimittelIn der Diskussion um daseuropäische Medizinpro-dukterecht wird die Euro-päische Arzneimittelbehör-de (EMA) mit Sitz in Lon-don gerne als „Vorzeigebe-hörde“ für Patientensicher-heit genannt. Doch diekönnte selbst systemati-schen Fälschungen aufge-sessen sein. Untersuchtwird, ob Teile klinischerStudien für die staatlicheGenerikazulassung ge-fälscht oder erfunden sind.
Dennoch wird überlegt,das europäische Rechtssys-tem für Medizinprodukteimmer weiter den Regulari-en für Arzneimittel anzu-passen – zum Missfallendes BranchenverbandsSpectaris. „Im Grundsatzhat sich die CE-Kennzeich-nung von Medizinproduk-ten in Europa jahrzehnte-
lang bewährt“, so Ge-schäftsführer Tobias Weiler.
Auch wenn eine zusätzli-che und neue staatliche Zu-lassungsbehörde für Medi-zinprodukte vom Tischscheine, wolle das Parla-ment die EMA noch immerfür Hochrisikoprodukteverpflichten. Das sieht die
europäische Medizintech-nikbranche mit Sorge. Be-fürchtet werden neue Hür-den für Innovationen unddamit verbunden sinkendeVersorgungssicherheit.
» Spectaris,D-10117 Berlin,www.spectaris.de
Tobias Weiler: „Wenn Bewährtes vomMarkt verschwindet oder Innovativesgar nicht erst dort ankommt, ist das nicht im Sinne der Patientensicherheit.“
Bild:Spectaris
Szene
document6843343451569124698.indd 6 05.02.2015 12:32:40
Flüssigsilikon - LSRwidersteht der HitzeFordern Sie Ihre kostenlose Broschüre an:www.protolabs.de/partsGeben Sie den Quellcode EUDM115 ein.
Wenn es ans Formengeht, sind wir flexibel.
ISO 9001:2008 Certified | © Proto Labs 2015
Spritzgießen mit Flüssigsilikonbei Proto Labs
Wir haben unsere modernstenSpritzgussanlagen um die Flüssigsilikon-Technologie erweitert und bieten Designernsowie Ingenieuren eine praktische undkostengünstige Möglichkeit, in sehr kurzerZeit echte Teile aus Flüssigsilikon zuerhalten.
LSR-Teile halten dem Sterilisationsprozessstand und sind biokompatibel. Miteiner ausgezeichneten Wärme- undChemikalienbeständigkeit sowiehervorragendem elektrischen Widerstandeignen sich Teile aus Flüssigsilikon ideal fürmedizinische Produkte und Geräte.
Ob Sie 25 Prototypen oder eine Serie von5.000 Stück benötigen, der Versand erfolgtinnerhalb von 3 Wochen.
Rufen Sie uns an unter +49(0)6261 6436 947oder besuchen Sie uns aufwww.protolabs.de
Besuchen Sie zu diesemThema unser kostenloses
Webinar am 13.03.2015, um 10 Uhr.Interessenten wendensich bitte per E-Mail an

8 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Beteiligung am ersten erstattungs-fähigen Telemedizinanbieter
Seit Jahren kämpfen Tele-medizinunternehmen umAkzeptanz im ersten Ge-sundheitsmarkt. EvocareTelemedizin hat nun ge-schafft, dass Kostenträgerdie Leistung bezahlen, undist offen für Investoren.
Herr Hein, warum ist Ihnengelungen, woran sich an-dere Telemedizinanbieterdie Zähne ausbeißen?Weil es uns nicht um Tech-nik geht. Unsere telemedi-
zinische Evocare-Behandlung bringt Gesundheit nach Hau-se und ist nicht mit dem simplen Einsatz von Technologievergleichbar. Derartige Behandlungsverfahren müssen prä-zise definierten Regeln gehorchen und ihre Wirksamkeitmuss nachgewiesen sein – nicht einfach nur technischfunktionieren. Darüber hinaus bieten wir ein betriebswirt-schaftliches Konzept für Leistungserbringer und Kosten-träger, das transparent, valide und nachvollziehbar gestal-tet ist.
Sie bieten Kapitalbeteiligungen von bis zu 18 Mio. Euroan. Wofür wollen Sie dieses Kapital einsetzen?Für den flächendeckenden Aufbau der Evocare-Behandlungin Deutschland. Zu unseren Aufgaben gehört es, entspre-chende Abteilungen in Kliniken zu errichten, Fachkräfteauszubilden, QM und Abrechnung zu übernehmen, dieTechnologie für die Patienten zur Verfügung zu stellen undteilweise die medizinische Betreuung zu Hause zu über-nehmen. Auch beinhaltet unser Geschäftsmodell die Vorfi-nanzierung von Technologie.
Welche Perspektive bieten Sie Investoren?Erstens Internationalisierung: Geprüfte und zugelasseneQualität aus Deutschland ist einfach ein USP, der seines-gleichen sucht. Wir schaffen für jedermann Zugang zu Ge-sundheit, egal wann und wo. Damit treffen wir die welt-weit massiven Transformationsbewegungen der Gesund-heitssysteme im Kern. Die Anfragen aus dem Ausland sindfür uns derzeit nicht zu bewältigen. Zweitens: Vor demHintergrund des Demographiewandels wird die Gesunder-haltung der Älteren zu Hause immer mehr in den Mittel-punkt des Sozialinteresses rücken. Beide Perspektiven füh-ren zu sehr hoher Attraktivität. Wir sind eine ökonomischorientierte Anlage mit hohem Sozialengagement.
www.telemedizin.de
Dr. Achim Hein, GeschäftsführerEvocare Telemedizin: „Wir kön-nen an jeder späteren Patienten-versorgung 50 Prozent Erlösan-teil realisieren.“
Bild:EvocareTelemedizin
Positives Signal der EU-Kommission
Bild:GuntherKrichbaum
Gunther Krichbaum, Vorsitzender des Europaausschusses im Bun-destag: „Jean-Claude Juncker nimmt Medizinprodukte als wirtschafts-politisches Thema wahr und ordnet deren Regulierung dem Industrie-ressort zu. Das ist ein gutes Signal für deutsche Hersteller.“
Medizintechnik-Professor Marc Kraftist neuer Vorsitzender der VDI-TLSAuf der Sitzung des Beiratsder VDI-Gesellschaft Tech-nologies of Life Sciences(TLS) am 5. Dezember2014 in Düsseldorf wurdeProf. Dr.-Ing. Marc Kraftzum neuen Vorsitzendengewählt. Er folgt auf Pro-fessorin Dr. Antonia Kesel,die satzungsgemäß nichterneut kandidieren konnte.„Ich freue mich auf die Ar-beit als Vorsitzender dieserinterdisziplinären Gesell-
schaft. Der VDI verfügt wiekaum ein anderer techni-scher Verein über Kompe-tenz in fast allen Ingenieur-disziplinen. Diesen Trumpfwollen wir auch auf derEbene unserer Gesellschaftnoch besser spielen“, soKraft nach seiner Wahl.
» VDI-Gesellschaft Tech-nologies of Life Sciences,D-40468 Düsseldorf,www.vdi.de/tls
Querdenker-Award 2014 für das MedicalInnovation Center von Paul HartmannDie Paul Hartmann AG istfür ihr im Sommer eröffne-tes Medical InnovationCenter mit dem Querden-ker-Award 2014 in der Ka-tegorie Excellence ausge-zeichnet worden. DieQuerdenker-Stiftung zeich-net mit dem Preis besonde-re Vordenker und innovati-ve Unternehmen aus, diemit Mut, Leidenschaft undOriginalität ausgetretenePfade verlassen und erfolg-
reich neue Wege gehen.„Wir freuen uns, dass dieJury den hohen Innovati-onsgrad unserer ‚gläsernenFabrik‘ anerkannt hat“, soDr. Felix Fremerey, ChiefProcess Officer und für dasProjekt Medical InnovationCenter verantwortlichesMitglied im Vorstand.
» Paul Hartmann AG,D-89522 Heidenheim,www.hartmann.info
Szene
document3662868418947175007.indd 8 05.02.2015 12:33:02

Denn auf Die inneren Werte kommt es an®
E L E C T R O N I C S C O R P.
Hauptsitz Europa: www.keyelco.com • Tel: 33 (1) 46 36 82 49 • Fax: 33 (1) 46 36 81 57
™
N u L L - O h m - S m T- J u m P E R
• Echter Null-Ohm-Jumper • Dazu entwickelt, die “Null”-Ohm-Widerstands-Chipsätze 0603, 0805 und 1206 ohneVeränderung des Board-Designs oder -Layouts zu ersetzen • Für Hochstromanwendungen • Niedrige Impedanz
• Niedrige Bauhöhe • Hergestellt aus Kupfer mit Silberbeschichtung • Lieferung auf Tape & Reel • Kompatibel mit Vakuum-Pick & Place Montagesystemen • Weitere Chipsätze auf Anfrage lieferbar • Fordern Sie den Katalog M60.2 an!
Medicut-Mehrheit geht an B.Braun Vascular SystemsB. Braun Vascular Systems,ein Geschäftsbereich derSparte Aesculap, mit Sitz inBerlin hat die Mehrheit derAnteile an der PforzheimerFirma Medicut Stent Tech-nology GmbH erworben.Unter Einhaltung sämtli-
cher normativer Anforde-rungen an moderne QM-Systeme agiert Medicut alsFull-Service-Partner fürMedizinprodukte aus Niti-nol – von der Idee bis zumfertigen CE-Produkt. DasUnternehmen wurde 2006
gegründet und hat aktuell28 Mitarbeiter.
Dazu der Leiter von Vas-cular Systems, Gerd Wa-cker: „Durch den Erwerbvon Medicut wird es unsgelingen, heutige wie auchkünftige Produktkonzepte
für Radiologen noch besserauf die stark wachsendeperiphere Angioplastie hinauszurichten.“
» Aesculap AG,D-78532 Tuttlingen,www.aesculap.de
Siemens stelltHealthcare neu aufMit der unternehmerischenFührung des innerhalb derSiemens AG eigenständiggeführten Healthcare-Ge-schäfts hat der Vorstandzum 1. Februar BerndMontag als Vorsitzendender Geschäftsführung, Mi-chael Reitermann als Mit-glied der Geschäftsführungund Michael Sen als ChiefFinancial Officer beauf-tragt. Sie sind für dieseFunktionen auch in der Ge-schäftsführung der künfti-gen Healthcare GmbH vor-gesehen. Montag hat bisherals CEO das Geschäft Ima-ging and Therapy Systemsinnerhalb von Healthcaregeleitet, Reitermann alsCEO das Diagnostics-Ge-schäft. Sen war bereitsCFO von Healthcare. Her-mann Requardt ist aus demVorstand und der Führungvon Healthcare ausgeschie-den und hat diesen Genera-tionenwechsel ermöglicht.Der Siemens-Vorstandsvor-sitzende Joe Kaeser kündig-te an: „Wir stellen Health-care nun als eigenständigesGeschäft im Konzern neuauf.“
» Siemens AG,D-80333 München,www.siemens.com
Szene
document2556781271036713307.indd 9 03.02.2015 19:05:01
10 DeviceMed | Januar/Februar 2015 | www.devicemed.de
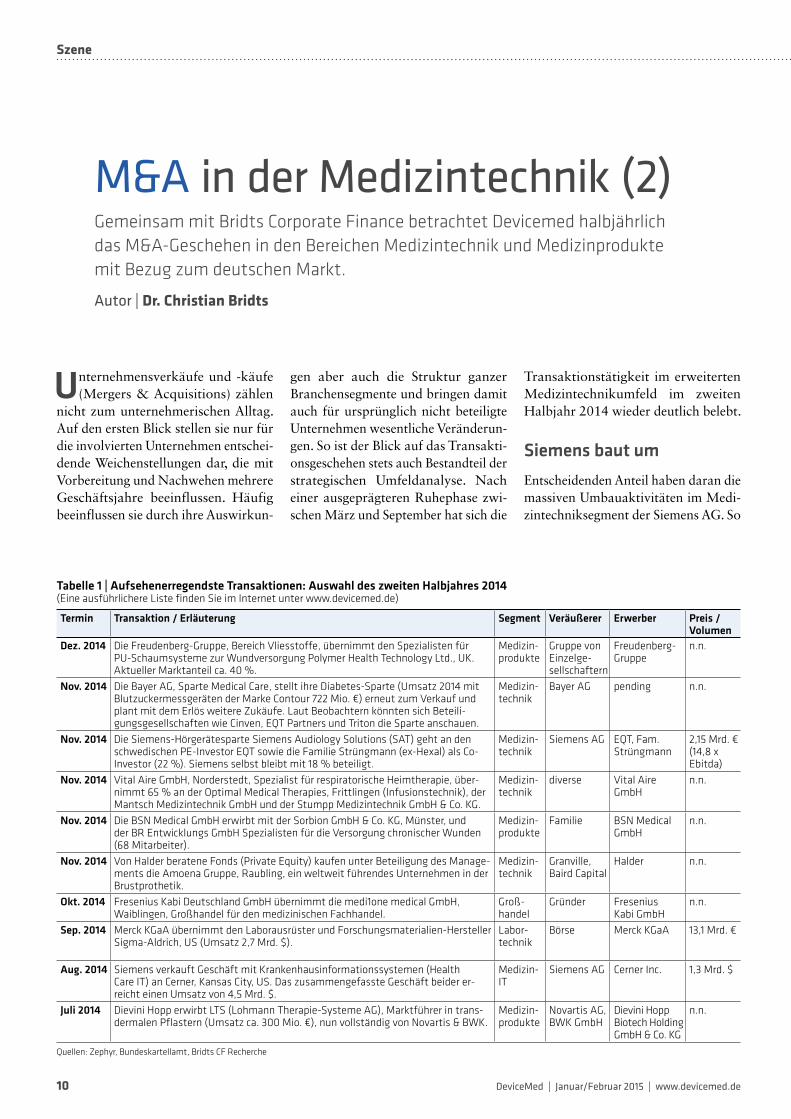
M&A in der Medizintechnik (2)Gemeinsam mit Bridts Corporate Finance betrachtet Devicemed halbjährlichdas M&A-Geschehen in den Bereichen Medizintechnik und Medizinproduktemit Bezug zum deutschen Markt.
Autor | Dr. Christian Bridts
Unternehmensverkäufe und -käufe(Mergers & Acquisitions) zählen
nicht zum unternehmerischen Alltag.Auf den ersten Blick stellen sie nur fürdie involvierten Unternehmen entschei-dende Weichenstellungen dar, die mitVorbereitung und Nachwehen mehrereGeschäftsjahre beeinflussen. Häufigbeeinflussen sie durch ihre Auswirkun-
gen aber auch die Struktur ganzerBranchensegmente und bringen damitauch für ursprünglich nicht beteiligteUnternehmen wesentliche Veränderun-gen. So ist der Blick auf das Transakti-onsgeschehen stets auch Bestandteil derstrategischen Umfeldanalyse. Nacheiner ausgeprägteren Ruhephase zwi-schenMärz und September hat sich die
Transaktionstätigkeit im erweitertenMedizintechnikumfeld im zweitenHalbjahr 2014 wieder deutlich belebt.
Siemens baut umEntscheidendenAnteil haben daran diemassiven Umbauaktivitäten im Medi-zintechniksegment der Siemens AG. So
Tabelle 1 | Aufsehenerregendste Transaktionen: Auswahl des zweiten Halbjahres 2014(Eine ausführlichere Liste finden Sie im Internet unter www.devicemed.de)
Termin Transaktion / Erläuterung Segment Veräußerer Erwerber Preis /Volumen
Dez. 2014 Die Freudenberg-Gruppe, Bereich Vliesstoffe, übernimmt den Spezialisten fürPU-Schaumsysteme zur Wundversorgung Polymer Health Technology Ltd., UK.Aktueller Marktanteil ca. 40 %.
Medizin-produkte
Gruppe vonEinzelge-sellschaftern
Freudenberg-Gruppe
n.n.
Nov. 2014 Die Bayer AG, Sparte Medical Care, stellt ihre Diabetes-Sparte (Umsatz 2014 mitBlutzuckermessgeräten der Marke Contour 722 Mio. €) erneut zum Verkauf undplant mit dem Erlös weitere Zukäufe. Laut Beobachtern könnten sich Beteili-gungsgesellschaften wie Cinven, EQT Partners und Triton die Sparte anschauen.
Medizin-technik
Bayer AG pending n.n.
Nov. 2014 Die Siemens-Hörgerätesparte Siemens Audiology Solutions (SAT) geht an denschwedischen PE-Investor EQT sowie die Familie Strüngmann (ex-Hexal) als Co-Investor (22 %). Siemens selbst bleibt mit 18 % beteiligt.
Medizin-technik
Siemens AG EQT, Fam.Strüngmann
2,15 Mrd. €(14,8 xEbitda)
Nov. 2014 Vital Aire GmbH, Norderstedt, Spezialist für respiratorische Heimtherapie, über-nimmt 65 % an der Optimal Medical Therapies, Frittlingen (Infusionstechnik), derMantsch Medizintechnik GmbH und der Stumpp Medizintechnik GmbH & Co. KG.
Medizin-technik
diverse Vital AireGmbH
n.n.
Nov. 2014 Die BSN Medical GmbH erwirbt mit der Sorbion GmbH & Co. KG, Münster, undder BR Entwicklungs GmbH Spezialisten für die Versorgung chronischer Wunden(68 Mitarbeiter).
Medizin-produkte
Familie BSN MedicalGmbH
n.n.
Nov. 2014 Von Halder beratene Fonds (Private Equity) kaufen unter Beteiligung des Manage-ments die Amoena Gruppe, Raubling, ein weltweit führendes Unternehmen in derBrustprothetik.
Medizin-technik
Granville,Baird Capital
Halder n.n.
Okt. 2014 Fresenius Kabi Deutschland GmbH übernimmt die medi1one medical GmbH,Waiblingen, Großhandel für den medizinischen Fachhandel.
Groß-handel
Gründer FreseniusKabi GmbH
n.n.
Sep. 2014 Merck KGaA übernimmt den Laborausrüster und Forschungsmaterialien-HerstellerSigma-Aldrich, US (Umsatz 2,7 Mrd. $).
Labor-technik
Börse Merck KGaA 13,1 Mrd. €
Aug. 2014 Siemens verkauft Geschäft mit Krankenhausinformationssystemen (HealthCare IT) an Cerner, Kansas City, US. Das zusammengefasste Geschäft beider er-reicht einen Umsatz von 4,5 Mrd. $.
Medizin-IT
Siemens AG Cerner Inc. 1,3 Mrd. $
Juli 2014 Dievini Hopp erwirbt LTS (Lohmann Therapie-Systeme AG), Marktführer in trans-dermalen Pflastern (Umsatz ca. 300 Mio. €), nun vollständig von Novartis & BWK.
Medizin-produkte
Novartis AG,BWK GmbH
Dievini HoppBiotech HoldingGmbH & Co. KG
n.n.
Quellen: Zephyr, Bundeskartellamt, Bridts CF Recherche
Szene
document7252927836630244589.indd 10 03.02.2015 19:13:30

Finanzinvestoren, die für eine ganzeReihe von Akquisitionen verantwort-lich waren, darunter auch einige soge-nannte Secondary Deals, also der Er-werb von anderen Finanzinvestoren.Hervorzuheben ist der erwähnte Er-werb von Siemens-SAT durch EQT.
Freundliche KapitalmärkteDerzeit deutet wenig darauf hin, dassdie Anzahl der M&A-Transaktionensinken wird. Die relevanten Kapital-märkte zeigen sich insgesamt freund-lich. Auch der Umbau der Konzern-portfolien geht weiter, wie der von derBayer AG geplante Verkauf ihrer Dia-betes-Sparte zeigt.
» Autor: Dr. Christian Bridts,Gründer und Geschäftsführer BridtsCorporate Finance GmbH & Co. KGD-81925 München,www.bridtscf.de
verkaufte der traditionell zu den globalführenden zählende Konzern in kurzerFolge nacheinander das Mikrobiolo-giegeschäft und das Geschäft HealthCare IT an US-amerikanische Wettbe-werber sowie die Hörgerätesparte anFinanzinvestoren. Vor diesem Hinter-grund betrachtet scheint die Aussagevon CEO Joe Käser, man wolle dem(verbleibenden) Medizintechnikge-schäft „mehr Handlungsspielraum ge-ben,“ eher zu bestätigen, dass auchdiesem künftig keine zentrale strategi-sche Rolle mehr zukommt.
Auffällig sind die zahlreichenM&A-Transaktionen in der Labordiagnostik,worunter der Erwerb von Sigma-Ald-rich durch die Merck KGaA für 13,1Mrd. Euro heraussticht. Im BereichPflaster/Wundversorgung fanden zu-letzt gleich drei Transaktionen statt, indenen BSN, Freudenberg und DieviniHopp als Erwerber auftraten. Deutlichbelebt haben sich die Aktivitäten der
Dr. Christian Bridts, Bridts CF: „Derzeit deutetwenig darauf hin, dass die Anzahl der M&A-Transaktionen sinken wird.“
Bild:BridtsCF
FRIWO GerätebauVon-Liebig-Strasse 11 Tel.D-48346 Ostbevern Fax +49 (0) 2532/81-112
≤ 10µAAbleitstrom
Schutzart MOPP
DoE 2016 Ready
Plattform-Generation FOXHoheQualität noch einmal
verbessert
Zulassung nach IEC 60601-1
Wechseladaptersystem
+49 (0) 2532/81-0
FOX - FRIWO One-click Xchange
NEU!NEU!
MEDICAL POWER
BET100 -200W
BET-1600M |FANLESSMedizinisches TischnetzteilPatientenschutz 2xMOPPECO-Design ErP/CEC level VLangzeitverfügbarkeit
Halle2.139
Bicker Elektronik GmbHwww.bicker.de
1. Handy zücken2. QR-Code abfotografieren3. direkt verbunden werden.
Abhängig von Handy und in-stalliertem QR-Code-Scanner.
Fürunterwegs
www.vogel.de
08685
---> mobil.devicemed.de
Szene
document7252927836630244589.indd 11 03.02.2015 19:13:33

12 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Medtech-Dialog diskutiertMedizintechnik der Zukunft„Die Zykluszeiten von Komponenten sind überhaupt nicht kompatibel mitden Zykluszeiten unserer Produkte“, so die Kritik eines Podiumsredners aufdem vierten Medtech-Dialog Anfang Dezember. Geschätzte 100 Teilnehmersind der Einladung ins Mannheimer Technoseum gefolgt.
Autorin | Kathrin Schäfer
Es ist die Podiumsdiskussion amNachmittag, die auf dem vierten
Medtech-Dialog die meisten Erkennt-nisse zu Tage fördert. Sie trägt den Titel„Personalisierte Medizin:Wachstums-chancen nutzen, Hürden erkennen,Fehler vermeiden“, und so ist es Alex-ander Fink von der Metecon GmbH,der darauf hinweist, wie wichtig Un-ternehmenskooperationen bei der Ent-wicklung neuer Produkte für die per-sonalisierte Medizin sind.
Jedoch: „Das klassische Mittel-standsunternehmen ist ein relativ ge-
schlossenes System. Das erfordert einreguliertes Umgehen mit Geschäfts-partnern“, so Fink.
Konsumgüterindustrieversus MedizintechnikDr. Ludger Bodenbach, Leiter R&DPoint-of-Care bei Roche Diagnostics,spricht das Problem der Komponenten-verfügbarkeit an: „Stellen Sie sich vor,Sie entwerfen fünf Jahre lang ein klei-nes Gerät mit einem CMOS-Sensor.Der Sensorhersteller bringt jedoch ein-
mal im Jahr einen neuen, aktualisiertenSensor heraus.Wie wollen Sie ihn dazubringen, die veralteten Sensoren vorrä-tig zu halten?“ Mit anderen Worten:„Die Zykluszeiten von Komponentensind überhaupt nicht kompatibel mitden Zykluszeiten unserer Produkte.“Bei allen Gemeinsamkeiten ist dies einPunkt, in dem sich die Medizintechnikwesentlich von der Konsumgüter-In-dustrie unterscheidet.
Systemlösungen sindkünftig unverzichtbarEs sind Herausforderungen und Hür-den wie diese, die es für die mittelstän-disch geprägte Medizintechnikbrancheoft schwierig machen, innovative Pro-dukte zu entwickeln und auf denMarktzu bringen. Dennoch – welche Rich-tungMedizintechnikunternehmen ein-schlagen müssen, macht Dr. VolkerFitzner von der Wirtschaftsprüfungs-gesellschaft Pricewaterhouse Coopersin seinem Vortrag deutlich: „Wir müs-sen weg von einzelnen Produkten, hinzu Lösungen. Die Medizintechnikin-dustrie ist jedoch noch sehr stark pro-duktfokussiert.“ Um die Notwendig-keit, nicht mehr nur innovative Pro-dukte, sondern ganze Systemlösungenmit dazugehörigen Servicepaketen be-reitzustellen, kommenMedizintechnik-Anbieter also auf lange Sicht kaummehr herum. «Bild 1 | Dr. Volker Fitzner, Pricewaterhouse Cooper: „Wir müssen weg von einzelnen Produkten, hin zu
Lösungen. Die Medizintechnikindustrie ist jedoch noch sehr stark produktfokussiert.“
Bild:PWC
Szene
document3535269799459688354.indd 12 04.02.2015 15:07:31
German Medical Device 210x297.indd 1 2/4/14 5:03 PM

