Embed Size (px)
Citation preview
ENGRENAGENS
GERAL
INTRODUÇÃO
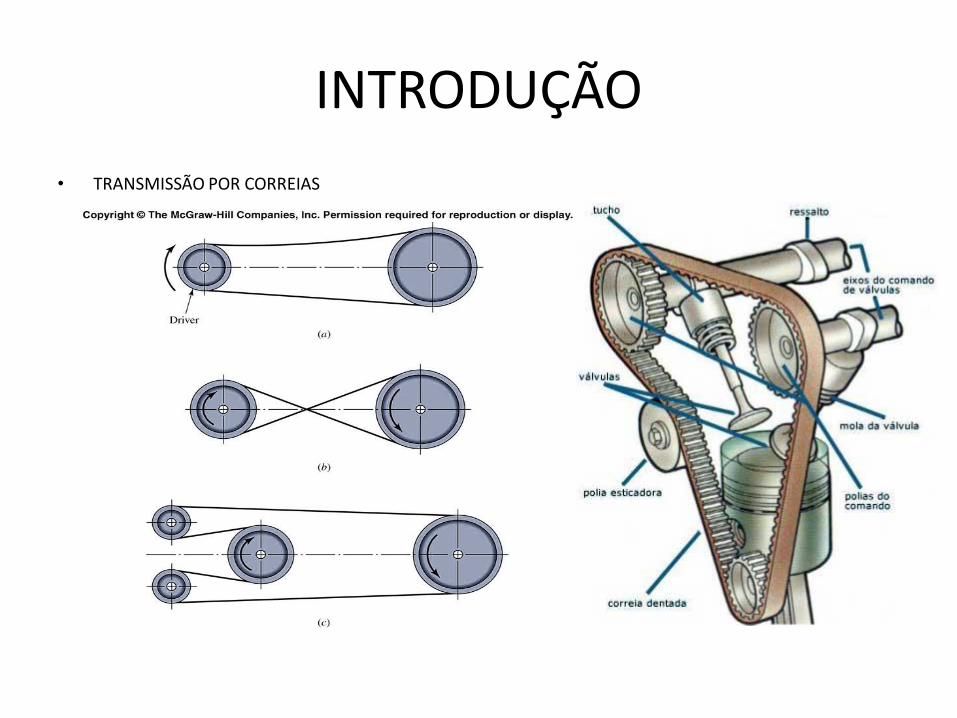
• Quando se deseja transmitir ou transferir potência ou movimento de um eixo rotativo para outro, existem muitas alternativas disponíveis para o projetista, incluindo correias planas, correias em V, correias dentadas sincronizadas, transmissões com correntes, transmissões com volantes de atrito e transmissões por engrenagens.
INTRODUÇÃO
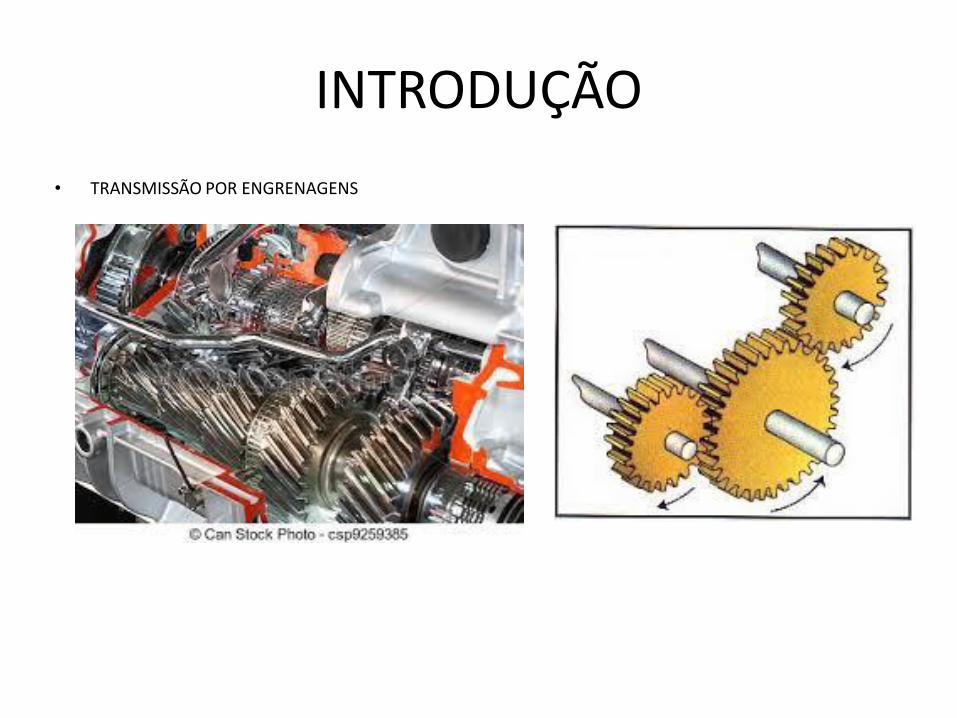
• TRANSMISSÃO POR ENGRENAGENS
INTRODUÇÃO
• Se o movimento uniforme, suave, livre de deslizamento, a alta velocidade, o peso reduzido, o sincronismo preciso, a elevada eficiência ou o projeto compacto são critérios importantes, a seleção de um sistema de engrenagens adequado irá, na maioria dos casos, satisfazer estes critérios de forma melhor de que as outras alternativas.
INTRODUÇÃO
• Por outro lado, as transmissões por correias e correntes são, normalmente, mais baratas e podem ser empregadas vantajosamente quando os eixos de entrada e de saída estão muito afastados.
INTRODUÇÃO
• As engrenagens estão presentes em quase tudo que tem partes giratórias. Motores e Transmissões, por exemplo, contêm muitas engrenagens.
INTRODUÇÃO
• As engrenagens são usadas em milhares de dispositivos mecânicos. Elas realizam várias tarefas importantes, mas a mais importante é que elas fornecem uma redução na transmissão em equipamentos motorizados.
INTRODUÇÃO
• Isso é essencial porque, freqüentemente, um pequeno motor girando muito rapidamente consegue fornecer energia suficiente para um dispositivo, mas não consegue dar o torque necessário.

INTRODUÇÃO
INTRODUÇÃO
• Por exemplo, uma chave de fenda elétrica tem uma redução de transmissão muito grande, porque precisa de muito torque para girar os parafusos, mas o motor só produz quantidade de torque pequena e velocidade alta. Com a redução de transmissão, a velocidade de saída pode ser diminuída e o torque, aumentado.
INTRODUÇÃO
• Mais uma coisa que as engrenagens fazem é ajustar a direção de rotação. Por exemplo, no diferencial existente entre as rodas traseiras do seu carro, a energia é transmitida por um eixo que passa pelo centro do carro, o que faz com que o diferencial tenha de "deslocar" essa energia em 90º, para aplicá-la sobre as rodas.

ESQUEMA DE TRANSMISSÃO
EXEMPLO DE APLICAÇÃO
• mecanismo de levantamento
• Na maioria dos carros, utiliza-se um mecanismo realmente simples para levantar o vidro e ao mesmo tempo mantê-lo nivelado. Um pequeno motor elétrico é ligado a uma engrenagem helicoidal (engrenagem sem fim) e a diversas outras engrenagens dentadas para criar uma grande redução de marcha, proporcionando torque suficiente para levantar o vidro.

MECANISMO DE LEVANTAMENTO
EXEMPLO DE APLICAÇÃO
• Os carros necessitam de transmissões devido à física do motor a explosão. Primeiramente, todo motor possui um limite, um valor de rpm máximo, acima do qual não consegue rodar sem explodir. Em segundo lugar, sabe-se que os motores possuem faixas estreitas de rpm e o cavalo de força e o torque estão no seu máximo.
EXEMPLO DE APLICAÇÃO
• Um motor, por exemplo, pode produzir seu máximo de cavalo de força a 5.500 rpm. A transmissão permite que a relação de transmissão entre o motor e as rodas de acionamento mude à medida que a velocidade do carro aumenta ou diminui. Trocam-se as marchas para que o motor mantenha-se abaixo do limite e próximo da faixa de rpm de sua melhor performance.

