Embed Size (px)
Citation preview
T E M A D E T E S I S:
“SISTEMA DE CONTROL PARA EL PROCESO DE EVAPORACIÓN EN LA PRODUCCIÓN DE
AZÚCAR ESTANDAR”
TESIS PARA OBTENER EL TÍTULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
P R E S E N T A N:
• CARBAJAL CEDILLO BENJAMÍN • MONTES DE OCA LOZANO SERGIO GABRIEL • ROSALES MAGNO JORGE ARTURO
A S E S O R E S T R U C T U R A L:
ING. JESÚS HERNÁNDEZ MUÑOZ
A S E S O R E S T É C N I C O S:
ING. NATALIA GUADALUPE HERNÁNDEZ IBARRA ING. CÉSAR DANIEL CÓRDOVA GALINDO
México, D. F. Noviembre del 2008
INSTITUTO POLITÉCNICO NACIONALESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD ZACATENCO

"No hay palabras que puedan describir nuestro
profundo agradecimiento hacia nuestros Padres,
Familia y Amigos quienes durante todos estos años
confiaron en nosotros y nos brindaron su valioso
apoyo; comprendiendo nuestros ideales, nuestros
proyectos y por el tiempo que no estuvimos con
ellos".
“Agradecemos especialmente al Ing. Cesar Daniel
Córdova Galindo y a la Ing. Natalia Guadalupe
Hernández Ibarra por brindarnos sus enormes
conocimientos de gran aporte para nuestra
formación profesional”
Índice General
No. de Página
Objetivo General ......................................................................................................... i
Objetivos Específicos. ...............................................................................................ii
Resumen del Contenido. .........................................................................................iii
Antecedentes del Problema. .................................................................................... v
Problema. ...................................................................................................................vi
Análisis y Alcance. ...................................................................................................vii
Justificación. ............................................................................................................viii
Introducción.
Capitulo 1: Proceso de Producción de Azúcar Estándar.
1.1 Ubicación del Ingenio Emiliano Zapata. .......................................................... 1
1.2 Introducción al proceso de producción de azúcar ......................................... 2
1.2.1 Preparación de caña .......................................................................... 3
1.2.2 Molienda ............................................................................................... 3
1.2.3 Generación de vapor y electricidad ................................................. 3
1.2.4 Calentamiento ..................................................................................... 4
1.2.5 Clarificación ......................................................................................... 5
1.2.6 Filtración ............................................................................................... 6
1.2.7 Evaporación ......................................................................................... 7
1.2.8 Cristalización y Centrifugación ......................................................... 7
1.2.9 Secado.................................................................................................. 9
1.3 Introducción al proceso de evaporación........................................................ 10
1.3.1 La evaporación................................................................................. 11
1.3.2 Componentes básicos de un evaporador .................................... 11
1.3.3 Evaporador de tubos cortos verticales (S.T.V.) .......................... 12
1.3.4 Partes principales del S.T.V.......................................................... 13
1.3.5 Evaporador de circulación natural................................................. 14
1.3.6 Equipos auxiliares en el proceso de evaporación ...................... 15
1.3.7 Evaporación de simple efecto........................................................ 16
1.3.8 Evaporación de múltiple efecto ..................................................... 17
1.3.9 Operaciones de los sistemas de evaporación: alimentación hacia
adelante. ........................................................................................................ 19
1.3.10 Economía de un evaporador......................................................... 19
1.4 Características de un fluido a concentrar...................................................... 20
1.4.1 Concentración ................................................................................... 20
1.4.2 Viscosidad .......................................................................................... 21
1.4.3 Elevación del punto de ebullición................................................... 22
1.4.4 Formación de costras....................................................................... 23
1.5 Dinámica de los procesos de evaporación .................................................. 24
1.5.1 Principios de operación................................................................... 24
1.5.2 Secuencia de operación en un simple efecto............................... 25
1.5.3 Secuencia de operación en un múltiple efecto ............................ 27
Desarrollo.
Capitulo 2: Ingeniería Básica (Levantamiento en campo)
2.1 Descripción particular del proceso de evaporación en el Ingenio Emiliano
Zapata .................................................................................................................... 32
2.1.1 Condiciones iníciales de operación ............................................... 32
2.1.2 Inicio de operación de un cuádruple ............................................... 32
2.1.3 Estado permanente del proceso..................................................... 37
2.1.4 Paro y cambio de cuádruple ........................................................... 37
2.1.4.1 Cuádruple “B”......................................................................... 38
2.1.5 Limpieza (Boil out) ............................................................................ 39
2.1.5.1 Preparación ............................................................................ 39
2.1.5.2 Primer enjuague .................................................................... 39
2.1.5.3 Agente limpiador.................................................................... 40
2.1.5.4 Segundo enjuague ................................................................ 41
2.2 Secuencias de operación de los cuádruples “A” y “B” .............................. 42
2.2.1 Secuencia de válvulas al inicio de operación............................... 43
2.2.2 Secuencia para cambio de cuádruple ........................................... 44
2.2.3 Secuencia de limpieza (Boíl Out) ................................................... 45
2.3 Simbología utilizada......................................................................................... 46
2.4 Distribución de equipos (Lay Out) ................................................................. 47
2.5 Arreglos mecánicos de los vasos evaporadores ........................................ 48
2.6 Diagrama de tuberías e instrumentación actual (As Built) ........................ 49
2.7 Diagrama de flujos ........................................................................................... 50
Capitulo 3: Ingeniería de detalle (Instrumentación)
3.1 Propuesta de instrumentación ...................................................................... 52
3.2 Diagrama de tuberías e instrumentación (propuesto)................................ 53
3.3 Índice de instrumentos ................................................................................... 54
3.4 Bases de diseño y hojas de especificación (Data Sheets) ....................... 60
3.5 Típicos de instalación .................................................................................... 105
Capitulo 4: Ingeniería de detalle (Sistema de control)
4.1 Filosofía de control del proceso de evaporación. ..................................... 120
4.1.1 Condiciones iníciales en el cuádruple “A”................................... 120
4.1.2 Inicio de operación de cuádruple “A” ........................................... 121
4.1.3 Operación automática del cuádruple “A” ................................... 126
4.1.4 Paro del Cuádruple “A” .................................................................. 130
4.1.5 Condiciones iníciales en el cuádruple “B”................................... 131
4.1.6 Inicio de operación de cuádruple “B” ........................................... 132
4.1.7 Operación automática del cuádruple “B”..................................... 137
4.1.8 Paro del Cuádruple “B” ................................................................... 141
4.2 Filosofía de control de proceso “Batch”...................................................... 142
4.2.1 Limpieza de evaporadores (Boil Out) para el cuádruple “A”..... 142
4.2.2 Operación cuádruple “A”................................................................. 142
4.2.2.1 Primer enjuague de cuádruple “A” ................................... 143
4.2.2.2 Segundo enjuague de cuádruple “A” ............................... 145
4.2.3 Limpieza de evaporadores (Boil Out) para el cuádruple “B”..... 146
4.2.4 Operación cuádruple “B”................................................................. 147
4.2.4.1 Primer enjuague de cuádruple “B” ................................... 147
4.2.4.2 Segundo enjuague de cuádruple “B” ............................... 149
4.3 Diagramas lógicos de control ...................................................................... 151
4.4 Índice de entradas y salidas ........................................................................ 152
4.4.1 Entradas y salidas analógicas .............................................. 153
4.4.2 Entradas y salidas digitales .................................................. 156
4.5 Arquitectura del sistema de control ............................................................ 158
4.6 Selección del PLC .......................................................................................... 159
4.6.1 Bases de diseño y hojas de especificación del PLC.................. 160
4.6.2 Descripción del PLC seleccionado................................................ 164
4.6.3 Componentes del PLC seleccionado............................................ 166
4.6.4 Programación ................................................................................... 167
4.7 Diagramas de lazo ......................................................................................... 168
4.8 Diagrama de rutas de suministros, señales eléctricas y neumáticas .... 195
Capitulo 5: Análisis económico de ingeniería
5.1 Descripción general ....................................................................................... 197
5.2 Distribución del trabajo realizado ................................................................ 198
5.3 Reporte de trabajo realizado ....................................................................... 201
5.4 Especificación de los costos ........................................................................ 203
5.4.1 Cargos por documentación ............................................................ 203
5.4.2 Cargos por propuesta...................................................................... 204
5.4.3 Cargos por asistente ....................................................................... 205
5.4.4 Cargos por viáticos .......................................................................... 208
Conclusiones.