14 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Bildgebung von PhilipsIn der Serie „OEM im Porträt“ stellt Devicemed Endproduktehersteller vor.Auf den folgenden Seiten wird das Firmenporträt durch Berichte ausder technologischen Wertschöpfungskette für die medizinische Bildgebungergänzt. Lesen Sie diesmal über Produkte von Philips Healthcare.
Autorin | Kathrin Schäfer
Philips gehört neben General Electricoder Siemens zu den ganz Großen
der Medizintechnik.Mit anderenWor-ten: An Philips kommt man in der Me-dizintechnik so schnell nicht vorbei.Innerhalb von Philips macht der Ge-schäftsbereichMedizintechnik rund 40Prozent des Konzernumsatzes aus.Spannend ist dabei die Frage, wie auseinem Unternehmen, das 1891 in denNiederlanden gegründet und zunächstmit der Herstellung von Glühbirnenberühmt wurde, ein Spezialist für diemedizinische Bildgebung geworden ist.Es lohnt also ein Blick in die Unterneh-
mensgeschichte. Nicht nur in die An-fänge, denn noch heute ist Philips ge-meinhin als Hersteller im Konsumgü-terbereich bekannt. Doch ob Staubsau-ger oder Rasierer, CT-Scanner oderMR-System, Haushalts- und Medizin-technikgeräten ist gemeinsam: Es han-delt sich um elektronische Produkte.
Vom Spezialistenfür Glühbirnen ...Dass Philips 2001 die Medizintechnik-Sparte Healthcare Solution Group(HSG) von Agilent Technologies mit
Sitz in Böblingen erworben hat, lässtdabei leicht vergessen, dass die Anfän-ge in der Medizintechnik bis in die Zeitdes Ersten Weltkriegs reichen: Bereits1914 hat Philips, motiviert durch dieIndustrielle Revolution in Europa, seinerstes Forschungslabor gegründet underste Innovationen im Bereich derRöntgen- und Strahlentechnologie vor-gestellt. 1918 bringt Philips eine Rönt-genröhre für den medizinischen Einsatzauf denMarkt. Schon 1933 schafft dasUnternehmen den Sprung über denAt-lantik und startet die Produktion me-dizinischer Röntgengeräte in den USA.Bis zum Ende des 20. Jahrhundertsmacht sich der Konzern jedoch ehermit Konsumgütern und Unterhaltungs-elektronik wie Kassetten, CDs, Fernse-hern und DVDs einen Namen.Wenigendürfte daher im Gedächtnis gebliebensein, dass das Philips-Forschungslaborin Hamburg 1984 die laut Unterneh-mensangaben ersten Bilder des mensch-lichen Kopfes mit der Methode derKernspin-Tomographie erzeugt hat.
... zum weltweit agierendenMedizintechnik-Experten2002 gelingt Philips-Forschern außer-dem durch ein neuartiges Verfahren derMR-Elastographie der Durchbruch inder Brustkrebs-Früherkennung. ImForschungslabor in Aachen entsteht einSystem zur kontinuierlichen Überwa-chung von Herz-Kreislauf-Risikopati-enten, das in die Kleidung integriertwerden kann. Der wachsenden Bedeu-
Bild 1 | Das Philips-System Sonalleve MR-Hifu:Mit Magnetresonanztomographie wird die nicht-invasive Therapie von Uterusmyomen sowohl geplant als auch überwacht.
Bild:Philips
BILDGEBUNG | OEM im Porträt
document6159489272683943260.indd 14 04.02.2015 15:07:58

www.devicemed.de | Januar/Februar 2015 | DeviceMed
Philips als offiziellerPartner der FifaUnd auch das ist „Bildgebung“ vonPhilips: Als offizieller Partner der Fi-fa-Fußballweltmeisterschaft 2006in Deutschland stattete Philips zahl-reiche WM-Stadien mit Beleuch-tungstechnologie und TV/Video-Produkten aus. In allen zwölf WM-Austragungsorten wurden zudemmit Hilfe von Philips-Vidiwalls Mög-lichkeiten zum so genannten PublicViewing geschaffen.
diagnostisch, sondern zur Verbesserungeines therapeutischen Verfahrens ein-gesetzt wird.
Das funktioniert so: In einem fokus-sierten Schallkopf wird Ultraschallen-ergie auf das Myom gerichtet. Dabeiwerden Temperaturen von 60 bis 70 °Cerreicht. Es entsteht eine Koagulations-nekrose. Das Myom beziehungsweisedessen Gewebezellen werden zerstörtoder stark geschädigt, umliegendes Ge-webe wird nicht verletzt. Mithilfe derMagnetresonanztomographie wird die-ser Eingriff geplant und überwacht.
MRT-geführte minimal-invasive EingriffeDie kontraststarke Darstellung vonWeichteilen und die bildliche Darstel-lung von Körperfunktionen wie derDurchblutung oder des Sauerstoffge-halts bei hoher Detailgenauigkeit ohneden Einsatz belastender Strahlung sindanerkannte Stärken der Magnetreso-nanztomographie und heutzutage inder Klinik unverzichtbar. KeinWunder,dass Philips seit 2009 mit der Univer-sität Magdeburg auch an den Einsatz-möglichkeiten von Echtzeit-MRT zurUnterstützung während minimal-inva-siver Eingriffe forscht. „Mit Hilfe derMRT-Bildgebung können Instrumentewährend eines Eingriffes sehr präziseim Körper des Patienten lokalisiert undnavigiert werden – dies macht Eingrif-fe noch sicherer“, so Privatdozentin Dr.med. Katharina Fischbach, Oberärztinan der Klinik für Radiologie und Nu-klearmedizin der Otto-von-Guericke-Universität in Magdeburg. „Wir sehengroßes Potential in dieser Technologiemit einem deutlichenMehrwert für diePatienten, deswegen forschen wir sointensiv mit Philips als Industrie-Part-ner an der Weiterentwicklung dieserTechnologie.“ Dank Echtzeit-MRTkönnten minimal-invasive Verfahrenzukünftig für ein breites Therapiespek-trum angewendet werden.
» Philips GmbHUnternehmensbereich Healthcare,D-20099 Hamburg,www.healthcare.philips.com/de
tung des Unternehmensbereichs Ge-sundheit trägt Philips zum 1. Januar2008 in einer neuen KonzernstrukturRechnung. Healthcare ist nun nebenLighting und Consumer Lifestyle einevon drei verbleibenden Sparten. Diekurz zuvor, nämlich im Dezember 2007angekündigte Übernahme des US-Un-ternehmens Respironics bezeichnetPhilips als „die größte Akquisition sei-ner Firmengeschichte“. Heute kannman deshalb sagen: Nachdem Philipslange Zeit nur als Hersteller von Elek-tronikprodukten wahrgenommen wur-de, ist es nun weithin auch für seineHealthcare-Produkte bekannt.
Fokussierter Ultraschallim Einsatz mit MRTDies belegt unter anderem eine Studie,die Spectaris und der ZVEI auf derjüngsten Medica in Düsseldorf vorge-stellt haben. Darin wird das Philips-System Sonalleve MR-Hifu (Bild 1) zurnicht-invasiven Therapie von Uterus-myomen als eines von drei Medizin-produkten identifiziert, die erheblichesEinsparpotenzial für das deutsche Ge-sundheitssystem bieten. Denn die nicht-invasiven Eingriffe können ambulanterfolgen und ersparen Patientinnenchirurgische Eingriffe und längere Kli-nikaufenthalte. Bemerkenswert ist hier-bei, dass mit Sonalleve MR-Hifu Bild-gebungstechnologie nicht mehr nur
Medizintechnik
XPERT
... seit über10 Jahren
1011
5
Hier treffenÄrzte und andere Mitar-beiter der Gesundheitswirtschaft aufVertreter von Medizintechnikherstellernund -händlern sowie auf deren Dienst-leister und Zulieferer.Diskutieren Sie mit, was die Branchebewegt!
---> www.xing.com/net/medtec
Die Xing-Gruppe hat über
20.000Mitglieder!
JETZTMITGLIEDWERDEN!
Werden SieMitglied inunserer
Xing-Gruppe„Medizintechnik“
BILDGEBUNG | OEM im Porträt
document6159489272683943260.indd 15 04.02.2015 15:08:00

16 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Kugelgewindetriebe undProfilschienenführungenwerden beispielsweise inLiegen eingebaut, mit de-nen Patienten in Compu-tertomographen gefahrenwerden. Für die horizonta-len und vertikalen Bewe-gungen einer Liege hatRodriguez bereits maßge-schneiderte Lineareinheitenentwickelt. In Computerto-mographen setzt Rodriguezbis 200 Umdrehungen proMinute seine spielfreienVierpunktdünnringlagerder Reali-Slim-Serie ein. Beihöheren Leistungen findenSchulterlagerpaare Verwen-dung. Sie eignen sich bis240 oder 300 Umdrehun-gen pro Minute.
Exakte PositionierungVon Patientenliege und Röntgenröhre
Neben Einzelkomponen-ten entwickelt Rodriguezauch Systemlösungen fürKunden. So entstand für ei-nen Computertomogra-phen eine maßgeschneider-te Dreheinheit. Sie garan-tiert, dass das für die Dre-hung der Röntgenröhreentscheidende Dünnringla-ger korrekt sitzt und dieKlemmkraft präzise einge-stellt ist. Denn nur dann istgewährleistet, dass sich dieRöntgenröhre präzise undkontinuierlich um den Pati-enten dreht und genaue Bil-der liefert.
» Rodriguez GmbH,D-52249 Eschweiler,www.rodriguez.de
Odu bietet mit der Steck-verbindung Odu-Mac eineSchnittstelle für Magnetre-sonanz- oder Computerto-mographen an. Durch ihreModulbauweise lassen sichÜbertragungsarten und An-schlüsse frei wählen undkombinieren. Die meistenOdu-Mac-Module basierenauf der Drahtfedertechno-logie Odu-Spring-Tac. Die-se erlaubt eine hohe Kon-taktsicherheit und garan-tiert bis zu 100.000 Steck-zyklen bei stabilen Über-gangswiderständen. Odu-Mac gibt es in zwei Grund-formen: im Alurahmenzum automatischen Ando-cken, beispielsweise in Lie-gen, oder als Gehäuselö-
SteckverbindungenModulare Schnittstellen für MRT oder CT
sung für manuelles Stecken.Geprüfte, unmagnetischeMaterialien sorgen für eineungestörte Bildgebung.
» Odu GmbH & Co. KG,D-84453 Mühldorf a. Inn,www.odu.de
Bild:Odu
Hasekes höhenverstellbareTragarme HMA Lift 501und 551 sind ausgelegt fürGewichte bis 60 kg. Fürbeide gibt es stationäreWand- und Deckenhalte-rungen, Deckenfahrwagenmit Kabelmanagement undSystemauslegern. Daszwangsgeführte Kopflager
Verstellbare TragarmeFür Medizingeräte und Monitorampeln
des HMA Lift 501 ermög-licht eine exakte Senkrecht-stellung der Applikation.Der HMA Lift 551 hat einekardanische Lastaufhän-gung am Kopflager.
» Haseke GmbH & Co. KG,D-32457 Porta Westfalica,www.haseke.de
Bild:Haseke
Mit dem 600-Watt-NetzteilMPSM-5600V bietet Bi-cker Elektronik ein PC-Netzteil mit aktuellen me-dizinischen Sicherheitszu-lassungen, insbesondere derIEC/EN60601-1 3rd Editi-on, sowie der UL60601-1
Medizin-PC-NetzteilFür bildgebende Systeme
und CAN/CSA C22.2 No.601.1-M90. Aufgrund sei-ner hohen Leistung am12-V-Ausgang versorgt dasMPSM-5600V leistungs-starke Grafikkarten inRechner-Systemen der me-dizinischen Bildverarbei-tung sicher und zuverlässigmit Strom. Zudem kannauch der +5-V-Standby-Ausgang mit bis zu 3,5 Abelastet werden. Das Schal-tungsdesign ist auf maxi-male Energieeinsparungausgelegt und zeichnet sichdurch einen Wirkungsgradvon bis zu 85 Prozent aus.
» Bicker Elektronik GmbH,D-86609 Donauwörth,www.bicker.de
Bild:Bicker
BILDGEBUNG | Zulieferer
document7775442012614873994.indd 16 04.02.2015 15:08:29

www.devicemed.de | Januar/Februar 2015 | DeviceMed 17
PRODUKTION
ENGINEERING
SERVICE
ENGINEERING(CO-)
ENGINEERING
www.guenter-psu.ded
Mehr über UltiMod1200Watt/Med/ITE
www.devicemed.de/newsletter
2× proWoche: Der Newsletter von DeviceMed
www.vogel.de
08338
Womöglich braucht eskünftig kein technischesSteuerungsgerät mehr, umdurch medizinische 3D-Bilddaten zu navigieren.Prof. Dr. Michael Teistler,Medieninformatiker an derFH Flensburg, arbeitet dar-an, Daten aus bildgebendenUntersuchungen effizienter
Mit der eigenen HandDurch medizinische 3D-Bilddaten navigieren
darstellen und nutzen zukönnen: „Dank Gestener-kennung mittels 3D-Infra-rotkamera kann die Handzur Navigation durch dieBilddaten genutzt werden.“
» Fachhochschule Flensburg,D-24943 Flensburg,www.fh-flensburg.de
Bild:FHFlensburg
Zur Realisierung hoherAuflösungen in der bildge-benden Diagnostik bietetDyconex hochkomplexeflexible, starrflexible undstarre High-Density-Inter-connect/Microvia-Leiter-plattenlösungen an. Diese
Komplexe LeiterplattenFür eine Bildgebung in hoher Auflösung
mehrlagigen Substratezeichnen sich durch Linien-breiten kleiner 40 µm undsehr dünne Metallschichtenaus. Für Anwendungen wieUltraschallsonden oder En-doskopie-Kameras beinhal-ten die Leiterplatten vielesehr feine und sehr langeparallele Leiterbahnen. Da-mit die Herstellung dieserSubstrate wirtschaftlichbleibt, werden neben neuenMaterialien auch Ferti-gungstechniken wie zumBeispiel die Laserdirektbe-lichtung mit speziellen Re-gistrierverfahren eingesetzt.
» Dyconex AG,CH-8303 Bassersdorf,www.mst.com/dyconexBi
ld:Dyconex
Bringen Sie TechnologieMensch und System zusammen.Absolvieren Sie das praxisorientierteBachelor-Studium in Medizintechnik in Horw.
Besuchen Sie unsere Info-Veranstaltungam 18. März 2015.
www.hslu.ch/medizintechnik
BILDGEBUNG | Zulieferer
document4031646937891427262.indd 17 05.02.2015 14:44:37
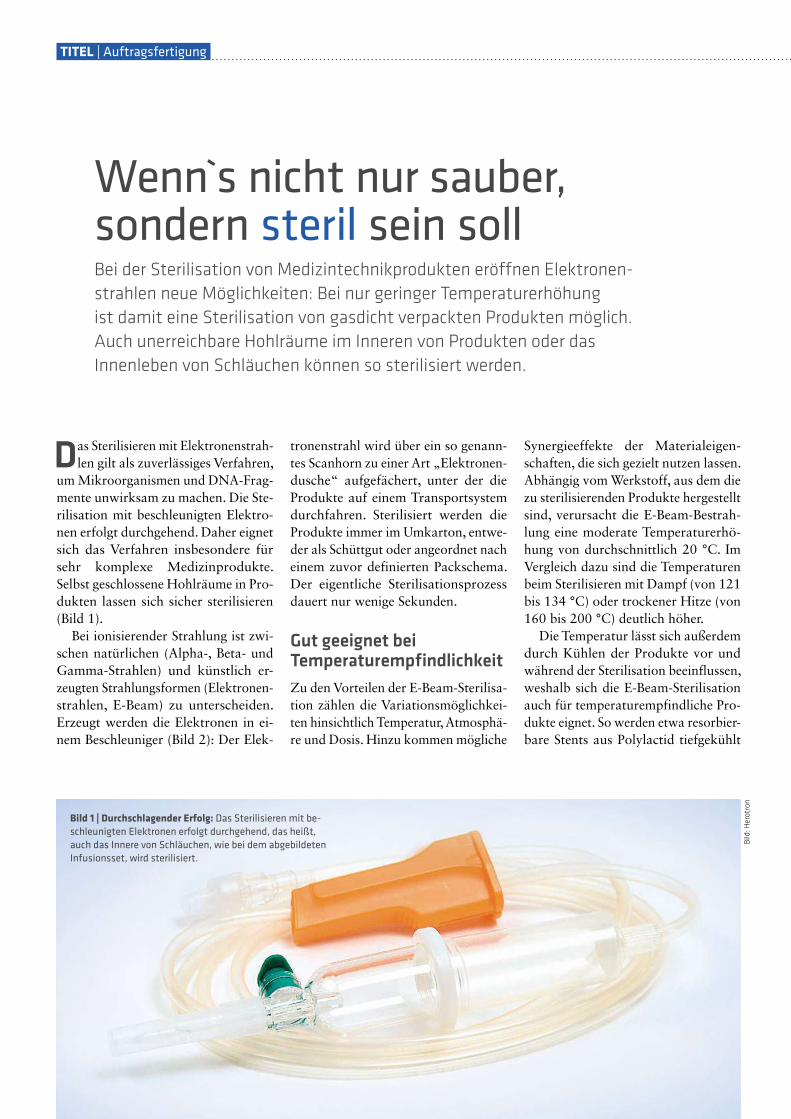
Wenn s nicht nur sauber,sondern steril sein sollBei der Sterilisation von Medizintechnikprodukten eröffnen Elektronen-strahlen neue Möglichkeiten: Bei nur geringer Temperaturerhöhungist damit eine Sterilisation von gasdicht verpackten Produkten möglich.Auch unerreichbare Hohlräume im Inneren von Produkten oder dasInnenleben von Schläuchen können so sterilisiert werden.
Das Sterilisieren mit Elektronenstrah-len gilt als zuverlässiges Verfahren,
umMikroorganismen und DNA-Frag-mente unwirksam zu machen. Die Ste-rilisation mit beschleunigten Elektro-nen erfolgt durchgehend. Daher eignetsich das Verfahren insbesondere fürsehr komplexe Medizinprodukte.Selbst geschlossene Hohlräume in Pro-dukten lassen sich sicher sterilisieren(Bild 1).
Bei ionisierender Strahlung ist zwi-schen natürlichen (Alpha-, Beta- undGamma-Strahlen) und künstlich er-zeugten Strahlungsformen (Elektronen-strahlen, E-Beam) zu unterscheiden.Erzeugt werden die Elektronen in ei-nem Beschleuniger (Bild 2): Der Elek-
tronenstrahl wird über ein so genann-tes Scanhorn zu einer Art „Elektronen-dusche“ aufgefächert, unter der dieProdukte auf einem Transportsystemdurchfahren. Sterilisiert werden dieProdukte immer im Umkarton, entwe-der als Schüttgut oder angeordnet nacheinem zuvor definierten Packschema.Der eigentliche Sterilisationsprozessdauert nur wenige Sekunden.
Gut geeignet beiTemperaturempfindlichkeitZu denVorteilen der E-Beam-Sterilisa-tion zählen die Variationsmöglichkei-ten hinsichtlich Temperatur,Atmosphä-re und Dosis. Hinzu kommen mögliche
Synergieeffekte der Materialeigen-schaften, die sich gezielt nutzen lassen.Abhängig vomWerkstoff, aus dem diezu sterilisierenden Produkte hergestelltsind, verursacht die E-Beam-Bestrah-lung eine moderate Temperaturerhö-hung von durchschnittlich 20 °C. ImVergleich dazu sind die Temperaturenbeim Sterilisieren mit Dampf (von 121bis 134 °C) oder trockener Hitze (von160 bis 200 °C) deutlich höher.
Die Temperatur lässt sich außerdemdurch Kühlen der Produkte vor undwährend der Sterilisation beeinflussen,weshalb sich die E-Beam-Sterilisationauch für temperaturempfindliche Pro-dukte eignet. So werden etwa resorbier-bare Stents aus Polylactid tiefgekühlt
Bild:Herotron
Bild 1 | Durchschlagender Erfolg: Das Sterilisieren mit be-schleunigten Elektronen erfolgt durchgehend, das heißt,auch das Innere von Schläuchen, wie bei dem abgebildetenInfusionsset, wird sterilisiert.
TITEL | Auftragsfertigung
document521146640430620428.indd 18 05.02.2015 14:17:01

www.devicemed.de | Januar/Februar 2015 | DeviceMed 19
ausschlaggebend für die Wirkung derStrahlen und für die Eigenschaften ei-nes Produkts nach der Behandlung.Abhängig ist die Dosis von anlagenspe-zifischen Parametern, das sind im Ein-zelnen: Transportgeschwindigkeit,Energie, Strahlstrom und Scanweite.Um die Reproduzierbarkeit der Dosissicherzustellen, unterliegen diese Para-meter einer kontinuierlichen Überwa-chung. Darüber hinaus hängt die füreine Sterilisation erforderliche Dosisvon weiteren Kriterien ab, wie Keim-herkunft und Keimart, der Strahlenre-sistenz der Keime, der Gesamtkeimzahlsowie von den Produkteigenschaftenund Werkstoffen.
Synergieeffekte bei derE-Beam-SterilisationVielfach unterschätzt wird die Her-kunft von Keimen. So ist es möglich,dass beispielsweise aus Asien impor-tierte Produkte und/oder Rohstoffe mitKeimen kontaminiert sind, die in Eu-ropa üblicherweise nicht auftreten undderen Nachweis ein spezielles Verfah-ren erfordert. Daher ist es ratsam, dasmit der Ermittlung der Gesamtkeim-zahl beauftragte mikrobiologische La-bor entsprechend zu informieren. DasLabor kann dann die für den weiteren
sterilisiert. Polylactid neigt nach einerElektronenstrahl-Bestrahlung (beiRaumtemperatur) mit 25 kGy zur Ver-sprödung. Darum werden zum BeispielStents in Trockeneisbeutel und Polysty-rol-Boxen verpackt sterilisiert, wobeidie Temperatur nahezu konstant beietwa -25 °C bleibt. Ein anderes Beispielist Hydrogel auf der Basis von Hydro-xypropylmethylcellulose (HPMC), bes-ser bekannt als Kontaktgel für Ultra-schalluntersuchungen. Es muss für dieAnwendung im OP sterilisiert sein. BeiRaumtemperatur bestrahlt, baut dieViskosität von HPMC enorm ab. Be-reits eine Strahlendosis von 15 kGy beiRaumtemperatur vermindert die Vis-kosität auf unter 20 Prozent des Aus-gangswertes. Eingepackt in Trockeneisverbleibt bei gleicher Dosis eine Visko-sität von etwa 60 Prozent.
Strahlensterilisationdurchdringt das MaterialWerden Produkte mit Gas, Plasma,Dampf oder trockener Hitze sterilisiert,ist es zwingend erforderlich, dass dassterilisierende Medium unmittelbarenKontakt mit der Produktoberflächehat. Möglich machen das Umverpa-ckungen aus so genannten semiperme-ablen Materialien, die zwar Gasedurchlassen, Keime jedoch abhalten.Die Strahlensterilisation wirkt hinge-gen materialdurchdringend. Das heißt,die Energie durchdringt sowohl dieVerpackung als auch das Produkt. Da-her lassen sich die Produkte gasdichtverpackt sterilisieren. Abhängig vomEinzelfall bietet es sich an, innerhalbder Primärverpackung ein Inertgas(Stickstoff oder Argon) einzusetzen.Mangels Sauerstoffatomen unterbindetdas Gas die Bildung von Radikalen undverhindert so eine Oxidation der Pro-duktoberfläche. Praktisch genutzt wirddas zum Beispiel bei Hüftimplantatenaus hochmolekularem PE, um die Ab-riebfestigkeit der Implantatoberflächezu erhalten.
Ein maßgeblicher Prozessparameterbei der E-Beam-Sterilisation ist die Do-sis. Sie beschreibt die an eine bestimm-te Masse übertragene Energie und ist
Bild 2 | Elektronenbeschleuniger: Der Elektronenstrahl wird zu einer Art „Elektronendusche“ aufge-fächert, unter der die Produkte auf einem Transportsystem hindurchfahren.
Bild:Herotron
Prozess benötigten Informationen mitgeeigneten Nachweisverfahren ermit-teln. Die Gesamtkeimzahl ist im Rah-men der mikrobiologischen Validie-rung für die Bestimmung der Bestrah-lungsdosis erforderlich. Der Einflussionisierender Strahlen auf die Materi-aleigenschaften von Kunststoffen isteinerseits bei der sterilisationsgerechtenAuslegung von Produkten zu berück-sichtigen, lässt sich andererseits aberauch gezielt nutzen.Während einzelnePolymere mit einer Degradation (Ket-tenabbau) und damit Versprödung re-agieren, verbessern sich bei anderenPolymeren aufgrund einer Vernetzungdie thermischen, mechanischen undchemischen Eigenschaften. Die Ver-sprödung des Materials lässt sich zumBeispiel für gezielt angebrachte Soll-bruchstellen nutzen. Auch Eigen-schaftsverbesserungen aufgrund derVernetzung lassen sich zielgerichtetnutzen. So etwa bei Blut- oder Infusi-onsbeuteln und Schläuchen aus TPE alsErsatz für PVC. Die Produkte könnenin einem Autoklav sterilisiert werden,weil vernetztes TPE eine wesentlichhöhere Temperaturbeständigkeit hat.
» Herotron E-Beam Service GmbH,D-06766 Bitterfeld-Wolfen,www.herotron.com
TITEL | Auftragsfertigung
document521146640430620428.indd 19 05.02.2015 14:17:03

