Embed Size (px)
Citation preview
12th Annual Bulk Materials Handling (BMH) 2015 Conference
24-25 June 2015Duxton Hotel, Perth
Michael Taylor
Director
Bulk Materials Handling & Processing Pty Ltd
(specialising in coal, minerals processing and materials handling)
Co-Authored by Armando Abacar
Materials handling challenges encountered during the development of the Moatize Coal Basin
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 2
1. Introduction
This presentation outlines the recent developments of the materialshandling infrastructure in the Moatize Coal Basin in Mozambique. Itidentifies options evaluated and constraints encountered. Thepresentation includes:
Overview of the existing infrastructure and post civil wardevelopments.
Growth drivers and the materials handling and transportinfrastructure developed and constraints encountered.
Changes in growth drivers and impact on planneddevelopments.
Options evaluated with specific focus on three technologies.
The presentation will conclude with lessons learned andhighlight relevance to the global bulk materials handlingindustry.
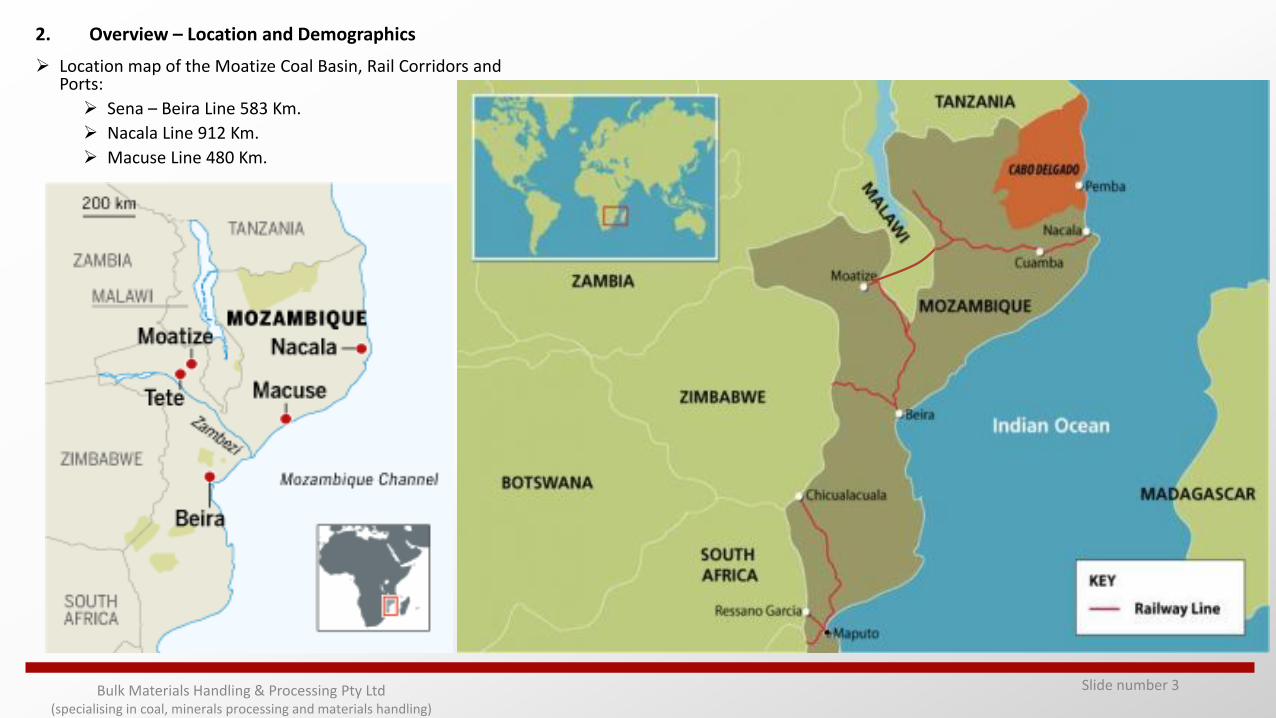
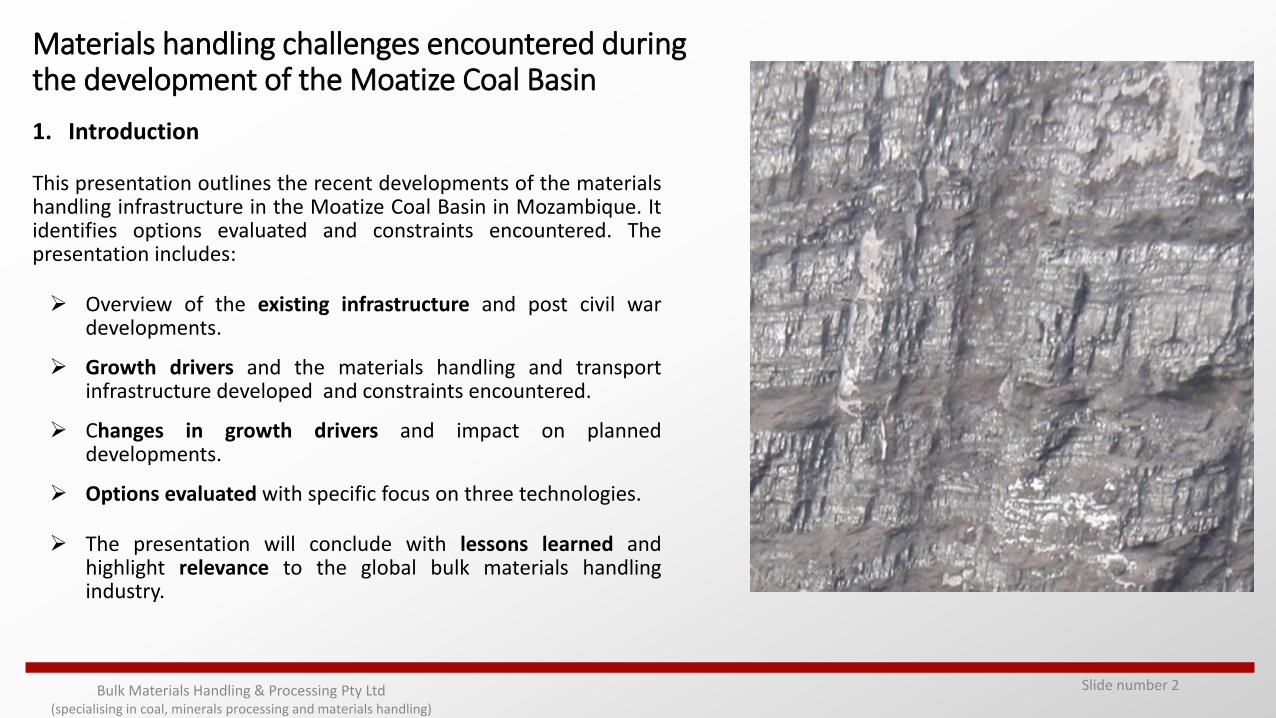
2. Overview – Location and Demographics
Location map of the Moatize Coal Basin, Rail Corridors and Ports:
Sena – Beira Line 583 Km.
Nacala Line 912 Km.
Macuse Line 480 Km.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 3
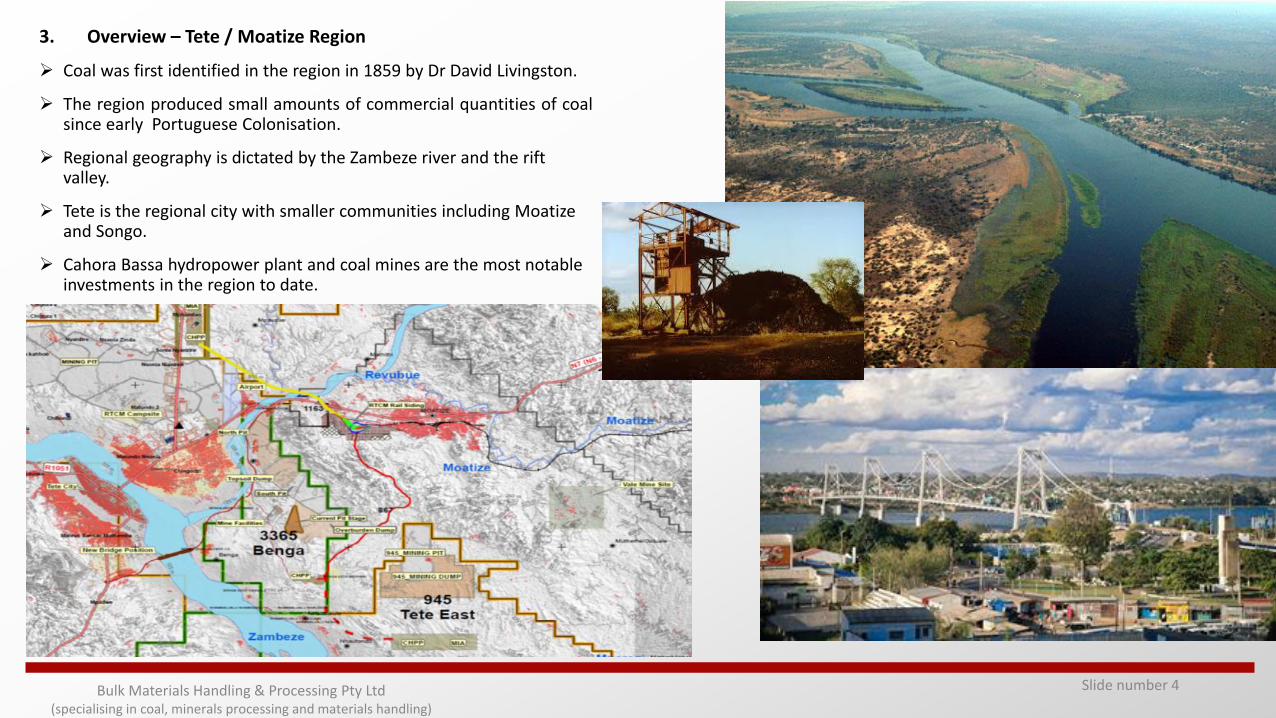
3. Overview – Tete / Moatize Region
Coal was first identified in the region in 1859 by Dr David Livingston.
