Método RCM
Diseño del plan de mantenimiento
El método RCM
Introducción y conceptos fundamentales
• El método RCM (Reliability Centered Maintenance), o mantenimiento basado en la fiabilidad, es un método de amplia utilización para las necesidades de mantenimiento de cualquier tipo de activo físico en su entorno de operación. Otra definición:
• Método que identifica las funciones de un sistema, la forma en que esas funciones pueden fallar y que establece a priori tareas de mantenimiento preventivo aplicables y efectivas basadas en consideraciones relacionadas con la seguridad y la economía del sistema
Razones por las cuales el método RCM es utilizado en la actualidad:
Fiabilidad de los sistemas (seguridad de las personas y las cosas) Toma en cuenta consideraciones medioambientales Necesidad de funcionamiento de una determinada instalación al máximo de capacidad de
manera continua Cuando no se dan estos supuestos, el RCM puede resultar un método de elevado coste
El método RCM genera un programa de mantenimiento preventivo
• Detectar los fallos tempranamente, para que así puedan ser subsanados rápidamente y con las mínimas interrupciones al funcionamiento del sistema.
• Eliminar las causas de algunos fallos antes de que tengan lugar
• Eliminar las causas de fallos antes de que tengan lugar mediante cambios en el diseño
• Identificar aquellos fallos que puedan producirse sin generar mermas en la seguridad del sistema
Desarrollo del RCM:
• Aviación comercial (comienzos de los años setenta)
Objetivo inicial: reducir los costos, los tiempos de indisponibilidad de las flotas por mantenimiento, reducir coste de mantenimiento, y mejorar la seguridad de vuelo
• Mantenimiento de aviones de combate
• Mantenimiento de centrales nucleares (comienzos de años ochenta)
• En la actualidad se ha aplicado a todo tipo de industrias: Minería, Plantas deproceso de la industria química, etc.
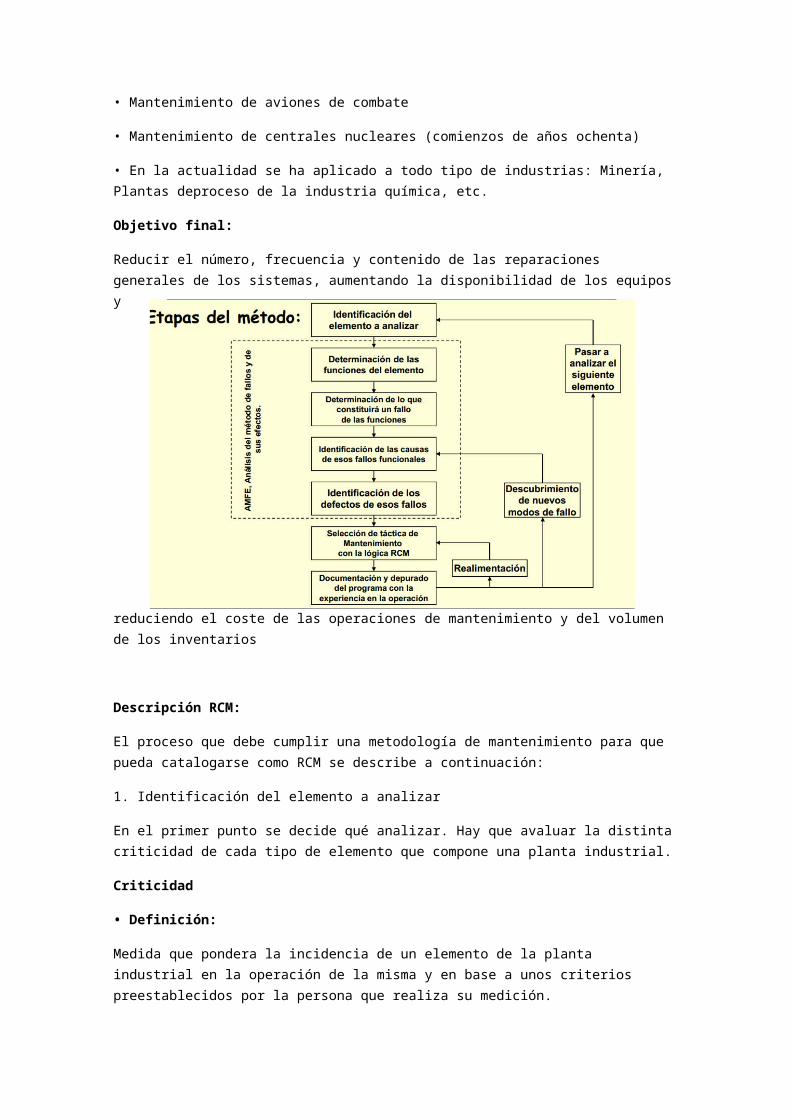
Objetivo final:
Reducir el número, frecuencia y contenido de las reparaciones generales de los sistemas, aumentando la disponibilidad de los equipos y reduciendo el coste de las operaciones de mantenimiento y del volumen de los inventarios
