Embed Size (px)
DESCRIPTION
The standard Improvement Kata / Coaching Kata forms in this SlideShare help you operationalize the IK/CK patterns in your organization. They are being used by Kata practitioners worldwide, and within the A3 format
Citation preview

CONFIDENTIAL © B/E Aerospace
By Richard Green, with Mike Rother B E Aerospace United Kingdom November 2013
KEY FORMS for the
IMPROVEMENT KATA & COACHING KATA
Based on Toyota Kata and the Improvement Kata Handbook by Mike Rother

CONFIDENTIAL © B/E Aerospace
Scripting the Critical Moves
2
One of the key principles in Chip and Dan Heath's book "Switch" is that if you want people to change then you should shape their path. We're more likely to see change if we have specific behaviors to practice. This was the same finding in the "Toyota Kata" research, and is the thinking behind the structured practice routines of the Improvement Kata and Coaching Kata. This SlideShare is about key pencil & paper tools that are used when you go through the Improvement Kata & Coaching Kata patterns.

CONFIDENTIAL © B/E Aerospace
I worked for Toyota Motor Manufacturing UK for 18 years, at a management level, and then moved into the Aerospace industry. At my company we've embraced the Improvement Kata / Coaching Kata approach and have experienced rapid deployment. With this SlideShare I'd like to share some key points with regard to the forms and the routines they mirror, which are used to support development of Kata practitioners. It's about how to maintain strong guidance and standards moving forward. I'm a systems-oriented person; probably through working at Toyota for so long! Specifically, I created how-to annotation for documents used with the Improvement Kata and Coaching Kata on the Learner's Storyboard. I find that clear how-to instructions support a deployment greatly, and even allow self-help in the absence of immediate coaching support. I love the Toyota Kata approach and hope the annotated forms in this SlideShare help you a bit in achieving successful deployment of the Improvement Kata and Coaching Kata. Richard Green
3
Hello!

CONFIDENTIAL © B/E Aerospace
4
The Pattern of the Improvement Kata
From the Improvement Kata Handbook
The Improvement Kata models a scientific way of thinking and acting so that, with practice, anyone can learn it and use it

CONFIDENTIAL © B/E Aerospace
5
The Learner's Storyboard
Illustration from the Improvement Kata Handbook
The layout and information on the storyboard follow the steps of the Improvement Kata and flow naturally
with the sequence of the Five Coaching Kata Questions

CONFIDENTIAL © B/E Aerospace
6
Where the Forms Go on the Storyboard The forms/routines are also effective within an A3

CONFIDENTIAL © B/E Aerospace
7
Let's look at how to use each form...

CONFIDENTIAL © B/E Aerospace
8

CONFIDENTIAL © B/E Aerospace
9
The rate of customer demand for the group or family of parts produced by one process. Takt time is calculated by dividing the total working time by the quantity of parts required by the customer.
The desired production rate, usually faster than Takt time as it accommodates changeover time and perhaps some planned downtime. Sometimes simply set at 15% below Takt.
Number of shifts currently worked, i.e. "1 shift" (Days) "2 shifts" (Days & Nights) etc.
What is the build batch size? Where does WIPaccumulate in the process?
Number of operators currently used to carry out the process.
Plus & minus variation % at end of line [( highest point -Pc/t) / Pc/t] & [(Lowest point -Pc/t) / Pc/t]
What else do you notice about the the pattern of how the process is operating? These are not issues or problems but simply characteristics of how the process currently works. Note your observations about how it currently operates in bullet form.
Are there any machine constraints ? What are they (data)? What is the fastest Pc/t the automated equipment can currently support? Do not include machines that operators run, like hand tools, hand welders, arbor presses.
Total operator time to process 1 piece, divided by the planned cycle time.
Maintain a run chart of output per shift.
Maintain a run chart of overtime per shift, or any other desired outcome metric
The process being worked on. A description / statement of a desired state people can rally around, not just a number. A good challenge focuses our attention and effort.
Something you measure every cycle
Something you measure periodically (eg units/day)
• Here you're just trying to figure out the current work pattern and flow, not so much the physical layout. • Get to know the process by sketching a block diagram, process map, etc. Detail to show current batch sizes, operators, cycle times, etc., can be added successively. • Remember this is a process-level diagram, not a value stream map!