The region produced small amounts of commercial quantities of coalsince early Portuguese Colonisation.
Regional geography is dictated by the Zambeze river and the rift valley.
Tete is the regional city with smaller communities including Moatizeand Songo.
Cahora Bassa hydropower plant and coal mines are the most notable investments in the region to date.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 4
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 5
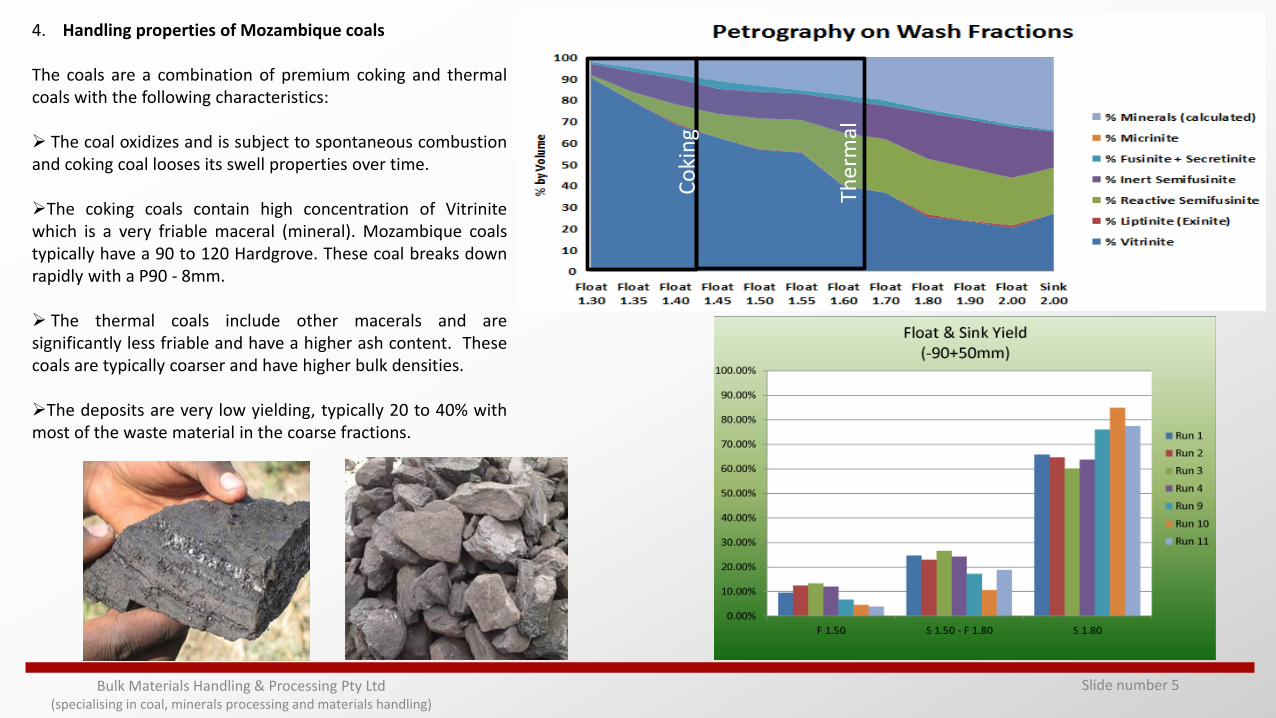
4. Handling properties of Mozambique coals
The coals are a combination of premium coking and thermalcoals with the following characteristics:
The coal oxidizes and is subject to spontaneous combustionand coking coal looses its swell properties over time.
The coking coals contain high concentration of Vitrinitewhich is a very friable maceral (mineral). Mozambique coalstypically have a 90 to 120 Hardgrove. These coal breaks downrapidly with a P90 - 8mm.
The thermal coals include other macerals and aresignificantly less friable and have a higher ash content. Thesecoals are typically coarser and have higher bulk densities.
The deposits are very low yielding, typically 20 to 40% withmost of the waste material in the coarse fractions.
Co
kin
g
Ther
mal

5. Restoration of regional infrastructure
Post-civil war development included the re-establishment ofthe Beira port which included the establishment of a new coalterminal and berth 8, the facility is referred to as TCC8.Restoration of the Sena Rail Line was also undertaken.
Mining operations was re-established with Minas Moatizemine and handling facilities.
Other infrastructure was being restored by the Government ofMozambique (GoM) including:
Upgrade to regional road network including a newZambeze bridge for local coal haulage.
Cahora Bassa North hydropower plant upgrade to 1245MW capacity.
Mozambique backbone transmission line from TeteRegion to Maputo
Slide number 6Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Beira - TCC 8 Port Terminal
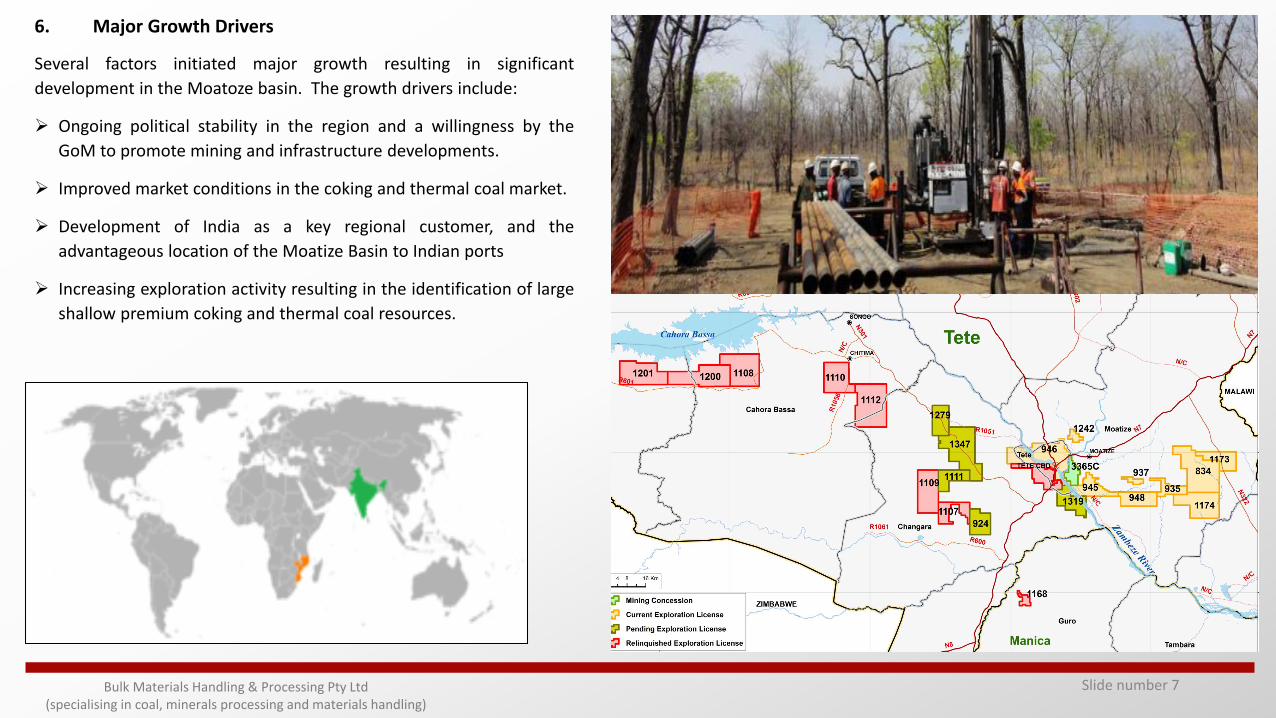
6. Major Growth Drivers
Several factors initiated major growth resulting in significant
development in the Moatoze basin. The growth drivers include:
Ongoing political stability in the region and a willingness by the
GoM to promote mining and infrastructure developments.
Improved market conditions in the coking and thermal coal market.
Development of India as a key regional customer, and the
advantageous location of the Moatize Basin to Indian ports
Increasing exploration activity resulting in the identification of large
shallow premium coking and thermal coal resources.