Descripción RCM:
El proceso que debe cumplir una metodología de mantenimiento para que pueda catalogarse como RCM se describe a continuación:
1. Identificación del elemento a analizar
En el primer punto se decide qué analizar. Hay que avaluar la distinta criticidad de cada tipo de elemento que compone una planta industrial.
Criticidad
• Definición:
Medida que pondera la incidencia de un elemento de la planta industrial en la operación de la misma y en base a unos criterios preestablecidos por la persona que realiza su medición.
Criticidad de los elementos:
Los elementos que componen una planta tienen un impacto diferente en aspectos como:
• La seguridad de las personas
• La seguridad del medio ambiente
• La incidencia de la eficacia del proceso de producción
• Calidad del producto
• Coste de producción
• Coste de recursos para mantenimiento
• Imagen de la compañía, etc.
Determinación parámetro criticidad:
Cada uno de los factores anteriores tiene su peso relativo, en base a esto se puede determinar la criticidad del elemento.
Pasos a seguir:
• Preparar un baremo de clasificación, selección de parámetros
• Preparar las escalas y rangos de medida de los parámetros
• Obtener la expresión matemática ponderada de parámetros
• Aplicar el baremo y obtener de lista ordenada de elementos
2–5. Analisis modal de fallos y los efectos de los mismos
Hay que señalar que éste debe incluir no sólo los fallos que hayan ocurrido al elemento, sino el conjunto de los fallos posibles, que pueden ser entonces prevenidos en su totalidad.
Para cada elemento será entonces necesario clasificar sus fallos posibles, teniendo en cuenta los posibles fallos ocultos y en función de las consecuencias que éstos tengan en la seguridad , el medio ambiente, la producción y el mantenimiento
6. Selección de táctica de Mantenimiento con la lógica RCM
• Aplicación a cada modo de fallo de la lógica RCM
• La naturaleza aleatoria de los fallos nos hace en primer lugar preguntarnos si en determinadas ocasiones es posible mantener el sistema en funcionamiento una vez detectado el problema. En muchas