20 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Kleinste Bauteile sichermit dem Laser schweißenFügende Laser ermöglichen saubere und qualitativ hochwertige Schweißnähte.Das ist zum Beispiel bei Endoskop-Bauteilen wichtig. Für eine gute Bearbeitungder Werkstücke entwickelt der Dienstleister Laservorm stetig die Steuerungslö-sungen der eigenen Laser-Anlagen weiter. So ermöglicht es die Scanning-Techno-logie, höhere Spaltmaße bei der Einhaltung guter Schweißnähte auszugleichen.
Der Laserstrahl alsWerkzeug ist prä-destiniert für die Bearbeitung an-
spruchsvoller Bauteile. Geringe Ferti-gungstoleranzen sorgen für eine gleich-bleibend hohe Produktqualität unddurch den niedrigen Energieeintraglassen sich die Bauteile verzugsarm be-arbeiten. Darüber hinaus sind Zusatz-leistungen wie eine LasermarkierungzumAufbringen einer Produktbezeich-nung, eines Strich- oder QR-Codes undeine vollständige Prozessdokumentati-on zur Qualitätssicherung möglich.
Der Laser-Spezialist Laservorm bie-tet neben dem Bau von Anlagen auch
selbst Dienstleistungen rund um dieLaser-Bearbeitung an: Auf 15 selbstent-wickelten Lasermaschinen werdenKundenteile vom Einzelstück bis zurSerie in denVerfahren Schweißen, Här-ten undAuftragsschweißen bearbeitet.
Kleinste Schweißtoleranzensind PflichtLaservorm arbeitet ständig an neuenSteuerungskonzepten, um die Bearbei-tung derWerkstücke, zum Beispiel chi-rurgische Instrumente, stetig zu verbes-sern. Hauptwirkungsmechanismen
sind dabei die Beeinflussung der wir-kenden Leistungsdichteverteilung unddie damit eingestellten Temperaturfel-der. Bei Prozessen in der Schmelzphasekann auch Einfluss auf die Dynamikder Schmelze genommen werden.
Der von Laservorm entwickelteZweiachs-Einspiegelscanner LV-Spin-Scan beeinflusst die Geometriebe-schreibung in drei Freiheitsgraden: dieLage quer zum Vorschubvektor, dieLage in Richtung Vorschubvektor unddie Leistungsbeschreibung des ausge-lenkten Laserstrahls. Bei chirurgischenInstrumenten wird bei jedem Bauteilhöchste Präzision erwartet. Die Scan-ning-Technologie erlaubt es, höhereSpaltmaße bei der Einhaltung eineroptisch perfekten Schweißnaht auszu-gleichen. „Die Vorteile für unsere Kun-den werden schnell deutlich“, erklärtTommy Lindner, Marketingsprecherbei Laservorm. „Erstens werden zu fü-gende Bauteile erheblich günstiger inder Fertigung, da größere Toleranzenausgeglichen werden können, zweitenswerdenVorrichtungen einfacher, derenKosten sinken, und drittens lassen sichauch kleine Losgrößen effektiv bear-beiten.“ In der Medizintechnik wirdeine Prozessdokumentation und Pro-zessvalidierung vom Lohnfertiger er-wartet. Dazu notwendig sind langjäh-rige Erfahrung, lösungsorientierteTechnologien sowie eine umfassendeLaborausstattung für unterschiedlicheBi
ld:Laservorm
Bild 1 | Dünnwandige Rohre:Mini-Röhr-chen werden dank Laser-Pulverauftrag-schweißen mit einer gleichmäßigen Ver-dickung an den Rohr-Enden versehen.
TITEL | Auftragsfertigung
document3288025331872781116.indd 20 03.02.2015 19:14:15

www.devicemed.de | Januar/Februar 2015 | DeviceMed
Auftraggeber ist der Einsatz im medi-zinischen Bereich vorgesehen.
Ein Beispiel für Laserschweißen: Ei-ne saubere, porenfreie Schweißnaht istbei der Herstellung von Endoskop-Bauteilen gefragt. Eines der beidenWerkstücke ist meist für das FühreneinesWerkzeugs vorgesehen, das ande-re für die Bildgebung. Es entsteht eineoptisch ansprechende, gepulste (pw)Laserschweißnaht (Bild 2). Dank derprogrammierbaren Strahlqualität wer-den die Schweißpunkte immer im glei-chen Abstand gesetzt. Dabei spielt eskeine Rolle, ob Kurven, Ecken oderGeraden geschweißt werden. DieseSteuerungslösung gleicht positive undnegative Achsbeschleunigungen aus.Weitere Beispiele für eine Lasermateri-albearbeitung in der Medizintechniksind Implantate oder Knochensägen.Werden Schweißnähte an kraftübertra-genden Bauteilen benötigt, so muss derEinsatz einer kontinuierlich strahlen-den (cw) Laserquelle geprüft werden.„Diese kräftigeren Schweißverbindun-gen stehen in Sachen Optik, Porenfrei-heit und Verzugsfreiheit der gepulstenLaserschweißnaht in nichts mehrnach“, erklärt Lindner. Die höherenEinschweißtiefen erlauben, dass einhöheres Drehmoment über- oder eingrößeres Gewicht getragen werdenkann. „Mit diesemWissen erschließensich in der Medizintechnik neue Mög-lichkeiten für eine Lasermaterialbear-beitung, die bisher durch klassischeFügeverfahren realisiert wurden“, fasstLindner die Vorteile zusammen.
» Laservorm GmbH,D-09648 Altmittweida,www.laservorm.com
Prüfverfahren. Fügeverbindungen inder Medizintechnik müssen poren- undrissfrei sein, damit Schmutzablagerun-gen und Lochfraß verhindert werden.Zudem ist es nicht ungewöhnlich, dassSchweißtoleranzen von höchstens± 0,05 mm eingehalten werden müssen.Neben kreativen Technologieentwick-lungen müssen auch die Möglichkeitender Anlagentechnik weiterentwickeltwerden. In enger Zusammenarbeit wer-den deshalb bei Laservorm mit demKunden gemeinsam Lösungen erarbei-tet, damit die Bauteilqualität unterNutzung einer Lasermaterialbearbei-tung gewährleistet wird und vielleichtsogar gesteigert werden kann.
Schweißnähte sindsauber und porenfreiBeim Anwendungsbeispiel Laser-Pul-verauftragschweißen, auch Claddinggenannt, werden dünnwandige Rohre(Bild 1) bearbeitet. Unter Nutzung ei-ner Pulverdüse wird eine gleichmäßigeVerdickung am Ende des Rohres auf-getragen. Das Bauteil wird mit einerDrehachse im Pulverfokus bewegt.Nach einer Weiterverarbeitung beim
Bild 2 | Der Laser macht´s möglich: Die gepulsteSchweißnaht an einem Endoskop-Teilstück istakkurat.
Bild:Laservorm
„Die Vorteile der Scanning-Technologiesind klar: Die Bauteile werden günstiger inder Fertigung, Vorrichtungen werden ein-facher und es lassen sich auch kleine Los-größen effektiv bearbeiten.“Tommy Lindner, Marketingsprecher bei Laservorm
Bild:Laservorm
TITEL | Auftragsfertigung
document3288025331872781116.indd 21 03.02.2015 19:14:18

22 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Additive Fertigungim Bereich der OrthopädieErgänzend zu seinem eigentlichen Portfolio eignet sich der ImplantatherstellerMedical Group Kompetenzen in additiver Fertigung an. So werden Lösungen mitkurzen Bearbeitungszeiten für komplexe Teile wie Zwischenwirbelimplantatemöglich. Die Unternehmensleiter Muriel und Richard Vandevelde (Bild 1) erklärenim Gespräch mit Devicemed die Gründe für diese Entscheidung.
Warum steigen Sie als Implantat-Her-steller in die additive Fertigung ein?Wir hatten mit der Entwicklung vonKalziumphosphatpulver begonnen, be-vor wir Titanpulver für thermischeSpritzverfahren und Additive Manu-facturing entwickelten. Additive Ma-nufacturing ist ein neues Fertigungsver-fahren, das Innovationen hinsichtlichDesign und die Ausführung von kom-plexeren und besser angepassten For-men ermöglicht. So kann dem Bedarfder Patientenpathologien entsprochenwerden. Es handelt sich um eine Tech-nik der Zukunft, die angesichts derverschärften Vorschriften im BereichMedizintechnik sehr gelegen kommt,
aber nur unter der Bedingung, dass sietadellos beherrscht wird.
Ist das Verfahren sicher?Die Sicherheit dieses Verfahrens hängtvom Know-how in Sachen Pulver, vomVerfahren selbst, von den nachträgli-chen Bearbeitungen, von der Gravur,der Bearbeitung, der Reinigung und derVerpackung ab. Bei Medical Groupwerden all diese Tätigkeiten beherrscht,und unser Laborteam begleitet dieKunden bei der Entwicklung und Cha-rakterisierung der Produkte.
Ist das Verfahren der additiven Ferti-gung wettbewerbsfähig?
Bei Implantaten ist das Fertigungsver-fahren oft lang, weil es zahlreiche Etap-pen erfordert. Angesichts des auf dieorthopädischen Hersteller ausgeübtenPreisdrucks haben sich diese über dieOptimierung der FertigungsverfahrenGedanken gemacht. Heutzutage ist dieReduzierung der Lieferfristen und derkapitalintensiven Lagerbestände diebeste Möglichkeit zur Erzielung einerVerbesserung ohne Beeinträchtigungder Produktqualität.Wettbewerbsfähigist ein Unternehmen nur, wenn der Ma-terialanteil gering bleibt, denn die Pul-ver sind teuer. Somit können kleine, im3D-Druckverfahren hergestellte Pro-dukte im Vergleich zu gegossenen Pro-dukten wettbewerbsfähig sein.
Welche Oberflächenbehandlungenempfehlen Sie als Abschluss einer ad-ditiven Fertigung?ImAllgemeinen können HAP-Spritzbe-schichtungen auf porösen Flächennicht aufgetragen werden. Wir habenaber Beschichtungen auf Kalziumphos-phatbasis im elektrolytischen Bad ent-wickelt, die in die Risse des Produkteseindringen können.
Das Interview führte Evelyne Gissel-brecht, Redakteurin Devicemed France.
» Medical Group,F-69120 Vaulx-en-Velin,www.medicalgroup.fr
Bild 1 | Kompetenzen made in France:Muriel und Richard Vandevelde sehen Medical Group als techni-schen Ansprechpartner für europäische Orthopädie-Hersteller.
Bilder:MedicalGroup
TITEL | Auftragsfertigung
document4225065076646652489.indd 22 05.02.2015 14:17:24

www.devicemed.de | Januar/Februar 2015 | DeviceMed
SILICONE / METALCOMPONENTS
Metall Turned Parts
Micro Over-Molding
Nitinol Processing
Ultra Small
Micro Injection Molding
Over-Molding
Parts...
Nitinol Processing
Ul S ll
OSYPKA AGMedizintechnikEarl-H.-Wood-Str. 179618 Rheinfelden, Germany
Telefon +49 76 23 74 05 - [email protected]
7A71Booth No.7A71
Zusatzservices für SteckverbinderAnschluss von Feindrähten dünner als ein menschliches Haar
Mit der Möglichkeit derVerarbeitung und des An-schlusses von Temp-Flex-Mikro-Spezialproduktenan Stecker oder Leiterplat-ten bietet Molex jetzt eineEnd-to-End-Komplettlö-sung ganz nach Kunden-wunsch. Die invasiven undimplantierbaren Temp-Flex-Mikro-Flachband-und Koaxial-Spezialkabelsowie Primärdrähte kön-
nen individuell mit Hilfevon mechanischen und La-ser-Abtragungsverfahrenzum Löten, Schweißen oderAnschließen vorbereitetwerden. Produktspezifischkann außerdem zum Bei-spiel an Primärdrähten dieIsolation entfernt werden.
» Molex Deutschland GmbH,D-69190 Walldorf,www.molex.deBi
ld:Molex
Spritzen aus KunststoffBruchsichere Alternative zu Glas
Sanner bietet langjährigeKunststoffkompetenz: Das1894 gegründete Familien-unternehmen fertigt hoch-wertige Kunststoffverpa-ckungen und Komponen-ten für Pharma-, Medizin-und Healthcareprodukte.Darunter auch der Pro-duktbereich „Ready-to-FillSyringes“, der qualitativhochwertige, bruchsichereAlternativen zu Glassprit-
zen bietet. Von der indivi-duellen Kunststoffspritzebis hin zur hochkomplexenkundenindividuellen Lö-sung, wie Zweikammersys-teme, produziert Sanner amFirmensitz im hessischenBensheim auf 30.000 Qua-dratmetern unter moderns-ten Bedingungen.
Die Ende 2013 abge-schlossenen Modernisie-rungsarbeiten sorgen für
noch bessere GMP-Konfor-mität, Nachhaltigkeit undeffiziente Logistikprozesse.Im Zuge des Wachstumswurden außerdem die Ka-pazitäten in der Reinraum-produktion für die Reali-sierung kundenspezifischerWünsche vergrößert.
» Sanner GmbH,D-64625 Bensheim,www.sanner-group.com
Gehäuse-PrototypenNach eigenen Wünschen online konfigurieren
OKW ermöglicht ab sofort,Gehäuse und Kunststofftei-le selbst als 3D-Modelleonline zu konfigurieren.Vor dem Serienstart bestehtso die Möglichkeit, ausKonzept-Gehäusen leichtund ohne großen AufwandElektronikverpackungennach Wunsch zu realisie-ren. Auch ohne CAD-Er-fahrung oder teure Soft-ware können Prototypen
mittels Lasersintern herge-stellt werden. Lieferzeit:zwei bis drei Arbeitstage.Das Verfahren ist auch fürfunktionale Kunststoffteilein Einzelfertigung undKleinserien geeignet.
» Odenwälder Kunststoff-werke GehäusesystemeGmbH,D-74722 Buchen,www.concept-case.comBi
ld:OKW
TITEL | Auftragsfertigung
document8015751556033628640.indd 23 03.02.2015 19:15:11

