Embed Size (px)
Citation preview
1
REPLACEMENT OF CEMENT WITH RICE HUSK ASH (RHA)
A Project Report
Submitted in partial fulfillment of the Requirements for the award of the degree
Of
Bachelor of Technology
In
CIVIL ENGINEERING
BY
Praveer Bhriguvanshi (110107140)
Anshuman Mani (110107038)
Amitesh Kumar (110107032)
Pal Shweta Prakash (110107127)
DEPARTMENT OF CIVIL ENGINEERING
SHARDA UNIVERSITY, GREATER NOIDA
Uttar Pradesh-201306 (INDIA)
APRIL, 2015

2
CERTIFICATE
We hereby certify that the work which is being presented in the B.Tech. Major Project Report
entitled “REPLACEMENT OF CEMENT WITH RICE HUSK ASH”, in partial
fulfillment of the requirements for the award of the Bachelor of Technology in Civil
Engineering and submitted to the Department of Civil Engineering of Sharda University,
Greater Noida is an authentic record of our own work carried out during a period from January
2015 to May 2015 under the supervision of MR. PRASHANT KUMAR (ASSISTANT
PROFESSOR), Civil Department.
The matter presented in this thesis has not been submitted by me for the award of any other
degree elsewhere.
Signature of Candidate
Praveer Bhriguvanshi (110107140)
Anshuman Mani (110107038)
Amitesh Kumar (110107032)
Pal Shweta Prakash (110107127)
This is to certify that the above statement made by the candidate is correct to the best of my
knowledge.
Signature of Supervisor(s)
Date: 24-04-2015 PRASHANT KUMAR ASSISTANT PROFESSOR
Head of Department CIVIL Engineering Department Sharda University, Greater Noida
3
ACKNOWLEDGEMENT
We place on record and warmly acknowledge the continuous encouragement,
In valuable supervision, timely suggestions and inspired guidance offered by our
Guide Mr. PRASHANT KUMAR, Assistant Professor in bringing this report to
a successful completion for permitting us to make use of the facilities available in
the department to carry out the project successfully.
Our sincere Thanks to all the lab attendant who helps us in doing our project. Last
but not the least we express our sincere thanks to all our friends who have patiently
extended all kind of help for accomplishing this undertaking. Finally we extend our
gratitude to one and all who are directly or indirectly involved in the successful
completion of this project work.

4
ABSTRACT
The optimized RHA, by controlled burn or grinding, has been used as a pozzolanic material in
cement and concrete. Using it provides several advantages, such as improved strength and
durability properties, and environmental benefits related to the disposal of waste materials and to
reduced carbon dioxide emissions. Up to now, little research has been done to investigate the use
of RHA as supplementary material in cement and concrete production .The main objective of
this work is to study the suitability of the rice husk ash as a pozzolanic material for cement
replacement in concrete. However it is expected that the use of rice husk ash in concrete improve
the strength properties of concrete. Also it is an attempt made to develop the concrete using rice
husk ash as a source material for partial replacement of cement, which satisfies the structural
properties of concrete like compressive strength.
From the entire experimental work & studies it is concluded that mix M20 with the replacement
of 20% is the best combination among all mixes, which gives the maximum compressive
strength.
5
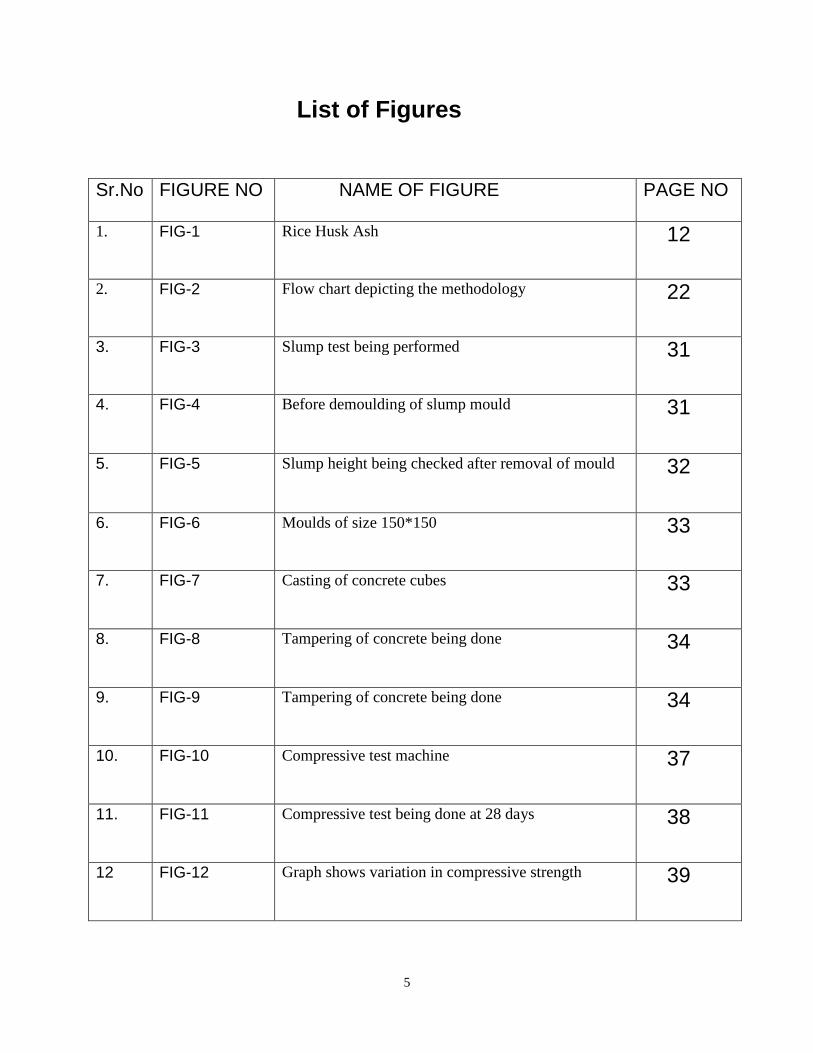
List of Figures
Sr.No FIGURE NO NAME OF FIGURE PAGE NO
1. FIG-1 Rice Husk Ash 12
2. FIG-2 Flow chart depicting the methodology 22
3. FIG-3 Slump test being performed 31
