Embed Size (px)
Citation preview

OEM focusDomestic strength & the global growth of BMW
automotive manufacturing solutionsautomotivemanufacturingsolutions.com
january february 2015
Additive manufacturing The benefits for rapid prototyping are now becoming better known
Hale and heartyJLR plant director Richard Else discusses the Halewood revival
Throughout the automotive sector ABB’s extensive portfolio of drives, motors, PLCsand robots provides the perfect combination to enhance productivity levels, while economically using energy. Whatever the application, whether for powertrain assembly, body-in-white, paint processes, press automation or automotive components, ABBhelps manufacturers improve productivity, product quality, energy efficiency and worker safety. To discover more, visit www.abb.com/automotive
Efficient body building without the stress and strain.

ULTIMAMEDIA
Circulation enquiriesUltima Media Circulation, PO Box 179, Ely CB7 4YN, UKTel: +44 (0) 1353 665 576 Fax: +44 (0) 1353 669 030e-mail: [email protected] copies available at at €30 / $40 / £20.
ULTIMAMEDIA Ltd, Lamb House, Church Street, London W4 2PDTel: +44 (0) 20 8987 0900 Fax: +44 (0) 20 8995 5600
ISSN 1471-6038
Automotive Manufacturing Solutions Editor Nick Holt [email protected] Deputy editor Joanne Perry [email protected] Sub-editor/designer David Fagan Contributors Nick Gibbs, Ian Henry, Mike Farish, Dave Howell, Karen McCandless, Giovanna Riato, James Bakewell Design director Matt Crane [email protected] Senior designer Kim Man [email protected] Designer Steven Singh Bains [email protected] Head of marketing Mali Cook [email protected] Circulation & database manager George Waga [email protected] Advertising sales support & office manager Kate Rooney [email protected] Publisher and sales Andrew Fallon [email protected] Associate publisher Julian Bidlake [email protected] Finance manager Piers Marshall [email protected] Managing director Karen Parks [email protected] Chairman Simon Timm [email protected]
Copyright© 2015 Ultima Media Ltd. All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing it in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright owner except in accordance with the provisions of the Copyright, Designs & Patents Act (UK) 1988 or under the terms of a licence issued by the Copyright Licensing Agency, 90 Tottenham Court Road, London W1P 0LP UK.
Applications for the copyright owner’s permission to reproduce any part of this publication should be forwarded in writing to Permissions Dept., Ultima Media, Lamb House, London, W4 2PD, UK.
AMS Automotive Manufacturing Solutions (ISSN No: 1471-6038) is published bi-monthly by ULTIMA MEDIA and distributed in the USA by SPP, 75 Aberdeen Road, Emigsville, PA 17318. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to AMS Automotive Manufacturing Solutions, c/o PO Box 437, Emigsville, PA 17318-0437.
Warning: The doing of an unauthorised act in relation to a copyright work may result in both a civil claim for damages and criminal prosecution.
january february 2015
For many outside the automotive industry, vehicle manufacturing is likely to be viewed as a wholly automated process – and they can be forgiven for thinking this, because the vast majority of images depict lines of robots building cars.
Indeed, I receive so much information on automation and control systems that it’s easy to forget the human element involved, but people on the line are still a vitally important factor in raising quality and efficiency standards. While there have been some impressive advances in automation, it’s interesting to see that there is still very much a focus on people in automotive manufacturing, throughout the entire scope of OEMs from niche, low-volume to mass-market, high-volume producers.
An excellent example is Bentley, featured in this issue’s article on training (p42). This relatively low-volume but very high-end OEM has been growing and developing its in-house training programmes to ensure continuity of essential skills. What makes Bentley a case in point is that although the company has undoubtedly embraced modern technology and processes in the manufacture of its cars, it has also needed to guarantee the pool of skills essential to certain bespoke operations. Here it is about combining the automated and the artisan, the latter requiring skills that have been in diminishing supply in recent years.
Jaguar Land Rover (p12) is another premium
manufacturer that has undoubtedly faced a skills shortage as demand for its products grows. Lean years and the resulting reduced volumes ultimately rob OEMs of the skilled workforce they spend decades building. In developing economies which have a low-cost workforce, the case for more automation is not as strong, but leaving aside the financial argument, the development of workers' skills is just as important in these regions as anywhere else. Downtime is expensive and employee safety and job satisfaction are hugely important. Training addresses all of these factors. As well as avoiding accidents, improving skills creates a stronger sense of responsibility and encourages operatives to take greater ownership of their work; this ultimately improves efficiency, productivity and quality.
This is becoming increasingly important as OEMs move production operations into new regions (see Renault, p16 & BMW, p20) and introduce full manufacturing to existing locations that were previously CKD or SKD. For OEMs that have developed increasingly sophisticated, automated production operations in their home markets, the challenge comes in establishing plants where there will have to be higher levels of manual operation; add to this the roll-out of global platforms and processes, and the challenge becomes greater. In these instances, effective training and people power are crucial to success.
Nick Holt, Editor
Power to the people
BRAND REPORT
03january-february 2015
editor's note

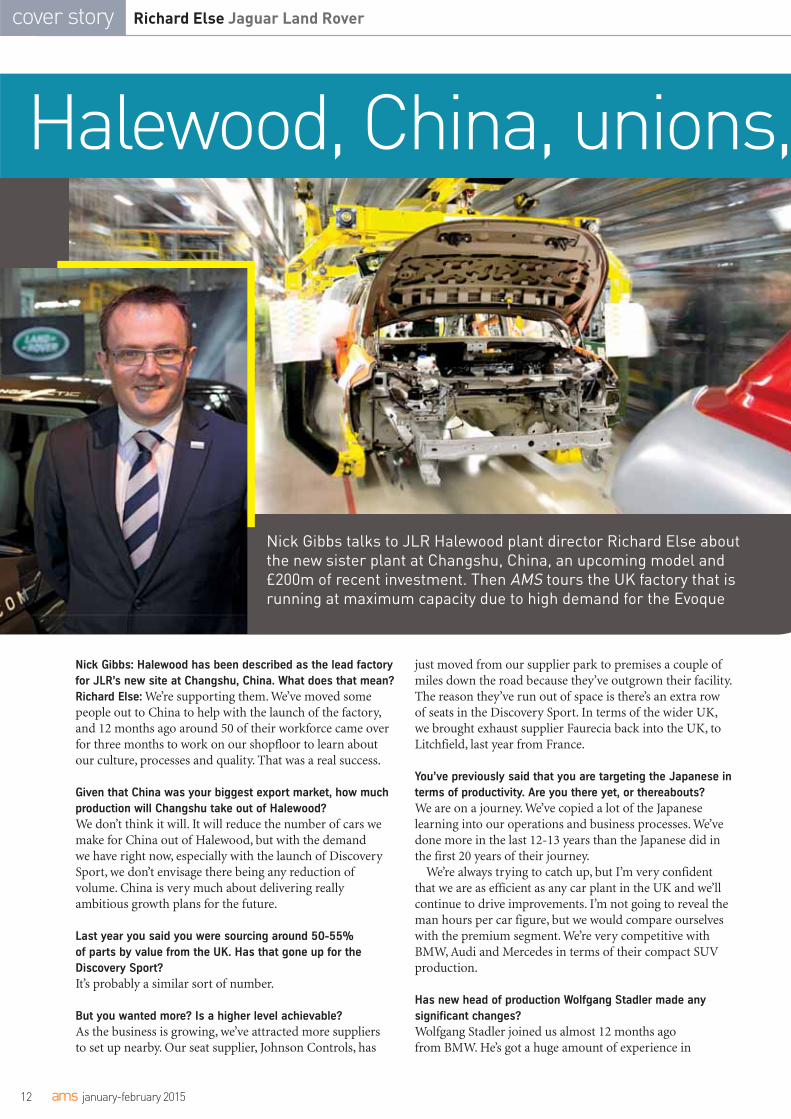
12 Jaguar Land Rover Richard Else & HalewoodNick Gibbs talks to JLR Halewood plant director Richard Else about the new sister plant in Changshu, China, set up to provide additional capacity; an upcoming model; and £200m of recent investment. Then AMS takes a tour of the UK factory that is running at maximum capacity thanks to demand for the Range Rover Evoque.
06 Company indexA complete list of the VMs and suppliers appearing in this issue
08 NewsThe AMSgraphical summary of the major automotive developments around the world as well as more in-depth coverage of OEMs’ activities within
58 InnovationsA round up of the latest products and manufacturing solutions
62 Next issueOutlining features we have planned for our March-April 2015 issue
contents
04 january-february 2015
27 CAD/CAM Smart design in the makingThe latest simulation software can speed up vehicle modelling and compress development timescales. Mike Farish reports
30 Production software Staying in the loopThe latest production software can bridge ‘missing links’ in manufacturing
32 Rapid prototyping Hot off the printerMore automotive companies are
manufacturing for rapid prototyping
technology digital manufacturing
news & data
cover story
Mike Farish reports on CAD/CAM advances, the development of powerful production software, and how rapid prototyping is speeding up design and manufaturing
16 Renault A taste of MoroccoThe OEM’s latest full factory, at Tangier, is now considered an important ingredient in its European production network, writes Ian Henry
20 BMW Globally GermanIan Henry reviews BMW’s international manufacturing network, including new investments in Mexico and Brazil
OEMs in focus
january-february 2015
42 People powerThe ongoing evolution of training methods is necessary for workforce skills to keep pace with technological change, writes Karen McCandless
05january-february 2015
regional focus South-East Asia special report
production training
46 Inovar-Auto Brazil’s new battleRecently re-elected President
of stagnation in the world’s fourth-largest automotive market, reports Giovanna Riato
48 ZF Lemförder Taking a new lineRecent investment at ZF Solihull has seen the introduction of a new assembly area for JLR components. Mike Farish went to take a look
54 Far-UK Not so Far-fetchedJames Bakewell investigates new technologies that are claimed to
small volumes
24 South-Eastern successTurbulent politics aside, tiger economies such as Thailand and Indonesia are pushing for further growth in the automotive industry, writes Nick Gibbs
environment
36 Control systems Taking controlSystems for monitoring, measuring and managing energy use are
sustainability, says Dave Howell
39 Production processes Making more with lessAs the drive for energy
manufacturers are scrutinising
Dave Howell reports
52 Sunderland, UK Digging deep for growthSustained investment by global vehicle and component manufacturers, the local authorities and the government, has helped Sunderland to become a key carmaking hub for the UK
A guide to vehicle-makers, suppliers, organisations and institutions appearing in this issue. (Page numbers indicate the first page of the article in which a company appears)
ABB 12, 58
Aeromotions 32
Aida 12
Aisin 8
AllurGroup 8
AP&T 58
Aston Martin 52
Audi 12, 30
Autodesk 27
Avtotor 20
Axon Automotive 54
BAMC 20
Bentley 8, 42, 52
Bliss 16
BMW 8, 12, 20, 24, 36, 46, 54
BorgWarner 30
Bosch 30
Bosch Rexroth 36,39
Brilliance Automotive 20
Calsonic Kansei 52
CarcoTech 54
Cardiff Business School 52
Chery 46
Chrysler 8
Cognex 58
Coventry & Warwickshire Training 42
Coventry University 42
Cranfield University 54
Dacia 16
Daihatsu 24
Daimler 30
Dassault Systems 27
Datsun 24
De-Sta-Co 58
Denso 16
DMG Mori 58
DOME 32
Ducati 24
Dürr 36, 39
Envisage Group 27
Expert Tooling and Automation 52
Fanuc 42
Far-UK 54
Faurecia 12, 16, 20
Ferrari 54
Foba 58
Forcam 30
Ford 8, 12, 24
Fronious 58
Gaya Motor 20
Geico 58
General Motors 8, 24, 36, 42
Gestamp Tallent 52
Getrag 12
Google 8
Great Wall 24
Grieve Corporation 58
Henkel 58
Henley College 42
Honda 8, 24
HPC Wales 27
Hyundai-Kia 62
IAC 12
ICON 27
igus 58
Isuzu 24
Jaguar Land Rover 12, 48, 52
Johnson Controls 12, 16
JOT Automation 58
Koenigsegg 27
Land Rover 12
Laserlines 32
Lear Corporation 52
Magna Steyr 20
Mahle 30
MarkForged 32
Maserati 8
Mazda 8, 24
McLaren 52, 54
Mercedes-Benz 8, 12
Metalform 58
Mini 20, 24, 36, 52
Mitsubishi 24
Nissan 8, 16, 24, 36, 46, 52, 62
Perodua 24
Porsche Engineering 8
Powertech 24
Premier Group 42
Prima Power 58
PSA 8, 62
Renault 16, 46
Renishaw 58
Rockwell Automation 36, 39, 58
Roemheld 58
Rolls-Royce 8, 20, 52
Saint Gobain 16
Sanmina 36, 39
Schaeffler Group 30
Schaeffler South America 46
Schuler Beutler 58
Scott Bader 54
SICK 58
Siemens 27, 39, 42, 58
Skoda 8
SNOP 16
Strakka Racing 32
Stratasys 32
Suzuki 24
Tata Motors 54
The Midland Group Training Services 42
Toyota 8, 24, 39
TR Fastenings 32
Triumph 24, 42
TRW 20, 52
Ubisense 30
Vauxhall 8
Visteon 16
Volvo 8, 58
Volkswagen 8, 24
Warwick University 42
Yamaha 24
Yamazaki Mazak 58
Yazaki 16
ZF Friedrichshafen 20
ZF Lemförder 48
ZINORO 20
06 january-february 2015
company index
Higher power, higher effi ciency, smaller footprint:The new TruDiode 6006. Optimum, reproducible results for all your brazing and surface applications.
This compact, high-power diode laser sets new standards all around. Its robust design and active power control maximize the stability and reliability of your production process. It offers maximum effi ciency for low operating costs. And support is optimized by our worldwide applications and service network. Put simply, it’s the new benchmark for braz-ing and surface applications.
www.trumpf-laser.com
news
08 january-february 2015
Round-up
In a fast-moving industry that is constantly churning out production developments, new plants, new technologies, investments, collaborations and manufacturing milestones, it can be diffi cult to keep track of what’s happening in automotive around the world.
Here we present our global snapshot of recent news, followed on p10 by the key stories for each region in full.
All these and much more can be found on our website, which is updated daily:
www.automotivemanufacturingsolutions.com
Globe at a glance
• GM to spend $200m on Orion & Pontiac plants, Michigan• BMW Spartanburg pilots Google’s ‘smart’ eyewear• Nissan partners with Tennessee for manufacturing
training• Chrysler KTP, Indiana, gains WCM bronze status• Volvo NRV, Virginia, implements carbon-neutral
electricity
North America & Mexico
news
09january-february 2015
Round-up
• VW assigns €85.6 billion ($106 billion) to automotive over fi ve years
• Toyota St Petersburg adds facilities for new Camry, Russia• Bentley to spend £4m ($6.2m) on expanding HQ, UK• Vauxhall Ellesmere Port, UK, produces 5 millionth vehicle• PSA & AllurGroup sign CKD deal in Kazakhstan• Skoda makes 1m units in a calendar year• Mercedes-Benz Aksaray makes 200,000th truck, Turkey• Maserati hits 50,000-unit milestone at Grugliasco, Italy• Ford Bridgend installs wind turbine, Wales• Rolls-Royce seeks record number of apprentices
Europe
• Toyota’s diesel engines to be consolidated under TICO, Japan
• Mazda announces new ‘bio-based’ engineering plastic•Aisin to produce Toyota’s manual transmissions, Japan• Porsche Engineering founds subsidiary in Shanghai,
China• Toyota to hasten brake systems consolidation under
Advics, Japan• Honda hits 300m production milestone for
motorcycles
China & Japan

news In depth
North America & Mexico
China & Japan
US – The pioneering project at the OEM’s Spartanburg plant, South Carolina, is aimed at determining whetherwearable technology can enhance workflows in quality assurance. The Google Glass devices are intended to improve communication between quality testers at the analysis centre for pre-series production and development engineers.
The smart glasses enable workers to take photos or videos to document deviations during pre-series production testing, providing a faster and clearer
means of subsequent analysis. BMW had found that standard written descriptions prompted requests for further information from the responsible specialist department in 25% of cases.
Each Google Glass device is fitted with a camera which has three different settings: photos, video and background vid-eo. In background mode, the video is always turned on, and every two minutes the visuals are temporarily stored; these can later be permanently transferred to a plant server.
“During the term of the pilot project, we are planning to add a video call feature so that a problem can be discussed with the responsible development areas right there and then,” said project coordinator, Jörg Schulte.
The promising results of the pilot project have led BMW to
consider applying the technol-ogy in the final assembly of series vehicles; currently, data from between ten and 25 tests is entered into stationary computer terminals. “With Google Glass, the testing staff could stay right at the vehicle, look at the test plans on the device’s integrated
display and sign them off via voice control. So both hands would be free to conduct the tests at all times,” commented Schulte.
BMW is now assessing howthe innovation could be used inother production areas and at other sites. The project is part of the OEM’s Industry 4.0 cam-paign to evaluate new technolo-gies for the optimum support of workers in production and production planning.
www.bmw.com
Japan – In collaboration with Mitsubishi Chemical Corpora-tion, the OEM has developed ‘Mazda Biotechmaterial’ for vehicle exterior design parts.
Derived from plants, the new plastic is designed to minimise environmental impact, primarily by reducing the consumption of petroleum resources and cutting CO2 emissions.
The material can be dyed, re-
ducing emissions of the volatile organic compounds associated with conventional painting pro-cesses. Mazda claims that dyed parts made from the ‘bio-based’ engineering plastic can deliver a finish which is superior to tra-ditional painted plastic, making it “suitable for external vehicle parts with a high design factor”.
The OEM said that, in combi-nation with the need for a high
finish quality, the requirement for exterior parts to be resistant to scratches, impacts and harsh environmental conditions posed a technical challenge in develop-ment. This was overcome by optimising the composition of a new, highly mouldable and durable ‘bio-plastic’ base mate-rial with additive and colouring agents. Moulding specifica-tions were also optimised. The
resultant parts are claimed to be as durable as conventional ABS plastic components.
Mazda has been working on biomass technologies for a number of years and previously developed a high-strength, heat-resistant ‘bio-plastic’ for interior parts, plus a ‘bio-fabric’ for seat upholstery made entirely from plant fibres.
www.mazda.com
Mazda announces new ‘bio-based’ engineering plastic
10 january-february 2015
BMW pilots Google’s ‘smart’ eyewear for quality control
Google Glass is being piloted for pre-series production testing; other uses are being investigated

newsIn depth
Germany – The funds will be spent on new models, innova-tive technologies and the OEM’s global presence in its Automo-tive Division from 2015 to 2019.
“We will continue to invest in the future to become the leading automotive group in both ecological and economic terms – with the best and most sustainable products,” vowed Martin Winterkorn, chairman of the board of management, Volkswagen Aktiengesellschaft.
In the Automotive Division, investments in property, plants and equipment, investment property and intangible assets, excluding capitalised develop-ment costs (capex) will amount to €64.3 billion ($80 billion), comparable with planned ex-penditure for 2014 to 2018.
“For us, efficiency means not least that capex in the Automo-
tive Division will remain at the same level over the entire plan-ning period – despite increasing demands and the additional growth we have planned,” said Winterkorn.
Around 56% of the expendi-ture will occur in Germany, which Winterkorn said “clearly demonstrates our commitment to our domestic plants and employees”.
He added: “Our 28 German locations are the backbone of the Group – our outstandingly qualified team and highly ef-ficient production here are a key competitive advantage and one we intend to maintain.”
Nonetheless, VW is also expanding its international pres-ence, with plans to build a new Crafter plant in Poland and a new Audi factory in Mexico.
In addition, the vehicle-maker
said that press shops and paint-shops will be further “invest-ment focuses”.
Around 64% of capex will be spent on modernising and extending VW’s product range, including SUVs and commercial vehicles. New generations of
engines will also be launched.The VW’s joint ventures in
China are not consolidated and therefore represent an additional area of investment; €22 billion will be spent on new manufac-turing facilities and products.
www.vw.com
Europe
VW assigns €85.6 billion to automotive over five years
VW is growing its global presence with new plants in Poland and Mexico; in China, an additional €22 billion will be spent on products and facilities
LOW CARBON FASTENER TECHNOLOGY
PROFIL – LESS IS GOOD
Profi l UK, Unit 6 Whitwick Business Centre, Stenson Road, Coalville, Leicestershire LE67 4JP
Tel: 01530 276515 Fax: 01530 276516 www.profil.eu
Reduce your manufacturing carbon footprint today, save energy, time and money. Specify Profi l.
Fully automatic placement
Robotic controlled placement
12 january-february 2015
Richard Else Jaguar Land Rovercover story
Nick Gibbs: Halewood has been described as the lead factory for JLR’s new site at Changshu, China. What does that mean?Richard Else: We’re supporting them. We’ve moved some people out to China to help with the launch of the factory, and 12 months ago around 50 of their workforce came over for three months to work on our shopfloor to learn about our culture, processes and quality. That was a real success.
Given that China was your biggest export market, how much production will Changshu take out of Halewood?We don’t think it will. It will reduce the number of cars we make for China out of Halewood, but with the demand we have right now, especially with the launch of Discovery Sport, we don’t envisage there being any reduction of volume. China is very much about delivering really ambitious growth plans for the future. Last year you said you were sourcing around 50-55% of parts by value from the UK. Has that gone up for the Discovery Sport?It’s probably a similar sort of number.
But you wanted more? Is a higher level achievable?As the business is growing, we’ve attracted more suppliers to set up nearby. Our seat supplier, Johnson Controls, has
just moved from our supplier park to premises a couple of miles down the road because they’ve outgrown their facility. The reason they’ve run out of space is there’s an extra row of seats in the Discovery Sport. In terms of the wider UK, we brought exhaust supplier Faurecia back into the UK, to Litchfield, last year from France.
You’ve previously said that you are targeting the Japanese in terms of productivity. Are you there yet, or thereabouts?We are on a journey. We’ve copied a lot of the Japanese learning into our operations and business processes. We’ve done more in the last 12-13 years than the Japanese did in the first 20 years of their journey.
We’re always trying to catch up, but I’m very confident that we are as efficient as any car plant in the UK and we’ll continue to drive improvements. I’m not going to reveal the man hours per car figure, but we would compare ourselves with the premium segment. We’re very competitive with BMW, Audi and Mercedes in terms of their compact SUV production.
Has new head of production Wolfgang Stadler made any significant changes?Wolfgang Stadler joined us almost 12 months ago from BMW. He’s got a huge amount of experience in
Halewood, China, unions,
Nick Gibbs talks to JLR Halewood plant director Richard Else about the new sister plant at Changshu, China, an upcoming model and £200m of recent investment. Then AMS tours the UK factory that is running at maximum capacity due to high demand for the Evoque