EXEMPLO DE APLICAÇÃO
• Mercedes-Benz Actros, transmissão manual
EXEMPLO DE APLICAÇÃO
• As engrenagens que compõem as marchas à frente são todas helicoidais, salvo raras exceções. Os dentes deste tipo de engrenagem são cortados em ângulo com sua face. Quando dois dentes em um sistema de engrenagem helicoidal se juntam, o contato se inicia em uma extremidade do dente e se desloca à medida que as engrenagens giram, até que os dois dentes estejam totalmente engrenados.
EXEMPLO DE APLICAÇÃO
• Este engate gradual faz as engrenagens helicoidais operarem de maneira mais suave e silenciosa que as engrenagens de dentes retos. Além disso, devido ao ângulo dos dentes desta engrenagem, mais dentes se encaixam ao mesmo tempo. Isso leva à distribuição da carga e reduz o esforço.
EXEMPLO DE APLICAÇÃO
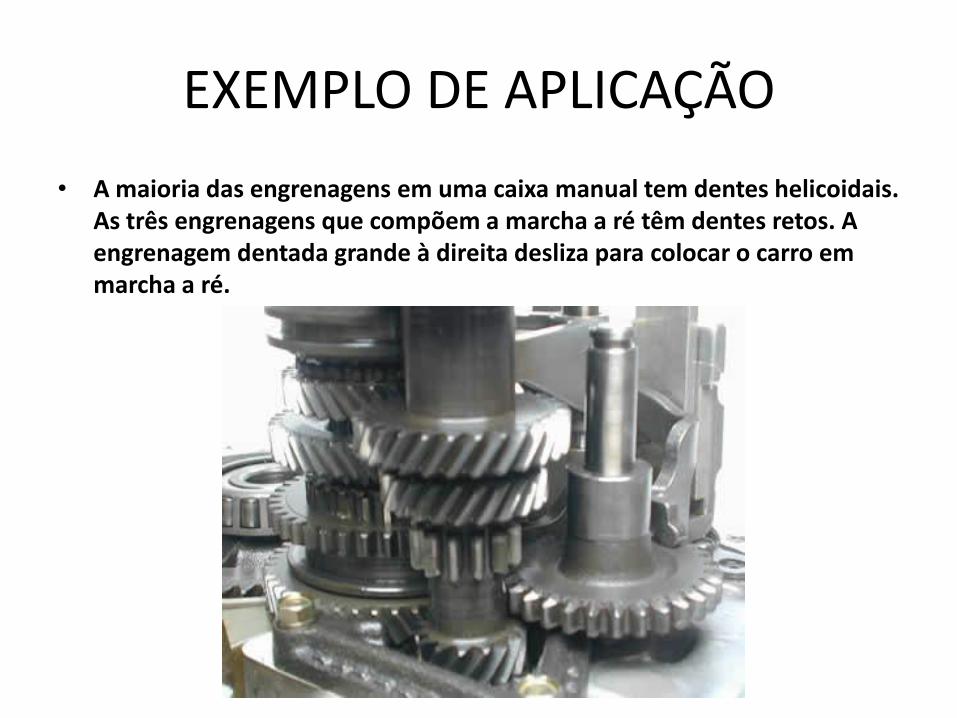
• A maioria das engrenagens em uma caixa manual tem dentes helicoidais. As três engrenagens que compõem a marcha a ré têm dentes retos. A engrenagem dentada grande à direita desliza para colocar o carro em marcha a ré.
CLASSIFICAÇÃO
a) Em relação à posição dos eixos de transmissão:
• ENGRENAGENS CILÍNDRICAS – Para eixos paralelos.
• ENGRENAGENS CÔNICAS – Para eixos concorrentes.
• ENGRENAGENS HELICOIDAIS – Para eixos paralelos e reversos
CLASSIFICAÇÃO
b) Em relação à tarefa ou destinação:
• Engrenagens de força ou de resistência que se destinam a transmitir forças elevadas, com pequenas velocidades e movimento continuo. Ex.: engrenagens para sarilhos, talhas ou guindastes.
CLASSIFICAÇÃO
• Engrenagens de trabalho ou de velocidade que se destinam a transmitir um trabalho contínuo com velocidade bastante elevada. Ex.: engrenagens para redutores de velocidades, câmbios, talhas, sarilhos e guindastes motorizados.
CLASSIFICAÇÃO
c) Em relação ao eixo do dente:
• ENGRENAGENS DE DENTES RETOS (paralelos ou inclinados)
• ENGRENAGENS DE DENTES HELICOIDAIS
CLASSIFICAÇÃO
d) Em relação ao perfil dos dentes:
• CICLOIDAIS
• EVOLVENTES
• ESPECIAIS
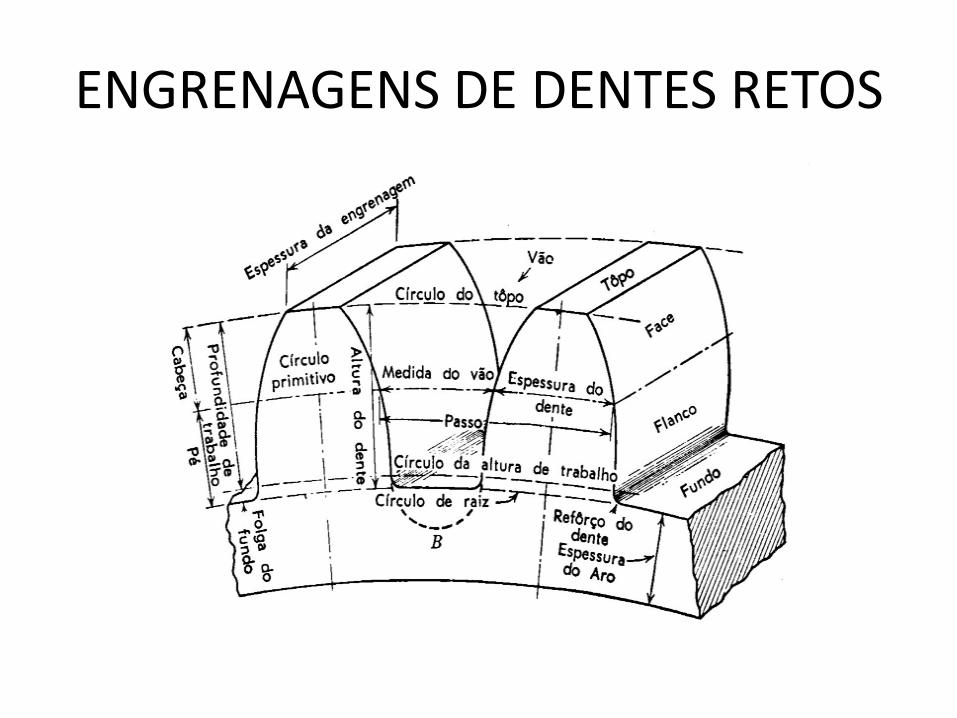
ENGRENAGENS DE DENTES RETOS
• Os dentes são dispostos paralelamente entre si em relação ao eixo. É o tipo mais comum de engrenagem e o de mais baixo custo. É usada em transmissão que requer mudança de posição das engrenagem em serviço, pois é fácil de engatar.

ENGRENAGENS DE DENTES RETOS

ENGRENAGENS DE DENTES RETOS
ENGRENAGENS DE DENTES RETOS
ENGRENAGENS DE DENTES RETOS
ENGRENAGENS HELICOIDAIS
• Os dentes são dispostos transversalmente em forma de hélice em relação ao eixo.
• São mais silenciosas que as engrenagens de dentes retos.

ENGRENAGENS HELICOIDAIS
• Serve para transmissão de eixos paralelos entre si e também para eixos que formam um ângulo qualquer entre si (normalmente 60 ou 90°).

ENGRENAGENS HELICOIDAIS
ENGRENAGENS HELICOIDAIS
• Os dentes nas engrenagens helicoidais são cortados em ângulo com a face da engrenagem. Quando dois dentes em um sistema de engrenagens helicoidais se acoplam, o contato se inicia em uma extremidade do dente e gradualmente aumenta à medida que as engrenagens giram, até que os dois dentes estejam totalmente acoplados.
ENGRENAGENS HELICOIDAIS
• Este engate gradual faz as engrenagens helicoidais operarem muito mais suave e silenciosamente que as engrenagens de dentes retos. Por isso, as engrenagens helicoidais são usadas na maioria das transmissões de carros.
ENGRENAGENS HELICOIDAIS
• Mercedes-Benz Classe C Sport Coupé, transmissão manual de 6 velocidades (ilustração gráfica).
ENGRENAGENS HELICOIDAIS
• Devido ao ângulo dos dentes de engrenagens helicoidais, elas criam um esforço sobre a engrenagem quando se unem. Equipamentos que usam esse tipo de engrenagem têm rolamentos capazes de suportar esse esforço (axial).
ENGRENAGENS HELICOIDAIS
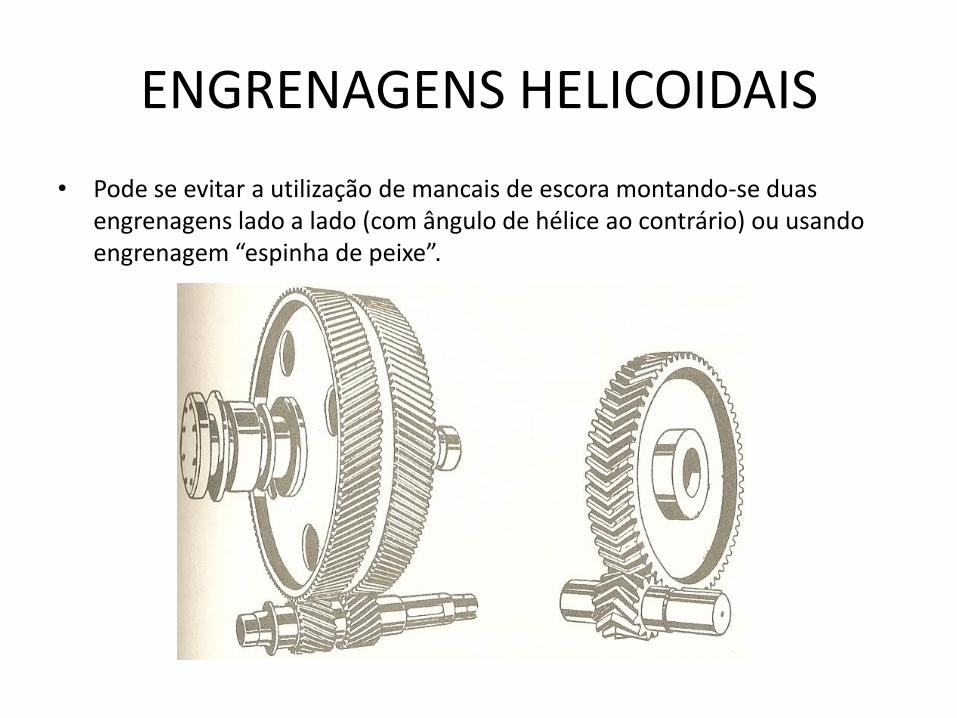
• Pode se evitar a utilização de mancais de escora montando-se duas engrenagens lado a lado (com ângulo de hélice ao contrário) ou usando engrenagem “espinha de peixe”.
ENGRENAGENS HELICOIDAIS
• Algo interessante sobre as engrenagens helicoidais é que se os ângulos dos dentes estiverem corretos, eles podem ser montados em eixos perpendiculares, ajustando o ângulo de rotação em 90º.
ENGRENAGENS HELICOIDAIS
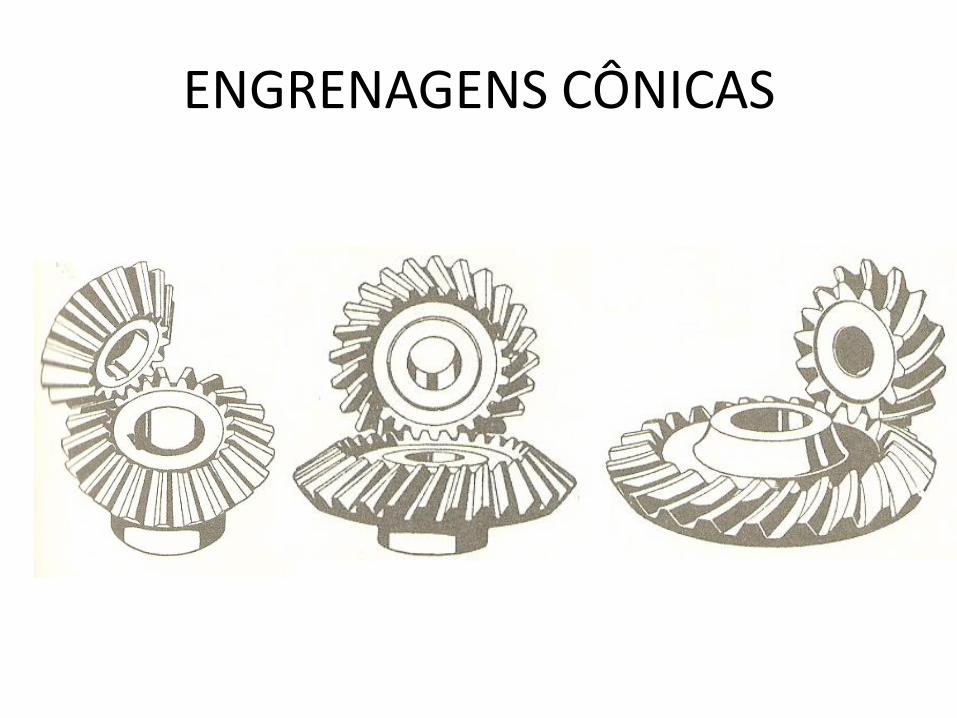
ENGRENAGENS CÔNICAS
• São empregadas quando as árvores se cruzam; o ângulo de interseção e geralmente 90°, podendo ser menor ou maior. Os dentes das rodas cônicas tem um formato também cônico, o que dificulta a sua fabricação, diminui a precisão e requer uma montagem precisa para o funcionamento adequado.
ENGRENAGENS CÔNICAS
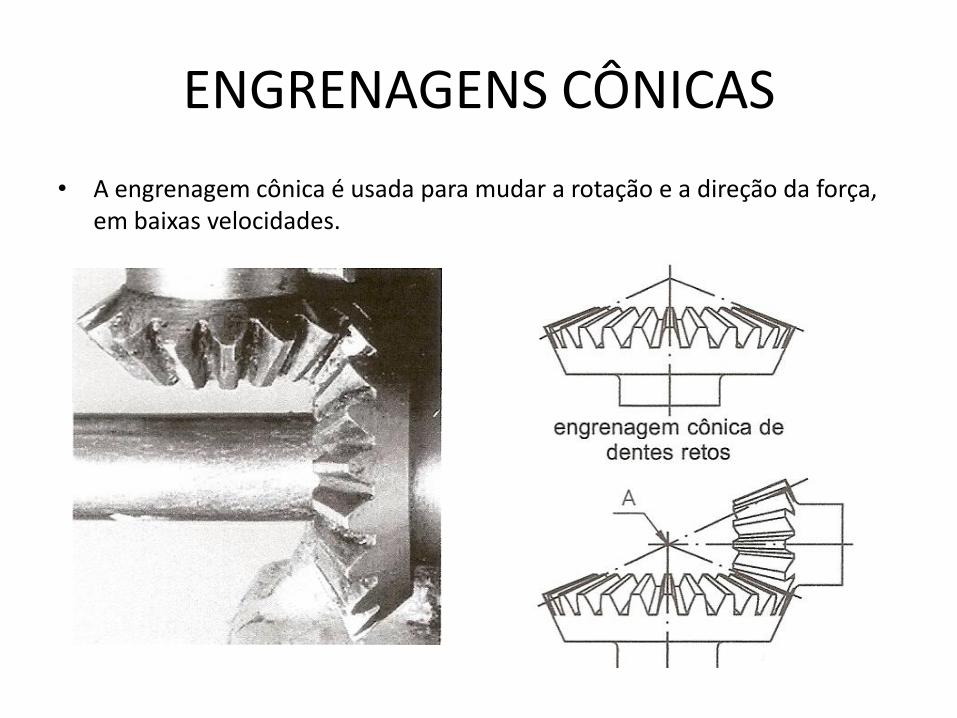
ENGRENAGENS CÔNICAS
• A engrenagem cônica é usada para mudar a rotação e a direção da força, em baixas velocidades.