4. FIG-4 Before demoulding of slump mould 31
5. FIG-5 Slump height being checked after removal of mould 32
6. FIG-6 Moulds of size 150*150 33
7. FIG-7 Casting of concrete cubes 33
8. FIG-8 Tampering of concrete being done 34
9. FIG-9 Tampering of concrete being done 34
10. FIG-10 Compressive test machine 37
11. FIG-11 Compressive test being done at 28 days 38
12 FIG-12 Graph shows variation in compressive strength 39
6
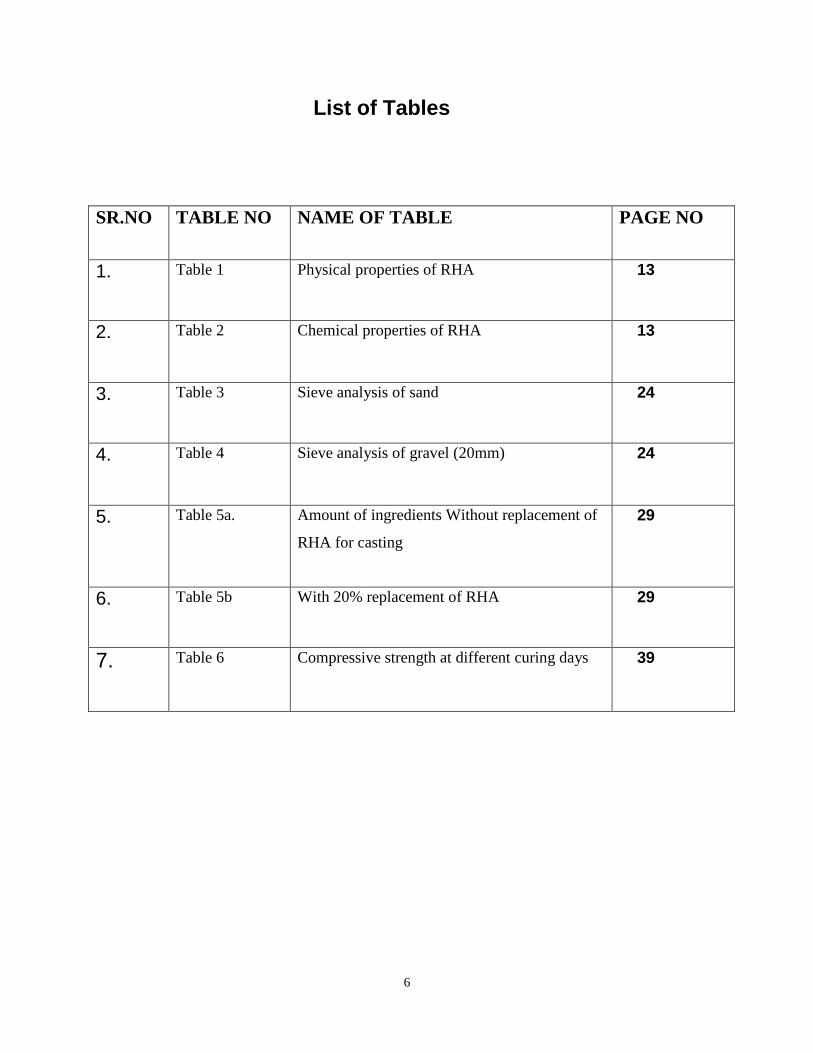
List of Tables
SR.NO TABLE NO NAME OF TABLE PAGE NO
1. Table 1 Physical properties of RHA 13
2. Table 2 Chemical properties of RHA 13
3. Table 3 Sieve analysis of sand 24
4. Table 4 Sieve analysis of gravel (20mm) 24
5. Table 5a. Amount of ingredients Without replacement of
RHA for casting
29
6. Table 5b With 20% replacement of RHA 29
7. Table 6 Compressive strength at different curing days 39
7
List of Abbreviations
1. R.H.A…………..……….……RICE HUSK ASH
2. C.A…………………………...COARSE AGGREGATE
3. F.A……………………………FINE AGGREGATE
4. S.G……………………………SPECIFIC GRAVITY
5. W/C…………………………..WATER CEMENT RATIO
6. O.P.C………………………...ORDINARY PORTLAND CEMENT
7. I.S…………………………….INDIAN STANDARED
8. N/mm2....................................NEWTON PER MILI METER SQUARE
8
CONTENTS
CHAPTER NO NAME OF TOPIC PAGE NO
1 Introduction 11-18
1.1 What is RHA 11
1.2 Properties of RHA 11
1.3 Material used 13
A Rice Husk ash 13
B Cement 13
B (i) Chief chemical component of opc 14
B (ii) Basic composition 14
B (iii) Characteristics of opc 43 grade 15
B (iv) Setting and hardening 15
B (v) Use of opc 43 grade 15
C Concrete 16
C (i) History 16
C (ii) Characteristics of good concrete 16
D Aggregates 16
D (i) Classification of aggregates 17
1.4 Objectives 17
1.5 Scope of project 18
2 Literatures of Review 19-20
3 Methodology 21-22
3.1 General 21
3.2 Flow chart 22
4 Test to be performed 23-24 4.1 Sieve analysis 23
5 Mix design 25-29
9
CHAPTER NO NAME OF TOPIC PAGE NO
6 Experimental work 30-38 6.1 Preparation of material 30
6.2 Slump test 30-32
6.3 Casting 33-35
6.4 Curing 35
6.5 Compressive test 36-38
7 Results and Graphs 39 7.1 Compressive strength test 39
8 Pros and Cons 40-42 8.1 Advantage of rice husk ash 40
8.2 Disadvantage of rice husk ash 41
8.3 Conclusion 42
9 Reference 43
10
CHAPTER-1
Introduction
1.1 what is R.HA Rice husk can be burnt into ash that fulfills the physical characteristics and chemical composition
of mineral admixtures. Pozzolanic activity of rice husk ash (RHA) depends on (i) silica content,
(ii) silica crystallization phase, and (iii) size and surface area of ash particles. In addition, ash
must contain only a small amount of carbon.The optimized RHA, by controlled burn and/or
grinding, has been used as a pozzolanic material in cement and concrete. Using it provides
several advantages, such as improved strength and durability properties, and environmental
benefits related to the disposal of waste materials and to reduced carbon dioxide emissions.
RHA produced after burning of Rice husks (RH) has high reactivity and pozzolanic property.
Chemical compositions of RHA are affected due to burning process and temperature. Silica
content in the ash increases with higher the burning temperature.The effect of partial replacement
of cement with different percentages of ground RHA on the compressive strength and durability
of concrete is examined.
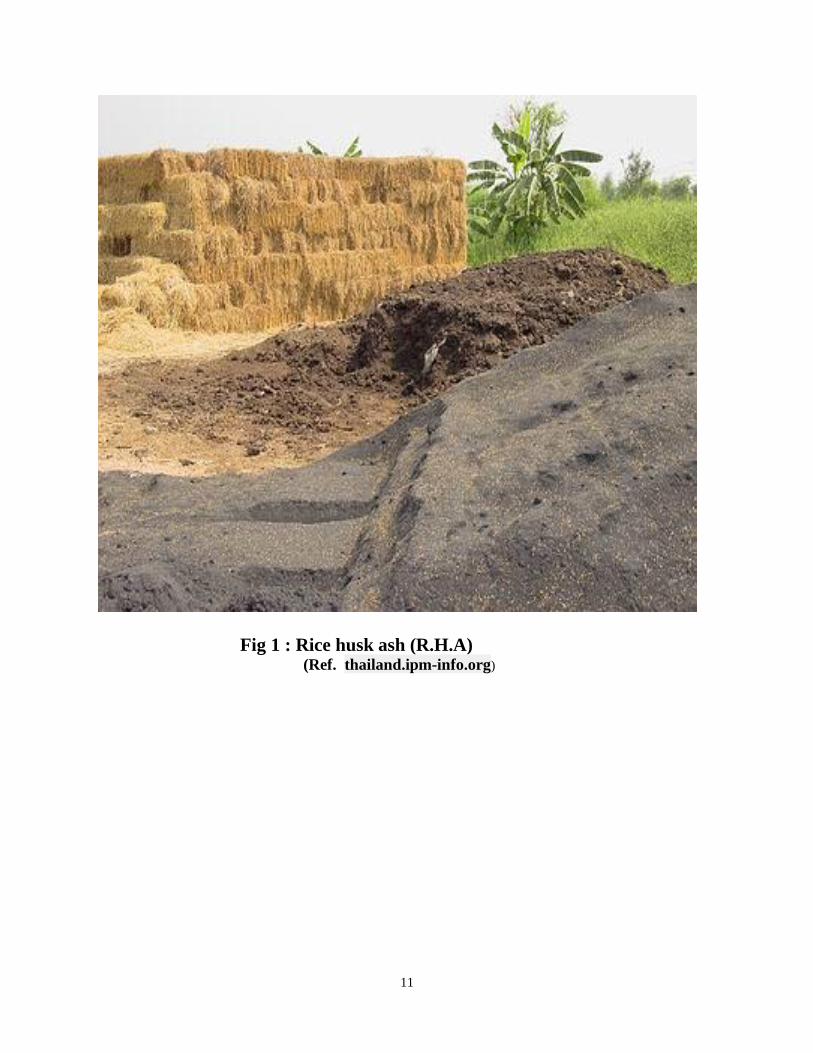
1.2 Properties of RHA Rice Husk Ash is a Pozzolanic material. It is having different physical & chemical properties.
The product obtained from R.H.A. is identified by trade name Silpoz which is much finer than
cement.