Richard Else Jaguar Land Rover cover story
13january-february 2015
D
manufacturing; he worked for BMW for 30 years in Germany and in South Africa, and he is trying to move us from being a ‘here-and-now’ manufacturing organisation to one with a big focus on the future, on growth and on efficiency. In 12 months he’s made a real difference.
You’ve said Halewood’s new robots are flexible to allow more derivatives. How many models could you build here?We’re running at maximum capacity, so we can’t build any more. But the opportunity we’ve now got, as we invest in the future, is that a lot of the infrastructure is reusable.
Could you create more capacity for a new model right now?Right now I couldn’t. There is space to build and I’m sure we’d get a lot of support to create that infrastructure, but right now we’ve no plans to increase the capacity. You’ve stopped making the Freelander, but you do make kits for the plant in India. What will happen to that operation?The plant will continue to make Freelander kits to the end of year [2014]. I’m not going to say what will replace Freelander in India, but we’re flexible and we can switch ona car to KD [knockdown] in about six months.
Will you be doing kits for Itatiaia, Brazil, from 2016?We’ve not announced what models we’re building there, because we’ve not actually decided yet. Initially it’ll probably be a KD operation.
kits & everything ElseDescribe Halewood’s journey to get to where it is now.Since it became a JLR plant in 2000, it’s been one of complete transformation. When it was making the Ford Escort, it didn’t have a future. Of all the Ford plants making cars in the UK, this is the only plant that exists today.
Is that partly down to flexibility with unions?Huge flexibility. The relationship we have with them is very constructive. They want to look after the interests of their members, but equally they want to move the business forward. They’ll ask me what they need to do to get future investment into the plant, rather than me asking them.We’ve now got flexibility to move people around the factory, moving to different shift patterns. They have delivered real transformation. When I came here four years ago there were 1,500 people working here; now it’s 4,750.
Of which aspect of Changshu are you most envious?Building a factory on a greenfield site is a great opportunity. I can’t remember the last assembly plant built for JLR in the UK. A factory built 50 years ago like Halewood was set up very differently. I would lay the plant out a bit differently. Simple things like, how do you park employees’ cars in the car park? You park them in an arc, so no matter where you park or what time you arrive, your walking distance is exactly the same. Everybody is equal. Our car parks here are nice and rectangular; you park at the back, you have further to walk. You underestimate the impact it has on people.
production of its 1 millionth vehicle. In total, the plant made 180,000 vehicles that year – the absolute maximum, according to its director, Richard Else.
Last October, Halewood made its last Freelander and started building its replacement, the Discovery Sport. This comes as it is also operating as lead plant for JLR’s new full-scale facility in China, at Changshu near Shanghai, which started production of the Evoque in the same month. The Discovery Sport is also scheduled to be built at the Chinese plant, which will have a capacity of 130,000 vehicles per annum and also includes an engine facility set to launch production later this year.
Halewood has been building the Freelander in kit form for JLR’s plant at Pune, India, but was due to stop at the end of 2014. Meanwhile, it looks likely that Halewood will take the lead again in setting up JLR’s forthcoming Brazilian facility, at Itatiaia in Rio de Janerio State, which is due to start production in 2016.
Of all the turnaround stories emerging from the recent success of the British car industry, that of Jaguar Land Rover’s plant at Halewood, near Liverpool, is one of most compelling. Started in 1962 by Ford, the plant was on the verge
of closure at the turn of this century. Even after it won a reprieve to build the Jaguar X-Type in 2001, the failure of that model to lure buyers away from the likes of the BMW 3-Series meant Halewood was running well under capacity, and the end of X-Type production in 2009 brought a three-week shut-down and job losses.
Today it is a different story. Halewood took on the second-generation Land Rover Freelander SUV in 2006, but it was the introduction of the related, yet far more successful, Range Rover Evoque from 2011 that has really shifted the plant into top gear again. Demand for the luxury SUV was such that Halewood moved to 24-hour operations for the first time in its history and in 2013 celebrated the
Full speed ahead The Halewood plant, near Liverpool, has become one of the UK’s most productive automotive factories. Nick Gibbs reports

14 january-february 2015
The Halewood bodyshop has been furnished with 260 robots, raising the automation level to 80-85%
Richard Else Jaguar Land Rovercover story
Pressure to achieve higher efficiencyNormally the ‘job number one’ ceremony for a new model takes place at the end of the line, but the first unit of the Discovery
Sport – the seven-seat SUV that will take on the likes of the Audi Q5 and BMW X3 – was revealed in the shadow of Halewood’s immense Aida servo press line.
According to JLR, this 13-metre high and 85-metre-long piece of equipment swallowed up £45m of the £200m investment to build the Discovery Sport, and is the first of its kind in the UK.
The five individual presses (one 2,500 tonnes, one 1,800 and three rated at 1,200 tonnes) are encased in a giant sound enclosure that required the raising of the roof by ten metres to incorporate the overhead crane which lifts the dies into place. Meanwhile, the basement area had to be dug down a further two metres to seat the foundations and fit the conveyor belt that removes the off-cuts for recycling. The installation of the press line took 18 months.
The 30,000 sq.m press shop at Halewood is hugely important for JLR, as it makes 80% of the parts required by its UK operations, including the plants at Solihull and Castle Bromwich in the West Midlands. The new line can press both aluminum and steel, and JLR claims that the dies (of which there are 234 sets) can be changed in under five minutes, compared with 55 minutes for the quickest of the nine other press lines alongside it.
Such efficiency will be crucial in JLR’s rush to build cars fast enough to meet demand – particularly its more recent Land Rover models. The flexible and highly controllable Aida press line will run a 24-hour shift, making parts ranging in size up to body side panels at its maximum strike rate of 20 per minute. An additional advantage of the new line is its lower energy use, which is helped by a regenerative feature during the draw process that feeds power back into the grid rather than storing electricity in resistor banks.
The press shop employs 600 of the 4,750 workers at Halewood and is currently operating on four shifts. The headcount is a long way off the 14,500 individuals who worked at the plant in its Ford heyday, but the number has tripled in the last three years. Re-equipping the bodyshopAfter the press shop, it was the bodyshop which received the largest chunk of investment from the £200m total, primarily for greater automation. As at Jaguar’s new Solihull bodyshop which is making the aluminium-intensive shell for the new XE sedan, most of the 260 new robots were supplied by ABB. Automation in the Halewood bodyshop now stands at around 80-85%, according to Else.
New to the shop is an enclosed laser welding station that puts together the aluminum tailgate for the Discovery Sport.
The part is too complex to be pressed in one go, hence the welding. Else admits the kit was expensive (he does not name a price) but says its four-laser head operation uses less electricity. Each laser consumes 4kW, but such is the concentration of the energy that it equates to 14 billion watts per sq.m. Enclosing it has resulted in a class-one laser safety rating – the same as a CD player. Despite the investment, the company is looking at ways of applying more traditional welds to the aluminium components.
Nearby, new enclosure cells house a subassembly area where robots make doors for the Discovery Sport, including welding and hemming them. “I always say doors are one of the most important parts of the car because it’s the first thing a customer will come in contact with,” explains Else. “You’ve got to get the doors absolutely right. The reason we use robots in this area is to really get the dimensional precision correct on the doors. It’s so important in terms of their premium feel.” This subassembly process is similar to that of the Freelander (the facilities for which were being dismantled at the time AMS visited), but Else says the equipment is now more flexible. “It gives us the ability to do new derivatives in the future. This is a big piece of investment,” he says.
The finished bodies are sent off to the paintshop (situated in the roof) then down to the four assembly lines that stretch for a vast distance within the building. “I always joke you can see the curvature of the Earth down here,” says Else, pointing along a line. The whole site covers 300 acres.
Heading abroadRight now, Halewood makes 4,000 cars a week, with one vehicle coming off the line every 82 seconds. An impressive 80% are exported to 170 countries, with China the biggest market. The only way to expand production would be to build a new facility on site – something that can be done, Else confirms. Land Rover estimates that the arrival of the Discovery Sport has resulted in £3.5 billion worth of contracts for 55 UK suppliers, some of which share the site, including interior specialist IAC, which trims and assembles cockpits for the Evoque. Getrag also has a plant here, in partnership with former JLR owner Ford, although it does not make gearboxes for the two Land Rover models built less than 500 yards away.
Halewood’s survival is remarkable in light of the many threats to its existence over the last 50 years; the next one could well be the dilution of production as its bestselling models are farmed out to production sites overseas, including China. However, Else and JLR are so confident of growth that they predict Halewood will still run at full capacity despite the loss of its biggest export market.
The Discovery Sport created around £3.5 billion in UK supplier contracts

AIDA is the
Global Leader in SERVOPRESS TECHNOLOGY
AIDA EUROPE Via Brescia, 26, 25020 Pavone Mella (BS) - ITALYTel: +39 030 9590111 | [email protected] | www.aida-global.com
800 - 30.000 kNAIDA Direct ServoFormers (DSF Series) range from 800 kN “C” frame to 30.000 kN servo transfer presses to the world’s fastest and most productive servo tandem lines - like the multiple lines used by Jaguar Land Rover in their UK and China facilities.
AIDA – leader in the metalforming industry - has been concentrating on the innovation, development, manufacture, and sales and service of metal stamping equipment for a century.AIDA is a global brand in the press industry with production and development facilities in Japan, Asia, the United States, and Europe. With a global network of sales and service
locations in 42 cities across 20 countries, and press installations in over 60 countries worldwide. The AIDA Group is actively engaged in all production optimization technologies as a “forming systems builder” supporting the overall development of press forming, and we intend to contribute to the business of our customers and the welfare of community and society.
16 january-february 2015
Renault TangierOEM focus
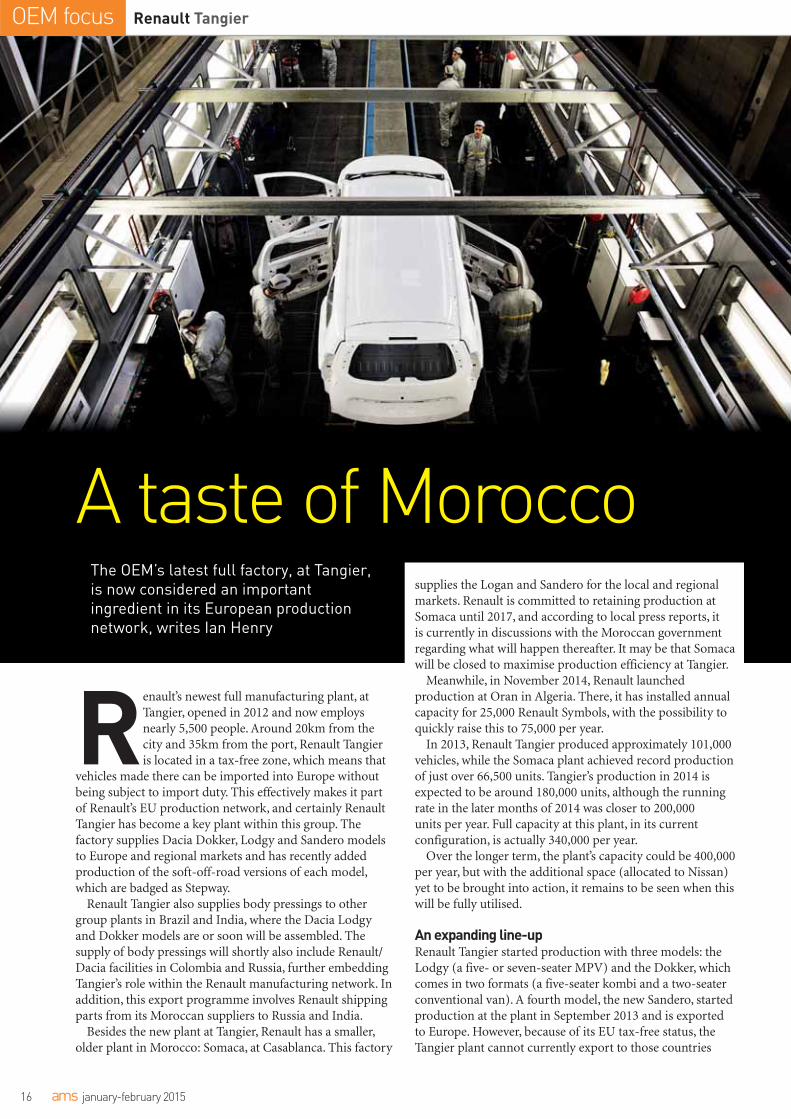
Renault’s newest full manufacturing plant, at Tangier, opened in 2012 and now employs nearly 5,500 people. Around 20km from the city and 35km from the port, Renault Tangier is located in a tax-free zone, which means that
vehicles made there can be imported into Europe without being subject to import duty. This effectively makes it part of Renault’s EU production network, and certainly Renault Tangier has become a key plant within this group. The factory supplies Dacia Dokker, Lodgy and Sandero models to Europe and regional markets and has recently added production of the soft-off-road versions of each model, which are badged as Stepway.
Renault Tangier also supplies body pressings to other group plants in Brazil and India, where the Dacia Lodgy and Dokker models are or soon will be assembled. The supply of body pressings will shortly also include Renault/Dacia facilities in Colombia and Russia, further embedding Tangier’s role within the Renault manufacturing network. In addition, this export programme involves Renault shipping parts from its Moroccan suppliers to Russia and India.
Besides the new plant at Tangier, Renault has a smaller, older plant in Morocco: Somaca, at Casablanca. This factory
A taste of MoroccoThe OEM’s latest full factory, at Tangier, is now considered an important ingredient in its European production network, writes Ian Henry
supplies the Logan and Sandero for the local and regional markets. Renault is committed to retaining production at Somaca until 2017, and according to local press reports, it is currently in discussions with the Moroccan government regarding what will happen thereafter. It may be that Somaca will be closed to maximise production efficiency at Tangier.
Meanwhile, in November 2014, Renault launched production at Oran in Algeria. There, it has installed annual capacity for 25,000 Renault Symbols, with the possibility to quickly raise this to 75,000 per year.
In 2013, Renault Tangier produced approximately 101,000 vehicles, while the Somaca plant achieved record production of just over 66,500 units. Tangier’s production in 2014 is expected to be around 180,000 units, although the running rate in the later months of 2014 was closer to 200,000 units per year. Full capacity at this plant, in its current configuration, is actually 340,000 per year.
Over the longer term, the plant’s capacity could be 400,000 per year, but with the additional space (allocated to Nissan) yet to be brought into action, it remains to be seen when this will be fully utilised.
An expanding line-upRenault Tangier started production with three models: the Lodgy (a five- or seven-seater MPV) and the Dokker, which comes in two formats (a five-seater kombi and a two-seater conventional van). A fourth model, the new Sandero, started production at the plant in September 2013 and is exported to Europe. However, because of its EU tax-free status, the Tangier plant cannot currently export to those countries

Renault Tangier OEM focus
which, along with Morocco, are party to the Agadir agreement, namely Egypt, Jordan and a number of other countries across the Middle East; these markets are supplied with Sanderos and Logans from the Somaca plant. It is widely expected that another Dacia model, a city car, will be added to Tangier’s portfolio within the next year.
Nissan’s manufacturing plans remain unknown, with some reports suggesting there could be a Dokker with a Nissan badge or that Nissan could decide to make the Evalia van – currently made in India – at Tangier. As well as uncertainty over which models it will make in Morocco, there has been no confirmation from the OEM as to when it will start production there. However, once Nissans are in production, a further 60,000 vehicles per year could come out of Tangier, raising total capacity to 400,000 units. When running at full capacity, the plant is expected to employ 6,000 workers, with a further 30,000 Moroccan jobs created in the supply chain.
Although the launches of the Dokker and Lodgy models were initially successful and well received, the uncertain nature of European demand has actually resulted in a small fall in H1 2014 production compared to H1 2013. In H1 2013, Dokker output was just over 32,500 units, but this fell by more than 3,000 in H1 2014; more significantly, Lodgy output fell from nearly 19,000 to just over 11,000. This even led to reports that Renault would cancel the Lodgy programme, something the Moroccan operation has strenuously denied. Low labour cost, low automationThe cost of labour is much lower in Morocco than in Europe; not just lower than in France, but also much lower than that borne by Dacia in Romania or Renault in Turkey. Dacia’s monthly labour cost in Romania is, on average, €950 ($1,200), slightly above Renault’s Turkish cost of €925 a month. By contrast, the average Moroccan monthly labour cost is just €350. One of the key consequences of this disparity is the lower degree of automation and investment in capital equipment in Morocco compared with plants in
17january-february 2015
Europe. The Tangier assembly lines are very labour-intensive and there are also far fewer robots in the bodyshop than in a typical EU plant.
The cost advantage which Morocco offers has also played a key role in the geography of Dacia production, specifically the decision to move a large part of Sandero manufacturing from Romania to Morocco. Most of the Sandero production for Europe now takes place in North Africa, with capacity freed up for the Romanian plant to focus on the higher-value Duster SUV and the Logan MCV, including production of right-hand drive models for the UK; these were formerly sourced from the Renault-Nissan plant at Chennai in India.
Despite the labour-intensive nature of much of the work undertaken at Tangier, the factory is a full manufacturing operation, with its own stamping plant in addition to body, paint and trim facilities. Tangier runs three press lines, one of which uses Bliss presses which were originally used at Renault’s Sandouville factory in north-west France.
The press shop produces enough sheet metal parts for the plant to have a minimum of 3.5 days’ stock in place at all times; this is in addition to sheet metal parts which are produced for shipment to India and Brazil. Exports of loose parts to Brazil started in Q1 2014, while exports to India started in October, although assembly of these parts into vehicles will not actually start in India until January 2015. Exports to Russia and Colombia will also begin in 2015.
There are two assembly lines at Tangier, both running at 30jph; Line One is dedicated to the Lodgy and Dokker, while Line Two is for the Sandero. All the Sanderos made in Tangier are for export markets, with Sanderos for the local and some regional markets coming from Somaca (which also makes the Logan, again for local and other regional, but not European, markets).
Raising local contentA key issue for Renault – and indeed the Moroccan government, which provided significant incentives to build the Tangier plant – is increasing the local content of the vehicles produced in the country.
The two assembly lines at Renault Tangier operate at 30jph
Inaugurated in 2013, Renault Tangier’s Line Two produces Sanderos for export markets
D
18 january-february 2015
Renault TangierOEM focus
established new operations on brownfield sites. In addition, one supplier to Renault’s other plant in Morocco has set up a second plant dedicated to Tangier.
At Kenitra, which is between Somaca and Tangier, Saint Gobain has established a new greenfield operation; at Tetouan, to the east, Visteon has built a plant for dashboard and door panel production; and at Somaca there is a brownfield operation dedicated to the Tangier plant – here four existing Somaca suppliers also deliver to Tangier. When Tangier opened, there were 17 major tier ones, including JCI, SNOP and Yazaki (and the others mentioned above) operating in Morocco. There are now more than 20 such suppliers, most of which came to Morocco specifically to supply the new plant.
Two companies, Denso of Japan and Faurecia of France, have operations in the country which supply both Tangier and also factories on mainland Europe. Faurecia, for example, has a major cut-and-sew operation for seat covers in Morocco which delivers to Faurecia’s seat assembly plants for a variety of vehicle manufacturers all over Europe.
Logistics optimised from the outsetAt Tangier, it was not just the factory itself which was designed from scratch; the supporting in-bound and out-bound logistics systems were also planned for optimal efficiency from the outset. The factory has a direct rail link to the Port of Tangier to ship vehicles all over Europe, while in terms of in-bound logistics, the factory receives at least 15 trucks a day from Europe, mostly from Spain.
Renault’s Valladolid factory supplies engines and other body parts which are not made in Tangier, while Renault Sevilla supplies transmissions. In addition, a number of parts come from Renault’s French factories at Le Mans and Cleon, and these are consolidated in Spain with Spanish parts for onward shipment to Morocco. There are also sea-borne deliveries from further afield; more than a dozen containers arrive on a daily basis from Romania, Turkey and Renault-Nissan group supply points across Asia.
Most of the exports from Tangier go to the EU. In the first six months of 2014, just over 97,000 vehicles were exported from Morocco, of which two-thirds were Logan and Sandero cars; around 25,000 were Dokker vans. The balance comprised Lodgy MPVs, and although volumes for this vehicle have, Renault admits, been disappointing, the vehicle will remain a key element of production at Tangier.
When Lodgy and Dokker production started, local content was close to 50%, but the introduction of the Sandero caused this figure to fall because of its high Romanian content. As a result, overall local content is now just under 40%. In order to achieve a significant increase, Renault is understood to be considering the production of engines in Morocco; at present, they come from the Renault plant in Valladolid, Spain. However, a timeframe for a new engine plant has yet to be confirmed.
Local content at Tangier will reach 42% by the end of 2014, with an objective of 56% by 2016. The Moroccan government has said it would like to see this figure reach 65% by 2020. Raising the local content will take place in parallel with re-designs and mid-lifecycle upgrades for the Dokker and Sandero, plus attendant re-sourcing of components.
Soliciting suppliersTo help meet current, and indeed future, local content targets, Renault has encouraged numerous suppliers to locate themselves in Morocco to supply directly into Tangier. There is also some in-house assembly of components, such as seats, axles and exhausts, and also the painting of bumpers. Most of these tasks are carried out by external suppliers because Renault has so far been unable to persuade suppliers to invest in Morocco for these roles.
The local supply base consists of distinct groups: the first, near Tangier, consists of 12 suppliers, eight of which have built operations on greenfield sites, while three have
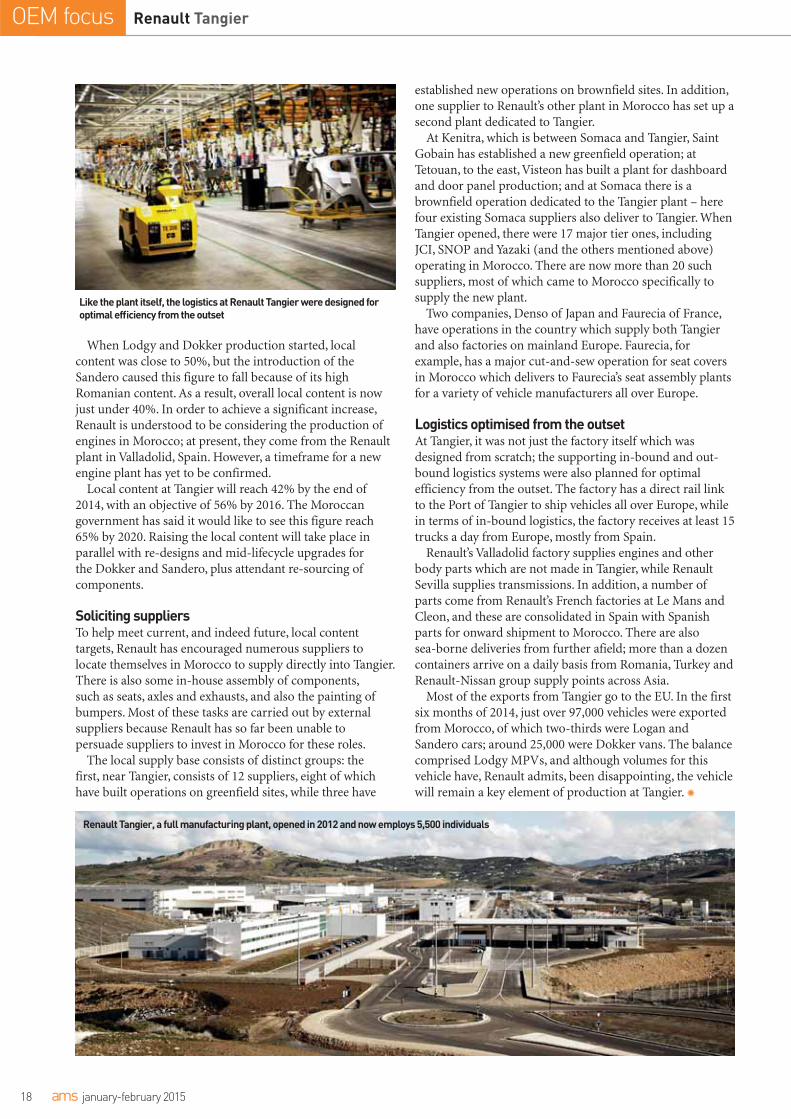
Renault Tangier, a full manufacturing plant, opened in 2012 and now employs 5,500 individuals
Like the plant itself, the logistics at Renault Tangier were designed for optimal efficiency from the outset
Discover the futureof diagnostics
With customized diagnostics and service solutions from ContinentalAs an automobile manufacturer, you’ve shaped the industry’s future with the development of innovative features. Make sure that you have diagnostics and service solutions that meet your standards.As one of the world’s leading automotive suppliers, we understand the changing needs of your aftersales business. We offer intuitive solutions that allow your service departments to deliver the excellence required. Increase your workshop efficiency and reliability with innovations like our intelligent fault finding tools or augmented and virtual technical information delivery.
Discover new horizons!Contact [email protected] for further information.
www.continental-automotive.com/diagnosticsAlso download our
information folder

