Embed Size (px)
DESCRIPTION
Citation preview

QUALITY PROGRESS I AUGUST 2007 I 17
utsourcing has become a growing trend
among many U.S. companies.1 Two com-
mon examples of the practice are out-
sourcing IT jobs to India and outsourcing product
manufacturing to China. Some say the practice is a
normal and healthy part of the evolution in the
U.S. workforce.2 Lower costs are often the dri-
ving factor, and there have been many success
stories of companies that enter this global supply
chain and realize significant cost savings.3, 4
However, outsourcing does not guarantee
business success. There is risk involved and not
all sides benefit from such arrangements.5
The advantages of outsourcing should be care-
fully weighed against risk and must go beyond
evaluating just price. So much more goes into
judging the business impact of an outsourcing
decision. Without a systematic analysis technique
to assess risk, much can go wrong: unexpected
cost, extended lead times, poor quality or other
negative performance variables.
Risk Assessment BasicsIndeed, risk associated with outsourcing can
offset the often more publicized benefits.6
Sometimes the risk doesn’t pay off. Some U.S.
companies have joined the outsourcing trend
only to be disappointed in the overall net effect
O
OUTSOURCING
In 50 WordsOr Less
• Outsourcing has become common for many U.S.
businesses, but assessing the risk involved in
such arrangements hasn’t.
• A modified version of failure mode effects
analysis (FMEA) is one way businesses can
evaluate the risk of outsourcing options.
• Risk priority numbers can be calculated to rate
any potential failures.
Using FMEATo AssessOutsourcing Risk
Using FMEATo AssessOutsourcing Riskby Cliff Welborn

on business operations and eventually returned
jobs back to the United States.7, 8
Analyzing the risk associated with a supply chain
and outsourcing is a relatively new subject, and little
research has been done.9 But one thing is certain:
Documenting and analyzing risk is an essential ele-
ment to continued learning and process improve-
ment.10 It is critical to have an easily understood
method to identify and manage risk.11
Failure mode effects analysis (FMEA) is tool
used to collect information related to risk manage-
ment decisions.12 There are documented procedures
to complete an FMEA and examples of its applica-
tion in various industries.13 A modified version of
the tool can be used to help evaluate the risk of
outsourcing options.
FMEA is a well documented, proven technique
commonly used to evaluate the risk for failures in
product and process designs.14 Every potential fail-
ure studied is evaluated in terms of likelihood and
severity.
A higher FMEA score indicates greater risk.
Common variables used to quantify risk are fre-
quency of an activity associated with the defect,
quantity of parts associated with the defect, ability
to detect the defect, probability of defect and sever-
ity of defect.
Other industry specific FMEAs
use other variables to quantify
risk. Rating scales of 1-5 and
1-10 are often used to quantify
each variable. The 1-10 scale
allows more precision in esti-
mates and typically creates
more separation in scores
between risks. However, the 1-5
scale makes it easier for a team
to agree on rating values.
A risk priority number (RPN)
is calculated for each potential
failure. A common RPN is the
product of:
Probability of failure X
detectability of failure X severity
of failure.
The steps to complete a
FMEA process are illustrated in
Figure 1.
18 I AUGUST 2007 I www.asq.org
OUTSOURCING
Identify risk categories.
Identify potential risks.
Rate the opportunity, probability,and severity for each risk.
Calculate the risk prioritynumber (RPN) for each risk.
Analyze risks by RPN using a Pareto distribution.
Develop actions to mitigaterisks with high RPN.
Reassess risks withanother cycle of failure mode
effect analysis (FMEA).
Outsourcing Risk AssessmentTABLE 1
Risk Opportunity Probability SeverityRisk priority
numberCostUnforeseen vendor selection cost 2 4 2 16Unforeseen transition cost 2 4 2 16Unforeseen management cost 4 4 3 48Lead TimeDelay in production start-up 2 4 4 32Delay in manufacturing process 5 3 2 30Delay in transportation of goods 4 2 2 16Quality Minor cosmetic/finishing defect 5 4 1 20Major cosmetic/finishing defect 5 2 2 20Component will not fit with matingparts—requiring rework 5 2 4 40
Structural defect—function failure 5 1 5 25
FMEA Process StepsFIGURE 1

