
KBA C16
KBA offset de bobina comercial
Lo mejor del offset de bobina de 16 páginas
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 1
2 | KBA C16
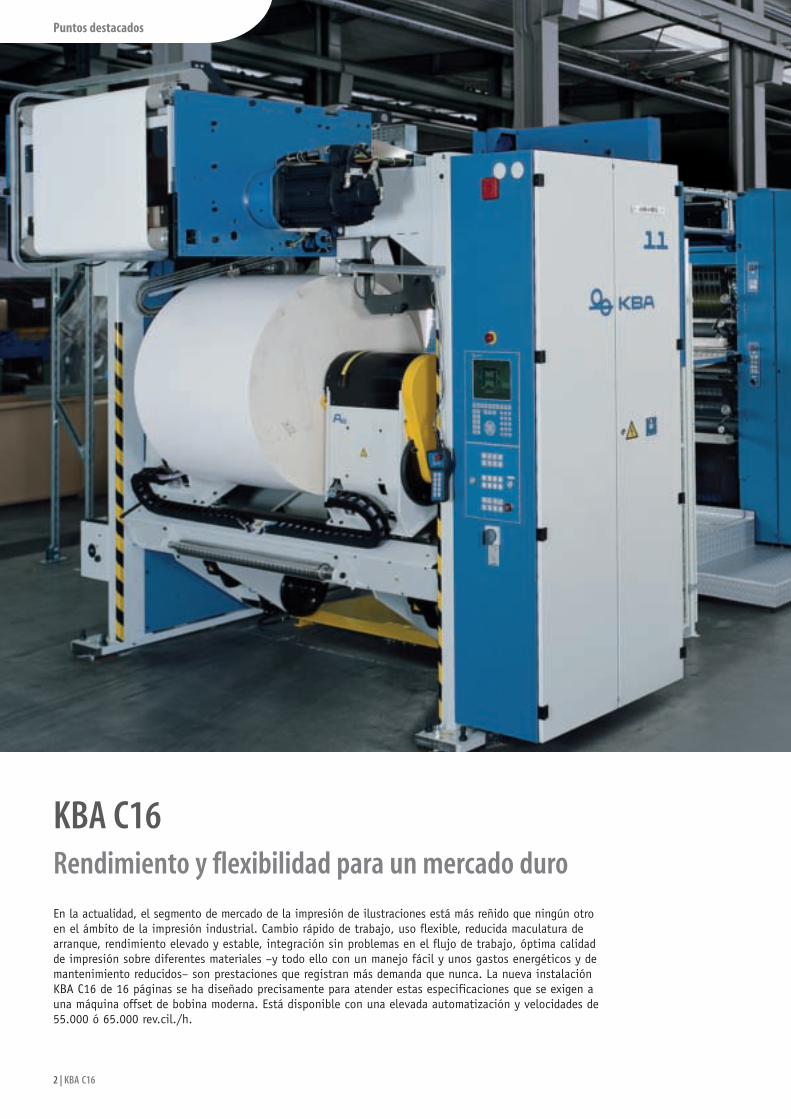
En la actualidad, el segmento de mercado de la impresión de ilustraciones está más reñido que ningún otro en el ámbito de la impresión industrial. Cambio rápido de trabajo, uso flexible, reducida maculatura dearranque, rendimiento elevado y estable, integración sin problemas en el flujo de trabajo, óptima calidad de impresión sobre diferentes materiales –y todo ello con un manejo fácil y unos gastos energéticos y demantenimiento reducidos– son prestaciones que registran más demanda que nunca. La nueva instalaciónKBA C16 de 16 páginas se ha diseñado precisamente para atender estas especificaciones que se exigen auna máquina offset de bobina moderna. Está disponible con una elevada automatización y velocidades de55.000 ó 65.000 rev.cil./h.
KBA C16Rendimiento y flexibilidad para un mercado duro
Puntos destacados
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 2

KBA C16 | 3
La C16 surgió a partir de la idea de aunarlos aspectos más valorados de la Compacta215 instalada prácticamente en doscientasocasiones y la instalación de alto rendi-miento Compacta 217 con nuevos compo-nentes para convertirlo en un sistema deimpresión claramente flexible y rentable.
La automatización inteligente, la ergono-mía convincente, el escaso mantenimien-to desde el cambiador de bobinas a laplegadora y muchos detalles desarrolladospor personas prácticas para personasprácticas convierten la C16 en una máqui-na preparada para competir y para afron-tar el duro día a día de una imprenta.
Lo más sobresaliente:• Cambio de planchas semiautomático o
automático• Cierres de rodillo automatizados y
patentados KBA RollerTronic1)
• Cambio sobre la marcha con tecnologíaimprinter probada
• Plegadoras ajustables de manera total-mente automática con sólo un tercer plegado hasta 65.000 ejemplares por hora
• Regulación del producto2) única y patentada en la plegadora
• Ergonomía inteligente y amigable para el usuario
• Preajuste automático mediante KBA LogoTronic
• Integración opcional de procesos JDF mediante KBA LogoTronic
• Gestión de trabajos a través de KBA LogoTronic
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 3
4 | KBA C16
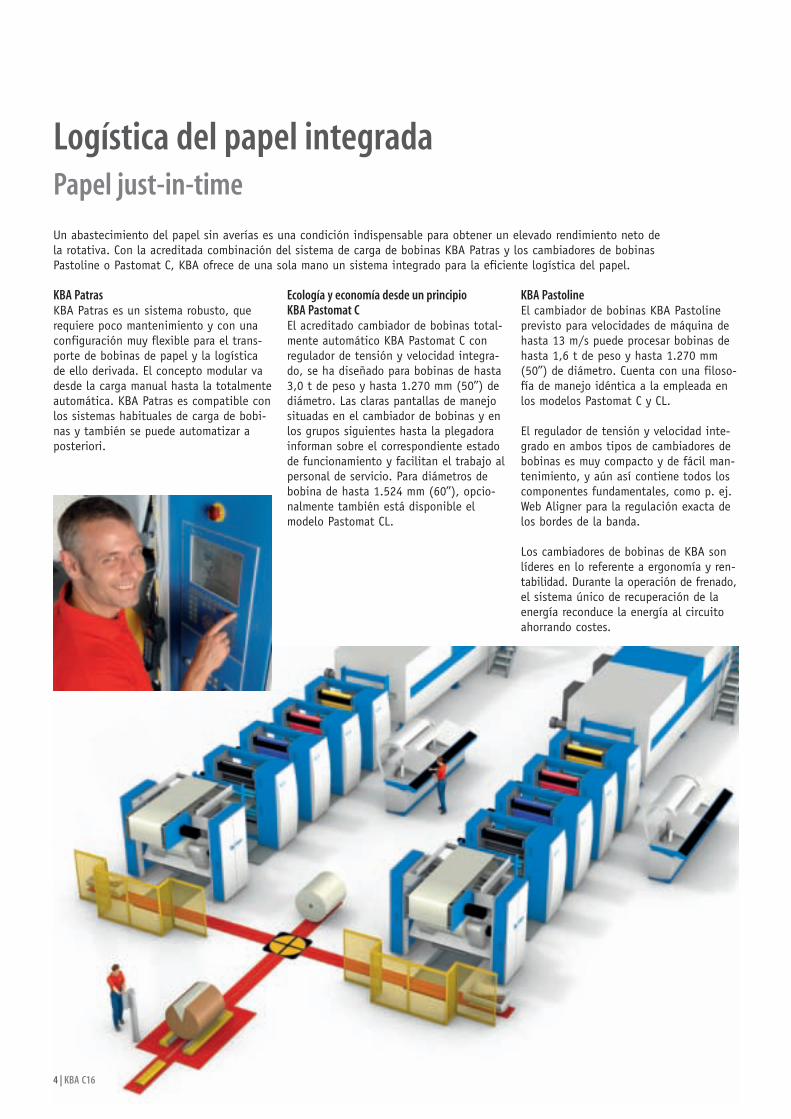
Un abastecimiento del papel sin averías es una condición indispensable para obtener un elevado rendimiento neto dela rotativa. Con la acreditada combinación del sistema de carga de bobinas KBA Patras y los cambiadores de bobinasPastoline o Pastomat C, KBA ofrece de una sola mano un sistema integrado para la eficiente logística del papel.
Logística del papel integradaPapel just-in-time
KBA PatrasKBA Patras es un sistema robusto, querequiere poco mantenimiento y con unaconfiguración muy flexible para el trans-porte de bobinas de papel y la logísticade ello derivada. El concepto modular vadesde la carga manual hasta la totalmenteautomática. KBA Patras es compatible conlos sistemas habituales de carga de bobi-nas y también se puede automatizar aposteriori.