BMWOEM focus
BMW may be a German company, and its core production facilities remain in its home nation, but it is by no means resting on its domestic or European laurels. In recent years, the OEM
has established and grown a global manufacturing network far beyond Europe. Within the continent, its German vehicle manufacturing plants are complemented by engine production facilities in Austria, plus Mini and Rolls-Royce factories in the UK, together with an engine plant which supplies both BMW and Mini vehicles. However, it is beyond Europe that some of the company’s most significant and interesting investments have taken place.
BMW has been producing cars in South Africa since 1973, but this was a low-volume operation for many years
Globally GermanIan Henry reviews BMW’s international manufacturing network, including new investments in Mexico and Brazil
and did not become a full manufacturing operation until the mid-1990s. In fact, BMW’s first manufacturing plant outside Europe opened in the US in 1994. Since then, as well as transforming its South African facility and greatly expanding its US factory, the company has set up full manufacturing operations in China and most recently Brazil, with a plant in Mexico on the way. There are also CKD operations in India, Thailand, Egypt, Indonesia and Malaysia. Meanwhile, in Russia the company has a manufacturing partnership with Avtotor. In total, including European operations in Germany, Austria and the UK, BMW has 30 production locations in 14 countries.
The company has emphasised recently that the expansion of its operations beyond Europe does not represent a policy of reducing production or capacity in Europe. It is worth noting that 2013 was the third year in succession when BMW made more than 1m cars in Germany. Moreover, with German production to September 2014 coming to just under 850,000 units, it seems certain that the 1m barrier will have been breached again when the full-year data for 2014 is released. Thus, production outside Germany is growing at the same time as output within the country remains strong and can be expected to continue in the same vein.
In fact, expansion beyond Germany is in direct response to growing demand outside Europe and the need to localise production near to customers. In the cases of Brazil, China and Russia (the latter two in association with local partners), the establishment or expansion of full manufacturing operations is a reaction to import duties on CBU vehicles.
Meanwhile in the US, Spartanburg in South Carolina has become BMW’s global centre for midsize and large SUV production, with four models already in production there (the X3, X4, X5 and X6) and a fifth, the X7, due to launch in a few years’ time, following a recently announced expansion plan. Currently making around 1,100 vehicles a day, the factory’s cumulative production is well over 2.5m units.
Full manufacturing plants
The US: Spartanburg BMW announced its US plant in 1992 and in 1994 the factory in South Carolina opened, making the 3-Series E36 model. This was a trial arrangement and once BMW systems were fully established, the company added the X5 SUV and Z3 sports car. The successor to the Z3, the Z4, was only made at Spartanburg for three years (2006-2008) before it moved to Germany; X5 production has remained in the US and Spartanburg now also provides kits for X3/X5/X6 assembly around the world, at the locations noted below.
20 january-february 2015
BMW OEM focus
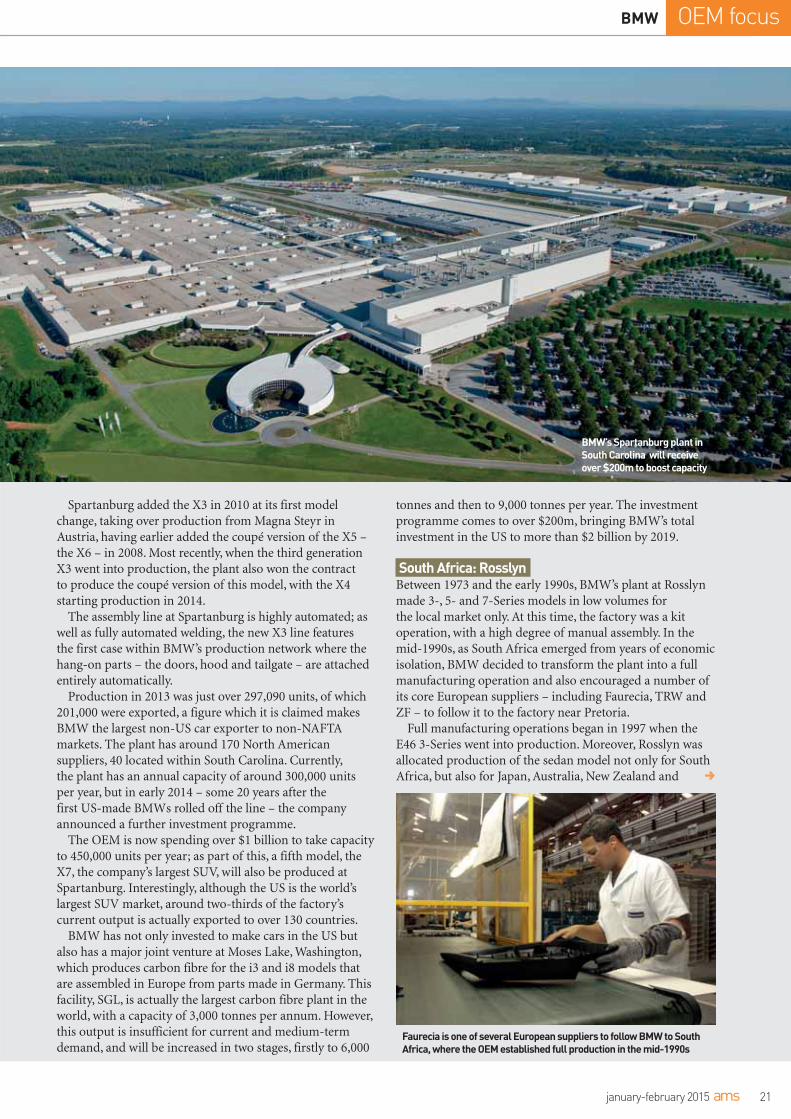
Spartanburg added the X3 in 2010 at its first model change, taking over production from Magna Steyr in Austria, having earlier added the coupé version of the X5 – the X6 – in 2008. Most recently, when the third generation X3 went into production, the plant also won the contract to produce the coupé version of this model, with the X4 starting production in 2014.
The assembly line at Spartanburg is highly automated; as well as fully automated welding, the new X3 line features the first case within BMW’s production network where the hang-on parts – the doors, hood and tailgate – are attached entirely automatically.
Production in 2013 was just over 297,090 units, of which 201,000 were exported, a figure which it is claimed makes BMW the largest non-US car exporter to non-NAFTA markets. The plant has around 170 North American suppliers, 40 located within South Carolina. Currently, the plant has an annual capacity of around 300,000 units per year, but in early 2014 – some 20 years after the first US-made BMWs rolled off the line – the company announced a further investment programme.
The OEM is now spending over $1 billion to take capacity to 450,000 units per year; as part of this, a fifth model, the X7, the company’s largest SUV, will also be produced at Spartanburg. Interestingly, although the US is the world’s largest SUV market, around two-thirds of the factory’s current output is actually exported to over 130 countries.
BMW has not only invested to make cars in the US but also has a major joint venture at Moses Lake, Washington, which produces carbon fibre for the i3 and i8 models that are assembled in Europe from parts made in Germany. This facility, SGL, is actually the largest carbon fibre plant in the world, with a capacity of 3,000 tonnes per annum. However, this output is insufficient for current and medium-term demand, and will be increased in two stages, firstly to 6,000
tonnes and then to 9,000 tonnes per year. The investment programme comes to over $200m, bringing BMW’s total investment in the US to more than $2 billion by 2019.
South Africa: RosslynBetween 1973 and the early 1990s, BMW’s plant at Rosslyn made 3-, 5- and 7-Series models in low volumes for the local market only. At this time, the factory was a kit operation, with a high degree of manual assembly. In the mid-1990s, as South Africa emerged from years of economic isolation, BMW decided to transform the plant into a full manufacturing operation and also encouraged a number of its core European suppliers – including Faurecia, TRW and ZF – to follow it to the factory near Pretoria.
Full manufacturing operations began in 1997 when the E46 3-Series went into production. Moreover, Rosslyn was allocated production of the sedan model not only for South Africa, but also for Japan, Australia, New Zealand and D
21january-february 2015
BMW’s Spartanburg plant in South Carolina will receiveover $200m to boost capacity
Faurecia is one of several European suppliers to follow BMW to South Africa, where the OEM established full production in the mid-1990s
BMWOEM focus
models for the local market; the 1-Series five-door, 3-Series sedan, X1 and X3 BMWs, plus the Mini Countryman. The groundbreaking ceremony for this plant was in December 2013, so to have started production within ten months can be counted as a remarkable success.
Vehicles made in Brazil will feature BMW’s Active Flex technology, the first time a twin-turbocharged engine with direct injection has been designed for both ethanol and petrol. The first car which came off the Brazilian assembly line was a 3-Series, 328i with Active Flex technology.
Mexico: San Luis PotosíReflecting strong and indeed rising demand for BMWs (and Minis) in North America, the OEM decided to open a second NAFTA plant, this time in Mexico. In July 2014, the company announced that a plant at San Luis Potosí would open in 2019, at a cost of more than $1 billion.
The company has announced neither the capacity to be installed at San Luis Potosí nor the models it will make there. However, given the size of the investment – five times the initial investment in Brazil – a capacity of 100,000 units per annum is likely, and it could possibly be higher. It is probable that the models to be made will be on the new UKL1 platform, and therefore include Minis and various versions of the new front-wheel-drive 1-Series.
various Asian markets. Since then, the plant has started supplying vehicles to South America and more recently NAFTA. The factory remains a one-model plant, still making only the sedan version of the 3-Series, although it has been tooled up to be flexible and is theoretically capable of making other versions as well.
Since 2010, Rosslyn has also made the xDrive (all-wheel-drive) version of the 3-Series sedan for NAFTA markets. Exports of the current F30 3-Series head for eight key markets: Australia, New Zealand, Hong Kong, Singapore, Taiwan, Japan, the US and Canada.
Despite recent investment and its key role in supplying major markets, further expenditure at Rosslyn has been put on hold following long-running labour problems in the country. In October 2013, BMW said export sales had fallen by 75% because of labour disputes affecting the whole of the automotive industry in South Africa, meaning that future investment at Rosslyn had become extremely unlikely.
China: ShenyangLike all other vehicle companies in China, BMW has had to establish a manufacturing operation there in association with a local company, in this case Brilliance Automotive. The JV operates two factories in Shenyang; at Dadong, which produces the 5-Series long wheelbase model, and Tiexi, which produces the 3-Series sedan in standard and long wheelbase formats, the X1 and also cars under the local brand, ZINORO.
This operation also includes an engine factory which supplies both of the vehicle sites. The first BMW engine plant outside Europe, it makes a 2.0-litre, four-cylinder petrol engine. Production at Dadong began in 2003, while Tiexi launched in 2012.
Brazil: AraquariThe final, most recent, addition to the company’s global production network is the small plant at Araquari, Santa Catarina State in southern Brazil, which started production in September 2014. With an initial investment of €200m ($249m), this factory has started life with a capacity of just 30,000 units per year. It will produce a wide range of
22 january-february 2015
BMW’s Chinese joint venture was formed
with Brilliance Automotive
BMW’s plant at Araquari, Brazil, started production in September 2014
In July last year, BMW announced that it would open a plant at San Luis Potosí, Mexico, at a cost of more than $1 billion. The factory is scheduled to launch in 2019 and is likely to have a capacity of at least 100,000 units
More than CKD, less than full manufacturing
Russia: KaliningradBMW has hinted on several occasions in the recent past that a full manufacturing operation in Russia would launch at some point, but for now its production in the country centres on a joint venture with Avtotor in Kaliningrad. This plant was opened in 1999 and was the first Russian assembly facility of any German car company.
Currently, the plant assembles the 3-Series, 5-Series and 7-Series (all in sedan format), plus the 5-Series long wheelbase and the X3/X5/X6 SUVs. In April 2014, it was announced that Avtotor and BMW had signed an agreement to build a new facility in Kaliningrad, with construction starting in July; details of what will be made there, volumes, and a start date have not been announced, although in 2012 there were reports that the companies would build a 50,000-unit plant at a cost of $500m, with investment from Magna, JCI and Lear as part of the scheme.
The 2012 report suggested there was a 48% local content target that would be an important step along the road to achieving 60% by 2016, which is required under Decree 166 in order to avoid punitive import duties for vehicles made in Russia with low local content ratios.
BMW OEM focus
23january-february 2015
The CKD operations
Thailand: RayongBMW has been operating a facility in Rayong since 2000. The plant assembles a very wide range of models from imported parts, including: the 1-Series, 3-Series, 3-Series GT, 5-Series and 7-Series, plus three SUVs (the X1/X3/X5). It also assembles Mini Countryman and BMW motorcycles, making this the only plant in BMW’s global network producing BMW and Mini vehicles as well BMW motorcycles.
India: ChennaiThe OEM started operations in 2007 at a facility near Chennai which is capable of making a very similar range to the Thai plant, as well as the 7-Series. Like Rayong, it also assembles the Mini Countryman – though not motorcycles. A second plant is apparently under construction, as the 14,000-unit capacity of the existing plant is not deemed enough to meet local demand in the medium term.
Egypt: CairoBMW has had partners in the country since 1997, but switched to its current partner, BAMC, in 2004, when a new facility opened in Cairo. The plant assembles the 3-Series, 5-Series, long wheelbase version of the 7-Series and the X1/X3.
Indonesia: JakartaThe German manufacturer has a local partner, Gaya Motor, in Jakarta which assembles the 3- and 5-Series and the X1/X3.
Malaysia: KulimBMW has had an assembly partner in the country since 1979. Its current partner is Inokom Corp, with a plant at Kulim which assembles the following on two assembly lines: the Mini Countryman, 1-Series (three- and five-door versions), 3- and 5-Series sedans and the X1/X3.
Reports in 2012 suggested that Avotor and BMW would build a 50,000-unit plant in Kalingrad with investment from Magna and other suppliers
BMW began CKD operations, including building the Mini Countryman, in
Chennai, India, in 2007
24 january-february 2015
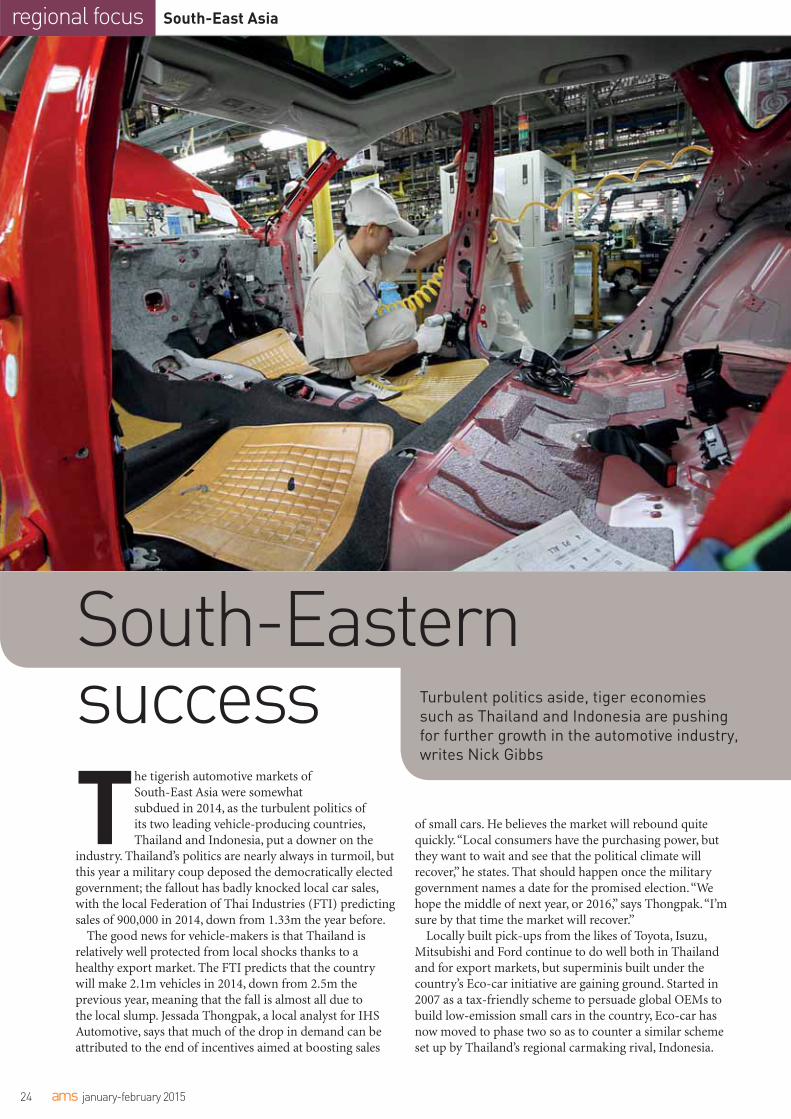
The tigerish automotive markets of South-East Asia were somewhat subdued in 2014, as the turbulent politics of its two leading vehicle-producing countries, Thailand and Indonesia, put a downer on the
industry. Thailand’s politics are nearly always in turmoil, but this year a military coup deposed the democratically elected government; the fallout has badly knocked local car sales, with the local Federation of Thai Industries (FTI) predicting sales of 900,000 in 2014, down from 1.33m the year before.
The good news for vehicle-makers is that Thailand is relatively well protected from local shocks thanks to a healthy export market. The FTI predicts that the country will make 2.1m vehicles in 2014, down from 2.5m the previous year, meaning that the fall is almost all due to the local slump. Jessada Thongpak, a local analyst for IHS Automotive, says that much of the drop in demand can be attributed to the end of incentives aimed at boosting sales
South-Eastern success Turbulent politics aside, tiger economies
such as Thailand and Indonesia are pushing for further growth in the automotive industry, writes Nick Gibbs
of small cars. He believes the market will rebound quite quickly. “Local consumers have the purchasing power, but they want to wait and see that the political climate will recover,” he states. That should happen once the military government names a date for the promised election. “We hope the middle of next year, or 2016,” says Thongpak. “I’m sure by that time the market will recover.”
Locally built pick-ups from the likes of Toyota, Isuzu, Mitsubishi and Ford continue to do well both in Thailand and for export markets, but superminis built under the country’s Eco-car initiative are gaining ground. Started in 2007 as a tax-friendly scheme to persuade global OEMs to build low-emission small cars in the country, Eco-car has now moved to phase two so as to counter a similar scheme set up by Thailand’s regional carmaking rival, Indonesia.
South-East Asiaregional focus

South-East Asia regional focus
In October, the Board of Investment (BoI) announced that it had approved investment applications from five OEMs building cars in the country – Ford, GM, Nissan, Mitsubishi and Toyota – to expand production under the Eco-car 2 alongside Mazda, which had already signed up. In return for tax breaks, those makers must now produce cars emitting less than 100 grams of carbon dioxide per kilometer, compared with 120g/km under the old scheme. The cars must be rated at least Euro 5 for emissions, versus Euro 4 previously, thus giving Thailand an edge over Indonesia, according to Thongpak. “Indonesia’s low-cost green car scheme is only Euro 4 and fuel consumption is not as competitive, meaning they don’t have the same export potential. In Thailand, they can export anywhere in the world,” he explains.
Under the strict terms of the programme, makers must source 80% of parts by value locally and also agree to produce over 100,000 cars a year within four years. According to the Thai BoI, the OEMs have promised even more, with Ford pledging 180,000 units; GM 158,000; Nissan 123,000; Toyota 160,000; and Mitsubishi 180,000. Overall, eco-cars are expected to account for 2m units per year, the Bangkok Post reported, quoting BoI secretary-general Udom Wongviwatchai. He said 1.5m would come from the new scheme, with the original Eco-car accounting for 500,000 units.
Mazda has already started production of its critically acclaimed Mazda2 supermini, the first car to be produced under phase two (and also the first diesel model). Thailand has thus become one of three production locations for the new model, along with Japan and Mexico. Mazda’s Rayong plant in Thailand’s south-eastern automotive hub will build cars for Australia as well as ASEAN markets.
Eco competition from IndonesiaIndonesia has launched a similar scheme to Thailand in an attempt to anchor more carmakers in the country. One of the first models under its Low Cost Green Car programme was launched in May this year by Nissan’s low-cost brand, Datsun. As befits Indonesia’s thirst for budget people-carriers, the car was the supermini-based, 1.2-litre, seven-seat Go Panca, manufactured at the OEM’s new plant in Purwakarta, West Java.
The Green Car scheme looked to be under threat when in July one of its main opponents, Joko Widodo, the former governor of Jakarta, was elected president of the country. While governor of the traffic-choked capital city, he questioned the need for a scheme that promoted cars; but that opposition seems to have vanished. “The automotive industry makes an important contribution to foreign direct investment in the country; it’s not possible that he will cancel this project,” says Thongpak. Indeed, the new president might actually boost sales of more economical cars with a rumoured plan to bring forward the promised cut in road fuel subsidies and use the money to improve infrastructure.
Indonesians are certainly buying more eco-cars. The percentage of sales in the category with engines of 1.2 litres or below was just 4% in 2013. To the end of October 2014, with five eco-cars now in the market, that figure was up to 14%, according to figures from the Association of
25january-february 2015
Indonesian Automotive Manufacturers (Gaikindo). In the same period, 155,368 eco-cars were built – three times more than the total for 2013. At the time of going to press in December 2014, vehicle sales were only 1.6% up on the figure for last year at 1.1m, but vehicle production was set to beat the 2013 total of 1.2m.
The figures reveal that Indonesian carmakers are still largely focused on the home market with its huge population of 247m and low car ownership of around 80 per 1,000 people, according to a recent estimate by analysts Frost and Sullivan.
Modest Malaysian growthBy contrast, car ownership for neighbouring Malaysia is around 300 per 1,000 – one reason why IHS is pessimistic about that country’s ambitious goals to establish its own eco-car manufacturing scheme. So far, three OEMs – local maker Perodua, Mazda and Chinese SUV specialist Great Wall – have signed up to the Energy Efficient Vehicle (EEV) scheme there, reports local automotive journalist Paul Tan. “I don’t think it will succeed. It’s not cheap to make there,” adds Thongpak. IHS predicts that Malaysian vehicle production will rise only modestly to 700,000 units by 2018, up from just over 600,000 in 2013. By comparison, it expects Thailand to expand production to 3m by 2018, and Indonesia to almost 2m by the same date.
Indonesia does export models – by the end of October 2014, the country had closed in on the 2013 export total of 171,000 built-up cars. Most are exported by Toyota. In February 2014, the OEM started shipping the Ayga supermini which is built by its subsidiary, Daihatsu, to the Philippines. It was the first model to be exported under the Low Cost Green Car initiative. Toyota also sends the Vios saloon to the Middle East and other markets from its factory in the Jakartan suburb of Karawang.
However, the overall export figure is a long way off that of Thailand and likely to stay that way while car ownership is still so low in the country. The shift to cars will be helped by the Green Car programme, but right now the ubiquitous motorcycle remains Indonesia’s favourite mode of transport.
Recently, motorcycle sales have been comparatively weak in the world’s third-largest powered-two-wheeler
GM, which has a plant at Rayong, is one of several OEMs set to expand production under Thailand’s ‘Eco-car 2’ initiative
D

26 january-february 2015
South-East Asiaregional focus
as the Focus, Fiesta and Ranger pick-up from kits in a local joint venture.
Meanwhile, IHS has identified the Philippines as another country in the region with the potential to expand car production. Currently, its numbers are similar to Vietnam’s, with 100,000 units produced and around 200,000 sold.
Premium bike-making on the riseThe South-East Asian country that has established itself as the key hub for motorcycle exports is Thailand, which has a lengthy track record of production; Honda started making motorcycles there in 1967. The country is now attracting premium bike-makers. British firm Triumph makes its retro-styled Bonneville range and also its Tiger adventure motorcycles for global export at its plant in Chonburi, south-east of Bangkok. Italian sportsbike specialist Ducati is also setting up a plant in the country, its first outside Italy.
In Thailand, Honda has a production capacity of 1.7m units per annum, since expanding from the 110-150cc scooters and ‘underbone’ (aka step-through) bikes so popular in this part of the world to larger models built for global export, which are made on a separate production line launched in 2012. This year it added the CBR650, with exports heading to countries in Europe and North America among other regions. Suzuki is another maker using Thailand as an export base for two-wheelers, shipping its Burgman 125 and 200 premium scooters to Europe, North America and other Asian markets.
BMW also has an operation making motorcycles from kits at its Rayong plant, alongside kit assembly of some of its cars. The premium OEM plans to expand its car operations to 10,000 units a year, including the Mini Countryman. BMW announced in November that it had struck a deal with local CKD engine assembler Powertech to build four-cylinder diesel engines, beginning in December 2015. Powertech also assembles engines for Mercedes, which has a CKD assembly operation in the country. “The reason for having our own CKD production is the customs duties,” a spokesman for BMW told AMS.
BMW also assembles cars from kits in Indonesia, but so far no European manufacturer has established a full-scale manufacturing base in South-East Asia. That could change with the rumoured entry of Volkswagen into the region, in Thailand or Indonesia, or both. Thongpak says VW has submitted an application for an Eco-car 2 licence in Thailand, but no announcement has yet been made. Meanwhile, in Indonesia last September, local press reports quoting a VW executive suggested that the OEM plans to build a $140m plant in the region.
In fact, the export of cars with European badges will begin in 2015 when Mitsubishi starts shipping Fiat-badged versions of its Triton (L200) pick-up which is built in Thailand under an agreement between the two companies.
The growth and maturation of Thailand’s car industry means that it is moving into R&D and even quite high-tech research. For example, BMW announced in November that it was collaborating with a local university and a tech firm to research DC quick chargers for electric vehicles. Politics might be volcanic in the country, but the vehicle industry is calmly expanding thanks in part to strong exports, and that success is inspiring envious neighbours to follow suit.
market (behind China and India), from 8m in 2011 to 7.7m in 2013 and only up 3.5% in the first ten months of 2014. The situation may not seem desperate, but Indonesia has been experiencing colossal growth since 2000, when annual motorcycle sales were below 900,000 units. The market is dominated by Honda, which took two-thirds of sales in the first ten months of the year, according to the Indonesian Motorcycle Industry Association (AISI).
Yamaha takes most of the rest, building machines at four factories. With the domestic market taking off as it has, local production is aimed at satisfying internal needs and there are few imports or exports. In 2013, just 27,000 motorcycles made it out of the country, from a total production of 7.7m units. As in India, though, local quality has been improving to the point that makers are looking to export. Yamaha announced back in July that it was planning to ship its R25 250cc sportsbike made at Pulogadung, East Jakarta, to 14 countries including Japanese and European markets.
Stalling production in VietnamVietnam, the world’s fourth-largest powered-two-wheeler market, has similarly stalled, with production to the end of September 2014 slightly down on the year before to 2.4m units, according to figures from the country’s General Statistics Office. In 2013, the country made 3.68m motorcycles, servicing primarily the local market, with Honda the dominant maker. In March, the company started production at its third plant, just south of Hanoi, with a capacity of 500,000 units a year, mostly scooters. However, makers are concerned that the market is reaching saturation point as growth slows in the local economy, so the likes of Honda are eyeing up the export market.
Jessada Thongpak suggests that Vietnam’s nascent car industry could grow if the government removes tax barriers and improves the infrastructure. “Not in the short term, but in the longer term it could be the next China with lower production costs,” he says, adding that current annual production is around 100,000 units, with sales of around 200,000. Thongpak points out that car ownership in the country is one of the lowest in South-East Asia at around 50 per 1,000 people; Vietnam has a population of 90m. Ford is one global manufacturer in the country, building cars such
As the motorcycle market in Vietnam reaches saturation point, OEMs including the dominant maker, Honda, are looking to export