Slide number 7Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
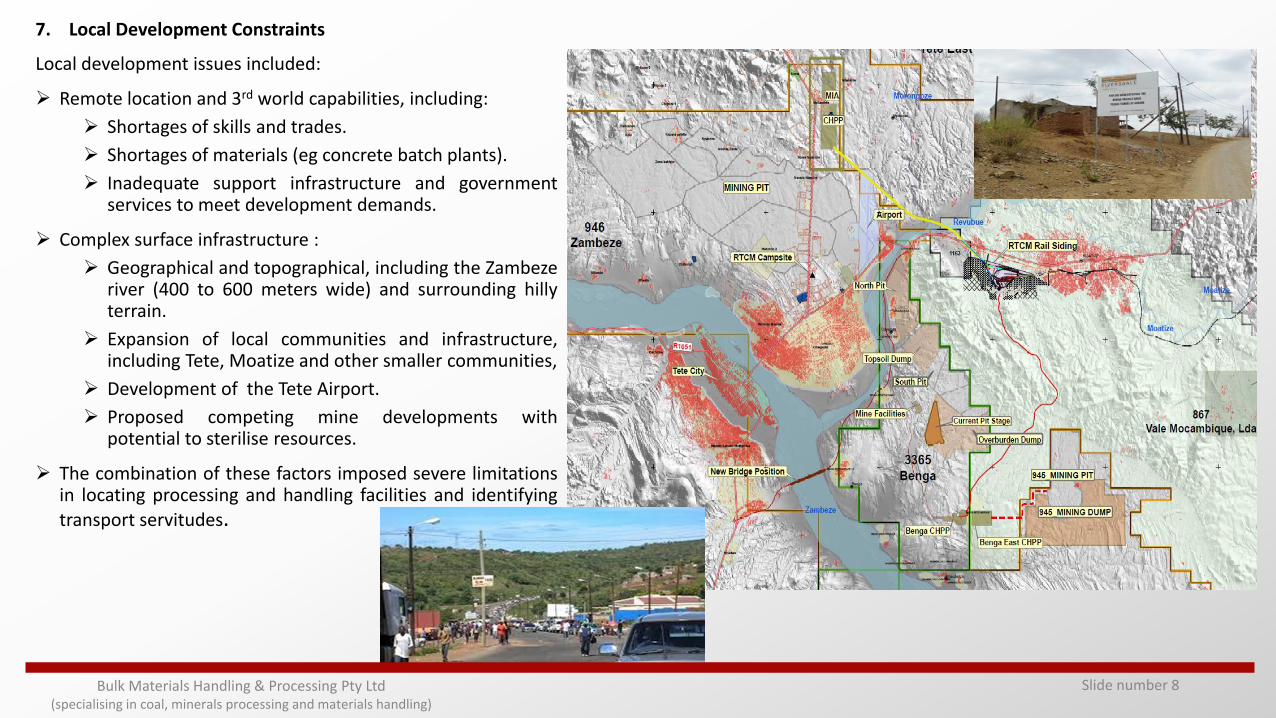
7. Local Development Constraints
Local development issues included:
Remote location and 3rd world capabilities, including:
Shortages of skills and trades.
Shortages of materials (eg concrete batch plants).
Inadequate support infrastructure and governmentservices to meet development demands.
Complex surface infrastructure :
Geographical and topographical, including the Zambezeriver (400 to 600 meters wide) and surrounding hillyterrain.
Expansion of local communities and infrastructure,including Tete, Moatize and other smaller communities,
Development of the Tete Airport.
Proposed competing mine developments withpotential to sterilise resources.
The combination of these factors imposed severe limitationsin locating processing and handling facilities and identifyingtransport servitudes.
Slide number 8Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
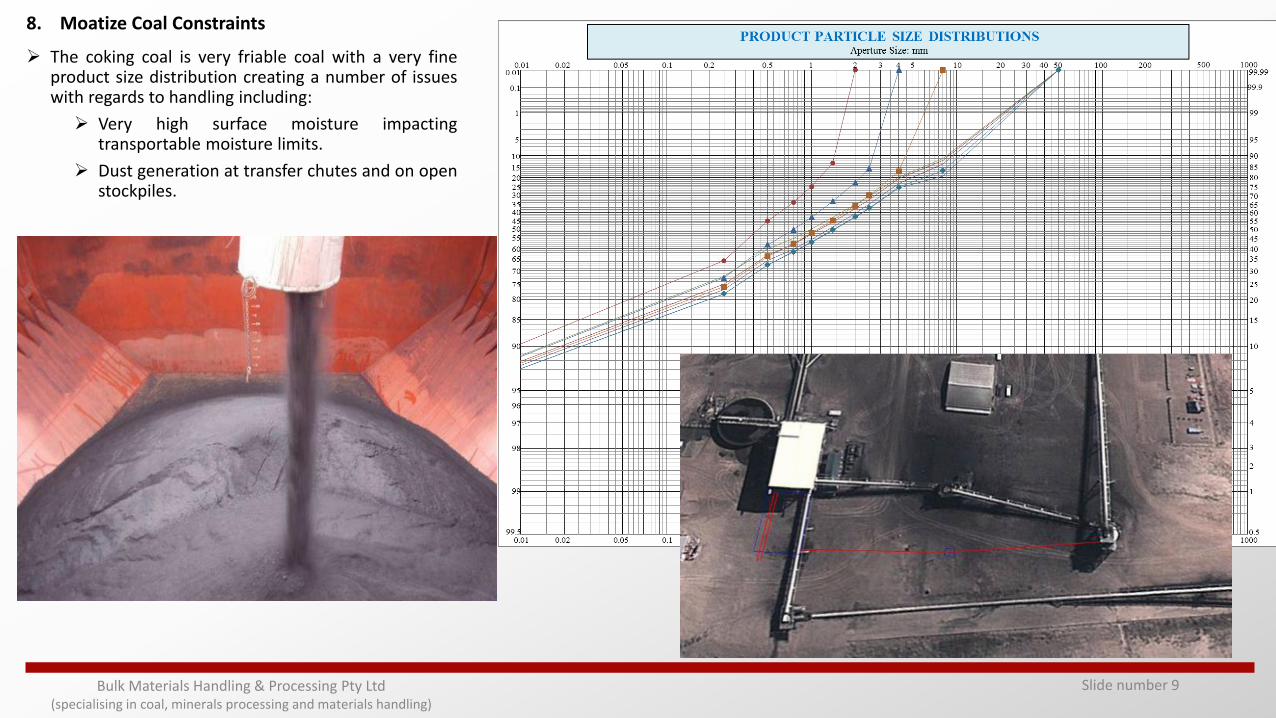
8. Moatize Coal Constraints
The coking coal is very friable coal with a very fineproduct size distribution creating a number of issueswith regards to handling including:
Very high surface moisture impactingtransportable moisture limits.
Dust generation at transfer chutes and on openstockpiles.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 9
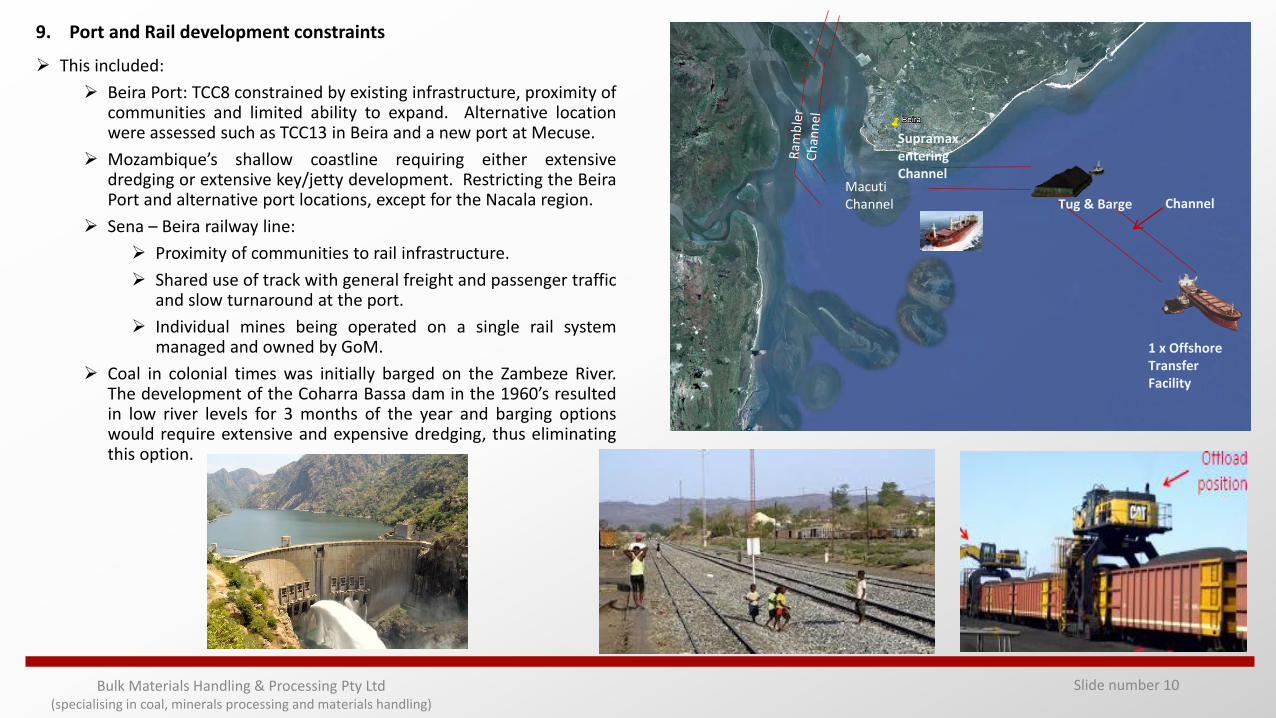
9. Port and Rail development constraints
This included:
Beira Port: TCC8 constrained by existing infrastructure, proximity ofcommunities and limited ability to expand. Alternative locationwere assessed such as TCC13 in Beira and a new port at Mecuse.
Mozambique’s shallow coastline requiring either extensivedredging or extensive key/jetty development. Restricting the BeiraPort and alternative port locations, except for the Nacala region.
Sena – Beira railway line:
Proximity of communities to rail infrastructure.
Shared use of track with general freight and passenger trafficand slow turnaround at the port.
Individual mines being operated on a single rail systemmanaged and owned by GoM.