Ecología y economía desde un principioKBA Pastomat CEl acreditado cambiador de bobinas total-mente automático KBA Pastomat C conregulador de tensión y velocidad integra-do, se ha diseñado para bobinas de hasta3,0 t de peso y hasta 1.270 mm (50’’) dediámetro. Las claras pantallas de manejosituadas en el cambiador de bobinas y enlos grupos siguientes hasta la plegadorainforman sobre el correspondiente estadode funcionamiento y facilitan el trabajo alpersonal de servicio. Para diámetros debobina de hasta 1.524 mm (60’’), opcio-nalmente también está disponible elmodelo Pastomat CL.
KBA PastolineEl cambiador de bobinas KBA Pastolineprevisto para velocidades de máquina dehasta 13 m/s puede procesar bobinas dehasta 1,6 t de peso y hasta 1.270 mm(50’’) de diámetro. Cuenta con una filoso-fía de manejo idéntica a la empleada enlos modelos Pastomat C y CL.
El regulador de tensión y velocidad inte-grado en ambos tipos de cambiadores debobinas es muy compacto y de fácil man-tenimiento, y aún así contiene todos loscomponentes fundamentales, como p. ej.Web Aligner para la regulación exacta delos bordes de la banda.
Los cambiadores de bobinas de KBA sonlíderes en lo referente a ergonomía y ren-tabilidad. Durante la operación de frenado,el sistema único de recuperación de laenergía reconduce la energía al circuitoahorrando costes.
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 4

KBA C16 | 5
Abastecimiento del papel
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 5

6 | KBA C16
Unidad impresora
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 6
KBA C16 | 7
12
3
45
6 78
910
11 12
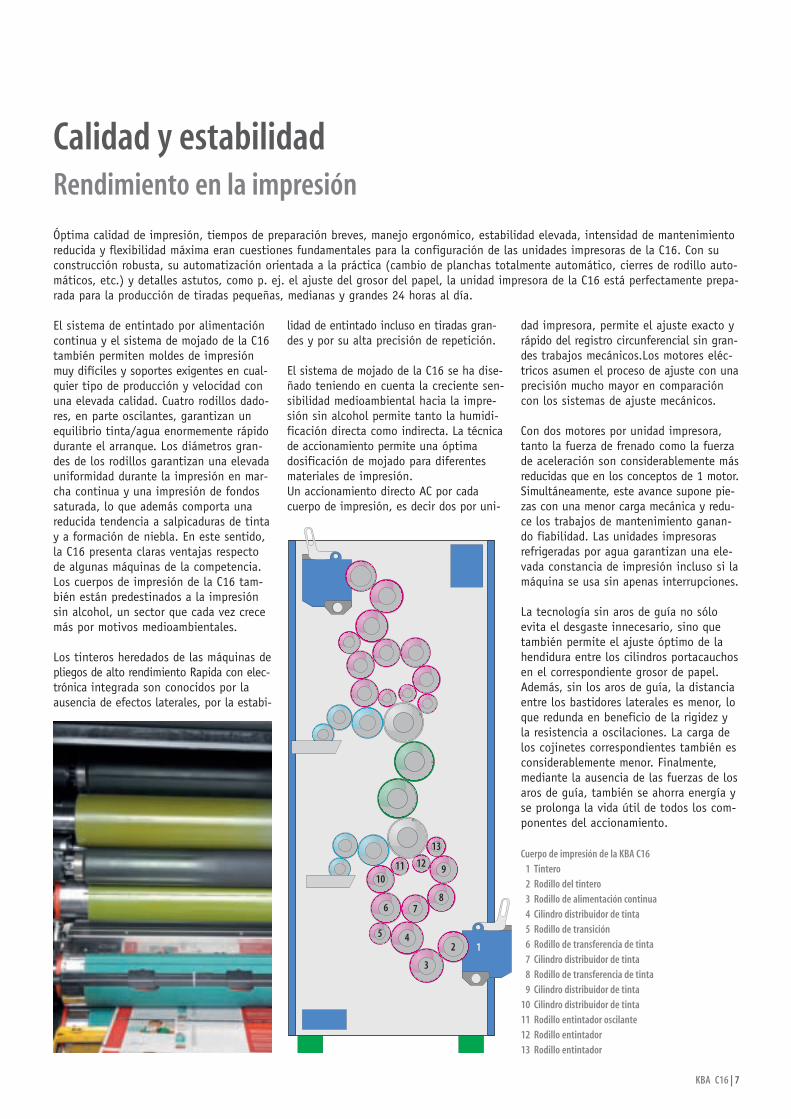
13Cuerpo de impresión de la KBA C16
1 Tintero2 Rodillo del tintero3 Rodillo de alimentación continua4 Cilindro distribuidor de tinta5 Rodillo de transición6 Rodillo de transferencia de tinta7 Cilindro distribuidor de tinta8 Rodillo de transferencia de tinta9 Cilindro distribuidor de tinta
10 Cilindro distribuidor de tinta11 Rodillo entintador oscilante12 Rodillo entintador13 Rodillo entintador
Óptima calidad de impresión, tiempos de preparación breves, manejo ergonómico, estabilidad elevada, intensidad de mantenimientoreducida y flexibilidad máxima eran cuestiones fundamentales para la configuración de las unidades impresoras de la C16. Con suconstrucción robusta, su automatización orientada a la práctica (cambio de planchas totalmente automático, cierres de rodillo auto-máticos, etc.) y detalles astutos, como p. ej. el ajuste del grosor del papel, la unidad impresora de la C16 está perfectamente prepa-rada para la producción de tiradas pequeñas, medianas y grandes 24 horas al día.
Calidad y estabilidad Rendimiento en la impresión
El sistema de entintado por alimentacióncontinua y el sistema de mojado de la C16también permiten moldes de impresiónmuy difíciles y soportes exigentes en cual-quier tipo de producción y velocidad conuna elevada calidad. Cuatro rodillos dado-res, en parte oscilantes, garantizan unequilibrio tinta/agua enormemente rápidodurante el arranque. Los diámetros gran-des de los rodillos garantizan una elevadauniformidad durante la impresión en mar-cha continua y una impresión de fondossaturada, lo que además comporta unareducida tendencia a salpicaduras de tintay a formación de niebla. En este sentido,la C16 presenta claras ventajas respectode algunas máquinas de la competencia.Los cuerpos de impresión de la C16 tam-bién están predestinados a la impresiónsin alcohol, un sector que cada vez crecemás por motivos medioambientales.
Los tinteros heredados de las máquinas depliegos de alto rendimiento Rapida con elec-trónica integrada son conocidos por laausencia de efectos laterales, por la estabi-
lidad de entintado incluso en tiradas gran-des y por su alta precisión de repetición.
El sistema de mojado de la C16 se ha dise-ñado teniendo en cuenta la creciente sen-sibilidad medioambiental hacia la impre-sión sin alcohol permite tanto la humidi-ficación directa como indirecta. La técnicade accionamiento permite una óptimadosificación de mojado para diferentesmateriales de impresión.Un accionamiento directo AC por cadacuerpo de impresión, es decir dos por uni-
dad impresora, permite el ajuste exacto yrápido del registro circunferencial sin gran-des trabajos mecánicos.Los motores eléc-tricos asumen el proceso de ajuste con unaprecisión mucho mayor en comparacióncon los sistemas de ajuste mecánicos.
Con dos motores por unidad impresora,tanto la fuerza de frenado como la fuerzade aceleración son considerablemente másreducidas que en los conceptos de 1 motor.Simultáneamente, este avance supone pie-zas con una menor carga mecánica y redu-ce los trabajos de mantenimiento ganan-do fiabilidad. Las unidades impresorasrefrigeradas por agua garantizan una ele-vada constancia de impresión incluso si lamáquina se usa sin apenas interrupciones.
La tecnología sin aros de guía no sóloevita el desgaste innecesario, sino quetambién permite el ajuste óptimo de lahendidura entre los cilindros portacauchosen el correspondiente grosor de papel.Además, sin los aros de guía, la distanciaentre los bastidores laterales es menor, loque redunda en beneficio de la rigidez yla resistencia a oscilaciones. La carga delos cojinetes correspondientes también esconsiderablemente menor. Finalmente,mediante la ausencia de las fuerzas de losaros de guía, también se ahorra energía yse prolonga la vida útil de todos los com-ponentes del accionamiento.