Digital manufaturing CAD/CAM technology
27january-february 2015
and an ultra-high-speed on-road vehicle – “without any set-up changes”. As Gunner points out, those two applications do not complement each other particularly well in one crucial respect that is related to aerodynamics: the “huge amount” of downforce required for the first of the two roles would create excessive drag and suspension loads that would unacceptably inhibit its second function, if allowed to build up unchecked as the car increased speed.
One:1 therefore has a variable aerodynamic system which means that the huge downforce generated at track speeds is supressed as much as possible up to maximum velocity. “From 300kmph upwards, we actually start reducing the downforce rate as much as the bodywork allows,” Gunner confirms. Koenigsegg’s official figures are that the car generates a downforce of 610kg at 260kph, but only 830kg at 440kph.
Several systems on the car enable this feat to be achieved. There is a dynamic flap system on the front of the car that starts off as a high-pressure Venturi flap but is cut off from the airflow at higher speeds, as is some of the flow under the car. “We cut off a lot of the underbody downforce,” states Gunner. Furthermore, the actual rake of the car can be altered with the slight elevation of the front of the vehicle.
The most obvious aerodynamic feature of One:1 – its twin wing system at the rear of the vehicle – can also be altered to vary from a very high to a “minimal” downforce and drag setting, according to Gunner. The One:1 programme, he confirms, was the first time Koenigsegg had ever attempted to implement this approach in one of its vehicles. D
Smart design in the makingThe latest simulation software can speed up vehicle modelling and compress development timescales. Mike Farish reports
At the beginning of 2014, Swedish supercar manufacturer Koenigsegg launched a vehicle which, even by its standards, achieved new levels of extreme performance. One:1 is named after its ratio of horsepower to kerb weight in
kilograms, though perhaps the single most eye-catching statistic is its top speed: a stunning 440kph. Another speed-related fact is that the whole development cycle for the vehicle took only eight months; just one year elapsed from the project go-ahead to delivery of the first vehicle. Only six will be made.
As explained by Jon Gunner, the company’s technical director, like many mainstream carmakers Koenigsegg uses well-established design software systems: the Catia V5 3D modelling system from Dassault Systems and the Alias surface modelling system now supplied by Autodesk, the latter being used for Class-A surfaces.
For simulating airflows around its vehicles, Koenigsegg also uses a computational fluid dynamics package called ‘Icon FoamPro’, from UK-based software provider ICON. The software runs on an in-house supercomputing hardware installation with 32 cores.
All of these systems, adds Gunner, have been installed over the past decade as the company has implemented a policy of increasingly in-sourcing all its design and development operations.
Gunner says the specification of One:1 effectively pushed Koenigsegg “to the limits”, since the vehicle was intended to act as two cars in one – a high-performance track-racing car

expected. The key enabling factor he identifies is the ability to access those resources as needed, for as long as needed. As a result, Gunner says Koenigsegg will certainly use this approach again. In fact, it has already done so for its next vehicle project, due for launch in February this year.
Everyday simulationThe day-to-day reality of using digital tools in mainstream automotive manufacturing is typically less supercharged. At Envisage Group in Coventry, UK, operations director Adrian Coppin says the 160-strong team handles a range of services including design, engineering, model-making and low-volume panel production for major OEMs, particularly for body-in-white prototype build tasks.
It is a business which, as Coppin admits, still has some distinctly manual elements – for instance the manufacture of one-off panels – but in which the core means of communication between Envisage and its clients is now overwhelmingly digital. Design information comes into the company primarily as CAD data, with the Catia V5 system effectively the industry standard. In addition, Coppin says Envisage has ‘seats’ of the Siemens PLM design software and the Alias surface modelling package.
A typical sequence of operations for making a clay model starts with the receipt of surface data in V5 format, which is then converted into instructions to drive the CNC machining of the clay surface. That physical model inevitably requires some manual modifications after being viewed by the OEM’s designers, so the amended model is scanned to record the alterations. However, the scanning process only records ‘point cloud’ data and so actual resurfacing of the CAD model is conducted using the Alias software, before the new virtual model is reconstituted in V5. The Alias software, says Coppin, is a “much easier tool” for actual surface creation.
Once those surfaces have been generated, further ‘engineering’ work will take place in V5 back at the OEM, such as the creation of attachment points on the interior surfaces. After that, the design data comes back to Envisage, now as detailed individual panels rather than a single surface model, and can be used to drive the manufacture of actual prototype parts. “We can machine a low-volume mould tool out of high-density composite board, which
28 january-february 2015
Digital manufaturing CAD/CAM
The simulation process for One:1 required IT provider ICON to install software at HPC Wales, using 128 cores compared with the 32-core standard used in-house at Koenigsegg
technology
Simulating successIntensive simulation of the vehicle’s aerodynamic performance under multiple different scenarios was an essential part of the development programme. However, Gunner admits that even Koenigsegg’s in-house resources would have struggled to do so within the highly compressed development timescale. Wind tunnel testing was also unfeasible because there are no facilities that can generate airflows at a speed as high as 440kph.
The solution was to use high-performance computing facilities remotely, over the Internet Cloud. These services were provided by HPC Wales in the UK. The method involved running simulation routines on virtual models of the car with either a high or slightly lower meshing density. The remote facilities were used for running multiple tests – six or seven at a time – on slightly less dense models, each representing a different aerodynamic configuration. Gunner explains that further compression of the run-times for the less dense models was possible because they represented only one half of a car. Koenigsegg then carried out a more limited number of validation exercises using its in-house facilities, though in those instances complete vehicle representations were used.
ICON also played a role, installing its software on the HPC hardware, using 128 cores – nearly four times the carmaker’s in-house resources. From the perspective of Koenigsegg’s users, input procedures were almost identical. “We really didn’t see much difference,” states Gunner. “It just went a lot faster.”
Even so, a run of 24 hours was required to simulate just one second of virtual driving conditions (compared, however, with several days back at Koenigsegg in Sweden). Altogether, the need to simulate the performance of the car over multiple different settings for its aerodynamic elements meant that “several hundred” simulation routines were run, according to Gunner. Some tweaking of the software was required to cope with the fact that, at the simulated speeds involved, air becomes more compressed than is normally the case. “The software is very tuneable,” explains Gunner.
Looking back at the project, Gunner says the use of remote supercomputing resources went better than
Outside supercar development, digital tools are more prosaically used in the design and engineering of body-in-white prototype builds
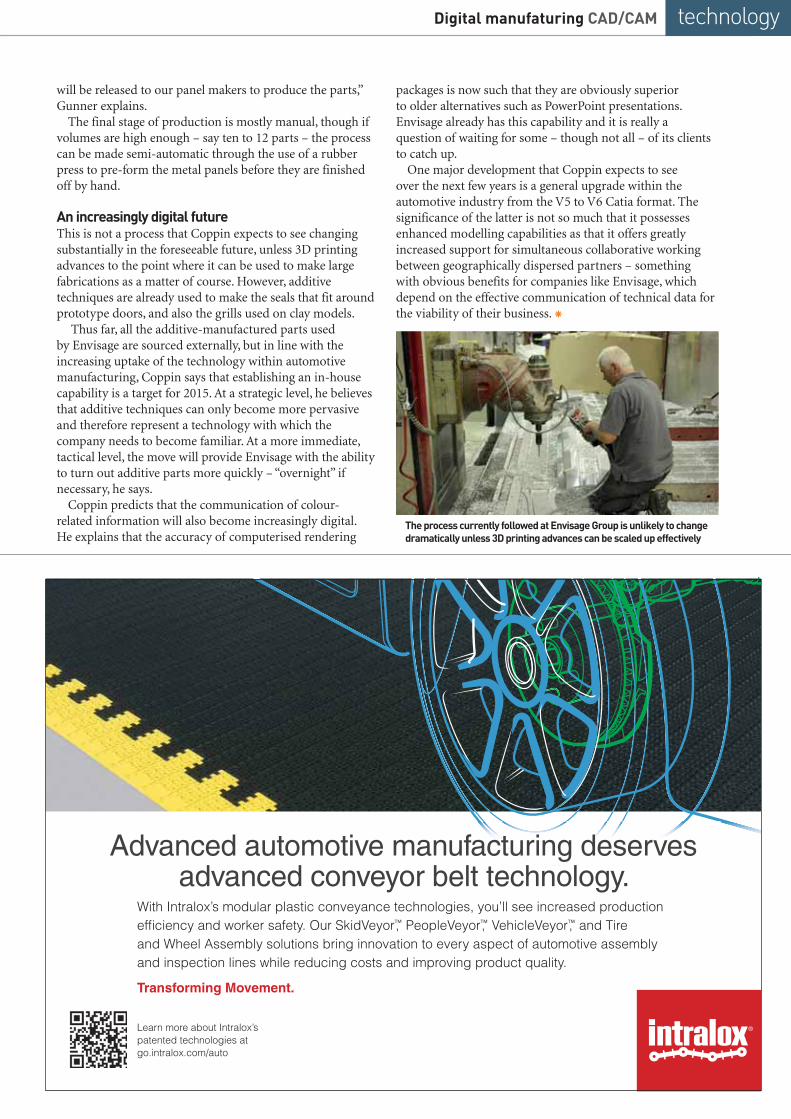
will be released to our panel makers to produce the parts,” Gunner explains.
The final stage of production is mostly manual, though if volumes are high enough – say ten to 12 parts – the process can be made semi-automatic through the use of a rubber press to pre-form the metal panels before they are finished off by hand.
An increasingly digital futureThis is not a process that Coppin expects to see changing substantially in the foreseeable future, unless 3D printing advances to the point where it can be used to make large fabrications as a matter of course. However, additive techniques are already used to make the seals that fit around prototype doors, and also the grills used on clay models.
Thus far, all the additive-manufactured parts used by Envisage are sourced externally, but in line with the increasing uptake of the technology within automotive manufacturing, Coppin says that establishing an in-house capability is a target for 2015. At a strategic level, he believes that additive techniques can only become more pervasive and therefore represent a technology with which the company needs to become familiar. At a more immediate, tactical level, the move will provide Envisage with the ability to turn out additive parts more quickly – “overnight” if necessary, he says.
Coppin predicts that the communication of colour-related information will also become increasingly digital. He explains that the accuracy of computerised rendering
Digital manufaturing CAD/CAM technology
packages is now such that they are obviously superior to older alternatives such as PowerPoint presentations. Envisage already has this capability and it is really a question of waiting for some – though not all – of its clients to catch up.
One major development that Coppin expects to see over the next few years is a general upgrade within the automotive industry from the V5 to V6 Catia format. The significance of the latter is not so much that it possesses enhanced modelling capabilities as that it offers greatly increased support for simultaneous collaborative working between geographically dispersed partners – something with obvious benefits for companies like Envisage, which depend on the effective communication of technical data for the viability of their business.
The process currently followed at Envisage Group is unlikely to change dramatically unless 3D printing advances can be scaled up effectively
Learn more about Intralox’s patented technologies at go.intralox.com/auto
Advanced automotive manufacturing deserves advanced conveyor belt technology.
With Intralox’s modular plastic conveyance technologies, you’ll see increased production efficiency and worker safety. Our SkidVeyor™, PeopleVeyor™, VehicleVeyor™, and Tire and Wheel Assembly solutions bring innovation to every aspect of automotive assembly and inspection lines while reducing costs and improving product quality.
Transforming Movement.
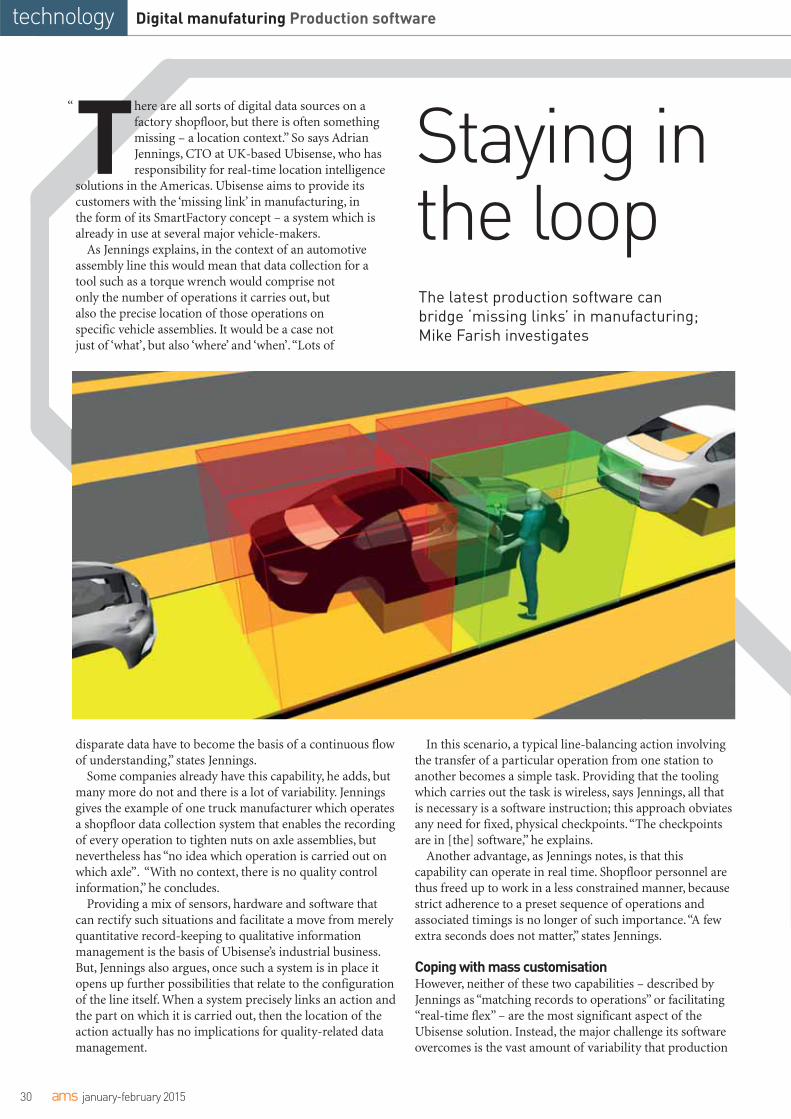
In this scenario, a typical line-balancing action involving the transfer of a particular operation from one station to another becomes a simple task. Providing that the tooling which carries out the task is wireless, says Jennings, all that is necessary is a software instruction; this approach obviates any need for fixed, physical checkpoints. “The checkpoints are in [the] software,” he explains.
Another advantage, as Jennings notes, is that this capability can operate in real time. Shopfloor personnel are thus freed up to work in a less constrained manner, because strict adherence to a preset sequence of operations and associated timings is no longer of such importance. “A few extra seconds does not matter,” states Jennings.
Coping with mass customisationHowever, neither of these two capabilities – described by Jennings as “matching records to operations” or facilitating “real-time flex” – are the most significant aspect of the Ubisense solution. Instead, the major challenge its software overcomes is the vast amount of variability that production
30 january-february 2015
Digital manufaturing Production softwaretechnology
The latest production software can bridge ‘missing links’ in manufacturing; Mike Farish investigates
“There are all sorts of digital data sources on a factory shopfloor, but there is often something missing – a location context.” So says Adrian Jennings, CTO at UK-based Ubisense, who has responsibility for real-time location intelligence
solutions in the Americas. Ubisense aims to provide its customers with the ‘missing link’ in manufacturing, in the form of its SmartFactory concept – a system which is already in use at several major vehicle-makers.
As Jennings explains, in the context of an automotive assembly line this would mean that data collection for a tool such as a torque wrench would comprise not only the number of operations it carries out, but also the precise location of those operations on specific vehicle assemblies. It would be a case not just of ‘what’, but also ‘where’ and ‘when’. “Lots of
disparate data have to become the basis of a continuous flow of understanding,” states Jennings.
Some companies already have this capability, he adds, but many more do not and there is a lot of variability. Jennings gives the example of one truck manufacturer which operates a shopfloor data collection system that enables the recording of every operation to tighten nuts on axle assemblies, but nevertheless has “no idea which operation is carried out on which axle”. “With no context, there is no quality control information,” he concludes.
Providing a mix of sensors, hardware and software that can rectify such situations and facilitate a move from merely quantitative record-keeping to qualitative information management is the basis of Ubisense’s industrial business. But, Jennings also argues, once such a system is in place it opens up further possibilities that relate to the configuration of the line itself. When a system precisely links an action and the part on which it is carried out, then the location of the action actually has no implications for quality-related data management.
Staying in the loop

Forcam’s factory Framework MES is used by OEMs including Daimler (above) as well as by a range of tier one suppliers
lines must now accommodate in order to satisfy customer demand for individually specified products in a volume production environment – in other words, the concept of ‘mass customisation’.
The automotive industry is, of course, a prime example of this phenomenon. Jennings gives the hypothetical example of how an OEM might deal with the problem of offering customers minority options such as third-row seats in a vehicle. Would the manufacturer install a dedicated station on a production line that perhaps 90% of the vehicle assemblies would simply bypass, or would it find a way of “overlaying” the ability to satisfy the intermittent demand on the main line? The latter option is clearly the better solution. According to Jennings, “virtualising space” by disconnecting work from the need to carry it out at a specific location now makes this proposition realistic.
In the case of Ubisense, Jennings says the hardware required to support such a system is fairly straightforward: the sensors and RFID tags are for the most part off-the-shelf products, though the company does provide some location devices. He emphasises that the software content of the system is where its real power lies.
In the future, Jennings foresees a quite fundamental change in the use of the information such a system gathers; he believes the management of production environments will change from being reactive to proactive – or “predictive”, to use his own term. For instance, it should be feasible for shopfloor systems to detect when the performance of an operator – whether measured by time or another parameter – is starting to drift towards pre-defined limits. A supervisor could then intervene to pre-empt the breaching of those limits.
The same principle should also become applicable at a macroscopic level. Jennings says the aim is to enable system users to answer the question of what specific task should be addressed next in order to optimise the overall efficiency of the production operations. In a car plant, that might mean deciding which vehicle assembly should start off down the line based on the availability of resources. It is a question, he notes, that is still often only asked “in people’s heads, if it is asked at all”. Neither capability yet exists, but Jennings says Ubisense is working on it.
An integrated Factory FrameworkA similar emphasis on the value of real-time as opposed to retrospective information is made by Andrew Steele, UK managing director of German-owned Forcam, supplier of the Factory Framework manufacturing execution system (MES). The term ‘MES’ can mean different things to different people, but in the case of Forcam it essentially describes software that can integrate a number of other discrete software application packages ranging from those for strategic enterprise resource planning (ERP), through product data management (PDM) down to the monitoring of individual pieces of shopfloor equipment.
It is the linking of ERP and shopfloor systems that Steele says is particularly significant. It is often the case today, he explains, that companies operating even the most sophisticated and expensive ERP systems fail to exploit their
Digital manufaturing Production software technology
true potential because they cannot feed them withaccurate, concurrent data on their shopfloor operations.
That level of communication is a fundamental requirement for achieving Industry 4.0 standards of integration – a term that has entered the industrial lexicon in the last few years and now enjoys official endorsement by the German government. At the most basic level, says Steele, this involves linking intelligent machines to gather real-time production data, with assets being more fully employed and material flows more efficiently managed.
The Forcam product is already firmly established in the automotive manufacturing arena. Users include not only major OEMs such as Audi and Daimler, but also tier one suppliers such as Schaeffler Group, Bosch, Mahle and
BorgWarner. Steele points out that suppliers at this level are now usually large multinational enterprises as much as are the vehicle assemblers who sit at the top of the supply chain.
That fact may well have been influential in the specification for the forthcoming Version 5 of Factory Framework, which is due for release in March 2015. Steele explains that a key attribute of the system will be its use of ‘in-memory processing’, which means that much of the data processing that was previously carried out by an on-site server will instead take place on the shopfloor at the machine that is being monitored. The effect will be to obviate the need to run servers at multiple sites in geographically dispersed operations; even global networks will need only one central server. All the data relating to an organisation’s shopfloor operations will be collated, analysed and monitored at a single point, in real time.
Steele observes that, for the automotive industry, this capability would facilitate global benchmarking and target-setting of overall equipment efficiency – one of the foremost key performance indicators in the industry.
Companies supplying the automotive industry with shopfloor software clearly already have a good grasp of the capabilities their products need to facilitate; that is to say, data collection and its integration into wider systems in ways that support intensive, concurrent analysis to enable rapid enhancement of production operations. Perhaps in future these solutions will even be pre-emptive.
31january-february 2015

use from carbon-fibre materials. The parts were relatively simple, such as brackets and aerodynamic covers. In fact, the machine was not merely used for prototyping, but also led to an increase in the number of additively manufactured parts on the car.
Strength & versatilityThis experience of the technology caused Strakka to reassess its previous perception of such parts. “We realised that they were a lot stronger and more versatile than they used to be, and that opened our eyes to other things we could do,” states Walmsley. Within a few months, Strakka was fabricating the dashboard for the vehicle – a structure that had to be both lightweight and strong even though it also contained attachment points for switches and apertures for the display screens of rear-facing cameras. “We made the first one as a mock-up but found that its material properties exceeded our expectations,” he confirms.
According to Walmsley, the most likely alternative material for the dashboard would have been some form of carbon composite. A major disadvantage of that approach, though, would have been the much greater cost – for the tooling more than the materials.
Rapid design iteration is another benefit Strakka has gained. Walmsley gives the example of the ducts that allow air to reach the brakes for cooling purposes, saying that during track testing the team was able to achieve “a nearly
32 january-february 2015
Digital manufaturing Rapid prototypingtechnology
More automotive companies are discovering the benefits of additive manufacturing for rapid prototyping, writes Mike Farish
The first race of the 2015 World Endurance Championship, to be held in April at the UK’s Silverstone racetrack, will see the debut of the Strakka DOME S103 (above
inset), a low-slung coupe designed and developed by two organisations on different sides of the world. One is Japanese automotive design consultancy DOME, the other is UK race team Strakka Racing, based close to the circuit where the car will make its first competitive appearance.
As team principal Dan Walmsley explains, the car will be the first in which Strakka has had a major design input; previous vehicles driven by the team, which has been racing since 2007, were bought in and at most “tweaked” to enhance their performance. Walmsley says the Strakka DOME S103 was initially developed under an “aggressive” plan with the intention of racing in 2014, but in April of that year Strakka decided it was dissatisfied with the progress and decided to take over further development.
For an organisation with just 42 employees and no previous experience of intensive vehicle development, Walmsley admits it was a bold step. One of the ways the company set about preparing for the task was to equip itself with an in-house additive manufacturing capability, courtesy of a Stratasys uPrint SE Plus 3D Printer. Strakka installed the machine in the summer of 2014 after preliminary discussions with Stratasys suggested that the technology could help to compress development timescales.
The machine was initially used for the conventional additive application of rapid prototyping to test the form and fit of parts most likely to be manufactured for actual
Hot off the printer