24 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Schläuche nach MaßAus biokompatiblen Kunststoffen
Die Tochter der MasterflexGroup kooperiert eng miteiner anderen Tochter: DieFleima-Plastic ist auf dieHerstellung von Spritzguss-Teilen und montierten Bau-gruppen aus Kunststoffspezialisiert.
» Novoplast SchlauchtechnikGmbH,D-38820 Halberstadt,www.schlauchtechnik.de
Die Novoplast Schlauch-technik GmbH ist Partnerfür die Konzeptionierungund Herstellung von kun-denspezifischen Schläuchenfür den Einsatz in der Me-dizintechnik. Gefertigt wirdin Reinräumen der Klassen6, 7 und 8. Zum Beispielkönnen Schläuche für Infu-sion und Mikroinfusionaus biokompatiblen Kunst-stoffen gefertigt werden.
Teleflex Medical OEM, einDienstleister für die Extru-sion sowie die Herstellungvon Kathetern, verarbeitetjetzt auch Polyetherether-keton (Peek). Das Unter-nehmen übernimmt Projek-te vom Granulat über dieSchläuche bis zum Endpro-dukt. Im Angebot hat Tele-flex Peek, das die Anforde-rungen der USP-Klasse VIsowie der Zytotoxizitäts-prüfung erfüllt. Aus demMaterial extrudiert es bei-spielsweise Schläuche mitWanddicken von 0,005Zoll, also 0,127 mm, diedennoch über Form- undTorsionsfestigkeit sowie ei-
Peek-SchläucheMit Wandstärken von 0,005 Zoll
ne geringe Dehnung verfü-gen. Kundenspezifische An-forderungen wie bestimmteProfile, Multilumenschläu-che und röntgendichte Füll-stoffe sind realisierbar.
Peek ist trotz seines ge-ringen Gewichts reiß- undformfest, temperaturbe-ständig und sehr gleitfähig.In Komponenten für Ka-theter zum Einführen vonHerzklappen oder Stentskann der Werkstoff deshalbEdelstahl und andere Me-talle ersetzen.
» Teleflex Medical OEM,US-60031 Gurnee (IL),www.teleflexmedicaloem.com
Bild:TeleflexMedicalOEM
ReinraumerweiterungElektronikmodule sauber herstellen
wurde gemäß ISO-Klasse 7konzipiert und für die Fer-tigung von implantierbarerMedizinelektronik qualifi-ziert. Die zusätzliche Flächebeherbergt vollautomati-sche Bestückungs- undTestlinien.
» Micro Systems Technolo-gies Management AG,CH-6340 Baar,www.mst.com
Micro Systems Engineering(MSEI), ein Unternehmender MST-Gruppe undDienstleister für die Ent-wicklung und Herstellungvon Elektronikmodulen füraktive Implantate, hat diebestehenden Reinraumka-pazitäten mit einem hoch-modernen Reinraum erwei-tert, so dass ab sofort ins-gesamt 2.000 m2 Reinraumzur Verfügung stehen. ErDer Helix-Medical-Ferti-
gungsstandort im kaliforni-schen Baldwin Park hat dasZertifikat der US Food andDrug Administration erhal-ten. Somit entspricht dasQualitätsmanagementsys-tem des Unternehmens al-len Anforderungen derFDA 21 CFR 820. BaldwinPark östlich von Los Ange-les ist der vierte Fertigungs-standort der Helix-Gruppe,der von der FDA zertifiziertworden ist. Auch die Werkein Carpinteria, Jefferson-ville (beide USA) und Car-rick-on-Shannon (Irland)haben die FDA-Zulassung.Alle zehn Standorte von
FDA-ZulassungVierter Helix-Fertigungsstandort zertifiziert
Helix Medical in Deutsch-land, Irland, den USA, Cos-ta Rica und China sindnach ISO 13485 zertifi-ziert. Die Angebotspaletteumfasst Entwicklung undFertigung von Präzisions-formteilen und Schläuchenaus Silikon und Thermo-plasten sowie die Herstel-lung und Komplettmontagevon Kathetersystemen. InKaiserslautern sind außer-dem Oberflächenmodifika-tionen möglich.
» Helix Medical EuropeGmbH,D-67661 Kaiserslautern,www.helixmedical.de
Bild:Helix
TITEL | Auftragsfertigung
document3362862705090390722.indd 24 03.02.2015 19:15:38
www.ohst.de
Präzisionbis ins Detail
Orthopaedic Devices Made in Germany
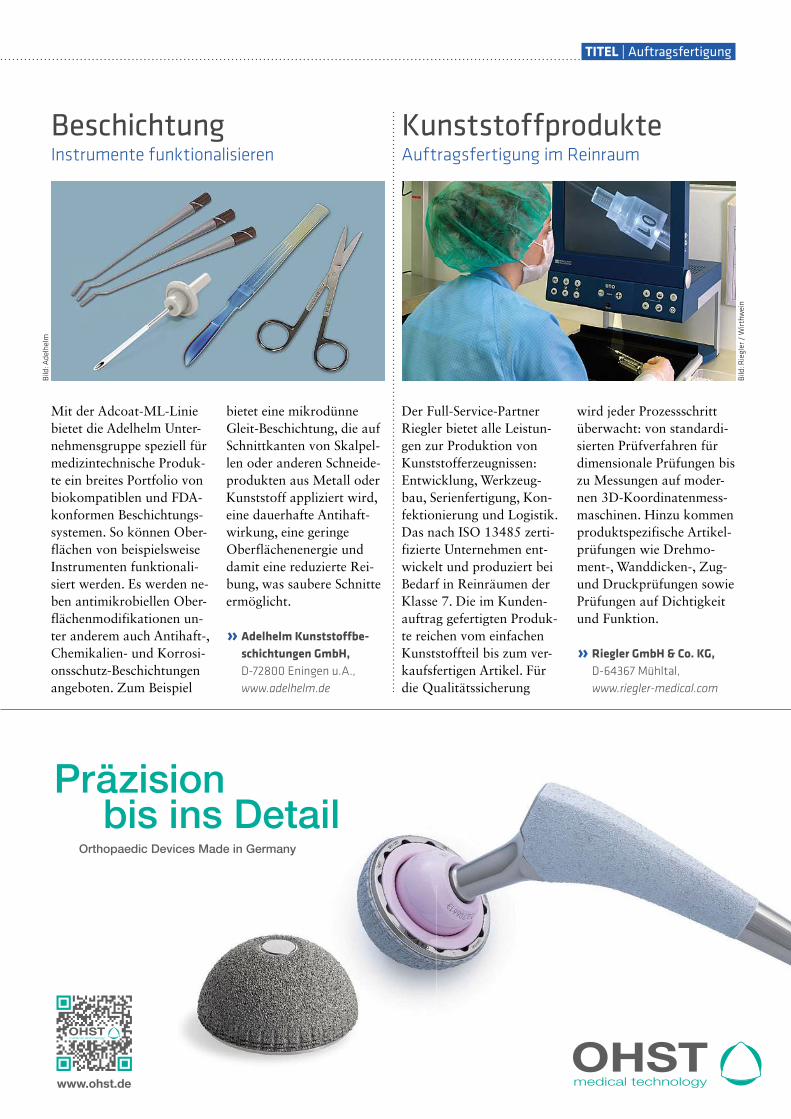
KunststoffprodukteAuftragsfertigung im Reinraum
Der Full-Service-PartnerRiegler bietet alle Leistun-gen zur Produktion vonKunststofferzeugnissen:Entwicklung,Werkzeug-bau, Serienfertigung, Kon-fektionierung und Logistik.Das nach ISO 13485 zerti-fizierte Unternehmen ent-wickelt und produziert beiBedarf in Reinräumen derKlasse 7. Die im Kunden-auftrag gefertigten Produk-te reichen vom einfachenKunststoffteil bis zum ver-kaufsfertigen Artikel. Fürdie Qualitätssicherung
wird jeder Prozessschrittüberwacht: von standardi-sierten Prüfverfahren fürdimensionale Prüfungen biszu Messungen auf moder-nen 3D-Koordinatenmess-maschinen. Hinzu kommenproduktspezifische Artikel-prüfungen wie Drehmo-ment-, Wanddicken-, Zug-und Druckprüfungen sowiePrüfungen auf Dichtigkeitund Funktion.
» Riegler GmbH & Co. KG,D-64367 Mühltal,www.riegler-medical.com
Bild:Riegler/Wirthwein
BeschichtungInstrumente funktionalisieren
Mit der Adcoat-ML-Liniebietet die Adelhelm Unter-nehmensgruppe speziell fürmedizintechnische Produk-te ein breites Portfolio vonbiokompatiblen und FDA-konformen Beschichtungs-systemen. So können Ober-flächen von beispielsweiseInstrumenten funktionali-siert werden. Es werden ne-ben antimikrobiellen Ober-flächenmodifikationen un-ter anderem auch Antihaft-,Chemikalien- und Korrosi-onsschutz-Beschichtungenangeboten. Zum Beispiel
bietet eine mikrodünneGleit-Beschichtung, die aufSchnittkanten von Skalpel-len oder anderen Schneide-produkten aus Metall oderKunststoff appliziert wird,eine dauerhafte Antihaft-wirkung, eine geringeOberflächenenergie unddamit eine reduzierte Rei-bung, was saubere Schnitteermöglicht.
» Adelhelm Kunststoffbe-schichtungen GmbH,D-72800 Eningen u.A.,www.adelhelm.de
Bild:Adelhelm
TITEL | Auftragsfertigung
document5828806781691490396.indd 25 03.02.2015 19:16:09
26 DeviceMed | Januar/Februar 2015 | www.devicemed.de
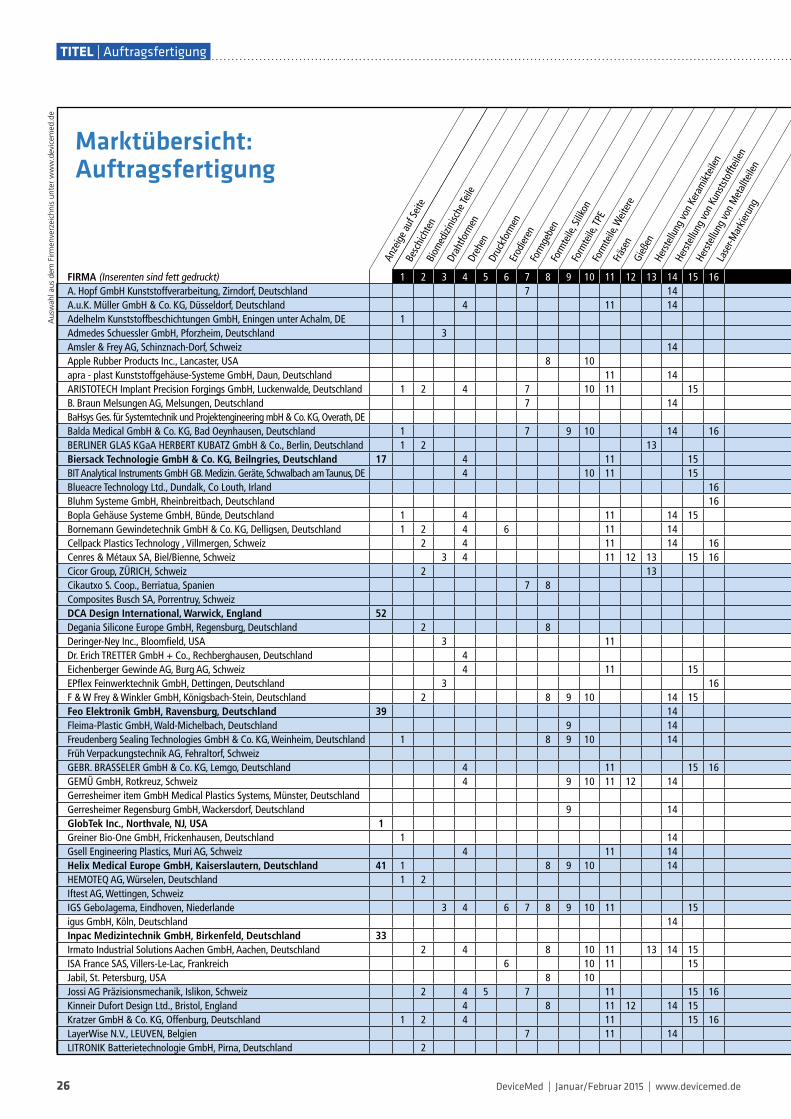
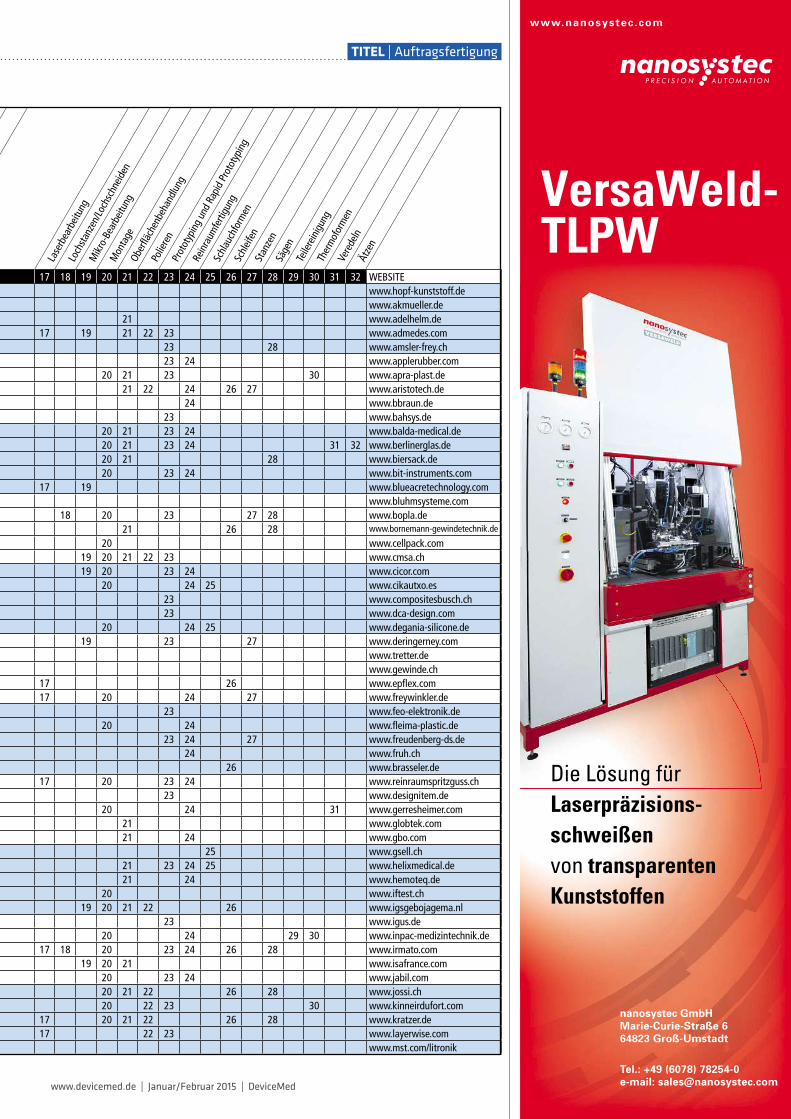
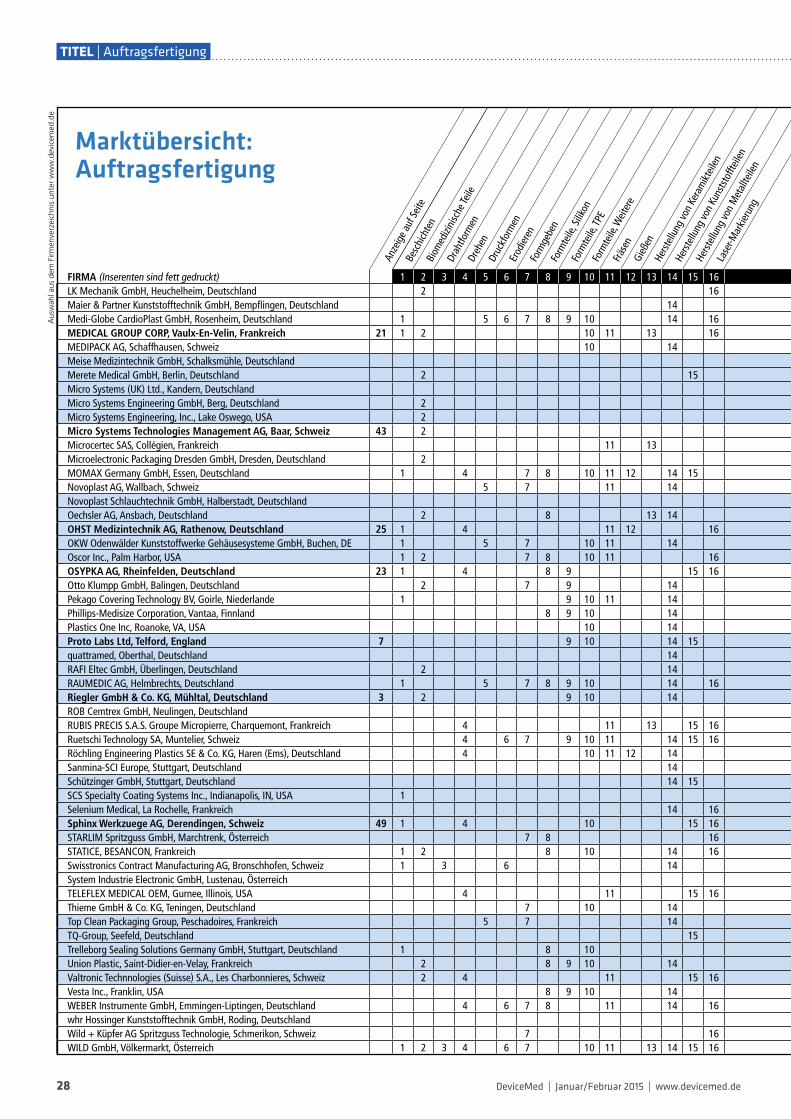
Marktübersicht:Auftragsfertigung
FIRMA (Inserenten sind fett gedruckt) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16A. Hopf GmbH Kunststoffverarbeitung, Zirndorf, Deutschland 7 14A.u.K. Müller GmbH & Co. KG, Düsseldorf, Deutschland 4 11 14Adelhelm Kunststoffbeschichtungen GmbH, Eningen unter Achalm, DE 1Admedes Schuessler GmbH, Pforzheim, Deutschland 3Amsler & Frey AG, Schinznach-Dorf, Schweiz 14Apple Rubber Products Inc., Lancaster, USA 8 10apra - plast Kunststoffgehäuse-Systeme GmbH, Daun, Deutschland 11 14ARISTOTECH Implant Precision Forgings GmbH, Luckenwalde, Deutschland 1 2 4 7 10 11 15B. Braun Melsungen AG, Melsungen, Deutschland 7 14BaHsys Ges. für Systemtechnik und Projektengineering mbH & Co. KG,Overath, DEBalda Medical GmbH & Co. KG, Bad Oeynhausen, Deutschland 1 7 9 10 14 16BERLINER GLAS KGaA HERBERT KUBATZ GmbH & Co., Berlin, Deutschland 1 2 13Biersack Technologie GmbH & Co. KG, Beilngries, Deutschland 17 4 11 15BITAnalytical Instruments GmbH GB.Medizin. Geräte, Schwalbach amTaunus, DE 4 10 11 15Blueacre Technology Ltd., Dundalk, Co Louth, Irland 16Bluhm Systeme GmbH, Rheinbreitbach, Deutschland 16Bopla Gehäuse Systeme GmbH, Bünde, Deutschland 1 4 11 14 15Bornemann Gewindetechnik GmbH & Co. KG, Delligsen, Deutschland 1 2 4 6 11 14Cellpack Plastics Technology , Villmergen, Schweiz 2 4 11 14 16Cenres & Métaux SA, Biel/Bienne, Schweiz 3 4 11 12 13 15 16Cicor Group, ZÜRICH, Schweiz 2 13Cikautxo S. Coop., Berriatua, Spanien 7 8Composites Busch SA, Porrentruy, SchweizDCA Design International,Warwick, England 52Degania Silicone Europe GmbH, Regensburg, Deutschland 2 8Deringer-Ney Inc., Bloomfield, USA 3 11Dr. Erich TRETTER GmbH + Co., Rechberghausen, Deutschland 4Eichenberger Gewinde AG, Burg AG, Schweiz 4 11 15EPflex Feinwerktechnik GmbH, Dettingen, Deutschland 3 16F &W Frey &Winkler GmbH, Königsbach-Stein, Deutschland 2 8 9 10 14 15Feo Elektronik GmbH, Ravensburg, Deutschland 39 14Fleima-Plastic GmbH,Wald-Michelbach, Deutschland 9 14Freudenberg Sealing Technologies GmbH & Co. KG,Weinheim, Deutschland 1 8 9 10 14Früh Verpackungstechnik AG, Fehraltorf, SchweizGEBR. BRASSELER GmbH & Co. KG, Lemgo, Deutschland 4 11 15 16GEMÜ GmbH, Rotkreuz, Schweiz 4 9 10 11 12 14Gerresheimer item GmbH Medical Plastics Systems, Münster, DeutschlandGerresheimer Regensburg GmbH,Wackersdorf, Deutschland 9 14GlobTek Inc., Northvale, NJ, USA 1Greiner Bio-One GmbH, Frickenhausen, Deutschland 1 14Gsell Engineering Plastics, Muri AG, Schweiz 4 11 14Helix Medical Europe GmbH, Kaiserslautern, Deutschland 41 1 8 9 10 14HEMOTEQ AG,Würselen, Deutschland 1 2Iftest AG,Wettingen, SchweizIGS GeboJagema, Eindhoven, Niederlande 3 4 6 7 8 9 10 11 15igus GmbH, Köln, Deutschland 14Inpac Medizintechnik GmbH, Birkenfeld, Deutschland 33Irmato Industrial Solutions Aachen GmbH,Aachen, Deutschland 2 4 8 10 11 13 14 15ISA France SAS, Villers-Le-Lac, Frankreich 6 10 11 15Jabil, St. Petersburg, USA 8 10Jossi AG Präzisionsmechanik, Islikon, Schweiz 2 4 5 7 11 15 16Kinneir Dufort Design Ltd., Bristol, England 4 8 11 12 14 15Kratzer GmbH & Co. KG, Offenburg, Deutschland 1 2 4 11 15 16LayerWise N.V., LEUVEN, Belgien 7 11 14LITRONIK Batterietechnologie GmbH, Pirna, Deutschland 2
Anzeigeauf Seite
Beschichten
Biom
edizinischeTeile
Drahtformen
Drehen
Druckformen
Erodieren
Formgeben
Formteile, Silikon
Formteile, TPE
Formteile,W
eitere
Fräsen
Gießen
HerstellungvonKeramikteilen
HerstellungvonKunststoffteilen
HerstellungvonMetallteilen
Laser-M
arkierung
Auswah
laus
dem
Firm
enverzeichnisun
terwww.devicem
ed.de
TITEL | Auftragsfertigung
document6158794732693406653.indd 26 05.02.2015 12:34:06
www.devicemed.de | Januar/Februar 2015 | DeviceMed
nanosystec GmbHMarie-Curie-Straße 664823 Groß-Umstadt
Tel.: +49 (6078) 78254-0e-mail: [email protected]
www.nanosystec.com
VersaWeld-TLPW
Die Lösung fürLaserpräzisions-schweißenvon transparentenKunststoffen
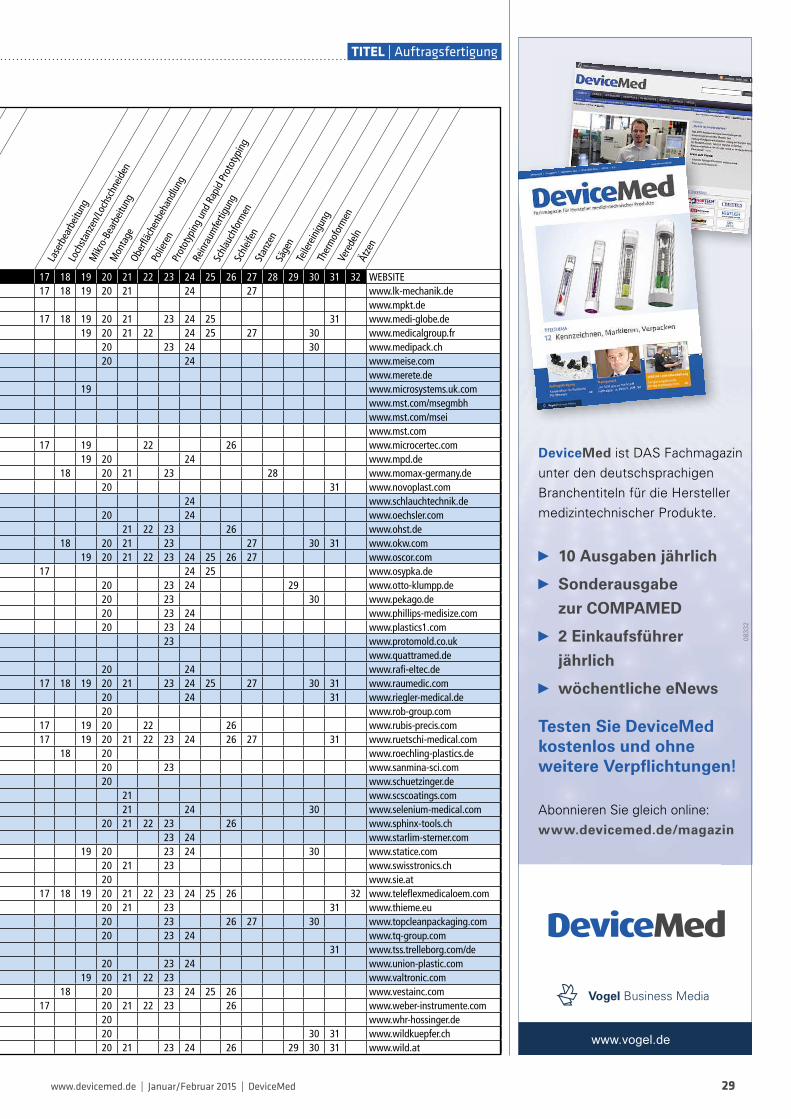
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 WEBSITEwww.hopf-kunststoff.dewww.akmueller.de
21 www.adelhelm.de17 19 21 22 23 www.admedes.com
23 28 www.amsler-frey.ch23 24 www.applerubber.com
20 21 23 30 www.apra-plast.de21 22 24 26 27 www.aristotech.de
24 www.bbraun.de23 www.bahsys.de
20 21 23 24 www.balda-medical.de20 21 23 24 31 32 www.berlinerglas.de20 21 28 www.biersack.de20 23 24 www.bit-instruments.com
17 19 www.blueacretechnology.comwww.bluhmsysteme.com
18 20 23 27 28 www.bopla.de21 26 28 www.bornemann-gewindetechnik.de
20 www.cellpack.com19 20 21 22 23 www.cmsa.ch19 20 23 24 www.cicor.com
20 24 25 www.cikautxo.es23 www.compositesbusch.ch23 www.dca-design.com
20 24 25 www.degania-silicone.de19 23 27 www.deringerney.com
www.tretter.dewww.gewinde.ch
17 26 www.epflex.com17 20 24 27 www.freywinkler.de
23 www.feo-elektronik.de20 24 www.fleima-plastic.de
23 24 27 www.freudenberg-ds.de24 www.fruh.ch
26 www.brasseler.de17 20 23 24 www.reinraumspritzguss.ch
23 www.designitem.de20 24 31 www.gerresheimer.com
21 www.globtek.com21 24 www.gbo.com
25 www.gsell.ch21 23 24 25 www.helixmedical.de21 24 www.hemoteq.de
20 www.iftest.ch19 20 21 22 26 www.igsgebojagema.nl
23 www.igus.de20 24 29 30 www.inpac-medizintechnik.de
17 18 20 23 24 26 28 www.irmato.com19 20 21 www.isafrance.com
20 23 24 www.jabil.com20 21 22 26 28 www.jossi.ch20 22 23 30 www.kinneirdufort.com
17 20 21 22 26 28 www.kratzer.de17 22 23 www.layerwise.com
www.mst.com/litronik
Laserbearbeitung
Lochstanzen/Lochschneiden
Mikro-Bearbeitung
Montage
Oberflächenbehandlung
Polieren
PrototypingundRapidPrototyping
Reinraum
fertigung
Schlauchformen
Schleifen
Stanzen
Sägen
Teilereinigung
Thermoformen
Veredeln
Ätzen
TITEL | Auftragsfertigung
document6158794732693406653.indd 27 05.02.2015 12:34:08
28 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Anzeigeauf Seite
Beschichten
Biom
edizinischeTeile
Drahtformen
Drehen
Druckformen
Erodieren
Formgeben
Formteile, Silikon
Formteile, TPE
Formteile,W
eitere
Fräsen
Gießen
HerstellungvonKeramikteilen
HerstellungvonKunststoffteilen
HerstellungvonMetallteilen
Laser-M
arkierung
FIRMA (Inserenten sind fett gedruckt) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16LK Mechanik GmbH, Heuchelheim, Deutschland 2 16Maier & Partner Kunststofftechnik GmbH, Bempflingen, Deutschland 14Medi-Globe CardioPlast GmbH, Rosenheim, Deutschland 1 5 6 7 8 9 10 14 16MEDICAL GROUP CORP, Vaulx-En-Velin, Frankreich 21 1 2 10 11 13 16MEDIPACK AG, Schaffhausen, Schweiz 10 14Meise Medizintechnik GmbH, Schalksmühle, DeutschlandMerete Medical GmbH, Berlin, Deutschland 2 15Micro Systems (UK) Ltd., Kandern, DeutschlandMicro Systems Engineering GmbH, Berg, Deutschland 2Micro Systems Engineering, Inc., Lake Oswego, USA 2Micro Systems Technologies Management AG, Baar, Schweiz 43 2Microcertec SAS, Collégien, Frankreich 11 13Microelectronic Packaging Dresden GmbH, Dresden, Deutschland 2MOMAX Germany GmbH, Essen, Deutschland 1 4 7 8 10 11 12 14 15Novoplast AG,Wallbach, Schweiz 5 7 11 14Novoplast Schlauchtechnik GmbH, Halberstadt, DeutschlandOechsler AG,Ansbach, Deutschland 2 8 13 14OHST Medizintechnik AG, Rathenow, Deutschland 25 1 4 11 12 16OKW Odenwälder Kunststoffwerke Gehäusesysteme GmbH, Buchen, DE 1 5 7 10 11 14Oscor Inc., Palm Harbor, USA 1 2 7 8 10 11 16OSYPKA AG, Rheinfelden, Deutschland 23 1 4 8 9 15 16Otto Klumpp GmbH, Balingen, Deutschland 2 7 9 14Pekago Covering Technology BV, Goirle, Niederlande 1 9 10 11 14Phillips-Medisize Corporation, Vantaa, Finnland 8 9 10 14Plastics One Inc, Roanoke, VA, USA 10 14Proto Labs Ltd, Telford, England 7 9 10 14 15quattramed, Oberthal, Deutschland 14RAFI Eltec GmbH, Überlingen, Deutschland 2 14RAUMEDIC AG, Helmbrechts, Deutschland 1 5 7 8 9 10 14 16Riegler GmbH & Co. KG, Mühltal, Deutschland 3 2 9 10 14ROB Cemtrex GmbH, Neulingen, DeutschlandRUBIS PRECIS S.A.S. Groupe Micropierre, Charquemont, Frankreich 4 11 13 15 16Ruetschi Technology SA, Muntelier, Schweiz 4 6 7 9 10 11 14 15 16Röchling Engineering Plastics SE & Co. KG, Haren (Ems), Deutschland 4 10 11 12 14Sanmina-SCI Europe, Stuttgart, Deutschland 14Schützinger GmbH, Stuttgart, Deutschland 14 15SCS Specialty Coating Systems Inc., Indianapolis, IN, USA 1Selenium Medical, La Rochelle, Frankreich 14 16Sphinx Werkzuege AG, Derendingen, Schweiz 49 1 4 10 15 16STARLIM Spritzguss GmbH, Marchtrenk, Österreich 7 8 16STATICE, BESANCON, Frankreich 1 2 8 10 14 16Swisstronics Contract Manufacturing AG, Bronschhofen, Schweiz 1 3 6 14System Industrie Electronic GmbH, Lustenau, ÖsterreichTELEFLEX MEDICAL OEM, Gurnee, Illinois, USA 4 11 15 16Thieme GmbH & Co. KG, Teningen, Deutschland 7 10 14Top Clean Packaging Group, Peschadoires, Frankreich 5 7 14TQ-Group, Seefeld, Deutschland 15Trelleborg Sealing Solutions Germany GmbH, Stuttgart, Deutschland 1 8 10Union Plastic, Saint-Didier-en-Velay, Frankreich 2 8 9 10 14Valtronic Technnologies (Suisse) S.A., Les Charbonnieres, Schweiz 2 4 11 15 16Vesta Inc., Franklin, USA 8 9 10 14WEBER Instrumente GmbH, Emmingen-Liptingen, Deutschland 4 6 7 8 11 14 16whr Hossinger Kunststofftechnik GmbH, Roding, DeutschlandWild + Küpfer AG Spritzguss Technologie, Schmerikon, Schweiz 7 16WILD GmbH,Völkermarkt, Österreich 1 2 3 4 6 7 10 11 13 14 15 16
Marktübersicht:Auftragsfertigung
Auswah
laus
dem
Firm
enverzeichnisun
terwww.devicem
ed.de
TITEL | Auftragsfertigung
document6158794732693406653.indd 28 05.02.2015 12:34:11
www.devicemed.de | Januar/Februar 2015 | DeviceMed 29
Laserbearbeitung
Lochstanzen/Lochschneiden
Mikro-Bearbeitung
Montage
Oberflächenbehandlung
Polieren
PrototypingundRapidPrototyping
Reinraum
fertigung
Schlauchformen
Schleifen
Stanzen
Sägen
Teilereinigung
Thermoformen
Veredeln
Ätzen
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 WEBSITE17 18 19 20 21 24 27 www.lk-mechanik.de
www.mpkt.de17 18 19 20 21 23 24 25 31 www.medi-globe.de
19 20 21 22 24 25 27 30 www.medicalgroup.fr20 23 24 30 www.medipack.ch20 24 www.meise.com
www.merete.de19 www.microsystems.uk.com
www.mst.com/msegmbhwww.mst.com/mseiwww.mst.com
17 19 22 26 www.microcertec.com19 20 24 www.mpd.de
18 20 21 23 28 www.momax-germany.de20 31 www.novoplast.com
24 www.schlauchtechnik.de20 24 www.oechsler.com
21 22 23 26 www.ohst.de18 20 21 23 27 30 31 www.okw.com
19 20 21 22 23 24 25 26 27 www.oscor.com17 24 25 www.osypka.de
20 23 24 29 www.otto-klumpp.de20 23 30 www.pekago.de20 23 24 www.phillips-medisize.com20 23 24 www.plastics1.com
23 www.protomold.co.ukwww.quattramed.de
20 24 www.rafi-eltec.de17 18 19 20 21 23 24 25 27 30 31 www.raumedic.com
20 24 31 www.riegler-medical.de20 www.rob-group.com
17 19 20 22 26 www.rubis-precis.com17 19 20 21 22 23 24 26 27 31 www.ruetschi-medical.com
18 20 www.roechling-plastics.de20 23 www.sanmina-sci.com20 www.schuetzinger.de
21 www.scscoatings.com21 24 30 www.selenium-medical.com
20 21 22 23 26 www.sphinx-tools.ch23 24 www.starlim-sterner.com
19 20 23 24 30 www.statice.com20 21 23 www.swisstronics.ch20 www.sie.at
17 18 19 20 21 22 23 24 25 26 32 www.teleflexmedicaloem.com20 21 23 31 www.thieme.eu20 23 26 27 30 www.topcleanpackaging.com20 23 24 www.tq-group.com
31 www.tss.trelleborg.com/de20 23 24 www.union-plastic.com
19 20 21 22 23 www.valtronic.com18 20 23 24 25 26 www.vestainc.com
17 20 21 22 23 26 www.weber-instrumente.com20 www.whr-hossinger.de20 30 31 www.wildkuepfer.ch20 21 23 24 26 29 30 31 www.wild.at
DeviceMed ist DAS Fachmagazinunter den deutschsprachigenBranchentiteln für die Herstellermedizintechnischer Produkte.
10 Ausgaben jährlich
Sonderausgabe
zur COMPAMED
2 Einkaufsführer
jährlich
wöchentliche eNews
Testen Sie DeviceMedkostenlos und ohneweitere Verpflichtungen!
Abonnieren Sie gleich online:www.devicemed.de/magazin
0833
2
www.vogel.de
TITEL | Auftragsfertigung
document6158794732693406653.indd 29 05.02.2015 12:34:19
30 DeviceMed | Januar/Februar 2015 | www.devicemed.de
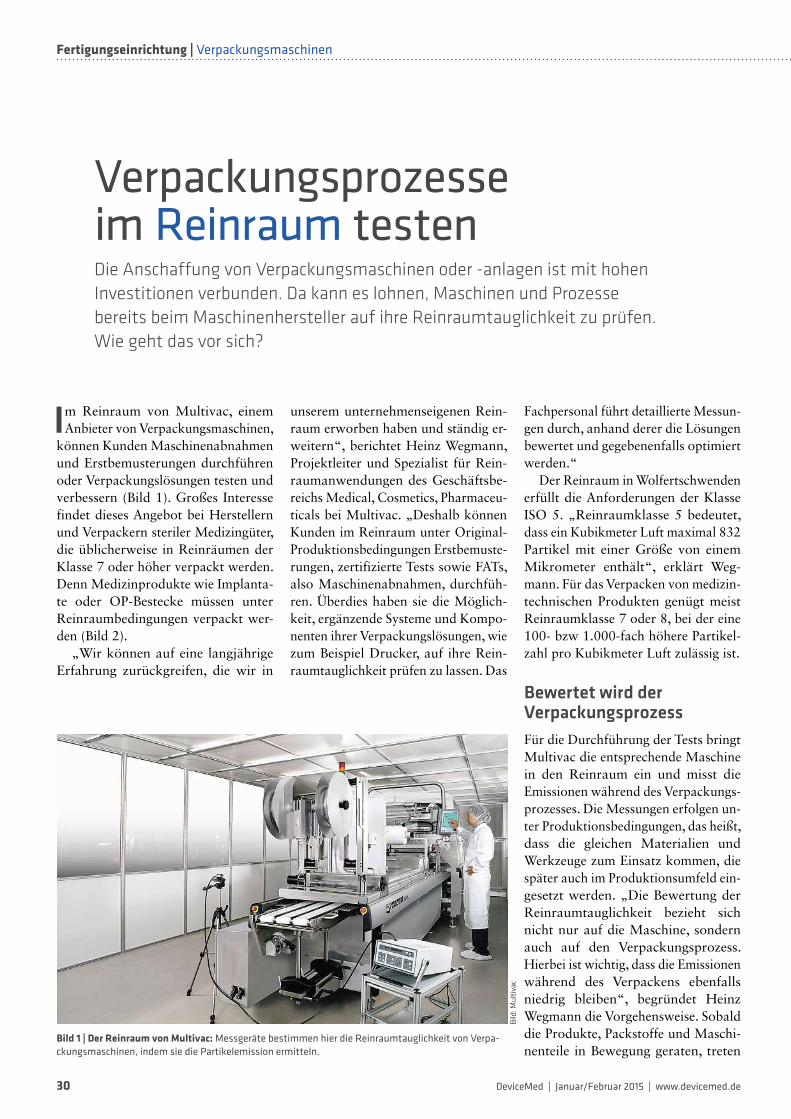
Verpackungsprozesseim Reinraum testenDie Anschaffung von Verpackungsmaschinen oder -anlagen ist mit hohenInvestitionen verbunden. Da kann es lohnen, Maschinen und Prozessebereits beim Maschinenhersteller auf ihre Reinraumtauglichkeit zu prüfen.Wie geht das vor sich?
Im Reinraum von Multivac, einemAnbieter vonVerpackungsmaschinen,
können Kunden Maschinenabnahmenund Erstbemusterungen durchführenoder Verpackungslösungen testen undverbessern (Bild 1). Großes Interessefindet dieses Angebot bei Herstellernund Verpackern steriler Medizingüter,die üblicherweise in Reinräumen derKlasse 7 oder höher verpackt werden.Denn Medizinprodukte wie Implanta-te oder OP-Bestecke müssen unterReinraumbedingungen verpackt wer-den (Bild 2).
„Wir können auf eine langjährigeErfahrung zurückgreifen, die wir in
unserem unternehmenseigenen Rein-raum erworben haben und ständig er-weitern“, berichtet Heinz Wegmann,Projektleiter und Spezialist für Rein-raumanwendungen des Geschäftsbe-reichs Medical, Cosmetics, Pharmaceu-ticals bei Multivac. „Deshalb könnenKunden im Reinraum unter Original-Produktionsbedingungen Erstbemuste-rungen, zertifizierte Tests sowie FATs,also Maschinenabnahmen, durchfüh-ren. Überdies haben sie die Möglich-keit, ergänzende Systeme und Kompo-nenten ihrer Verpackungslösungen, wiezum Beispiel Drucker, auf ihre Rein-raumtauglichkeit prüfen zu lassen. Das
Fachpersonal führt detaillierte Messun-gen durch, anhand derer die Lösungenbewertet und gegebenenfalls optimiertwerden.“
Der Reinraum inWolfertschwendenerfüllt die Anforderungen der KlasseISO 5. „Reinraumklasse 5 bedeutet,dass ein Kubikmeter Luft maximal 832Partikel mit einer Größe von einemMikrometer enthält“, erklärt Weg-mann. Für das Verpacken von medizin-technischen Produkten genügt meistReinraumklasse 7 oder 8, bei der eine100- bzw 1.000-fach höhere Partikel-zahl pro Kubikmeter Luft zulässig ist.
Bewertet wird derVerpackungsprozessFür die Durchführung der Tests bringtMultivac die entsprechende Maschinein den Reinraum ein und misst dieEmissionen während des Verpackungs-prozesses. Die Messungen erfolgen un-ter Produktionsbedingungen, das heißt,dass die gleichen Materialien undWerkzeuge zum Einsatz kommen, diespäter auch im Produktionsumfeld ein-gesetzt werden. „Die Bewertung derReinraumtauglichkeit bezieht sichnicht nur auf die Maschine, sondernauch auf den Verpackungsprozess.Hierbei ist wichtig, dass die Emissionenwährend des Verpackens ebenfallsniedrig bleiben“, begründet HeinzWegmann die Vorgehensweise. Sobalddie Produkte, Packstoffe und Maschi-nenteile in Bewegung geraten, treten
Bild 1 | Der Reinraum von Multivac:Messgeräte bestimmen hier die Reinraumtauglichkeit von Verpa-ckungsmaschinen, indem sie die Partikelemission ermitteln.
Bild:Multivac
Fertigungseinrichtung | Verpackungsmaschinen
document774025121125859221.indd 30 04.02.2015 15:10:04
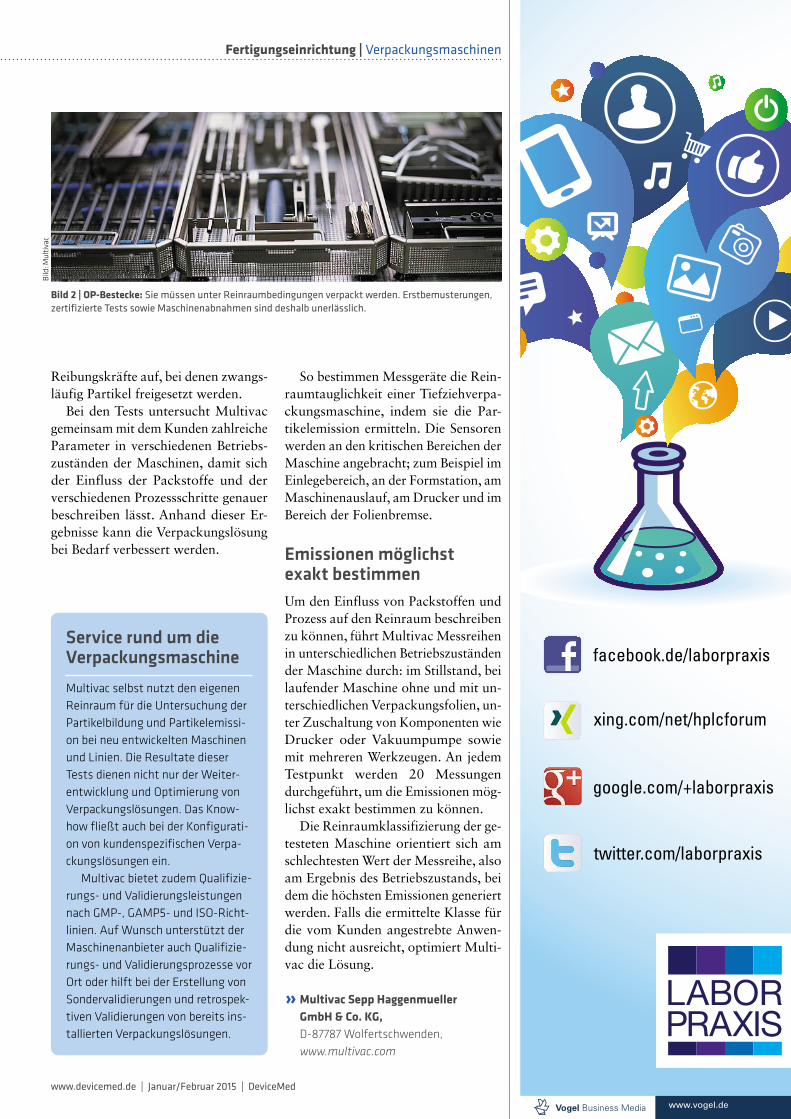
www.devicemed.de | Januar/Februar 2015 | DeviceMed
Service rund um dieVerpackungsmaschineMultivac selbst nutzt den eigenenReinraum für die Untersuchung derPartikelbildung und Partikelemissi-on bei neu entwickelten Maschinenund Linien. Die Resultate dieserTests dienen nicht nur der Weiter-entwicklung und Optimierung vonVerpackungslösungen. Das Know-how fließt auch bei der Konfigurati-on von kundenspezifischen Verpa-ckungslösungen ein.Multivac bietet zudem Qualifizie-
rungs- und Validierungsleistungennach GMP-, GAMP5- und ISO-Richt-linien. Auf Wunsch unterstützt derMaschinenanbieter auch Qualifizie-rungs- und Validierungsprozesse vorOrt oder hilft bei der Erstellung vonSondervalidierungen und retrospek-tiven Validierungen von bereits ins-tallierten Verpackungslösungen.
So bestimmen Messgeräte die Rein-raumtauglichkeit einer Tiefziehverpa-ckungsmaschine, indem sie die Par-tikelemission ermitteln. Die Sensorenwerden an den kritischen Bereichen derMaschine angebracht; zum Beispiel imEinlegebereich, an der Formstation, amMaschinenauslauf, am Drucker und imBereich der Folienbremse.
Emissionen möglichstexakt bestimmenUm den Einfluss von Packstoffen undProzess auf den Reinraum beschreibenzu können, führt Multivac Messreihenin unterschiedlichen Betriebszuständender Maschine durch: im Stillstand, beilaufender Maschine ohne und mit un-terschiedlichen Verpackungsfolien, un-ter Zuschaltung von Komponenten wieDrucker oder Vakuumpumpe sowiemit mehreren Werkzeugen. An jedemTestpunkt werden 20 Messungendurchgeführt, um die Emissionen mög-lichst exakt bestimmen zu können.
Die Reinraumklassifizierung der ge-testeten Maschine orientiert sich amschlechtestenWert der Messreihe, alsoam Ergebnis des Betriebszustands, beidem die höchsten Emissionen generiertwerden. Falls die ermittelte Klasse fürdie vom Kunden angestrebte Anwen-dung nicht ausreicht, optimiert Multi-vac die Lösung.
» Multivac Sepp HaggenmuellerGmbH & Co. KG,D-87787 Wolfertschwenden,www.multivac.com
Reibungskräfte auf, bei denen zwangs-läufig Partikel freigesetzt werden.
Bei den Tests untersucht Multivacgemeinsammit dem Kunden zahlreicheParameter in verschiedenen Betriebs-zuständen der Maschinen, damit sichder Einfluss der Packstoffe und derverschiedenen Prozessschritte genauerbeschreiben lässt. Anhand dieser Er-gebnisse kann die Verpackungslösungbei Bedarf verbessert werden.
Bild 2 | OP-Bestecke: Sie müssen unter Reinraumbedingungen verpackt werden. Erstbemusterungen,zertifizierte Tests sowie Maschinenabnahmen sind deshalb unerlässlich.
Bild:Multivac
facebook.de/laborpraxis
www.vogel.de
google.com/+laborpraxis
xing.com/net/hplcforum
twitter.com/laborpraxis
Fertigungseinrichtung | Verpackungsmaschinen
document774025121125859221.indd 31 04.02.2015 15:10:07