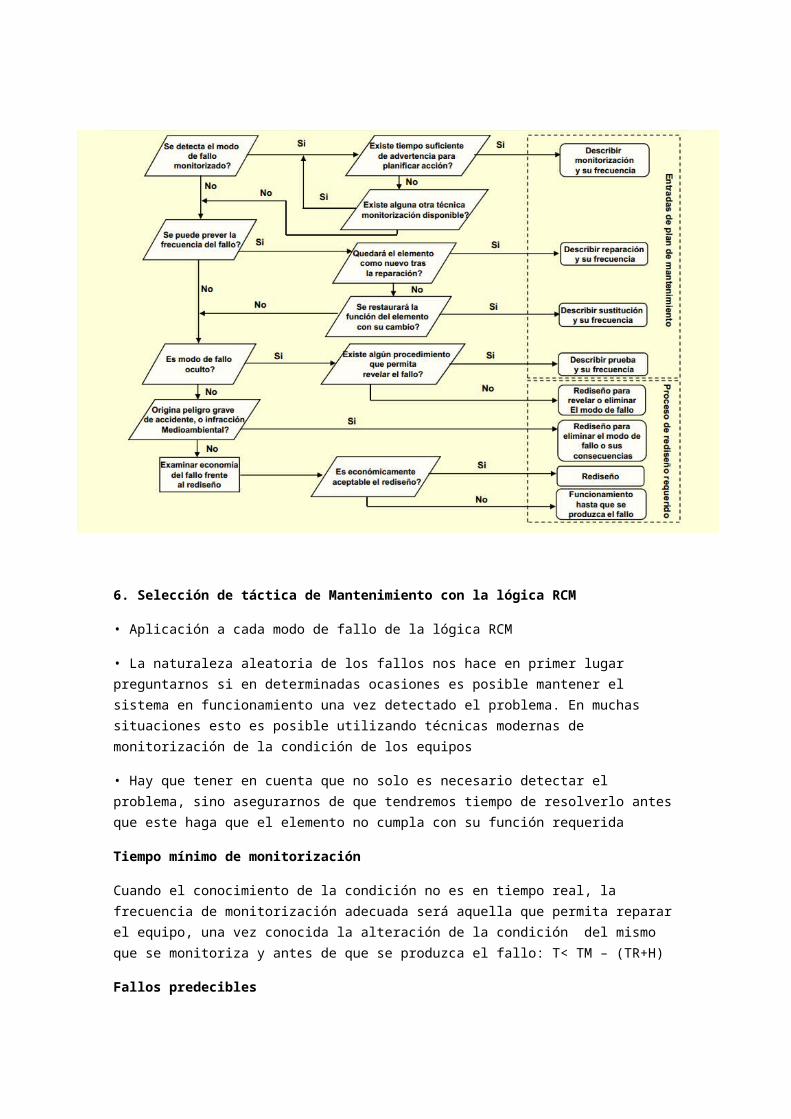
situaciones esto es posible utilizando técnicas modernas de monitorización de la condición de los equipos
• Hay que tener en cuenta que no solo es necesario detectar el problema, sino asegurarnos de que tendremos tiempo de resolverlo antes que este haga que el elemento no cumpla con su función requerida
Tiempo mínimo de monitorización
Cuando el conocimiento de la condición no es en tiempo real, la frecuencia de monitorización adecuada será aquella que permita reparar el equipo, una vez conocida la alteración de la condición del mismo que se monitoriza y antes de que se produzca el fallo: T< TM – (TR+H)
Fallos predecibles
Cuando no puede físicamente monitorizarse el equipo o la monitorización no ofrece garantías para la posible reparación a tiempo del problema o donde simplemente la monitorización no resulta económicamente conveniente.
En este caso estamos en presencia de modos de fallo altamente predecibles (Ej.: correa de distribución)
Se necesita la existencia de una historia adecuada de los fallos en cuestión
Fallos ocultos: Cuando los fallos son ocultos existe una dificultad añadida, puesto que ni podemos
monitorizar la condición, ni tampoco tendrá sentido la sustitución periódica de elementos. En estos casos existe la posibilidad de realizar alguna prueba al elemento para Determinar sus condiciones de funcionamiento (esto se hace con los sistemas de seguridad y emergencia)
7. Documentación y depurado del programa con la experiencia en la operaciónDocumento que recogerá en conjunto de tareas agrupadas por frecuencias, técnica a emplear, localización , etc.., a realizar a cada uno de los elementos en cuestión.En cada planta existirán numerosos sistemas, con gran número de equipos que tendrán diversas funciones cada uno y para cada función existirán distintos modos posibles de fallo con distintos efectos y consecuencias, finalmente para eliminar la causa de cada modo de fallo existirá una tarea de mantenimiento. La elaboración del documento final será por tanto un proceso que consumirá tiempo y un buen número de recursos del departamento de mantenimiento.