11
Fig 1 : Rice husk ash (R.H.A) (Ref. thailand.ipm-info.org)
12
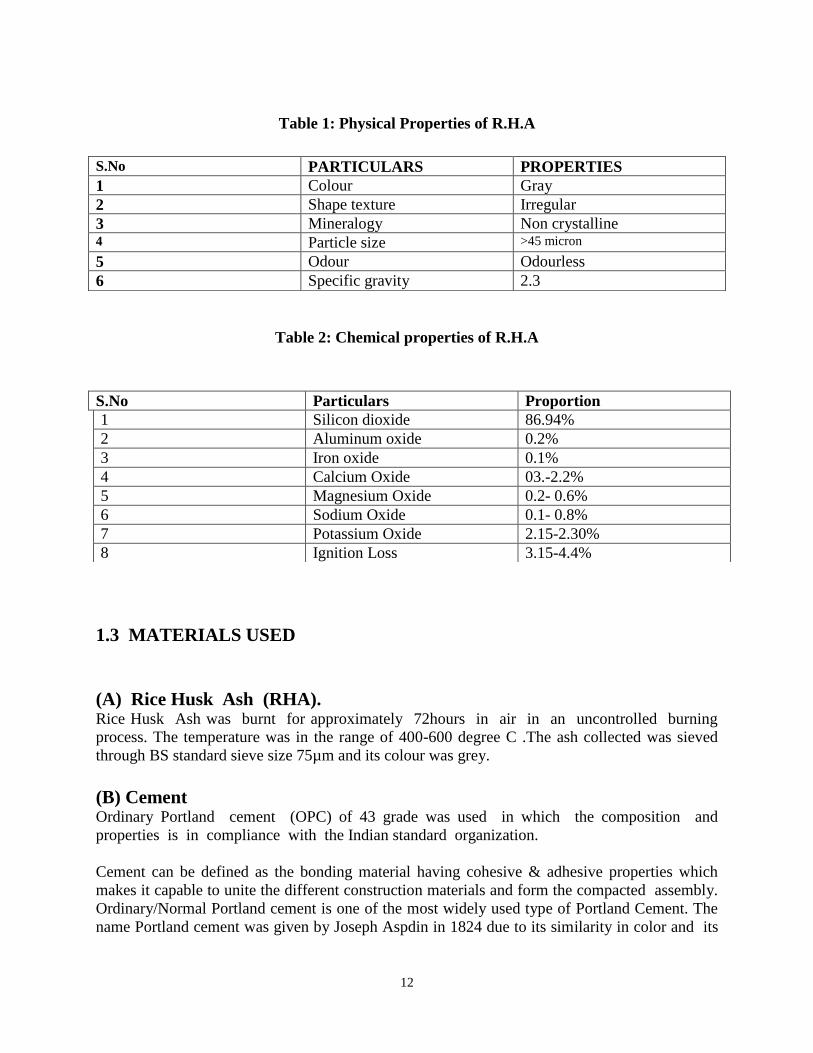
Table 1: Physical Properties of R.H.A
Table 2: Chemical properties of R.H.A
1.3 MATERIALS USED
(A) Rice Husk Ash (RHA). Rice Husk Ash was burnt for approximately 72hours in air in an uncontrolled burning
process. The temperature was in the range of 400-600 degree C .The ash collected was sieved
through BS standard sieve size 75µm and its colour was grey.
(B) Cement Ordinary Portland cement (OPC) of 43 grade was used in which the composition and
properties is in compliance with the Indian standard organization.
Cement can be defined as the bonding material having cohesive & adhesive properties which
makes it capable to unite the different construction materials and form the compacted assembly.
Ordinary/Normal Portland cement is one of the most widely used type of Portland Cement. The
name Portland cement was given by Joseph Aspdin in 1824 due to its similarity in color and its
S.No PARTICULARS PROPERTIES
1 Colour Gray
2 Shape texture Irregular
3 Mineralogy Non crystalline 4 Particle size >45 micron
5 Odour Odourless
6 Specific gravity 2.3
S.No Particulars Proportion
1 Silicon dioxide 86.94%
2 Aluminum oxide 0.2%
3 Iron oxide 0.1%
4 Calcium Oxide 03.-2.2%
5 Magnesium Oxide 0.2- 0.6%
6 Sodium Oxide 0.1- 0.8%
7 Potassium Oxide 2.15-2.30%
8 Ignition Loss 3.15-4.4%
13
quality when it hardens like Portland stone. Portland stone is white grey limestone in island of
Portland, Dorset.
B (i) The chief chemical components of ordinary Portland cement are:
1. Calcium
2. Silica
3. Alumina
4. Iron
Calcium is usually derived from limestone, marl or chalk while silica, alumina and iron come
from the sands, clays & iron ores. Other raw materials may include shale, shells and industrial
by products.
B (ii) BASIC COMPOSITION
Contents %
i. CaO 60-67
ii. SiO2 17-25
iii. Al2O 3 3-8
iv. Fe2O 3 0.5-6.0
v. MgO 0.5-4.0
vi. Alkalis 0.3-1.2
vii. SO 3 2.0-3.5
The chief compound which usually form in process of mixing:
1. Triclcium silicate (3CaO.SiO2)
2. Dicalcium silicate (2CaO.SiO2)
14
3. Tricalcium aluminates (3CaO.Al2O3)
4. Tetracalcium aluminoferrite (4CaO.Al2O3.Fe2O3)
B(iii) CHARATERSTICS OF OPC 43 GRADE
1. Durable
2. Corrosion resistance
3. Low heat of hydration
4. Volume stability
5. Gigantic compressive strength
B (iv) SETTING AND HARDENING
Cement sets when mixed with water by way of a complex series of chemical reactions still only
partly understood. The different constituents slowly crystallize and the interlocking of their
crystals gives cement its strength. Carbon dioxide is slowly absorbed to convert
the portlandite (Ca(OH)2) into insoluble calcium carbonate. After the initial setting, immersion
in warm water will speed up setting. Gypsum is added as an inhibitor to prevent flash setting.
B (v) USE OF OPC 43 GRADE
The most common use for Portland cement is in the production of concrete. Concrete is a
composite material consisting of aggregate (gravel and sand), cement, and water. As a
construction material, concrete can be cast in almost any shape desired, and once hardened, can
become a structural (load bearing) element. Concrete can be used in the construction of
structural elements like panels, beams, road furniture, or may make cast-in situ concrete for
building superstructures like roads and dams. These may be supplied with concrete mixed on
site, or may be provided with "ready-mixed" concrete made at permanent mixing sites. Portland
cement is also used in mortars(with sand and water only) for plasters and screeds, and
in grouts (cement/water mixes squeezed into gaps to consolidate foundations, road-beds, etc.).
When water is mixed with Portland cement, the product sets in a few hours and hardens over a
period of weeks. These processes can vary widely depending upon the mix used and the
conditions of curing of the product, but a typical concrete sets in about 6 hours and develops
a compressive strength of 8 MPa in 24 hours. The strength rises to 15 MPa at 3 days, 23 MPa at
1 week, 35 MPa at 4 weeks and 41 MPa at 3 months. In principle, the strength continues to rise
slowly as long as water is available for continued hydration, but concrete is usually allowed to
dry out after a few weeks and this causes strength growth to stop.
15
(C) CONCRETE
Concrete is a composite material composed mainly of water, aggregate, and cement. Often,
additives and reinforcements (such as rebar) are included in the mixture to achieve the desired
physical properties of the finished material. When these ingredients are mixed together, they
form a fluid mass that is easily molded into shape. Over time, the cement forms a hard matrix
which binds the rest of the ingredients together into a durable stone-like material with many
uses.
C (i) HISTORY
Famous concrete structures include the Hoover Dam, the Panama Canal and the
Roman Pantheon. The earliest large-scale users of concrete technology were the ancient
Romans, and concrete was widely used in the Roman Empire. The Colosseum in Rome was built
largely of concrete, and the concrete dome of the Pantheon is the world's largest unreinforced
concrete dome.