QUALITY PROGRESS I AUGUST 2007 I 19
Outsourcing options can be
evaluated in much the same
manner as product and pro-
cess defects. Risks are evaluat-
ed in terms of opportunity,
probability and severity, and
can be grouped into intuitive
categories.
The opportunity score for a
risk is the frequency at which
that activity happens. Using
the 1-5 scale, an activity that is
a one-time event or seldom
takes place has an opportunity
score of 1. If the activity is a
common occurrence, the op-
portunity score is 5. The prob-
ability score is the expected
likelihood that the risk will
actually happen.
The severity score indicates
the level of impact if the risk
materializes. A risk with a low
severity score causes a mini-
mal impact on operations
when it happens, while a risk
with a high severity score creates a significant
impact to operations. The impact might be in terms
of cost, lead time, loss of intellectual property,
quality to the customer or other relevant cate-
gories.
The RPN for a risk is calculated as the product of:
Opportunity score X probability score
X severity score.
Once the RPN is calculated for each risk, the
risks are analyzed using a Pareto distribution.
Actions are then taken to mitigate risks, and the
process can be performed again to evaluate resid-
ual risk.
RadioShack ExampleRadioShack Store Fixtures (RSSF), a division of
RadioShack Corp., procures and distributes furni-
ture and fixtures to RadioShack retail store loca-
tions. RSSF serves as a consolidation warehouse for
items purchased from many different vendors. For
instance, when RadioShack builds a new store or
remodels an existing one, RSSF consolidates the
required construction materials from various ven-
dors into one shipment. This procurement configu-
ration reduces complexity and shipping costs for
RadioShack.
The supply of major store display fixtures is typ-
ically awarded on a yearly contract basis. Through
a request for proposal (RFP) process, vendors sub-
mit bids to supply a fixture for a calendar year.
Historically, RSSF used domestic manufacturers to
supply all major furniture and fixtures, including
items such as wall systems, gondolas and shelves
to display products.
Recently, RadioShack changed its fixture design
direction from primarily wood based products to
metal based fixtures. When this design change was
implemented, potential vendors in Asia were con-
sidered in the RFP process. Initial estimates indi-
cated that Asian vendors offered a significant cost
savings compared with domestic vendors, espe-
cially those vendors that provided metal fixtures.
Example of Pareto Distribution of Risks in Outsourcing
0
10
20
30
40
50
Unforeseen m
anagement costs
Component will
not fit m
ating parts
Delay in productio
n start u
p
Delay in m
anufacturing process
Structural d
efect
Major cosm
etic defect
Minor cosm
etic defect
Delay in tra
nsporta
tion of g
oods
Unforeseen ve
ndor selectio
n cost
Unforeseen tra
nsition cost
Risk
Risk
pri
ority
num
ber
FIGURE 2

20 I AUGUST 2007 I www.asq.org
RadioShack decided to award the business to an
Asian manufacturer.
Although the quoted purchase price from the
selected vendor was significantly lower than other
domestic or offshore vendors, there was a concern
about the risk of entering into a long-term relation-
ship with a relatively unknown vendor not based in
the United States. The outsourcing risk assessment
procedure illustrated in Table 1 was used to evalu-
ate the risks of this relationship. A cross functional
team consisting of representatives from design,
global sourcing, operations and quality assurance
was established to perform the FMEA. The out-
sourcing risk assessment chart in Table 1 was used
to collect the relevant FMEA data.
The first step of the FMEA development process
was to identify risk categories. Through group dis-
cussion, the general categories were established as
cost, lead time and quality.
In the second step of the FMEA development,
the team brainstormed and generated a detailed
list of potential risks. The detailed risks were
grouped under the risk categories established in
step one.
Ratings and ScoresIn the third step, the team evaluated each risk
using the 1-5 rating system and the variables of
opportunity, probability and severity. The 1-5 rat-
ing was determined by consensus following group
discussion. Although this rating technique might
not represent the utmost in analytical accuracy, it is
a quick, easy and commonly used technique that
provides a quantitative measurement to a qualita-
tive concept.
For example, the risk of a delay in the manufac-
turing process was given an opportunity score of
5. Since manufacturing is a recurring activity, the
chance of a delay at this stage is recurring. The
opportunity score of 5 indicates that there were
many instances when this risk could materialize.
The probability score for a delay in manufactur-
ing process risk is 3. This is the team’s evaluation
of the chance that there would actually be a delay
in manufacturing. This evaluation was also based
on the team’s understanding of the vendor’s man-
ufacturing capabilities and performance history.
The final variable scored was severity. A delay in
manufacturing was evaluated to have a severity
score of 2. The score indicates the overall impact to
RadioShack if the delay materializes. The score also
suggests that the impact would not be greatly sig-
nificant to the overall performance of the company.
As described in Figure 1, the fourth step in the
FMEA development was to calculate the RPN value
for each risk. This was a simple multiplication of:
Opportunity score X probability score
X severity score.
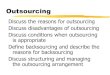
In the fifth step of the FMEA development, the
risks were sorted in descending order based on their
RPN score and graphed as a Pareto distribution, as
shown in Figure 2 (p. 19). This representation of the
risks was used to prioritize risk mitigation efforts.
In this example, the risk with the highest RPN
score was “unforeseen management costs.” It had a
RPN of 48. “Unforeseen management costs” repre-
sented the risk associated with incurring additional
cost to conduct business with a vendor from anoth-
er country. The management team was concerned
about the communication barrier and its ability to
efficiently convey business transactions.
OUTSOURCING
Outsourcing options can beevaluated in much the samemanner as product and process defects. Risks areevaluated in terms of opportunity, probability and severity, and can begrouped into intuitivecategories.