Coal in colonial times was initially barged on the Zambeze River.The development of the Coharra Bassa dam in the 1960’s resultedin low river levels for 3 months of the year and barging optionswould require extensive and expensive dredging, thus eliminatingthis option.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 10
1 x Offshore Transfer Facility
Tug & Barge
Supramax entering Channel
ChannelMacuti Channel
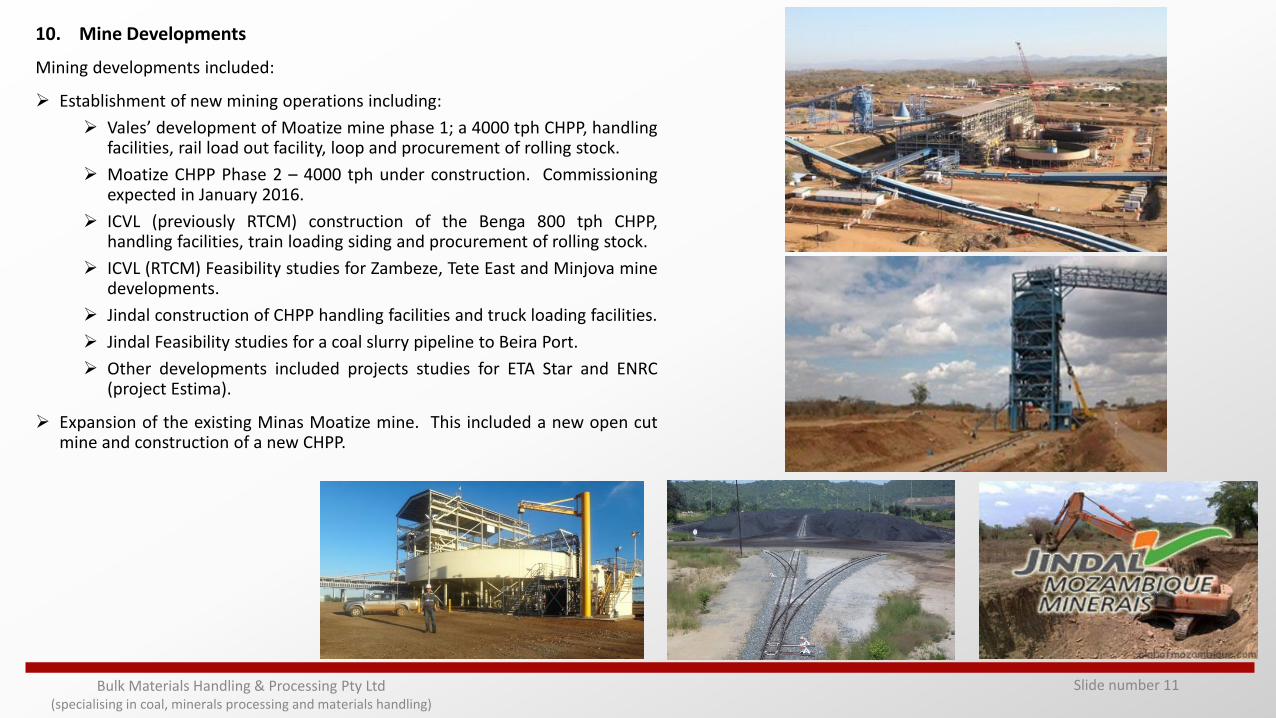
10. Mine Developments
Mining developments included:
Establishment of new mining operations including:
Vales’ development of Moatize mine phase 1; a 4000 tph CHPP, handlingfacilities, rail load out facility, loop and procurement of rolling stock.
Moatize CHPP Phase 2 – 4000 tph under construction. Commissioningexpected in January 2016.
ICVL (previously RTCM) construction of the Benga 800 tph CHPP,handling facilities, train loading siding and procurement of rolling stock.
ICVL (RTCM) Feasibility studies for Zambeze, Tete East and Minjova minedevelopments.
Jindal construction of CHPP handling facilities and truck loading facilities.
Jindal Feasibility studies for a coal slurry pipeline to Beira Port.
Other developments included projects studies for ETA Star and ENRC(project Estima).
Expansion of the existing Minas Moatize mine. This included a new open cutmine and construction of a new CHPP.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 11

11. Infrastructure Developments
Regional infrastructure included:
Construction of the 912 km Nacala railway line and theNacala deep water Port.
Upgrades to the Sena Beira railway line including:lengthening of passing-loops for 100 wagon trains,additional track duplication, additional ballasting and trackupgrades to 57kg/m rail
A new handling terminal and Berth 13, TCC13 in Beira to bephased. Phase 1 is a 6 Mtpa handling facility growing to 18Mtpa. The facility includes: tipplers, rail-loops and stackersand as reclaimers. Ensuring competitive alternative to ValesNacala line. This is currently in the design phase.
Construction of support infrastructure including upgrade toTete Airport, new hotels and camps and establishment ofconstruction and fabrication workshops.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 12Sh
ore
line
400 000 tons
400 000 tons
400 000 tons
400 000 tons
15
00
0 V
ess
el
Single Rando
m Tippler3 min cycle
Tandem Rando
m Tippler3 min cycle
Stockyard Belt Transfer House with
Sampling StationPortal Reclaimer
Jetty Conveyor
Fixed Shiploader
Travelling Slewing, Luffing Stacker
Portal ReclaimerStockyard Belt
Combi (Stacker/ Reclaimer)Stockyard Belt
Phase 15.9 Mtpa
Phase 212.9 Mtpa
Phase 3 a & bUp to17.6 Mtpa
Rail Loop
Rail Loop
Rail Loop
Rail Loop
Beira - TCC13
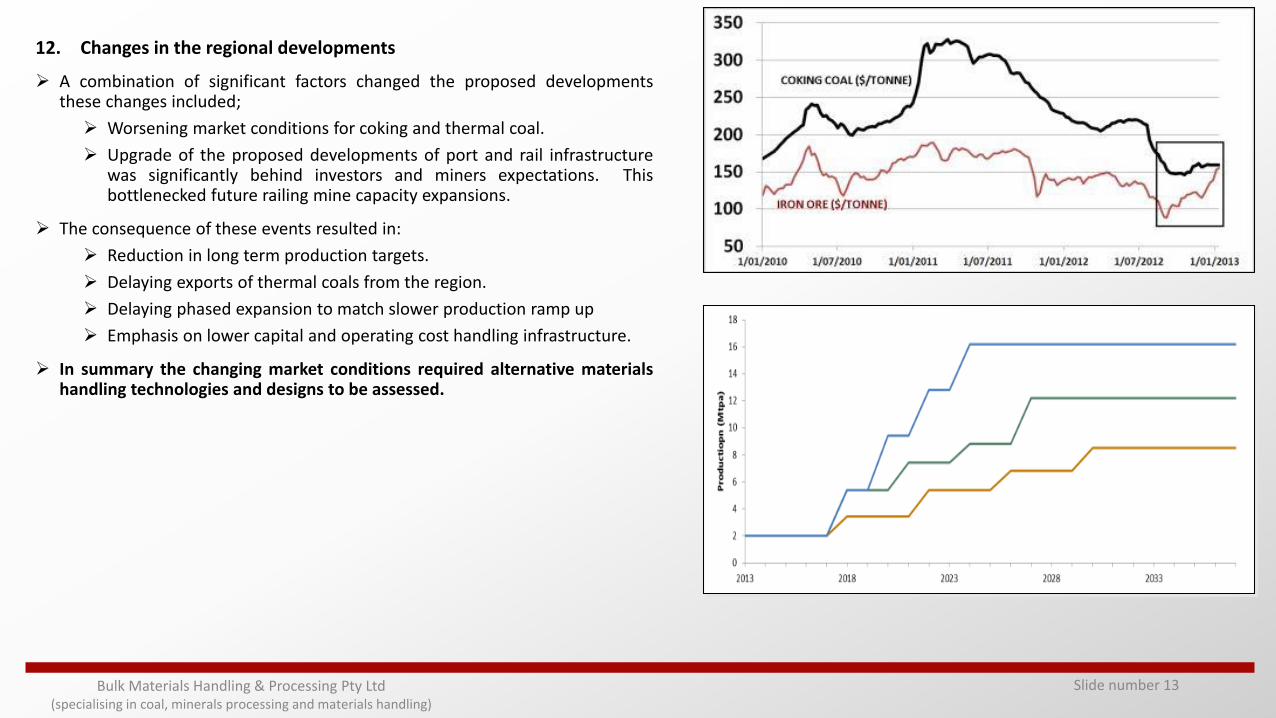
12. Changes in the regional developments
A combination of significant factors changed the proposed developmentsthese changes included;
Worsening market conditions for coking and thermal coal.
Upgrade of the proposed developments of port and rail infrastructurewas significantly behind investors and miners expectations. Thisbottlenecked future railing mine capacity expansions.
The consequence of these events resulted in:
Reduction in long term production targets.
Delaying exports of thermal coals from the region.
Delaying phased expansion to match slower production ramp up
Emphasis on lower capital and operating cost handling infrastructure.