Digital manufaturing Rapid prototyping technology
33january-february 2015
24-hour turnaround period” for making modified units and fitting them to the vehicle. “We have simply never been able to achieve anything like that before,” he states.
The same is true for wind-tunnel testing. Walmsley says the ability the company now possesses to produce new parts extremely rapidly means that ideas can be tried out in less time than before. “We can do in seven weeks what might previously have taken 20, and that is a game-changer,” he states. The precision of the parts produced by the additive method is also a step beyond what was previously possible. “CAD and car are now the same”, as Walmsley puts it.
Mastering additive manufacturingThe in-house machine is not the only additive manufacturing resource that Strakka has exploited. Given that it has a working envelope of roughly 14 cubic inches, some larger components – including the dashboard – have been made using bureau services in the US, facilitated by Stratasys. Strakka has also benefited from advice and support from additive manufacturing company Laserlines, based in Banbury, UK. Nevertheless, Walmsley is adamant that Strakka has got to grips with additive manufacturing to the extent that it is now an autonomous user of the technology. “If we want to make something, we just fire the machine up. We may not be experts, but we are self-sufficient,” he states.
Though the robustness of the additive components has been a surprise, Walmsley confirms that they are not being used in any applications where safety-related impact resistance is a requirement. The list so far includes the brake duct, engine air intake, dive planes, brackets, dashboard and front-nose cover plates.
The really crucial factor for Strakka is saving weight. Walmsley says the comparative figures are straightforward: a part weighing 1kg in steel would be around 300g in aluminium and 150-250g in additive polymer. The carbon fibre equivalent might be as little as 100g, but entails a time and cost trade-off.
The car has not actually been raced yet, but it has completed 3,500km of test-track runs, during which all the additive parts have performed to specification. “None of them have failed,” Walmsley confirms. As a result, the technology has established itself as a core competence for Strakka that is essential to what is now a fundamental corporate objective: “To transition from being a race car operator to a race car manufacturer”.
Making small componentsAnother company that has also just made its first foray into in-house additive manufacturing – to make perhaps less exciting, but rather more pervasive products – is components maker TR Fastenings. Managing director for European operations Geoff Budd confirms that halfway through 2014 the company installed a MakerBot Replicator machine at its site in Uckfield, UK. Budd says the move was prompted by a previous contract win from an automotive seating manufacturer for a “particularly complex” part. Prototyping using conventional machining techniques
cost “hundreds of pounds”, says Budd, but within a year the customer had decided that the part no longer met its requirements.
So, TR decided to make an investment of “less than £5,000” for a machine that now allows it to make what are relatively inexpensive polymer representations of parts that will eventually be made in metal.
In addition, TR has acquired the licences to produce the Strux self-clinching and Matherd cross-threading prevention systems, both of which involve producing small components in which a basic design is customised to a particular application requirement. TR expects that producing part models with the MakerBot should prove more than useful in securing orders. The machine is able to make parts with elements such as screw threads that can move relative to each other, so it facilitates much more than just product visualisation and manual form-and-feel validation. “It can show both what the part will look like and how it will function in use,” Budd confirms.
The machine has already been put to work making parts for presentation to prospective customers that Budd describes as “tier one suppliers” to the automotive industry. Sales staff have apparently found it very effective and clients have reacted in a “positive” manner to being able to view and handle models of parts that may be only a few centimetres in length.
However, Budd is also candid enough to admit that TR has perhaps come “a bit late” to its use of the technology. The company is now thinking of taking the bolder step of adopting additive laser sintering techniques for making metal parts, though no definite decision as yet been made.
A new technology gets off the MarkWhat about developments in additive manufacturing technology itself? Within the last year, a newcomer has arrived on the scene with a technology it claims could be genuinely groundbreaking in several industries.
The company is MarkForged, of Waltham, Massachusetts, US and its ‘Mark One’ is described as the first-ever additive manufacturing machine that can make genuine composite materials with continuous
The MakerBot used by TR Fastenings can make parts with elements such as working screw threads, to demonstrate function plus form and feel
D

34 january-february 2015
Digital manufaturing Rapid prototypingtechnology
material. Apart from reduced cost in applications that do not require the strength that carbon fibre might supply, Klein observes that fibreglass is transparent to electromagnetic radiation and for the most part also to radio waves. This offers the possibility to fabricate strong, lightweight housings from fibreglass reinforced nylon for electronic units that may be required to communicate wirelessly with other systems, either in the car or, as is increasingly the case, external to it. Whereas a metal housing might impair the operation of the electronics, such a composite material could be ideal, Klein notes.
The potential benefits do not stop there. An additional advantage is that the reinforcement material can easily be used selectively within a single part so that only those regions that need extra strength will be reinforced – an obvious attraction when the reinforcement material is something as expensive as carbon fibre.
Furthermore, since nylon is a non-abrasive material, another possible application might be in the manufacture of jigs and fixtures used to hold metal parts during assembly operations. “Nylon won’t scratch metal,” observes Klein.
Additive manufacturing in motionSo far, only one automotive company has made use of the MarkForged technology: local specialist Aeromotions, which makes aerofoil wings for attachment to track-racing cars. There is a significant degree of shared ownership between MarkForged and Aeromotion, Klein explains, though the two operate independently.
The Aeromotions wings are made of carbon fibre, while the struts that hold them above the car body are aluminium. Each element is made in batches of as many as a hundred, though there are two different wing types and they have been fitted to as many as 25 vehicle models. But the mounting units, or wingbase, which accommodates the struts and is then attached to the car, must be customised to the shape of the particular vehicle. Klein says that once a configuration is finalised, the volumes involved will make conventional machining the most likely production method, but that prototype units made by the MarkForged technique have been used to test “form, fit and function”.
The prototype units are of a ‘sandwich’ construction. The nylon honeycomb core divides outer layers in which carbon fibre reinforcement provides the required strength. The company says that two such units have been used to hold in place an aerofoil wing capable of generating 860lbs of downforce at 200mph. Moreover, adds Klein, the MarkForged technology has produced fixtures that hold the wings while the holes for attaching the aluminium struts are drilled into them – an application that illustrates the non-abrasive surface finish of the parts.
In light of the above examples, it would appear that a technology has now emerged which will enable additive techniques to be used to manufacture parts for applications demanding much greater physical resilience than has previously been possible. Exactly how this technology might be exploited in the global automotive industry remains to be seen.
reinforcement fibres running through them. Jeff Klein, creative director for MarkForged, explains that the machine has two print heads and that this combination is what provides its unique capability.
One is a fairly conventional additive ‘fused filament fabrication’ extrusion device of the type used for fused deposition modelling, which can create layers of either a robust nylon material or a low-cost polymer alternative
called PLA. He adds that the nylon is a special formulation devised by MarkForged that ensures good adhesion between the different layers even when reinforcement fibres are present. The nylon layers can be made with a resolution of 100 microns. Meanwhile, the polymer can make simple models with no need for any reinforcement to test form and fit.
The second print head is MarkForged’s own patented device of a type it terms ‘continuous filament fabrication’ that can extrude continuous lengths of reinforcement fibre in carbon fibre, Kevlar or fibreglass. The fibres are composed of multiple thin strands pre-impregnated with a thermoplastic material, again specially formulated, which helps the fibres to bond both with each other and with the nylon additive material. Klein says the materials involved are similar to those used in conventional composite parts manufacture, but the fundamental difference is that there is no need for procedures such vacuum bagging and baking in an autoclave.
The Mark One is a very lean desktop machine that can make parts up to 320mm x 132mm x 160mm in size. Klein says that by weight, the parts are “10-15% stronger than if they were made from 6061 aluminium.” Larger fabrications can be produced by joining smaller parts with a straightforward mechanical fixing method. Another highly innovative feature of the machine is that operations can be paused to allow the insertion into an additive fabrication of a completely independent part such as a bearing, which can then be securely embedded in the completed part.
The future of additive for automotiveKlein is understandably enthusiastic about the prospects for the technology across multiple industries, and believes that automotive will find significant opportunities to exploit its potential. One likely benefit derives from the ability of the machine to use fibreglass as a reinforcement
MarkForged’s Mark One produces composite materials with continuous reinforcement fibres running through them
Promote your company to over 54,396* targeted viewers
A sponsored article provides the opportunity for you to create bespoke content on our website - specific to your needs - to showcase a
new product, service/technology, case study or a video
Features:
• Publish bespoke content on the ams website - editorial services can be provided if required
• Video
• Includes an MPU, leaderboard and a newsletter feature sent in:
Benefits:
• Featured on the ams home page for four weeks
• Target a specific audience to raise product awareness and generates leads
*28 Oct 2013 - 27 Oct 2014 unique visitors
automotivemanufacturingsolutions.com
Enquire today:
Andrew Fallon Publishert: +44 (0) 208 987 0931 e: [email protected]

36 january-february 2015
Energy effi ciency Control systemsenvironment
Machine (M2M), Cyber Physical Systems (CPS), Internet of Things (IoT) and Industry 4.0 are all converging to deliver energy-efficiency gains that will continue to improve as these control systems become integrated into every aspect of automotive production.
Energy savings at BMW & GMWhat is becoming clear is that overhauling the entire automotive production process can yield significant energy savings. This has been amply demonstrated by BMW at its Mini plant in Swindon, UK. The original 12-stage electro-coating facility has been replaced with a more intelligent system that delivers varying levels of finish to different body shapes. In addition, the insulation in the bodyshop has been improved to reduce HVAC costs. Controlling the airflow through the facility has resulted in a saving of 730 tonnes of CO2 through reduced gas usage.
During 2013, the combined impact of 175 energy-saving initiatives at BMW’s Oxford and Swindon plants delivered around 47.8GWh of energy savings. This level of improvement is only possible because the production facilities have detailed control systems directing each element of the manufacturing process. A good example is the assembly accuracy of 0.05mm that is measured by Perception cameras across 502 points at five stations.
According to the latest figures from the International Organization of Motor Vehicle Manufacturers (OICA), global vehicle production increased by 3.6% in 2013 to 88m units. While demand is increasing thanks to
the rapid development of the BRIC economies, automotive OEMs are simultaneously coming under growing pressure to reduce their energy consumption. Worldwide pressure to cut carbon emissions and increase sustainability has led the automotive industry to evolve its production processes.
In its report, ‘The Future of Energy’, Siemens concluded that automotive manufacturing in the UK is making tangible progress in managing its energy consumption, with 62% of companies seeing a beneficial impact on the bottom line as a result of their efforts. Most automotive manufacturers (74%) now view energy as a business-critical issue and more than two-thirds (67%) plan to increase their investment in energy management in the next 12 months.
The primary driver behind such activities is the need to achieve a competitive advantage; the majority of manufacturers measure the success of an energy management project against this criterion.
Truly effective energy management depends on manufacturers being able to control this precious resource right across their production facilities. Today, Machine-to-
Taking controlSystems for monitoring, measuring and managing energy use are key to improved effi ciency and sustainability, says Dave Howell

Energy effi ciency Control systems environment
Control also means detailed insights into how production facilities are organised and how they are operating. General Motors has built up an energy-management team that monitors 2.5m pieces of energy-related data per minute via a dashboard system that identifies energy savings and reduction opportunities across its manufacturing plants. Using this system, the company has saved an estimated $3m and was named the US Environmental Protection Agency’s 2012 Energy Star Partner of the Year in the motor vehicle category. GM’s goal is to reduce energy intensity at all of its US facilities by 20% by 2020.
Sensing improved efficiencyOne of the key drivers behind the development of energy-efficiency control systems is Industry 4.0. Closely linked to the concepts of M2M, IoT and CPS, Industry 4.0 will have a disruptive impact on automotive manufacturing as it ushers in a new age of self-organised factories and machine-led assembly with control that will vary production on the fly.
The future lies in more sophisticated sensing capabilities. At the core of Industry 4.0 are Big Data concepts that will gather masses of information from a myriad of sensors throughout the production process to deliver insights that will reveal how energy can be more economically consumed. Variable Speed Drives (VSDs) coupled with Wake-On-LANs enable the greater energy flexibility that will become standard across all smart factories.
For M2M, CPS, IoT and Industry 4.0 to work seamlessly together in delivering significant and sustainable energy reductions, all of these control systems will need a common platform. The ‘Future Project Industry 4.0’ brings together ZVEI and two other German industrial associations, VDMA and BITKOM, to develop technologies and standards that can deliver the level of process control needed to achieve
high levels of energy efficiency. Acatech, Germany’s National Academy of Science and Engineering, concluded: “Industry 4.0 enables continuous resource productivity and efficiency gains to be delivered across the entire value network.”
Bosch Rexroth, the drive and control technology specialist, has adopted an initiative that it calls ‘Open Core Engineering’ at its manufacturing facility in Homburg, Germany, that transfers information around the process, M2M or up to central information collection systems.
Recapturing energyEnergy recovery is also fast becoming a central component of energy efficiency across the automotive sector. Mike Lomax, head of project management at Bosch Rexroth, explains: “One innovation that is generating a lot of savings in highly energy-intensive sectors such as automotive is the capture, storage and reuse of excess energy. Based on kinetic-energy recovery systems used in F1, this latest innovation uses two large flywheels accelerated to high speeds when surplus energy is available from the stopping of press mechanisms. Using intelligent control systems, this energy is then reused to accelerate the mechanisms for the next car body press cycle.”
Bernd Enser, vice-president, global automotive at Sanmina comments: “Industry 4.0, energy reduction and facility control systems make real business sense in the short term. Not only do they result in tangible cost-saving benefits, they also drive strategic benefits for the environment and for human interaction with technology. As a result, automotive OEMs are seeking proof from their suppliers of the implementation of best practice in this area as it develops.”
Data-driven improvementsClearly, for the automotive manufacturing industry as a whole to become more energy efficient, a detailed understanding of current energy use is vital. Data provides a baseline for the measurement of future improvements and this is precisely what Nissan accomplished last year when it upgraded its sub-metering system.
The system had been in place since 2006, but when the company was preparing for Superior Energy Performance (SEP) and ISO 50001 certification, it implemented an upgrade to better measure, calibrate and verify energy consumption values. The sub-metering system was retrofitted so that significant energy use in the plant was connected to robust calibration and verification matrices. In addition, Nissan invested $21,000 in 2011 to monitor newly installed equipment and processes that use significant amounts of energy.
Nissan worked with the US Energy Department’s
37january-february 2015
D
During 2013, the combined impact of 175 energy-saving initiatives at BMW’s Oxford and Swindon plants saved almost 47.8GWh

38 january-february 2015
Energy efficiency Control systemsenvironment
Advanced Manufacturing Office (AMO) to implement an energy management system (EnMS) that improved the energy performance of the facility by 7%.
The International Partnership for Energy Efficiency Cooperation (IPEEC) noted the importance of developing a strong measurement plan to ensure implementation and verify results: “Prior to SEP, Nissan primarily used its sub-metering data to allocate costs among departments. The SEP requirement to identify savings related to specific actions or projects helped the plant make constructive use of this data. Nissan also learned that extensive sub-metering makes it much easier to verify and quantify the results of energy-conservation measures.”
The dynamic use of energy and how it is controlled offers a range of benefits. As a result, manufacturers are increasingly looking at energy loads and how they can be managed to deliver efficiency gains. Clearly some high-energy consumption processes and systems do not need to run at full capacity all of the time. M2M techniques and advanced sensing are enabling these processes to be curtailed when appropriate.
Cutting back on the energy consumed relies on detailed
Rockwell Automation makes the case for controlTodd Montpas, automotive and tyre market development manager, andMary Burgoon, market development manager, sustainable production, power generation and energy management, discuss the benefits of sophisticated energy management.
AMS: What is the current state of energy management at auto production facilities?Todd Montpas (TM): Automotive companies are typically consuming 18% total energy consumption during ‘off’ time when they’re not producing anything, for example on the weekend or during a break. This is a hugeopportunity for conservation of energy, smaller environmental impact and an enhanced competitive position for the automotive OEMs.
Monitoring energy-usage data at the operation level is a generally well-established practice in automotivemanufacturing, but facility systems are not currently tracking at the machine level. Automotive companies will see decision making and planning improve as data collection and monitoring moves closer to the unit of production.
How has Industry 4.0 impacted on the development of facilitycontrol systems from an energy management perspective?Mary Burgoon (MB): A connected industrial enterprise brings majoradvances in information technology to life in manufacturing andindustrial settings. These include the Internet of Things; the proliferation of smarter end points that are both valuable and vulnerable; cyber se-curity; network convergence; Cloud computing; Big Data and analytics; virtualisation and mobility. As these advancements continue to grow, so can ROI for those companies that take advantage of the opportunities.
TM: The integration of data and use of these emerging technologies can certainly benefit a company’s ability to manage energy consump-tion. Automotive manufacturers have long recognised that energy is a controllable line item and – just like any investment – organisations want to maximise their return on it. This increasing connectivity leads to more easily accessible data and increased visibility that can help automotive companies to make smart decisions when it comes to controlling their energy usage.
Can you point to one recent control system innovation that has had a big impact on energy efficiency?TM: One key innovation in facility control systems is to incorporate model predictive control (MPC) technology. MPC can compare current and future data to provide new goals to help reduce inconsistency andwastefulness while improving quality. For example, some plants keep paintshops continuously running, even between shifts and over the weekend, to ensure ovens are always at the correct temperature. MPC
technology can link your paint sched-ule to your machines’ operations, offering greater energy savings.
Which companies are installing the most innovative energy manage-ment systems at their production facilities?TM: Goodyear deployed control-system energy monitoring to collect and visualise real-time energy data. The system was implemented in North America and proved to be successful in helping standardise energy manage-ment systems globally. In any example of companies implementing energy
management systems, it all ties back to data-driven decision making.
How has M2M affected energy efficiency?MB: More and more we are seeing energy-aware machines that canreport how much energy they’re using. The architecture in these machines allows them to easily share information with other machines, optimise schedules and monitor non-operating energy consumption.
Where do you think the next innovations will originate?MB: MPC is hugely valuable for managing energy use. Being able to look at historical and real-time data in a Cloud environment allows opera-tors to predict future outcomes and compare it to other factors – price, weather – and put it into context. The bottom line is: energy plays into quality. This systemic view goes beyond reports of the various systems that are limited in scope. For example, in a connected enterprise, com-panies can correlate electricity, steam and water usage, and show the return on energy to produce profit – where things are most efficiently be-ing made with the highest conversion. Insights might result in using less energy, selling energy back to the grid, or even when to use more energy to take advantage of peak conversion opportunities and higher profit.
process insights that are at the heart of what Industry 4.0 and ‘smart factory’ concepts are now delivering with tangible benefits. For example, Bosch Rexroth’s Sytronix is a hybrid system that includes a high-performance electric servo drive with a hydraulic pump that offers energy savings of up to 65% in most hydraulic applications.
Meanwhile at Dürr Systems, Ullrich Möllmann, product manager, EcoEMOS, comments on his company’s manufacturing execution system (MES), EcoEMOS: “One of the modules of EcoEMOS is dealing with energy management. This means that EcoEMOS is collecting energy data of, for example, a paintshop and displays these data in a proper format in the Central Control Room. Also, it generates analysis charts to enable management decisions. The module is also able to reduce energy consumption in conjunction with shift calendar timing.”
As automotive manufacturers strive to increase production, more intelligent use of energy is driving much of the technological innovation that the industry is seeing. The ‘smart factory’ which was once simply a dream is fast becoming a reality as a number of communications and sensing technologies converge.
Todd Montpas and Mary Burgoon of Rockwell Automation

39january-february 2015
D
Making more with lessAs the drive for energy effi ciency increases, automotive manufacturers
are scrutinising every process on the shopfl oor. Dave Howell reports
manufacturing process through waste heat and rejected parts that need reprocessing, but looking closely at the key stages of automotive production reveals a number of areas where energy efficiency can be improved. One good example is materials and component processing. Welding, for instance, can be enhanced to reduce energy consumption and improve production volumes.
Systems are now available to collect and analyse data on actual energy consumption and therefore how manufacturing processes can be improved to deliver savings. For example, CNC machines from Bosch Rexroth include monitoring software that gives visibility on energy usage, and this data also feeds into smart design applications that can influence how production processes are evolved.
Bernd Enser, vice-president, global automotive, at electronics company Sanmina says: “The drive for improvement in energy efficiency has grown right across the automotive sector and also to downstream suppliers.
The automotive manufacturing industry is a massive user of energy. The US industry alone consumes 800 trillion Btus per year, according to estimates by the US Department of Energy (DOE). In its ‘Energy Use Benchmarking in the
Automotive Supply Chain Case Study’, the DOE stated that 12% of automotive manufacturing energy is consumed by OEMs during assembly, while 88% of energy consumption occurs in the supply chain. Developing more energy-efficient processes is therefore vitally important as energy costs continue to rise.
The DOE concluded: “Conserving energy through more efficient processes, technologies, and products is the fastest way to lower energy use in automotive manufacturing in the near term. While many manufacturing facilities today are modernised and relatively efficient, significant opportunities remain to reduce energy demand via innovation and R&D.”
It is well understood that energy is lost during the
As well as consuming 50% of the energy used in a typical automotive plant, the paintshop is responsible for the highest emissions of volatile organic compounds (VOC) and CO2. It has therefore been the focus of much attention when energy effi ciency and production are considered.
Some of the most advanced paintshop facilities today have been de-veloped by Dürr. The company has an ‘Eco+Paintshop’ initiative whereby all systems and products are “combined in a holistic, sustainable con-cept which consistently focuses on effi ciency in all sections of the paint-ing process”. Its EcoDryScrubber equipment “makes air re-circulation in the paint booth possible, reduces the annual energy consumption of a fully automated paintshop by up to 16m kWh” and reduces CO2 emis-sions “by up to 5,200 tons”, according to a spokesperson.
EcoDryScrubber, which features in more than 70 painting lines worldwide, reduces the energy consumption in the paint booth by up
to 60% and uses limestone powder to separate the overspray; contrary to conventional wet separation systems, no paint sludge is produced. When the limestone powder reaches a defi ned degree of saturation, it is replaced automatically and can be re-used in cement mills. This level of system and process integration is being adopted right across the automotive manufacturing industry.
Dürr’s holistic approach has been expanded to include Eco+Speed and EcoSmart AC. The former is based on the understanding that for high levels of energy effi ciency, production must be integrated to include sub-systems, with the latter controlling air intake and circulation. Further-more, ‘energy on demand’ is possible to control the fresh and exhaust air volumes dependent on the number of car bodies in the oven. The result is a process-optimised airfl ow and thus reduced energy consump-tion during break times or fl uctuations in capacity utilisation.
Focusing on paintshops
Energy effi ciency Production processes environment
D