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 7
8 | KBA C16
Cambio de planchas
KBA C16:Layout 1 30.03.2010 9:42 Uhr Seite 8

KBA C16 | 9
20 40 60 80 100 120 140 160 180
KBA Competidor ACompetidor B
Tiempo de cambio de planchas en segundos
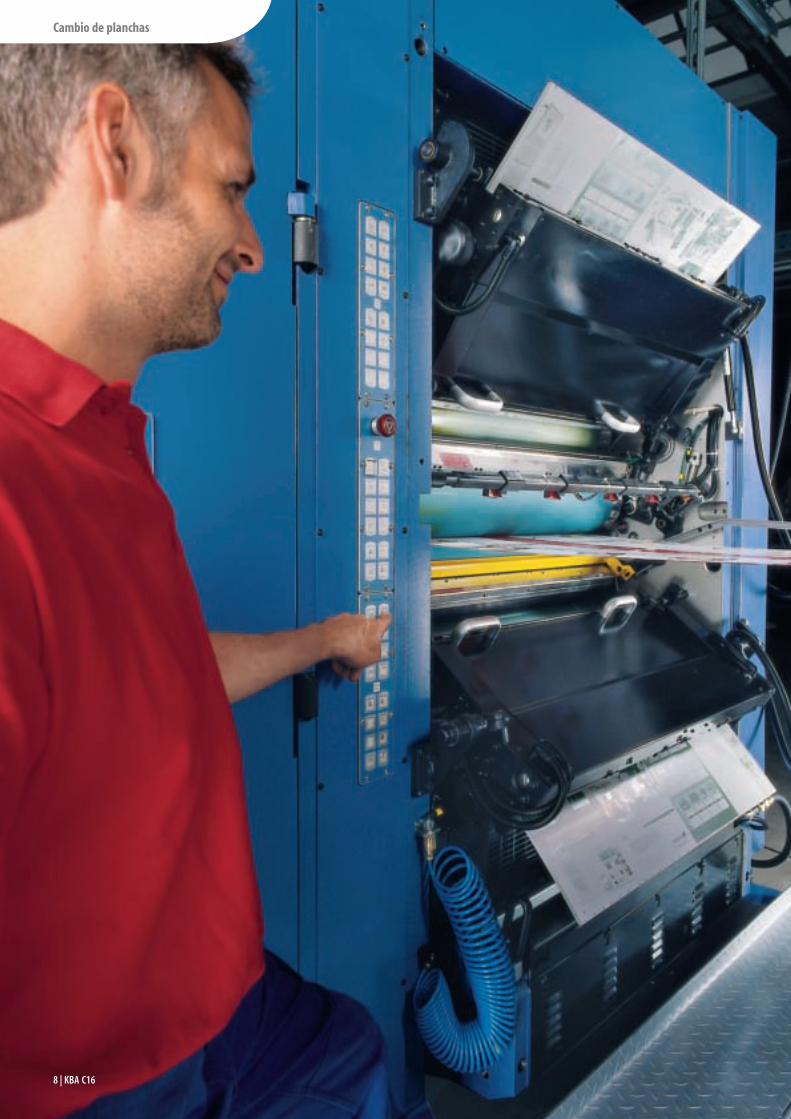
La tendencia indica que se está produciendo una reducción de las tiradas y un aumento de la individualización de los productosimpresos. El cambio rápido de trabajo se convierte en una cuestión de supervivencia para muchas imprentas comerciales. Y precisa-mente para este grupo de destinatarios KBA ofrece opcionalmente para la C16 en su variante de 55.000 ó 65.000 pliegos/h el meca-nismo totalmente automático de cambio de planchas más rápido del mercado. Dicho mecanismo cambia simultáneamente la(s) plancha(s) de uno o todos los cuerpos de impresión en menos de un minuto. El sistema semiautomático es estándar en la C16.
Sistema semiautomático o totalmente automáticoCambio de planchas fácil y rápido
Con el mecanismo totalmente automáticode cambio de planchas de KBA ahora tam-bién se pueden producir de forma rentableen la máquina de bobina tiradas pequeñaspor debajo de 10.000 ejemplares –hastaahora reservadas a la impresión offset depliegos. En combinación con la unidadimprinter opcionalmente disponible, estopermite posibilidades adicionales para elcambio de edición o las impresiones suple-mentarias de texto.
Técnica imprinter variableAprovechar las nuevas posibilidadesEn la impresión comercial son muy corrien-tes las tiradas grandes con impresionessuplementarias variables (correo persona-lizado). Por esto, KBA ha abierto nuevoscaminos que sólo son posibles gracias ala técnica de accionamientos individuales.
Los imprinter convencionales sólo puedenrealizar el cambio sobre la marcha de lasimpresiones suplementarias en una carade la banda de papel, por ejemplo, cam-bios de direcciones o precios diferentes.Los accionamientos descentralizados per-miten que dos unidades impresoras pue-dan acoplarse y desacoplarse alternativa-mente, con lo que se pueden realizarimpresiones suplementarias variables conla máquina a toda velocidad.
Al contrario que en la técnica imprinterconvencional, es posible cambiar estaimpresión suplementaria en las dos carasa la vez. De este modo se pueden impri-mir, por ejemplo, diferentes versiones deidioma en un folleto. Evidentemente, lasunidades impresoras aptas para la técnicaimprinter también se pueden utilizar paraaplicar colores suplementarios, lo queredunda en la flexibilidad de producción.
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 9
1
2
3
4
5
10 | KBA C16
6 12 18 24 30 36 42 48 54 60 66 72 78 84 90 96 102 108
RollerTronic convencional
Ciclos de engomado en meses
100 200 300 400 500 600 700 800 900 1000
RollerTronic convencional
Tiempo necesario para el ajuste de los rodillos en minutos
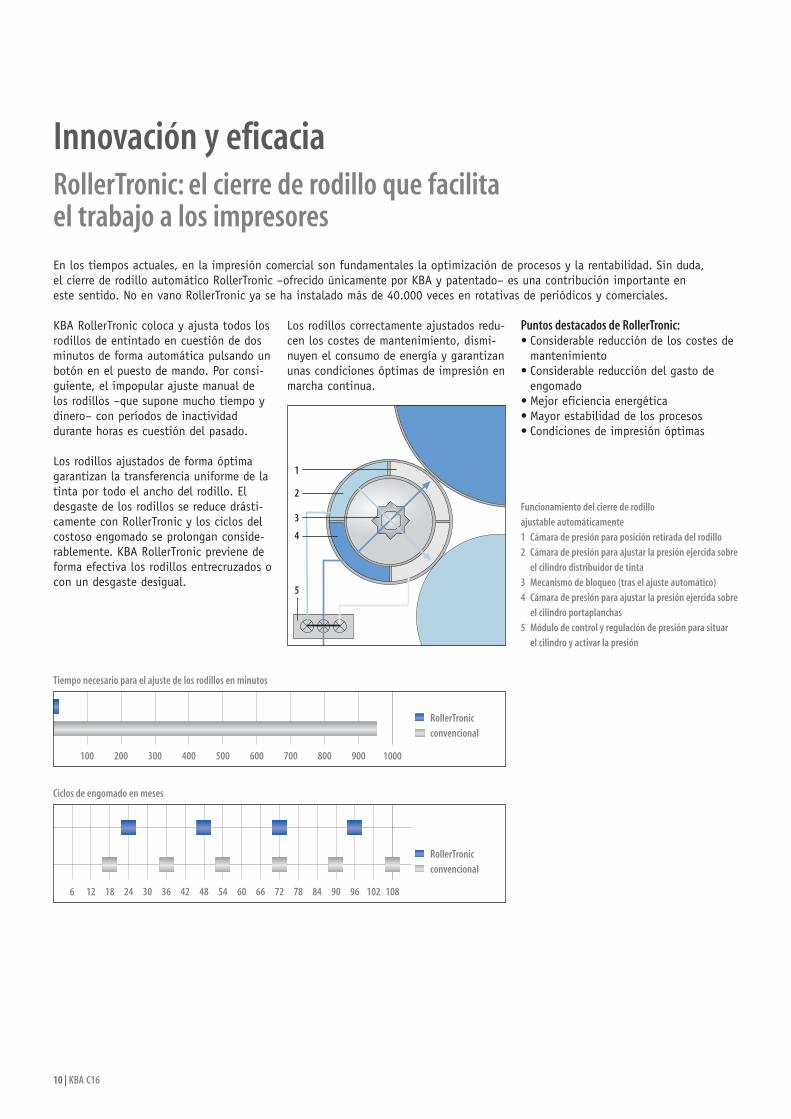
Funcionamiento del cierre de rodillo ajustable automáticamente1 Cámara de presión para posición retirada del rodillo2 Cámara de presión para ajustar la presión ejercida sobre
el cilindro distribuidor de tinta3 Mecanismo de bloqueo (tras el ajuste automático)4 Cámara de presión para ajustar la presión ejercida sobre
el cilindro portaplanchas5 Módulo de control y regulación de presión para situar
el cilindro y activar la presión
En los tiempos actuales, en la impresión comercial son fundamentales la optimización de procesos y la rentabilidad. Sin duda,el cierre de rodillo automático RollerTronic –ofrecido únicamente por KBA y patentado– es una contribución importante eneste sentido. No en vano RollerTronic ya se ha instalado más de 40.000 veces en rotativas de periódicos y comerciales.