Capitulo 6: Conclusiones del proyecto
6.1 Objetivos vs desarrollo .................................................................................. 212
6.2 Recomendaciones ......................................................................................... 213
Fuentes de información ..................................................................................... 215
Apéndices
Apéndice A ............................................................................................................ 219
Memoria de cálculos para selección de válvulas de control
Apéndice B ............................................................................................................ 232
Memoria de cálculos para selección de gabinete “Marshalling”
Apéndice C ............................................................................................................ 241
Tablas de referencia
Apéndice D ............................................................................................................ 248
Glosario Técnico
Índice de Graficas y Figuras
No. de Página
Figura 1 Mapa de ubicación del municipio de Zacatepec .................................. 1
Figura 2 Diagrama de flujo de proceso para la obtención
de azúcar estándar .................................................................................................... 2
Figura 3 Diagrama de bloques del proceso de evaporación
Cuádruple “A” ........................................................................................................... 10
Figura 4 Diagrama de bloques del proceso de evaporación
Cuádruple “B” ........................................................................................................... 10
Figura 5 Evaporador de tubos cortos verticales (S.T.V.) ................................. 12
Figura 6 Circulación natural en un evaporador .................................................. 14
Figura 7 Diagrama de funcionamiento de condensador
Barométrico tipo “Steam Jet Vacuum” ................................................................. 15
Figura 8 Funcionamiento de un evaporador de múltiple efecto ...................... 18
Figura 9 Economía de efectos múltiples ............................................................. 20
Figura 10 Relación de elevación del punto de ebullición (B.P.R.P.) y la
concentración en el NaOH a presión constante ................................................. 21
Figura 11 Relación de incremento- temperatura ............................................... 22
Figura 12 Relación de la elevación del de ebullición (B.P.R.P.) según el
porcentaje de concentración del NaOH vs Agua a presión constante............ 23
Figura 13 Relación Presión-Temperatura-Concentración
a través de los efectos ............................................................................................ 24
Figura 14 Paso 1 de un simple efecto ................................................................. 25
Figura 15 Paso 2 de un simple efecto ................................................................. 26
Figura 16 Paso 3 de un simple efecto ................................................................. 26
Figura 17 Secuencia 1 múltiple efecto ................................................................ 27
Figura 18 Secuencia 2 múltiple efecto ................................................................ 27
Figura 19 Secuencia 3 múltiple efecto ................................................................ 27
Figura 20 Secuencia 4 múltiple efecto ................................................................ 28
Figura 21 Secuencia 5 múltiple efecto ................................................................ 28
Figura 22 Secuencia 6 múltiple efecto ................................................................ 28
Figura 23 Secuencia 7 múltiple efecto ................................................................ 29
Índice de planos
A-100 Simbología
R-001 Diagrama de ubicación de equipos
M-101 Arreglo mecánico de pre-evaporadores
M-100 Arreglo mecánico evaporadores A-101 As-Built Cuádruple “A” A-102 As-Built Cuádruple “B” A-103 Diagrama de flujos del Cuádruple “A” A-104 diagrama de flujos del cuádruple “B” A-105 diagramas de tuberías e instrumentación A-106 diagramas de tuberías e instrumentación Boil - 001 diagrama lógico de control
Boil - 002 diagrama lógico de control
Z-100 arquitectura de control
R-002 diagrama de rutas de suministros, señales eléctricas y neumáticas
i
OBJETIVO GENERAL
Realizar la ingeniería conceptual, básica y de detalle para el sistema de control
del proceso de evaporación en la obtención de azúcar estándar producida en el
ingenio azucarero Emiliano Zapata.
ii
OBJETIVOS ESPECÍFICOS
Llevar a cabo el levantamiento físico en campo, para la adquisición de
información.
Realización de una propuesta técnica de instrumentación y control.
Documentar por medio de tablas, graficas, diagramas y planos. La
ingeniería necesaria para un proyecto.
iii
RESUMEN DEL CONTENIDO
El presente trabajo está constituido por documentos propios de un proyecto de
ingeniería de control de procesos, el cual se basa en un proceso de
evaporación de jugo de caña para la producción de azúcar estándar. En el
Ingenio Emiliano Zapata, uno de los principales productores nacionales de
azúcar estándar.
Para llevar a cabo este proyecto, se realiza la recopilación de documentos e
información específica, los cuales permiten tener un conocimiento minucioso
acerca del proyecto. Posteriormente se realiza la estructuración de dicha
información obteniendo así un documento base para las actividades de
ingeniería.
Se desarrollan las actividades propias de un “Levantamiento de Campo” para
analizar la dinámica y los diferentes comportamientos del proceso. Como
resultado del levantamiento de Campo se obtienen diversos datos como:
valores de operación de las variables en todos sus rangos, la filosofía de
operación del proceso, equipos existentes y su distribución.
Al tener estos datos se realiza una selección de todos los instrumentos de
medición en campo, y se propone una estrategia de control a seguir, tomando
en cuenta la operación del proceso.