The risk with the next highest RPN was “com-
ponent will not fit with mating parts—requiring
rework.” Its RPN was 40. The new vendor would
be producing many different fixture components
that would have to connect to components made
by other vendors. There was a concern that com-
ponents from two different vendors would have
dimensional discrepancies resulting in a poor fit.
With this quantified risk assessment, RSSF’s
management team implemented mitigation
efforts. A small product/process development
team was established to ensure smooth opera-
tions with the new vendor. This three-person
team made several trips to the vendor’s location
in Asia. Focus was on the development of a sys-
tem to manage business transactions, such as
communication of orders, schedules, payments,
returns and repairs.
Additionally, the representatives from RSSF
and the new vendor met to establish clear product
specifications. Samples from RadioShack’s exist-
ing product stock were sent to the new vendor to
verify fit conformity. In some cases, the mating
parts that were not to be produced by the vendor
were sent to ensure proper fit. Prototypes were
produced and sent to RSSF’s warehouse for thor-
ough evaluation before the vendor was allowed to
begin production.
These proactive risk mitigation efforts resulted
in a smooth supply chain relationship. Without
the FMEA based outsourcing risk assessment
tool, unforeseen problems might have impacted
the overall success of the global outsourcing
efforts.
Future of the Analysis ToolDecision makers considering outsourcing
options should use the FMEA based outsourcing
risk assessment technique. The technique is easily
implemented and understood.
Further research should be undertaken to veri-
fy the risk assessment results with actual short-
comings and failures of various outsourcing
options. This can be done through a comprehen-
sive study of companies undertaking outsourcing
programs.
REFERENCES
1. J.K. Liker and T.Y. Choi, “Building Deep Supplier
Relationships,” Harvard Business Review, Vol. 82, No. 12,
pp. 104-113.
2. T.J. Rodgers, “The Truth About Outsourcing,” IEEEDesign and Test of Computers, Vol. 22, No. 1, pp. 12-13.
3. H.L. Lee, “The Triple A Supply Chain,” Harvard Bus-iness Review, Vol. 82, No. 10, pp. 102-112.
4. R.E. Slone, “Leading a Supply Chain Turnaround,” Har-vard Business Review, Vol. 82, No. 10, pp. 114-121.
5. P.J. Singh, A. Smith and A.S. Sohal, “Strategic Supply
Chain Management Issues in the Automotive Industry: An
Australian Perspective,” International Journal of ProductionResearch, Vol. 43, No. 16, pp. 3,375-3,399.
6. Mohammed H.A. Tafti, “Risk Factors Associated with
Offshore IT Outsourcing,” Industrial Management & DataSystems, Vol. 105, No. 5, 2005, pp. 549-560.
7. Lee, “The Triple A Supply Chain,” Harvard BusinessReview, see reference 3.
8. Brad Stone, “Should I Stay or Should I Go?” Newsweek,
April 19, 2004, pp. 52-53.
9. Roshan R. Pai, Venkata R. Kallepalli, Reggie J. Caudill
and MengChu Zhou, “Methods Toward Supply Chain Risk
Analysis,” Proceedings of the IEEE International Conference onSystems, Man and Cybernetics, Vol. 5, 2003, pp. 4,560-4,565.
10. John A. Walewski, Edward G. Gibson and Vines F.
Ellworth, “Improving International Capital Project Risk
Analysis and Management,” Proceedings of Project Manage-ment Institute Research Conference, July 2002.
11. Thomas A. Carbone and Donald D. Tippett, “Project
Risk Management Using the Project Risk FMEA,” Engineer-ing Management Journal, Vol. 16, No. 4, pp. 28-35.
12. Anand Pillay and Jin Wang, “Modified Failure Mode
and Effects Analysis Using Approximate Reasoning,” Reli-ability Engineering & System Safety, Vol. 79, No. 1, pp. 69-85.
13. D.H. Stamatis, Failure Mode Effect Analysis—FMEAFrom Theory to Execution, ASQ Quality Press, 1995.
14. G.Q. Huang, J. Shi and K.L. Mak, “Failure Mode Effect
Analysis Over the WWW,” International Journal of AdvancedManufacturing Technology, Vol. 16, 2000, pp. 603-608.
CLIFF WELBORN is an assistant professor at Middle Tennessee StateUniversity in Murfreesboro. He earned a doctorate in industrial engineeringfrom the University of Texas at Arlington.
QUALITY PROGRESS I AUGUST 2007 I 21