CONFIDENTIAL © B/E Aerospace
10

CONFIDENTIAL © B/E Aerospace
11
At this stage all you're trying to do is figure out the current work pattern and flow, not so much the physical layout. Observe the process' operation and capture as much information as possible. This will allow you to become acquainted with the process . The block diagram sketch doesn't have to resemble the actual layout, it just needs to show how the process flows. Draw each box the same size to simply represent a work station, table, fixture or machine.
Visually describe the steps and sequence of how the work is done

CONFIDENTIAL © B/E Aerospace
Observed Times Notes
123456789
10 11 12 13 14 15 16 17 18
Exit-Cycle Observation Sheet Unit of Measure Process Name / No
12
Exit Cycle Wait Time Cycle

CONFIDENTIAL © B/E Aerospace
Observed Times Notes
123456789
10 11 12 13 14 15 16 17 18
Exit-Cycle Observation Sheet Seconds (60)
92 63 56 69 78 53 87 73 68 73
Exit Cycle Wait Time Cycle
18
21 12
92 45 56 69 78 53 87 52 56 73
Had to change empty applicator
Cleaning applicator nozzle
Incorrect rivet fitted / mixed parts in box
Cleaning applicator nozzle
Cleaning applicator nozzle
Waiting on previous process
Waiting on previous process
Waiting on previous process
Process Name / No BMFT Station 4
Write in details of process observing for traceability/ref
Unit of measure for awareness of current operational time and guideline for timing cycles.
Record times inclusive of any wait time, document individually so you can learn about actual process cycle time for work. Saves having to retime after analysis of all process timings to understand reasons for or which process was creating waiting.
Record observed details for reasons of delay, to support analysis of current condition. Note if waiting for pre (starved) or post (blocked) process.
13
Note: What you're measuring here is "Exit Cycles." Pick a point in the operator's work cycle and measure the total time from when this point is reached until it is reached again. This is done to capture variability in the process, not to measure the operator. Almost every process has a work pattern that you can measure this way. In some processes it's difficult to see the pattern.
Unit of Measure

CONFIDENTIAL © B/E Aerospace
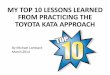
Draw simple X & Y axes. Use the same vertical scale as your unit of measure.
Sec
on
ds
10
20
30
40
50
60
70
80
90 100
1 2 3 4 5 6 7 8 9 10
Allow an additional run after initial data so data can continue to be monitored to show trend during experiments
Transfer data points from the Exit-Cycle observation sheet to your run chart, using the "Exit Cycle" values. This gives you a picture of the variation in the process at the time you observed it. Draw in the Takt Time line
(RED)
Draw in the PC/T line (BLUE) (e.g. 85% of Takt). This shows the actual rate at which you would like this process to cycle.
14
u
How to Make a Run Chart (Step 1) Run charts are an excellent way to gather and communicate
information about variation in any work process
v
w
x

CONFIDENTIAL © B/E Aerospace
Sec
on
ds
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10
Find the "lowest repeatable time." Simply move a ruler up the page until you find 2 or more times aligned with each other (or nearly) and then draw the vertical bar to represent this time (blue).
Draw in a second vertical bar inlaid into the initial bar to show the highest time and the lowest time (red), this gives you a visual of the range of variation in the process
15
u
v v
Summarize process variation with two vertical bars How to Make a Run Chart (Step 2)
The lowest repeatable time is an estimate of the actual cycle time it takes to do this work IF EVERYTHING GOES AS PLANNED. Note: If there is
waiting time in the lowest repeatable times it should be subtracted.
u

CONFIDENTIAL © B/E Aerospace
Sec
on
ds
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10
EXAMPLE: % Plus Variation = [Highest point (here 92) – Planned Cycle Time (here 51)] / Planned Cycle Time (51) = 0.80 (+80%)
EXAMPLE: % Minus Variation = [Lowest point (here 45) – Planned cycle time (here 51)] / Planned cycle time 51 = -0.11 (-11%)
16
Add the + and – variation calculations How to Make a Run Chart (Step 3)