C (ii) CHARACTERISTICS OF GOOD CONCRETE
1. Workability
2. Freedom from segregation
3. Freedom from bleeding
4. Strength
5. Durability
6. Appearance
(D) AGGREGATES
The inert mineral materials such as sand, gravel, etc used for manufacture of concretes are
known as aggregates. Requirements Of Good Aggregates
1. It should be sufficiently strong.
2. It should be hard
3. It should be durable.
16
4. It should have rough surface.
5. It should be in spherical or cubical in shape.
D (i) Classification of Aggregate
1. Coarse Aggregates
2. Fine Aggregates
Coarse aggregates – The aggregates which pass through 75mm IS sieve and retain on 4.75mm IS sieve are known as
coarse aggregates.
Fine aggregates – The aggregates which pass through 4.75 mm IS sieve and retain on 75 micron IS sieve are
known as fine aggregates.
*The research work is restricted to sand collected from the river. The sand was collected to
ensure that there was no allowance for deleterious materials contained in the sand and the size of
5mm. In this research, granite of 20mm maximum size was used.
(E) Water Water plays an important role in concrete production (mix) in that it starts the reaction
between the cement, pozzolan and the aggregates. It helps in the hydration of the mix. In this
research, the water used was distilled water.
1.4 Objective The main objective of this work is to study the suitability of the rice husk ash as a pozzolanic
material for cement replacement in concrete. However it is expected that the use of rice husk ash
in concrete improve the strength properties of concrete. Also it is an attempt made to develop the
concrete using rice husk ash as a source material for partial replacement of cement, which
satisfies the various structural properties of concrete like compressive concrete like compressive
strength.
17
1. Effect of Rice Husk Ash on workability.
2. Effect on Compressive strength of concrete.
3. Comparison of result of different tests with varying proportion of RHA.
1.5 Scope of the project
It is also expected that the final outcome of the project will have an overall beneficial effect on
the utility of rice husk ash concrete in the field of civil engineering construction work. Following
parameters influences behavior of the rice husk ash concrete, so these parameters are kept
constant for the experimental work. Thus the scope of the project can be summarized as:
A. To obtain Mix proportions of Control concrete by IS method.
B. To perform the specific gravity test, sieve analysis and slump test under Indian Standard
methods. C. To conduct Compression test on RHA and Control concrete on standard IS specimen size
150 x 150 x 150 mm.
18
CHAPTER 2
Literatures of Review
Al Khalaf and A.Yousif (1984) Have investigated the effect of rice husk on pozzolanic behavior of rice husk ash. They
studied the actual range of temperature required to burn rice husk to get the desired
pozzolanic product. They investigated that up to 40% replacement of cement with RHA
can be made with no significant change in the compressive strength as compared to the
controlled mix, if the rice husk is burnt under optimum temperature condition.
Ismail and Waliuddin (1996) Had worked on effect of rise husk ash on high strength concrete. They studied the effect
the rise husk ash (RHA) passing 200 and 325 micron sieves with 10- 30 % replacement
of cement on strength of HSC. Test result indicated that strength of HSC decreased
when cement was partially replaced by RHA for maintaining same value of workability.
They observed that optimum replacement of cement by RHA was 10 – 20 %.
Ramezanianpour et al. (2009, 2010) Concluded that burning rice husks at temperature below 700°C produces rice husk ashes
with high pozzolanic activity.
Ryan (1999) Investigated on Concrete durability. He in his paper through QCL group addresses two
aspects of concrete serviceability, which has been the subject of extensive recent
discussion and research: sulphate attack and chloride ion penetration. The basic
chemistry involved in each of these processes is outlined by him and differentiated and
their effects on concrete and reinforcing steel are described. His paper relied for actual
test data, showing relative performance of binder options, on experimental work carried
out by researchers at the CSIRO Division of Building, Construction, and Engineering.
Skalny et al (2002) Researched on Concrete subject to sulfate attack undergoes a progressive and profound
reorganization of its internal microstructure. These alterations have direct consequences
on the engineering properties of the material. As seen from his studies, concrete
undergoing sulphate attack is often found to suffer from swelling, spalling and cracking.
There is overwhelming evidence to show that the degradation also contribute to
19
significantly reduce the mechanical properties of concrete. He studied the behaviour of
hydrated cement systems tested under well-controlled laboratory conditions is also
distinguished from the performance of concrete in service. He stated that Sulphate attack
has significant consequences on the microstructure and engineering properties of
concrete. Marked expansion and loss in the mechanical properties of the material often
accompany sulphate-induced micro structural alterations.
Prasad et al (2006) Investigated on Cement concrete which continues to be the pre-eminent construction
materials for use in any type of civil engineering structure He concluded in his
investigation the blended cements, particularly are better in Sodium Sulphate
environment. The blended cement mixes show more deterioration in Magnesium
Sulphate exposure in compared to plain cement mixes. The Magnesium Sulphate
environment is more severe than Sodium Sulphate environment. The performance of low
water/binder ratio mixes is inferior in Sulphate resistance. The little initial air curing of
mixes is beneficial for Sulphate resistance. He also stated that The deterioration of
cement mixes increases with increase in the concentration of Sulphate. The presence of
Chloride ions with Sulphate ions reduces the rate of Sulphate attack on cement mixes.
The deterioration rate of mixes due to Sulphate attack is higher at high temperature with
alternate wetting and drying cycles.
Abdullahi et al (2006) Investigated on the compressive strength of some commercial sandcrete blocks in
Minna, Nigeria was investigated. Rice Husk Ash (RHA) was prepared from burning
firewood. Preliminary analysis of the Constituent materials of the ordinary Portland
Cement (OPC) / Rice Husk Ash (RHA) hollow sandcrete blocks were conducted to
confirm their suitability for block making. He conducted physical test of the freshly
prepared mix. 150mm×450mm hollow sandcrete blocks were cast cured and crushed for
1, 3, 7, 14, 21, and 28 days at 0, 10, 20, 30, 40 and 50 percent replacement levels. He
concluded the results of test and indicated compressive strength of the OPC/RHA
sandcrete blocks increases with age at curing and decreases as the percentage of RHA
content increases.
20
CHAPTER 3
METHODOLOGY
3.1 GENERAL It is also expected that the final outcome of the project will have an overall beneficial effect on
the utility of rice husk ash concrete in the field of civil engineering construction work. Following
parameters influences behavior of the rice husk ash concrete, so these parameters are kept
constant for the experimental work.
• Percentage replacement of cement by rice husk ash
• Fineness of rice husk ash
• Chemical composition of rice husk ash
• Water to cement material ratio (w/c ratio)
• Type of Curing
Also from the literature survey, it is observed that the parameters suggested by different
researchers and their results are not matching with each other. It was due to variation in
properties of different materials considered in the work. Therefore the percentage replacement of
cement by rice husk ash and method of mix design is fixed after preliminary investigation.