Innovación y eficaciaRollerTronic: el cierre de rodillo que facilita el trabajo a los impresores
KBA RollerTronic coloca y ajusta todos losrodillos de entintado en cuestión de dosminutos de forma automática pulsando unbotón en el puesto de mando. Por consi-guiente, el impopular ajuste manual delos rodillos –que supone mucho tiempo ydinero– con períodos de inactividaddurante horas es cuestión del pasado.
Los rodillos ajustados de forma óptimagarantizan la transferencia uniforme de latinta por todo el ancho del rodillo. Eldesgaste de los rodillos se reduce drásti-camente con RollerTronic y los ciclos delcostoso engomado se prolongan conside-rablemente. KBA RollerTronic previene deforma efectiva los rodillos entrecruzados ocon un desgaste desigual.
Los rodillos correctamente ajustados redu-cen los costes de mantenimiento, dismi-nuyen el consumo de energía y garantizanunas condiciones óptimas de impresión enmarcha continua.
Puntos destacados de RollerTronic:• Considerable reducción de los costes de
mantenimiento• Considerable reducción del gasto de
engomado• Mejor eficiencia energética• Mayor estabilidad de los procesos• Condiciones de impresión óptimas
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 10

KBA C16 | 11
RollerTronic
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 11

12 | KBA C16
Minigap
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 12
KBA C16 | 13
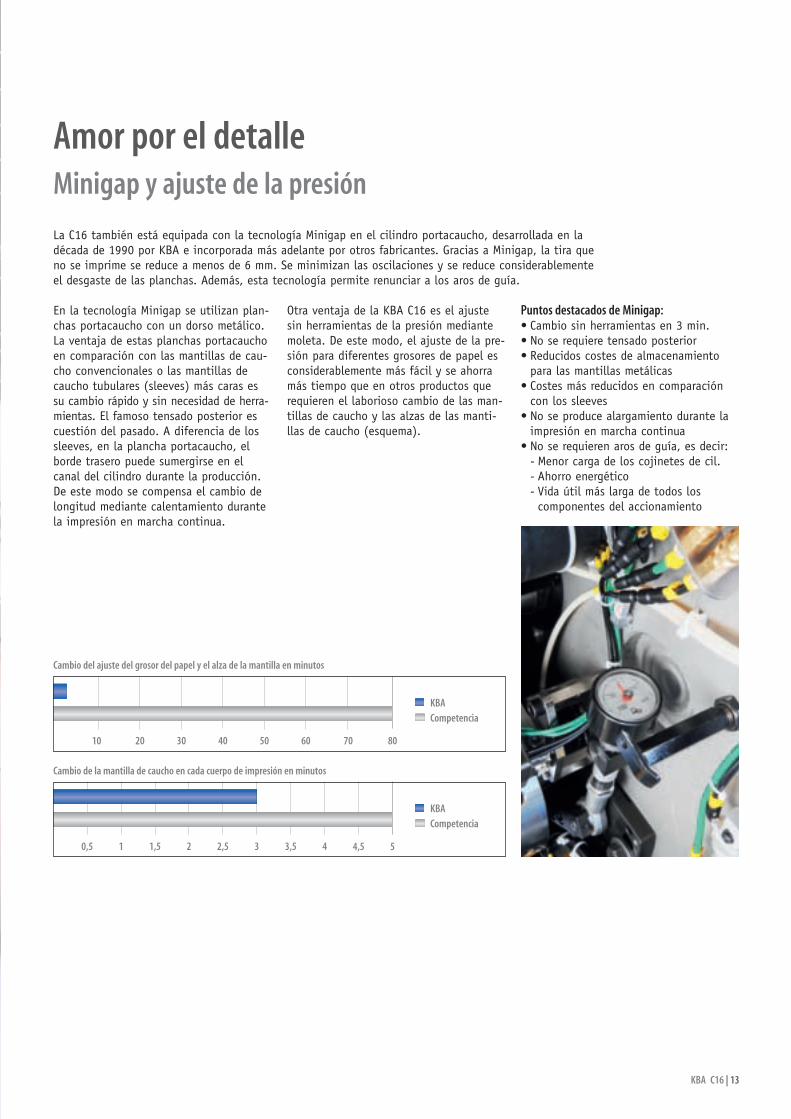
KBA Competencia
32
Cambio de la mantilla de caucho en cada cuerpo de impresión en minutos
54,543,52,51,510,5
La C16 también está equipada con la tecnología Minigap en el cilindro portacaucho, desarrollada en ladécada de 1990 por KBA e incorporada más adelante por otros fabricantes. Gracias a Minigap, la tira queno se imprime se reduce a menos de 6 mm. Se minimizan las oscilaciones y se reduce considerablementeel desgaste de las planchas. Además, esta tecnología permite renunciar a los aros de guía.
Amor por el detalle Minigap y ajuste de la presión
En la tecnología Minigap se utilizan plan-chas portacaucho con un dorso metálico. La ventaja de estas planchas portacauchoen comparación con las mantillas de cau-cho convencionales o las mantillas decaucho tubulares (sleeves) más caras essu cambio rápido y sin necesidad de herra-mientas. El famoso tensado posterior escuestión del pasado. A diferencia de lossleeves, en la plancha portacaucho, elborde trasero puede sumergirse en elcanal del cilindro durante la producción.De este modo se compensa el cambio delongitud mediante calentamiento durantela impresión en marcha continua.
Otra ventaja de la KBA C16 es el ajustesin herramientas de la presión mediantemoleta. De este modo, el ajuste de la pre-sión para diferentes grosores de papel esconsiderablemente más fácil y se ahorramás tiempo que en otros productos querequieren el laborioso cambio de las man-tillas de caucho y las alzas de las manti-llas de caucho (esquema).
Puntos destacados de Minigap:• Cambio sin herramientas en 3 min.• No se requiere tensado posterior• Reducidos costes de almacenamiento
para las mantillas metálicas • Costes más reducidos en comparación
con los sleeves• No se produce alargamiento durante la
impresión en marcha continua • No se requieren aros de guía, es decir:
- Menor carga de los cojinetes de cil.- Ahorro energético - Vida útil más larga de todos los
componentes del accionamiento
KBA Competencia
6040
Cambio del ajuste del grosor del papel y el alza de la mantilla en minutos
807050302010
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 13

14 | KBA C16
Para satisfacer requisitos de producción individualesConfiguraciones a medida
Superestructura de una banda sin barras volteadoras Superestructura de una banda con pisos de barras volteadoras
Superestructura de dos bandas para marcha en paralelo Superestructura de dos bandas Superestructura de dos bandas, totalmente ampliada
SuperestructuraLa superestructura de la C16 está configu-rada tanto para la producción sin barrasvolteadoras como opcionalmente tambiéncon barras volteadoras para produccionescon bandas volteadas o de ancho reduci-do. Se puede acceder de forma óptima atodos los elementos de la guía de banda,también al embudo plegador y al disposi-tivo de corte. La construcción modular yla técnica de accionamientos individualesempleada de forma generalizada permitenque la superestructura se adapte a requi-sitos de producción específicos.
Superestructura y configuraciones
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 14
KBA C16 | 15
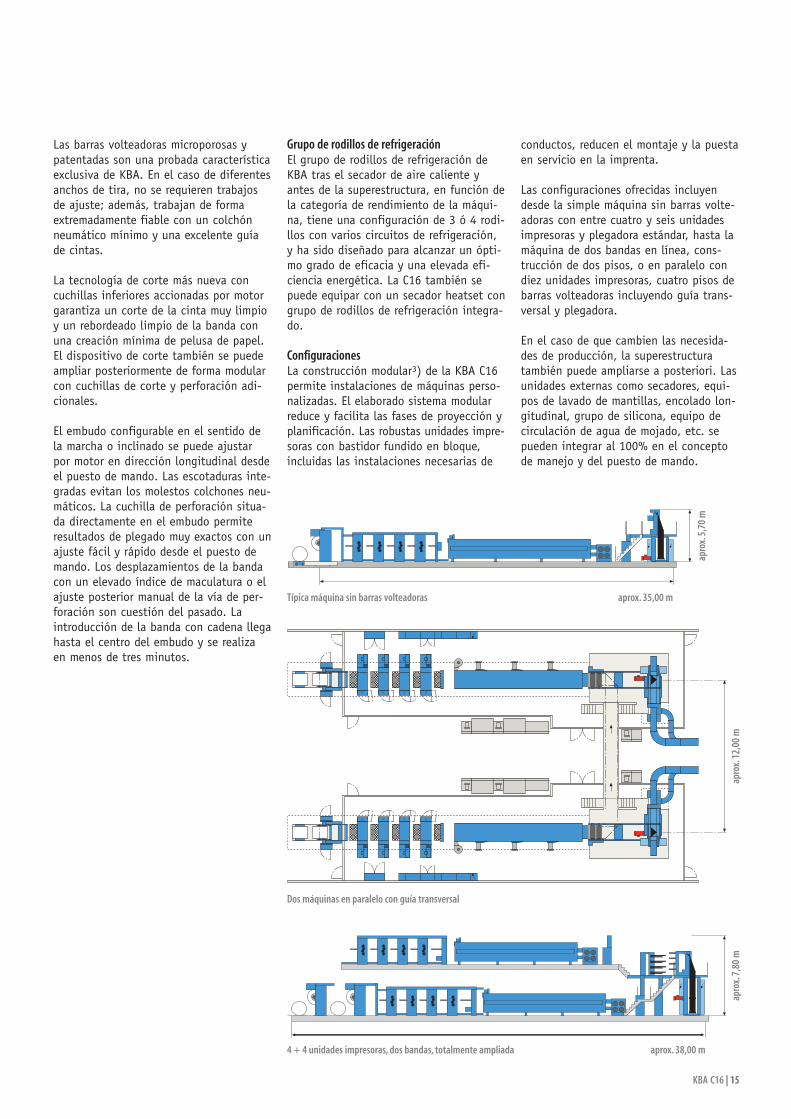
Dos máquinas en paralelo con guía transversal
4 + 4 unidades impresoras, dos bandas, totalmente ampliada aprox. 38,00 m
Típica máquina sin barras volteadoras aprox. 35,00 m
Las barras volteadoras microporosas ypatentadas son una probada característicaexclusiva de KBA. En el caso de diferentesanchos de tira, no se requieren trabajosde ajuste; además, trabajan de formaextremadamente fiable con un colchónneumático mínimo y una excelente guíade cintas.