APLICAÇÃO – FURADEIRA MANUAL
ENGRENAGENS CÔNICAS
DE DENTES RETOS• Os dentes são dispostos paralelamente entre si em
relação ao eixo. É o tipo mais comum de engrenagem e o de mais baixo custo. É usada em transmissão que requer mudança de posição das engrenagem em serviço, pois é fácil de engatar. É mais empregada na transmissão de baixa rotação do que na de alta rotação , por causa do ruído que produz.

ENGRENAGENS CÔNICAS
• DE DENTES RETOS
ENGRENAGENS CÔNICAS
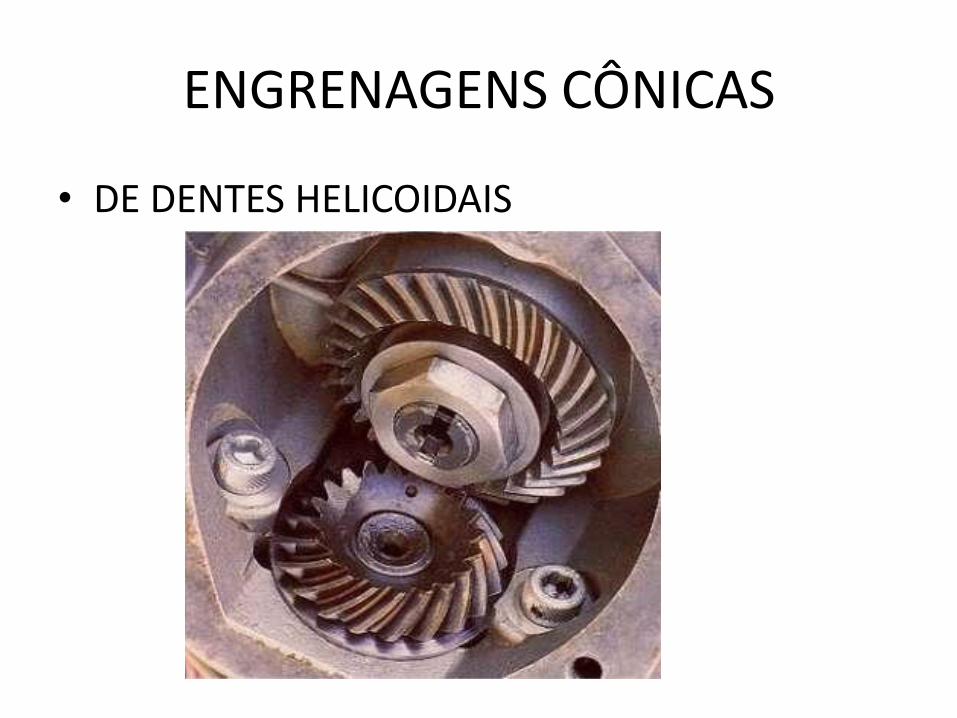
• DE DENTES HELICOIDAIS
ENGRENAGENS CÔNICAS
• Engrenagens hipóides
• As engrenagens hipóides são uma variedade de engrenagens cônicas em que, ao contrário das cónicas, os seus eixos não se cruzam. São empregadas para transmitir movimento e cargas elevadas entre eixos que não se cruzam.
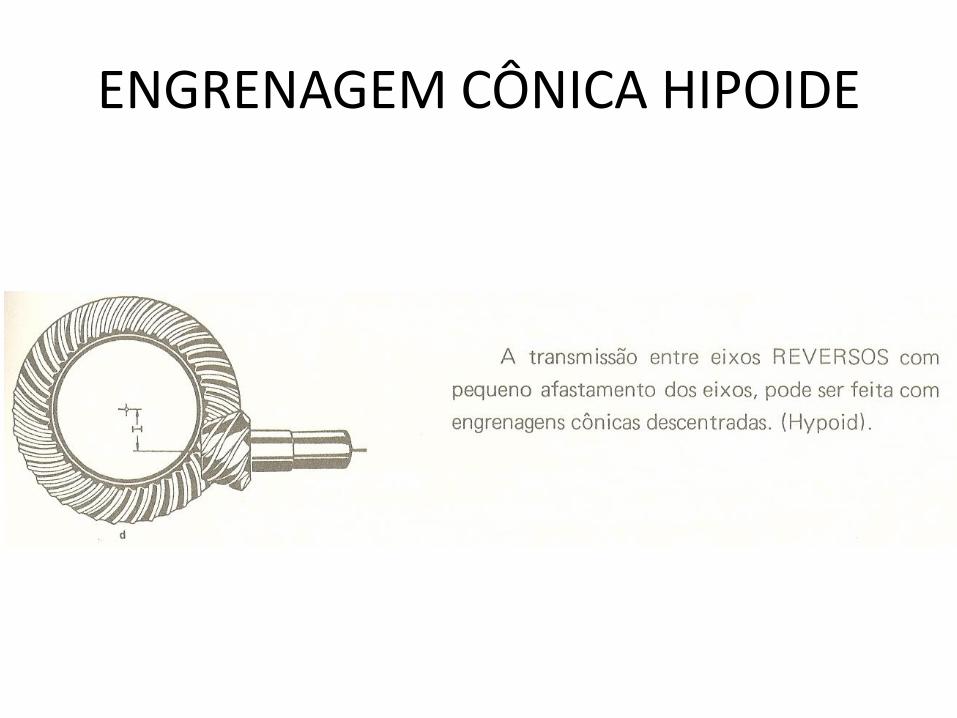
ENGRENAGEM CÔNICA HIPOIDE

