Embed Size (px)
Citation preview

* GB785739 (A)
Description: GB785739 (A) ? 1957-11-06
Improvements in and relating to fastening devices for securing an article toa support
Description of GB785739 (A)
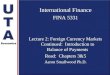
PATENT SPECIFICATION 785,739 Date of Application and filing Complete Specification: Nov 25, 1955. No 33915/55. Application made in United States of America on Nov 29, 1954. < D Complete Specification Published: Nov6, 1957. Index at acceptance:-Classes 43, LX; 44, BE( 3 81 B:9 A:14 A); and 89 ( 2), E( 3 D 1:4 A 2 B: 4 D 3 A). International Classification:-A 41 f, A 44 c, A 45 c, F 06 b. COMPLETE SPECIFICATION Improvements in and relating to Fastening Devices for Securing an Article to a Support We, UNITED-CARR FASTENER CORPORATION, a Corporation organized according to the Laws of the State of Delaware, United States of America, of 31 Ames Street, Cambridge, Massachusetts, United States of America, do hereby declare the invention for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- This invention relates to fastening devices for releasably securing an article to a support such as a belt or the like. Various items of military equipment such as ammunition pouches and the like are designed to be supported from a relatively wide web belt The means used for securing the article to the belt should enable it to be easily detachable, yet should be secured thereto so that it cannot be released accidentally and should not be rendered inoperable by the presence of mud or the like. According to the present invention a fastening device for securing an article to a support comprises a flat strip of material bent to

provide a back, a slide-carrying member in parallel spaced relation to the back and joined thereto at one end, and a slide engaging arm extending from the other end of the back towards the slide-carrying member and. disposed in spaced relation to the adjacent end thereof, and having a slot to receive the end of the slide, a slide formed of a flat strip of material assembled with the slide-carrying member, said slide being movable longitudinally into an open position to uncover the space between the end of the slide-carrying member and the slide engaging arm and into a closed position to cover said space and enter the end of the slide into the slot in the slide engaging arm, the slide and slide-carrying member being provided with co-operating means serving to limit the longitudinal movement of the slide when moved into open or closed positions. To enable the invention to be fully understood it will now be described with reference to the accompanying drawings, in which:Fig 1 is a view in side elevation partly in section of a fastening device according to 50 the invention; Fig 2 is a view of the device of Fig 1 as seen from the left side, with portions of the device broken away; Fig 3 is a view in side elevation of the 55 fastening device of Fig 1 assembled on an article to be supported with the slide in the open position, Fig 4 is a view in section taken on line 4-4 of Fig 3; 60 Fig 5 is a view of the assembly of Fig 3 as seen from the left side; and Fig 6 is a view in side elevation of the assembly of Fig 3 assembled on to a belt. Referring to the accompanying drawing, 65 there is illustrated a fastening device 10, which is adapted for assembly on to an article 12 which may be an ammunition pouch or the like to enable the article to be supported from a belt 13 70 The fastening device 10 comprises generally a body portion 14, and a slide 16, each formed of a flat strip of sheet metal bent into suitable shape. The body portion 14 comprises a back 18, 75 an outwardly extending arm 20 at one end, a slide engaging arm 22 extending outwardly from the other end, and a slide-carrying member 24 extending from the arm 20 in parallel spaced relation to the back toward 80 the slide engaging arm 22 and terminating in spaced relation to the adjacent end thereof. As shown the slide-carrying member is of U-shape and includes an outer arm 26, an inner arm 32, a bight portion 28 which forms 85 the base of the U and which is spaced from the slide engaging arm 22 to form an entrance 30 to the space between the slidecarrying member 24 and the back 18. To permit longitudinal sliding movement 90 785,739 of the slide 16, an aperture 34 is provided in the base or bight portion 28 and an aperture 36 is provided in the arm 20 The slide 16 is disposed between

the arms 26 and 32 so as to be frictionally gripped thereby, yet is movable longitudinally into predetermined positions to open and close the entrance 30. To provide means for retaining the slide in the open and closed positions, an embossment 38 is provided on the slide and apertures 40 and 42 are provided in the inner arm 32 of the slide-carrying member to receive the embossment in snapping engagement. The aperture 4-2 which is positioned to receive the embossment 38 when the slide is in the closed position, is provided with a camming surface 44 on the side away from the entrance to enable the slide to be moved into the open position by causing the inner arm 32 to flex away from the arm 26 to enable the embossment to snap into the other aperture 40. The aperture 40 which receives the embossment when the slide is in its open position has no camming edge, hence the embossment cannot accidentally snap past the aperture 40. Theslide engaging arm 22 comprises a portion 46 having a slide receiving slot 48 and a reversely bent end portion 50 spaced below and in alignment with the slot 48 so as to be engageable by the end of the slide when it is in the closed position As the slide is disposed in the slot 48 lateral movement of the end of the slide is prevented. The fastening device 10 may be assembled on to the article 12 in any convenient manner, such as by passing the back 18 through a retaining band 52 sewed onto the article The assembly may then be secured to the belt 13 by inserting the belt through the entrance 30 and closing the slide. Although in the illustrated embodiment the fastening device is initially secured to the article to be supported, it may be first secured to the belt if desired.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785740 (A)
Description: GB785740 (A) ? 1957-11-06