21
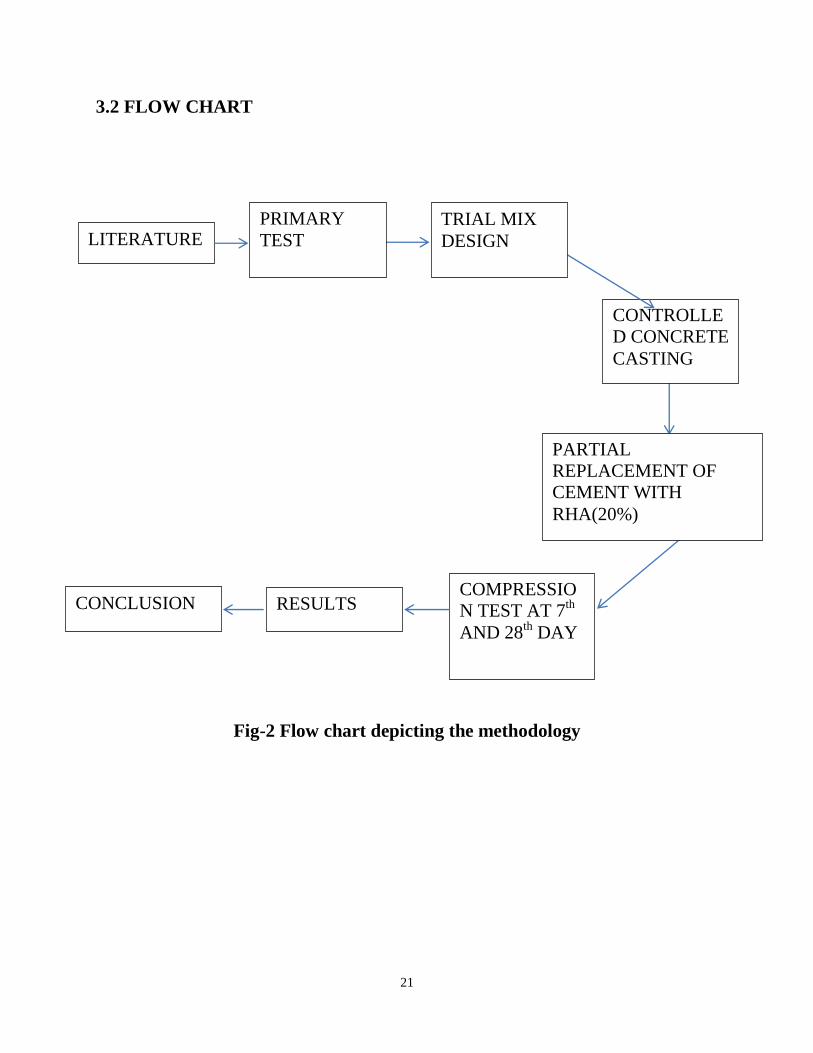
3.2 FLOW CHART
Chapter
Fig-2 Flow chart depicting the methodology
COMPRESSIO
N TEST AT 7th
AND 28th
DAY
LITERATURE
PARTIAL
REPLACEMENT OF
CEMENT WITH
RHA(20%)
CONTROLLE
D CONCRETE
CASTING
CONCLUSION RESULTS
TRIAL MIX
DESIGN
PRIMARY
TEST
22
CHAPTER -4
Preliminary Test
4.1:- Sieve analysis
Purpose: This test is performed to determine the percentage of different grain sizes obtained within a soil.
The mechanical or sieve analysis is performed to determine the distribution of the coarser,
larger-sized particles, and the hydrometer method is used to determine the distribution of the
finer particles.
Standard Reference: ASTM D 422 - Standard Test Method for Particle-Size Analysis of Soils
Significance: The distribution of different grain sizes affects the engineering properties of soil. Grain size
analysis provides the grain size distribution, and it is required in classifying the soil.
Equipment:
Balance, Set of sieves, Cleaning brush, Sieve shaker, Timing device.
Test Procedure:
Sieve Analysis:
(1) Write down the weight of each sieve as well as the bottom pan to be used in the analysis.
(2) Record the weight of the given dry soil sample.
(3) Make sure that all the sieves are clean, and assemble them in the ascending order of sieve
numbers (4 sieve at top and 200 sieve at bottom). Place the pan below 200 sieve. Carefully pour
the soil sample into the top sieve and place the cap over it.
(4) Place the sieve stack in the mechanical shaker and shake for 10 minutes.
(5) Remove the stack from the shaker and carefully weigh and record the weight of each sieve
with its retained soil. In addition, remember to weigh and record the weight of the bottom pan
with its retained fine soil.
23
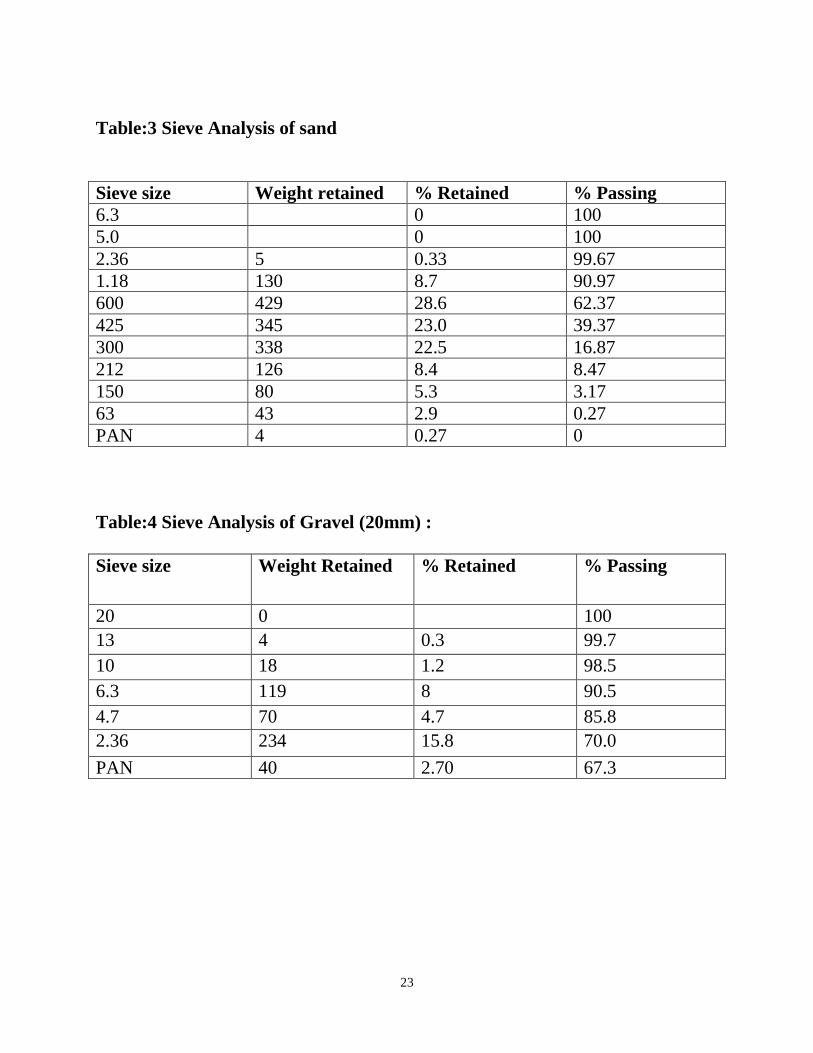
Table:3 Sieve Analysis of sand
Sieve size Weight retained % Retained % Passing
6.3 0 100
5.0 0 100
2.36 5 0.33 99.67
1.18 130 8.7 90.97
600 429 28.6 62.37
425 345 23.0 39.37
300 338 22.5 16.87
212 126 8.4 8.47
150 80 5.3 3.17
63 43 2.9 0.27
PAN 4 0.27 0
Table:4 Sieve Analysis of Gravel (20mm) :
Sieve size Weight Retained % Retained % Passing
20 0 100
13 4 0.3 99.7
10 18 1.2 98.5
6.3 119 8 90.5
4.7 70 4.7 85.8
2.36 234 15.8 70.0
PAN 40 2.70 67.3
24
CHAPTER-5
MIX DESIGN
5.1 MIX DESIGN:
Mix design of concrete
Replacement of cement by 20% of RHA
Grade of concrete – M20
Type of cement – OPC 43 grade
Type of material admixture -Rice Hsk Ash (RHA)
Maximum nominal size of aggregate – 20mm
Minimum cement content – 320kg/m3
Maximum water cement ratio – 0.45
Workability – 100mm (slump)
Exposure condition – Severe
Degree of supervision –Good
Types of aggregate – Crushed angular aggregate
Maximum cement – 450 kg/m3
Specific gravity of Cement - 3.17
Specific gravity of RHA – 2.28
Replacement of cement 20% by RHA
Replacement of sand 0%
Target strength for mix proportion
fck „ = fck + 1.65 S
fck = compressive strength @ 28 days =20
S= 4 (Table no.1 IS 10262:2009)
fck‟ = 20 + 1.65 * 4
= 26.6 N/mm2
Selection of w/c Ratio
Max W/C RATIO = 0.45 [from IS456]
Adopt = 0.4
Selection Of Water Cement