DIFERENCIAL DE CAMINHÃO
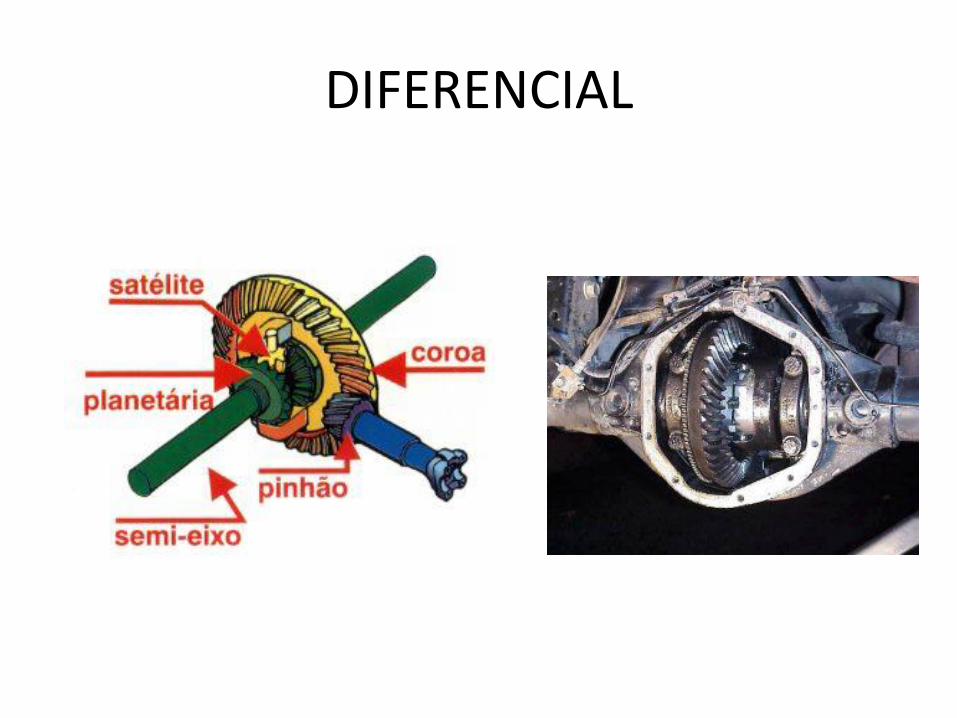
DIFERENCIAL
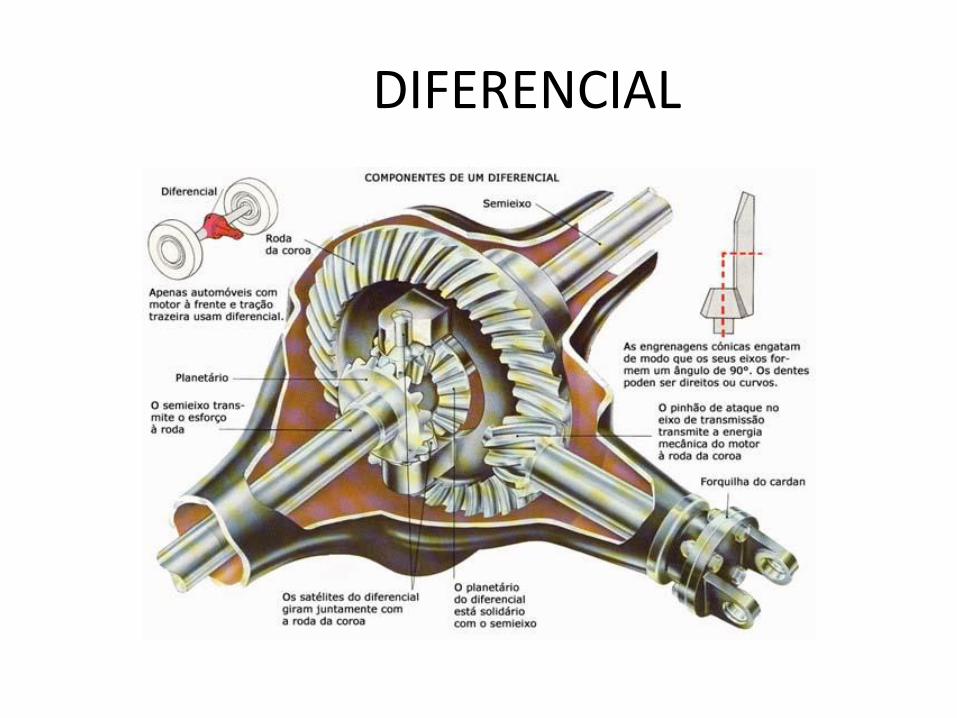
DIFERENCIAL
ENGRANAGEM CREMALHEIRA
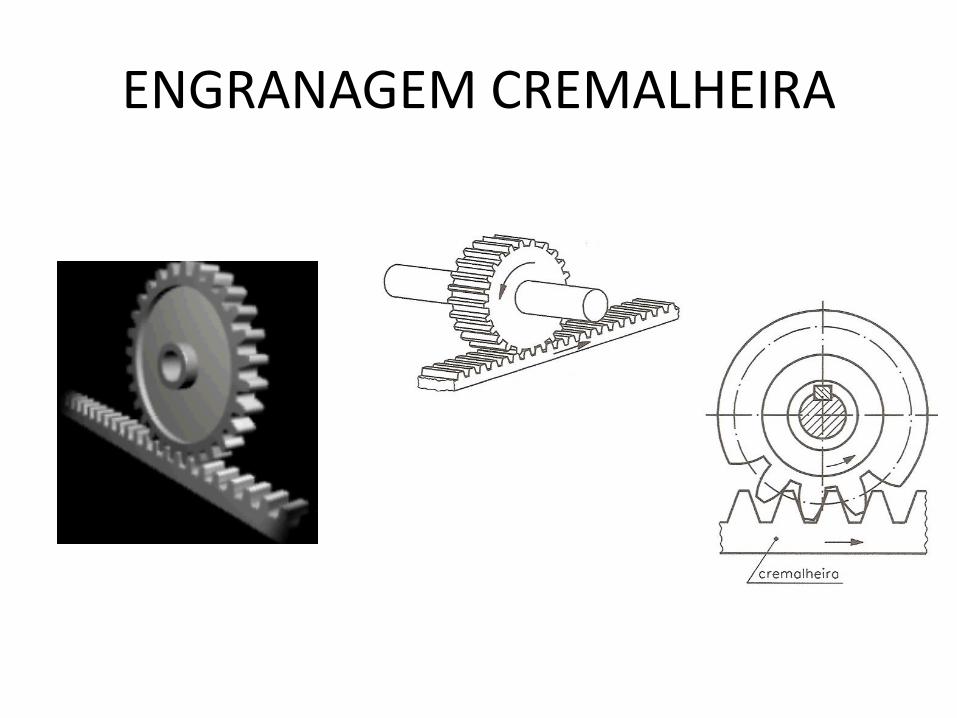
• Pinhão e cremalheira são usados para converter rotação em movimento linear. Um exemplo perfeito disso é o sistema de direção de muitos carros. O volante gira uma engrenagem que se une à cremalheira. Conforme a engrenagem gira, ela desliza a cremalheira para a direita ou para a esquerda, dependendo do lado para o qual está virando o volante.
ENGRANAGEM CREMALHEIRA
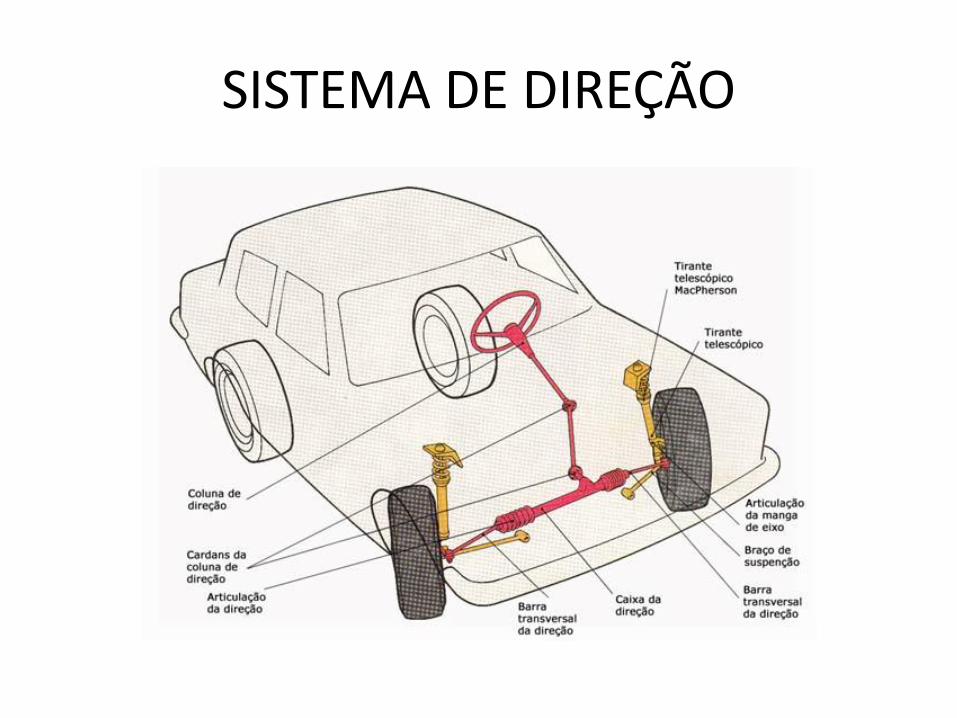
SISTEMA DE DIREÇÃO

CAIXA DE DIREÇÃO
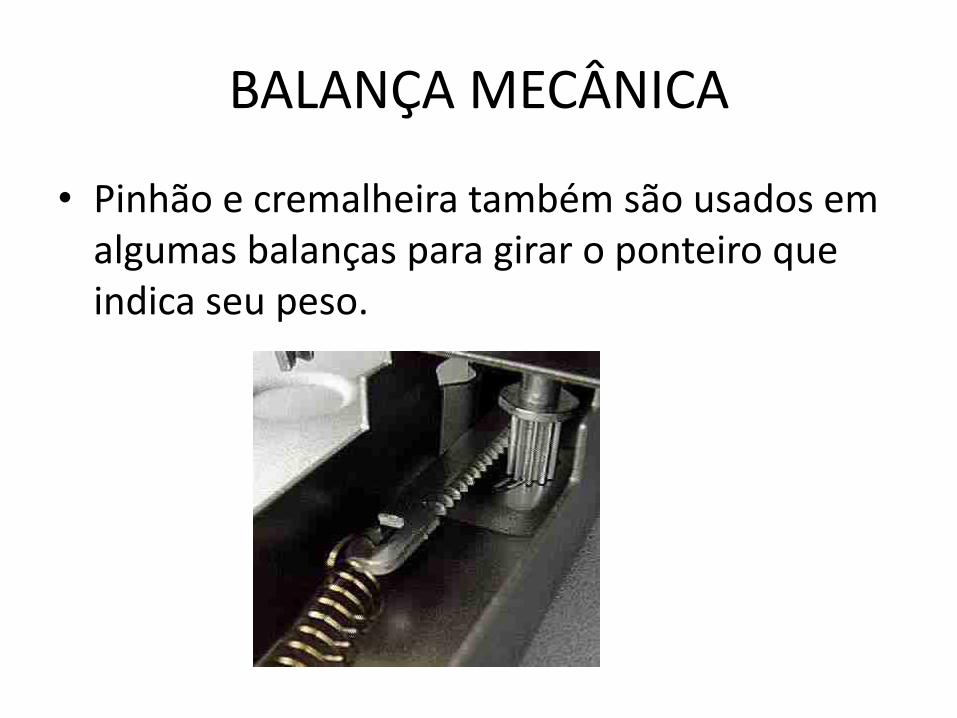
BALANÇA MECÂNICA
• Pinhão e cremalheira também são usados em algumas balanças para girar o ponteiro que indica seu peso.
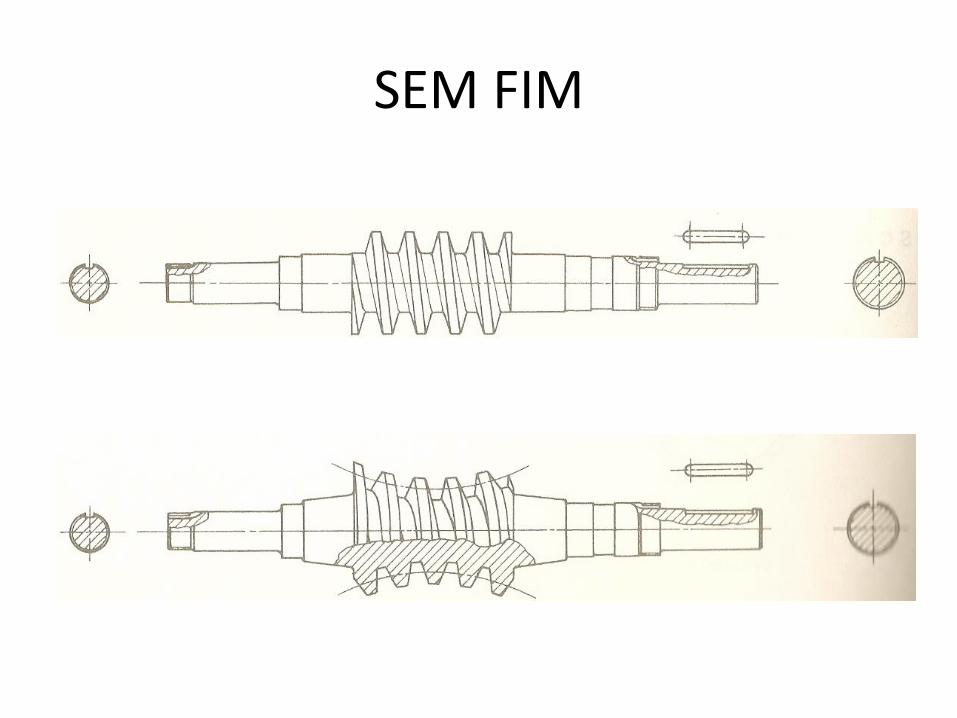
ENGRENAGENS SEM FIM
• Engrenagens sem-fim são usadas quando grandes reduções de transmissão são necessárias. Esse tipo de engrenagem costuma ter reduções de 20:1, chegando até a números maiores do que 300:1.

SEM FIM COROA
SEM FIM
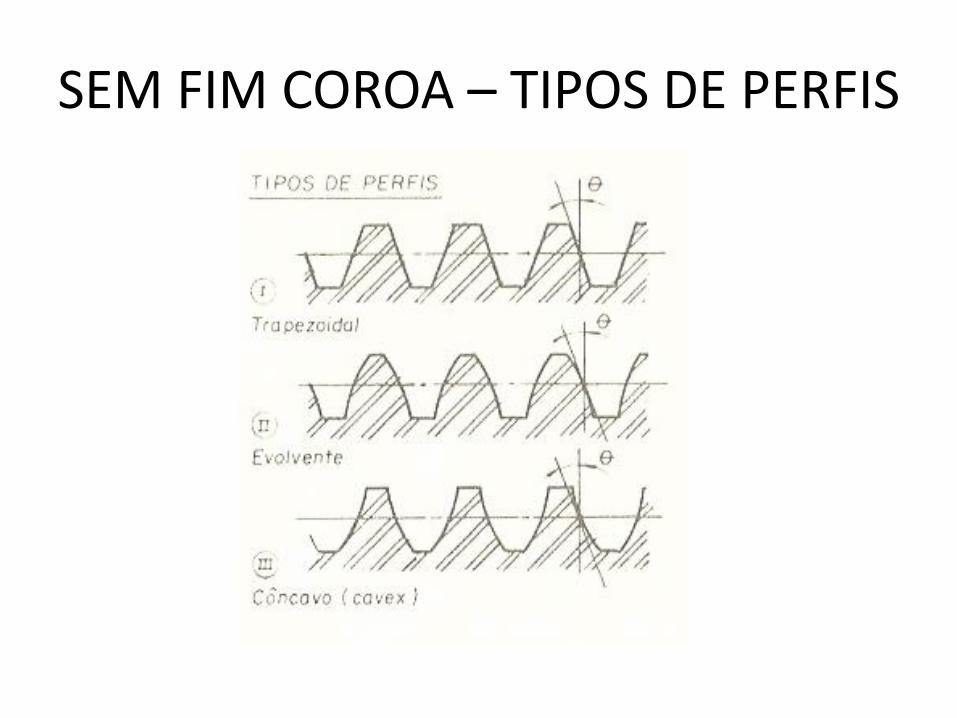
SEM FIM COROA – TIPOS DE PERFIS

ENGRENAGEM SEM FIM
ENGRENAGENS SEM FIM
• Cada vez que a árvore dá uma volta, a engrenagem move um dente adiante. Se a engrenagem tiver 40 dentes, você terá uma relação de marcha de 40:1, em um volume bem pequeno.