Posteriormente se desarrollan documentos tales como:
Diagramas de tuberías e instrumentación (DTI’s). Índice de instrumentos.
Hojas de especificación de los instrumentos.
Típicos de instalación.
Diagramas lógicos para el sistema de control.
Diagramas de rutas de instrumentación.
iv
Una vez teniendo estos documentos se procede a la selección de la
arquitectura la cual indica que tipo de sistema de control se puede utilizar.
Por último se realiza un documento que determina la factibilidad y viabilidad
del proyecto en el aspecto económico.
v
ANTECEDENTES DEL PROBLEMA
A partir de la década de los noventa se inicio la modernización de la línea de
proceso de producción de azúcar estándar del ingenio Emiliano Zapata, con el
fin de mejorar la productividad, aumentar la calidad, tener un mejor
aprovechamiento de los recursos y ser más competitivos en el mercado.
Debido a diversas circunstancias, la modernización de dichos procesos no se
ha realizado de forma coordinada y completa, por lo cual existen deficiencias
en ciertas etapas de la línea de producción, las cuales ocasionan problemas ya
que estas dependen estrechamente unas de otras.
En general el problema del proceso de evaporación es causado por diferentes
factores como: antigüedad de algunos equipos, ausencia de sistemas de
control automático y equipos de monitoreo.
Cabe mencionar que dentro del programa de modernización realizado se hizo
un reemplazo del cuádruple de evaporación con todos sus elementos, pero
dicho cambio no incluyó modernización del sistema de control.
vi
EL PROBLEMA
Las etapas que de alguna forma ya se encuentran instrumentadas y trabajan
en base a un sistema de control son las primarias (preparación de la caña,
molienda, calentamiento, clarificación y filtración) y las finales (centrifugación y
empacado). La etapa de evaporación es una de las etapas intermedias que
tiene una instrumentación deficiente y anticuada además de no poseer un
control automático.
En la etapa de evaporación se origina un efecto “cuello de botella” que afecta
la dinámica del proceso generando pérdidas económicas.
Uno de los factores principales que causan el funcionamiento inadecuado de la
etapa de evaporación consiste en que no se han podido mantener las variables
de operación en rangos ideales o cercanos a estos ya que el control manual y
la falta de instrumentos adecuados provocan imprecisión en las mediciones y
baja calidad en la meladura.
Además otro problema consiste en que los intercambiadores de calor
(calandrias) de los vasos se ensucian continuamente provocando una mala
transferencia de calor y desperdiciando el poder calorífico del vapor.
Otro de los problemas está presente en el sistema de condensación el cual no
cuenta con el equipo de medición y control mencionado, por lo cual se produce
un fenómeno de contrapresión de vapor del condensador barométrico hacia
los vasos 3 y 4.
vii
ANÁLISIS Y ALCANCE
El análisis consistió en realizar una exploración de todo el proceso, y una
evaluación en la etapa de evaporación. Posteriormente dicha evaluación
mostro datos de reducción de eficiencia en evaporadores. Se observó que los
equipos están en buen estado y tienen una transferencia de calor óptima solo
cuando operan después de un servicio de mantenimiento y que en el
transcurso de varios días de operación, la calidad en los grados Brix se ve
afectada.
El proyecto consta de la realización de ingeniería de enfocada a presentar una
propuesta para el sistema de control aplicado a los evaporadores, con el fin de
mantener un flujo constante de la materia prima proveniente de las etapas
anteriores del proceso de producción y aprovechar al máximo el poder
calorífico de cada evaporador para obtener una meladura de calidad con una
densidad deseada.
El alcance de este trabajo es desarrollar y proporcionar toda la documentación
estructurada propia de un proyecto de Ingeniería. Cabe mencionar que la
realización de este proyecto se otorgó bajo petición del Ingeniero Carlos
Barrios quien es jefe del departamento de instrumentación y control del ingenio
Emiliano Zapata, para ser la base de la implementación del mismo.
viii
JUSTIFICACIÓN
Se presenta este proyecto porque se sabe que el potencial industrial en la
producción de azúcar en México es alto. Sin embargo la situación
socioeconómica nacional e internacional ha llevado a dicha industria al rezago
y la marginación tecnológica. Por eso la necesidad de resolver los problemas
de productividad en la industria Mexicana nos trajo a profundizar en el tema.
Inmersos en el análisis de esta situación y con la necesidad de tomar un
proyecto real en el cual se pudieran aplicar y desarrollar los conocimientos
adquiridos durante nuestra formación académica se tomó la decisión de iniciar
un trabajo de tesis que satisfaga las necesidades del ingenio azucarero
Emiliano Zapata, y para tener un documento que sirva como ejemplo en el
desarrollo de proyectos posteriores y no exista la necesidad de que dicha
empresa recurra a políticas de contrato de servicios de ingeniería para con
particulares, firmas privadas , nacionales y extranjeras, ya que se cuenta con
personal capacitado que puede desarrollar soluciones propias.
Los requerimientos de calidad y rentabilidad de la industria se logran con la
herramienta que la automatización industrial ofrece, control total del proceso,
controles de calidad, información en base de datos para analizarla y tomar
decisiones rápidas, para ello se identifica la necesidad de automatizar el
proceso de evaporación de jugo de caña de azúcar.
Teniendo como resultado un incremento de producción continúa con mayor
aprovechamiento de la materia prima, así como de los recursos energéticos y
naturales. Por lo tanto se bajan los costos de producción y se obtiene un
producto de calidad, aumentando las ganancias y poder competir en el
mercado.