Improvements relating to the forming of ductile parts
Description of GB785740 (A)
PATENT SPECIFICATION Inventor: EVERETT EUGENE JONES 4 m > l Date of Application and filing Complete Specification: Nov 30, 19, No 34312/55. e f Complete Specification Published: Nov6, 1957. Index at acceptance:-Class 83 ( 4), E( 1 D 2: 8 E), E 1 OA( 3: 5: 7: 9: 11). International Classification:-B 23 k. COMPLETE S&PECIFIOATION Improvements relating to the Forming of Ductile Parts We, FAIRCHILD ENGINE AND AIRPLANE CORPORATION, a Corporation organised under the laws of the state of Maryland, United States of America, of Deer Park, Long Island, New York, United States of America, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: - This invention relates to methods and apparatus for shaping parts of ductile material such as metal, wherein the part is urged into pressure engagement with a die to cause this part to assume the shape of the die. One of the major costs in forming ductile parts is incurred in the manufacture of the die, especially, where the portion of the part which is urged into pressure engagement with the die is required to have an unusual shape, for this shape must be produced in matrix form in the surface of the die, Moreover, different dies must be made whenever it is necessary to impart a different curvature to a number of parts of the same stock Examples of such parts are ithe cap strips for built-up ribs of a tapered wing, longitudinal stiffeners for engine cowls, and fuselage stiffeners, and in each of these cases a separate die must be manufactured for each separate part of different curvature. According to the present invention, the part is urged into pressure engagement with an articulated die which is held against the thrust of the part by an edge of a templet of curvature corresponding to that required It will be clear that by using such a method, parts may be formed having different curvatures using the same articulated die merely be replacing one templet with another having an edge of

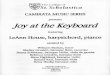
different curvature. A method according to the invention may be used 'both in stretch forming processes and press forming processes and examples of such processes will now be described with reference to the accompanying drawings, in which:Fig 1 is a plan view showing apparatus used in applying a method according to the invention to a stretch forming process; Fig 2 is a transverse cross-section of the articulated die shown in Fig 1; Fig 3 ' is a perspective exploded view of the articulated die; Figs 4 to 8 are cross-section views illustrating the way in which parts of different cross-section can be formed by stretch forming methods; Fig 9 is a side elevation, partly in crosssection, of a clamping device suitable for anchoring the articulated die to a base during a stretch forming operation; Fig 10 is a cross-section view taken on the line 4-4 of Fig 9;' Fig 11 is a cross-sectional elevation of apparatus used in applying a method according to the invention to a press forming process; Fig 12 is an isometric view of the lower articulated die shown in Fig 11; Fig 13 is an isometric view of the upper articulated die shown in Fig 11; and Figs 14 and 15 are isometric views of a modified form of lower die for the press shown in Fig '11, the die in Fig 14 being shown as an exploded view. Referring to Fig 3 of the drawings, an articulated die comprises a number of segments 24 joined together by a link chain 25 housed in slots formed in the upper surface of the segments 24 The front faces 26 of the segments 24 are machined to a V-shaped crosssection so that a metal part A may be bent into a similar shape (see Figures 1 and 2) A claw-like registering member or hook 21 is secured on the upper surface of each segment 24 with its front end disposed in front of and above the corresponding face 26, In order to make the segments 24 take up their correct dispositions so that the faces 26 assume the required shape for the part A, a templet 22 is used having an edge 22 a whose curvature corresponds to that required in the part A This templet 22 is made from flat steel or aluminium stock, and it will be clear that it can be formed easily, and cheaply The templet 22 is 785740 55. first placed on top of the hooks 21 which are then pushed towards it to engage the edge 22 a. When thus in position, the two end hooks are anchored to the templet 22 by screws 23 which pass through holes 21 a in the hooks and into tapped bores 22 b formed in the edge 22 a of the templet 22 The slots in which the chain is housed may be filled in with alloy to keep the chain in position. In a stretch forming process, represented in Fig 1, a templet 22 having an edge 22 a of the curvature which is to be imparted to the metal part A (shown in broken lines before and during the stretch forming operation) is selected, and the articulated die is mounted on

this templet 22 with the hooks 21 in engagement with the edge 22 a The die and templet assembly is then anchored to a base F (Fig 2) by clamps 15 which are vertically movable upon vertical guides 17 The metal part A is then grasped at both ends by chucks B which are then moved downwards so that the part A is urged first into pressure engagement with the face 26 of the topmost segment 24 and then progressively into pressure engagement with the die as a whole, the die then being held against the thrust of the part by the edge 22; of the templet 22. It is evident that as the ends of the part are stretched in opposite directions around the matrix face 26 of the die, the part will assume the desired curvature of the die. Parts of other cross-sections may also be dealt with using an articulated die Thus in Fig 4 a U-shaped channel H is shown being formed against an articulated die, an articulated filler J, composed of individual segments connected together in the same fashion as the articulated, die, being set into the channel to prevent the collapse or buckling of its side walls In Fig 5 the U-shaped part G is shown being formed with the lower surface of its base in contact with the articulated die and the upstanding members disposed away from the die and accommodating a flexible filler J 1. Fig 6 illustrates the bending in the opposite direction of a similar U-shaped part I arranged with the upper surface of its base in contact with the die and its upstanding leg members arranged on either side of the die. Shims 27 between the upper surfaces of the segments 24 and the hooks 21, and shims 28 beneath the segments 24 permit the front edge of the die to 'be received between the leg members of the part. Fig 7 shows a more complex arrangement wherein upper and lower similar oppositely disposed articulated dies separated by a shim 29 are employed to form a part T of Tshaped cross section Another shim 291 is employed to support the lower templet above the base F and to provide a space to accommodate the lower hook 21. Fig 8 illustrates the use of the articulated die in forming parts E of L-shaped crosssection In this case the templet 22 is mounted above the base F, by attaching the templet 22 to the top surfaces of blocks 80 by bolts 83 which secure both the templet and the blocks to the base F A shim rd is placed beneath the 70 die so that the lower horizontally disposed leg of the part E can be accommodated between the die and the base F The part is formed against the lower corner of the die. The importance of firmly anchoring the die 75 in apparatus used in a stretch forming operation as illustrated in Fig, 1 is evident, and Fig 9 shows a clamping device for use in place of any one of the clamps 15 shown in Figs 1, 2 and 4 to 7 The frame 30 of the 80 clamping device