32 DeviceMed | Januar/Februar 2015 | www.devicemed.de
HeißsiegelmaschineMit Siemens-PLC-HDMI-Steuerung
des Tischgeräts wird perTouch-Button aktiviert. Sieschließt und öffnet sich au-tomatisch. In der geöffne-ten Position geben Schieberdie Trays ab, damit dieseaus der Siegelform entferntwerden können.
» Nelipak HealthcarePackaging,NL-5804 AB Venray,www.nelipak.com
Nelipak hat mit der NX-T1 eine Heißsiegelmaschi-ne aus Edelstahl für Rein-räume der Klassen 7 und 8entwickelt. Die Siegellade
Bild:Nelipak
Bei der Firma Realizer istmit der SLM 125 ab Maidieses Jahres eine neue Ma-schine für das Selective La-ser Melting (SLM) erhält-lich. Sie ist geeignet für dieProduktion von Kleinseri-en, beispielsweise im Den-talbereich. So lassen sichauf ihr innerhalb von sechsbis acht Stunden 130 bis160 Zähne herstellen.
Die SLM 125 vereint dasschlanke Design der Desk-top-Maschine SLM 50 unddie Bauraumgröße derSLM 100. Die Bauraum-größe liegt bei einer Kan-tenlänge von 125 mm undeiner Höhe von 200 mm.Standardmäßig wird dieMaschine mit einem
SLM-MaschineMit integrierter Pulveraufbereitung
400-W-Laser angeboten.Sie ist außerdem mit einerPulveraufbereitungsanlageausgestattet.
» Realizer GmbH,D-33178 Borchen,www.realizer.com
Bild:Realizer
Videojet Technologies hatden 7810-UV-2-Watt-Laserauf den Markt gebracht. Erkann bis zu 250 Produktepro Minute kennzeichnen.Seine 360°-Bogenkompen-sationssoftware dient alsAusgleich bei gekrümmtenOberflächen und stellt einedurchgängige Kennzeich-
Ultraviolett-2-Watt-LaserKennzeichnet Oberflächen dauerhaft
nung von Medizin- oderPharmaprodukten sicher.Mit Lasertechnik lassensich Kunststoffoberflächendauerhaft kennzeichnen.
» Videojet TechnologiesGmbH,D-65555 Limburg a. d. Lahn,www.videojet.de
Bild:Videojet
Gemü, Hersteller von Ven-til-, Mess- und Regelsyste-men für die Pharmaindust-rie, hat das Single-Use-Membranventil Gemü Su-mondo entwickelt. Bei ihmsind Ventilkörper und An-trieb durch eine zum Patentangemeldete Verriegelungs-technologie miteinanderverbunden: Nach dem An-wendungsprozess wird derVentilkörper abgetrennt,der Antrieb verbleibt zurMehrfachnutzung in derAnlage.
Der aus Polypropylen imReinraum hergestellte Ven-
Einmal-MembranventilBis 50 kGy gamma-sterilisierbar
tilkörper ist bis 50 kGygamma-sterilisierbar undtrennt durch eine ultra-schallverschweißte TPE-Membrane das Betriebsme-dium hermetisch von derUmgebung und vom An-trieb ab. Das Mediumbleibt dadurch nicht nurwährend des Betriebs vonder Umgebung abgeschot-tet, sondern auch nach derDemontage des Ventilkör-pers. Der Vorteil im Ver-gleich zu herkömmlichenSchlauchquetschventilenbesteht in der exakten Re-gelbarkeit der Prozesse.Mit der aus dem konventi-onellen Anlagenbau be-kannten Antriebstechnolo-gie kann der Ventilantriebauch eine Rückmeldung andie Anlagenüberwachungübermitteln. Pharmazeuti-sche Prozesse werden einfa-cher dokumentier-, repro-duzier- und validierbar.
» Gemü GmbH & Co. KG,D-74653 Ingelfingen,www.gemu-group.comBi
ld:Gemü
Fertigungseinrichtung |Markt
document2874656917384160485.indd 32 04.02.2015 15:10:29
inpac_DeviceMed1_2_2015_210x297_cmyk.pdf 1 30.01.15 11:44
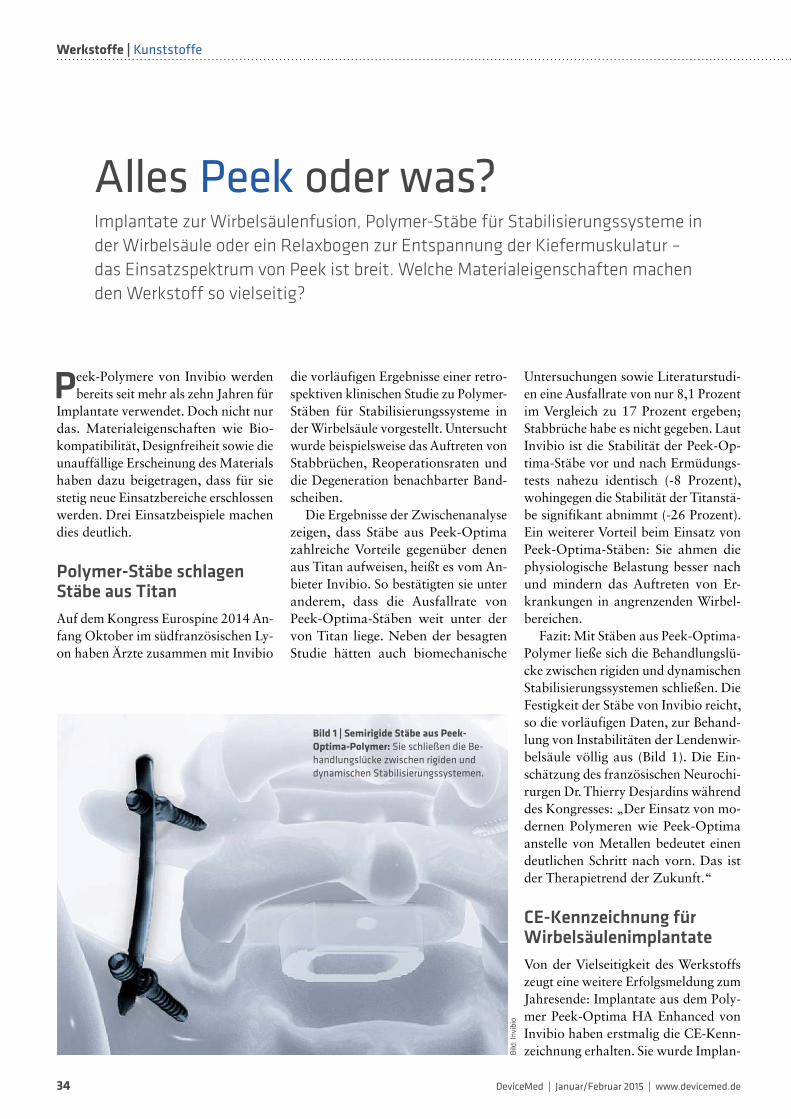
34 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Alles Peek oder was?Implantate zur Wirbelsäulenfusion, Polymer-Stäbe für Stabilisierungssysteme inder Wirbelsäule oder ein Relaxbogen zur Entspannung der Kiefermuskulatur –das Einsatzspektrum von Peek ist breit. Welche Materialeigenschaften machenden Werkstoff so vielseitig?
Peek-Polymere von Invibio werdenbereits seit mehr als zehn Jahren für
Implantate verwendet. Doch nicht nurdas. Materialeigenschaften wie Bio-kompatibilität, Designfreiheit sowie dieunauffällige Erscheinung des Materialshaben dazu beigetragen, dass für siestetig neue Einsatzbereiche erschlossenwerden. Drei Einsatzbeispiele machendies deutlich.
Polymer-Stäbe schlagenStäbe aus TitanAuf dem Kongress Eurospine 2014An-fang Oktober im südfranzösischen Ly-on haben Ärzte zusammen mit Invibio
Bild 1 | Semirigide Stäbe aus Peek-Optima-Polymer: Sie schließen die Be-handlungslücke zwischen rigiden unddynamischen Stabilisierungssystemen.
Bild:Invibio
die vorläufigen Ergebnisse einer retro-spektiven klinischen Studie zu Polymer-Stäben für Stabilisierungssysteme inderWirbelsäule vorgestellt. Untersuchtwurde beispielsweise das Auftreten vonStabbrüchen, Reoperationsraten unddie Degeneration benachbarter Band-scheiben.
Die Ergebnisse der Zwischenanalysezeigen, dass Stäbe aus Peek-Optimazahlreiche Vorteile gegenüber denenaus Titan aufweisen, heißt es vom An-bieter Invibio. So bestätigten sie unteranderem, dass die Ausfallrate vonPeek-Optima-Stäben weit unter dervon Titan liege. Neben der besagtenStudie hätten auch biomechanische
Untersuchungen sowie Literaturstudi-en eine Ausfallrate von nur 8,1 Prozentim Vergleich zu 17 Prozent ergeben;Stabbrüche habe es nicht gegeben. LautInvibio ist die Stabilität der Peek-Op-tima-Stäbe vor und nach Ermüdungs-tests nahezu identisch (-8 Prozent),wohingegen die Stabilität der Titanstä-be signifikant abnimmt (-26 Prozent).Ein weiterer Vorteil beim Einsatz vonPeek-Optima-Stäben: Sie ahmen diephysiologische Belastung besser nachund mindern das Auftreten von Er-krankungen in angrenzenden Wirbel-bereichen.
Fazit: Mit Stäben aus Peek-Optima-Polymer ließe sich die Behandlungslü-cke zwischen rigiden und dynamischenStabilisierungssystemen schließen. DieFestigkeit der Stäbe von Invibio reicht,so die vorläufigen Daten, zur Behand-lung von Instabilitäten der Lendenwir-belsäule völlig aus (Bild 1). Die Ein-schätzung des französischen Neurochi-rurgen Dr.Thierry Desjardins währenddes Kongresses: „Der Einsatz von mo-dernen Polymeren wie Peek-Optimaanstelle von Metallen bedeutet einendeutlichen Schritt nach vorn. Das istder Therapietrend der Zukunft.“
CE-Kennzeichnung fürWirbelsäulenimplantateVon der Vielseitigkeit des Werkstoffszeugt eine weitere Erfolgsmeldung zumJahresende: Implantate aus dem Poly-mer Peek-Optima HA Enhanced vonInvibio haben erstmalig die CE-Kenn-zeichnung erhalten. Sie wurde Implan-
Werkstoffe | Kunststoffe
document6722951866078738220.indd 34 04.02.2015 15:10:58