Introducción
Capitulo 1: Proceso de Producción de Azúcar Estándar
1
1.1 UBICACIÓN DEL INGENIO EMILIANO ZAPATA
*El Ingenio Emiliano Zapata está ubicado en la población de Zacatepec, municipio
del Estado de Morelos y tiene las siguientes coordenadas: Al norte 18° 41´, al sur
18° 37´ de latitud norte; al este 99° 11´, al oeste 99° 14´ de longitud. Colinda al
norte con los municipios de Puente de Ixtla y Tlaltizapán; al este con los
municipios de Tlaltizapán y Jojutla; al sur con el municipio de Jojutla; al oeste con
los municipios de Jojutla y Puente de Ixtla.*
*Figura 1 Mapa de ubicación del municipio de Zacatepec
* http://www.iemilianozapata.com * Referencia
2
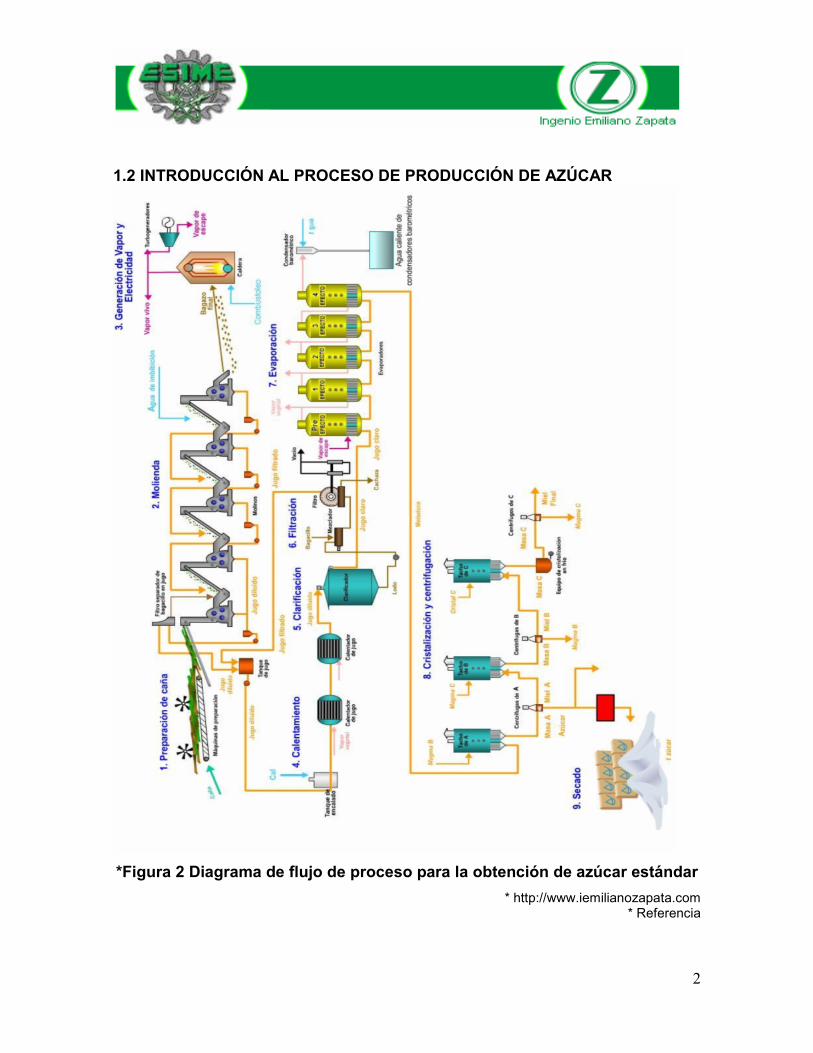
1.2 INTRODUCCIÓN AL PROCESO DE PRODUCCIÓN DE AZÚCAR
*Figura 2 Diagrama de flujo de proceso para la obtención de azúcar estándar * http://www.iemilianozapata.com
* Referencia
3
1.2.1 Preparación de caña
Es un proceso en el que los tallos de caña son roturados o desfibrados con
maquinas de preparación antes de la molienda.
Maquinas de preparación: son maquinas picadoras o desfibradoras encargadas
de la ruptura de los tallos para preparar la caña antes de la molienda.
1.2.2 Molienda
Es un proceso en el que se extrae o separa el jugo contenido en la fibra de caña.
Se realiza en una serie de molinos donde se exprime y se lava el colchón de
bagazo.
Filtro separador de bagazo en jugo: Equipo que se encarga de separar las
partículas de bagazo que están contenidas en el jugo diluido.
Tanque de jugo: Equipo en el que se almacena el jugo diluido proveniente del
filtro separador de bagazo.
Jugo diluido: Es la mezcla de los jugos extraídos en los dos primeros molinos.
Molinos: Equipos encargados de moler la caña. El primer molino procesa la caña
preparada y los demás, el bagazo proveniente de los molinos anteriores.
Agua de Imbibición: Se agrega en el proceso de molienda para facilitar la
extracción de la sacarosa de la caña.
Bagazo final: Residuo del proceso de molienda que se utiliza como combustible
en las calderas o como materia prima en la elaboración de papel y tableros.
1.2.3. Generación de vapor y electricidad
Es el proceso en el que se genera vapor vivo o vapor de alta presión para ser
aplicado en turbinas de vapor que accionan los molinos y los turbogeneradores de
energía eléctrica. El vapor es generado en las calderas por la combustión de
bagazo final y combustóleo.
4
Combustóleo: Combustible utilizado en las calderas junto con el bagazo final
para generar vapor vivo o vapor de alta presión.
Calderas: Equipos en donde se realiza la combustión de bagazo final y
combustóleo y se genera vapor vivo o de alta presión.
Bagazo final: Residuo del proceso de molienda que se utiliza como combustible
en las calderas o como materia prima en la elaboración de papel y tableros.
Vapor de escape: Es el vapor vivo que ha sido transformado en vapor de escape
a través de un proceso de expansión en la turbinas de vapor. Es utilizado como
calefactor en los procesos de calentamiento y evaporación.
Turbogeneradores: Equipos encargados de la generación de electricidad. Están
constituidos por un generador eléctrico y una turbina de vapor.
Vapor vivo: Vapor de alta presión generado en las calderas por la combustión de
bagazo y combustóleo. Es utilizado para generar energía mecánica, térmica y
eléctrica.
1.2.4. Calentamiento
*Es el proceso en el que se eleva la temperatura del jugo diluido hasta un nivel
cercano a su punto de ebullición (105 °C). Luego del primer calentamiento se le
agrega Cal al jugo de antes de bombearlo al segundo equipo calentador.*
Jugo filtrado: producto de la filtración al vacio. Este jugo contiene sacarosa y es
re circulado hacia el tanque de jugo para iniciar nuevamente el proceso de
calentamiento.
Tanque de jugo: Equipo en el que se almacena jugo diluido proveniente del filtro
separador de bagazo.
Jugo mezclador: Es la mezcla de los jugos extraídos en los dos primeros
molinos.
5
Cal: Insumo empleado en la alcalización del jugo diluido. Su aplicación es
dosificada de dos formas; Lechada (Agua + Cal) o Sacarato (Lechada + Jugo).
Tanque de encalado: Equipo en el que se adiciona una solución de Cal al jugo
para reducir la acidez y evitar la inversión de la sacarosa, efecto que ayuda a
precipitar la mayor parte de las impurezas que trae el jugo.
Vapor vegetal: son los vapores generados durante la evaporación del jugo claro.
Se utiliza en el proceso de evaporación para el calentamiento del jugo a partir del
primer efecto.