is supported above a base 31, and is provided with a horizontally disposed platform 32 upon which the die, generally represented by the reference letter C, is mounted The die C is similar to the die described 85 in connection with Fig 7, comprising as it does upper and lower oppositely disposed flexible dies 60 and 61 The upper end of the frame 30 supports an air cylinder 34 having a vertically movable 90 piston attached to a shaft 35 which is provided with an extension in the form of a vertically disposed cylindrical shaft 36 The downward travel of the piston is controlled by admitting air under pressure from any suit 95 able source via the conduit 38, and the upward travel of the piston is controlled in similar fashion via the conduit 39. The shaft 36 is journalled in upper and lower bearings 40 and 41, respectively, of the 100 frame 30, and a clamp 42 for holding the die in position is journalled on the shaft 36 for free sliding movement thereon The periphery of the shaft 36 however, is serrated as shown at 44, and the clamp 42 has pivotally 105 mounted on it at 45 a hand lever 46 which controls the horizontal sliding movement of a pin 47 to move it into or out of operative locking engagement with the serrations 44 of the shaft 36 110 The upward travel of the clamp 42 is limited by the lower end of a screw 49 which is threaded through a hole 40 a formed in the bearing 40 The upper end of the screw 49 is guided by a guide plate 50 and carries a 115 crank arm 5 I for rotating the screw 49 to move it in an axial direction upwardly or downwardly. The extreme lower end of the screw 49 (shown more clearly in Fig 10) carries a 120 square-headed bolt 52 screwed into it The clamp 42 is provided with two spacially separated vertical walls 42 a and 42 h which support a stop plate 42 c above them The stop plate 42 c is formed with an opening 42 d 125 to allow passage of the shank of the bolt 52. By this means the travel of the clamp 42 is limited in a downward or closing direction by the head of the bolt 52 and in an upward or releasing direction by the base of the screw 49 130 785,740 conventional methods, to form the part in a series of steps wherein the part is initially formed until the leg begins to twist or warp, whereupon it is removed, hammered straight and replaced in the die for further forming 70 until further warping or twisting requires this operation to be repeated It may, of course be necessary to repeat this correcting operation many times before the leg of the T-section enters the slot of the female die sufficiently to 75 prevent further twisting or deforming thereof. The disadvantage just mentioned may be overcome by using an articulated die since the leg portion of the T-section part K may be inserted along its entire length into a female 80 die as shown in Fig

12 before the bending operation, During this bending operation, the female die, when brought under the pressure of a companion male die will gradually deform to assume the contour of one or more 85 templets with which it is operatively associated thereby gradually bending the T-section member Thus, the advantage of this method is that the entire length of the T-section part is maintained in registration with the female 90 die throughout the bending operation, with the result that there is no danger of the leg portion twisting or warping during this operation. Referring to Figs 11 and 131, the male die 95 comprises a frame 90 adapted to be attached to the platen 91 of the press, a pair of downwardly depending and spacially separated templets i 92 attached to the frame 90, and an articulated die represented by the reference 100 numeral 93 A pair of vertically disposed walls 94 are disposed outwardly of and parallel to the templets 92, and the walls 94 are separated from the templets 92 by spacer members 99. The construction of the die 931 is generally 105 similar to those previously described and comprises a number of individual segments '96 flexibly held together by a linkage 97 extending along both sides (see Fig 11) of the segments 96 The links are connected to each 110 other and to the segments 96 by pins 97 a. The hooks or claws 98 for engaging the curved edges of the templets are mounted on opposite sides of each of the segments '96 in' order that the die may be rigidly held between the 115 two spacially separated templets 92. The female die 100, as shown in Figs 11 and 12, comprises a frame 101 which is adapted to be held to the base 102 'of the press, a pair of parallel side walls 103 upstanding upon 120 the frame 101, a pair of templets 104 inwardly of and adjacent to the slide walls 103, being spacially separated therefrom by spacer members 105, and a number of segments 106 slotted at 10,7 to accommodate the vertically 125 disposed portion of the T-section part K to be formed, The segments 106 are flexibly connected by pivot links 106 a extending along both lateral sides of the segments and held thereto by pins 107 a 130 In setting up the clamping device just described to bring about anchoring of the die C, the crank arms 51 are turned, lowering the clamps 42 into contact with the upper surface of the die, and then the hand levers 46 are operated Ito move the pins 4 i 7 into locking engagement with the shafts 36, When this has been done, air is admitted into the air cylinders 34 to force the pistons and the shafts 36 downwardly thereby exerting a downward thrust on the clamps 42 The bolts 52, however, prevent downward movement on the clamps, until their stop positions are lowered by the rotation of the arms 51 in the proper direction, whereupon the clamps 42 are permitted to descent gradually

