Embed Size (px)
DESCRIPTION
REPORTTT
Citation preview

PENGENALAN
INJECTON MOULDING
-MESIN SUNTIKAN ADALAH SEBUAH MESIN YANG DIGUNAKAN UNTUK
MENGELUARKAN
PRODUK PLASTIK YANG DIBENTUK OLEH ACUAN (MOULD).SELAIN ITU,
SUNTIKAN ACUAN ADALAH PROSES PEMBUATAN UNTUK
MENGHASILKAN BAHAGIN-BAHAGIAN DARI KEDUA-DUA TERMOPLASTIK
DAN THERMOSETTING BAHAN PLASTIK. BAHAN DIMASUKKAN KE BARREL
DIPANASKAN, DICAMPUR, DAN MEMAKSA KE RONGGA CETAKAN MANA
MENYEJUK DAN MENGERAS PADA KONGFIGURASI RONGGA CETAKAN.

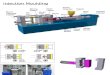
EQUIPMENT OF INJECTION MOULDING

PROSES ASAS
LEBURAN ATAU ‘PLASTICISED’ PLASTIK DI SUNTIK ATAU DIPAKSA KE
DALAM ACUAN DI MANA IA DI SIMPAN SEHINGGA DIKELUARKAN DALAM
KEADAAN PEPEJAL DAN MENYERUPAI KAVITI ACUAN YANG DIGUNAKAN
ACUAN MUNGKIN TERDIRI DARI SATU KAVITI ATAU BANYAK KAVITI
(MULTI CAVITY) YANG BERBENTUK SAMA ATAU BERLAINAN, SETIAP
SATU DISAMBUNGKAN DENGAN ‘CHANNEL’ ALIRAN ATAU ‘RUNNERS’
YANG MENGARAHKAN LEBURAN KE DALAM SETIAP KAVITI
PROSES INI ADALAH SALAH SATU KAEDAH YANG PALING EKONOMIK
UNTUK PENGELUARAN PRODUK SECARA BESAR-BESARAN

SPRU, “RUNNER”, PINTU DAN KAVITI
• TERDAPAT EMPAT (4) OPERASI ASAS:
MENINGKATKAN SUHU PLASTIK KE SUATU TAHAP IA AKAN MENGALIR DI
BAWAH TEKANAN – PEMANASAN DAN PENCAMPURAN SECARA
SERENTAK – MENGHASILKAN LEBURAN YANG SERAGAM SUHU DAN
KELIKATAN. KESELURUHAN PROSES INI DIPANGGIL ‘PLASTICATION’
ATAU ‘PLASTICIZING’
• MEMBOLEHKAN LEBURAN PLASTIK MEMBEKU DALAM ACUAN YANG
DITUTUP. LEBURAN PLASTIK DARI SILINDER SUNTIKAN DIPINDAHKAN
MELALUI BEBERAPA ‘CHANNEL’ ALIRAN (RUNNER) KE DALAM KAVITI
• PENYEJUKAN
• MEMBUKA ACUAN UNTUK MENOLAK KELUAR (EJECTION) PLASTIK YANG
TELAH MENJADI PEPEJAL DENGAN CARA MENGELUARKAN HABA DARI
LEBURAN
• OPERASI TADI AKAN MENENTUKAN PRODUKTIVITI KERANA KELAJUAN
PENGELUARAN BERGANTUNG PADA BERAPA CEPAT PLASTIK
DILEBURKAN, BERAPA CEPAT IA BOLEH DISUNTIK DAN BERAPA LAMA
MASA UNTUK MENYEJUKKANNYA DALAM ACUAN – PUSINGAN
PENYUNTIKAN

KOMPONEN ASAS UNTUK SISTEM PENGACUANAN SUNTIKAN:
1 .PENYEBATIAN
2. PENGERINGAN
3. PENYUAPAN
4. PEMETERAN
5. PLASTICATION (PELEBURAN)
6. PENYUNTIKAN
7. PENYEJUKAN
8. PENOLAKAN KELUAR (EJECTION)

URUTAN PERGERAKAN MEKANIKAL UMUM SEMASA PEMPROSESAN:
-PENGAPIT (ACUAN) DITUTUP

-RAM PENYUNTIKAN BERGERAK KE DEPAN UNTUK MENYUNTIK LEBURAN

-SKRU MENGEPAM KE BELAKANG APABILA LEBURAN SEJUK DALAM
ACUAN
-SKRU BERHENTI BERPUTAR DAN PENGAPIT DIBUKA

-PLASTIK TERACUAN DITOLAK KELUAR DARI ACUAN
INJECTION MOULDING MATERIAL
-ACRYLONITRILE-BUTADIENE-STYRENE ABS
-NYLON PA
-POLYCARBONATE PC
-POLYPROPYLENE PP
-POLYSTYRENE GPPS

APPLICATIONS

MOULDING DEFECTS

- jetting
KELEBIHAN DAN KEBURUKAN PENGACUANAN SUNTIKAN
KELEBIHAN:
1. PRODUK BOLEH DIHASILKAN DENGAN PANTAS (KADAR PENGELUARAN
TINGGI).
2. KOS BURUH YANG RENDAH PER UNIT MESIN.
3. PRODUK TIDAK MEMERLUKAN ‘FINISHING’.
4. PERMUKAAN , WARNA DAN ‘FINISHING’ YANG BERLAINAN BOLEH
BOLEH DIHASILKAN.
5. UNTUK KEBANYAKAN REKABENTUK, PROSES INI ADALAH PALING

EKONOMI UNTUK DIHASILKAN.
KEBURUKAN:
1. INDUSTRI PLASTIK MEMPUNYAI KEUNTUNGAN YANG RENDAH.
2. KOS ACUAN SANGAT TINGGI.
3. MESIN DAN PERALATANNYA MAHAL.
4. KAWALAN PROSES MUNGKIN TIDAK BEGITU BAIK.
5. PERALATAN TIDAK KONSISTEN SEMASA BEROPERASI.
INJECTION MOULDING MATERIAL:
Polyester is used for clothing, in blankets and furniture, in mouse pads.
Furthermore, polyester is in vast industrial use, in conveyor belts, in fibres, in
ropes, in yarns, as well as in tyre reinforcements.
Other examples of thermoplastics are polypropylene, polystyrene, cellulose
acetate, PTFE (Teflon), nylon, polyketone, etc.
Polypropylene is also known as polypropene. It is used in packaging and
labelling, in textiles such as carpets and thermal underwear, stationery,

laboratory equipment, loudspeakers, polymer banknotes. It is resistant to a lot of
chemical solvents, acids and bases.
Polystyrene can be a thermoplastic or a thermoset. As a thermoplastic it is used
for disposable cutlery, CD and DVD cases, plastic models, smoke detector
housings, packaging materials, insulation, foam cups.
Cellulose acetate is used in photography, in adhesives, for eyeglasses frames,
and also as a synthetic fibre. Cigarette filtres and playing cards are also made of
it.
Teflon is mostly known as the non-stick coating of cookware. It is also used as a
lubricant to reduce friction and wear, as well as energy consumption in
machinery.
Nylon is a silk plastic, used to make fabrics, carpets, ropes, musical strings, and
bridal veils.
Polyketones are high performance thermoplastics which resist solvents, like
polypropylene; these thermoplastics have good mechanical properties.