Max water content for 20mm aggregate = 186 litre (for 20 to 50mm slump range)
Water content for 100mm slump = 186 + 6/100*186
25
= 186 + 11.1
= 197.1 ~ 197L
Assuming 29% W.C = 197 – 197*29/100
= 140 (approx)
Calculation Of Cement Content
Water cement ratio = 0.40
Cement content = 140/0.4 = 350kg/m3
From table No.5 of IS456 minimum cement content for severe exposure conditions
= 320kg/m3
350kg/m3 > 320kg/m3 Hence ok
Volume of coarse and fine aggregate for zone 1
Volume of C.A = 0.6
Volume of F.A = 1-0.6 =0.4 [IS 10262:2009]
Cementious Matrial Content = 350*1.10
= 385kg/ m3
Water content = 140 kg/ m3
So water cement ratio 140/385 = 0.364
RHA @20% Of Total Cementious
Material content cement = 385-385*20/100
= 308 kg/m3
Saving of cement while using RHA
= 350 – 308
= 42 Kg/ m3
RHA being utilized = 77 kg/m3
26
(a) VOLUME OF CONCRETE = 1 m3
(b) VOLUME OF CEMENT = MASS OF CEMENT/S.G OF CEMENT * 1/100
= 308/3.17 * 1/1000
= 0.0971 m3
(c) VOLUME OF RHA = Mass of RHA/s.g of RHA * 1/1000
= 77/2.28 * 1/1000
= 0.0337 m3
(d) VOLUME OF WATER = 140 * 1/1000 = 0.140 m3
(e) VOLUME OF ALL IN AGGREGATE = [a- (b+c+d)]
= [1-(0.98+0.0337+0.14)]
= 0.7293 m3
Mass of C.A = e * volume of C.A * sg of CA * 1000
= 0.7293 * 0.6 * 2.6 * 1000
= 1126.78 ~ 1127 kg
MASS OF F.A = e * volume of F.A * sg of F.A * 1000
= 751.19 ~ 751 kg
Mix proportion for 1 m3
Cement = 308 kg/ m3
RHA = 77 kg/ m3
WATER = 140 kg/ m3
F.A = 751 kg/ m3
C.A = 1127 kg/ m3
W/C Ratio = 0.45
RATIO = 1 :0.20 :0.45 :1.5: 3
VOLUME OF 1 CUBE = 0.15 * 0.15 *0.15
= 0.003375 m3
27
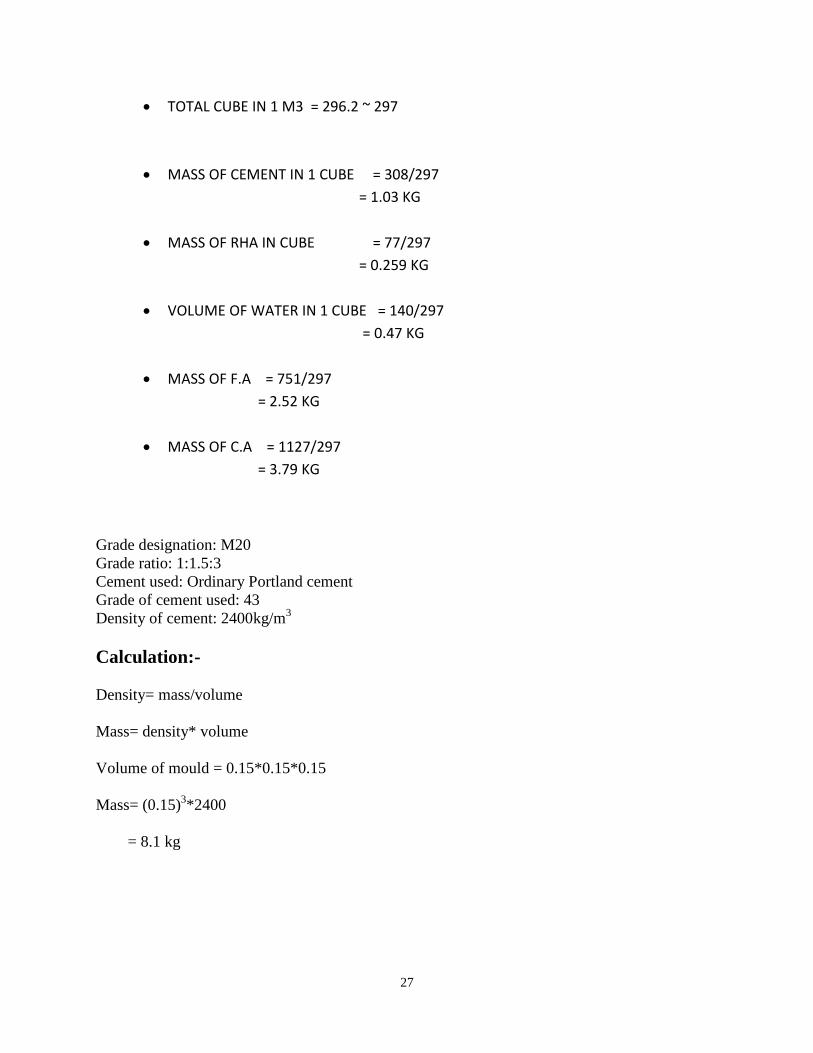
TOTAL CUBE IN 1 M3 = 296.2 ~ 297
MASS OF CEMENT IN 1 CUBE = 308/297
= 1.03 KG
MASS OF RHA IN CUBE = 77/297
= 0.259 KG
VOLUME OF WATER IN 1 CUBE = 140/297
= 0.47 KG
MASS OF F.A = 751/297
= 2.52 KG
MASS OF C.A = 1127/297
= 3.79 KG
Grade designation: M20
Grade ratio: 1:1.5:3
Cement used: Ordinary Portland cement
Grade of cement used: 43
Density of cement: 2400kg/m3
Calculation:-
Density= mass/volume
Mass= density* volume
Volume of mould = 0.15*0.15*0.15
Mass= (0.15)3*2400
= 8.1 kg
28
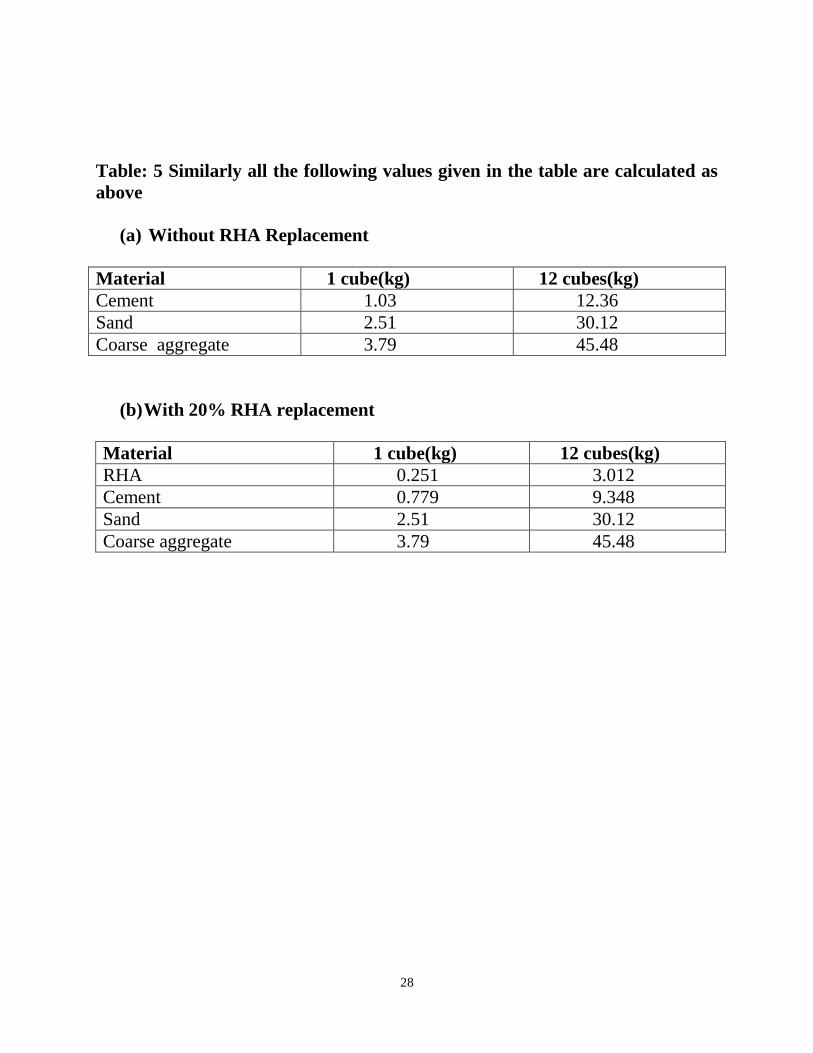
Table: 5 Similarly all the following values given in the table are calculated as
above
(a) Without RHA Replacement
Material 1 cube(kg) 12 cubes(kg)
Cement 1.03 12.36
Sand 2.51 30.12
Coarse aggregate 3.79 45.48
(b) With 20% RHA replacement
Material 1 cube(kg) 12 cubes(kg)
RHA 0.251 3.012
Cement 0.779 9.348
Sand 2.51 30.12
Coarse aggregate 3.79 45.48
29
CHAPTER-6
Experimental work
6.1. Preparation of materials
Mixing:
Mix the concrete either by hand or in a laboratory batch mixer
Hand mixing:
(i)Mix the cement and fine aggregate on a water tight none-absorbent platform until the mixture
is thoroughly blended and is of uniform color
(ii)Add the coarse aggregate and mix with cement and fine aggregate until the coarse aggregate
is uniformly distributed throughout the batch
(iii)Add water and mix it until the concrete appears to be homogeneous and of the desired
consistency
6.2. Slump Test :
Procedure to determine workability of fresh concrete by slump test.