CONFIDENTIAL © B/E Aerospace
17

CONFIDENTIAL © B/E Aerospace
18
Describe how you want this process to be functioning on the achieve-by date à Pretend you travel forward in time to visit the process. What do you see?
What is the sequence of steps required to complete one cycle through the entire process, how long should each step take, and who is to perform that step? New block diagram / Fluctuations / # of Operators / Quality / Safety / etc. Try to avoid a lot of words. Figures are good and measurable. Be creative & stretch, but realistic.
What does it look like compared to your Current Condition observations? For instance... • Number of operators • Number of shifts • Where 1 x 1 flow is planned • Where buffers are to be held • Lot sizes / EPEI / Change over times • Heijunka / Leveling pattern
For checking the condition of the process in real-time increments while the process is running , to help guide improvement efforts. Examples: Actual cycle time for each step/piece/standard quantity of pieces i.e. a box.
For checking the output of the process periodically. Number of pieces produced per time increment, productivity, Quality indicators, Cost, fluctuation in output from shift to shift. etc. Graph it!
The process being focused on (Same as on the the Current Condition form)

CONFIDENTIAL © B/E Aerospace
19

CONFIDENTIAL © B/E Aerospace
20
• Review what you believe may be potential obstacles that may prevent you from reaching the Target Condition. • This should ideally be derived from direct observations / experiences. • Involve the operators in the process as they may have superior knowledge of the process. • The Learner maintains the Obstacle Parking Lot throughout the Improvement Kata. • The purpose of the Obstacle Parking Lot is to help the Learner see the limits of prediction and prevent him/her from chasing several ideas at once. Only one idea can be experimented on at any one time. • This is not an action-item list! It's simply a place to note and hold perceived obstacles that are discovered throughout the IK process • If you try to focus on more than just one obstacle at a time how do you understand which action has given you the positive or adverse result? Doing this may result in you following the wrong path

CONFIDENTIAL © B/E Aerospace
DATE: FOCUS OBSTACLE: PROCESS
METRIC: PROCESS:
Do
a C
OA
CH
ING
CY
CLE
Co
nduc
t the
EX
PE
RIM
EN
T
Date, Step & Metric What do you expect? What happened? What we learned
PDCA Cycles Record
21
Date: Time:
Date: Time:
Date: Time:
Date: Time:

CONFIDENTIAL © B/E Aerospace
DATE: FOCUS OBSTACLE: PROCESS
METRIC: PROCESS:
Do
a C
OA
CH
ING
CY
CLE
Co
nduc
t the
EX
PE
RIM
EN
T
1st step (experiment) toward achieving the Target condition, against the Focus Obstacle. Do not try to think too far ahead. Take the first step A.S.A.P.
What do you expect the step to do? Remember, you won't know until the step has been taken.
Summarize the actual results from the step. Capture important points and key occurrences.
What did you learn about the focus process or improving it? This learning is important... it leads to the next step and advances your knowledge threshhold.
What do you expect? What happened? What we learned
Current Obstacle being worked on (ONE Obstacle per sheet) Same metric used on Target Condition
and Current Condition forms
Date sheet is started
Date and time planned for the experiment
PDCA Cycles Record (Each Row = One Experiment)
22
Date: Time:
Date: Time:
Date: Time:
Date: Time:
The 2nd step is derived from your learning from the 1st step.
Date, Step & Metric

CONFIDENTIAL © B/E Aerospace
23
The 5 Coaching Kata Questions The Coach asks the Learner these questions
in daily "Coaching Cycles"

CONFIDENTIAL © B/E Aerospace
24
Watch a Coaching Cycle The 5-minute video on the next page illustrates
how the forms are used in a daily Coaching Cycle
On Next Page

CONFIDENTIAL © B/E Aerospace
The standard Improvement Kata / Coaching Kata forms presented in this SlideShare help you operationalize the IK/CK patterns in your organization. They are being used by Kata practitioners worldwide, and within the A3 format. Coaching in this case is not an informal conversation, but a structured dialogue designed for (a) effective and efficient information exchange, and (b) training the Learner in the systematic, scientific pattern of the Improvement Kata. The Learner knows the Five Questions that will be asked and updates the forms on their storyboard before the next coaching cycle begins. The Coach's goal is to develop a scientific thought process as a skill or habit in both the Learner and the Coach. The routine of the Coach asking the Five Coaching Kata Questions in sequence (plus clarifying questions as needed) and the Learner responding by pointing to information on the storyboard helps to ingrain the pattern of the Improvement Kata. As in sports and music, this kind of practice may seem a bit mechanical at first. As you practice it though, you'll see that it keeps your coaching cycles short and focused on key information relevant to your current target condition and challenge. Best wishes for achieving your next target condition! Richard Green
25
Conclusion: Developing Strong Skills

CONFIDENTIAL © B/E Aerospace
26
Best wishes for achieving your next Target Condition