40 january-february 2015
Energy effi ciency Production processesenvironment
High-energy consumption processes sometimes need dramatic change as well as continuous evolution. One example of this in the automotive supply chain lies in semiconductor component manufacture.
“The semiconductor production fabrication facilities are high-energy consumers. Companies in this industry invested in new equipment, consolidated facilities and implemented an annual energy audit together with a monitoring and reduction programme. They commit to annual goals as an industry and make plans to continuously reduce energy consumption to achieve those goals.”
What is clear to all OEMs is that their facilities have to radically alter if they are to become significantly more energy efficient. A number of technologies are developing to deliver the ‘smart’ factory that can understand the current workflow and modify its manufacturing processes to achieve massive energy savings.
In a recent report into sustainability, the UK’s Society of Motor Manufac-turers and Traders (SMMT) outlined how one vehicle-maker is tackling the growing need for processes to be much more energy effi cient. In 2013, Toyota identifi ed the reuse of waste machining coolant from alu-minium swarf as a means of reducing environmental impact. The OEM therefore implemented an extra fi ltration system to recover and return waste coolant directly to the engine block and head machining lines.
According to the SMMT: “As a result, the coolant consumption was reduced by 38%, lowering the coolant make-up water by 5.5% and the wastewater treatment volume by 11%.” Toyota also achieved a cost reduction in raw materials and processing costs of 15%. “The maintenance team’s achievement and other similar initiatives are being recognised by Toyota’s eco-kaizen awards and showcased to peers and company directors,” said the SMMT.
This is just one example of where a company has identifi ed a clear energy drain and developed a new process to combat it. Understanding the part that energy plays in each primary and sub-process is critical for all of today’s automo-tive manufacturers, not only to attain long-term produc-tion effi ciency but to remain competitive.
With global production continuing to increase,
developing these energy-effi cient systems is a commercial imperative no manufacturer can ignore.
Mike Lomax, head of project management at Bosch Rexroth, says: “End users must understand that the lowest headline price for a machine may not be the most cost-effective solution in the long term. The energy needed to produce each component may be higher with one OEM than another. This cannot simply be calculated by looking at the installed power of the machine in kW, multiplied by the running time and divided by the production rate, as small changes to the process may dramati-cally reduce energy use per component.”
Todd Montpas, automotive and tyre market development manager at Rockwell Automation comments: “When OEMs begin to develop their standard processes, energy is always one of the design criteria. They include various factors in their calculations including energy-effi cient motors, data centre power and energy usage. These are all part of the design process considerations now, and that increased awareness and monitoring is an improvement from ten years ago.”
Process innovation
AMS spoke to Steve Barker, head of energy effi ciency and environmental care, Siemens UK & Ireland
AMS: How has the drive to improve energy effi ciency impacted on productionprocesses across the automotive sector?Steve Barker: The automotive sector has been extremely active in the pursuit of improved effi ciency and productivity – looking systemati-cally at new materials, manufacturing systems and processes. It also closely recognises the energy benefi ts of reduced wastage and scrap-page and the analysis of the complete energy and carbon profi le through the lifecycle of the products.
How have OEMs and tier suppliers devel-oped their production systems to reduce their energy usage?This is seen especially around collaboration to develop and optimise new components and materials that require less energy to integrate into the fi nal products. It needs to be encouraged by the manufacturers as there may be a tension between developing lower energy components if that compromises costs – even if the overall lifecycle benefi t is to the advantage of the manufacturer.
Where do you think the next innovations will emerge in energy management and effi ciency?There are still further opportunities to reduce energy consumption by the adoption of sophisticated energy analytical tools, which can identify improvement measures that otherwise go undiscovered. The further use of simulation software techniques can accelerate the development of improved energy-effi cient processes and techniques, together with better exploitation of low-cost and effective control enhancements such as PROFIenergy. How is the ‘intelligent factory’ concept infl uencing the development of energy-effi cient production processes?The intelligent factory provides the ideal platform for optimising energy performance with the potential to link intelligent analysis and control to provide the optimum energy effi ciency while maximising productiv-ity. Eighty per cent of energy savings come from control, so using the available intelligence to infl uence the control strategies for both the manufacturing and infrastructure facilities is essential to maximise energy performance.
There is still room for improvement in the integration of energy man-agement into the overall manufacturing strategy. Key is the correct level of transparency of all energy consumption across the entire facility. This then enables the necessary analytical techniques, which can adapt to different manufacturing processes and conditions. There may be some remaining opportunities to focus on the wider infrastructure – lighting, compressed air, HVAC systems, hydraulics, building management, heat recovery etc.”
Identifying opportunities to save
The concepts and practical application of Industry 4.0 are also infl uencing the development of energy-effi cient manu-facturing processes, as Sanmina’s Bernd Enser explains: “Changes in production equipment are providing Industry 4.0 concepts, such as energy-saving features and M2M interfaces, allowing production engineers to design production pro-cesses which are much more fl exible. This enables the management of machines in cluster groups to optimise energy effi ciency. It also permits sub-sections of machines to be placed in standby mode, reordering of production schedules to
optimise overall energy effi ciency, and complete production process redesign to take advantage of new equipment capabilities. Today, production process engineers focus not just on throughput, quality and repeatability but also on energy effi ciency.”
Steve Barker of Siemens UK & Ireland
Bernd Enser of Sanmina
Energy use is now a key factor in the design of automotive production processes

Energy efficiency Production processes environment
Cyber-physical systems (CPS) allow manufacturing processes to be opti-mised on a case-by-case basis across the entire value network. Moreover, rather than requiring a stoppage, systems can be continuously optimised during production in terms of their resource and energy consumption or reducing their emissions.
In the manufacturing environment, CPS comprises smart machines, stor-age systems and production facilities capable of autonomously exchanging information, triggering actions and controlling each other independently. This facilitates fundamental improvements to the industrial processes involved in manufacturing, engineering, material usage and supply chain and lifecycle management.
“Press shops have always been significant energy users within au-tomotive production plants,” says Stuart Moran, UK automotive sector business manager at Siemens Industry. “Siemens’ energy-efficient mo-tors, combined with state-of-the-art press line simulation and optimised mechanical components, can create up to a 40% drop in the lines’ overall energy consumption. Moreover, production efficiency increases up to 20%. Intelligent planning and automation software promises future savings of up to 50% by smoothing the movements of manufacturing robots in bodyshop and assembly.”
In its assessment of the role energy efficiency plays in the US automotive manufacturing industry, the Department of Energy concluded: “Integrating energy efficiency into process and vehicle design is a priority. There are various ways that processes could be condensed or redesigned to remove inefficiencies.
“At the front end, when vehicles are designed, energy-efficiency con-siderations could be better integrated into design methods. Some design concepts that could be considered include consolidation of parts and components, design for re-use and recovery of parts and/or materials, the use of net shapes, and vehicles that require fewer process steps to manufacture.”
So what of the future? Mary Burgoon, market development manager, sustainable production, power generation and energy management at
Rockwell Automation predicts: “Over the next decade, price pressures will force companies to drive inefficiencies out of their activities in order to stay competitive. To remain competitive, nothing can be isolated anymore; a connected enterprise will be crucial for business growth.
“This type of envi-ronment can enable companies to correlate electricity, steam, water, etc and show the return on energy to produce profit – where things are most efficiently being made with the highest con-version. This connectivity makes collecting and monitoring data easier, and gives automotive companies a clearer look into their production process and ways to better manage energy use.”
The adoption of product lifecycle management (PLM) has reached a level of maturity that now delivers real benefits. From a production point of view, this detailed understanding of each production process and the part that energy plays enables the automotive manufacturing sector to constantly evolve its processes.
In fact, PLM is about to move to an entirely new level of integration and insight thanks to the Internet of Things (IoT) that will find its way into every machine process across a plant. Energy then becomes a component that can be managed with precise control. The ‘smart’ factories of the future will be fluid environments which change to meet demand and consequently efficiently manage their energy consumption.
Dynamic manufacturing
Energy-saving processes in press shops can also lead to a rise in production efficiency

42 january-february 2015
Trainingproduction
programme is an evolving project that will change over time to maximise the benefits for the workforce and meet the OEM’s business needs. “We’ve been delighted with the start we have made, but the future looks even stronger,” states Williams. “Not only will we continue with this programme so it reaches every one of our colleagues, but we are playing a crucial role in bringing a University Technical College to Crewe in the UK, in 2016. This will offer an exciting and inspiring education for young people seeking a pathway to employment in engineering, technology or design.”
Measuring real resultsThis is not to say that the training initiative has been without challenges. One significant problem that Bentley believes exists for any professional development programme is to make sure the training will generate concrete results. “There is ongoing debate and discussion about measuring the bottom line of learning and development,” says Williams. “Our approach is the involvement of key stakeholders across the business, which gives us a greater understanding of line manager and colleague development needs. Having this involvement from the outset ensures we can design the right development, make it fit for purpose and have clear measures in place that we can all monitor.
“Of course, the added benefit of this is for the learner – they fully understand why they are attending training, and being jointly supported by the manager and the development team means they can maximise their learning in and out of the training room.”
People powerThe ongoing evolution of training methods is necessary for workforce skills to keep pace with technological change, writes Karen McCandless
As developments in the automotive industry continue to move at a rapid pace, it is vital that manufacturers recognise the importance of highly skilled workers, as ensuring that employees develop their skills can have
a massive impact on a company’s bottom line. While training has always been key, companies are not only increasing the volume of available opportunities, but also evolving the way they deliver their programmes to meet the changing needs of the industry, from both a technological and process standpoint. This includes rejuvenated apprenticeship schemes, training for new product launches, online courses and programmes that aim to improve the skills of the current workforce.
Bentley Motors’ Upskilling programme, which started in early 2014, is a prime example. The company is investing in new training tools and facilities to grow its current workforce, recruiting people to focus on core competencies within the business (Wood, Body, Trim and Engine). It has also redesigned its apprenticeship training scheme. “We are using a number of tools to ensure a strong skill base continues throughout the business,” says Lynne Williams, head of people development and talent management at Bentley Motors.
Specially designed training islands in the Bentley production facility will provide ‘near-the-job’ training, moving workers away from the standard on-the-job process, with training undertaken by mentors who are experts in their field. The premium maker has also appointed a number of master trainers to develop and deliver a training curriculum to its latest apprenticeship intake – the largest in a decade. “This is key to the often-faced challenge in the industry of keeping skills and competencies within the business and passing them on through generations,” says Williams. The apprentices have joined a dedicated, manufacturing-focused scheme at the recently opened Bentley Training Facility at a partner college in the UK.
While Williams believes that Bentley is already seeing very positive, tangible improvements, the Upskilling
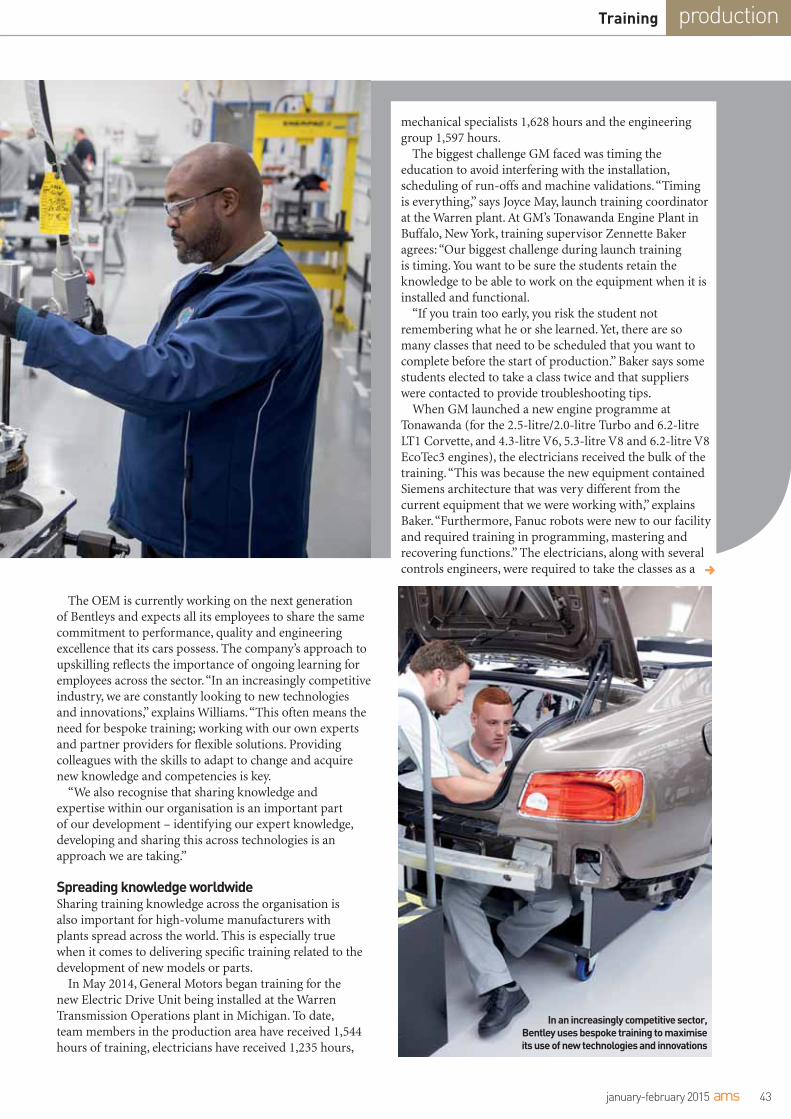
43january-february 2015
Training production
The OEM is currently working on the next generation of Bentleys and expects all its employees to share the same commitment to performance, quality and engineering excellence that its cars possess. The company’s approach to upskilling reflects the importance of ongoing learning for employees across the sector. “In an increasingly competitive industry, we are constantly looking to new technologies and innovations,” explains Williams. “This often means the need for bespoke training; working with our own experts and partner providers for flexible solutions. Providing colleagues with the skills to adapt to change and acquire new knowledge and competencies is key.
“We also recognise that sharing knowledge and expertise within our organisation is an important part of our development – identifying our expert knowledge, developing and sharing this across technologies is an approach we are taking.”
Spreading knowledge worldwideSharing training knowledge across the organisation is also important for high-volume manufacturers with plants spread across the world. This is especially true when it comes to delivering specific training related to the development of new models or parts.
In May 2014, General Motors began training for the new Electric Drive Unit being installed at the Warren Transmission Operations plant in Michigan. To date, team members in the production area have received 1,544 hours of training, electricians have received 1,235 hours,
mechanical specialists 1,628 hours and the engineering group 1,597 hours.
The biggest challenge GM faced was timing the education to avoid interfering with the installation, scheduling of run-offs and machine validations. “Timing is everything,” says Joyce May, launch training coordinator at the Warren plant. At GM’s Tonawanda Engine Plant in Buffalo, New York, training supervisor Zennette Baker agrees: “Our biggest challenge during launch training is timing. You want to be sure the students retain the knowledge to be able to work on the equipment when it is installed and functional.
“If you train too early, you risk the student not remembering what he or she learned. Yet, there are so many classes that need to be scheduled that you want to complete before the start of production.” Baker says some students elected to take a class twice and that suppliers were contacted to provide troubleshooting tips.
When GM launched a new engine programme at Tonawanda (for the 2.5-litre/2.0-litre Turbo and 6.2-litre LT1 Corvette, and 4.3-litre V6, 5.3-litre V8 and 6.2-litre V8 EcoTec3 engines), the electricians received the bulk of the training. “This was because the new equipment contained Siemens architecture that was very different from the current equipment that we were working with,” explains Baker. “Furthermore, Fanuc robots were new to our facility and required training in programming, mastering and recovering functions.” The electricians, along with several controls engineers, were required to take the classes as a
In an increasingly competitive sector, Bentley uses bespoke training to maximise its use of new technologies and innovations
D

prerequisite for any other supplier and OEM training. The electricians and controls engineers, plus mechanical trades and operators, received over 68,800 man hours of training.
Planning ahead with suppliersOf particular focus for GM as it seeks to continuously improve its training programmes is design and delivery. “Each supplier is contacted at least six months prior to equipment installation to put together a proposal for training,” says Baker. “Once the proposals are received, a conference call is scheduled to discuss details, which include the type of training; hours and costs for development and delivery; course materials and content; the amount of hands-on training time versus classroom; travel expenses, etc.” Changes are made as needed and, once all parties are in agreement, orders are submitted, dates are locked in and a training calendar is created. “Our latest launches included working with 72 different training suppliers,” states Baker.
The most recent launches at Tonawanda have equated to 610 classes completed over a 28-month period. “That is a far cry from the past launches where training was not as emphasised and lacked a dedicated team to pull it off,” says Baker. For GM, the benefits of this new approach to training are manifold. “We have employees that can operate, maintain, troubleshoot, recover, and repair machines and equipment,” explains Baker. “When downtime can equate to thousands of dollars lost in minutes, having a trained workforce is everything.”
She adds: “One of our future focuses here at Tonawanda Engine is to train an electrician to the level of a controls engineer. We will work closely with the engineering team to ensure success.” According to Baker, this type of training will enable the workforce “to handle more complex situations and broaden their knowledge base, which will be invaluable”.
“Educating the employees gives them the ability to effectively run their operations at the best possible level,” adds May. “This helps make the teams more productive, helping reduce downtime and scrap. Knowledge empowers the employee to understand and better make decisions. ”
However, with the machinery used in manufacturing plants continuing to evolve rapidly, training will need to
44 january-february 2015
Trainingproduction
keep developing in line with these changes. “Suppliers are already developing web-based training that can be shared by several different plants that have the same machinery installed,” notes May. “This also helps lower the cost of training as development charges are now shared.”
Web-based training provides video examples of the machine area in question and enables employees to log on and access reviews when necessary. “Controls and computer technology are everywhere now on the manufacturing floor; updated training in all of these areas is a necessity to keep up with these changes,” states May. “With new products, new machinery and new technology, educating the employees has become more important than ever.”
Developing Premier personnelThis is a belief shared by Premier Group, a UK-based global manufacturer of low-volume, bespoke production panels primarily for the automotive industry. The company’s ethos is that the training and development of its staff is crucial to the continued growth and long-term progress of the business. Premier has invested £3m over the past four years in staff equipment and facilities. “The Group has grown rapidly, underpinned by our belief in retaining and developing the hands-on experience within the advanced engineering sector that all senior management possess, as well as enhancing these skills with 21st-century technology,” says Wayne Woolford, managing director of Premier Group.
This training is delivered via a range of methods, including a recognised apprenticeship programme, further education courses and on-site training. Currently the company has 22 apprentices enrolled on its scheme. “We are big advocates of the ‘earn while you learn’ philosophy,” says Woolford, who himself began as an engineering apprentice at Triumph Cars. “A well-run programme improves productivity, boosts morale among staff and drastically improves staff retention.”
Following an interview process, each successful apprentice is assigned a skill area, such as CAD, press, sheet metal or the tool room. During the four-year programme, the apprentices are supported by assessors from various local training providers in the UK, such as The Midland Group Training Services, Henley College, Coventry University, Warwick University and Coventry & Warwickshire Training. If the apprentices successfully complete the programme, there are opportunities to progress into further education, again sponsored by Premier. Additionally, staff members are selected for accredited ‘train the trainer’ courses, allowing them to educate colleagues or run training sessions.
There is also a recognised system of mentoring. “A press shop manager may well have 30 years of experience but not the recognised qualifications,” reasons Woolford. “This experience is priceless for less accomplished staff members to learn the skills first-hand.”
Woolford concludes: “A great deal of our time is committed to developing and training staff. We do still struggle to keep up with demand, though. Engineers, in the UK especially, have been undervalued for the past decade, and there is now a real skills shortage. It is predicted there will be a deficit of 200,000 engineers by 2015, but Premier Group is doing its bit to champion the artisan skills that are in danger of dying out.”
Premier Group uses a combination of apprenticeships, further education and on-site training to ensure that its employees continue to progress

www.mikron.comwww.youtube.com/mikrongroup
Mikron Multistep XT-200 Reduce your cost-per-part with Mikron
UNIQUE The Mikron Multistep Machining System is outstanding in reaching most competitive cost-per-part combined with unmatched flexibility when machining close tolerance metal components.Based on unique and unbeatable Modularity and Flexibility, the machine adapts quickly to changing production requirements guaranteeing always highest preci-sion. With an automatic loading module and up to 4 individual machining modules, a maximum of 144 cutting tools can be used. Machining of complex and high precision components on 5 ½ faces in a single clamping, simultaneously with 5 axis and two spindles sets this machine apart from other machining methods. The less than 1 second chip-to-chip time translates into outstanding performance and truly cost effective efficiency.
Typische Werkstücke der Multistep XT-200
Mikron GmbH RottweilBerner Feld 71
D-78628 Rottweil Germany
Phone +49 741 5380 0 Fax +49 741 5380 580

The next four years of automotive manufacturing in Brazil will be marked by the second presidential term of Dilma Rousseff, winner of the general election in October last year. Among the greatest challenges facing her will
be a need to shore up Brazil’s automotive industry, which is facing serious problems in terms of competitiveness and experienced a fall in sales and production in 2014 after a long period of growth. Anfavea, the association of vehicle manufacturers, predicted that the year would end with a 5.4% decrease in registrations to 3.56m, compared with 2013. Production would experience an even greater contraction of 10% to 3.33m vehicles, light commercial vehicles, trucks and buses. The scenario for 2015 is not very encouraging; improvement is expected, but still no significant expansion of the domestic market.
The pattern of sales highlights a difficulty that Brazil was far from facing a few years ago, when sales were growing quickly: excess production capacity. As the market shrinks, vehicle-makers’ investments in new manufacturing facilities or the expansion of existing sites are maturing and the potential local production is increasing. In 2014, two new companies entered the landscape of Brazilian vehicle production. The first was China’s Chery, which began assembling vehicles in Jacareí, São Paulo, in September. The following month, BMW started manufacturing its premium vehicles at Araquari, in the southern state of Santa Catarina. In the first half of the year, another large investment came to fruition: Nissan opened its $1.5 billion manufacturing complex in Resende, Rio de Janeiro.
Before operations began at Resende, Nissan produced a few models in Brazil within the industrial complex of Renault at Curitiba, Paraná. An important sign that the rhythm of the local industry is changing is that a few
46 january-february 2015
Inovar-Autospecial report
months after starting production, the OEM announced that 279 employees at Resende would enter into a lay-off process. The temporary suspension of employment is intended to adjust production to the current market demand.
Consultancy Carcon LMC estimated that the idleness of the industry would be more than 40% in 2014, taking into account the production potential of 6.5m units in South America. The situation is set to worsen in 2015, when inactivity may account for about 44% of capacity. Thereafter, utilisation should increase to a healthier percentage for
the industry. Out of all South American countries, the problem most strongly affects Brazil; in addition to housing the largest share of production capacity in the region, the country is facing export problems. For Brazil, foreign sales of vehicles are very dependent on the Argentine market, and in 2014 these decreased significantly due to Argentina’s imposition of barriers to the import of Brazilian vehicles. Anfavea expected that 2014 would end with a reduction of 29.1% in total Brazilian exports to 401,000 vehicles.
Brazil’s new battle
Recently re-elected President Rousseff will have to tackle signs of stagnation in the world’s fourth-largest automotive market, reports Giovanna Riato
President Dilma Rousseff won a second term in October 2014

“We have great difficulty [accessing] new markets. We need to be able to introduce our product into other countries,” says Antonio Megale, president of the Association of Automotive Engineering (AEA) and director of government affairs for Volkswagen Brazil. He points out that Brazil suffers from a lack of competitiveness, a problem he says is not being tackled directly by Inovar-Auto, the stimulus regime being applied to the automotive industry between 2013 and 2017. However, he says there are some indirect effects: “By imposing rules with local content for vehicles, the programme strengthens the supply chain. With the goals of energy efficiency, research and engineering, the national development is also affected positively.”
Shifting away from tax breaksFacing the new reality within the Brazilian automotive industry, the government has already given indications of a change in policy. According to Luiz Moan, president of Anfavea, a meeting between the association and the minister of finance, Guido Mantega, revealed that the IPI tax discount offered to the vehicle industry since May 2012 will not be renewed. The incentive was due to end on December 31, 2014, although expectations were that it would be extended due to the current poor performance of the market.
The government position shows that President Rousseff is willing to make adjustments to the economy and that stimulus for sales will not be granted so easily in her second mandate. However, the Ministry of Finance has declined to comment on plans for the automotive industry over the next four years, saying it is a “sensitive” issue.
At the time of writing, it is uncertain which ministers will assume the most important portfolios for the automotive industry. Yet the president has already announced that Mantega will not continue as head of the Ministry of Finance. Mauro Borges, from the Ministry of Development, Industry and Foreign Trade, another important post for the automotive industry, will also leave. Borges resigned as a way to help Rousseff to renew its management.
“The IPI reduction is sold out. The country is undergoing a delicate economic moment and the government must make adjustments gradually,” Megale states. “Only then will we have an effective recovery.” He believes that, despite present difficulties, Rousseff ’s government has been alert to issues affecting the automotive industry. “They brought a different vision for the industry. Inovar-Auto was the first programme to provide a medium-term perspective. The vehicle production may be damaged this year [2014], but areas of engineering manufacturers are structuring better locally, which is a good sign for the future,” he states.
Ricardo Raimer, president of SAE Brazil, the association of mobility engineers, and Schaeffler South America, agrees with Megale about Inovar-Auto, describing it as a “hit” for
Inovar-Auto special report
Rousseff. But he argues that complexity is the weakness of the regime, making it difficult for companies to ensure that their actions comply with the rules. Moreover, not all of the detailed stipulations of the programme were actually carried out, delaying the emergence of results.
Working to solve wider issuesMegale believes that the definition of the second stage of Inovar-Auto may allow Brazil to become more than just a big market; the country will position itself as a major producer of vehicles and a developer of products and technologies. As for lack of competitiveness, the president of AEA points out that dialogue between industry representatives and the government is already occurring in a bid to find solutions.
The problem, in his view, goes beyond the limits of the automotive industry and requires extensive measures. “We have to [re]work the tax situation of the country, the logistics infrastructure and raw material prices, and to grant exemptions for the supply chain,” he says.
Raimer also mentions the labour issue. “The government has exempted companies’ payroll in the [automotive] industry, but has to allow the flexibility of working time,” he says. For the president of SAE, it is essential that OEMs can reduce the tempo of production during a crisis and avoid the need to dismiss workers, as per the German model.
In connection with this, Anfavea is currently negotiating a change in temporary suspension of employment rules. The intention is that the period allowed for dismissal of employees will increase from the current maximum of four months to as much as two years. “Crises are cyclical and we need to have the tools to face them [while] keeping the employment level. This is a measure that will preserve the industry and employees,” comments Moan.
The president of Anfavea feels optimistic about Rousseff ’s second mandate. According to him, the government has a good relationship with the industry and there is an expectation that the tax system will be simplified. “Today, we have a very large cost due to the complexity,” he states. Moan believes that the tax burden may be reduced in the medium term. Another expected action is an incentive for exports, enabling the expansion of production beyond the Brazilian market. “We need the government to enter and comply with trade agreements,” he says.
While 2015 is expected to be period of adjustment, growth is expected to recover from 2016. Despite the weak performance of the Brazilian automotive industry in 2014, there is great potential for the future. Currently, the country has 5.1 people per vehicle – a very low rate compared with neighbouring Argentina, which has around 3.5 people per vehicle. “To reach this level, we would need to add 20m vehicles to the national fleet,” estimates Megale, indicating that automotive companies setting up manufacturing facilities in the country should not be disappointed in the medium term.
47january-february 2015
Antonio Megale, president of the AEA and director of government affairs for Volkswagen Brazil
Ricardo Raimer, president of SEA Brazil