www.devicemed.de | Januar/Februar 2015 | DeviceMed 35
Warum gerade die Firma Invibio alsLieferant für den Hochleistungswerk-stoff ausgewählt wurde, begründetChristoph Seidenstücker, Geschäftsfüh-rer der in Hameln ansässigen Relaxbo-gen GmbH, so: „Aufgrund der charak-teristischen Kombination des Invibio-Kunststoffs aus Festigkeit und langerLebensdauer ohne frühzeitige Materi-alermüdung konnte ein minimalisti-sches und angenehm zu tragendes Pro-dukt realisiert werden, das bei Patien-ten sicher auf hohe Akzeptanz stoßenwird.“
» Invibio Biomaterial Solutions,GB-FY5 4QD Thornton Cleveleys,www.invibio.com
Funktionsstörungen des Kiefers wieZähneknirschen und craniomandibu-läre Dysfunktionen. Von einem inter-disziplinären Teammit zahnärztlichemund physiotherapeutischem Hinter-grund entwickelt, bestehen seine Kom-ponenten teilweise aus biokompatib-lem Peek.
Welche Rolle der Hochleistungs-kunststoff Peek hierbei spielt, erklärtder Entwickler und Zahnarzt JochenLambers: „Durch die Verwendung vonPeek-Classix sowie anderer hochwer-tiger Komponenten ist es uns gelungen,eine einfach zu bedienende, leichte undanwendungsfreundliche Behandlungs-alternative für die genannten Krank-heitsbilder zu entwickeln.“
taten der Serie Superfusion erteilt, dievon der Karmed Saglik Group zur Be-handlung degenerativer Erkrankungender Wirbelsäule angeboten werden.
„Wir haben uns für dieses Polymerentschieden, weil es die bisherigenGrenzen beimAnwachsen an Knochenüberwindet“, erklärt Gamze Yildirim,Business Development Manager derKarmed Group. „Wir wissen schon seitgeraumer Zeit, dass es außerordentli-che Leistungen im Bereich der spinalenFusion erbringt und eine frühe unddirekte Knochenapposition ermöglicht.Einer der vielen anderen Vorzüge istbeispielsweise die Strahlendurchlässig-keit. Dadurch kann das Implantat aufeine Weise beobachtet werden, die mitden bisherigen Titanimplantaten nichtmöglich war.“ Zu den Materialeigen-schaften von Peek-Optima HA Enhan-ced gehören eine knochenähnlicheElastizität, Strahlendurchlässigkeit,Biokompatibilität und Langzeitstabili-tät. Es enthält Hydroxylapatit (HA),ein osteokonduktives Material, das dieKnochenapposition begünstigt.
Relaxbogen gegenZähneknirschenUnd last but not least ist Peek jüngst ineinem sogenannten Relaxbogen verar-beitet worden (Bild 2). Er behandelt
Bild 2 | Der Relaxbogen:Wegen der Festigkeitund langen Lebensdauerdes Werkstoffs beste-hen Teile aus Peek-Classix von Invibio.
Bild:Relaxbogen
UV-Klebstoffe Fixieren Vergießen Härten
Innovative Klebetechnologie für die Medizintechnikl Geeignet für Anwendungen wie z. B. Needle Bonding, Schlauchverbindungen kleben
sowie Fixieren von Plastikgehäusen und Kunststoffteilen.l Panacol Klebstoffe sind USP Class VI und/oder ISO 10993-zertifiziert und beständig
gegen alle gängigen Sterilisationsverfahren.l Unsere Klebstoffe haften auch auf schwierigen Substraten und härten in
Sekundenschnelle bei UV- und UV-LED-Licht aus.
Member of Hönle Groupwww.panacol.de
Werkstoffe | Kunststoffe
document6722951866078738220.indd 35 04.02.2015 15:11:01

36 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Die IEC 60601-1-2, 4. Editionfristgerecht umsetzenDie vollständige Umsetzung der neuen 4. Edition der EMV-Norm für aktiveMedizinprodukte, kurz IEC 60601-1-2, beinhaltet zahlreiche Änderungen gegen-über der 3. Edition, vor allem in Bezug auf die Störfestigkeit und das Risiko-management medizinischer elektrischer Geräte. EMV-Prüfingenieurin ChristianeKathan beantwortet die wichtigsten Fragen von Medizintechnikherstellern.
Das Europäische Komitee für elekt-rotechnische Normung hat positiv
über die Umsetzung in eine europäischeNorm abgestimmt. Die FDA hat diesfür die USA ebenfalls getan, mit derAusnahme, dass bei der Störfestigkeitgegenüber leitungsgeführten, hochfre-quenten Störgrößen auch Signalleitun-gen unter 3 m geprüft werden müssen.
Hersteller und Exporteure medizini-scher elektrischer Geräte sind damitgefordert, bereits während des Ent-wicklungsprozesses die verschärftenAnforderungen der IEC 60601-1-2,
4. Edition zu berücksichtigen (Bild 1).So entfällt beispielsweise mit demÜbergang zur 4. Edition die Unterschei-dung nach lebenserhaltend und nichtlebenserhaltend. Stattdessen wird nachdem Einsatzort – also professionelleoder häusliche Umgebung – unterschie-den.Was Hersteller medizinischer elek-trischer Geräte sonst noch beachtenmüssen, erklärt die Intertek-Prüfinge-nieurin Christiane Kathan (Bild 2).
Muss ich schon jetzt nach der neuenEdition prüfen?Das hängt davon ab, für welchenMarkt ein Gerät zugelassen werdensoll. In den USA ist die 4. Edition be-reits in Kraft getreten, in Europa sollsie ab Anfang 2015 gelten. Die Über-gangsfrist läuft in den USA bis April2017, in Europa voraussichtlich bisEnde 2018. Wenn hauptsächlich dereuropäische und amerikanische Marktim Fokus des Herstellers stehen, ist diePrüfung nach der 4. Edition also rat-sam, aber imMoment noch nicht zwin-gend.NachAblauf der jeweiligen Über-gangsfrist dürfen dort jedoch nur nochnach der 4. Edition geprüfte Geräte inUmlauf gebracht werden.
In Ländern, in denen die 4. Editionnoch nicht angenommen wurde, mussdagegen noch nach der 3. Edition ge-prüft werden. Da Entwickler und Her-steller die EMV aber vor allem im Ri-sikomanagement einbinden müssen, ist
es ratsam, sich zum frühestmöglichenZeitpunkt des Entwicklungsprozessesmit den Änderungen zu beschäftigen.Die Unterlagen im Nachhinein zu än-dern, ist aufwändig und mühsam.
Wenn es nicht unbedingt sein muss,möchte ich nicht nach der neuen Editi-on prüfen. Die Prüfpegel sind ja we-sentlich höher, oder?Bei einigen Prüfungen, wie der Störfes-tigkeit gegenüber Entladung statischerElektrizität (ESD), gegenüber hochfre-quenten elektromagnetischen Feldernund gegenüber Magnetfeldern mitenergietechnischen Frequenzen sind dieStörpegel höher.Allerdings unterschei-den sich die Kriterien, die Geräte erfül-len müssen, deutlich. Nach der 3. Edi-tion gibt es klare Vorgaben bezüglichder geforderten Funktionen der Gerätewährend der Störfestigkeitsprüfungen.Beispielsweise dürfen Bauteile nichtausfallen oder der Betriebsmodus darfsich nicht ändern.
Die neue Edition ist mehr auf diesicherheitsrelevanten Funktionen derGeräte ausgelegt. Das heißt, der Her-steller beschäftigt sich in seinem Risi-komanagement-File mit möglichenSzenarien und kann Einbußen derFunktion akzeptieren, sofern diese kei-ne Risiken für den Patienten oder An-wender zur Folge haben. Es handeltsich also nicht um eine reine Anhebungder Störpegel.
Bild:Intertek
Bild 1 | Medizinische elektrische Geräte zulas-sen: In Europa ist die 4. Edition der IEC 60601-1-2bereits in Kraft, allerdings gibt es eine Über-gangsfrist.
Management | Qualitätssicherung
document1636977985559261274.indd 36 05.02.2015 14:18:17

www.devicemed.de | Januar/Februar 2015 | DeviceMed 37
Welche Prüfungen haben jetzt schär-fere Pegel?Bei der Beaufschlagung mit elektrosta-tischen Entladungen sind ±8 kV Kon-taktentladung und ±15 kV Luftentla-dung statt der bisherigen ±6 bezie-hungsweise ±8 kV vorgeschrieben. Fürdie Störfestigkeit gegenüber Magnet-feldern mit energietechnischen Fre-quenzen ist jetzt mit 30A/m statt 3 A/mzu prüfen. Außerdem werden alle Ge-räte bei der Prüfung gegenüber hoch-frequenten, leitungsgeführten Störgrö-ßen in den ISM-Bändern mit 6 V be-aufschlagt.Aufgrund der neuen Eintei-lung der Geräte nach dem Einsatzortmüssen müssen bisher als nicht lebens-erhaltend eingestufte Geräte, die inhäuslicher Umgebung betrieben wer-den, einer Einstrahlung hochfrequenterFelder mit 10 V/m (80 MHz bis 2,7GHz) standhalten.
Neu hinzu kommt die Einstrahlungbei einzelnen Frequenzen bis zu 6 GHz
Was brauche ich, um nach der 4. Editi-on zu prüfen?Das Hersteller-Risiko-Management-File (RMF) muss die elektromagneti-schen Umgebungen definieren, in de-nen ein Gerät über den gesamten Le-benszyklus betrieben wird. Darüberhinaus muss es Risiken betrachten, diedurch vorhersehbare elektromagneti-sche Störungen entstehen könnten.AufBasis dieser Daten ist es möglich, so-wohl nach unten als auch nach obenvon den vorgegebenen Pegeln abzuwei-chen. Das RMF wird übrigens durchdas EMV-Prüflabor auf diese Punktehin überprüft. Des Weiteren müssenHersteller medizinischer elektrischerGeräte auf Basis der grundlegendenFunktionen und Basissicherheit ihrerGeräte pass/fail-Kriterien definieren.Diese müssen in Form von Prüfplänenvor Testbeginn an das Prüflabor gesen-det werden, und zwar inklusive der zuprüfenden Konfigurationen.
mit höheren Pegeln von maximal 28V/m. Dies simuliert die Beeinflussungdurch Handys, W-Lan und sonstigedurch mobile Geräte erzeugte Felder.
» Intertek Holding Deutschland GmbH,D-70771 Leinfelden-Echterdingen,www.intertek.de
Medizinprodukteindustrie
TÜV Rheinland AkademieAm Grauen Stein51105 Köln
Weiterbildung zum
Manager Regulatory Affairs Medical Devices Internationalmit Rahmenprogramm
Nächste Termine am04. Mai 2015 in Ulm21. September 2015 in Nürnberg
Erfolgreiche Teilnehmer erhalten einHochschulzertifikat der Hochschule Ulm.
Sprechen Sie uns an – wir beraten Sie gern:Tel. 0911 [email protected]/medizinprodukteindustrie
Bild:Intertek
Bild 2 | EMV-Prüf-ingenieurin ChristianeKathan: „In Ländern, indenen die 4. Editionnoch nicht angenom-men wurde, muss nochnach der 3. Edition ge-prüft werden.“
Management | Qualitätssicherung
document1636977985559261274.indd 37 05.02.2015 14:18:21
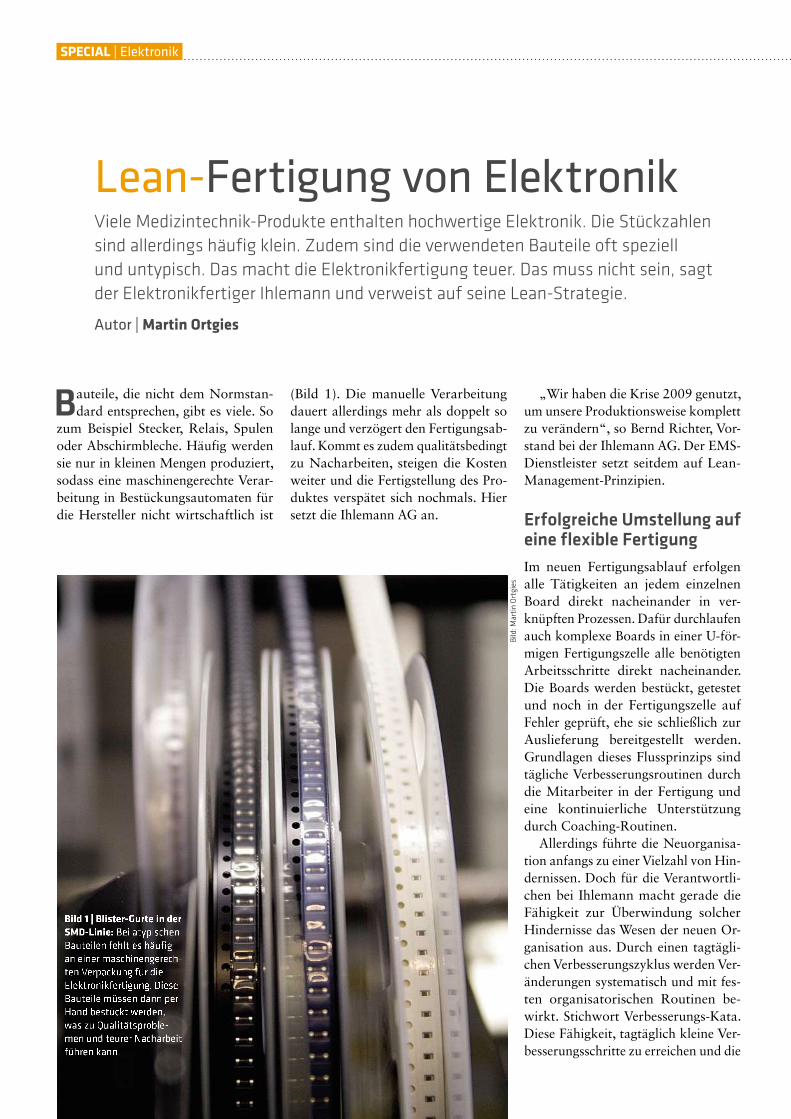
Bild 1 | Blister-Gurte in derSMD-Linie: Bei atypischenBauteilen fehlt es häufigan einer maschinengerech-ten Verpackung für dieElektronikfertigung. DieseBauteile müssen dann perHand bestückt werden,was zu Qualitätsproble-men und teurer Nacharbeitführen kann.
Bild:MartinOrtgies
Lean-Fertigung von ElektronikViele Medizintechnik-Produkte enthalten hochwertige Elektronik. Die Stückzahlensind allerdings häufig klein. Zudem sind die verwendeten Bauteile oft speziellund untypisch. Das macht die Elektronikfertigung teuer. Das muss nicht sein, sagtder Elektronikfertiger Ihlemann und verweist auf seine Lean-Strategie.
Autor |Martin Ortgies
Bauteile, die nicht dem Normstan-dard entsprechen, gibt es viele. So
zum Beispiel Stecker, Relais, Spulenoder Abschirmbleche. Häufig werdensie nur in kleinen Mengen produziert,sodass eine maschinengerechte Verar-beitung in Bestückungsautomaten fürdie Hersteller nicht wirtschaftlich ist
(Bild 1). Die manuelle Verarbeitungdauert allerdings mehr als doppelt solange und verzögert den Fertigungsab-lauf. Kommt es zudem qualitätsbedingtzu Nacharbeiten, steigen die Kostenweiter und die Fertigstellung des Pro-duktes verspätet sich nochmals. Hiersetzt die Ihlemann AG an.
„Wir haben die Krise 2009 genutzt,um unsere Produktionsweise komplettzu verändern“, so Bernd Richter, Vor-stand bei der Ihlemann AG. Der EMS-Dienstleister setzt seitdem auf Lean-Management-Prinzipien.
Erfolgreiche Umstellung aufeine flexible FertigungIm neuen Fertigungsablauf erfolgenalle Tätigkeiten an jedem einzelnenBoard direkt nacheinander in ver-knüpften Prozessen. Dafür durchlaufenauch komplexe Boards in einer U-för-migen Fertigungszelle alle benötigtenArbeitsschritte direkt nacheinander.Die Boards werden bestückt, getestetund noch in der Fertigungszelle aufFehler geprüft, ehe sie schließlich zurAuslieferung bereitgestellt werden.Grundlagen dieses Flussprinzips sindtägliche Verbesserungsroutinen durchdie Mitarbeiter in der Fertigung undeine kontinuierliche Unterstützungdurch Coaching-Routinen.
Allerdings führte die Neuorganisa-tion anfangs zu einer Vielzahl von Hin-dernissen. Doch für die Verantwortli-chen bei Ihlemann macht gerade dieFähigkeit zur Überwindung solcherHindernisse das Wesen der neuen Or-ganisation aus. Durch einen tagtägli-chen Verbesserungszyklus werdenVer-änderungen systematisch und mit fes-ten organisatorischen Routinen be-wirkt. Stichwort Verbesserungs-Kata.Diese Fähigkeit, tagtäglich kleine Ver-besserungsschritte zu erreichen und die
SPECIAL | Elektronik
document1629680726743412228.indd 38 04.02.2015 15:11:48

neue Idee, die bereits besser passte. Siewurde wieder überprüft, verbessert,nochmals überprüft und über drei Mo-nate in vielen kleinen Verbesserungszy-klen so weit entwickelt, dass sie schließ-lich einsetzbar war. Die Mitarbeiterhatten für den Stecker eine maschinen-gerechte Zuführung gefunden und diemanuelle Bestückung konnte entfallen.Mussten anfangs 34 Prozent der Ste-cker nachbearbeitet werden, verringer-te sich die Quote durch das Hilfsmittelauf 0,5 Prozent. Damit konnten dieKosten gesenkt, die Verarbeitungszeitdes Steckers verkürzt und die Durch-laufzeit verringert werden. Für die tech-nische Umsetzung solcher Hilfsmittelverfügt der EMS-Dienstleister übereinen eigenen Vorrichtungsbau.
Wenn die FertigungFehler meldetAndere Probleme mit der Elektronik-fertigung betreffen häufig die Abkün-digung von Bauteilen oder die Nicht-einhaltung von Designvorgaben (s.
Erfahrungen mit der Entwicklung vonHilfsmitteln und Vorrichtungen, umArbeitsprozesse einfacher und effizien-ter zu machen.
Der Verbesserungsprozess durch dieMitarbeiter der Fertigungszelle startetemit einer ersten Idee, die geprüft undwieder verworfen wurde. Es folgte eine
Fertigung schneller und effizienter zumachen, wendet der Dienstleister auchbei der Verarbeitung „schwieriger“Bauteile an oder um die Elektronikfer-tigung effizienter zu machen.
Hilfen für atypischeElektronikbauteileEin Beispiel aus der Praxis: Ein neuesMedizinprodukt sollte mit einem Ste-cker mit 220 Pins automatisch bestücktwerden. Das war die Zielvorgabe fürden Verbesserungsprozess. Weil derBauteilhersteller keine Standard-Ver-packungsform für die maschinelle Ver-arbeitung bereitstellte, suchten die Mit-arbeiter der SMD-Fertigungszelle nacheiner eigenen maschinengerechten Zu-führung. Hier gab es bereits zahlreiche
Tabelle 1 | Probleme in der Elektronikfertigung vermeiden:In der Entwicklung und beim Design werden nationale und internationale Standards, die Vorgaben der Bauteilhersteller sowie spezifische Vorgaben der jeweiligen Fertigungsmaschinengenau eingehalten.
Vorgaben, Hilfen Inhalt Erläuterung
IPC-A-610 Acceptability of ElectronicAssemblies
Der am weitesten verbreitete Standard fürdie optische Beurteilung von Lötstellen inder Baugruppenfertigung
Designrichtlinien Maschinenspezifische Vorgaben der Ihlemann AG
Platzierung von Bauelementen, Abständefür das maschinelle Löten, Vorgaben fürTestmöglichkeiten usw.
Bauteilvorgaben Vorgaben der Bauteilhersteller
Vorgaben für das PadDesign usw.
Workshops Workshops von Ihlemann fürfertigungsgerechtes Design
Typische Fehlerursachen und ihre Vermeidung an Beispielprodukten
Design-Evaluierung
Softwaregestützte digitaleDesignEvaluierung
Bestückung wird digital simuliert, Regelkataloge werden automatisiert angewandt
Quelle: Tabelle: Ihlemann
„Durch die vielen Erfahrungen aus denVerbesserungsprozessen sind wir heute inder Lage, auch atypische Bauteile effektivund mit einem sehr hohen Qualitätsstan-dard zu verarbeiten.“Bernd Richter, Vorstand bei Ihlemann
Bild:MartinOrtgies
Wir entwickeln elektronische Produkte mit Herz und Hirn. Als hochmotiviertes Team realisiert Feo gemeinsam mitseinen Kunden die Vision vom optimalen Produkt und garantiert Ihnen ein höchstmögliches Maß an Termin-, Kosten-und Prozesssicherheit. Und das schon ab der Angebotsphase. Noch nie was von Feo gehört? Zeit für ein Kennenlernen!
Fon 0751 295 105-20 | [email protected] | www.feo-elektronik.de
Herzblut Hirnschmalz
KONZEPTIONDESIGNENTWICKLUNGFERTIGUNG
IHREELEKTRONISCHENPRODUKTE
SPECIAL | Elektronik
document1629680726743412228.indd 39 04.02.2015 15:11:50