La tecnología de corte más nueva concuchillas inferiores accionadas por motorgarantiza un corte de la cinta muy limpioy un rebordeado limpio de la banda conuna creación mínima de pelusa de papel.El dispositivo de corte también se puedeampliar posteriormente de forma modularcon cuchillas de corte y perforación adi-cionales.
El embudo configurable en el sentido dela marcha o inclinado se puede ajustarpor motor en dirección longitudinal desdeel puesto de mando. Las escotaduras inte-gradas evitan los molestos colchones neu-máticos. La cuchilla de perforación situa-da directamente en el embudo permiteresultados de plegado muy exactos con unajuste fácil y rápido desde el puesto demando. Los desplazamientos de la bandacon un elevado índice de maculatura o elajuste posterior manual de la vía de per-foración son cuestión del pasado. Laintroducción de la banda con cadena llegahasta el centro del embudo y se realizaen menos de tres minutos.
Grupo de rodillos de refrigeraciónEl grupo de rodillos de refrigeración deKBA tras el secador de aire caliente yantes de la superestructura, en función dela categoría de rendimiento de la máqui-na, tiene una configuración de 3 ó 4 rodi-llos con varios circuitos de refrigeración,y ha sido diseñado para alcanzar un ópti-mo grado de eficacia y una elevada efi-ciencia energética. La C16 también sepuede equipar con un secador heatset congrupo de rodillos de refrigeración integra-do.
ConfiguracionesLa construcción modular3) de la KBA C16permite instalaciones de máquinas perso-nalizadas. El elaborado sistema modularreduce y facilita las fases de proyección yplanificación. Las robustas unidades impre-soras con bastidor fundido en bloque,incluidas las instalaciones necesarias de
conductos, reducen el montaje y la puestaen servicio en la imprenta.
Las configuraciones ofrecidas incluyendesde la simple máquina sin barras volte-adoras con entre cuatro y seis unidadesimpresoras y plegadora estándar, hasta lamáquina de dos bandas en línea, cons-trucción de dos pisos, o en paralelo condiez unidades impresoras, cuatro pisos debarras volteadoras incluyendo guía trans-versal y plegadora.
En el caso de que cambien las necesida-des de producción, la superestructuratambién puede ampliarse a posteriori. Lasunidades externas como secadores, equi-pos de lavado de mantillas, encolado lon-gitudinal, grupo de silicona, equipo decirculación de agua de mojado, etc. sepueden integrar al 100% en el conceptode manejo y del puesto de mando.
apro
x. 5,
70 m
apro
x. 12
,00
map
rox.
7,80
m
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 15

16 | KBA C16
Inteligente tecnología de plegadoLa flexibilidad cuentaElevada velocidad y flexibilidad de producción, cambio rápido, elevada precisión deplegado, reducido mantenimiento con una fiabilidad absoluta y un manejo ergonómicoson los requisitos que debe cumplir una plegadora comercial actual.
Además, la construcción compacta y laexcelente accesibilidad confirman la con-cepción moderna de las plegadoras depunturas P3.
Las nuevas plegadoras P3 permiten másde 30 variantes de plegado en combina-ción con múltiples formatos de producto.Además, las unidades ofrecen un manejopráctico y ergonómico mediante una pan-talla táctil orientable directamente en lasalida de plegado.
Las ventajas de KBA son las opciones deajuste por motor del primer plegadotransversal, el segundo plegado transver-sal y el tercer plegado compuesto única-mente de un módulo, lo que permitetiempos de cambio extremadamente redu-cidos con diferentes variantes de plegado.La perforación longitudinal y transversalse pueden ajustar sobre la marcha en pro-fundidad y anchura o en profundidad yperímetro para ajustar la perforación y laprecisión de plegado a los correspondien-tes tipos de papel y las condiciones deproducción sin una gran maculatura.
Plegadora
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 16

KBA C16 | 17
Puntos destacados de P3:• Manejo en la salida de plegado mediante
pantalla táctil• La pantalla táctil se puede utilizar como
puesto de mando con todas sus funciones• Sólo un tercer plegado hasta 65.000 rev./h• Regulación del producto inteligente y
patentada• Tensión neumática de las cintas con
freno de retención• Poco mantenimiento y fácil manejo
Las plegadoras P3 sólo requieren un tercerplegado y esto hasta 65.000 ejemplares/h,lo que es posible gracias a recorridos decinta cortos y vías de cintas anchas quegarantizan un transporte del productomuy silencioso. La regulación inteligentedel producto en el tercer plegado garanti-za que el plegado se realice sin proble-mas. Es fácil de manejar y no requiereintervenciones manuales. De este modo selogran condiciones de producción cons-tantes independientemente del operario.
El producto se frena de forma eficiente ycon apenas desgaste y, ya durante la fasede frenado, se coloca exactamente en ladirección de plegado y se orienta. La
regulación de producto totalmente auto-mática de nuevo desarrollo trabaja demanera autoajustable. Es muy fiable inde-pendientemente de la velocidad de pro-ducción y del grosor del producto. De estemodo, se obtienen resultados de plegadoconstantes, incluso con oscilaciones de lavelocidad.
El sistema de cintas neumáticas evita deforma efectiva el alargamiento de las cin-tas y garantiza cintas tensadas de maneraconstante. El desgaste y los ciclos demantenimiento se reducen considerable-mente. Además, es posible influir en latensión de las cintas incluso durante laproducción.