*Calentador de jugo primario: Equipo donde se eleva la temperatura del jugo
hasta un nivel cercano a (80°C.) mediante el uso de el vapor de escape o vapor
vegetal.*
*Calentador de jugo secundario: Equipo en donde se eleva la temperatura del
jugo hasta un nivel cercano a (105° C.) mediante el uso de el vapor de escape o
vapor vegetal.*
*Jugo alcalizado caliente: Es el jugo mezclado que se obtiene en los molinos
más el jugo filtrado que se obtiene de la cachaza, alcalizado y calentamiento a
105° C*
1.2.5 Clarificación
Es el proceso en el que se separan los sólidos insolubles del jugo diluido. El lodo
(sólido) es evacuado por la parte inferior del clarificador mientras que el jugo
clarificado o jugo claro, es extraído por la parte superior.
*Jugo alcalizado caliente: Es el jugo mezclado que se obtiene en los molinos
más el jugo filtrado que se obtiene de la cachaza, alcalizado a 105° C.*
Clarificador: Equipo diseñado para separar los sólidos de los líquidos mediante
un proceso de sedimentación de sólidos insolubles. Es empleado para separar el
lodo (sólido) del jugo claro (liquido).
6
Lodo: Material resultante de la precipitación de los sólidos insolubles contenidos
en el jugo diluido. El lodo conserva un porcentaje de sacarosa que será
recuperado en los filtros rotatorios de vacío.
Jugo claro: Producto de la clarificación del jugo diluido, su principal característica
es que presenta un nivel de turbiedad bajo.
1.2.6 Filtración
Es el proceso en el que se separa el jugo de la cachaza contenida en el lodo
gracias a la acción de filtros rotatorios de vacío. Estos filtros retienen la cachaza y
dejan pasar el jugo filtrado. El lodo es mezclado con bagazo antes de la filtración.
Lodo: Material resultante de la precipitación de los sólidos insolubles contenidos
en el jugo diluido. El lodo conserva un porcentaje de sacarosa que será
recuperado en los filtros rotatorios de vacío.
Bagazo: Residuo de la molienda de caña que en mezcla con el lodo mejora la
operación de los filtros.
Mezclador: Equipo donde se realiza la mezcla de todo el bagazo que será
enviada a los filtros rotatorios de vacío.
Filtro rotatorio de vacío: Equipo donde se extrae el jugo filtrado contenido en la
mezcla de bagazo y lodo y se obtiene la cachaza.
Cachaza: Mezcla de lodo y bagazo agotada en los filtros rotativos y que se envía
como abono a campos cañeros.
Vacío: Es una presión negativa o d succión ejercida en el filtro rotatorio con el fin
de extraer el jugo filtrado que obtiene sacarosa.
Jugo filtrado: Producto de la filtración al vacío. Este jugo contiene sacarosa y es
re circulado hacia el tanque de jugo para iniciar nuevamente el proceso de
calentamiento.
7
1.2.7 Evaporación
Es el proceso en el que se evapora la mayor cantidad del agua contenida en el
jugo claro para obtener meladura.
Jugo claro: Producto de la clarificación del jugo diluido, su principal característica
es que presenta un nivel de turbiedad bajo.
Evaporadores: Equipos de intercambio de calor donde se evapora la mayor
cantidad del agua contenida en el jugo diluido hasta obtener la meladura. Los
evaporadores trabajan por efectos; en el primer efecto se utiliza vapor de escape
mientras que en los demás se utiliza vapor vegetal, subproducto generado en los
últimos evaporadores.
Vapor de escape: Es el vapor vivo que ha sido transformado en vapor de escape
a través de un proceso de expansión en las turbinas de vapor. Es utilizado como
calefactor en los procesos de calentamiento y de evaporación.
Vapor vegetal: Son los vapores generados durante la evaporación del jugo claro.
Se utiliza en el proceso de evaporación para el calentamiento del jugo a partir del
primer efecto.
Condensador barométrico: Equipo en donde se condensan los vapores
vegetales provenientes del último efecto de evaporación, mediante la adición de
agua fría.
Agua caliente de condensadores barométricos: Esta agua se envía hacia las
torres de enfriamiento en círculo cerrado.
Meladura: Material obtenido de la evaporación del jugo claro, con el cual se
alimenta la estación de tachos en donde es cristalizada la sacarosa.
1.2.8 Cristalización y Centrifugación
La Cristalización es el proceso en el cual se forman los cristales de sacarosa
mediante el uso de material semilla. En los tachos se obtienen masas con
8
diferentes proporciones de cristales y miel, componentes que luego son separados
en las centrifugas.
La Centrifugación es el proceso en el que los cristales de sacarosa contenidos en
las masas resultantes de la cristalización son separados de la miel o licor madre.
Meladura: Material obtenido de la evaporación del jugo claro, con el cual se
alimenta la estación de tachos en donde es cristalizada la sacarosa.
Tacho de A: Equipo de la estación de cristalización donde se obtiene masa A, a
partir de meladura y magma B.
Magma B: Está compuesto por cristales de sacarosa. Es el material resultante de
la centrifugación de la masa de B y es utilizado como semilla en la cristalización en
el tacho de A.
Masa de A: Mezcla de cristales de sacarosa y miel. Es el producto de la
cristalización en el tacho de A. La masa A es obtenida a partir de la meladura y
magma B.
Centrifugas de A: Equipo encargado de retener los cristales de sacarosa que
serán enviados al proceso d secado y dejar pasar la miel A que ingresará al tacho
de B.
Miel A: Líquido que contiene sacarosa que aún no ha sido cristalizada. Se obtiene
de separar el azúcar de la masa A mediante centrifugación. La miel a alimenta al
tacho de B.
Tacho de B: Equipo de la estación de cristalización donde se elabora la masa B a
partir de miel A y magma C.
Masa B: Mezcla de cristales de sacarosa y miel. Es el material obtenido en el
tacho de B a partir de miel A y magma C.
9
Centrifugas de B: Equipo encargado de retener los cristales de sacarosa que
serán enviados como semilla (magma B) al proceso de cristalización en el tacho
de A, y dejar pasar la miel B que ingresará al tacho de C.
Miel B: Liquido que contiene sacarosa que aún no ha sido cristalizada. Se obtiene
de separar el magma B de la masa B en la centrifugación. La miel B alimenta al
tacho de C.
Tacho de C: Equipo de la estación de cristalización donde se elabora la masa C a
partir de miel B y cristal C.
Cristal de C: Material empleado como semilla en el tacho de C. es elaborado a
partir de azúcar molida en una suspensión alcohólica.
Masa C: Mezcla de cristales de sacarosa y miel. Es el material obtenido en el
tacho de C a partir de miel B y cristal C.
Centrifugas de C: Equipo encargado de retener los cristales de sacarosa que
serán enviados como semilla (magma C) al proceso de cristalización en el tacho
de B, y dejar pasar la miel final.