In summary the changing market conditions required alternative materialshandling technologies and designs to be assessed.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 13
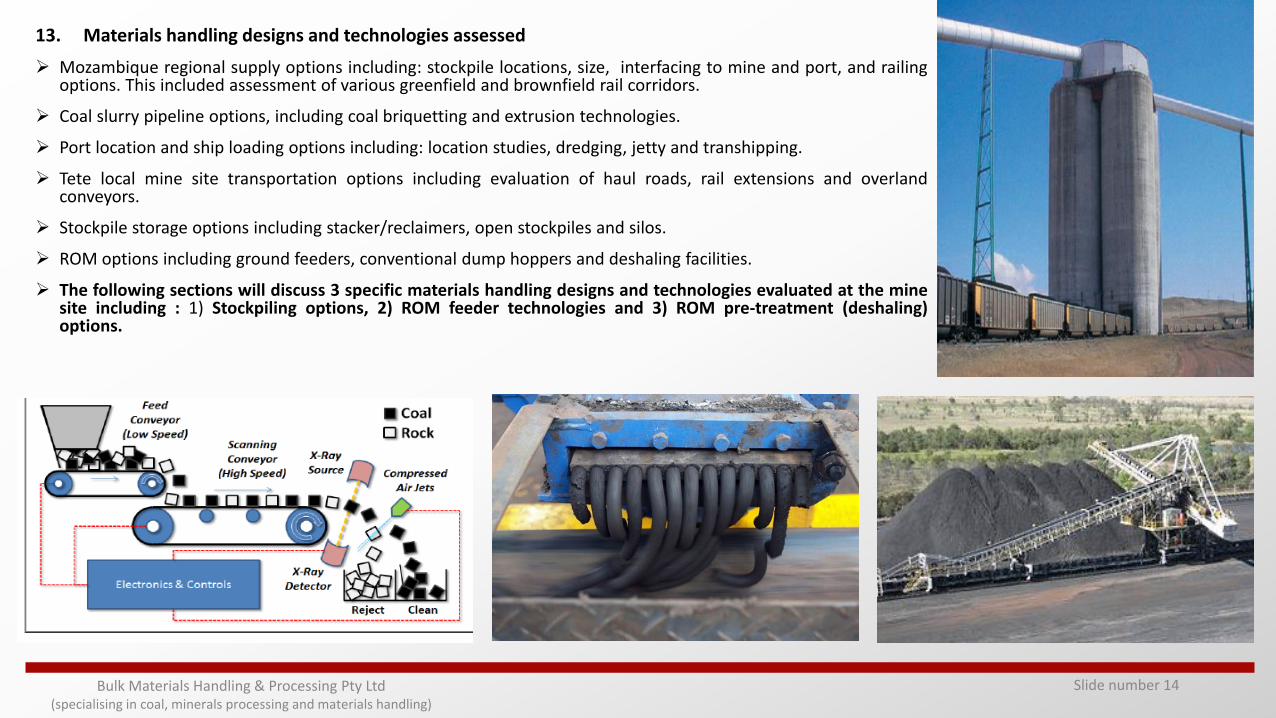
13. Materials handling designs and technologies assessed
Mozambique regional supply options including: stockpile locations, size, interfacing to mine and port, and railingoptions. This included assessment of various greenfield and brownfield rail corridors.
Coal slurry pipeline options, including coal briquetting and extrusion technologies.
Port location and ship loading options including: location studies, dredging, jetty and transhipping.
Tete local mine site transportation options including evaluation of haul roads, rail extensions and overlandconveyors.
Stockpile storage options including stacker/reclaimers, open stockpiles and silos.
ROM options including ground feeders, conventional dump hoppers and deshaling facilities.
The following sections will discuss 3 specific materials handling designs and technologies evaluated at the minesite including : 1) Stockpiling options, 2) ROM feeder technologies and 3) ROM pre-treatment (deshaling)options.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 14
Slide number 15
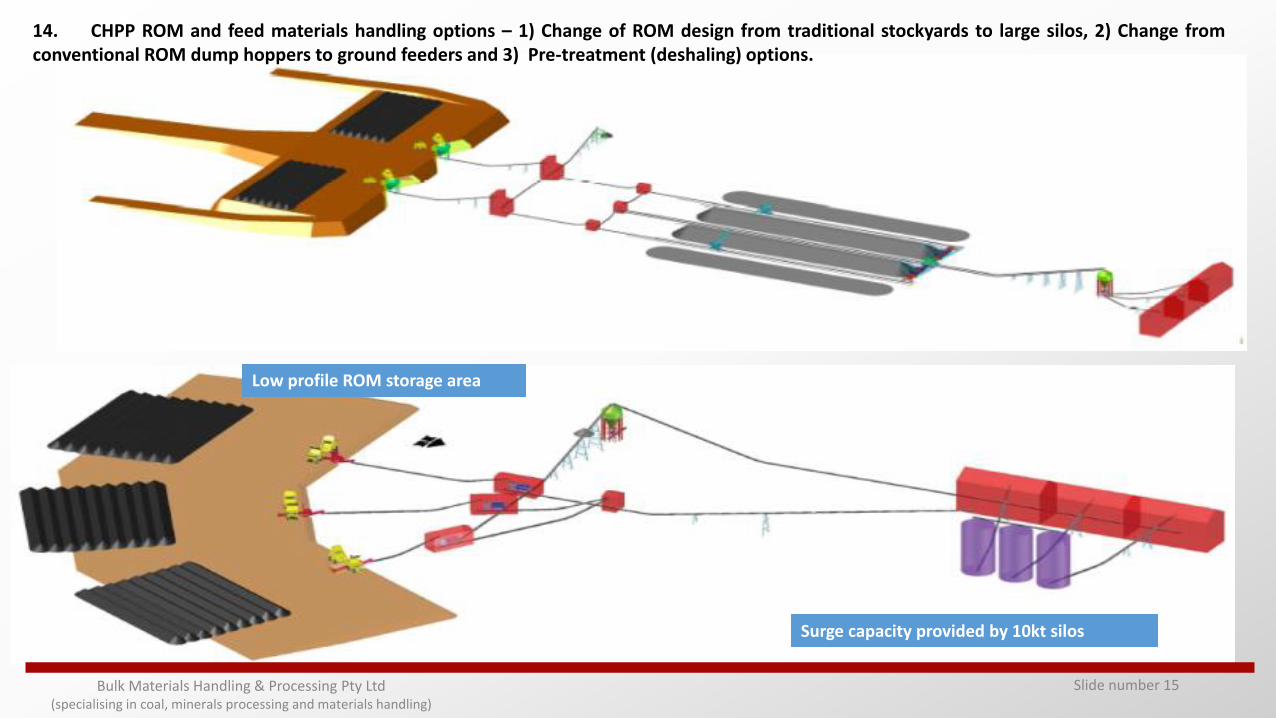
Low profile ROM storage area
Surge capacity provided by 10kt silos
14. CHPP ROM and feed materials handling options – 1) Change of ROM design from traditional stockyards to large silos, 2) Change fromconventional ROM dump hoppers to ground feeders and 3) Pre-treatment (deshaling) options.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 16
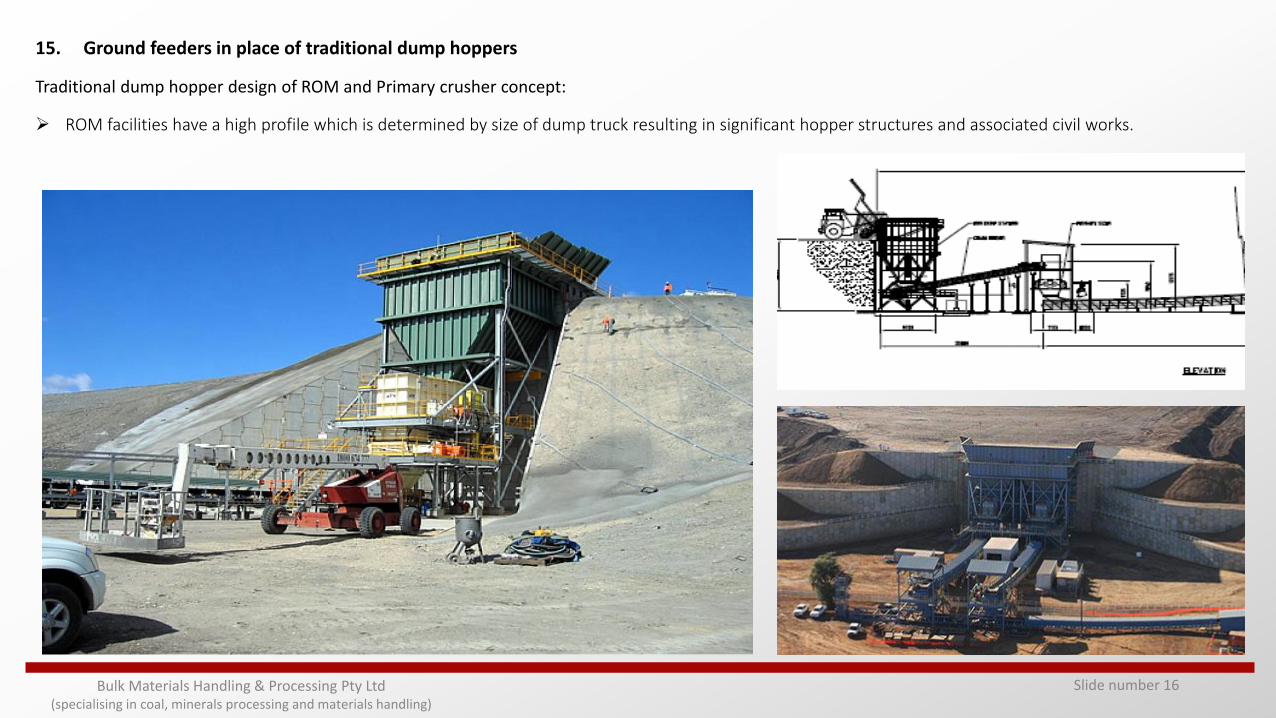
15. Ground feeders in place of traditional dump hoppers
Traditional dump hopper design of ROM and Primary crusher concept:
ROM facilities have a high profile which is determined by size of dump truck resulting in significant hopper structures and associated civil works.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)

16. Ground feeders assessed as an alternative ROM facility
Redesign of ROM and Primary crusher design concept:
Using low profile ground feeders reduces major civils and equipment costs.