under air pressure until the die is resiliently but firmly anchored in place. The lower inverted articulated die 61 and the templet 22 with which its hook 21 is in contact are held firmly in position by a clamp 54 fixed to the platform 32 by bolts 55 A spacer plate 70 is provided between the templet 22 and the platform 32 so that there is accommodation for the front ends of the hooks 21 The templet 22 of the upper die 60 is mounted on the movable clamps 42 by bolts 71 Before applying closing pressure to the clamps 42, shims 74 having a thickness slightly less than that of the leg of the T-section part D to be formed, are pinned in place by vertically disposed dowels 76 between the segments of the upper and lower dies 60 and 61. The dowels 76 also assist in the alignment of the upper and lower dies during their assembly. It should be noted that during the stretch bending operation to form the part D the thrust of this part is taken up through the curved edges of the templet 22 by the surface 72 of the upper clamp 42 and the surface 73 of the lower clamp 54 respectively. The articulated dies described above may also be used in press forming operations, and such an operation for forming a part of T cross-section may be performed using apparatus as shown in 'Figs 11 to 15 A part with such a cross-section is one of the most difficult to form in conventional presses A part from the fact that a male and female die must be constructed for forming each piece having a different curvature, even though the crosssection of the members might be identical, difficulty is often experienced because of the deformation of the leg of the T-section which is expected to enter a female slot or guide during its deformation Considerable care must be taken in bending a T-section using conventional male and female dies to ensure that the leg portion of the T-section enters the female die for support along its complete length, and the slightest warp or twist of the leg will prevent it from properly entering the female die during the forming operation This difficulty, therefore, makes it necessary, using 785,740 The lower segments 106 also carry the templet receiving hooks or claws 109 mounted on opposite sides of the segments 106 However, unlike the hooks 9,8 of the upper die 93, the claws 109 are not anchored to the curved edges 104 a of the templets 104, but in the normal positrhn are maintained horizontally disposed by springs 110, or their equivalents, such as air or hydraulic cylinders. With the female die 100 maintained taut under the tension of the springs 110, the leg of the T-section may be readily inserted into the lengthwise slot 107 along its entire length As the platen 91 descends, the upper male die 93 moves downwardly against the upper surface of the part K and gradually deforms both the part K and the lower die 100

against the outward supporting force of the springs 110. The templets 104 guide the die 100 as it gradually deforms and, of course, the upper contoured edges 104 a of the templets determine the limit of deformation of the lower die 100, holding this die 100 against the thrust of the part K. As best shown in Fig 11, the side plates 94 of the upper die and the side plates 103 of the lower die serve as guides to ensure that the dies meet in proper alignment. Figs 14 and 15 illustrate a lower die which may be employed to form a reverse curvature in the stiffener part K' of inverted T crosssection, as well as forming a joggle in each end as frequently required in such stiffeners. Ordinarily in forming such stiffeners it is necessary to provide a separate die for forming the joggle end; however, the part may be formed in a single operation with the articulated die 115 This die 115 comprises individual segments 116 flexibly held together by linkages 117 connected along both side walls of the segments 116 However, the last few end segments 116 are adjustable axially so that the claws 118 g formed with keys 119 may engage slots 120 formed in the edges in the templets 121 To permit axial adjustment necessary to permit the keys 119 to engage the corresponding slots 120 of the templet 121, the links 117 a of the end segments are slotted at 117 b for a limited degree of free axial movement This limited freedom also makes it possible to employ the die in conjunction with templets of different curvatures and slightly different spacing of the notches 120 Although not shown in the drawings, the upper die assembly may be of the same general construction
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785741 (A)
Description: GB785741 (A) ? 1957-11-06

Improvements in machines for producing filter mouthpiece cigarettes and thelike
Description of GB785741 (A)
A high quality text as facsimile in your desired language may be available amongst the following family members:
DE1007680 (B) US2873719 (A) DE1007680 (B) US2873719 (A) less Translate this text into Tooltip
[81][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION Date of Application and filing Complete Specification: Dec 16, 1955 No. Application made in Germany on April 6, 1955. / f O Complete Specification Published: Nov 6, 1957. Index at acceptance:-Class 140, K 3 D. International Classification:-B 05. COMPLETE SPECIFICATION Improvements in Machines for Producing Filter Mouthpiece Cigarettes and the like I, KURT KORBER, a German Citizen of 10, Am Pfingstberg, Hamburg-Bergedorf, Germany, do hereby declare the invention, for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement: - In the production of filter mouthpiece cigarettes cigarillos (hereinafter referred to in general terms as "filter cigarettes") or the like on machines in which cigarette mouthpiece groups are formed on rotating grooved drums, which groups consist in each case of two cigarettes with an interposed mouthpiece of double length, gummed connector sheets must as is known be applied and stuck down at the butting points of the groups The gumming apparatus provided for this purpose either gums connector sheets cut from the paper strip coming from a reel and delivered to a feeder roll or, in a modification, gums the paper strip before it is delivered to the feeder roll and is then

cut off into individual connector sheets by means of a cutter drum. In both embodiments the gummed connector sheets are carried forward on to the feeder roll and stuck down upon the cigarette mouthpiece groups located on the grooved drum. The invention relates to a device on the last named type of machine by which the problem is solved of avoiding drying of the gum on stoppage of the machine and permitting slight adjustments in position of the ungummed sheets. For this purpose according to the invention the paper strip to form the connector sheets is supplied by a guide, for example a pair of rolls, to the gumming device whereby the paper strip can be removed by means of the guide when necessary from the gumming device. For temporary stoppage of the machine the feeder and gumming rolls of the gumlPrice 3/6 l ming device continue to rotate in order to hinder drying of the gum on the gumming roll or in the gumming apparatus Furthermore it may become necessary to shift the paper strip without gumming, for example, 50 for adjusting the length of the individual sheets In this case the lifting of the strip can be effected by hand by disconnecting the otherwise automatic operating device. The invention will be further described in 55 the form of one constructional example with reference to the accompanying drawing illustrating the gumming apparatus and assembly and showing its relation to the grooved feeder drum 60 The drum 1 is the conveyor drum for the filter cigarette mouthpiece groups for the filter cigarette mouthpiece groups each consisting of two cigarettes with an interposed double length mouthpiece between them, and 65 is provided with grooves in its periphery. The connector sheets 2 are gummed to these mouthpiece groups in known manner A paper strip 3 coming from a paper reel, not shown, runs over a guide roller 4 and then 70 between a pair of rolls consisting of a driven roll 5 and a pressure roll 6 A stationary roll 7 is provided having lateral guides over which the paper is led towards a further guide roll 8 The paper strip is gummed by 75 the periphery of a roll 9 and supplied to a feed roll 10 on which it is retained in known manner by suction (not further described), and on further rotation is severed by a cutter roll 11 into individual connector 80 sheets 2 A gum supply roll 12 transfers gum from the gum container 13 to the roll 9. Before the paper strip reaches the roll 9 it passes between a pair of rolls 14, 15 mounted on a lever 16 pivoting about a spindle 17 85 On the drawing the lever is shown in the working position, i e, the pair of rolls 14, 15 presses the paper strip on operation of the machine against the periphery of the roll 9 so that gumming can be effected If the 90 5,741 36116155. 785,741 machine is stopped, rocking of the lever 16 is effected so