Magma C: Es el material obtenido de separar la miel final de la masa C en la
centrifuga de C. Se utiliza como semilla en el tacho de B.
Miel final: Es el producto del agotamiento final de la sacarosa en el proceso de
cristalización y centrifugación de la masa C. La miel final es utilizada para la
producción de alcohol y/o alimento para ganado.
1.2.9 Secado
Es el proceso que se efectúa con aire caliente para retirar la mayor cantidad de
humedad posible del azúcar.
Azúcar: Es el principal producto de la fábrica, está compuesto por cristales de sacarosa.
* http://www.iemilianozapata.com * Referencia
10
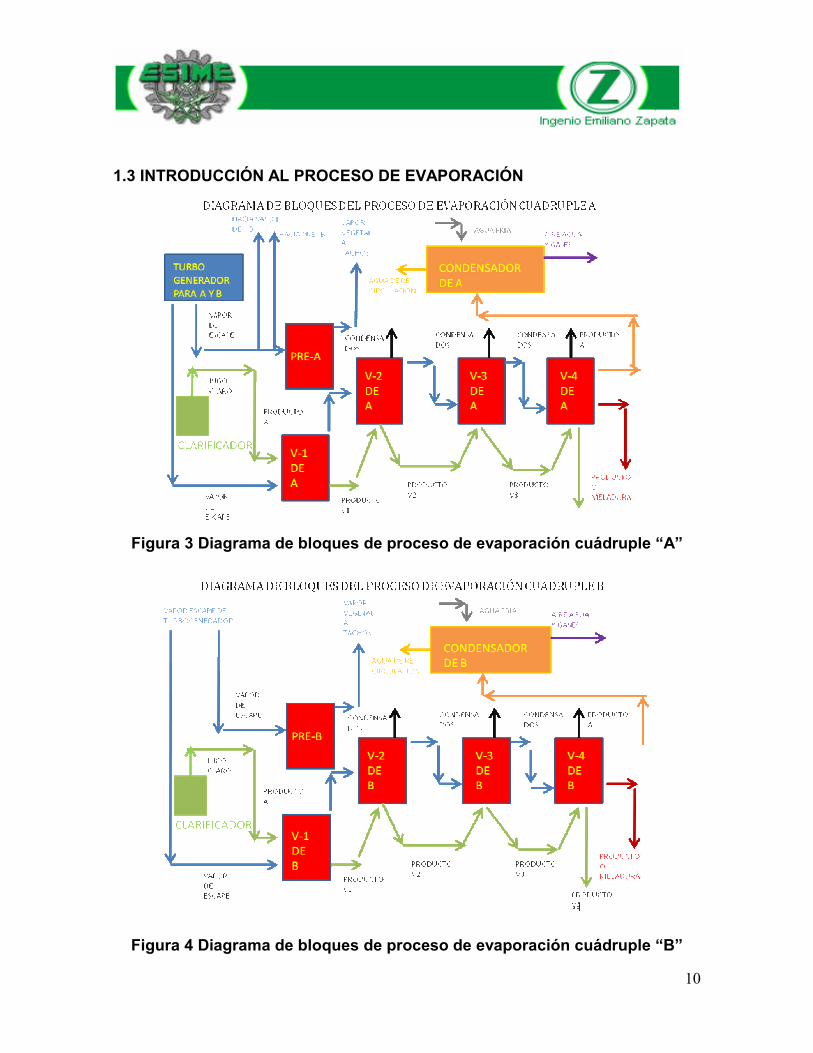
1.3 INTRODUCCIÓN AL PROCESO DE EVAPORACIÓN
Figura 3 Diagrama de bloques de proceso de evaporación cuádruple “A”
Figura 4 Diagrama de bloques de proceso de evaporación cuádruple “B”
11
1.3.1 La evaporación La evaporación es el proceso de concentrar una solución mediante la eliminación
de disolvente por ebullición. El objetivo de la evaporación es concentrar una
disolución consistente en un soluto no volátil y un disolvente volátil. En la mayor
parte de las evaporaciones el disolvente es agua. La evaporación se realiza
vaporizando una parte del disolvente para producir una disolución concentrada.
Un evaporador consiste básicamente de un intercambiador de calor capaz de
hervir la solución y un dispositivo para separar la fase vapor del líquido en
ebullición. En su forma más simple puede ser una charola de líquido colocada
sobre una placa caliente. La superficie de la placa caliente es un intercambiador
de calor simple y el vapor se desprende en la gran área para flujo de vapor y su
consecuente de baja velocidad de flujo. En la operación industrial se construye
para una operación continua, la superficie de intercambio de calor se incrementa
de un modo notable, la ebullición es sensiblemente más violenta y la evolución del
vapor es rápida.
1.3.2 Componentes básicos de un evaporador
Los sistemas de evaporadores industriales normalmente constan de:
Un intercambiador de calor para aportar el calor sensible y el calor latente
de evaporación del alimento liquido. En la industria de los alimentos
normalmente se utiliza como medio de calentamiento vapor saturado.
Un separador en el que el vapor se separa de la fase líquida concentrada.
En los sistemas que operan a presión atmosférica el separador puede
omitirse
Un condensador sirve para condensar el vapor y eliminar el condensado del
sistema.