(i) The internal surface of the mould is thoroughly cleaned and applied with a light coat of oil.
(ii) The mould is placed on a smooth, horizontal, rigid and nonabsorbent surface.
(iii) The mould is then filled in four layers with freshly mixed concrete each approximately to
one-fourth of the height of the mould.
(iv) Each layer is tamped 25 times by the rounded end of the tamping rod (strokes are
distributed evenly over the cross section).
(v) After the top layer is rodded, the concrete is struck off the level with a trowel.
(vi) The mould is removed from the concrete immediately by raising it slowly in the vertical
direction.
(vii) The difference in level between the height of the mould and that of the highest point of the
30
subsided concrete is measured.
(viii) This difference in height in mm is the slump of the concrete.
Fig:3 slump test being performed
Fig:4 Before demoulding of slump mould
31
Fig:5 slump height being checked after removal of mould
Result:
The value of the slump test i.e, the height of the slump cameout to be 26 cm.
32
Fig 6: MOUDLS OF SIZE 150mm*150mm
Fig 7: casting of concrete cube

33
Fig.8,9 Tamping of concrete being done.
34
6.3. Casting:
(i) Clean the mounds and apply oil
(ii) Fill the concrete in the molds in layers approximately 5cm thick
(iii) Compact each layer with not less than 35strokes per layer using a tamping rod (steel bar
16mm diameter and 60cm long, bullet pointed at lower end)
(iv) Level the top surface and smoothen it with a trowel.
6.4: Curing:
The first batch of 12 test specimens are stored in moist air for 24hours and after this
period the specimens are marked and removed from the molds and kept submerged in
clear fresh water until taken out prior to test.
The next batch of 12 test specimen are casted and stored in moulds for 24hrs after
demoulding the first batch. After this the specimen are removed from the moulds and
kept submerged in clear water until taken out prior to test.
Precautions:
The water for curing should be tested every 7days and the temperature of water must be at
27+-2oc. We should make sure that the water should be free from any deleterious material.
35
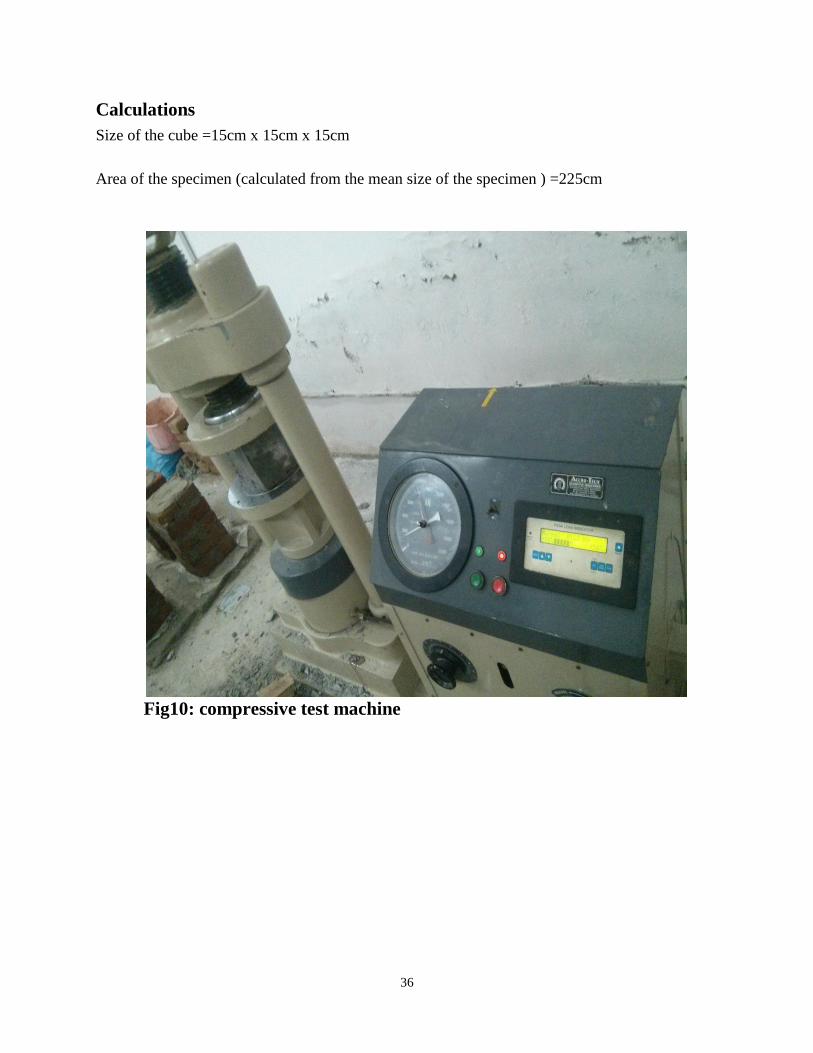
6.5. Compression Test
Aim:
To find out the compressive strength of 24 test specimens.
Apparatus:
Compression testing machine
Specimen:
12 cubes of 15 cm size mix. M20
Procedure:
(i) Remove the specimen from water after specified curing time and wipe out excess water from
the surface.
(ii) Take the dimension of the specimen.
(iii) Clean the bearing surface of the testing machine
(iv) Place the specimen in the machine in such a manner that the load shall be applied to the
opposite sides of the cube cast.
(v) Align the specimen centrally on the base plate of the machine.
(vi) Rotate the movable portion gently by hand so that it touches the top surface of the specimen.
(vii) Apply the load gradually without shock and continuously at the rate of 140KG/cm2/minute
till the specimen fails
(viii) Record the maximum load and note any unusual features in the type of failure.