SEM-FIM - APLICAÇÃO

SEM- FIM - APLICAÇÃO
SEM-FIM - APLICAÇÃO
• Os odômetros mecânicos são usados para medir a quilometragem há séculos. Mas apesar de estarem em extinção, são incrivelmente interessantes por sua simplicidade! Um odômetro mecânico não é nada mais do que um conjunto de engrenagens com uma incrível relação de velocidades.

SEM-FIM - APLICAÇÃO
• O odômetro da foto a seguir tem 1690:1 de redução de transmissão. Isso significa seu eixo de entrada deve girar 1.690 vezes antes de registrar 1 milha.

SEM-FIM - APLICAÇÃO
ENGRENAGENS SEM FIM
• Muitas engrenagens sem-fim têm uma propriedade interessante que nenhuma outra engrenagem tem: o eixo gira a engrenagem facilmente, mas a engrenagem não consegue girar o eixo.
ENGRENAGENS SEM FIM
• Isso se deve ao fato de que o ângulo do eixo é tão pequeno que quando a engrenagem tenta girá-lo, o atrito entre a engrenagem e o eixo não deixa que ele saia do lugar.
ENGRENAGENS SEM FIM
• Essa característica é útil para máquinas como transportadores, nos quais a função de travamento pode agir como um freio para a esteira quando o motor não estiver funcionando.
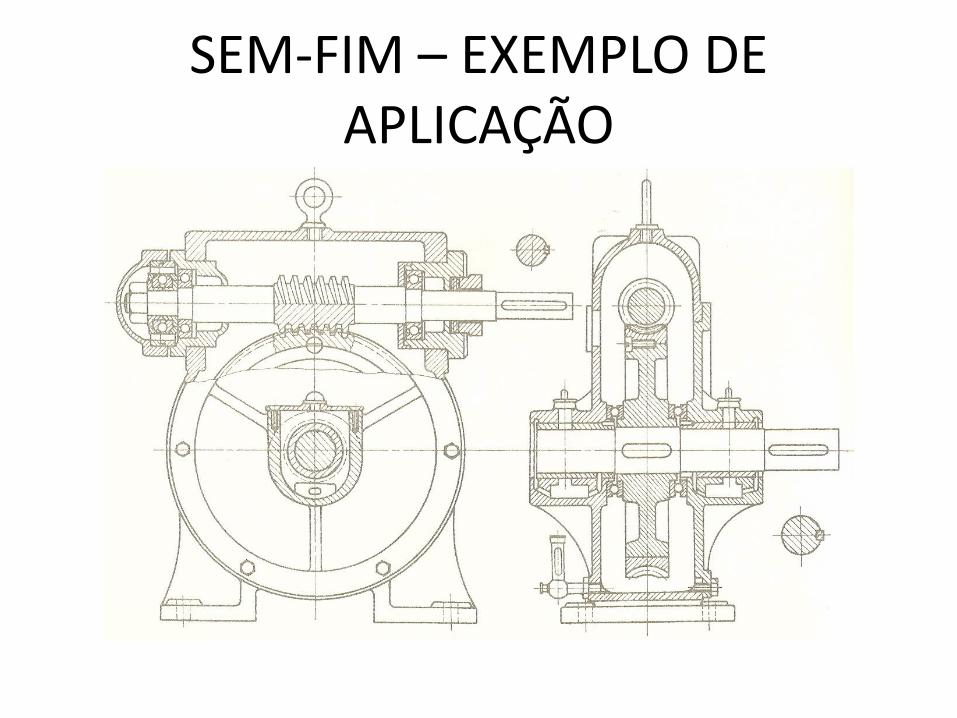
SEM-FIM – EXEMPLO DE APLICAÇÃO
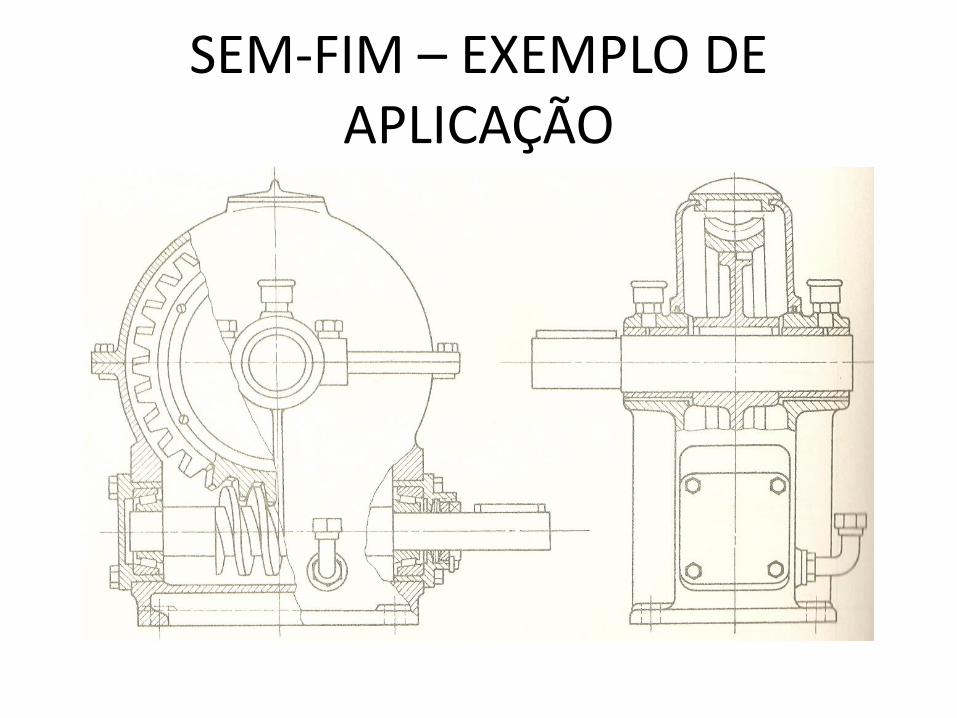
SEM-FIM – EXEMPLO DE APLICAÇÃO
FABRICAÇÃO ENGRENAGENS
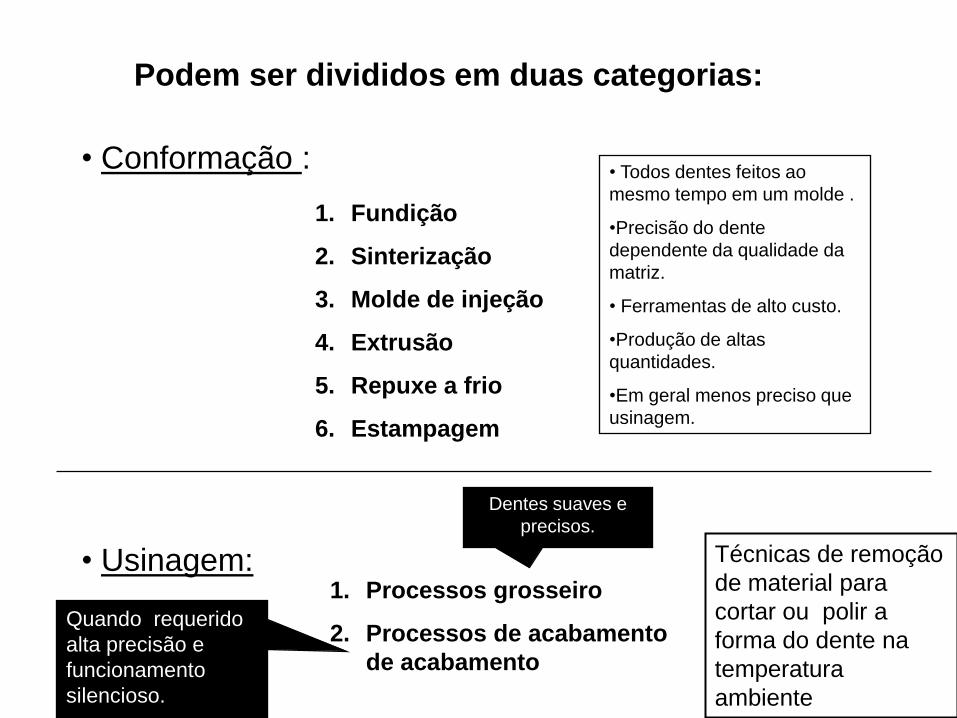
Podem ser divididos em duas categorias:
• Conformação :
• Usinagem:1. Processos grosseiro
2. Processos de acabamento
de acabamento
1. Fundição
2. Sinterização
3. Molde de injeção
4. Extrusão
5. Repuxe a frio
6. Estampagem
Técnicas de remoção
de material para
cortar ou polir a
forma do dente na
temperatura
ambiente
Quando requerido
alta precisão e
funcionamento
silencioso.
Dentes suaves e
precisos.
• Todos dentes feitos ao
mesmo tempo em um molde .