DeviceMed | Januar/Februar 2015 | www.devicemed.de
Kasten). „Wir haben aus der Not eineTugend gemacht“, so Richter. Fehlerim Layout und ein Re-Design sind ausSicht des EMS-Dienstleisters auch einegute Chance, die Kosten zu senken.Daher wird das Layout von Medizin-produkten inzwischen einmal jährlichverbindlich auf Verbesserungen über-prüft. Bis zu diesem Termin werden inder Fertigung Anregungen undVerbes-serungsvorschläge gesammelt, um Fer-tigungsprobleme zu beseitigen oder dieProduktion effektiver zu machen.
Einhaltung fester Regelnfür das DesignZu den typischen Fertigungsproblemenin der Elektronikfertigung gehörenmangelhafte Lötstellen von Steckerleis-ten. Hintergrund: Die Anschlüsse vonsolchen bedrahteten elektronischenBauelementen werden per Durchsteck-montage (THT, through-hole techno-logy) in die Leiterkarte gesteckt undanschließend durch Löten mit der Lei-terbahn verbunden. Häufig werdenjedoch schon beim Design der Leiter-karten die Kontaktlöcher für dieDrahtanschlüsse falsch dimensioniert.
So hatte es beispielsweise in der Ver-gangenheit wiederholt Fehler gegeben,weil die Kontaktlöcher nur 0,1 mmgrößer waren als die Drahtanschlüsse.Das führte zu einer erhöhten Fehlerra-te, weil beim Löten die Anschlüssenicht zuverlässig kontaktiert wurden.Beim nächsten Re-Design wurden dieLöcher deshalb 0,4 mm größer als derDrahtdurchmesser vorgesehen. Da-
durch konnten Nachbearbeitungenvermieden und die Auslieferung be-schleunigt werden.
Software unterstütztdie Design-EvaluierungBei der Design-Evaluierung simuliertIhlemann die Bestückung digital. Zu-dem werden Regelkataloge automati-siert angewandt.Mithilfe der Katalogekann Ihlemann jetzt vor dem Beginnder Fertigung zuverlässig prüfen, ob dieBauteile auf die Leiterplatte passen, obdie Pad-Auswahl stimmt oder ob dieVorgaben der Bauteilhersteller einge-halten wurden. Ihlemann bietet diesenProzess auch als Dienstleistung an.
Mit der digitalen Design-Evaluie-rung lassen sich bereits in der Entwick-lungsphase neuer Boards nahezu allelayout- und designbedingten Fehlerund Probleme feststellen. Damit entfal-len zeitaufwendige Korrekturschleifenund zusätzliche Prototypenfertigungen– neue Boards können fertigungssicherin die Serie überführt werden. Zu denErgebnissen der Design-Evaluierunggehören auch Vorschläge für ein Re-Design, etwa um Leiterbahnen umzu-legen, Durchkontaktierungen neu zuplatzieren oder die Abstände von SMD-und THT-Bauelementen zu optimieren.
» Autor: Martin Ortgies,Fachjournalist in Hannover
» Ihlemann AG,D-38112 Braunschweig,www.ihlemann.de
Falsches Design und Abkündigung von Bauteilen
› Ist der äußere Rand auf der Leiterplatte zu klein, kann sie in der Fertigungslinienicht mehr richtig transportiert werden oder ein zusätzlicher Nutzen muss defi-niert werden.› Fallen wegen Platzproblemen die Passermarken weg, funktioniert bei der auto-matisierten Bestückung die genaue Lageverifizierung der Leiterplatten nichtmehr und eine exakte Bestückung ist nicht mehr möglich.› Werden Bauteile abgekündigt oder müssen Produktdetails angepasst werden,ist häufig ein Re-Design fällig. Das verursacht Zeit und Kosten.
www.vogel.de
--> facebook.com/elektronikpraxis
SPECIAL | Elektronik
document1629680726743412228.indd 40 04.02.2015 15:11:51

FIRMENPROFIL
Besuchen Siewww.devicemed.de/Firmenprofileund finden Sie Produktvorstellungen, Videos,Kontaktmöglichkeiten uvm. dieser undüber 10.000 weiterer Anbieter.
Sie wollen mehr überdiese Firmen erfahren?
+ Videos
+ Produkt-Infos+ Downloads
+ Socialmedia-Link+ Bilder
www.devicemed.de | Januar/Februar 2015 | DeviceMed 41
FIRM
ENPROFIL
Mehr Aufmerksamkeit für IhrUnternehmen mit der optimalenVerknüpfung von Print und Digital.
Kontakt: Winfried Burkard,Tel. +49 931 418 2686,E-Mail: [email protected]
Buchen Sie jetztIhr Firmenprofil Kombi.
OHST Medizintechnik AGGrünauer Fenn 3DE-14712 RathenowTelefon: +49 (0)3385 5420-0Telefax: +49 (0)3385 5420-99E-Mail: [email protected]: http://www.ohst.de/
Auftragsfertigung
Ernst & Engbring GmbHIndustriestr. 9DE-45739 Oer-ErkenschwickTelefon: +49 (0)2368 6901-0Telefax: +49 (0)2368 6901-35E-Mail: [email protected]: http://www.eue-kabel.de/
Elektrische/elektronische Komponenten
Micro Systems TechnologiesManagement AGNeuhofstrasse 4CH-6340 BaarTelefon: +41 (0)43 266-1128Telefax: +41 (0)43 266-1111E-Mail: [email protected]: http://www.mst.com
Elektrische/elektronische Komponenten
swisstec micromachining agMühlebühl 24CH-9100 HerisauTelefon: +41 (0)52 674 10 10Telefax: +41 (0)52 674 10 19E-Mail: [email protected]: http://www.swisstecag.com/
Produktionsausrüstung
Helix Medical Europe GmbHLiebigstr. 2–8DE-67661 KaiserslauternTelefon: +49 (0)631 5341-7500Telefax: +49 (0)631 5341-7600E-Mail: [email protected]: http://www.helixmedical.de/
Schläuche
DEV-001_Firmenprofil-Umbruch.indd 41DEV-001_Firmenprofil-Umbruch.indd 41 04.02.2015 13:26:2604.02.2015 13:26:26
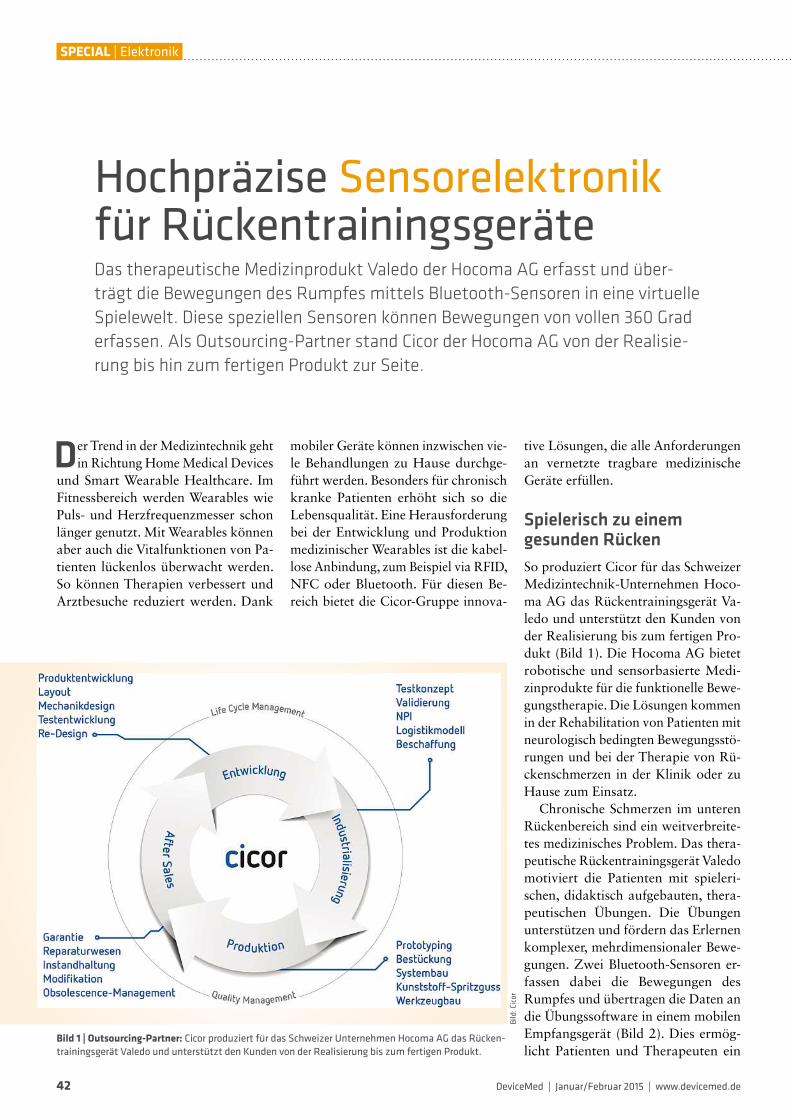
42 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Hochpräzise Sensorelektronikfür RückentrainingsgeräteDas therapeutische Medizinprodukt Valedo der Hocoma AG erfasst und über-trägt die Bewegungen des Rumpfes mittels Bluetooth-Sensoren in eine virtuelleSpielewelt. Diese speziellen Sensoren können Bewegungen von vollen 360 Graderfassen. Als Outsourcing-Partner stand Cicor der Hocoma AG von der Realisie-rung bis hin zum fertigen Produkt zur Seite.
Der Trend in derMedizintechnik gehtin Richtung HomeMedical Devices
und Smart Wearable Healthcare. ImFitnessbereich werden Wearables wiePuls- und Herzfrequenzmesser schonlänger genutzt. Mit Wearables könnenaber auch die Vitalfunktionen von Pa-tienten lückenlos überwacht werden.So können Therapien verbessert undArztbesuche reduziert werden. Dank
mobiler Geräte können inzwischen vie-le Behandlungen zu Hause durchge-führt werden. Besonders für chronischkranke Patienten erhöht sich so dieLebensqualität. Eine Herausforderungbei der Entwicklung und Produktionmedizinischer Wearables ist die kabel-lose Anbindung, zum Beispiel via RFID,NFC oder Bluetooth. Für diesen Be-reich bietet die Cicor-Gruppe innova-
tive Lösungen, die alle Anforderungenan vernetzte tragbare medizinischeGeräte erfüllen.
Spielerisch zu einemgesunden RückenSo produziert Cicor für das SchweizerMedizintechnik-Unternehmen Hoco-ma AG das Rückentrainingsgerät Va-ledo und unterstützt den Kunden vonder Realisierung bis zum fertigen Pro-dukt (Bild 1). Die Hocoma AG bietetrobotische und sensorbasierte Medi-zinprodukte für die funktionelle Bewe-gungstherapie. Die Lösungen kommenin der Rehabilitation von Patienten mitneurologisch bedingten Bewegungsstö-rungen und bei der Therapie von Rü-ckenschmerzen in der Klinik oder zuHause zum Einsatz.
Chronische Schmerzen im unterenRückenbereich sind ein weitverbreite-tes medizinisches Problem. Das thera-peutische Rückentrainingsgerät Valedomotiviert die Patienten mit spieleri-schen, didaktisch aufgebauten, thera-peutischen Übungen. Die Übungenunterstützen und fördern das Erlernenkomplexer, mehrdimensionaler Bewe-gungen. Zwei Bluetooth-Sensoren er-fassen dabei die Bewegungen desRumpfes und übertragen die Daten andie Übungssoftware in einem mobilenEmpfangsgerät (Bild 2). Dies ermög-licht Patienten und Therapeuten ein
Bild 1 | Outsourcing-Partner: Cicor produziert für das Schweizer Unternehmen Hocoma AG das Rücken-trainingsgerät Valedo und unterstützt den Kunden von der Realisierung bis zum fertigen Produkt.
Bild:Cicor
SPECIAL | Elektronik
document633415010966945584.indd 42 05.02.2015 14:45:51

www.devicemed.de | Januar/Februar 2015 | DeviceMed 43
Outsourcing von elektronischen Produkten
Kosteneinsparungen sind oft ein Entscheidungsgrund für das Outsourcing vonEntwicklung und Produktion elektronischer Produkte im medizintechnischen Be-reich. Doch neben diesem finanziellen Aspekt spricht auch die hohe Fachkompe-tenz der Elektronik-Spezialisten für eine Outsourcing-Entscheidung. Besonders inder Medizintechnik mit ihren zahlreichen regulatorischen Anforderungen könnenKenntnisse und Fachwissen des Outsourcing-Partners entscheidend sein. Di eCicor-Gruppe mit den zwei Divisionen Advanced Microelectronics & Substrates(AMS) und Electronic Solutions (ES) bietet komplette Outsourcing-Dienstleistun-gen und eine Palette von Technologien für die Fertigung von komplexen Leiter-platten, 3D-MID-Lösungen, Schichtschaltungen und elektronischen Modulen.
Zusammenarbeit. Besondere Heraus-forderungen waren dabei die Biokom-patibilität sowie die Produktsicherheit(Drop-Test) nach den internationalenNormen für Medizinprodukte.
Sicherheit undRückverfolgbarkeitZuverlässigkeit, Funktionalität undkonstante Qualität müssen gewährleis-tet sein. Um Qualitätsanforderungenwie funktionale Sicherheit und System-stabilität garantieren zu können, ist dieRückverfolgbarkeit von Baugruppenund Systemkonfigurationen ein Schlüs-selfaktor.Mit den entsprechenden ISO-Zertifizierungen stellt Cicor sicher, dassalle Qualitätsstandards eingehaltenwerden. Das Qualitätsdaten-Manage-ment der Electronic Solutions Divisionder Cicor-Gruppe geht dabei weit überdie gesetzlichen Anforderungen hinausund verfügt über umfangreiche Funk-tionen. Diese werden den Kundenan-forderungen entsprechend konfiguriert.Als Outsourcing-Partner hat CicorHocoma von der Realisierung bis zumfertigen Produkt unterstützt: von derEntwicklung über das Mechanikdesign,bei der richtigen Materialauswahl bishin zur Produktion sowie der Auswahlder richtigen Verpackungen und demSupply-Chain-Management.
» Cicor Electronic Solutions,CH-9552 Bronschhofen,www.cicor.com
Echtzeitfeedback und eine direkte Aus-wertung. Innovative, hochpräzise Sen-sorelektronik in Kombination mit derMotivationskraft von Videospielenstärkt auf spielerische Weise den Rü-cken. Jeder Sensor enthält ein 3D-Gy-roskop, ein 3D-Akzelerometer und ein3D-Magnetometer und kann damitBewegungen von vollen 360 Grad er-fassen. Die Sensoren des registriertenMedizinproduktes beinhalten die neu-este Bluetooth-Smart-Technology(Low-Energy). Das Mechanikdesigndes Produktes stand im Zentrum der
Bild 2 | Via Bluetooth: Zwei Sensoren am Körpererfassen die Bewegungen des Rumpfes und über-tragen die Daten an die Übungssoftware in einemmobilen Empfangsgerät.
Bild:Cicor
Innovative Lösungenfür die Medizintechnikvom Konzept bis zurSerienfertigung> Medizinische Mikroelektronik(Design-Service, Herstellungund Bestückung von Substraten,Halbleiter-Packaging,Test-Service)
> Batterien und Batteriesystemefür aktive Implantate
> Hermetische Durchführungenfür Implantate
Micro Systems TechnologiesNeuhofstrasse 4, CH-6340 Baar, SchweizTel. +41 (44) 804 63 00Fax +41 (44) 804 63 [email protected] MST Gruppe umfasst 4 Technologie-firmenmit mehr als 1000Mitarbeitendenin 3 Ländern:> DYCONEX AG (CH)> LITRONIK Batterietechnologie GmbH (DE)> Micro Systems Engineering GmbH (DE)> Micro Systems Engineering, Inc. (USA)
www.mst.com
SPECIAL | Elektronik
document633415010966945584.indd 43 05.02.2015 14:45:54

4k-Monitore im OP?Mit Glasfaser kein ProblemComputertomographen und andere bildgebende Geräte sind oft in einem eigenenRaum aufgestellt. Die Bedienung findet über einen in direkter Nähe angebrachtenBildschirm statt, der dem Arzt sowohl die aufgenommenen Bilddaten (beispiels-weise bei einer Katheter-Platzierung) als auch Vitalparameter wie Blutdruck undPuls ausgibt. Glasfasertechnologie macht dies möglich.
Für größtmögliche Flexibilität in ei-nem beengten Arbeitsfeld wie dem
Operationssaal ist der Monitor von derDecke abgehängt und über Gelenke andie Arbeitsposition anpassbar. DerRechner, der die Video-Informationenaufbereitet und an den Monitor wei-tergibt, befindet sich in der Regel au-ßerhalb des Untersuchungsbereichs ineinem Technikraum (Bild 1).
Die Situation stellt an die Übertra-gung der Bilddaten besondere Heraus-forderungen: Die räumliche Trennungsorgt für lange Leitungswege, die Ar-beit am Patienten bedingt eine saubereelektrische Potentialtrennung, und dieflexible Aufhängung an der Decke er-
fordert ein dünnes, flexibles Kabel.Diese Bedingungen werden ideal durcheine Glasfaserstrecke erfüllt: Die erziel-bare Länge liegt bei 100 m, die Isolie-rung von Quelle und Senke ist gegeben,und ein Glasfaserkabel ist dünner alseine andere, auf Kupfer basierende Vi-deoübertragung.
Display-Port – ein neuerStandard für UHDNachdem Displays mit einer höherenAuflösung als Full High Definition er-schwinglich geworden sind, geht derTrend weg von mehreren einzelnen,niedriger auflösenden Monitoren hin
zu einem einzelnen großen, auf dem derArzt die Fenster der einzelnen zu über-wachenden Parameter nach Bedarfarrangieren kann. Die höchste dazuverfügbare Auflösung ist zurzeit UltraHigh Definition mit zirka 4k mal 2kBildpunkten. Die Anforderung, Bilderdieser Auflösung unkomprimiert mit60 Hz Wiederholrate und 8 Bit Farb-tiefe zu übertragen, kann Display-Porterfüllen.
Chiphersteller wie Intel implemen-tieren Display-Port als neuen Standardin ihren Chipsätzen und lösen dabeiDVI und LVDS ab.Wie bei DVI werdendie Daten hier auf „Lane“ genanntenKanälen auf differentiellen Leitungs-paaren übertragen. Ebenso gibt es ei-nen AUX genannten Seitenkanal, derdurch seine höhere Bandbreite außerfür die Übertragung von EDID undHDCP für weitere Steuer-Informatio-nen verwendet werden kann. Andersals bei denVorgängerschnittstellen gibtes keine feste Zuordnung der Grafiksi-gnale zu einem bestimmten Leitungs-paar, dafür kann eine minimale Verbin-dung auch mit nur einer einzigen Lanehergestellt werden.
Display-Port bietet Flexibilität, daallein die maximale Übertragungs-bandbreite festgelegt ist, nicht aberAuflösung, Farbtiefe oder Bildwieder-holfrequenz. Sie können frei gewähltwerden, solange die maximale Ka-nalkapazität nicht überschritten wird.
Bild:VILevi–Fotolia.com
Bild 1 | Typisches Szenario: Bildgebende Geräte sind in einemeigenen, separaten Raum aufgestellt, der Bildschirm für denArzt befindet sich im Nachbarraum. Die Situation stellt an dieÜbertragung der Bilddaten besondere Herausforderungen.
SPECIAL | Elektronik
document8121668265951254638.indd 44 04.02.2015 15:12:14