Slide number 17
Capacities for coal up to 2,000tphWidth up to 2.5mLump size up to 1m H x 2m W
Low profile bench feeders
Reduce capex, relocatable
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 18
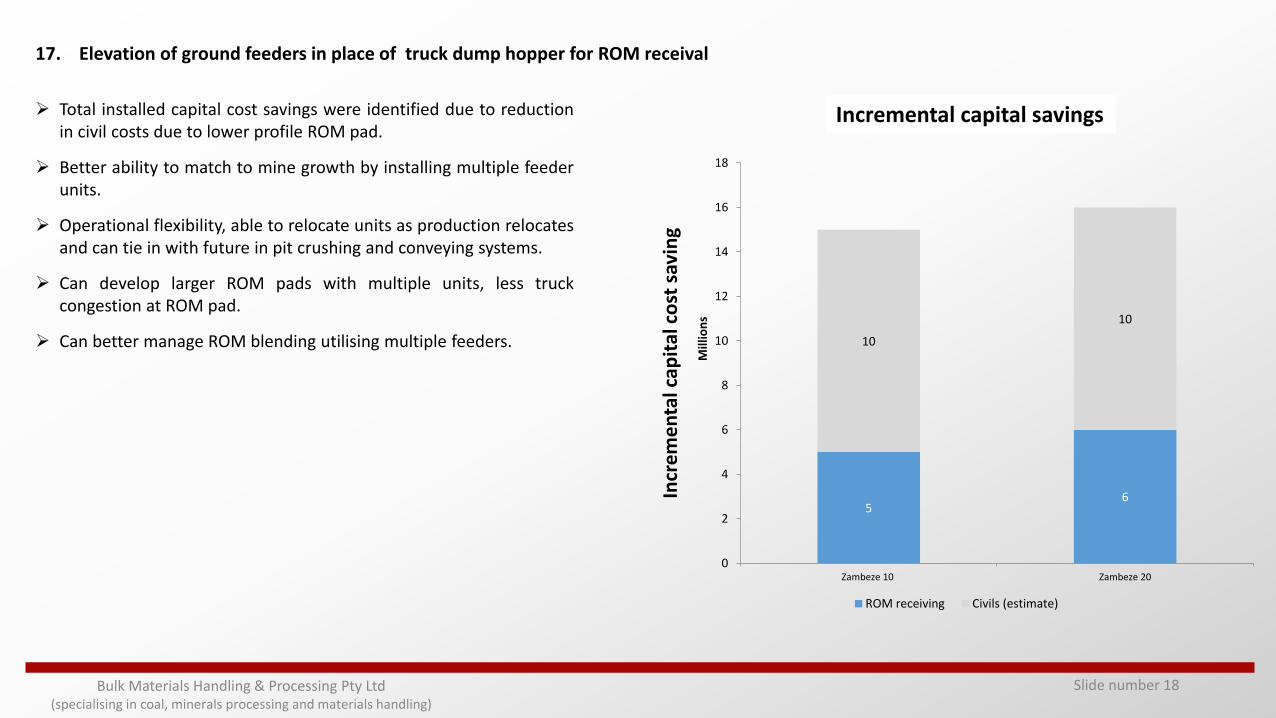
17. Elevation of ground feeders in place of truck dump hopper for ROM receival
Total installed capital cost savings were identified due to reductionin civil costs due to lower profile ROM pad.
Better ability to match to mine growth by installing multiple feederunits.
Operational flexibility, able to relocate units as production relocatesand can tie in with future in pit crushing and conveying systems.
Can develop larger ROM pads with multiple units, less truckcongestion at ROM pad.
Can better manage ROM blending utilising multiple feeders.
56
10
10
0
2
4
6
8
10
12
14
16
18
Zambeze 10 Zambeze 20
Incr
em
en
tal c
apit
al c
ost
sav
ing
Mill
ion
s
ROM receiving Civils (estimate)
Incremental capital savings
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
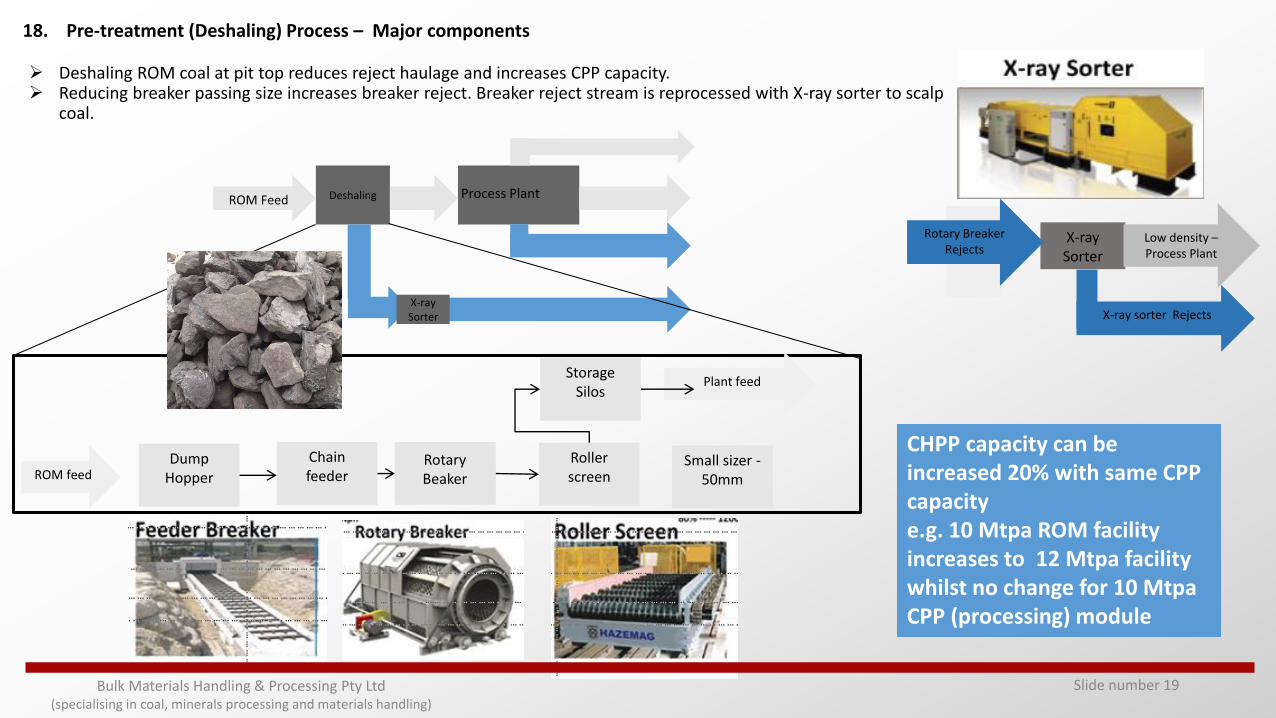
18. Pre-treatment (Deshaling) Process – Major components
Slide number 19
CHPP capacity can be increased 20% with same CPP capacitye.g. 10 Mtpa ROM facility increases to 12 Mtpa facility whilst no change for 10 Mtpa CPP (processing) module
Deshaling ROM coal at pit top reduces reject haulage and increases CPP capacity. Reducing breaker passing size increases breaker reject. Breaker reject stream is reprocessed with X-ray sorter to scalp
coal.
ROM Feed Deshaling Process Plant
X-ray Sorter
Dump Hopper
Chain feeder
Impact roll crusher
Roller screen
Storage Silos
Plant feed
ROM feedSmall sizer -
50mmRotary Beaker
X-ray Sorter
X-ray sorter Rejects
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Low density –Process Plant
Rotary Breaker Rejects
Slide number 20
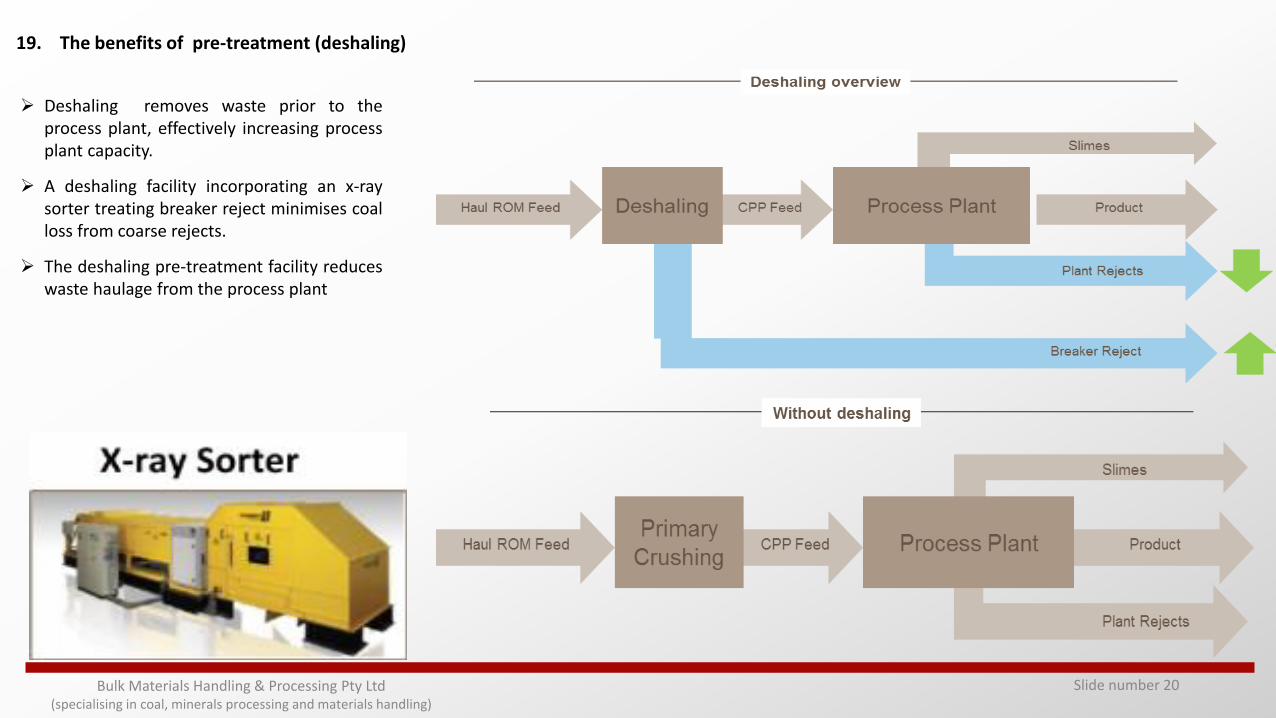
19. The benefits of pre-treatment (deshaling)
Deshaling removes waste prior to theprocess plant, effectively increasing processplant capacity.