•Precisão do dente
dependente da qualidade da
matriz.
• Ferramentas de alto custo.
•Produção de altas
quantidades.
•Em geral menos preciso que
usinagem.
Conformação:
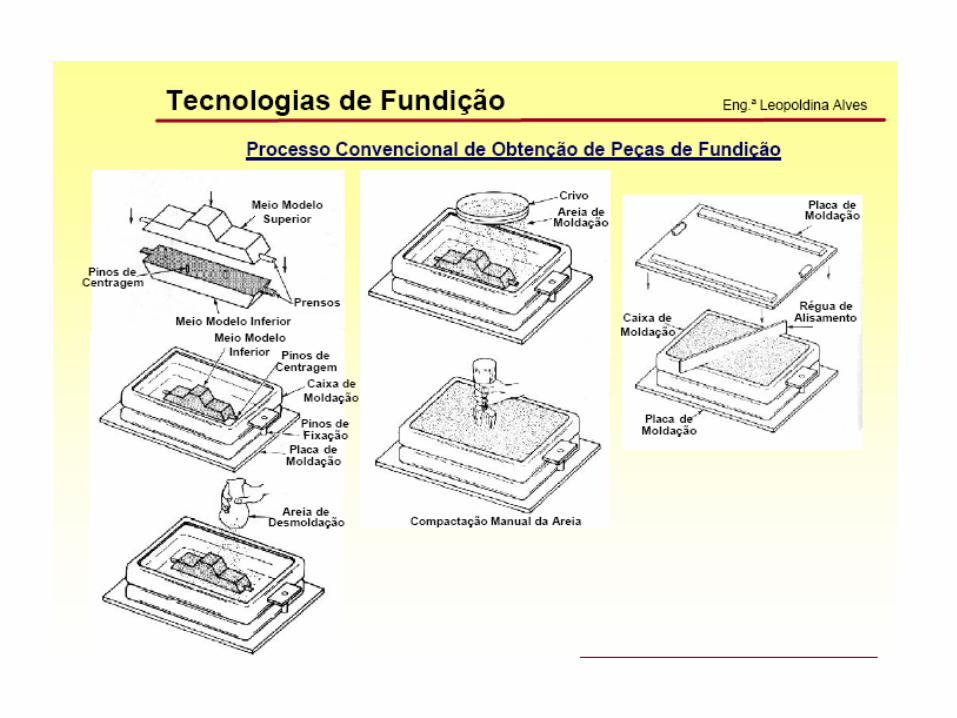
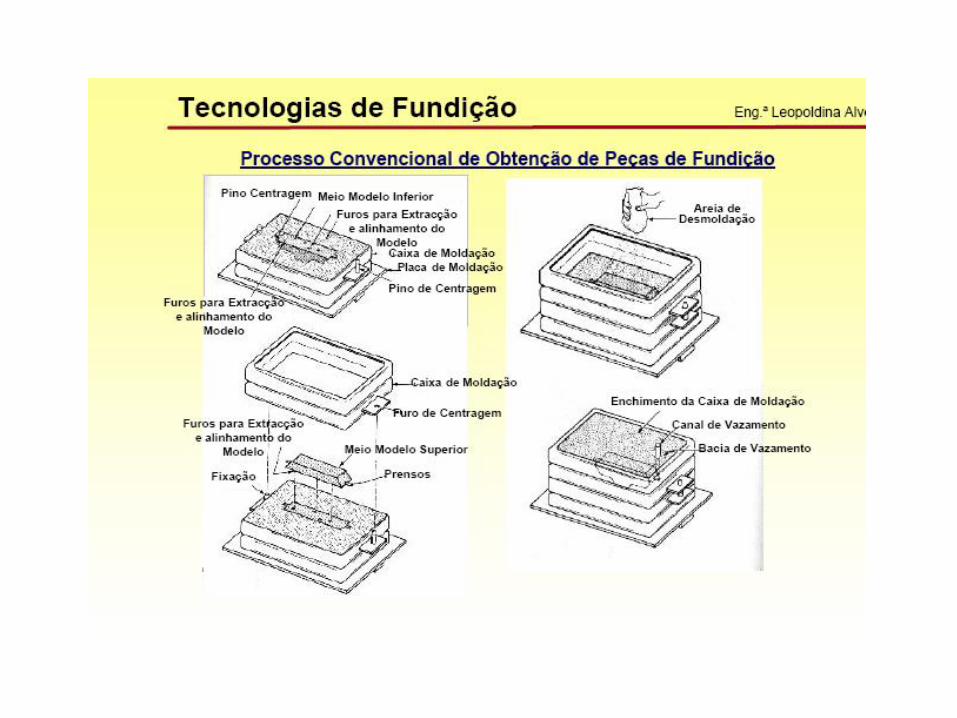
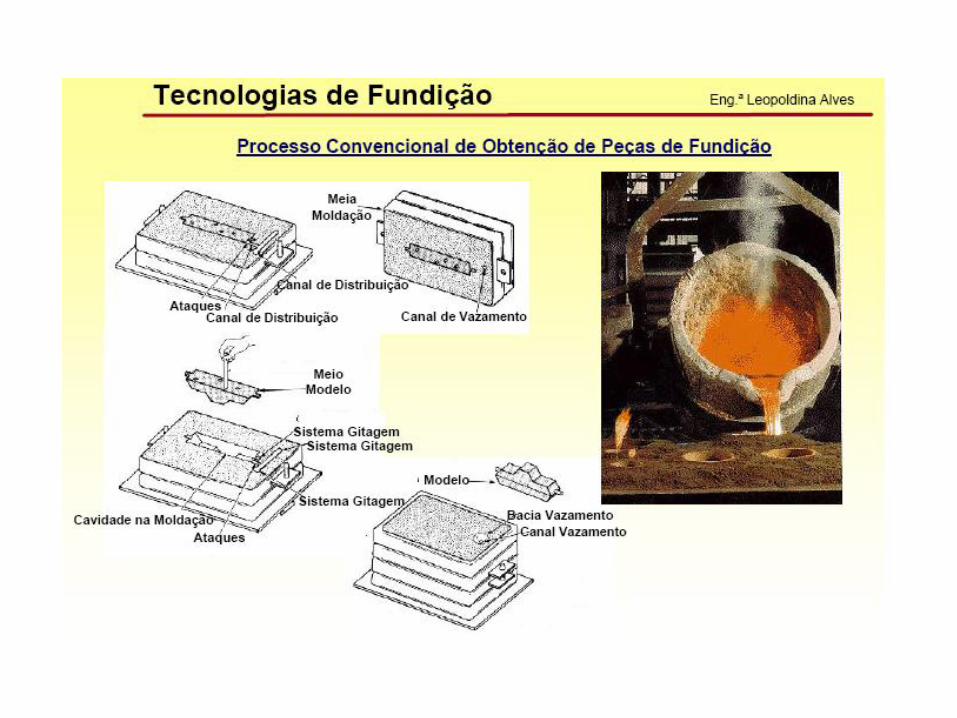
• Fundição:
1. Em areia ou matrizes fundidas de vários materiais.
2. Baixo custo
3. Normalmente não tem operação de acabamento.
4. Baixa precisão e para aplicações não críticas(brinquedos, eletrodomésticos ,
betoneiras,..)
5. Fundição em areia: baixa precisão,acabamento superficial pobre, pode fabricar
baixas quantidades,custo ferreamente razoável.
6. Fundição em moldes: melhor acabamento superficial e precisão, custo
ferramenta mais elevado,requer volume de produção maior.
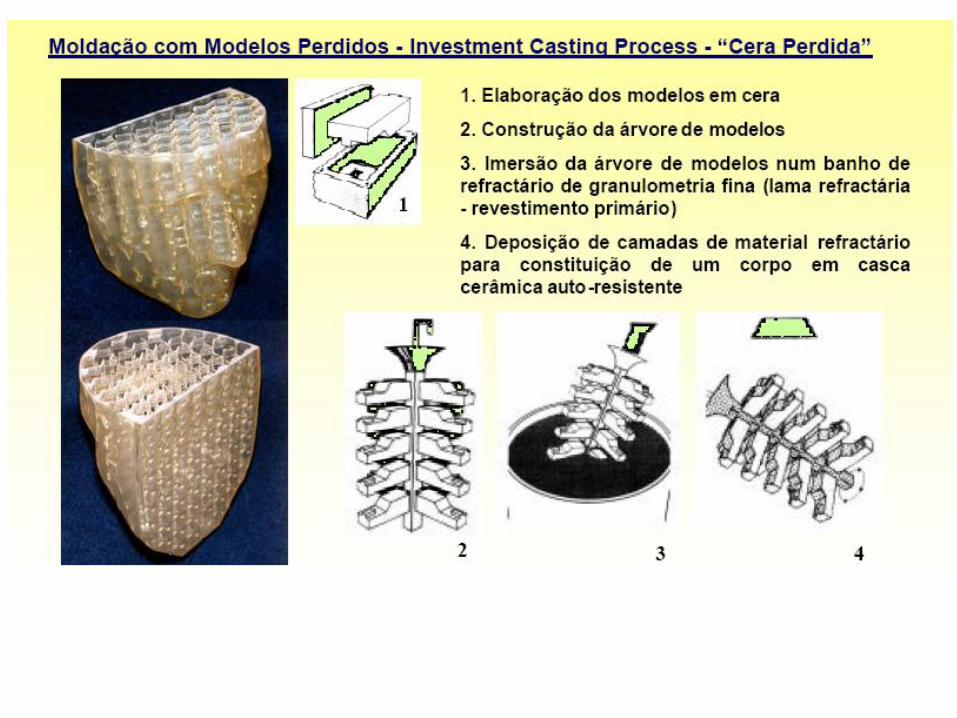
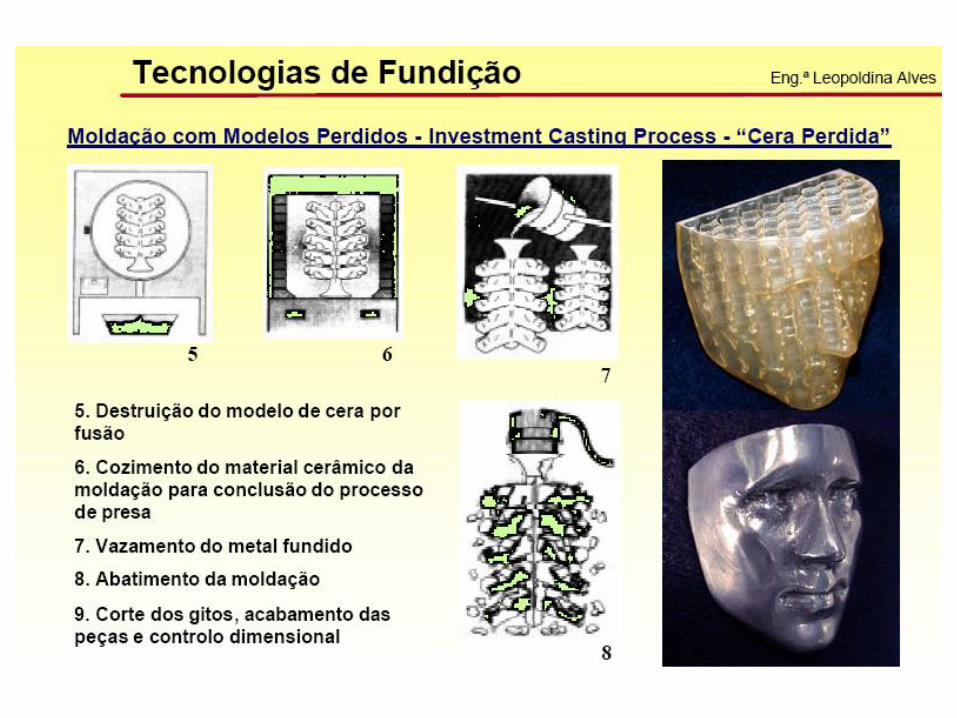
• Fundição em molde de cera:
1. Conhecido como fundição de cera perdida.
2. Engrenagens razoavelmente precisas Em grande variedade de materiais .
3. Molde de material refratário(materiais de alta temperatura de fusão podem ser
fundidos) .
4. Precisão depende do padrão mestre usado para fazer o molde.
Conformação:• Sinterização:
1. Metais em pó são prensado em cavidade metálicas e pré-aquecidos
(sinterizados) para aumentar a resistência.
2. Para engrenagens de pequeno tamanho.
3. Propriedades controladas pela mistura de vários pós metálicos.
4. Precisão similar ás engrenagens de moldes fundidos.
• Molde de Injeção:
1. Para engrenagens não metálicas(vários termoplásticos: nylon,..)
2. Baixa precisão e engrenagens de tamanho pequeno.
3. Baixo custo
4. Movidas sem lubrificação com cargas pequenas.
• Extrusão:
1. Fazer dentes em eixos longos.(cortados em tamanhos utilizáveis)