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 17
18 | KBA C16
a II
I
II
I
II
I
II
I
II
I
e
b
c
d
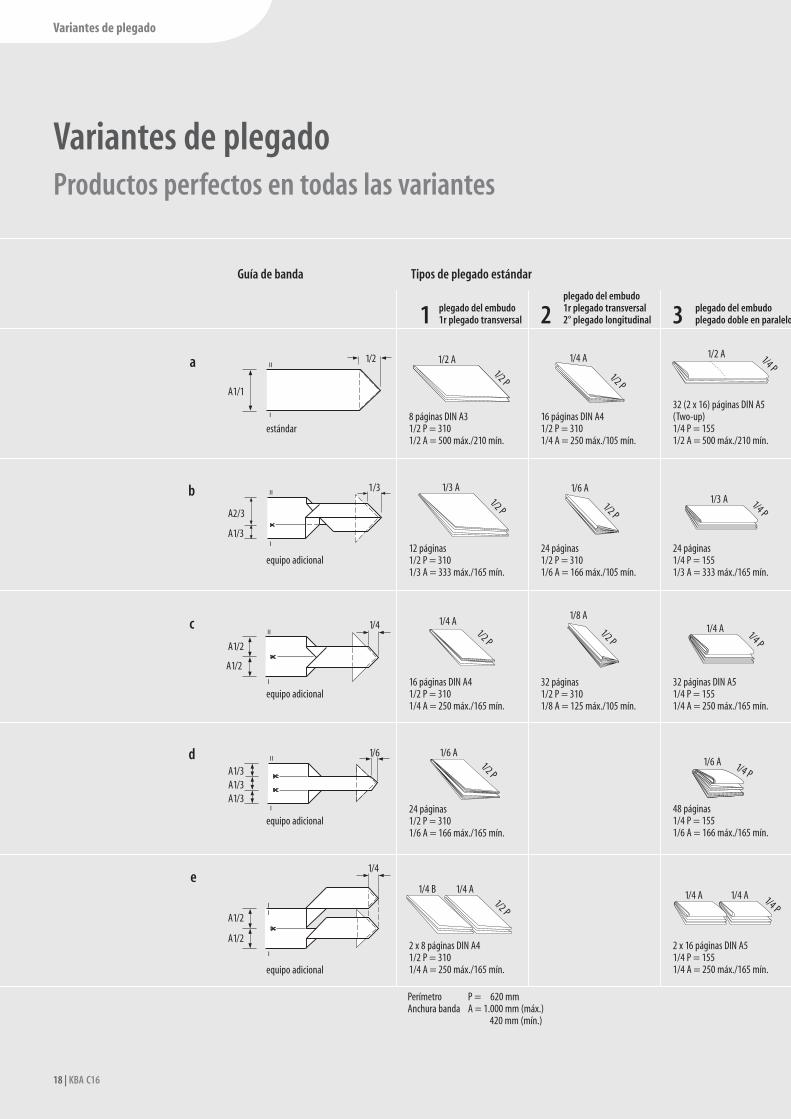
Variantes de plegadoProductos perfectos en todas las variantes
A1/3
1/4 P
A1/3
A1/2
1/4
equipo adicional
1/6
equipo adicional
A1/2
1/4
A1/2
1/4 B
1/2 P
1/4 A 1/4 A 1/4 P1/4 A
1/6 A 1/4 P
1/4 A
1/2 P
1/8 A
1/2 P
1/4 A
1/2 P
1/3 A
1/2 P
equipo adicional
A2/3
1/3
A1/3
A1/1
1/2 1/2 A
1/2 P
equipo adicional
2 x 8 páginas DIN A41/2 P = 3101/4 A = 250 máx./165 mín.
Perímetro P = 620 mm Anchura banda A = 1.000 mm (máx.)
420 mm (mín.)
A1/3
A1/2
32 páginas DIN A51/4 P = 1551/4 A = 250 máx./165 mín.
16 páginas DIN A41/2 P = 3101/4 A = 250 máx./165 mín.
32 páginas1/2 P = 3101/8 A = 125 máx./105 mín.
24 páginas1/2 P = 3101/6 A = 166 máx./165 mín.
1/6 A
1/2 P
1/4 A
1/2 A 1/4 P
1/6 A
1/2 P
1/3 A 1/4 P
plegado del embudoplegado del embudo 1r plegado transversal plegado del embudo1 1r plegado transversal 2 2° plegado longitudinal 3 plegado doble en paralelo
48 páginas1/4 P = 1551/6 A = 166 máx./165 mín.
2 x 16 páginas DIN A51/4 P = 1551/4 A = 250 máx./165 mín.
estándar8 páginas DIN A31/2 P = 3101/2 A = 500 máx./210 mín.
16 páginas DIN A41/2 P = 3101/4 A = 250 máx./105 mín.
32 (2 x 16) páginas DIN A5 (Two-up) 1/4 P = 1551/2 A = 500 máx./210 mín.
24 páginas1/4 P = 1551/3 A = 333 máx./165 mín.
12 páginas1/2 P = 3101/3 A = 333 máx./165 mín.
24 páginas1/2 P = 3101/6 A = 166 máx./105 mín.
Guía de banda Tipos de plegado estándar
Variantes de plegado
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 18
KBA C16 | 19
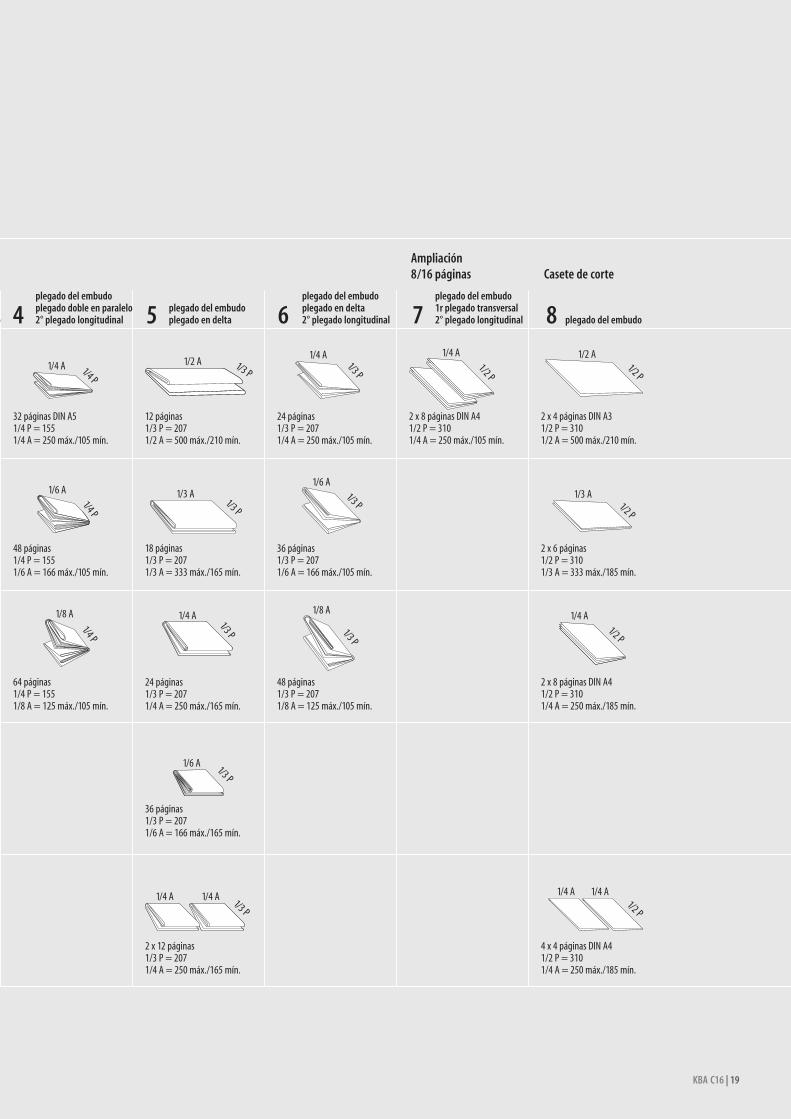
1/4 A
1/8 A
P
1/6 A 1/3 P2 x 6 páginas 1/2 P = 3101/3 A = 333 máx./185 mín.
1/3 A1/2 P
1/2 A 1/3 P
1/4 A 1/3 P1/4 A 1/2 P
1/4 A
1/8 A
1/3 P
1/4 A
1/3 P
64 páginas1/4 P = 1551/8 A = 125 máx./105 mín.
1/4 P
1/4 A
1/3 P
1/4 A 1/4 P
1/6 A
1/4 P
1/6 A1/3 P
1/3 A1/3 P
2 x 8 páginas DIN A41/2 P = 3101/4 A = 250 máx./185 mín.
1/4 A1/2 P
1/2 A
1/2 P
1/4 A
1/2 Pplegado del embudo plegado del embudo plegado del embudoplegado doble en paralelo plegado del embudo plegado en delta 1r plegado transversal
elo 4 2° plegado longitudinal 5 plegado en delta 6 2° plegado longitudinal 7 2° plegado longitudinal 8 plegado del embudo
2 x 8 páginas DIN A41/2 P = 3101/4 A = 250 máx./105 mín.
2 x 4 páginas DIN A31/2 P = 3101/2 A = 500 máx./210 mín.
36 páginas1/3 P = 2071/6 A = 166 máx./105 mín.
18 páginas1/3 P = 2071/3 A = 333 máx./165 mín.
4 x 4 páginas DIN A41/2 P = 3101/4 A = 250 máx./185 mín.
48 páginas1/3 P = 2071/8 A = 125 máx./105 mín.
24 páginas1/3 P = 2071/4 A = 250 máx./165 mín.
36 páginas1/3 P = 2071/6 A = 166 máx./165 mín.
2 x 12 páginas1/3 P = 2071/4 A = 250 máx./165 mín.
32 páginas DIN A51/4 P = 1551/4 A = 250 máx./105 mín.
24 páginas1/3 P = 2071/4 A = 250 máx./105 mín.
12 páginas1/3 P = 2071/2 A = 500 máx./210 mín.
48 páginas1/4 P = 1551/6 A = 166 máx./105 mín.