that the pair of rolls 14, 15 move upwardly into the dotted position 14 ', ' and the paper strip adopts the position shown in chain dot lines It is now raised from the periphery of the roll 9 so that no gumming can be effected Rocking of the lever 16 is effected as follows:After stoppage of the machine an electric circuit -connected to the terminals A B is closed, the electric circuit elements not being shown as forming no essential part of the present invention The terminals A, B are connected to an electro-magnet 1 which attracts the solenoid core 19 in the direction of the arrow 20 The core 19 carries a fork 21 and a plunger 22 is also fixed thereto. The said fork embodies longitudinal slots 23 engaged by a pin 24 on a lever 25 The latter forms part of an angle lever the other arm of which is formed by the lever 16. Upon the initial movement of the core 19 in the direction of the arrow 20 the plunger 22 actuates an angle lever 26 in the direction of the arrow 20 the plunger 22 actuates an angle lever 26 in the direction of the arrow 27 in counter clockwise direction about a pivot 36 and releases an abutment 28 on the lever 25 from engagement with the lever 26. At this moment the right-hand surfaces of the slots 23 engage the guide pin 24 od the lever 25 so that further inward movement of the core 19 relatively to the electromagnet 18 lifts the lever 16 in the direction of the arrow 29 until it has reached the position indicated by the dotted position 14 ', 15 ' of the rolls 14, 15. On starting the machine again the current to the electro-magnet 18 is again broken and the lever 16 is moved back to its starting position by a tension spring 30 and the angle lever 26 is also shifted to its starting position by a tension spring 31. If it is necessary to lift the paper strip during operation of the machine this can be effected by hand since the electromagnet 18 is not now operative, by depressing the plunger 22 by means of a finger knob 32 in the direction of the arrow 33 In the upper position the lever 16 can be retained by an axially movable stop pin on the lever 16, which is adapted to be engaged in a recess in the rear wall of the machine against the action of a compression spring The release of the pin is hindered by the action of the tension spring 30 which exerts a lateral force upon the pin and thereby the pin is held frictionally in the recess 35 To release the lever 16 when held in the upper position by the pin 34 during continued oneration of the machine, the lever need only be lightly depressed by hand whereby the lateral friction hold action in the rewess 35 is released and the pin 34 is disengaged from the recess 35 by the compression spring and consequently the locking action is released. The tension spring 30 then brings the lever 16 automatically

downwardly into the working position If the lever is held in the upper position during operation and the machine is 70 stopped so that the operating magnet becomes operative, it remains in the necessary upper position but the locking action is now released automatically since the action of the force of the spring 30 giving the frictional 75 hold of the pin 34 in the recess 35 is overcome by the force of the operating magnet 18 so that on restarting the machine the lever can spring back automatically into the working position 80
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785742 (A)
Description: GB785742 (A) ? 1957-11-06
Improvements in or relating to a time fuze with direct percussion ignitionfor rotated projectiles
Description of GB785742 (A)
A high quality text as facsimile in your desired language may be available amongst the following family members:
FR1144263 (A) FR1144263 (A) less Translate this text into Tooltip
[79][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.

PATENT SPECIFICATION 78 f YK ^ 2 Date of Application and filing Complete r -'Ci Specification: Dec21, 1955 No 3 Application made in Italy on Dec 22, 1954. Complete Specification Published: Nov 6, 1957. Index at acceptance:-Class 9 ( 1), A 5 (A 1:A 7:B 3:C 4). International Classification:-FO 7 f. COMPLETE SPECIFICATION Improvements in or relating to a Time Fuze with Direct Percussion Ignition for Rotated Projectiles We, ( 4 EBRUDER JUNOHA Ns AG of Geisshalde, Schramberg/Wurttemberg, Germany, a German Company, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- The invention relates to a time fuze with direct percussion ignition for rotated projectiles For adapting the munition equipped with the fuze in question to different uses, the aim of the invention is to arrange the so-called sensitive percussion ignition responding immediately upon impact, so that it can be set for undelayed and delayed ignition with the object of effecting the ignition on the one hand immediately on impacting the target and on the other hand after penetrating a certain distance therein. The mechanical time fuze according to the invention is characterized in that the percussion ignition device is selectively adjustable for immediate or delayed ignition by means of a switch-over member accessible on the outer side of the fuze housing, a primer capsule carrier cooperating with the switch-over member is co-ordinated to the striker pin and a catch element is arranged behind the primer capsule carrier within the range of the point of the striker pin and can be disengaged thereby, which catch element is connected ltp with the time-controlled releasing member for the delayed ignition device functionally parallel in relation thereto. In the preferred form of construction of the invention the timing member cooperates in known manner with a turn bolt mechanism for the delayed ignition device, the turn bolt of which mechanism is mounted at one end in a centrifugal slide which can be disengaged by the striker pin to perform centrifugal movement also causing the release, and, according to the invention, a safety latch is provided as locking member for maintaining the centrifugal slide within the ranige 50 of movement of the striker pin. Other features of the invention relate to the construction of the switch-over device and also to means for protecting the primer capsule carrier during transport 55 and when the gun barrel, for the control