12
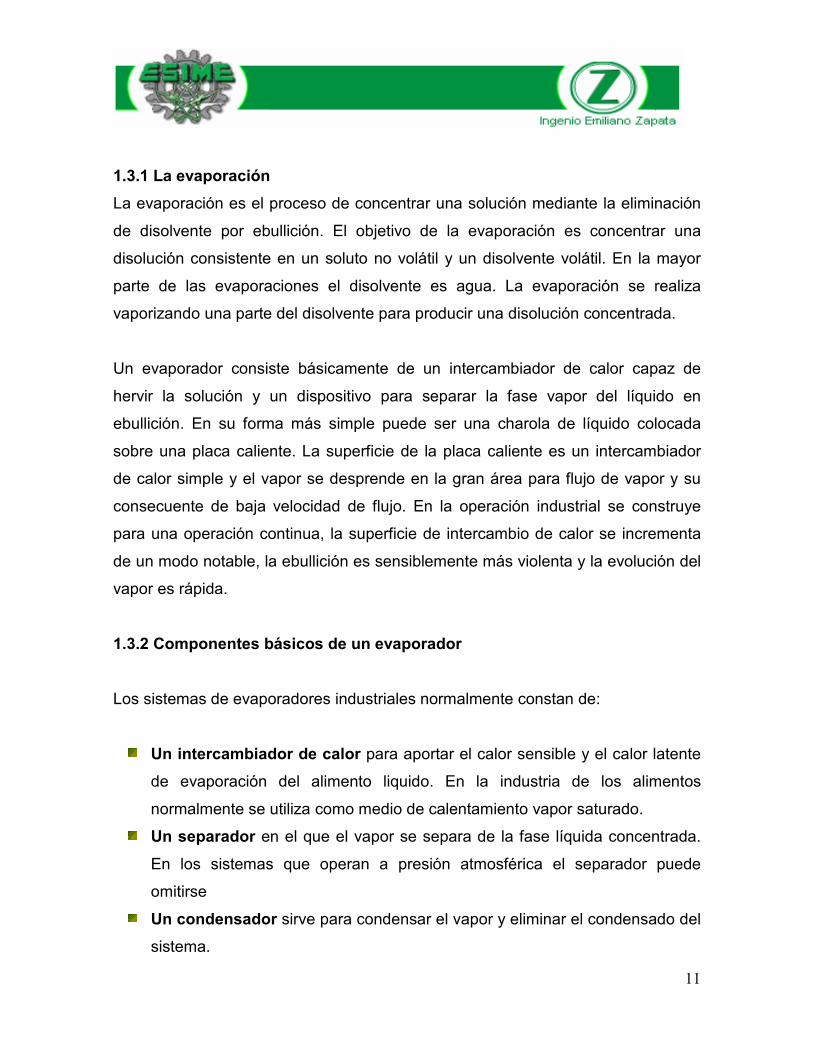
1.3.3 Evaporador de tubos cortos verticales (S.T.V.)
Este tipo de unidad se usa mucho en procesos industriales, llegándose a conocer
como el “evaporador normal.” En él se condensa sobre la superficie exterior de
tubos dispuestos verticalmente. La calandria o conjunto de tubos que atraviesan la
cámara de vapor frecuentemente posee un tubo de retorno central que
normalmente ocupa al menos el 40% del área de flujo de los tubos de ascensión.
Puesto que el líquido situado en el tubo de retorno está mas frío que el de los
tubos calentadores de ascenso se crea corrientes de circulación natural la longitud
de los tubos oscila entre 0.5 y 2 m y el diámetro entre 12 y 75mm.
Figura 5 Evaporador de tubos cortos verticales (S.T.V.) *http:www.sugartech.com
*Referencia
13
1.3.4 Partes principales del S.T.V.
Intercambiador (Calandria) es donde se concentran por evaporación líquidos
formadores de costras los tubos deberán estar cubiertos por el líquido para que la
deposición de material sea mínima. Las unidades pueden equiparse con
calandrias de cesta que se pueden desmontar fácilmente para limpiarlas. Este
tipo de evaporador alcanza buenas velocidades de evaporación con líquidos de
viscosidad moderada, no corrosivos y poco tendentes a la formación de costras.
Entre sus aplicaciones típicas se hallan la concentración de soluciones de azúcar
de caña, de azúcar de remolacha, glucosa, extracto de malta, sal y zumos de
frutas.
Separadores de arrastre opera cuando las velocidades de evaporación son
elevadas el vapor de agua puede arrastrar gotitas del líquido en ebullición. Para
reducir esta pérdida de líquido concentrado, que es arrastrado por el vapor, se
utilizan separadores de arrastre. Los separadores de arrastre pueden consistir en
una simple lámina de choque o en una persiana de láminas inclinadas que se
colocan en la proximidad de la salida de vapor. También se esta popularizando en
estos separadores el empleo de esponjas metálicas entretejidas de acero
inoxidable u otro material.
Vaso es un contenedor donde se realiza la evaporación y siempre que es posible
los evaporadores se construyen con algún tipo de acero. Sin embargo, muchas
disoluciones atacan a los metales ferrosos y se produce contaminación. En estos
casos se utilizan materiales especiales tales como el cobre, níquel, acero
inoxidable, grafito y plomo. Puesto que estos materiales son caros, resulta
especialmente deseable obtener elevadas velocidades de transmisión de calor
con el fin de minimizar el coste del equipo.
14
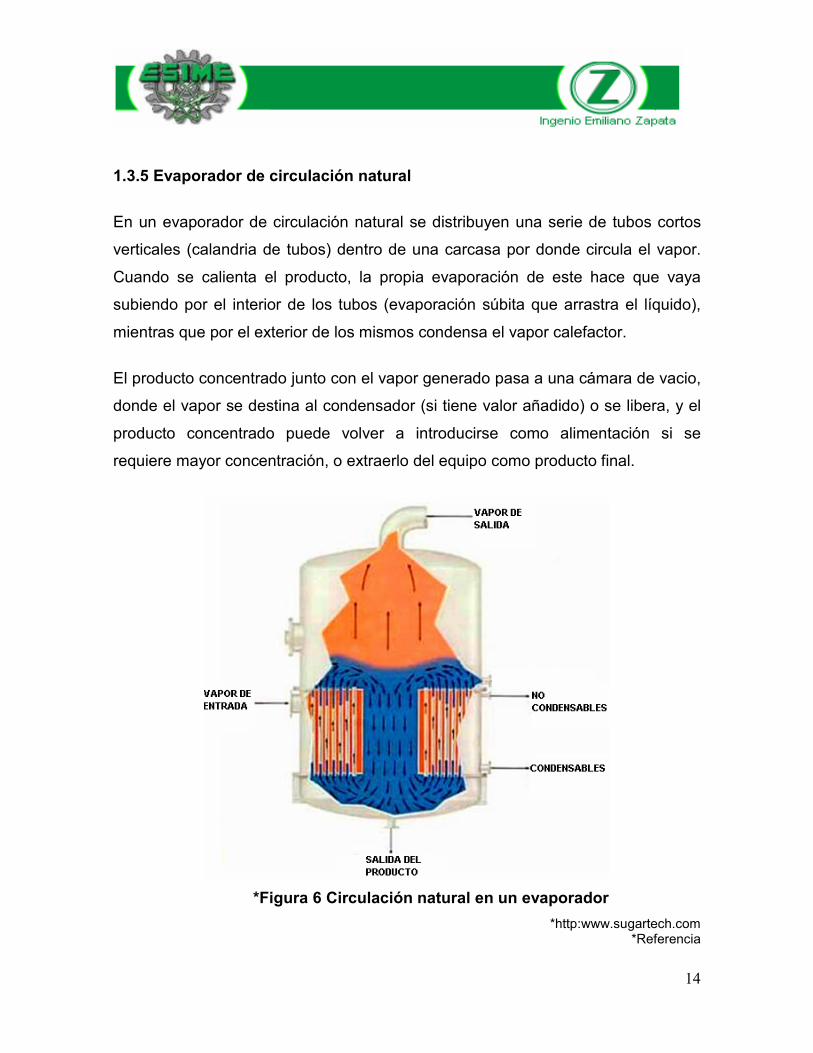
1.3.5 Evaporador de circulación natural
En un evaporador de circulación natural se distribuyen una serie de tubos cortos
verticales (calandria de tubos) dentro de una carcasa por donde circula el vapor.