Note
Minimum three specimens should be tested at each selected age. If strength of any specimen
varies by more than 15 per cent of average strength, results of such specimen should be rejected.
Average of there specimens gives the crushing strength of concrete. The strength requirements of
concrete.
36
Calculations
Size of the cube =15cm x 15cm x 15cm
Area of the specimen (calculated from the mean size of the specimen ) =225cm
Fig10: compressive test machine
37
Fig 11: Compressive test being done at 28 days
38
CHAPTER-7
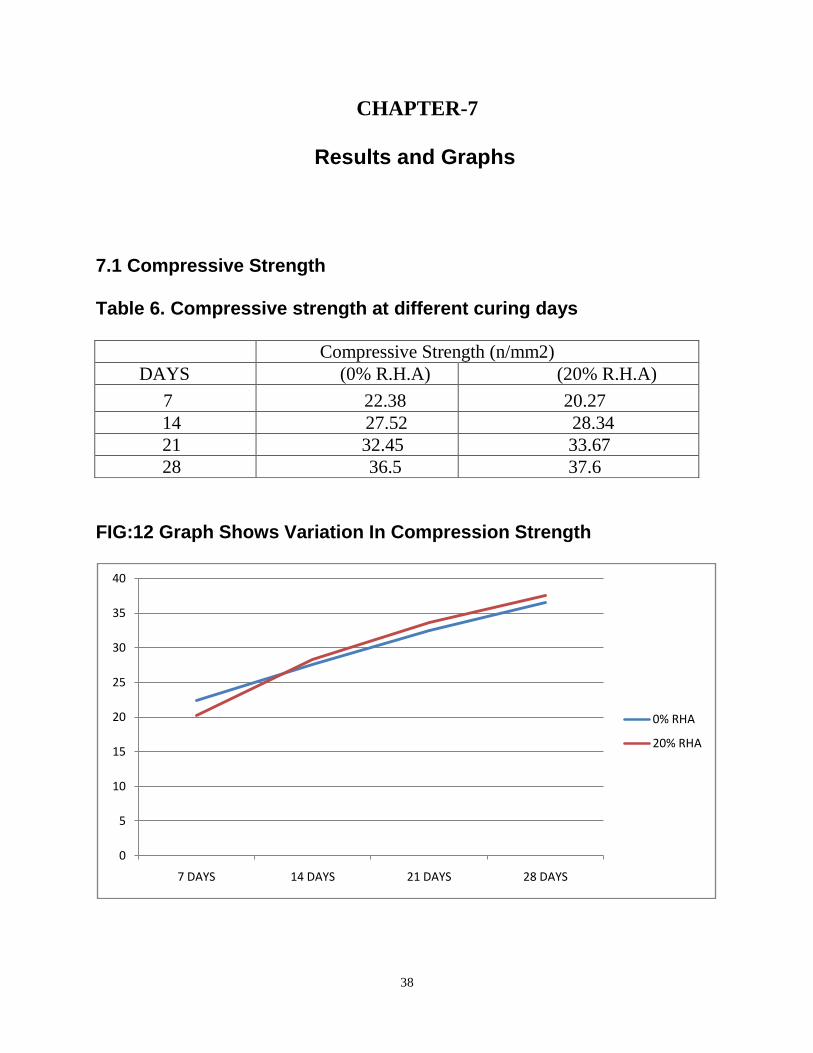
Results and Graphs
7.1 Compressive Strength Table 6. Compressive strength at different curing days
Compressive Strength (n/mm2)
DAYS (0% R.H.A) (20% R.H.A)
7 22.38 20.27
14 27.52 28.34
21 32.45 33.67
28 36.5 37.6
FIG:12 Graph Shows Variation In Compression Strength
0
5
10
15
20
25
30
35
40
7 DAYS 14 DAYS 21 DAYS 28 DAYS
0% RHA
20% RHA
39
CHAPTER -8 PRO AND CONS
(A) ADVANTAGES OF RHA
Improves the compressive strength.
RHA mixed concrete shows better bond strength as compared to opc cement.
Permeability of concrete decreases improves compressive strength.
RHA makes a role to increased resistance to chemical attack.
Show better durability of concrete.
Improves resistance to sulfate attack.
Reduce the amount of cement making concrete by 20% by weight.
Improves the corrosion resistance and strength of concrete as compared to that of OPC
concrete.
Reduces effects of alkali-silica reactivity.
Reduces shrinkage due to particle packing, making concrete denser.
Enhances workability of concrete.
Reduces heat grow through the walls of buildings.
Reduces amount of super plasticizer.
Decreases air permeability due to the filler and pozzolanic effect.
Reduces the plasticity of soil.
Increases compressive strength and decreases leachability.
Reduces material cost and emission of CO due to less cement utilization.
RHA could be used as an alternative source for high surface area silica.
40
(B) DISADVANTAGE OF RHA
Effective consumption of following RHA in cement or concrete has a great importance regarding
strength, durability and cost effectiveness of concrete up to a certain replacement percent.
Having the more benefits using RHA in cement or concrete, it shows a few disadvantages that
are mentioned below
Suitable incinerator/furnace as well as grinding method is required for burning and
grinding rice husk in order to obtain good quality ash.
Strength of concrete is reduced for larger (beyond 30%) replacement.
There is a little transportation problem.
Unburnt RHA is not suitable for concrete production.
41
(C) Conclusion
Based on the limited study carried out on the strength behaviour of Rice Husk ash, the following
conclusions are drawn At all the cement replacement levels of Rice husk ash; there is gradual increase in
compressive strength from 3 days to 7 days. However there is significant increase in
compressive strength from 7 days to 28 days followed by gradual increase from 28 days. By using this Rice husk ash in concrete as replacement the emission of greenhouse gases
can be decreased to a greater extent. As a result there is greater possibility to gain more
number of carbon credits.4. The technical and economic advantages of incorporating Rice Husk Ash in concrete
should be exploited by the construction and rice industries, more so for the rice growing
nations of Asia.
RHA based sand cement block can significantly reduce room temperature. Hence air
conditioner operation is reduce resulting in electric energy saving.
Moreover with the use of rice husk ash, the weight of concrete reduces , thus making the
concrete lighter which can be used as light weight construction material.
The pozzolonic activity of rice husk ash is not only effective in enhance the concrete
strength, but also in improving the impermeability characteristics of concrete
As the Rice Husk Ash is waste material, it reduces the cost of construction.
42
CHAPTER -9
References
G.V.RamaRaoand M.V.SheshagiriRao, “High performance Concrete with Rice
Husk Ash as Mineral Admixture”,ICI Journal, April-June 2003, pp.17-22.6. Gemma Rodriguez de Sensale“Strength Development of Concrete with Rice-
Husk Ash,”Cement & Concrete Composites 28 (2006) 158-160.7. H.B.Mahmud, B.S.Chia and N.B.A.A. Hamid, “Rice Husk Ash-An
Alternativematerial in producing High Strength Concrete,”International Conference
onEngineering Materials, June 8-11, 1997, Ottawa, Canada, pp.275-284.8. Jose James and M. SubbaRao,“Reactivity of Rice Husk Ash,”Cement and
ConcreteResearch, Vol.16, 1986, pp.296-302.9. K.Ganesan, K.Rajagopal and K.Thangavelu ,“ Effects of the Partial
Replacement of Cement with Agro waste ashes (Rice husk ash and Bagasse Ash) on strength
andDurability of Concrete,”Proceedings of the International Conference on
RecentAdvances in Concrete and Construction Technology, December 7-9,
2005,SRMIST, Chennai, India pp.73-85.
Ephraim etal, Compressive strength of concrete with RHA as partial replacement of OPC. Scholarly journal of engineering research vol.1(2)pp32-36 Cook,D.J(1996)Rice Husk Ash increment replacement material, concrete technology and design vol.3 Ed.R.Swamy, Surrey University,UK.
IS code books - 10262, 456





