A deshaling facility incorporating an x-raysorter treating breaker reject minimises coalloss from coarse rejects.
The deshaling pre-treatment facility reduceswaste haulage from the process plant
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 21
0
2
4
6
8
10
12
Capital cost Plant operating cost Haul operating cost Total
Sc
alp
ing
sc
ree
n im
pa
ct
Millio
ns
NP
V
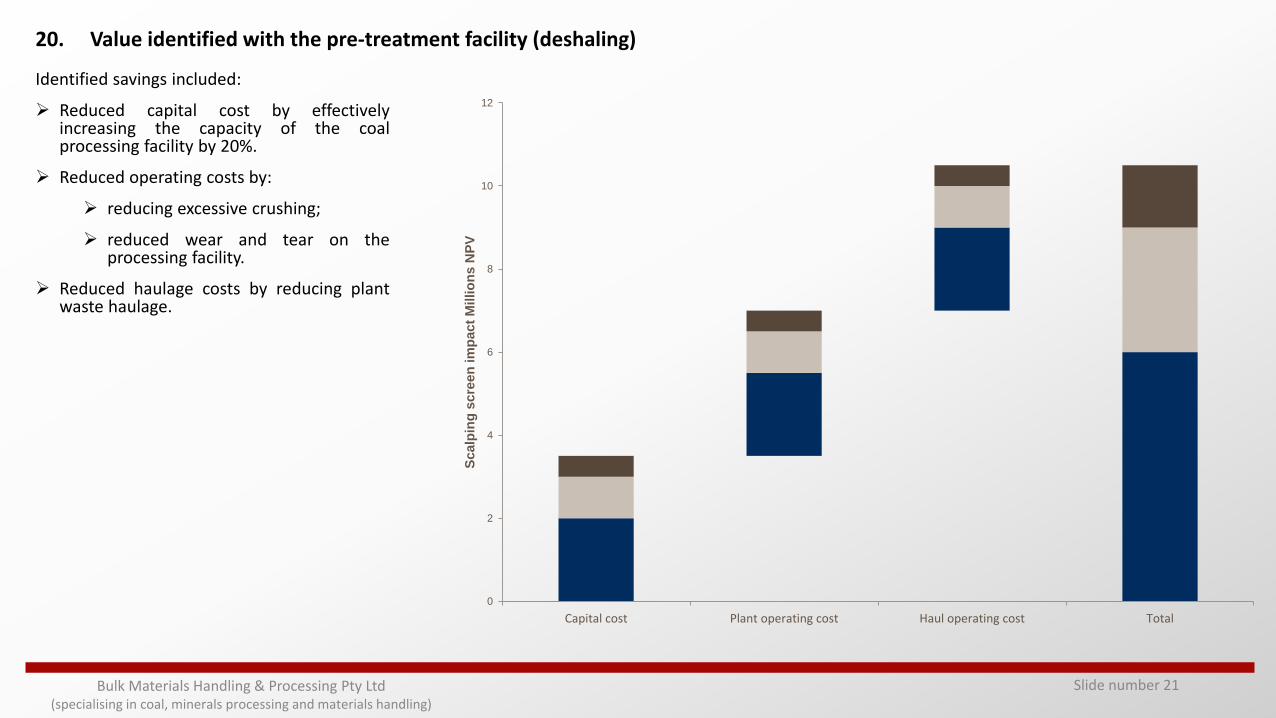
20. Value identified with the pre-treatment facility (deshaling)
Identified savings included:
Reduced capital cost by effectivelyincreasing the capacity of the coalprocessing facility by 20%.
Reduced operating costs by:
reducing excessive crushing;
reduced wear and tear on theprocessing facility.
Reduced haulage costs by reducing plantwaste haulage.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)

21. Stockpile Storage Options evaluated
Stackers/Reclaimers, portal and bucket wheels.
Simple stackers, radial stackers, dozers.
Silos and bins.
Bunkers.
Slide number 22Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 23
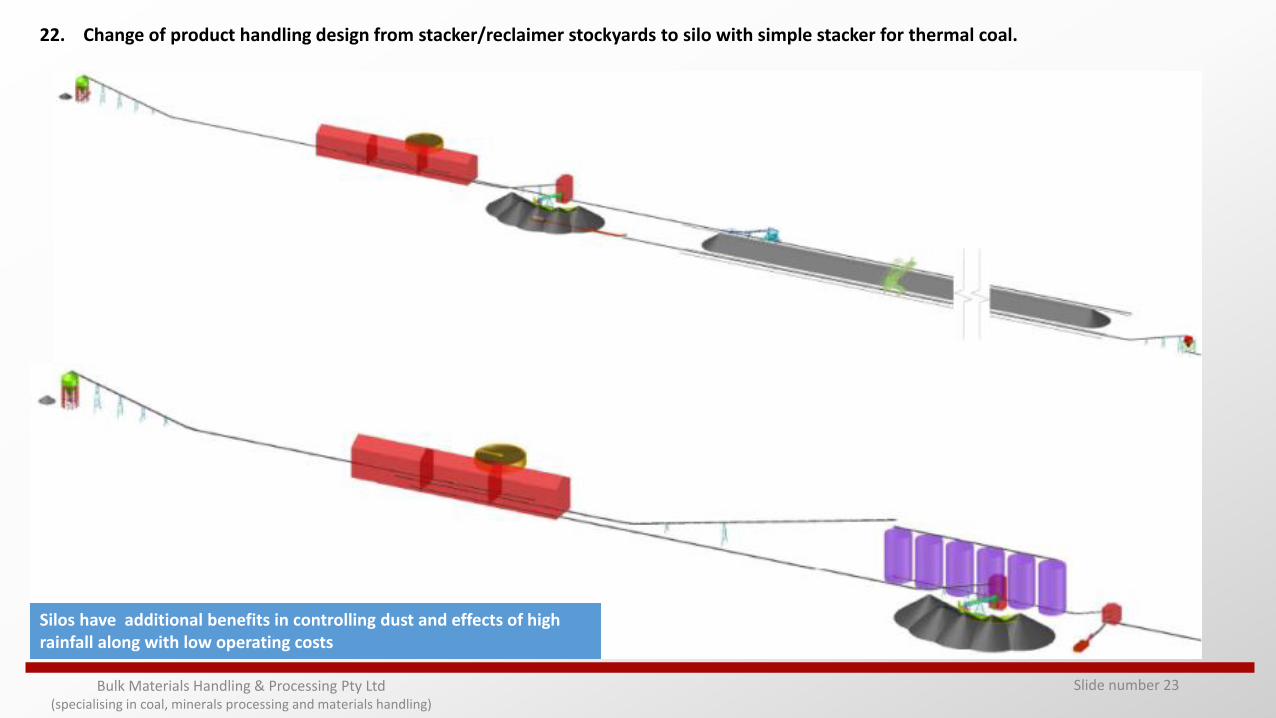
22. Change of product handling design from stacker/reclaimer stockyards to silo with simple stacker for thermal coal.
Silos have additional benefits in controlling dust and effects of high rainfall along with low operating costs
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 24
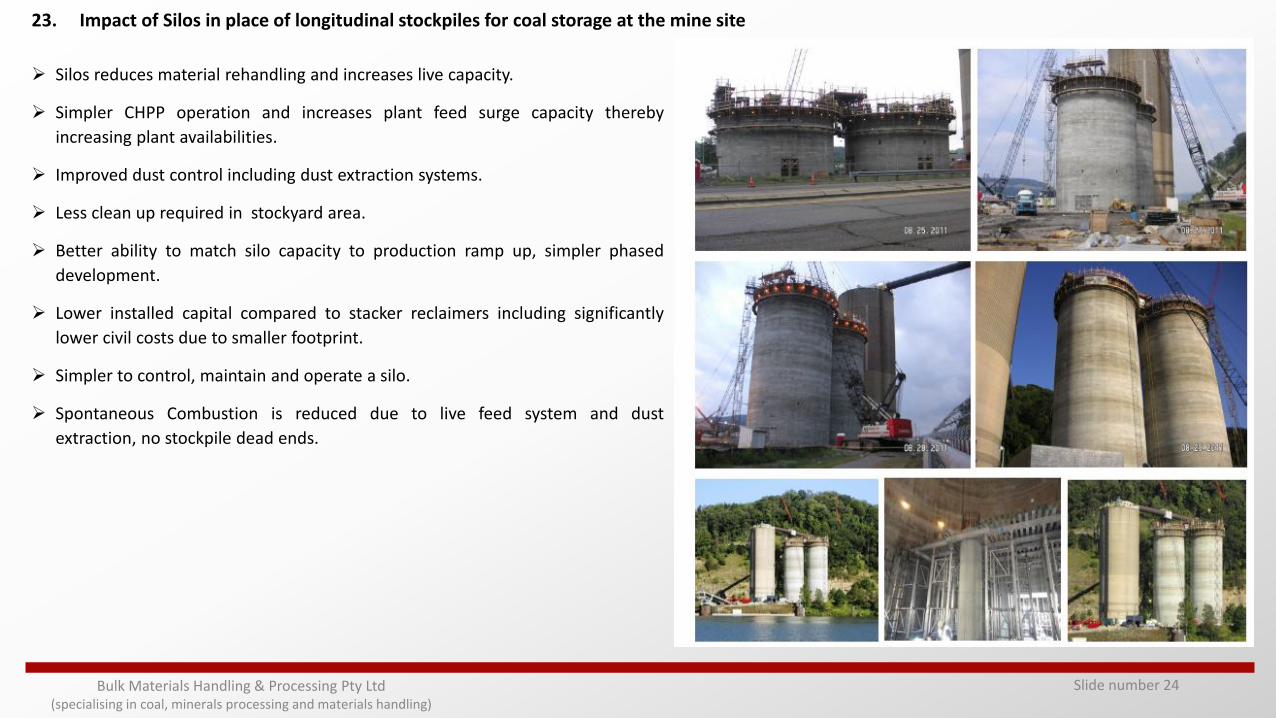
23. Impact of Silos in place of longitudinal stockpiles for coal storage at the mine site
Silos reduces material rehandling and increases live capacity.