2. Metais não ferrosos(AL e ligas de cobre) extrudados no lugar dos aços.
Conformação:
• Repuxo a Frio:
1. Forma dentes em barras de aço ao puxá-las através de guias endurecidos.
2. Trabalho a frio aumenta resistência e reduz ductilidade.
• Estampagem:
1. Laminas metálicas estampadas com as formas dos dentes.
2. Baixa precisão e baixo custo.
3. Grandes quantidades.
4. Acabamento superficial pobre.
USINAGEM
• Dois processos são utilizados na prática:
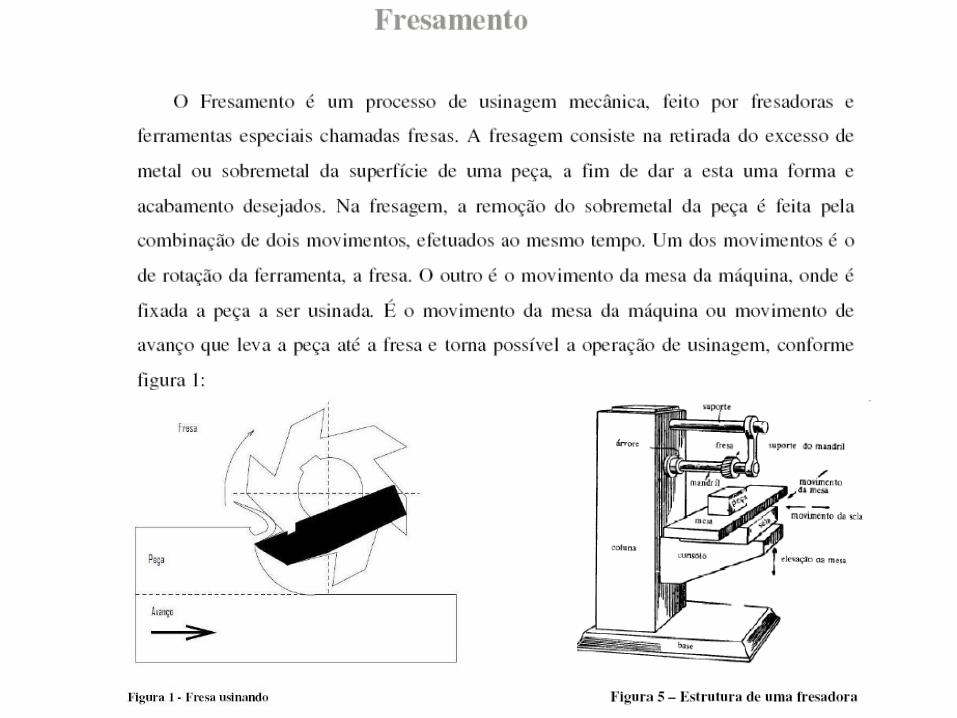
• Fresamento por fresa conformadora: Onde os gumes de corte têm a forma do perfil do dente. A ferramenta corta o vazio dos dentes, o gume da navalha conformando o perfil do dente.
USINAGEM
• Usinagem por geração: Onde a ferramenta e o bloco a usinar apresentam um movimento relativo correspondente ao movimento real das engrenagens conjugadas, podendo a ferramenta ter o perfil da cremalheira-tipo ou da própria conjugada.
USINAGEM
• O movimento relativo da navalha e do bloco permite, por cortes sucessivos, a conformação dos dentes, sendo o perfil obtido pela curva envoltória das diversas posições sucessivas do gume da navalha.
Usinagem:
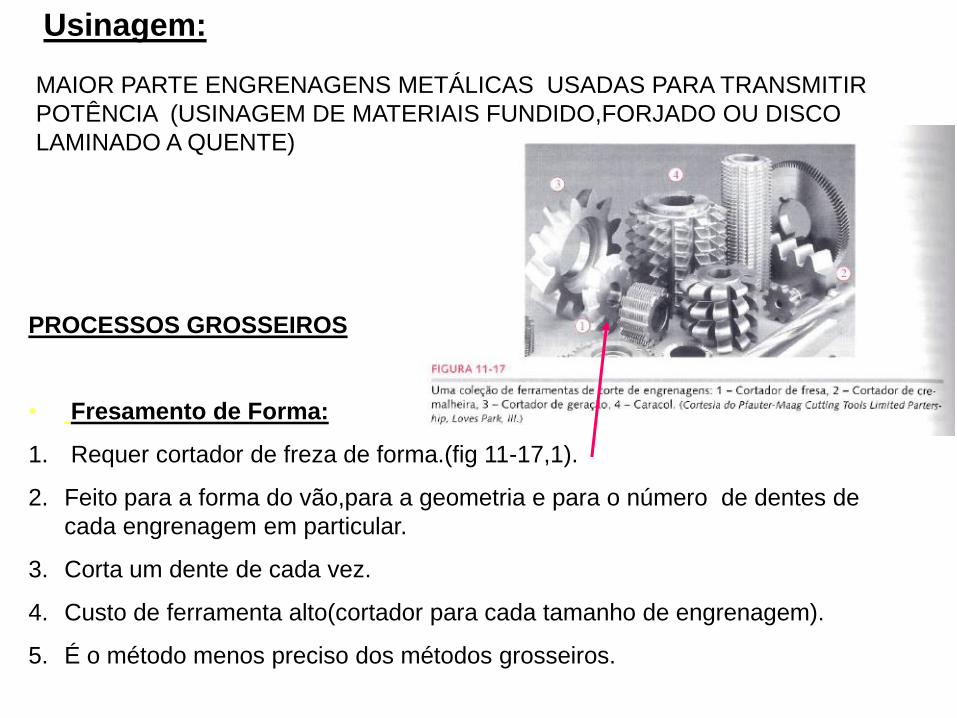
PROCESSOS GROSSEIROS
• Fresamento de Forma:
1. Requer cortador de freza de forma.(fig 11-17,1).
2. Feito para a forma do vão,para a geometria e para o número de dentes de
cada engrenagem em particular.
3. Corta um dente de cada vez.
4. Custo de ferramenta alto(cortador para cada tamanho de engrenagem).
5. É o método menos preciso dos métodos grosseiros.
MAIOR PARTE ENGRENAGENS METÁLICAS USADAS PARA TRANSMITIR
POTÊNCIA (USINAGEM DE MATERIAIS FUNDIDO,FORJADO OU DISCO
LAMINADO A QUENTE)
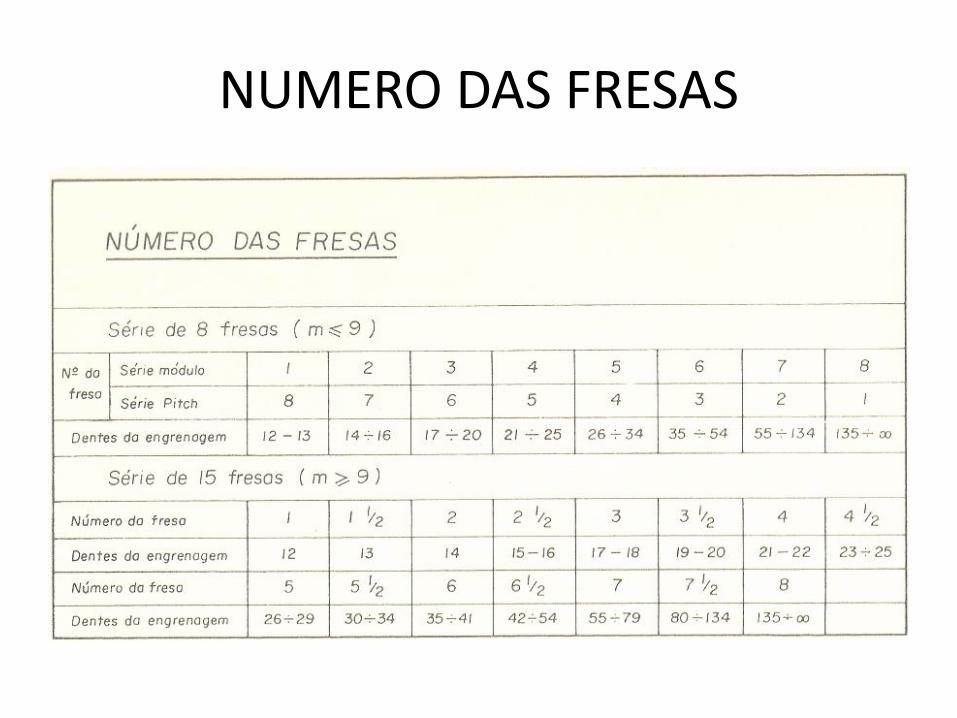
NUMERO DAS FRESAS
PROCESSOS GROSSEIROS
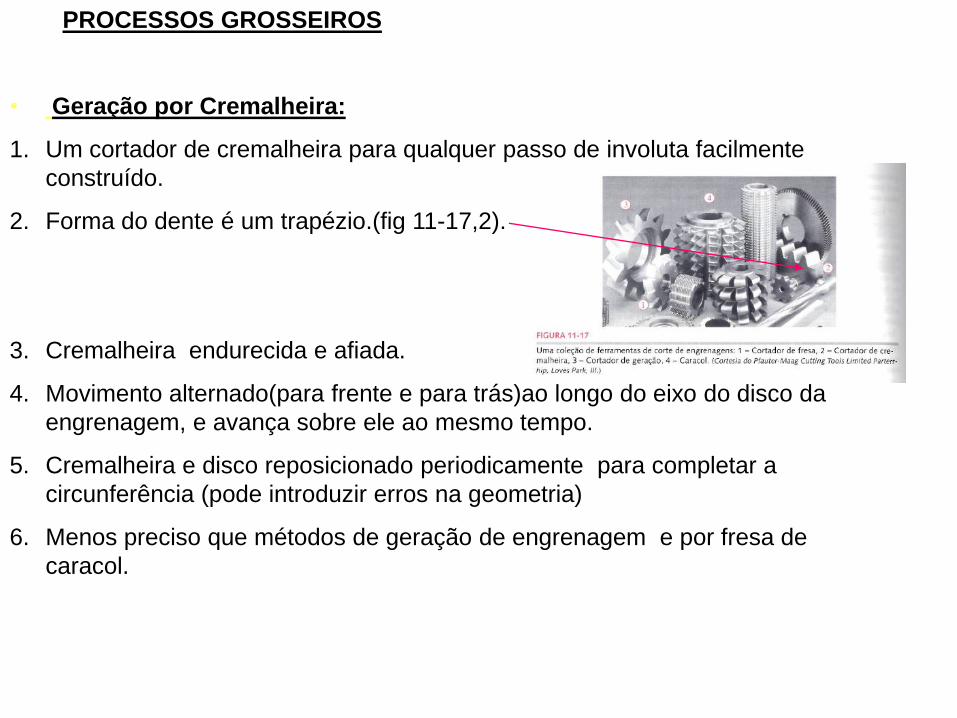