In terms of numbers alone, the ZF Lemförder plant in Solihull, UK, would not appear to be a major portion of the German-owned ZF Group; ten years after its establishment, it employs just 113 people out of more than 20,500 in the company’s worldwide
Car Chassis Technology division, which in turn accounts for less than a third of the 74,000 people in the entire organisation. However, in terms of flexibility and quality levels, ZF Solihull holds itself to be at the forefront of global automotive supply chain performance.
The company is the sole supplier of front and rear suspension corner modules to the Jaguar Land Rover plant in Solihull, just six miles away, with a smaller operation providing knuckle assemblies to the vehicle-maker’s slightly more distant Castle Bromwich site.
ZF Solihull produces corner units for the Land Rover Discovery, Range Rover and Range Rover Sport, and from August last year it has been operating a new assembly line turning out corner units for the Sport vehicle. The two main assembly areas are located side-by-side on the 3,600 sq.m production floor at Solihull, which also houses a logistics area and the much smaller knuckle assembly operation.
48 january-february 2015
ZF Lemförder Solihullspecial report
According to Terry Somerfield, managing director for ZF Lemförder UK, who is based at the company’s site in nearby Darlaston, since the middle of 2014 the first line has been producing 68 configurations of corner modules for the three vehicles it serves at a rate of 42 sets an hour, over three shifts a day and five days a week, with a defect rate approaching zero parts per million.
It has been doing so, moreover, in a production environment well beyond mere batch assembly or even just-in-time delivery schedules. The underlying philosophy at ZF Solihull is that of just-in-sequence manufacturing, which means being able to assemble the specific set of four units that each vehicle requires, in a batch of one if necessary, and to despatch them to JLR both on time and in the sequence they were ordered.
The timescale is stringent. ZF receives a signal to start producing a particular variant when the car body for which it is intended enters the paintshop at JLR. That provides ZF with a ‘total visibility’ (the time before it is required to deliver the product) of just six hours. In fact, ZF aims to complete each order in just four-and-a-half hours, enabling it to maintain a buffer store on-site which is sufficient for
Taking a new lineRecent investment at ZF Solihull has seen the introduction of a newassembly area for JLR components. Mike Farish went to take a look

185 vehicles. Deliveries by lorry to JLR in quantities of 30 vehicle sets per load take place every 43 minutes along a pre-set route that takes 15 minutes to drive.
ZF Solihull sits at the centre of its own logistical network that extends as far as eastern Europe. The operation has 26 suppliers in total: 14 in the UK, one of which is another ZF site, and 12 elsewhere in Europe, with two of that number also being ZF locations. Buffer stocks of parts kept at Solihull are lean but also indicate a pragmatic attitude towards safeguarding the operation against possible disruptions caused by unforeseen events. Somerfield reports that stocks of parts kept on-site from UK sources are sufficient to support a further one to two days of production, while the non-UK figure is three to five days.
A recent ramp-up Initially steady growth at ZF Solihull has been ramped up quite sharply in recent times. When the plant was founded in 2004, it employed 43 people and represented an investment of around £6.5m ($10.2m). Over the last couple of years, roughly the same amount of money again has been spent to support a move from two to three shifts a day on the old line, in 2012, but more importantly to install the new assembly line, which started out making 20 sets of
ZF Lemförder Solihull special report
Sport corner units per hour, in 32 variants, on a single-shift basis. The purpose of the new line is not only to allow for an increase in the output of Sport corner units, but also to free up capacity on the older line to enable an increase in the output of Discovery and Range Rover units.
“It is not unusual in the systems world for one plant to do value-added work for one customer,” notes Somerfield. The reality is that the ZF Solihull operation is such a vital part of the JLR supply chain that it must achieve near-faultless levels of reliability in terms of both product quality and delivery. So how is this actually achieved on daily basis?
The individual best placed to answer that question is ZF Solihull site manager Adrian Chell. As he explains it, many human and technical factors go into the formula for success but all of them are subsumed into a single, overriding imperative: “The line must run.” A simple first step toward achieving this objective is the short plant management meeting that takes place every morning, in which every factor that might affect production during the course of the day is made clear to all present.
Getting it right first timeIn terms of infrastructure, the two main assembly areas are also constructed according to common underlying principles. As Chell confirms, both have a mixture of manual and automated assembly stations with in-line and consistently automated quality control checks at each successive stage so that they achieve a target of “no fault forward”. The business requirement for that is easily explicable: no further quality control checks are carried out at JLR, so every completed corner unit that leaves the ZF plant must perform to specification. “ZF is totally responsible for the integrity of the parts,” states Chell.
According to Chell, the first assembly area operated largely unaltered from the first day of production at the plant until 2011, when it underwent significant modifications to accommodate the introduction of the Range Rover and Range Rover Sport vehicles the following year. Nevertheless, the fundamental methodology has remained constant. Manual operations are typically
component-loading tasks as well as such procedures as the tightening of the easier-to-reach and lower
torque fixings, plus the attachment of cabling.
49january-february 2015
ZF Lemforder’s Solihull plant is just six miles away from the Jaguar Land Rover plant it supplies with front and rear suspension corner modules
ZF’s just-in-sequence production defect rate is approaching zero parts per million
D

Automated methods are used for more awkwardly placed and higher torque fixings but also for insertion tasks requiring greater pressure forces, for instance in bush and bearing elements.
Another basic operational principle of the line is that of ensuring compete traceability not just of every unit made but of the quality control checks carried out during assembly. Hence the reliance on automated testing procedures for such factors as brake disc run-out and driveshaft pull-in, with all data recorded for future reference so that each corner unit has what Chell terms “an electronic birth certificate”.
All these procedures must allow for the high degree of product variability involved. A number of factors define a specific variant. The most immediate is simply where it will be located on the finished vehicle – front or rear, left or right. Other elements of the finished units that are relevant include: differences in brake discs and callipers, driveshafts, control arms and knuckles.
Lining up greater reliabilityZF’s new assembly line represents an interesting mix of continuity and further development. Chell says that although it embodies the same fundamental process steps, it also seeks to build on the experience ZF gained on the old line in several key areas.
One of these is disaster recovery and contingency planning. Chell explains that the old line was characterised by shared electronic services, whereas on the new line primary and back-up processes have separate infrastructures, for instance controllers, so that if one network is turned off completely the other can still operate without compromising the effectiveness of the line.
In addition, the layout of the line has been modified so that there are no automatic assembly stations in between their manual equivalents – a configuration that Chells says makes the line much more flexible and able to cope with changes in customer requirements. The ten manual stations are positioned around the perimeter of the installation, while the six automated ones are grouped internally.
According to Chell, ZF regards the new line as representing best practice for this type of assembly
50 january-february 2015
ZF Lemförder Solihullspecial report
operation across the worldwide organisation. This is not just because of the lessons learned from its immediate neighbour on the shopfloor at Solihull, but because the new line also complies with ZF’s global standard for assembly line configuration – ‘Flexline’. The objective is to enable maximum flexibility to cope with changing customer demands and it is achieved through maximising the standardisation of both physical and electronic elements, facilitating rapid modifications.
One benefit that ZF has already gleaned from the specification and configuration of the new line is the relative ease with which it has been commissioned. Chell says that its predecessor took some time to reach an acceptable level of operational efficiency, whereas the new one has reached that goal quickly and smoothly, to the extent that it will ramp up to two daily shifts just three months after launch.
New line, new recruitsThe two assembly areas share an off-line but on-site face-machining operation for knuckle units. Chell says the new line does not require any greater level of human skill or training than its predecessor. Though a few individuals who previously worked on the old line have swapped over to help provide a core of experienced operators, most are new recruits. The latter were selected on the basis of proficiency in basic literacy and numeracy but also their ability to demonstrate appropriate assembly skills in a practical test and a short trial spell on the line itself.
The aim of the recruitment process was to find out if candidates had the ability to follow a set process as well as the necessary dexterity to carry out some of more intricate tasks they would face while working on the line. Providing these generic criteria were satisfied, says Chell, “we can train them in everything else they need to know, so we didn’t need to constrain ourselves with any more specific requirements”. Although the plant’s location in the heart of the UK automotive industry has meant that some of those brought on-board already had relevant experience, the nature of the line is such that recruits without any background in the industry could quickly get up to speed.
As a result of these recent developments, ZF believes it is now well positioned to cope with future demand. Indeed, Somerfield identifies the planned introduction of the replacement for the Discovery in 2016 as the point when the ZF Solihull plant will be required to step up its own operations; he is confident that it will meet the challenge.
The new line at ZF Solihull features separate infrastructures for primary and back-up processes to safeguard continued production
At ZF Solihull, complete traceability of every unit, including the quality control checks, is crucial; JLR performs no further tests after receiving the components

Informing the global automotive manufacturing industry with regional focus
...on the web
News and insight from around the world
Includes industry webinars
AMS Directory Display by industry category or region
over 2 minutes average reading time per page advertise by industry group
or keywords full-spec animations
and expandables detailed reports throughout
your campaign
Use the website to reach your target audience
To advertise, contact:Andrew Fallon Publishert: +44 (0) 208 987 0931e: [email protected]
automotivemanufacturingsolutions.com
Smartphone and tablet friendly
eNews - fortnightly newsletter distributed in:

Leading the UK’s new, sustainable, export-led car industry is Nissan at Sunderland. Long hailed as the most productive car manufacturing facility in the UK, the company’s north-east plant set a new record by making 511,000-plus vehicles in 2012.
The introduction of two new versions of previous models stopped the record being broken again in 2013, but at the time of writing the plant was on course to set yet another production record in 2014.
The UK’s carmaking industry has totally transformed itself since the 1970s. New brands in new manufacturing locations have driven the changes, according to a recent report called ‘The Motor Industry in the UK: A Cool Shower of Reality’, which was commissioned by MAKE it Sunderland and written by Garel Rhys, emeritus professor of motor industry economics at Cardiff Business School.
“The number of cars made in [Nissan’s] Sunderland plant since 2009 has been nothing short of remarkable in the annals of carmaking in the UK,” the report notes. The ‘big two’ of Nissan and Jaguar Land Rover are continuing to lead British car production, which is a major part of both the
52 january-february 2015
Sunderland, UK
UK’s manufacturing and export success stories, with around 80% of the sector’s output sold overseas.
Since Nissan chose the city for its European base over 25 years ago, Sunderland has developed world-class facilities, broken production records and attracted a strong and growing supply chain of component manufacturers. More than 10,000 people now work in the sector.
The strengths of Sunderland for the automotive sector rest not only in the good health of Nissan, but also in the city’s highly skilled, willing and ambitious workforce; Nissan Sunderland is one of the best plants in Europe for labour productivity. The region’s colleges and universities offer a comprehensive, often leading-edge, range of automotive skills training courses, including the UK’s first automotive design degree at the University of Sunderland; the first dedicated low-carbon training centre; and the Institute for Automotive Advanced Practice.
Colin Lawther, Nissan’s senior vice-president for manufacturing in the UK, said: “Nissan [Sunderland] is very proud to be the UK’s biggest-ever car factory, and to be the only plant to surpass 500,000 [units] annual production.”
Above from left: City councillor Harry Trueman and Lear Corporation’s president, Africa and Europe, Gideon Jewel mark the tier one’s expansion in Sunderland, home to Nissan Quashqai production
Digging deep for UK growth
Sustained investment by global vehicle and component manufacturers, the local authorities and the government, has helped Sunderland to become a key carmaking hub for the UK

He added: “Since the start of production in 1986, north-east England has become an international automotive centre with more than 26,000 people employed at Nissan and in the region’s supply chain. These achievements are down to the efforts of the management team and workforce at the plant, and strong support from our partners at Sunderland City Council and the UK Government.”
A collection of component makersWorld-leading automotive components companies have also made the decision to locate in Sunderland, and a number of them have announced expansions. For example, US automotive giant Lear Corporation is making a multi-million-pound investment to more than double the size of one of its Sunderland factories, with plans to create over 100 new jobs.
Lear’s 3,500 sq.m extension at Sunderland City Council’s Rainton Bridge Industrial Estate will house additional production equipment and support its automotive seating foam business. The factory, which opened in 2011, was Lear’s first UK foam manufacturing facility for vehicle seating. Combined with its neighbouring seat assembly plant, the facility employs 420 people.
Located close to Lear in Sunderland is TRW, the automotive steering systems manufacturer. TRW is creating 130 jobs and doubling its factory floor space to cope with expected demand from international clients for a new technology developed in the city. Sunderland City Council is investing £4.6m ($7.2m) in US-owned TRW’s extension at the company’s Rainton Bridge site. The project, which will be completed in 2015, has also won £1.95m from the UK’s Regional Growth Fund (RGF) to equip the new building with extra production and assembly facilities.
TRW needs the extra space for the assembly of the electric motors used in its new steering technology, created by the company’s R&D development team in the UK. The company exports 100% of its Sunderland output and is predicting strong demand from Chinese and European carmakers.
It is not only multinational vehicle manufacturing and component companies that are thriving in the city’s automotive sector. Smaller enterprises such as Expert Tooling and Automation, which opened in Sunderland in 2008, are also growing fast.
Expert Tooling is embarking on a major expansion which will see it triple its assembly space by building a 30,000 sq.ft factory at Rainton Bridge, creating up to 25 new jobs. The company began with two employees six years ago and is now a multimillion-pound business at Washington, UK, with more than 40 full-time employees designing and building machines which make everything from car parts to inspection equipment. It has won worldwide automotive manufacturers and tier one suppliers as customers, including JLR, Nissan, Mini, Aston Martin, McLaren, Rolls-Royce, Bentley, Gestamp Tallent, Calsonic Kansei and TRW.
Sustainability in SunderlandDesignated the UK’s first Low Carbon Economic Area in 2009, the north-east leads the country in ultra-low carbon vehicle manufacture, with both Nissan and Smith Electric Vehicles pioneering research and production. Nissan has invested £420m in the manufacture of its all-electric Nissan
Sunderland, UK
Leaf at Sunderland, along with the company’s first lithium-ion battery plant outside Japan.
The launch of the Leaf in 2013 came three years after Nissan confirmed that its Sunderland plant had won the race to build the revolutionary car for the European market. Together, the battery plant and Leaf production are supporting jobs for more than 2,000 people in the UK car industry. Nissan’s executive vice-president Andy Palmer said: “The Nissan Leaf is our most technically advanced car yet, and this new model, built along with its batteries in Sunderland, is a huge boost not only for the plant but for British manufacturing.
“We have been showing that you can operate a world-beating plant in the UK for almost 30 years, and the construction of the battery plant is a vote of confidence in the country’s ability to support high-technology manufacturing.”
A healthy futureIn his report, Garel Rhys highlighed that Nissan and JLR are leading the drive to surpass the 1972 UK car production record, turning the traditional industry model into one which is export-led, with access to many international markets and economies of scale. Rhys’s report states that Nissan and JLR together produced 951,000 cars in 2013, and that this figure could increase to 1.35m by 2017.
He concluded that the UK automotive manufacturing sector “has a very well spread-out market which enjoys risk-spreading economies of scale. No market is dominant, including the home market, which on average takes only 20% or so of output. Consequently the present UK market share held by domestic plants is a sign of strength in this type of industry.”
Councillor Paul Watson, leader of Sunderland City Council, said: “Nissan is a hugely important part of the Sunderland economy, and as Prof Rhys’ report shows, it is also playing a vital role in the UK’s economic recovery. We are immensely proud of the plant’s performance and the commitment and resilience of its staff. We are confident they will step up to the mark and will play a crucial role in helping the UK’s car industry to reach the 2m-cars-a-year output goal.”
Find out more about manufacturing and investment opportunities in Sunderland by contacting MAKE it Sunderland. Email [email protected], telephone 0191 561 1194 or visit www.makeitsunderland.com.
53january-february 2015
Leaf production and the associatedbattery plant support jobs for over 2,000 people in the UK car industry

The production of carbon-fibre chassis is an expensive business – just ask BMW. The German vehicle-maker and its partners have between them spent upwards of €700m ($870m) on the
mass-production of its i3 and i8 models which feature large amounts of carbon fibre-reinforced plastic (CFRP). Moreover, these costs do not decrease much for low- and medium-volume manufacturers looking to take advantage of the material’s high stiffness and light weight. In 2010, for example, McLaren awarded a contract valued at €150m to Austrian composites specialist CarboTech to produce approximately 25,000 CFRP tubs for its supercars.
On the basis of these examples, one would think that the use of CFRP for the production of structural automotive components is restricted to big players and high-end sportscar manufacturers.
Enter Far-UK. This small company in Nottingham, UK, which employs around 25 people, has developed technologies that it claims can make CFRP chassis accessible and affordable for niche carmakers with production volumes of only several thousand units a year. Its range of fully crash-test compliant CFRP chassis, called Far Platform Chassis (FPC), can be customised by carmakers to their individual needs in a variety of ways.
According to its manufacturer, the light and strong FPC is simple to assemble and can be incorporated into a variety
54 january-february 2015
Far-UKspecial report
of production lines with ease. By opting for a modular spaceframe rather than a monocoque or tub design, Far-UK can fabricate each FPC quickly using minimal tooling and inexpensive moulding methods. Furthermore, the FPC can host a variety of body panels to produce city cars, sports cars and vans, as well as housing different powerplants.
The FPC is available in three variants: sub-A, which has a wheelbase of less than 1.85 metres; A/B, which has a wheelbase of 2.0–2.2 metres; and C/D, which has a wheelbase of 2.4–2.6 metres. The A/B chassis weighs just 65kg, some 90kg lighter than an equivalent chassis made from steel. The maximum kerb weight of a vehicle based on this chassis – including batteries – is 550kg and its maximum gross weight is 750kg.
Director of Far-UK Lyndon Sanders, says: “This super-light structure has the potential to deliver record levels of fuel efficiency while meeting stringent crash safety regulations. This is a fantastic time to be in the automotive industry. We are on the cusp of a wave.”
Here to helpOne of Far-UK’s main aims is to make it easier for carmakers and their tier one suppliers to design and fabricate composite parts. The company works with its customers to develop composite-based solutions to problems that have proven difficult to tackle using other materials. Central to Far-UK’s ability to solve these problems is its portfolio of carbon-fibre braiding technologies.
Braiding is a method for manufacturing textiles that dates back to the early 1800s and is used to make ropes, shoelaces and the reinforcing structures in garden hoses. In a conventional braiding process, a mandrel is fed through the centre of a braiding machine at a uniform rate as fibre yarns from moving carriers on the machine are deposited onto the tool at a controlled rate. The carriers work in pairs
James Bakewell investigates new technologies that are claimed to make CFRP chassis affordable at small volumes
Not so Far-fetched
The FPC can be customised in various ways to suit different carmakers’ needs

to produce an over/under braiding sequence.As part of its work with the UK’s Composites Innovation
Cluster (CIC), Far-UK is developing a process involving braiding – codenamed Process 4 – that enables small-to-medium-sized enterprises (SMEs) to produce complicated shapes using CFRP at an affordable price by eliminating the need for tooling. As a demonstration of its potential, the process has been used to produce a composite wheelchair, which the company exhibited last year in Paris at JEC Europe, a flagship event for the composites industry.
Building the case for AxontexIn August 2013, Far-UK acquired Axon Automotive, of Wellingborough, UK. Axon was established in 2006 to commercialise a braiding process called Axontex. Far-UK’s technical and commercial directors, Kevin Lindsey and Chris Taylor, had been working at Axon before they set up the company with Sanders. Lindsey and Taylor had initiated many of the programmes that were underway at Axon, so the pair felt that their new company should assist their former employer and its customers in seeing these projects through to their conclusion.
“We got to the point where the previous owner of Axon, who had dragged the business up by its bootstraps from nothing, was ready to retire,” recalls Sanders. “With us running most of its major programmes, we made an offer and took over the company. It was an entirely amicable
Far-UK special report
arrangement. From our point of view, one of the key drivers for the acquisition was Axontex. We think that Axontex is ready to go global.”
Initially developed at Cranfield University in 1996, Axontex enables the production of loops and hoops of carbon fibre that can be combined to manufacture CFRP beam structures in a cost-effective manner. Unlike Process 4, this type of braiding does require tooling.
In April 2012, Axon Automotive was presented with an Innovation Award at JEC for the development of spaceframe chassis of a B-size city car – similar in size to a Citroen C1 and called the Axon 60 – that weighed 50kg, produced using Axontex. The lightweight structural beams that were employed to fabricate the spaceframe of the Axon 60 were three-dimensionally woven structures, comprising carbon-fibre braid over multiple machine-laid preforms made of closed-cell, low-density polyethylene (LDPE) foam.
The carbon fibres and LDPE were then infused using a vacuum-assisted resin-transfer moulding process with a thermosetting urethane acrylate-based resin (Crestapol 1250 LV from Scott Bader, of Wellingborough). During this moulding process, the LPDE foam expands and conforms to the shape of the tool.
The moulded Axontex carbon-fibre composite beams have a unique internal structure featuring shear webs which, combined with the mechanical properties of the resin, provide high stiffness and strength. Test pieces D
Boring. Reaming. Threading. Milling.
ww
w.k
om
etg
rou
p.c
om
THE CUTTING EDGESolutions for peak performance