Simpler CHPP operation and increases plant feed surge capacity thereby
increasing plant availabilities.
Improved dust control including dust extraction systems.
Less clean up required in stockyard area.
Better ability to match silo capacity to production ramp up, simpler phased
development.
Lower installed capital compared to stacker reclaimers including significantly
lower civil costs due to smaller footprint.
Simpler to control, maintain and operate a silo.
Spontaneous Combustion is reduced due to live feed system and dust
extraction, no stockpile dead ends.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
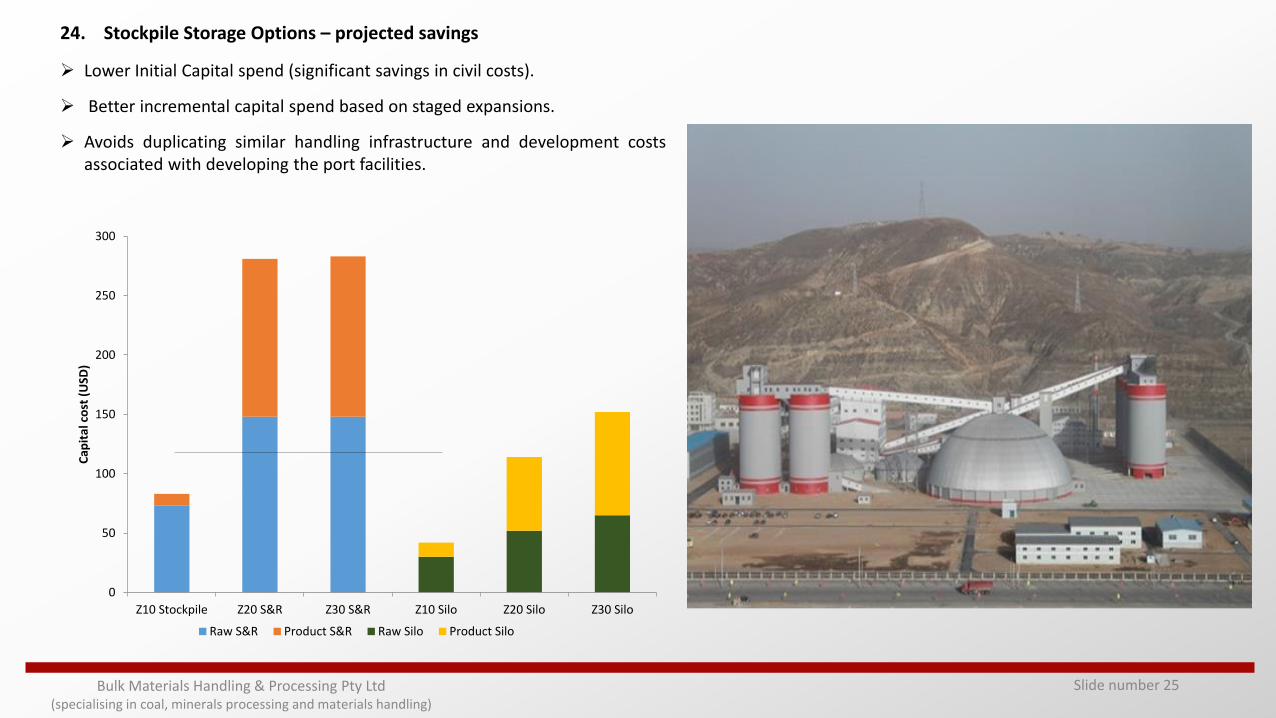
24. Stockpile Storage Options – projected savings
Lower Initial Capital spend (significant savings in civil costs).
Better incremental capital spend based on staged expansions.
Avoids duplicating similar handling infrastructure and development costsassociated with developing the port facilities.
Slide number 25
0
50
100
150
200
250
300
Z10 Stockpile Z20 S&R Z30 S&R Z10 Silo Z20 Silo Z30 Silo
Cap
ital
co
st (
USD
)
Raw S&R Product S&R Raw Silo Product Silo
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)

Lessons learned developing the Moatize Coal Basin Handling Infrastructure
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 26
Lessons Learned
The development of the Moatize coal basin handling infrastructure identified
the following:
Technologies and designs where identified from a global prospective
and based on the specific project requirements including:
Developing designs to meet incremental and delayed production
ramp up schedules.
Understanding the unique coal quality characteristics and impact on
designs.
Developing designs which are integrated with the entire supply chain.
This included developing a simple mine site stockpiling and blending
strategy based on development of larger facilities at the port and
avoiding duplication of extensive handling and blending facilities.
Project planning absolutely critical at all phases of work including:
Designs and technologies based on sound and proven technologies
and robust business analysis.
All stakeholders identified and engaged throughout the project
phases.
Bulk Materials Handling & Processing Pty Ltd(specialising in coal, minerals processing and materials handling)
Slide number 27
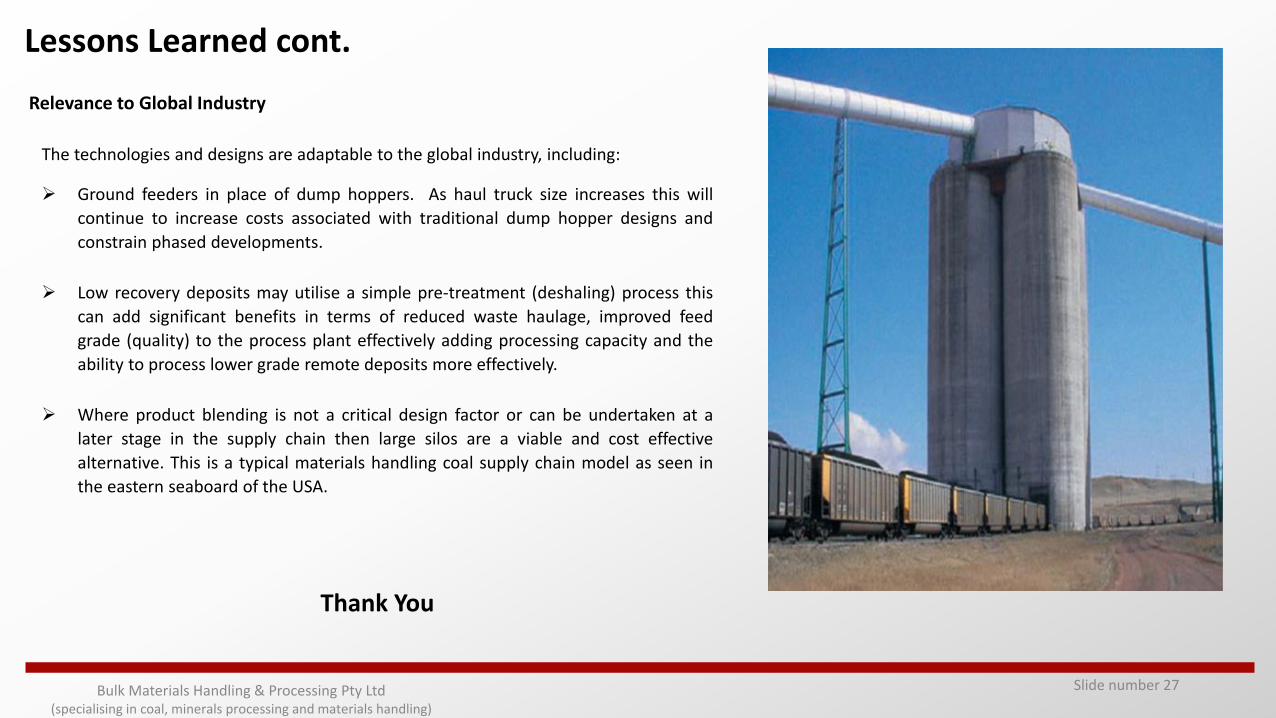
Lessons Learned cont.
Relevance to Global Industry
The technologies and designs are adaptable to the global industry, including:
Ground feeders in place of dump hoppers. As haul truck size increases this will
continue to increase costs associated with traditional dump hopper designs and
constrain phased developments.
Low recovery deposits may utilise a simple pre-treatment (deshaling) process this
can add significant benefits in terms of reduced waste haulage, improved feed
grade (quality) to the process plant effectively adding processing capacity and the
ability to process lower grade remote deposits more effectively.
Where product blending is not a critical design factor or can be undertaken at a
later stage in the supply chain then large silos are a viable and cost effective
alternative. This is a typical materials handling coal supply chain model as seen in
the eastern seaboard of the USA.
Thank You