www.devicemed.de | Januar/Februar 2015 | DeviceMed
fikdaten aller vier Lanes über nur eineGlasfaser zu übertragen. Die zweiteGlasfaser dient der bidirektionalenKommunikation des AUX-Kanals mitbis zu 720Mbps. Der Extender ist volltransparent, ist also weder im Betriebs-system sichtbar noch benötigt er Trei-ber. Er kann daher ein Kupferkabeldirekt ersetzen, die maximale Längeder Glasfaser ist 100 m.
Die Display-Port-Spezifikation for-dert von Quelle und Senke, an Pin 20des Steckverbinders eine Stromversor-gung für externe Adapter zur Verfü-gung zu stellen. Sowohl Transmitter alsauch Receiver des Extenders könnendamit versorgt werden. Sollten Quelleoder Senke nicht ausreichend Leistungzur Verfügung stellen, können über ei-nen Micro-USB-Stecker extern 5 V zu-geführt werden. Das andere Ende desUSB-Kabels endet in einem USB-Typ-A-Stecker, der in ein Netzteil oder einenUSB-Port eingesteckt werden kann, diedie Stromversorgung übernehmen.AmUSB-Port bekommen die sonst brachliegenden Datenleitungen eine Funkti-on. Mit einer installierten Softwarekann der Status der Display-Port-Stre-cke abgefragt werden, zum Beispiel dieausgehandelte Linkrate, die Auflösungund die Farbtiefe. Hilfreich ist dieseFunktion beim Einsatz mehrerer Mo-nitore, da sie Einblicke auch auf überDisplay-Port kaskadierte Links erlaubt.
» Hy-Line Computer ComponentsVertriebs GmbH,D-82002 Unterhaching,www.hy-line.de
Laut VESA muss ein Signal mit ma-ximaler Bandbreite über eine Distanzvon 2 m und ein Full-HD-Signal mit1.080 Zeilen bei 24 Bit Farbtiefe undeiner Wiederholrate von 60 Hz 15 mweit übertragen werden. Möchte manalso ein Bildsignal mit einer Auflösungvon UHD (3.840 x 2.160) bzw. 4k(4.096 x 2.304) über eine längere Dis-tanz übertragen, setzt die Physik desKupferkabels eine Grenze. Für die inder Medizintechnik typischen Distan-zen kommen Strecken im Bereich meh-rerer zehnMeter zustande, die für eineGlasfaserverbindung kein Problemdarstellen. Deshalb werden elektrischeSignale an der Bildquelle in optischegewandelt und an der Senke wieder inselektrische Format konvertiert.
Glasfaserverbindungenüberwinden DistanzDer Display-Port-Extender DPFX-200von Opticis (Bild 2) implementiert dieaktuelle Revision 1.2 des Display-Port-Standards. Mit einer Gesamtdatenratevon 21.6 Gbps unterstützt er die Dar-stellung von 4k-Auflösung bei 24 BitFarbtiefe mit 60 Hz Bildfrequenz ohneKompression. Er besteht aus einemTransmitter-Modul, das die Signale derGrafikkarte übernimmt, bündelt undan zwei LC-Buchsen an die Glasfaserausgibt. Das Receiver-Modul wandeltdiese Signale in Display-Port-Formatum und gibt sie an den Monitor aus.Zur Übertragung werden nur zweiGlasfasern benötigt, da die hohe Band-breite der Glasfaser erlaubt, die Gra-
Bild:Hy-Line
Bild 2 | Problemlöser für die in derMedizintechnik üblichen Distanzen:Mit einer Gesamtdatenrate von 21.6Gbps unterstützt der Display-Port-Extender DPFX-200 von Opticis dieDarstellung von 4k-Auflösung bei 24Bit Farbtiefe mit 60 Hz Bildfrequenzohne Kompression.
Die mobileWebseite von
elektrotechnik bietet
Ihnen 24/7 News, Produkt-
informationen und Bilder-
galerien rund um die
Automatisierungs- und
Energietechnik.
---> mobil.elektrotechnik.de
www.vogel.de
Fürunterwegs
0952
0
SPECIAL | Elektronik
document8121668265951254638.indd 45 04.02.2015 15:12:16
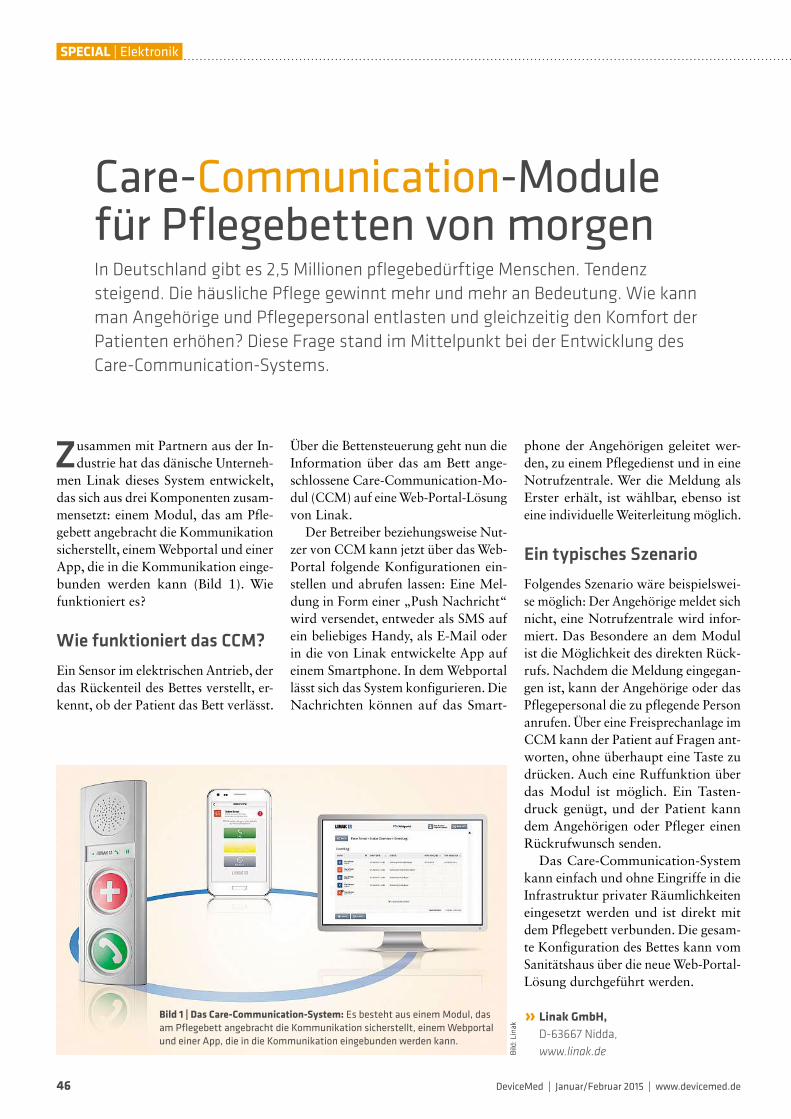
46 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Care-Communication-Modulefür Pflegebetten von morgenIn Deutschland gibt es 2,5 Millionen pflegebedürftige Menschen. Tendenzsteigend. Die häusliche Pflege gewinnt mehr und mehr an Bedeutung. Wie kannman Angehörige und Pflegepersonal entlasten und gleichzeitig den Komfort derPatienten erhöhen? Diese Frage stand im Mittelpunkt bei der Entwicklung desCare-Communication-Systems.
Zusammen mit Partnern aus der In-dustrie hat das dänische Unterneh-
men Linak dieses System entwickelt,das sich aus drei Komponenten zusam-mensetzt: einem Modul, das am Pfle-gebett angebracht die Kommunikationsicherstellt, einemWebportal und einerApp, die in die Kommunikation einge-bunden werden kann (Bild 1). Wiefunktioniert es?
Wie funktioniert das CCM?Ein Sensor im elektrischen Antrieb, derdas Rückenteil des Bettes verstellt, er-kennt, ob der Patient das Bett verlässt.
Über die Bettensteuerung geht nun dieInformation über das am Bett ange-schlossene Care-Communication-Mo-dul (CCM) auf eineWeb-Portal-Lösungvon Linak.
Der Betreiber beziehungsweise Nut-zer von CCM kann jetzt über dasWeb-Portal folgende Konfigurationen ein-stellen und abrufen lassen: Eine Mel-dung in Form einer „Push Nachricht“wird versendet, entweder als SMS aufein beliebiges Handy, als E-Mail oderin die von Linak entwickelte App aufeinem Smartphone. In demWebportallässt sich das System konfigurieren. DieNachrichten können auf das Smart-
phone der Angehörigen geleitet wer-den, zu einem Pflegedienst und in eineNotrufzentrale. Wer die Meldung alsErster erhält, ist wählbar, ebenso isteine individuelleWeiterleitung möglich.
Ein typisches SzenarioFolgendes Szenario wäre beispielswei-se möglich: Der Angehörige meldet sichnicht, eine Notrufzentrale wird infor-miert. Das Besondere an dem Modulist die Möglichkeit des direkten Rück-rufs. Nachdem die Meldung eingegan-gen ist, kann der Angehörige oder dasPflegepersonal die zu pflegende Personanrufen. Über eine Freisprechanlage imCCM kann der Patient auf Fragen ant-worten, ohne überhaupt eine Taste zudrücken. Auch eine Ruffunktion überdas Modul ist möglich. Ein Tasten-druck genügt, und der Patient kanndem Angehörigen oder Pfleger einenRückrufwunsch senden.
Das Care-Communication-Systemkann einfach und ohne Eingriffe in dieInfrastruktur privater Räumlichkeiteneingesetzt werden und ist direkt mitdem Pflegebett verbunden. Die gesam-te Konfiguration des Bettes kann vomSanitätshaus über die neueWeb-Portal-Lösung durchgeführt werden.
» Linak GmbH,D-63667 Nidda,www.linak.de
Bild 1 | Das Care-Communication-System: Es besteht aus einemModul, dasam Pflegebett angebracht die Kommunikation sicherstellt, einemWebportalund einer App, die in die Kommunikation eingebunden werden kann.
Bild:Linak
SPECIAL | Elektronik
document6299110368010302972.indd 46 03.02.2015 19:16:26

www.devicemed.de | Januar/Februar 2015 | DeviceMed
Der Prüf- und SortierautomatVIDEOcheckVVC821 ist ein universellesund modular aufgebautes Prüfsystemmitmodernster digitaler Kamera-Messtechnik zur100%-Kontrolle von Massenteilen.Das System kommt überwiegend im Bereichder Massenteileproduktion von kleinenDreh- oder Pressteilen zum Einsatz, wo hoheDurchsatzleistungen gefragt sind. Auf Grundder modularen Bauweise eignet sich dasPrüfsystem aber auch überall dort, wo komplexePrüfaufgaben mit entsprechend hoherAuflösung und der hierfür notwendigen Anzahlvon Kameras durchgeführt werden muss.
In der aktuellen Version kann der Prüf- undSortierautomat VVC821 optional auch mit derpatentierten Dombeleuchtung »trevista« zurOberflächenkontrolle hochglänzender Teilebestückt werden.
Damit erweitert VESTER Elektronik seinAnwendungsspektrum auf Basis bewährterSystemtechnik.
VIDEOcheckVVC821mit » trevista«Oberflächenprüfung
■ Sensoren ■ Prüfautomation■ Stanzwerkzeug- und Prozessüberwachungssysteme
Vester Elektronik GmbHOtto-Hahn-Straße 1475334 Straubenhardt | GermanyTel. +49 (0)7082/9493 -0Fax +49 (0)7082/9493 [email protected]
www.vester.de
Sensor-Kataloggratis anfordern !
Modulare NetzteileZertifiziert nach EN 60601-1 3rd Edition
1.200-Watt-Netzteil sechsModule mit bis zu 12 Aus-gangsspannungen. Insge-samt stehen elf galvanischgetrennte Module für Aus-gangsspannungen von 1,5bis 58 V und bis 240 WLeistung zur Verfügung.
» Günter DienstleistungenGmbH,D-75305 Neuenbürg,www.guenter-psu.de
Das 600 Watt starke Netz-teil der Serie Ultimod vonGünter umfasst vier Modu-le mit bis zu acht Aus-gangsspannungen, das
Bild:Günter
Mehr KapazitätenFür die Fertigung implantierbarer Elektronik
Klasse 10.000 (ISO-Klasse7) konzipiert und für dieFertigung von implantier-barer Medizinelektronikqualifiziert. Die zusätzlicheFläche wird vollautomati-sche Bestückungs- undTestlinien beherbergen.
» Micro SystemsEngineering Inc.,US-Lake Oswego (OR ),www.mst.com/msei
Die amerikanische MicroSystems Engineering, Inc.,Spezialistin in der Entwick-lung und Herstellung vonElektronikmodulen für ak-tive medizinische Implanta-te, hat ihre bestehendenReinraumkapazitäten umeinen Reinraum erweitert,so dass jetzt insgesamt2.000 m2 Reinraum zurVerfügung stehen. DerReinraum wurde gemäß
NFC-Sensor-TransponderFür passiven oder semi-aktiven Betrieb
Der NFC-Sensor-Transpon-der ist für den rein passivenBetrieb optimiert, um dieBatterielebensdauer inWearable-Produkten zuverlängern. Er lässt sichbeispielsweise einsetzen inEinmal-Pflastern zur Erfas-sung der Temperatur.
» Texas Instruments GmbH,D-85356 Freising,www.ti.com
Texas Instruments bietetjetzt flexible 13,56-MHz-Sensor-Transponder an.Die System-on-Chip-Fami-lie RF430FRL15xH kom-biniert ein ISO-15693-kon-formes Near-Field-Com-munication-Interface miteinem programmierbarenMikrocontroller, nicht-flüchtigem FRAM, einemA/D-Wandler sowie einemSPI- oder I2C-Interface.
SPECIAL | Elektronik
document4078931414671968687.indd 47 04.02.2015 15:12:30

48 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Der standardisierte Aus-tausch großer Mengen anPatienten- und Bilddatenist in Bereichen wie der Ra-diologie sehr weit fortge-schritten. Geräte benötigenhierzu entsprechendeSchnittstellen gemäß DI-COM-Standard.
Systeme aus anderenSparten jedoch suchen bis-lang noch nach sinnvollenAnbindungsmöglichkeiten.Naheliegend wäre es, auchdiese per DICOM zu schaf-fen. Dagegen spricht je-doch, dass die für eine DI-COM-Kommunikationnotwendigen Systeme inKrankenhäusern oft auf be-stimmte Abteilungen be-schränkt sind. Oder aber
Software-ModuleKommunikationslösungen für Medizingeräte
die Anbindung zusätzlicherGeräte verursacht zu hoheKosten, beispielsweisedurch das Bereitstellen zu-sätzlicher Lizenzen.
Medizingeräteherstellersollten deshalb flexibleSchnittstellenlösungenschaffen, um Daten gegebe-nenfalls auch über Schnitt-stellen wie HL7 oder GDTaustauschen zu können.Fertige Software-Modulewie die GDT-Bridge vonSoftgate erleichtern denDatenaustausch zwischenverschiedenen medizini-schen Systemen.
» Softgate GmbH,D-91052 Erlangen,www.soft-gate.de
Die Medizin-NetzteileZMS100 von TDK-Lamb-da verfügen über eine Aus-gangsleistung bis 100 W.Mit 4 kV AC Ein-/Aus-gangs-Isolationsspannungund 2 x MOPP entspre-chen sie der jüngsten, 3.Ausgabe der IEC 60601-1.Die Isolationsspannung
100-W-Medizin-NetzteileFür Kliniken, Homecare und mehr
zwischen Eingang undMasse sowie zwischen Aus-gang und Masse beträgt je-weils 1,5 kV AC bei 1 xMOPP.
» TDK-Lambda GermanyGmbH,D-77855 Achern,www.de.tdk-lambda.com
Bild:TDK-Lambda
Für den Einsatz in Compu-ter- oder Magnetresonanz-tomographen, der Bestrah-lungstherapie, Patientenlie-gen oder der Laborautoma-tion eignet sich eine neueGeneration der DrehgeberECN 1123 und EQN 1135von Heidenhain. Sie sindzertifiziert entsprechendSIL 2 (EN 61508) bezie-hungsweise Kategorie 3,Performance Level d (ENISO 13849). Darüber hin-aus bieten sie einen mecha-nischen Fehlerausschluss.Ihre Hohlwelle verfügtüber ein Formschlussele-ment, das bei der Montagesicher in eine Nut der An-
Absolute DrehgeberMit mechanischem Fehlerausschluss
triebswelle greift und damitein Durchrutschen der Wel-lenverbindung verhindert.
Die Drehgeber liefernabsolute Positionswerte –in der Ausführung ECN1123 mit einer Singleturn-Auflösung von 23 Bit, alsEQN 1135 mit einer zu-sätzlichen Multiturn-Auflö-sung von 12 Bit. Die Da-tenübertragung erfolgtüber die rein serielle, bidi-rektionale Schnittstelle En-Dat 2.2.
» Dr. Johannes HeidenhainGmbH,D-83292 Traunreut,www.heidenhain.de
Bild:Heidenhain
AC/DC-TischnetzteileMit 400 W Dauerleistung
Mit einemWirkungsgradbis zu 89 Prozent haben dieAdapter einen Ableitstromvon unter 300 μA und kön-nen bis 5.000 m Höhe ein-gesetzt werden. Die Be-triebstemperatur beträgt-10 ° bis +60 °C.
» Rutronik ElektronischeBauelemente GmbH,D-75228 Ispringen,www.rutronik.com
FSP vertreibt neue AC/DC-Tischnetzteile der SeriePMP400 über den Distri-butor Rutronik. Sie lieferneine Dauerleistung von 400W und sind mit Ausgangs-spannungen von 18, 24,28, 36 und 48 V erhältlich.Die Netzteile sind zugelas-sen nach EN 60601-1 so-wie UL 60601-1 und erfül-len die Anforderungen fürden Patientenkontakt (BF).
SPECIAL | Elektronik
document5020835702098218563.indd 48 04.02.2015 15:13:14

Sphinx Tools Ltd.Gewerbestrasse 1CH-4552 Derendingen
Phone +41 32 671 21 00Fax +41 32 671 21 11www.sphinx-tools.ch
Swissmade tools
Your partner in Medical Technology
Medical drills forevery application
Förderung710 Mio. Euro fürMikroelektronikDie Europäische Kommis-sion und die Mitgliedstaa-ten haben in der InitiativeElectronic Componentsand Systems for EuropeanLeadership, kurz ECSEL,zwölf Forschungsprojekteim Gesamtvolumen von et-wa 710 Millionen Euro zurFörderung ausgewählt.Deutsche Unternehmenund Forschungseinrichtun-gen sind an zehn dieserProjekte beteiligt. Vorange-trieben werden sollen Inno-vationen in Elektronik-komponenten und -syste-men. Die EU möchte mitECSEL den Weltmarktan-teil der europäischen Mik-roelektronik steigern. Diejetzt zur Förderung ausge-wählten Forschungsprojek-te beinhalten Schwerpunk-te der deutschen Forschungwie intelligente Elektronik-systeme, Chip- und System-design sowie Leistungselek-tronik. Angestrebt werdenSchlüsselanwendungenauch im Bereich Gesund-heit/Diagnostik.
» Bundesministerium fürBildung und Forschung,D-10117 Berlin,www.bmbf.de
COM-Express-Compact-Typ-6-ModulFür Digital-Signage-Applikationen der Medizintechnik
Adlink Technology hat mitdem cExpress-BL einCOM-Express-Compact-Typ-6-Modul mit Intel-Core-Prozessoren der 5.Generation angekündigt.Unterstützt werden die
» Adlink Technology,D-68163 Mannheim,www.adlinktech.com
Prozessoren i7-5650U, i5-5350U und i3-5010U undbis zu 16 GB Dual-ChannelDDR3L Speicher. Mit einerim Vergleich zu der vorhe-rigen Intel-Prozessorgene-ration verbesserten Grafik-
und Rechenleistung ist dasModul für lüfterlose Edge-Geräte ausgelegt, die selbstbei beengten Platzverhält-nissen eine leistungsfähigeGrafik- und Multitasking-Performance erfordern.
Bild:Adlink
SPECIAL | Elektronik
document7731230039999255430.indd 49 04.02.2015 15:13:32
Vorschau
50 DeviceMed | Januar/Februar 2015 | www.devicemed.de
Nächste Ausgabe: 9. März 2015
SPECIAL | DentaltechnikDie Dentalindustrie hat sich in denvergangenen Jahren von der hand-werklichen zur digitalen, automati-sierten Fertigung gewandelt. Anläss-lich der Internationalen Dental-Schauin Köln stellen wir Ihnen neue Mate-rialien und Fertigungstechniken vor.
TITEL | Pumpen und VentileOb Beatmungs- oder Dialysegeräte,Medikamente oder körpereigene Sub-stanzen, in der Medizintechnik müs-sen Gase und Flüssigkeiten befördert,zugeführt und richtig dosiert werden.Pumpen und Ventile hierfür werdenimmer effektiver, kleiner und leiser.
Bild:DienerPrecisionPumps
Bild:GFMachiningSolutions
Weitere Themen» Defibrillatoren: Ein Hersteller im Porträt plus Ausrüster, Dienstleister und
Zulieferer aus der Wertschöpfungskette.»Werkstoffe: Über den Prototyp einer künstlichen Gebärmutter, die über tex-
tile Materialeigenschaften realitätsnahe Bedingungen nachahmt.» Szene: 3D-Druck vonWeichgewebe verhilft der Transplantationschirurgie zu
einem neuen Gesicht.
ISSN 1860-9414
IMPRESSUM Jahrgang 11 Ausgabe 1/2
REDAKTIONHerriotstraße 1, 60528 Frankfurt/Main, GermanyTel.: +49 931 418-0 • Fax: +49 931 [email protected] • www.devicemed.deChefredakteur: Peter Reinhardt (V.i.S.d.P),[email protected], DW -3201Koordination redaktionelle Prozesse:Jennifer Urban, [email protected]: Kathrin Schäfer,[email protected], DW -3202Frauke Finus, [email protected], DW -3210Redaktionsassistenz: Briggette Jaya,[email protected], DW -3208Christine Fries, [email protected], DW -2340Carmen Kural, [email protected], DW -2376Layout: Brigitte Henig, Manfred Bayerlein (Ltg.)Gastautoren in dieser Ausgabe: Dr. Christian Bridts,Martin Ortgies
VERLAGAnschrift: Vogel Business Media GmbH & Co. KG,Max-Planck-Straße 7/9, 97082 Würzburg,Tel. +49 931 418-0, Fax +49 931 418-2022,www.vogel.deDie Beteiligungsverhältnisse der Vogel BusinessMedia GmbH & Co. KG lauten wie folgt: Persönlichhaftende Gesellschafterin: Vogel Business MediaVerwaltungs GmbH, Max-Planck-Straße 7/9 in97082 Würzburg, Kommanditistin: Vogel MedienGmbH & Co. KG, Max-Planck-Straße 7/9 in 97082Würzburg.Geschäftsführung: Stefan Rühling,Tel. +49931 418-2205, Fax -2002,[email protected]: Hans-Jürgen Kuntze,Tel. +49931 418-2203, Fax -2770,[email protected]:Winfried Burkard (verantw.),Tel. +49931 418-2686, Fax -2022,[email protected]: Elisabeth Ziener,Tel. +49931 418-2633, Fax -2022,[email protected]:Mitglied der Informations-gemeinschaft zur Feststellung der Verbreitungvon Werbeträgern e.V. (IVW), Berlin.Unsere aktuellen Auflagenzahlen finden Sieauf www.ivw.de.
ANZEIGENVERKAUFAnzeigenberatung: Katharina Flügge,Tel. +49 931 418-2368, [email protected]: Anja Steiner,Tel. +49 931 418-2986, [email protected] Nr. 11, gültig ab 01.01.2015
HERSTELLUNG/DRUCKHerstellung: Franz Fenn,[email protected], Tel. +49 931 418-2350Druck: Vogel Druck und Medienservice GmbH,Leibnizstraße 5, D-97204 Höchberg
VERTRIEB UND LESERSERVICEDataM-Services GmbHFranz-Horn-Straße 2, 97082 WürzburgMartina Grimm, Tel. +49 931-4170/473, Fax -494,[email protected],www.datam-services.deDeviceMed erscheint mit 10 Ausgaben pro Jahr.Manuskripte: Für unverlangt eingesandte Manu-skripte wird keine Haftung übernommen.Rücksendung nur, wenn Porto beiliegt.Copyright: Vogel Business Media GmbH & Co. KG.Alle Rechte vorbehalten. Nachdruck, digitale Ver-wendung jeder Art, Vervielfältigung nur mit schrift-licher Genehmigung der Redaktion. Wenn Sie Beiträ-ge dieser Zeitschrift für eigene Veröffentlichungenwie Sonderdrucke, Websites, sonstige elektronischeMedien oder Kundenzeitschriften nutzen möchten,erhalten Sie Information sowie die erforderlichenRechte über www.mycontentfactory.de oderTel. +49 931 418-2786.Erfüllungsort und Gerichtsstand ist Würzburg
DATUM/ORT VERANSTALTUNG BESCHREIBUNG4. MärzNürnberg
Crash-Kurs Medizinprodukterechtwww.medtech-pharma.de
Überblick über die gesetzlichen Anfor-derungen und Rahmenbedingungen
6. – 7. MärzErfurt
Personalisierte Medizinwww.PM2015-Erfurt.de
Tagung zu entwicklungs- undmarktstrategischen Ansätzen
10. – 14. MärzKöln
Internationale Dental-Schau (IDS)www.ids-cologne.de
Fachmesse für den internationalenDentalmarkt
13. MärzBerlin
Aufbereitung von Medizinproduktenwww.spectaris.de
Seminar zur Aufbereitung von Pro-dukten respiratorischer Heimtherapie
24. MärzBerlin
Schulung Medizinprodukteberaterwww.qvh.de
Fortbildung für Neu- undWiedereinsteiger
13. – 17. AprilHannover
Hannover Messewww.hannovermesse.de
Weltleitmesse für die Industrie
15. AprilStuttgart
Post-Market-Surveillancewww.ul-mdt.com/ul-mdt-seminars
Seminar zur Marktüberwachung vonMedizinprodukten PMCF/PMS
21. – 23. AprilStuttgart
Medtec Europewww.medteceurope.com
Fachmesse für die europäischeMedizintechnikindustrie
4. – 7. MaiFrankfurt/Main
Techtextilhttp://techtextil.messefrankfurt.com
Messe für technische Textilien undVliesstoffe
Termine, Termine, Termine
document5619740538776470308.indd 50 04.02.2015 15:14:02

www.vogel.de
Abonnieren SieDeviceMed!
E-Mail: [email protected]: www.devicemed.de
nur
103,50
€
1048
7
DeviceMed ist DAS Fachmagazin unter den deutschsprachigen Branchentitelnfür die Hersteller medizintechnischer Produkte.
Bleiben Sie mit DeviceMed über die neuesten technischen Entwicklungen up-to-date:
10 Ausgaben jährlich
Sonderausgabe zur COMPAMED
Einkaufsführer Elektronik für die Medizintechnik
jährlich erscheinender Einkaufsführer mit 19 Marktübersichten
zwei aktuelle Newsletter pro Woche
Bestellen Sie gleich Ihr Voll-Abo unter:
www.devicemed.de/abo02
10487_ANZ_DM_Abo_210x297.indd 110487_ANZ_DM_Abo_210x297.indd 1 06.02.2015 09:03:5706.02.2015 09:03:57

Recommended

