manufactured using the system have exhibited an ultimate tensile strength (UTS) of 900–1000MPa and a heat deflection temperature (HDT) of over 130°C . The chassis passed the seatbelt load test according to ECE regulation 14, resisting up to 1350 daN +/- 20 daN per attachment.
Counting the cost benefits The use of braided spaceframes presents many advantages over conventional methods for the production of CFRP chassis. The time-consuming hand lay-up methods used by the likes of Ferrari require the use of expensive materials – with much wastage – plus highly skilled laminators and costly autoclaves.
The resin transfer moulding (RTM) employed by BMW and McLaren require sizable investments in tooling and machinery. By contrast, Axontex generates little waste, uses a commodity material in braid, and the tooling is cheap. Furthermore, the vacuum infusion machines employed in the process are relatively inexpensive.
Far-UK believes that Axontex spaceframes would be cost-competitive with aluminium frames demonstrating the same mechanical properties when produced in plants with outputs of approximately 20,000–35,0000 units a year. Conventional car plants using pressed steel produce significantly more units than this – somewhere between 100,000 and 150,000 units a year – but they employ tooling
that can cost in the region of €400m a set. A set of tooling for the production of Axontex
frames, on the other hand, costs less than €40m.
“We are taking orders of magnitude out of the tooling cost. We do not need to produce those huge volumes for our Axontex plants to become cost-effective,” Sanders explains. “So the whole distributive manufacturing argument starts to kick in. If you wanted to make 100,000 units [using Axontex], you could have one plant in China making 35,000 units, one in Mexico making 35,000 units and one in the UK making 30,000 units; you can cover the globe.”
Far-UK has used the lessons it learned through the acquisition of Axontex and the production of the Axon 60 in the development of the FPC. Each variant of the FPC is designed around a single set of tooling that Far-UK owns. The company will supply the chassis in the form of beams that its customers can glue together themselves, or as a fully bonded chassis. The FPC can also be supplied as a rolling chassis with a windscreen and suspension system.
“If the customer wanted to do volume production, in the region of 5000-10,000 units a year, we would say that it would be worth them having their own bespoke tooling, rather than trying to accommodate their needs with a standard chassis,” reasons Sanders.
56 january-february 2015
Far-UKspecial report
So what sort of company would be interested in the FPC? In the UK, there are a number of small sportscar manufacturers – many of which started out selling kit-cars – that make approximately 2,000-3,000 units a year. These survive on the appearance and performance of their vehicles, and could well be interested in the potential benefits. Outside the UK, there are many small-scale manufacturers producing vehicles that are more utilitarian in nature, such as hybrid city cars and delivery vehicles.
“We are also having conversations with a number of more entrepreneurial companies that are new entrants to this market, particularly in the production of electric vehicles; companies that are not in that space at the moment, but believe that electric vehicles are the way forward,” reveals Sanders. “These companies could be put off by the amount of engineering needed to enter that marketplace, so someone who could offer that engineering in a rolling chassis format is a potential friend. These conversations are happening both inside and outside Europe.”
A second life?European Union end-of-life directives stipulate that 80% of the materials used in a new car have to be recyclable, and there is a relatively straightforward way of recycling CFRP: it can be ground up and used as a filler in concrete. More sophisticated methods than this, such as pyrolysis (in which the resin matrix is essentially burnt off, yielding carbon fibres) are also maturing.
However, Far-UK has a more interesting solution to this
problem. It believes that its FPC is durable enough to outlive the rest of the car. As such, a carmaker could produce a vehicle that at the end
of its ‘first life’ is returned and up-cycled. For example, the
exterior skin panels – which might be made from glass fibre-reinforced plastic (GFRP) – contribute to the appearance of the vehicle but not to its structural properties. These elements could be stripped off and replaced to refresh the appearance of the car. Furthermore, FPC design can accommodate a variety of different powerplants, so these could also be altered.
“The FPC might exit the factory with a hybrid gasoline powerplant on it, it might do 100,000 miles in ten years and then it might come back,” explains Sanders. “The manufacturer might strip all of the exterior panels off, take the powertrain out of it, put a hydrogen fuel cell in it, re-skin it and put it back out onto the road again. The frame will be fine. This is an argument that has yet to be tested with the EU in terms of their end-of-life directives, but we would argue that re-use is better than recycling.”
Far-UK is now targeting the other end of the automotive market, working with Tata Motors European Technical Centre on a £3m project to develop a process for the high-volume manufacture of cheap, lightweight structural components. According to technical programme manager Sophie Cozien-Cazuc, the HiLiTe project will offer solutions that will enable carmakers to seriously consider fibre-reinforced plastic materials for their future platforms.
A set of tooling to produce Axontex frames, comprising parts such as this A-pillar, costs a fraction of that needed to make steel
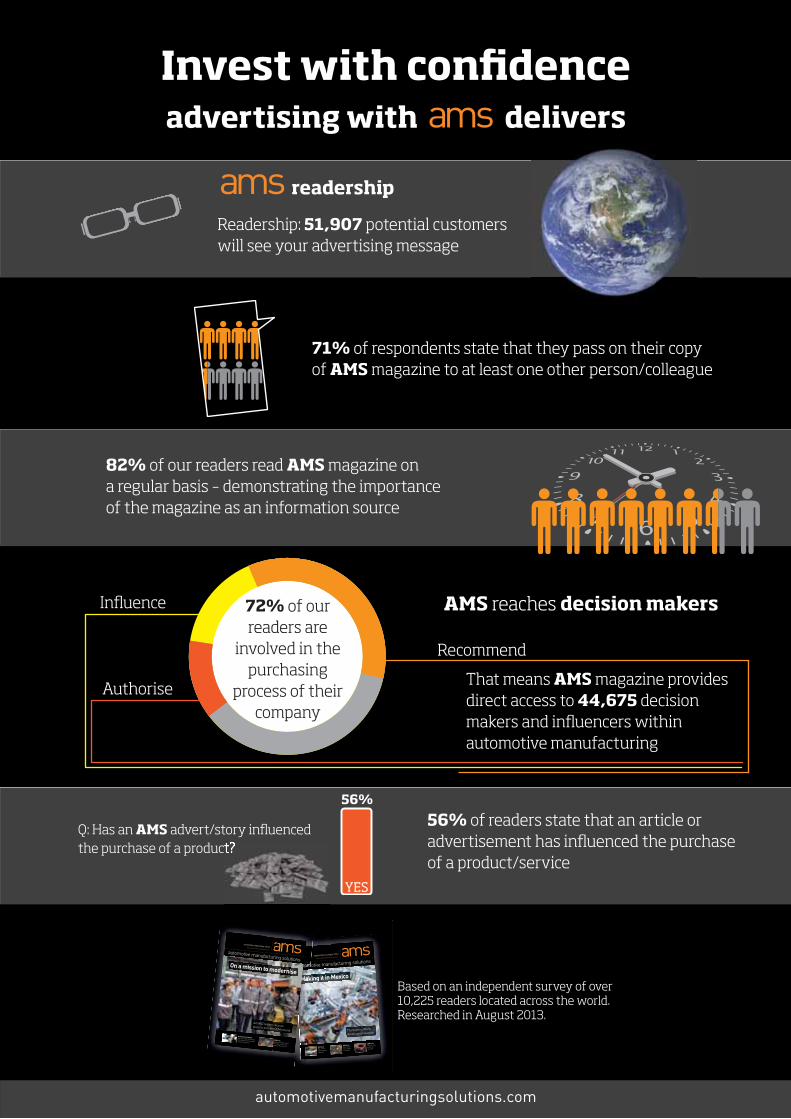
Invest with confi dence advertising with delivers
Readership: 51,907 potential customers will see your advertising message
82% of our readers read AMS magazine on a regular basis – demonstrating the importance of the magazine as an information source
71% of respondents state that they pass on their copy of AMS magazine to at least one other person/colleague
56% of readers state that an article or advertisement has infl uenced the purchase of a product/service
Q: Has an AMS advert/story infl uenced the purchase of a product?
That means AMS magazine provides direct access to 44,675 decision makers and infl uencers within automotive manufacturing
AMS reaches decision makersInfl uence
Recommend
Authorise
72% of our readers are
involved in the purchasing
process of their company
56%
YES
Based on an independent survey of over 10,225 readers located across the world. Researched in August 2013.
automotivemanufacturingsolutions.com
readership
OEM focusFiat Chrysler: Can it realise the dream?
OEM focusChrysler: Jeep brand set to go global
automotive manufacturing solutionsautomotivemanufacturingsolutions.com
september october 2014
Making it in Mexico
The boom in North
American production
OEM focusFiat: A fresh take on familiar
problems
02/12/2014 14:59
OEM focusJaguar Land Rover bucks the trend to build a new plant for XE production
automotive manufacturing solutions
automotivemanufacturingsolutions.com
november december 2014
On a mission to modernise
AvtoVAZ leaders discuss plans to turn the OEM around
Measurement & qualityHigh speed, high functionality vision systems offer a glimpse of future automation
AMS nov-dec 14 cover.indd 1
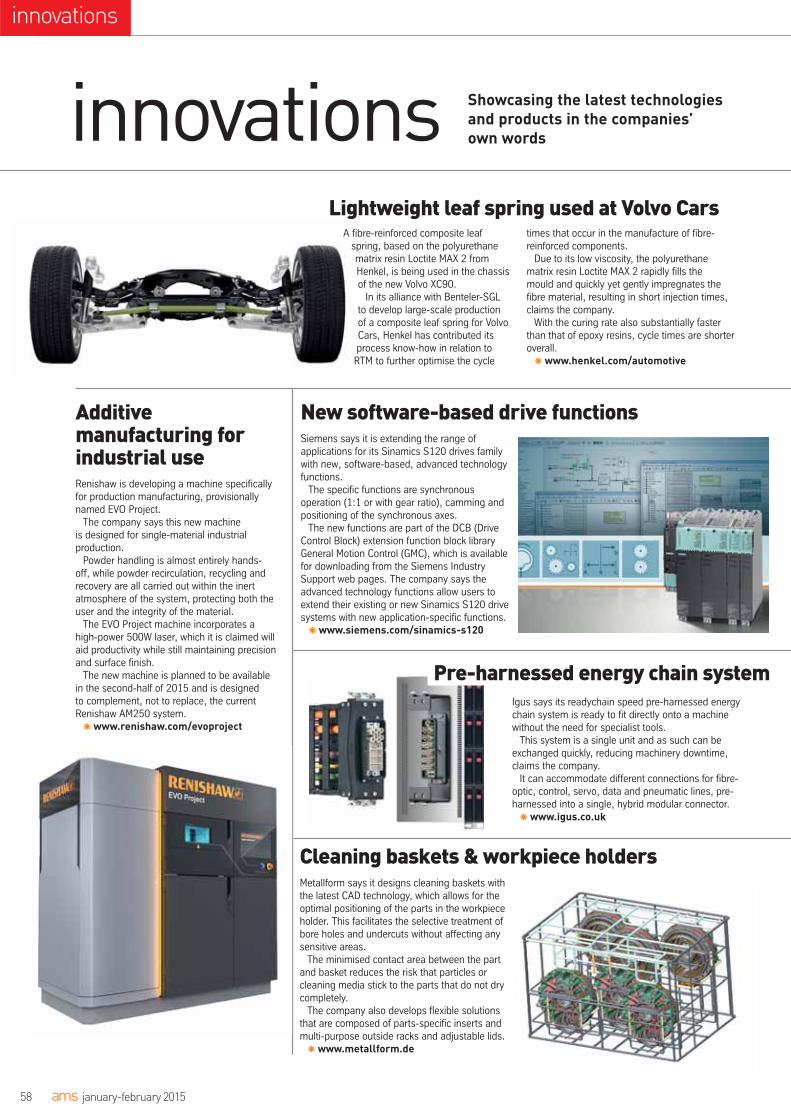
innovations Showcasing the latest technologies and products in the companies’ own words
Siemens says it is extending the range of applications for its Sinamics S120 drives family with new, software-based, advanced technology functions.
The specifi c functions are synchronous operation (1:1 or with gear ratio), camming and positioning of the synchronous axes.
The new functions are part of the DCB (Drive Control Block) extension function block library General Motion Control (GMC), which is available for downloading from the Siemens Industry Support web pages. The company says the advanced technology functions allow users to extend their existing or new Sinamics S120 drive systems with new application-specifi c functions.
www.siemens.com/sinamics-s120
innovations
Renishaw is developing a machine specifi cally for production manufacturing, provisionally named EVO Project.
The company says this new machine is designed for single-material industrial production.
Powder handling is almost entirely hands-off, while powder recirculation, recycling and recovery are all carried out within the inert atmosphere of the system, protecting both the user and the integrity of the material.
The EVO Project machine incorporates a high-power 500W laser, which it is claimed will aid productivity while still maintaining precision and surface fi nish.
The new machine is planned to be available in the second-half of 2015 and is designed to complement, not to replace, the current Renishaw AM250 system.
www.renishaw.com/evoproject
Additive manufacturing for industrial use
New software-based drive functions
Igus says its readychain speed pre-harnessed energy chain system is ready to fi t directly onto a machine without the need for specialist tools.
This system is a single unit and as such can be exchanged quickly, reducing machinery downtime, claims the company.
It can accommodate different connections for fi bre-optic, control, servo, data and pneumatic lines, pre-harnessed into a single, hybrid modular connector.
www.igus.co.uk
Cleaning baskets & workpiece holdersMetallform says it designs cleaning baskets with the latest CAD technology, which allows for the optimal positioning of the parts in the workpiece holder. This facilitates the selective treatment of bore holes and undercuts without affecting any sensitive areas.
The minimised contact area between the part and basket reduces the risk that particles or cleaning media stick to the parts that do not dry completely.
The company also develops fl exible solutions that are composed of parts-specifi c inserts and multi-purpose outside racks and adjustable lids.
www.metallform.de
A fi bre-reinforced composite leaf spring, based on the polyurethane matrix resin Loctite MAX 2 from Henkel, is being used in the chassis of the new Volvo XC90.
In its alliance with Benteler-SGL to develop large-scale production of a composite leaf spring for Volvo Cars, Henkel has contributed its process know-how in relation to RTM to further optimise the cycle
times that occur in the manufacture of fi bre-reinforced components.
Due to its low viscosity, the polyurethane matrix resin Loctite MAX 2 rapidly fi lls the mould and quickly yet gently impregnates the fi bre material, resulting in short injection times, claims the company.
With the curing rate also substantially faster than that of epoxy resins, cycle times are shorter overall.
www.henkel.com/automotive
Lightweight leaf spring used at Volvo Cars
xxxxxx
58 january-february 2015
Pre-harnessed energy chain system

innovations
Low-profile sensor for high-quality inspection
Single-robot coating cell concept
SICK claims its Profiler 2 – a short-range sensor for measurement of 2D profiles, shapes and surfaces – combines a high-performance resolution of two microns with a wide measurement range.
The company says the sensor’s plug-and-play performance is suited to production line quality inspection programmes in the automotive and robotics industries.
The manufacturer says it is suitable for measuring shapes, profiles and object angles, detecting multiple edges, monitoring gap sizes and measuring the width and thickness of components. For example, inspecting multiple edges and door gaps in automotive manufacturing.
The Profiler 2 scans a 32mm-wide field from a range of up to 125mm, assessing complex profiles over up to four areas at once with just one laser line.
www.sick.co.uk
The new J-Hive coating cell enables the complete painting of a car body by a single robot, claims Geico.
The octagonal spray booth allows the car body to rotate, enabling the painting of the interior and exterior surfaces; with the movement of the body on the conveyor system controlled by an external axis of the robot.
At the end of the application cycle, the body
can leave the automatic zone at a different angle from that at which it entered. The company says this feature will make possible far more layout options than before. Additional advantages include no trolleys inside the spray booth; the robot positioned on sides of the booth (no bridge); and the reduction of energy consumption and footprint.
www.geico-spa.com
DMG MORI has introduced an ultra-compact, horizontal-spindle machining centre for multiple-shift, mass production of vehicle components such as cylinder blocks and heads.
Designated i50, the machine comes without an automatic pallet changer and occupies 6.6 sq.m of factory area.
The company says the machine width has been minimised to 1,680 mm, allowing manufacturers to create production lines in the smallest possible space.
The pitch between machines is 2,090mm, enabling efficient loading and unloading and so short workpiece handling times.
Users can choose from a range of automation options, such as transfer systems with roller conveyors for manual workpiece handling or gantry loaders for automation.
www.uk.dmgmori.com
Machining centre for automotive production
Cognex has introduced its PowerGrid technology, a texture-based location algorithm that it says takes an ‘inside-out’ approach to reading 2D matrix and Direct Part Mark (DPM) codes.
While conventional feature-based algorithms start by locating the finder pattern, PowerGrid technology looks for a pattern of alternating
light and dark modules within the code. The company claims this technology
increases read rates in 2D barcode-reading applications where a part’s geometry, poor lighting, occlusion, or print-registration errors make it difficult to capture an image of the entire code.
www.cognex.com
Increased read rate in 2D barcode reading
New fieldbus options provide drive users with fast, accurate control of processes as well as access to large amounts of data on how the process is behaving, according to ABB.
Its latest variable-speed drives offer two option slots for fieldbus modules. These modules can be of different types, allowing, for example, a PROFIBUS module and an Ethernet module to be run at the same time.
This dual system also facilitates a more robust system design. Users can connect the drives to any industrial network by installing an option module.
As well as the ability to use PROFIBUS-DP, ABB says its latest drives can connect to Modbus, CanOpen, DeviceNet, EtherCat and PowerLink. Future plans will also see the drive able to operate with LonWorks and ControlNet.
www.abb.co.uk/energy
Extended fieldbus options for drives
59january-february 2015

innovations
more innovations...
Rockwell Automation says its Studio 5000 Logix Designer v24 software offers engineers new design capabilities that can increase automation productivity, improve start-up time and reduce costs throughout a project’s lifecycle.
New additions include an application-centric view of code, enhanced workflows for more efficient reuse of content and new collaborative tools.
The software features a new logical organiser that arranges programme code based on the users’ applications rather than how the programmable controller executes. New library
management workflows help to store and reuse intellectual property. The software also supports the Allen-Bradley Kinetix 5500 servo drive with integrated safety.
www.rockwellautomation.com
The Scanner Unit SCU-439 and Fail Separation Unit FMM-440 are designed for automated
test lines, says JOT Automation, and can be used with any process equipment that needs product identification data, or if there is a need to mark/separate faulty products after the process.
The company claims these units provide a reliable solution for both product traceability and code reading. The systems can also separate failed products from the line immediately after testing, or mark them for manual failed product handling,
which happens later in the process. www.jotautomation.com
Modular solutions for product identification
xxxxxx
Control system software
Lightweight tooling for automation lines
Yamazaki Mazak’s new INTEGREX i-100S multi-tasking machine features a large machining area with compact ergonomic design.
The company claims it is capable of machining both round and square workpieces from raw material with just one set-up, one machine and one operator.
It is also equipped with a BARTAC S bar feed system, which offers integrated work unloading and conveyor handling of completed workpieces for lights-out and unmanned running.
Mazak says the machine is suitable for use across a wide range of applications within the automotive sectors, from small batch and prototype work through to volume production.
Furthermore, the addition of the BARTAC S bar feed system enables continuous batch runs of workpieces.
www.mazakeu.co.uk
Multi-tasking machining centre
De-Sta-Co says it has added more than 150 parts to its Accelerate collection of lightweight tooling. The collection was expanded with additional options to increase automated press room stamping line speed.
New elements include:
components
It is claimed that the end effectors in the collection are up to 50% lighter than others and can provide production-line speed gains of up to 30%.
Although lighter, the company says the Accelerate components are sized to global standards, making them compatible with existing equipment.
www.destaco.com
New products from Roemheld include flexible variants of rapid-clamping systems with push chain; a force sensor for improved monitoring in magnetic clamping technology; a tool-change cart; oil-free electro-mechanical wedge clamps; and a new app, recently introduced by Hilma work-holding and tool-changing technology.
The company claims the rapid-clamping elements with push chain are particularly versatile when it comes to automatically
clamping tools in tight spaces. The electro-mechanical wedge clamp, from the E-TEC product range, with a retention force of up to 320kN comprises an electro-mechanical drive with a bolt guided in the housing.
The new app for iPads and Windows RT tablets provides extensive information on work-holding and tool-changing technology for sheet forming and magnetic clamping, says the company.
www.roemheld.com
Flexible, rapid clamping systems
60 january-february 2015

Grieve Corporation has introduced No. 827, a 400°F electric belt conveyor oven, currently in use for preheating automotive fabric panels at a customer’s facility.
Workloads travel on top of a 30-inch-wide, mesh Teflon-coated fiberglass conveyor belt with 1/4 HP motor drive, variable speed from 0.5 to 10 feet per minute, through a 78-inch-long open belt loading zone, 120-inch long insulated heat zone with recirculated airflow, and a 39-inch-long open unloading zone.
The company says this oven is equipped with exhaust hoods over each end of the workspace and features a conveyor belt tracking system, consisting of photoelectric eyes to sense belt position and shift pneumatically-operated steering rollers.
www.grievecorp.com
Belt conveyor preheating oven
innovations
FOBA has introduced two laser-marking workstations with two-position rotary tables for the processing of geometrically complex work pieces of varying sizes and small and large batches of parts.
The automated laser class-one rotary table workstations M2000-R and M3000-R come with a programmable Z-axis and a two-position rotary table with either 670mm (M2000-R) or 950mm (M3000-R) diameter.
Other axes as well as camera systems, exhaust units and interfaces for the integration of client processes can be added as an option.
www.fobalaser.com
Rotary table workstation for laser marking
Virtual Welding Robotics from Fronius is now available to instructors to assist the training of robot programmers.
The system shows the user whether they have programmed the robot correctly or if the welding torch was handled in the right way, says the company.
A virtual instructor provides specific instructions as to which corrective movements should be made if the system identifies deviations from the ideal torch guidance.
In a subsequent simulated step, the weld seam can be illustrated to visually assess the welding result. Also, the weld seam and spatter can be visualised after completing the programmed deployment of the robot torch, thanks to the simulator.
www.fronious.com
Welding trainer for robot programmers
Prima Power’s new Laser Next machine is a ‘fast, compact and efficient 3D laser’ for high- volume automotive production applications. The company claims productivity on a typical benchmark component (B-pillar) has been raised by 25%.
The laser’s footprint is also smaller and the layout of the machine has been designed to allow for standalone and multi–machine configurations. The company says the laser has a work volume of 3,050mm x 1,530mm x 612mm and is equipped with 3kW or 4kW high-brilliance fibre laser. Its compact fully sealed focusing head features direct drive motors, double protection SIPS, a fully metallic sensor and Focal Position Control.
www.primapower.com
3D laser for automotive applications
AP&T says its new DST-DH destacker can work twice as quickly compared to a conventional system and is intended for handling blanks for large vehicle parts (A-Class) such as doors, roofs and sides. The new DST-DH is equipped with double Gantry 200 feeders. The centring tables are equipped with brushes to ensure scratch-free handling. Picking is performed with the assistance of a vacuum.
It can be supplemented with a washer and lubrication unit. Since it is module-based, it can be scaled down for use with other applications, says the company.
aptgroup.com
New destacker for rapid production
Schuler Beutler says its newly developed MSC-2000 automatic blanking press with ServoDirect Technology offers longer die service life and greater precision, and uses
50% less energy. The new machine features
two electrically coupled, freely programmable pressure points without gear transmission.
By linking the pressure points in the press uprights, the
machine’s rigidity has been increased, says the company.
The play-free and lubrication-free drivetrain consists of a highly dynamic servo motor, brake module and eccentric shaft with conrods, knuckle-joint and slide.
The new MSC-2000 automatic blanking press uses two such drivetrains facing each other – synchronised via the drive control – which deliver a press force of 2,000 kilonewtons.
www.schulergroup.com
Blanking press with ServoDirect technology offers longer service life using less energy
61january-february 2015

OEMs in focus
next issue march-april 2015
Battery production at Sunderland is for the Leaf and e-NV200 van
special report – Industry 4.0AMS looks at the innovative projects within BMW’s Industry 4.0 campaign, which evaluates new technologies for the optimisation of production
D
NissanAMS reports on the secretive process of battery manufacturing at Nissan’s recently opened facility adjacent to its car production at Sunderland
PSAWe look at how the French OEM’s changing fortunes have impacted on its manufacturing operations
Is aluminium is becoming the material of choice for lightweighting?
Wearable technology optimising manufacturing operations
D
Balancing automated and manual operations
D
Production of the Cactus at Villaverde
Manufacturing at the Hyundai Nosovice plant
DD
technology – automation & controlThe latest developments in automation and control systems and how they are being applied are covered in this feature
Hyundai-KiaAMS reports on the Korean brands’ rise from obscurity to
production – heavyweight &
Global markets for these vehicles are recovering. AMS looks at production processes and technology used in this sector
62 january-february 2015
D
materials – aluminiumAs more OEMs turn to this lightweight alloy, AMS reports on the latest applications, forming, and joining technologies The latest developments
in heavyweight vehicle manufacturing
D
next issue
Passionis our
startingpoint
We have a goal, a dream and a belief. The goal is to satisfy our customers, always and at any time.
The dream is to produce coating plants with zero environmental impact by 2020.The belief is that the only way to do good business is by building a relationship
based on trust, respect and transparency.
www.geicotaikisha.com
Turnkey original coating plants for the vehicle industry
2 millionreasons to invest in Sunderland
E: [email protected]: +44 (0)191 561 1194makeitsunderland.com
@MAKEitSund