Caso práctico de aplicación de lógica
RCM a una planta de proceso ( ) acero
La producción de acero es un proceso continuo, el mantenimiento preventivo juega en este tipo de industria un papel relevante
Partes principales:
• Planta de fundición de acero
• Trenes de laminación
Equipos principales de planta de
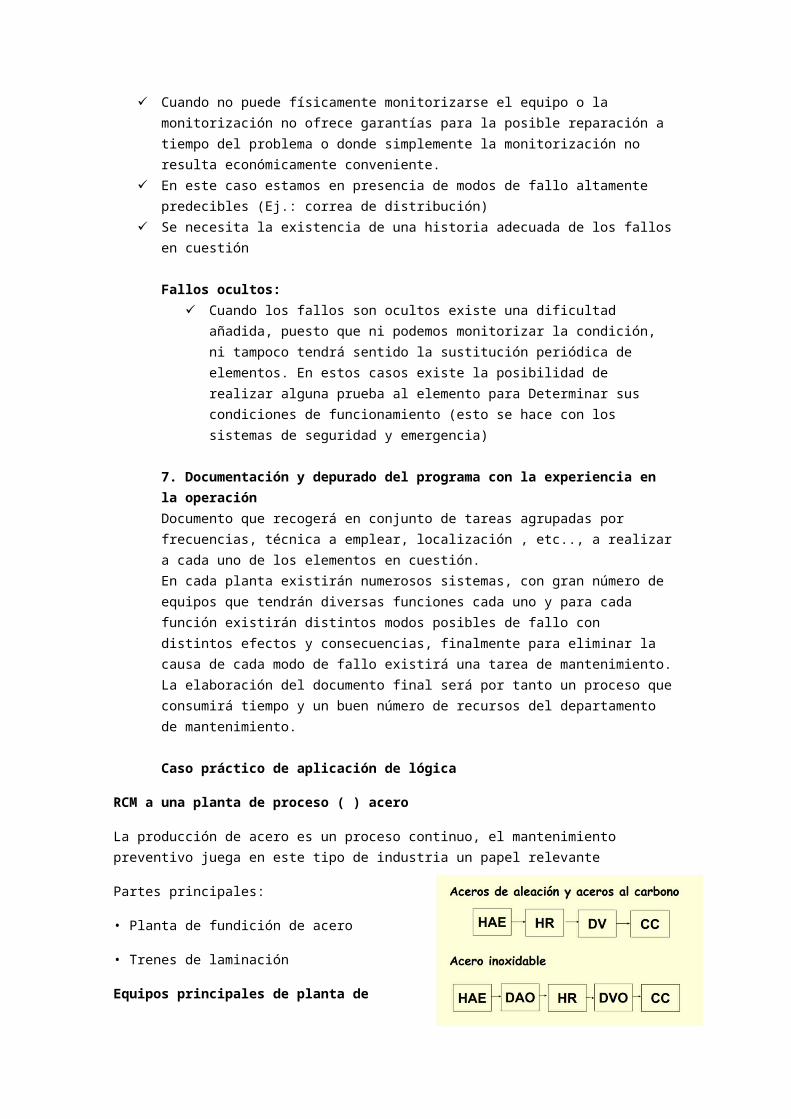
Fundición de acero:
Horno de arco eléctrico (HAE) Horno de refinado (HR) Descarburizador Argón-Oxígeno (DAO) Degasificador al vacío (DV) Descarburizador vacío-Oxígeno (DVO) Colada continua (CC)
Estudio previo de la planta:
• 40 % Costos de mantenimiento preventivo y correctivo estaban concentrados en el horno de arco eléctrico (HOE)
• Obtención de datos históricos de los fallos de cada equipo, los tiempos de parada y consumo de recursos
La
información presentada en el cuadro
Anterior es para la obtención de las funciones específicas de cada elemento del horno y los fallas funcionales posibles
Se debe realizar un análisis de cada modo de fallo y de sus efectos (AMFE)
Selección de tareas de mantenimiento
• La selección de tareas de mantenimiento se presentan en la siguiente tabla, dondese consideran los fallos más importantes, junto con una clasificación de los fallos de acuerdo a que suponganA) una pérdida de eficiencia marginal B) un elevado coste C) una serie de daños secundarios
Recommended