Ampliación8/16 páginas Casete de corte
KBA C16:Layout 1 31.03.2010 8:53 Uhr Seite 19
20 | KBA C16
OPERA
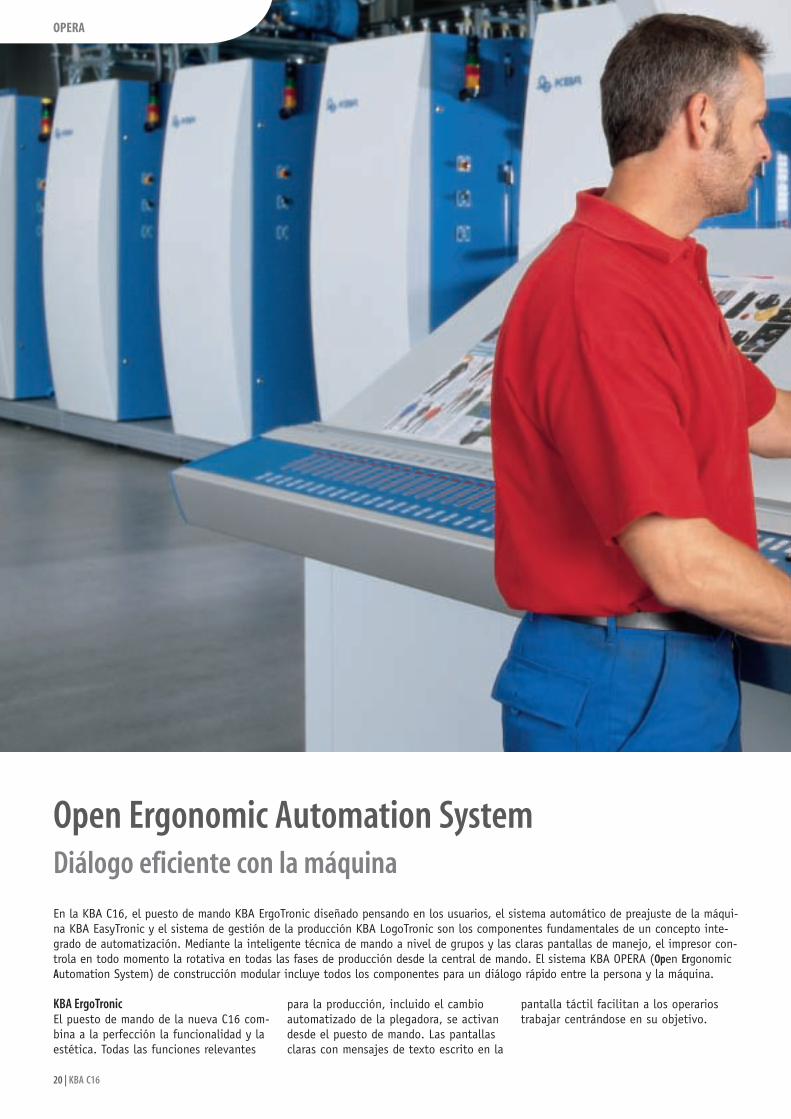
Open Ergonomic Automation System Diálogo eficiente con la máquina
En la KBA C16, el puesto de mando KBA ErgoTronic diseñado pensando en los usuarios, el sistema automático de preajuste de la máqui-na KBA EasyTronic y el sistema de gestión de la producción KBA LogoTronic son los componentes fundamentales de un concepto inte-grado de automatización. Mediante la inteligente técnica de mando a nivel de grupos y las claras pantallas de manejo, el impresor con-trola en todo momento la rotativa en todas las fases de producción desde la central de mando. El sistema KBA OPERA (Open ErgonomicAutomation System) de construcción modular incluye todos los componentes para un diálogo rápido entre la persona y la máquina.
KBA ErgoTronicEl puesto de mando de la nueva C16 com-bina a la perfección la funcionalidad y laestética. Todas las funciones relevantes
para la producción, incluido el cambioautomatizado de la plegadora, se activandesde el puesto de mando. Las pantallasclaras con mensajes de texto escrito en la
pantalla táctil facilitan a los operariostrabajar centrándose en su objetivo.
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 20

KBA C16 | 21
KBA SupportOnline Los empleados de asistencia de KBA estándisponibles en todo momento a través dela línea directa de 24 horas para prestaruna ayuda rápida y eficiente. La C16 puedecomunicarse a través de la red o porInternet con el ordenador del Centro deAsistencia de KBA. En caso de que se pro-duzcan averías, en la mayoría de los casosse detectan rápidamente los motivos delas mismas permitiendo una ayuda rápida.
KBA ColorTronicEl pupitre ColorTronic es el puesto de tra-bajo central y permite el ajuste óptimodel color. El sistema de preajuste del color
forma parte del equipamiento estándar.Una ancha banda de diodos muestra elperfil de color regulado en cada caso, quepuede corregirse con gran rapidez.
KBA CIPLinkEl convertidor CIP3 CIPLink para la trans-ferencia de datos de la preimpresión formaparte de KBA LogoTronic. Los archivosCIP3 se leen en línea a través de la redlocal. Opcionalmente, también se puedenincorporar archivos CIP4.
KBA EasyTronicEl sistema automático de preajuste de lamáquina KBA EasyTronic aumenta la pro-
ductividad de la rotativa y permite almismo tiempo una considerable reducciónde la maculatura. Incluye, entre otros ele-mentos, una rápida aplicación de la ten-sión de banda, preajuste automático delsistema de corte, de las barras volteado-ras, de los cilindros de registro y delembudo al preparar un nuevo trabajo deimpresión, el lavado final según las nece-sidades de la producción o el preentinta-do definido. Opcionalmente, todos loscomponentes de la superestructura y de laplegadora se preajustan de acuerdo conlos datos de preimpresión. Pulsando unsolo botón se puede arrancar, ajustar ofinalizar la producción de forma óptima.
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 21
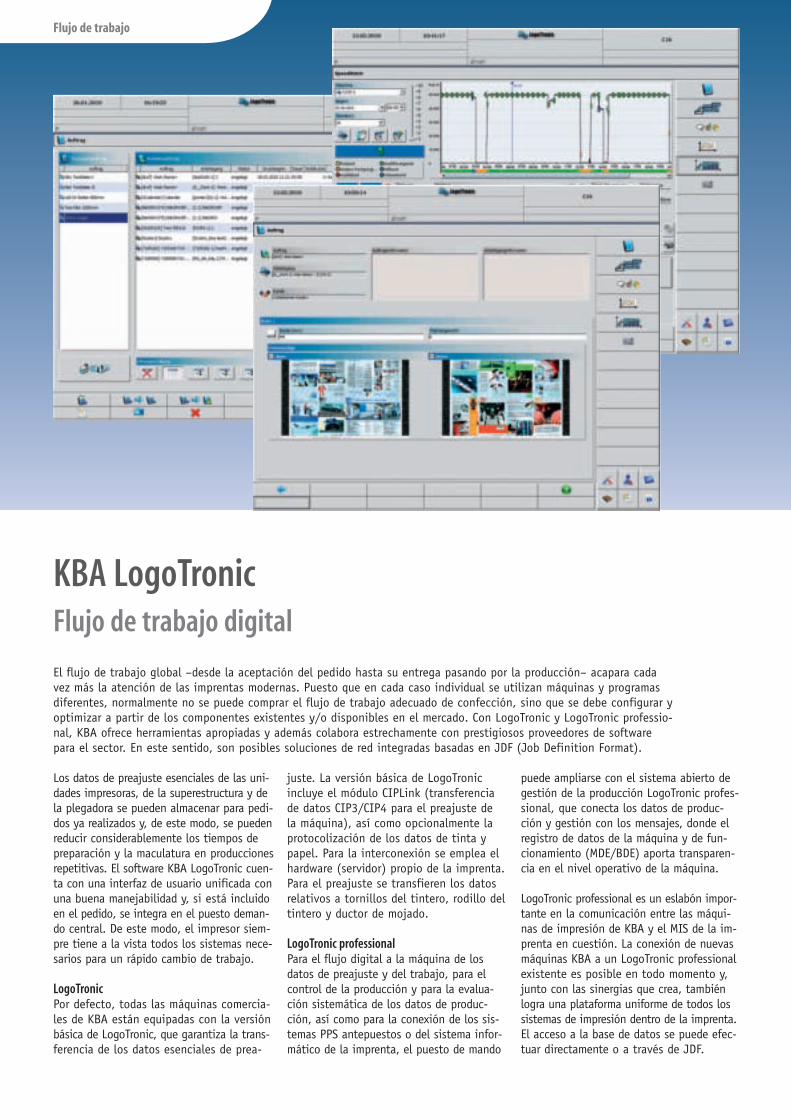
KBA LogoTronicFlujo de trabajo digital
Flujo de trabajo
El flujo de trabajo global –desde la aceptación del pedido hasta su entrega pasando por la producción– acapara cadavez más la atención de las imprentas modernas. Puesto que en cada caso individual se utilizan máquinas y programasdiferentes, normalmente no se puede comprar el flujo de trabajo adecuado de confección, sino que se debe configurar yoptimizar a partir de los componentes existentes y/o disponibles en el mercado. Con LogoTronic y LogoTronic professio-nal, KBA ofrece herramientas apropiadas y además colabora estrechamente con prestigiosos proveedores de softwarepara el sector. En este sentido, son posibles soluciones de red integradas basadas en JDF (Job Definition Format).