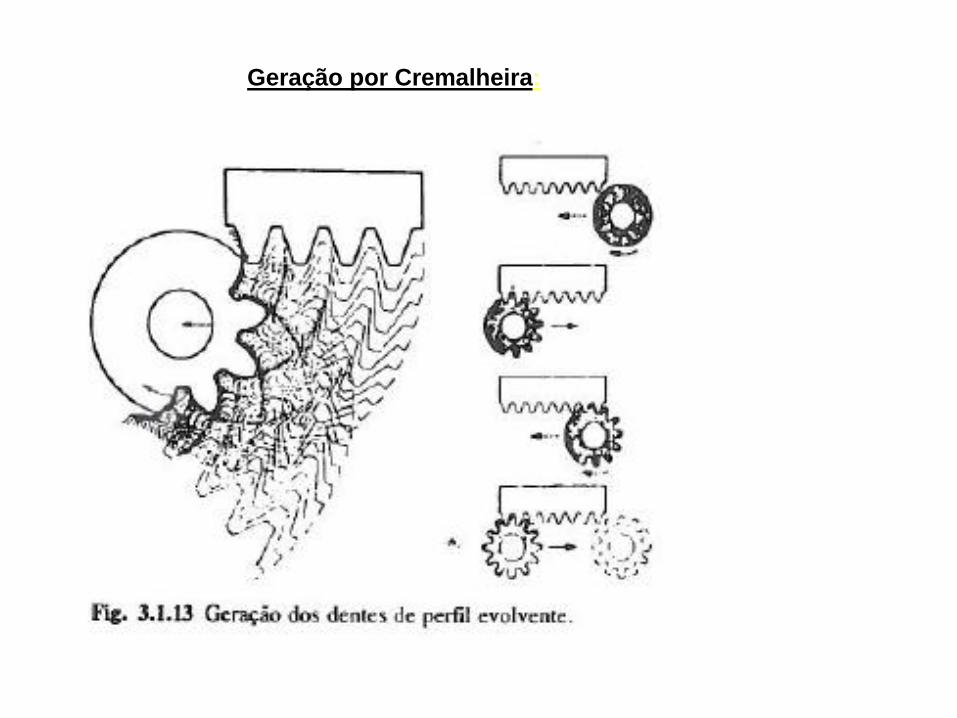
• Geração por Cremalheira:
1. Um cortador de cremalheira para qualquer passo de involuta facilmente
construído.
2. Forma do dente é um trapézio.(fig 11-17,2).
3. Cremalheira endurecida e afiada.
4. Movimento alternado(para frente e para trás)ao longo do eixo do disco da
engrenagem, e avança sobre ele ao mesmo tempo.
5. Cremalheira e disco reposicionado periodicamente para completar a
circunferência (pode introduzir erros na geometria)
6. Menos preciso que métodos de geração de engrenagem e por fresa de
caracol.
Geração por Cremalheira:
PROCESSOS GROSSEIROS
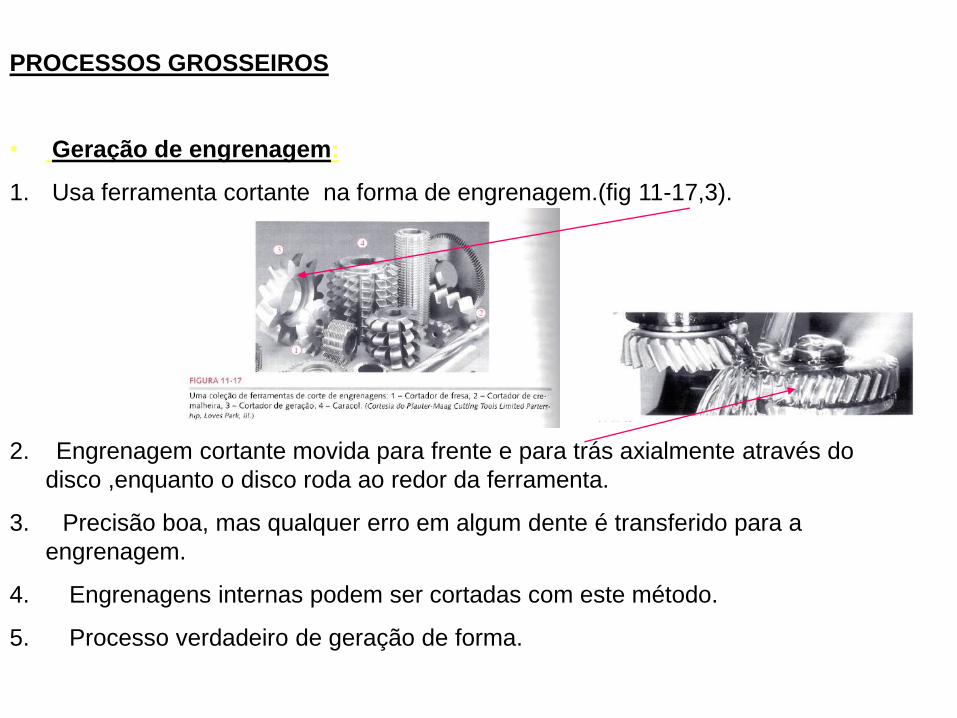
• Geração de engrenagem:
1. Usa ferramenta cortante na forma de engrenagem.(fig 11-17,3).
2. Engrenagem cortante movida para frente e para trás axialmente através do
disco ,enquanto o disco roda ao redor da ferramenta.
3. Precisão boa, mas qualquer erro em algum dente é transferido para a
engrenagem.
4. Engrenagens internas podem ser cortadas com este método.
5. Processo verdadeiro de geração de forma.
PROCESSOS GROSSEIROS
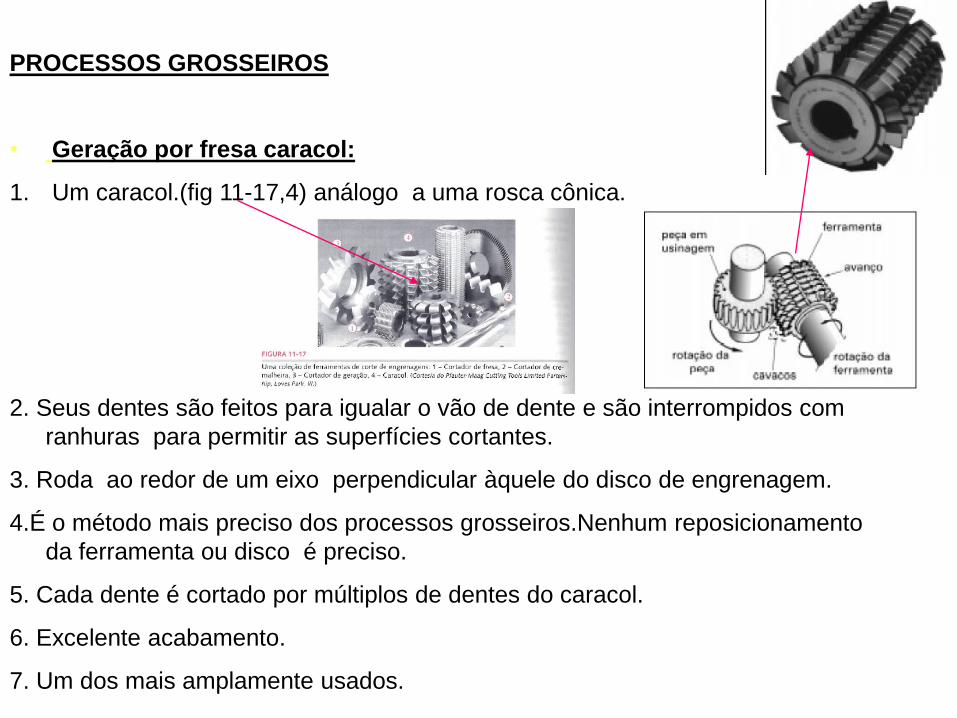
• Geração por fresa caracol:
1. Um caracol.(fig 11-17,4) análogo a uma rosca cônica.
2. Seus dentes são feitos para igualar o vão de dente e são interrompidos com
ranhuras para permitir as superfícies cortantes.
3. Roda ao redor de um eixo perpendicular àquele do disco de engrenagem.
4.É o método mais preciso dos processos grosseiros.Nenhum reposicionamento
da ferramenta ou disco é preciso.
5. Cada dente é cortado por múltiplos de dentes do caracol.
6. Excelente acabamento.
7. Um dos mais amplamente usados.
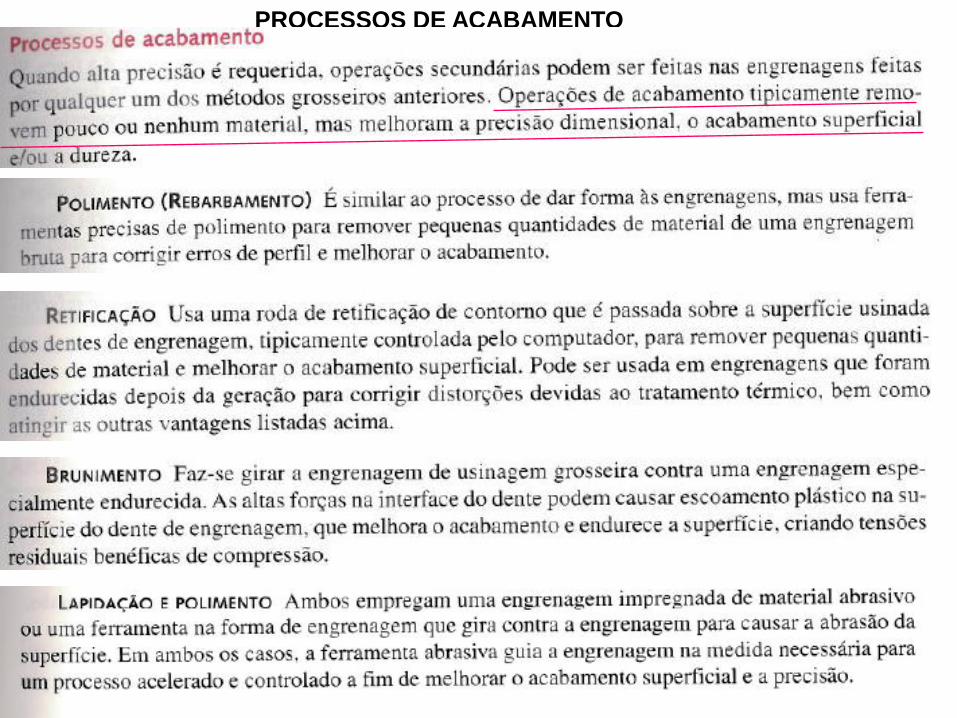
PROCESSOS DE ACABAMENTO
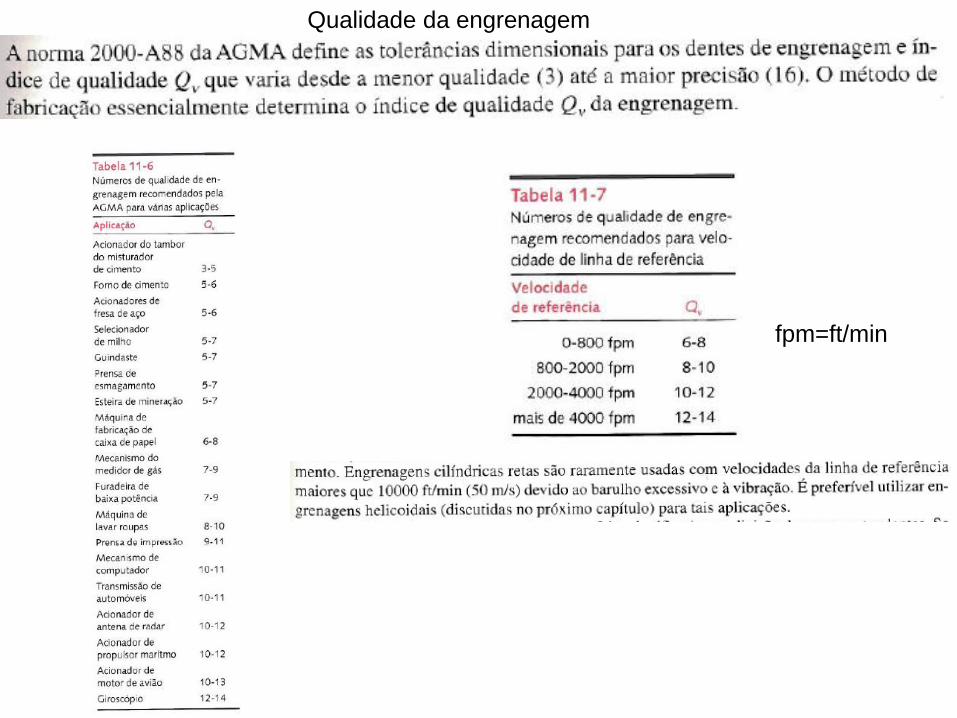
Qualidade da engrenagem
fpm=ft/min