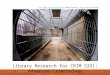
of which means the timing gear mechanism is utilized. An embodiment of the invention is illustrated by way of example in the 60 accompanying drawings, in which the constructional parts of the mechanical time fuze with direct percussion ignition, which are known to any one versed in the art, are omitted when they are not 65 directly necessary for understanding the invention In the accompanying drawings:Fig 1 is a developed projection of a section through a mechanical time fuze 70 with direct percussion ignition, seen from the side The section is taken through the fuze on line IT-II-II of Fig 2 The parts of the fuze are in their initial position The fuze is set for delayed 75 action. Fig 2 shows the fuze according to Fig. 1 seen from above, the plates of the mechanism being partly broken away. Figs 3 and 4 show elevation and 80 section respectively, details of the switchover device which in Fig 4 is set for instantaneous ignition. Fig 5 shows the fuze parts after delayed action on impact It is a 85 developed projection of a section taken on line V-V-V of Fig 6. Fig 6 is a top plan view of Fig 5. Fig 7 shows the position of the switchover device set for delayed ignition, 90 5,742 6622155. 785,742 corresponding to Figs 5 and 6. Fig 8 shows the parts of the fuze after undelayed action on impact The figure shows in elevation the development of a section taken on line VIII-VHIIVIII of Fig 9. Fig 9 is a top plan view of Fig S. Fig 10 shows the switch-over device viewed from the outer side and set for undelayed action on impact. Fig 11 shows details of the priming device for the time ignition and delayed action impact ignition, being a side view showing the development of a section taken on the line XI-XI-XI of Fig 12. The priming device is locked. Fig 12 is a top plan view of Fig 11. A base 10, only shown diagrammatically on the drawings, has a cylindrical recess 2010 a for accommodating the fuze The fuse consists of separate superposed discshaped plates 11, 12, 13, 14, 15, 16, 17, 18 The detonator or striker pin 19 is arranged in the usual manner in the longitudinal axis of the fuze For the sake of simplicity, only its point is shown on the drawings It must be imagined that the timing mechanism, including the disc for setting the fuze, is arranged partly between and partly above the plates 11 to 14; the parts of this mechanism are known to any one versed in the art and are here omitted for the sake of simplicity, in as far as they do not directly

participate in the ignition on impact, when they must be hereinafter described A primer capsule carrier 20, constructed as a centrifugal slide, is fitted in a guide 14 a, 15 a in the plates 14 and 15 It rests with its under side on the plate 16 and is guided on its upper side by the plate 13 The centrifugal slide or capsule carrier 20 has a bore 20 a through which the striker pin 19 can pass when the bore is under the striker pin Moreover, the primer capsule 21 is placed in a continuous bore in the capsule carrier; it is fired by the striker pin 19 when the carrier 20 is in a suitable position and the ignition flash 37 strikes downwards through the passages (Fig) to the detonator A pressure spring 22, bearing at one end against the plate 14 and at its other end against a shoulder b on the capsule carrier, holds the carrier in its position of rest in which the anvil 20 c of the capsule carrier lies under the point of the striker pin; (another safety device will be described later). For determining the two extreme positions of the capsule carrier 20 for instant and delayed action impact ignition, an abutment bolt 23 is fitted in the foot d of the carrier and co-operates with the swvitch-over element 24 constructed as a turn bolt (Figs 1 and 4) The turn bolt 24 is mounted in a bore 10 b in the fuze base and provided with a collar 24 a, one side of which is in contact with a packing ring 25 and the other side with a spring washer 26 27 is a screw unit which is 70 screwed into a corresponding bore in the fuze base 10 and locks the turn pin 24. Notches and projections (not shown in the drawings) may be provided on the collar 24 a and on the spring washer 26 to secure 75 the turn bolt in its two extreme positions by interlocking The inwardly extending free end of the turn bolt 24 is half cut away at 24 b so that two abutments 24 c and 24 d are formed one of which, accord 80 ing to which extreme position the turn bolt is in, is located in front of the abutment bolt 2:3 ol theeapsule carrier and allows this to carry out a radial centrifugal movement which allows the capsule carrier to carry 85 out a short radial movement of such a length that the bore 20 a etcomes uinder the point of the firing pin (delayed ignition on impaet), or a lonoer radial movement until the bolt 23 comes into contact with 90 the shoulder 24 c when the primer capsule 21 lies below the point of the striker pin (undelayed ignition on impactb. Delayed impact ignition and also time ignition (See Figs 1 3) 5 6 7, 11 12 1 95 In the ease of delayed impact ignition the screw slot 24 e is in the vertical position opposite "V", the shoulder 24 d lies in the path of the abutment bolt 23 of the capsule carrier 20 and when the projectile 100 starts rotating, the capsule carrier mov-es radially outwards against the action of the retaining spring 22 until the parts 23) and 24 d come into contact The bore 20 a in the capsule