Los datos de preajuste esenciales de las uni -dades impresoras, de la superestructura y dela plegadora se pueden almacenar para pedi-dos ya realizados y, de este modo, se puedenreducir considerablemente los tiempos depreparación y la maculatura en produccionesrepetitivas. El software KBA Logo Tro nic cuen-ta con una interfaz de usuario unificada conuna buena manejabilidad y, si está incluidoen el pedido, se integra en el puesto deman - do central. De este modo, el impresor siem-pre tiene a la vista todos los sistemas nece-sarios para un rápido cambio de trabajo.
LogoTronic Por defecto, todas las máquinas comercia-les de KBA están equipadas con la versiónbásica de LogoTronic, que garantiza la trans-ferencia de los datos esenciales de prea-
juste. La versión básica de LogoTronicincluye el módulo CIPLink (transferenciade datos CIP3/CIP4 para el preajuste dela máquina), así como opcionalmente laprotocolización de los datos de tinta ypapel. Para la interconexión se emplea elhardware (servidor) propio de la imprenta.Para el preajuste se transfieren los datosrelativos a tornillos del tintero, rodillo deltintero y ductor de mojado.
LogoTronic professionalPara el flujo digital a la máquina de losdatos de preajuste y del trabajo, para elcontrol de la producción y para la evalua-ción sistemática de los datos de produc-ción, así como para la conexión de los sis-temas PPS antepuestos o del sistema infor-mático de la imprenta, el puesto de mando
puede ampliarse con el sistema abierto degestión de la producción Logo Tronic profes-sional, que conecta los datos de produc-ción y gestión con los mensajes, donde elregistro de datos de la máquina y de fun-cionamiento (MDE/BDE) aporta transparen-cia en el nivel operativo de la máquina.
LogoTronic professional es un eslabón impor -tante en la comunicación entre las máqui-nas de impresión de KBA y el MIS de la im -prenta en cuestión. La conexión de nuevasmáquinas KBA a un LogoTronic professionalexistente es posible en todo momento y,junto con las sinergias que crea, tambiénlogra una plataforma uniforme de todos lossistemas de impresión dentro de la im pren ta.El acceso a la base de datos se puede efec-tuar directamente o a través de JDF.
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 22
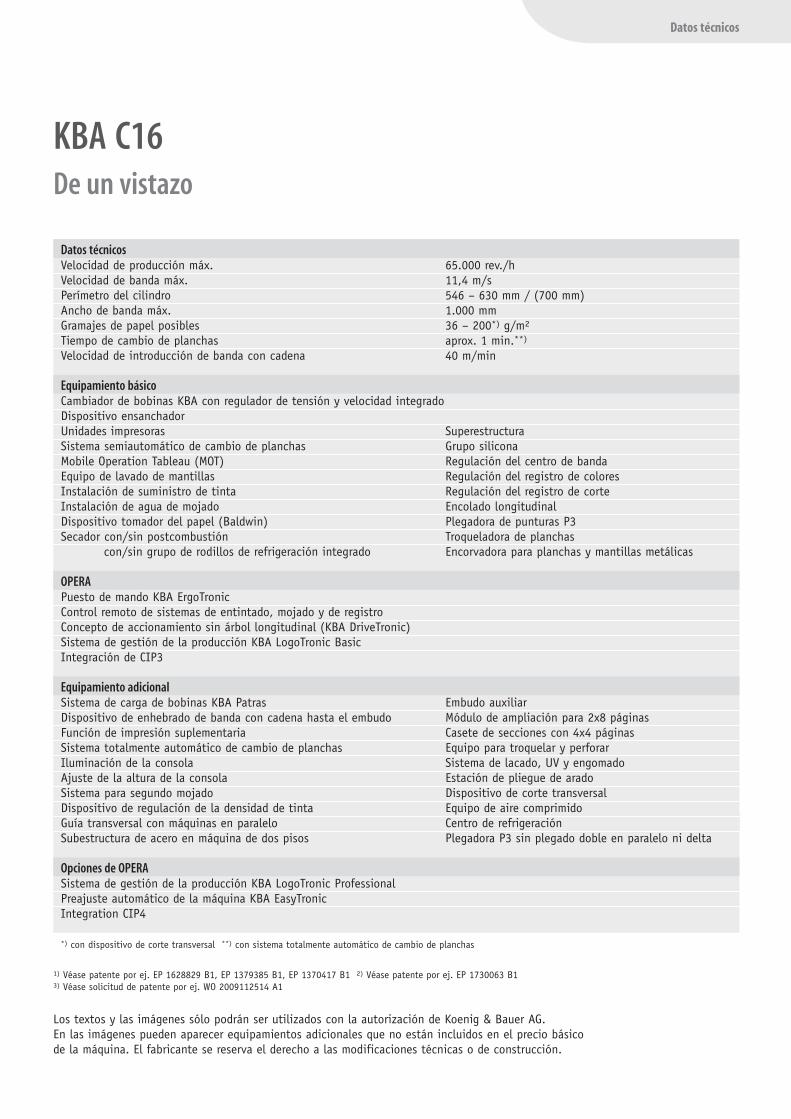
KBA C16De un vistazo
Los textos y las imágenes sólo podrán ser utilizados con la autorización de Koenig & Bauer AG. En las imágenes pueden aparecer equipamientos adicionales que no están incluidos en el precio básicode la máquina. El fabricante se reserva el derecho a las modificaciones técnicas o de construcción.
Datos técnicos
1) Véase patente por ej. EP 1628829 B1, EP 1379385 B1, EP 1370417 B1 2) Véase patente por ej. EP 1730063 B13) Véase solicitud de patente por ej. WO 2009112514 A1
Datos técnicosVelocidad de producción máx. Velocidad de banda máx. Perímetro del cilindro Ancho de banda máx.Gramajes de papel posiblesTiempo de cambio de planchas Velocidad de introducción de banda con cadena
Equipamiento básicoCambiador de bobinas KBA con regulador de tensión y velocidad integradoDispositivo ensanchadorUnidades impresorasSistema semiautomático de cambio de planchasMobile Operation Tableau (MOT)Equipo de lavado de mantillasInstalación de suministro de tintaInstalación de agua de mojadoDispositivo tomador del papel (Baldwin)Secador con/sin postcombustión
con/sin grupo de rodillos de refrigeración integrado
OPERAPuesto de mando KBA ErgoTronicControl remoto de sistemas de entintado, mojado y de registroConcepto de accionamiento sin árbol longitudinal (KBA DriveTronic)Sistema de gestión de la producción KBA LogoTronic BasicIntegración de CIP3
Equipamiento adicionalSistema de carga de bobinas KBA PatrasDispositivo de enhebrado de banda con cadena hasta el embudoFunción de impresión suplementariaSistema totalmente automático de cambio de planchasIluminación de la consolaAjuste de la altura de la consolaSistema para segundo mojadoDispositivo de regulación de la densidad de tintaGuía transversal con máquinas en paraleloSubestructura de acero en máquina de dos pisos
Opciones de OPERASistema de gestión de la producción KBA LogoTronic ProfessionalPreajuste automático de la máquina KBA EasyTronicIntegration CIP4
*) con dispositivo de corte transversal **) con sistema totalmente automático de cambio de planchas
65.000 rev./h11,4 m/s546 – 630 mm / (700 mm)1.000 mm36 – 200*) g/m2
aprox. 1 min.**)
40 m/min
SuperestructuraGrupo siliconaRegulación del centro de bandaRegulación del registro de coloresRegulación del registro de corteEncolado longitudinalPlegadora de punturas P3 Troqueladora de planchasEncorvadora para planchas y mantillas metálicas
Embudo auxiliarMódulo de ampliación para 2x8 páginas Casete de secciones con 4x4 páginasEquipo para troquelar y perforarSistema de lacado, UV y engomadoEstación de pliegue de aradoDispositivo de corte transversal Equipo de aire comprimidoCentro de refrigeraciónPlegadora P3 sin plegado doble en paralelo ni delta
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 23
KBA C16 de Koenig & Bauer AG
Para cualquier pregunta, diríjanse al Dpto. de Ventas:Koenig & Bauer AG Fábrica de WürzburgPostfach 60 60 97010 Würzburg, AlemaniaFriedrich-Koenig-Str. 497080 Würzburg, AlemaniaTeléfono +49 931 909-0Telefax +49 931 [email protected]/2010-sp. Printed in Germany
Nuestra representación:
KBA C16:Layout 1 30.03.2010 9:43 Uhr Seite 24
Recommended

