carrier is now situated under 105 the point of the striker pin 19 so tbat when the projectile strikes the target this pin can pass through the said 'bore (This position is shown in Fig S) A safety latch 29 is arranied below the capsule 110 carrier 20 parthy in a recess 15 a in the plate 15 and partly in a recess 16 a in the plate 16 forming a eontinuation of the recess 15 a and is seecured in position by means of a screw 289: the latch is made of 115 non-resilient material so that it can become deformed by the striker pin 19 as it descends The latch 29 has a locking arm 29 a and a safety arm 29 b The lockiing arm 29 a is provided to securely engage a 120 slot 30 a in a slide 30 which is hereinafter referred to as a "bearing slide", that is, in its operative position to prevent the radial centrifugal moverm-enit of the slide. The object of tihe safety arm 291, is to 125 entrag e in the slot 2 CW (Fbia= 1 V in the cansule carrier for the purpose of fndliini a support therein wlilh, oi Tlie. can take up the mass recoil forces acting on the latch, therelby preventin< the lock 130 785,742 ing arm 29 a from releasing its engagement in the bearing slide 30. The descending striker pin (Fig 5) deforms the latch 29 to such an extent that its locking arm 29 a disengages from the slot 30 a in the, bearing slide 30 and the bearing slide can shift radially outwards. The bearing slide serves as bearing for the lower trunnion 31 a or the latch shaft 31, which carries on its upper end a catch lever (not shown in the drawings) which co-operates in known manner with a setting disc (likewise not shown in the drawings) The latch shaft 31 (Figs 2, 6, 9) is partly cut away at 31 a so as to allow the passage of an arresting lever 32 which, in its blocking position, bears against the round part 31 of the peripheral surface left standing The arresting lever 32 is fixed on a shaft 33 which establishes the connection between the shaft 31 and the safety latch 34 for the priming piece For this purpose the shaft 33 is milled away to half its thickness at 33 a (Fig. 12) and forms a turn bolt for the safety latch 34 which in turn engages with its hooked end 34 a in a notch 35 a in the priming piece 35 The priming piece 35 itself is constructed as a centrifugal slide which can move in a guide 18 a in the plate 18 The firing pin 36 is securely fixed on the plate 18. Whereas in the case of time ignition the turn bolt shaft 31 liberates the arresting lever 32 bv turning, in that it allows the free end of the lever to pass over the cut away face 31 a, in the case of delayed impact ignition the turn bolt shaft 31 carries out a second movement different from the first (Fig 5) in that, when the descending striker pin 19 has bent aside the latch 29, it is moved together with its

bearing slide 30 to the periphery of the fuze under the action of centrifugal force and in so doing it assumes an inclined position so that in this position the free end of the arresting lever 32 can move past the rounded portion 31 b of the shaft. The elements 30 to 36 are known in connection with mechanical time fuzes with direct impact but not in connection with a construction which can be set for instantaneous and for delayed action impact ignition. Undelayed impact ignition. (See Figs 8 to 10) For undelayed impact ignition the turn bolt 24 is set to "U" in such a manner that the abutment bolt 23 on the primer 6 o eapsule carrier comes into contact with the turn bolt shoulder 24 c, when it flies outwards under the rotating motion of the projectile The movement of the capsule carrier 20 brings the primer capsule 21 into the axis of the fuze under the point of the firing pin 19 so that, on impact, the capsule is immediately pierced and the ignition flash can strike against the detonator (not shown) through the ignition passages provided for the purpose 70 in the direction of the arrow 37. Safety means for projecting the capsule carrier against jolts during transport and in the gun barrel (see Figs 2, 6, 9). The primer capsule carrier is main 75 tained in its initial position by the pressure spring 22, but this spring would not afford sufficient security against jolts during transport, all shocks in the gun barrel and against the centrifugal force, 80 and therefore a slow-acting safety means positively engaging the ignition capsule carrier is provided in the form of a safety lever 38 This lever 38 is mounted in a guide channel formed in the appropriate 85 plates of the priming mechanism and its end 38 a engages the transition point of the rounding 20 f of the capsule carrier in the extended portion 20 g thereof The other end of the safety lever 38 has a nose 90 38 b which fits into the teeth of the movement wheel 39 and also a shoulder 38 c, which, in the safety position (Fig 2), bears against an adjacent abutment shoulder 40 With the parts in this posi 95 tion the lever 38 is secured against radial displacement by its positive contact at one end with the capsule carrier and at the other end with the abutment shoulder 40, and against transverse movement by its 100 nose 38 b engaging the teeth of the movement wheel 39 If this wheel rotates in the direction of the arrow 41, the lever shoulder 38 c slips off the abutment shoulder 40 and can move radially out 105 wards so that the eird of the safetv lever moves away from the primer capsule carrier and releases it. This time action safety device is so fitted that the fuze is secured against any 110 manipulation of all the devices, that is the time ignition device the undelayed and the delayed impact ignition device,

both during transport outside the gun barrel, while travelling in the barrel and 115 also during subsequent field fuze distance, because, as will be remembered, the primer capsule carrier in its position of rest also locks the latch 29 of the delayed action impact ignition device 120
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785743 (A)
Description: GB785743 (A) ? 1957-11-06
Improvements in or relating to mine roof supports
Description of GB785743 (A)
PATENT SPECIFICATION Date of Application and filing Complete Specification: Dec 29, 1955. Application made in France on Dec 30, 1954. Application made in France on Nov 28, 1955. Application made in France on Dec 12, 1955. Complete Specification Published: Nov 6, 1957. 785,743 No 37257155. Index at acceptance:-Class 20 ( 2), El. International Classification:-E 21 d. COMPLETE SPECIFICATION Improvements in or relating to Mine Roof Supports We, FORGES ET ATELIERS DE LA NAVE, a Body Corporate organised and existing under the Laws of France, of Rue de l'Industrie, Bethune (Pas-de-Calais), France, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:-

This invention relates to means for assembling the channel members of an arch-type mine roof support, of the kind comprising stirrups each arranged to embrace the channel member forming the upper part or arch of the support, a coacting cross-piece for each stirrup making contact with one of the channel members forming the lower part of the support, the ends of the cross-piece being bent over, preferably symmetrically, to form two wings provided with apertures through which the legs of the stirrup pass, and means urging the stirrup and cross-piece into pressure contact with overlapping parts of the support so that it develops a predetermined resistance to sliding. It has been found in practice that, on account of the inevitable play between the legs of the stirrup and the openings in the cross-piece, the stirrup does not remain perpendicular to the cross-piece but, on the contrary, assumes a slanting or oblique position that results in a jamming action and restricts the required relative sliding of the support members. The present invention obviates this inconvenience, in that the legs of the stirrup are constantly maintained in the relative perpendicular position. Accordingly the invention provides means of the kind set forth for assembling the channel members of an arch type mine roof support characterised in that the two wings of the cross-piece are spaced from the body of the cross-piece to form a lever arm sufficient to hold the legs of the stirrup normal to the plane of said body, i e, substantially radially with reference to the support, whatever the extent of the sliding displacement of the members constituting the latter 50 In accordance with a further feature of the invention guides perforated coaxially with the cross-piece openings for the passage of the stirrup legs are placed over the cross-piece for the purpose of increasing the 55 leverage and preventing the canting of the stirrup particularly when the latter is of considerable height. By way of example a number of forms or embodiments of the invention are repre 60 sented on the accompanying drawings on which: Fig 1 is an elevation and partial section of one form or embodiment of an assembling means in accordance with the inven 65 tion; Fig 2 is a sectional view along the line II-II of Fig 1, the two embraced channel members of the support being omitted; Figs 3 and 4 represent two variants of 70 the cross-piece shown in Figs 1 and 2; Fig 5 is a perspective view of another cross-piece formed of a suitably shaped channel bar, Fig 6 is a partial section:through the 75 central part of the cross-piece of Fig 5 perpendicular to the channel bar, and showing a spacing washer or shim on the stirrup leg, Fig 7 is a view similar to Fig 1 of 80 another form of assembling means according to the invention, Fig 8 is a section through VIII-VIII of Fig 7, the channel

members of the support being omitted, 85 Fig 9 is a view similar to Fig 7 and showing a variant of the arrangement of the assembly means, Fig 10 is a side view thereof; Fig 11 is a plan view thereof; 90 Fig 12 is a cross section at right angles to the stirrup of an assembly means, the 785,743 cross-piece of which is constituted by a leaf spring; and Figs 13 and 14 are similar views showing variants of the cross-piece respectively for ordinary channel members and for members with flanges of increased depth. Fig 1 shows two of the channel members P 1,P, of the so-called ToussaintHeintzmann type collapsible mine roof sup1 ( port As is well known these channel members are arranged to slide one relatively to another when the roof pressure exceeds the frictional strength of the assembling means. The two members P,,P 2 are held by a stirrup 1 the two legs 2 of which are threaded at their ends and pass through holes 3 in a cross-piece 4 being secured by nuts 5 The two ends 6 of the cross-piece 4 are curved with reference to the main or body portion of the cross-piece in such a manner as to afford two wings opposite each other, and these wings are provided with longitudinal slots 7 off a width equal, within toleranee limits, to the diameter of the legs 2 of the stirrup fitting into them By virtue of this arrangement, each leg 2 is securely positioned by the corresponding slot 7 and the hole 3, it being evident from Fig 1 that the two wings are spaced from the body of the cross-piece clamp to form a lever arm sufficient to hold the legs of the stirrup normal to the plane of said body, i e, substantially radially with respect to the mine roof support, whatever the extent of the sliding displacement of the members constituting the latter. According to Fig 3 the bent-up ends 6 a of the cross-piece 4 are left straight: while in Fig 4, the ends 6 b are bent twice through ninety degrees. The cross-piece shown in Fig 5 is formed of a channel bar the space between the flanges whereof is slightly greater than the thickness of the stirrup legs and the ends off which are curved, at 9, parallel to the middle part of the bar, while the web is cut away at 10; the hole 11 for the reception of the threaded legs 3 of the stirrup are made in the cross-piece The two wings 9 form guides for the legs of the stirrup. Washers or rings 12 (Fig 6) act as spacers enabling the nuts 5 to be tightened by an ordinary spanner Alternatively, box nuts can be used. -55 In the arrangement shown by Fig 7, the flanges t, and t 4 of the interfitting channel members P 3 and P are of such depth that the distance 1 between the outer edge of the flange t, and the inner edge of the flange t is so great that the parts of said legs b-twen the base of the stirrup and the flanges 6 of the cross-piece 4 have a

tendency to bend or deflect when the members P and P slide relatively to each other This disadvantage is remedied by attaching to the flanges 6 of the cross-piece 4 preferably by welding, guides 19 each bent at one end and having an aperture 20 receiving the corresponding leg 2 of the stirrup with a slight amount of play Preferably the portions 670 of the cross-piece 4 are provided with cylindrical holes 18 while the in-bent ends of the guides 19 have notches of practically the same width as the aforesaid holes. In the form or embodiment represented by 75 Figs 9 to 11, the stirrup 21 is formed of a flat bar twice bent at right angles and the legs of which, of identical length, have rectangular holes 22,23 of different length, depending on the taper of the locking lkey 80 This key may if desired be attached to the stirrup by a light chain or any other suitable means The in-bent flanges 6 of the cross-piece 4 have holes 16 for the passage therethrough of the legs of the stirrup 21 83 In Fig 12 the cross-piece 7 consists of a leaf spring symmetrically curved at 28 and each end 29 of which is bent perpendicularly to the central portion in such a manner as to form a stop limiting the elastic deformation 90 of the spring by abutting against the body of the cross-piece on the one hand and the inner end of the f Lange of the member P, on the other hand. In Fig 13 the cross-piece 30 has the form 95 of a U the ends of which are bent at 31 parallel to the base of the cross-piece, then perpendicularly to the latter at 33 towards the base of the clamp, and finally, at 34 again parallel and in line with the base and 100 inwards Aligned holes 32 and 35 made respectively in the transverse parts 31 and 34, receive the legs of the stirrup and prevent them from bending. Fig 14 shows two interfitting channel 103 members P 3,P 1, the flanges t, and t, of which are of appreciable depth Here the crosspiece 36 has the form of a U the ends of which are bent outwards parallel to the base of the cross-piece at 37 then perpendicularly 110 at 38 away from the base of the cross-piece and, finally, parallel to the base at 39 The legs of the stirrup pass through round holes in the part 37 and forked notches 41 made in the ends 39 113
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p