Cuando se calienta el producto, la propia evaporación de este hace que vaya
subiendo por el interior de los tubos (evaporación súbita que arrastra el líquido),
mientras que por el exterior de los mismos condensa el vapor calefactor.
El producto concentrado junto con el vapor generado pasa a una cámara de vacio,
donde el vapor se destina al condensador (si tiene valor añadido) o se libera, y el
producto concentrado puede volver a introducirse como alimentación si se
requiere mayor concentración, o extraerlo del equipo como producto final.
*Figura 6 Circulación natural en un evaporador *http:www.sugartech.com
*Referencia
15
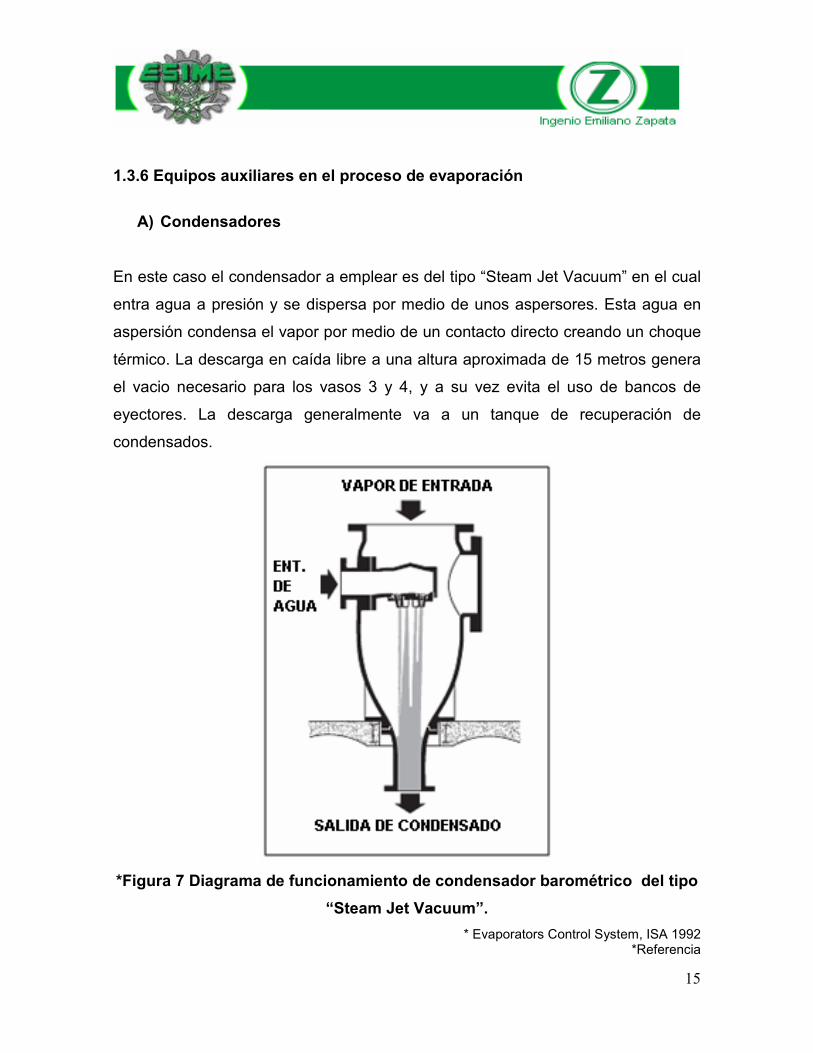
1.3.6 Equipos auxiliares en el proceso de evaporación
A) Condensadores
En este caso el condensador a emplear es del tipo “Steam Jet Vacuum” en el cual
entra agua a presión y se dispersa por medio de unos aspersores. Esta agua en
aspersión condensa el vapor por medio de un contacto directo creando un choque
térmico. La descarga en caída libre a una altura aproximada de 15 metros genera
el vacio necesario para los vasos 3 y 4, y a su vez evita el uso de bancos de
eyectores. La descarga generalmente va a un tanque de recuperación de
condensados.
*Figura 7 Diagrama de funcionamiento de condensador barométrico del tipo “Steam Jet Vacuum”.
* Evaporators Control System, ISA 1992 *Referencia
16
B) Equipos de vacío: Gases incondensables
La atmósfera presente en un evaporador consta de:
Vapor condensable
Gases incondensables (aires que penetra en el sistema por las fugas y el
resultante de la desgasificación de los líquidos de alimentación).
En la evaporación a vacío la presión parcial del vapor de agua y la eliminación de
los gases incondensables.
Es importante tener en consideración que equipo de vacío es responsable de la
eliminación del sistema de los gases no condensables. No es responsable en
cambio del mantenimiento de la temperatura de ebullición deseada, función que
corresponde al condensador.
En cualquier tipo de condensador el rendimiento global depende en gran parte de
la velocidad de flujo del agua de enfriamiento y de su temperatura. Muchas
dificultades de operación en los sistemas evaporadores surgen porque las
condiciones del agua de enfriamiento son inadecuadas.
1.3.7 Evaporación de simple efecto
La mayoría de los evaporadores se calienta con vapor de agua que condensa
sobre tubos metálicos. Generalmente el vapor es de baja presión, inferior a 3 atm
absolutas, y con frecuencia el líquido que hierve se encuentra a un vacío
moderado, de hasta de 0.05 atm absolutas. Al reducir la temperatura entre el
vapor condensante y el liquido de ebullición y, por tanto, aumenta la velocidad de
transmisión de calor en el evaporador. Cuando reutiliza un solo evaporador
procedente del liquido en ebullición se condensa y desecha. *Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot.
*Referencia
17
Este método recibe el nombre de evaporación de simple efecto, y aunque es
sencillo, utiliza ineficazmente el vapor. *Para evaporar un 1kg de agua de la
disolución se requiere de 1 a 1.3 kg de vapor de agua.* Si el vapor procedente de
uno de los evaporadores introduce como alimentación en elemento calefactor de
un segundo evaporador, y el vapor procedente de este se envía al condensador, la
operación recibe el nombre de doble efecto. El calor del vapor de agua original es
reutilizado en el segundo efecto, y la evaporación obtenida por unidad de masa del
vapor de agua de alimentación al primer efecto es aproximadamente el doble. El
método general para aumentar la evaporación por kilogramo de vapor de agua
utilizando una serie de evaporadores entre el suministro de vapor vivo y el
condensador recibe el nombre de Sistema de Evaporación.
1.3.8 Evaporación de múltiple efecto
El vapor que sale de un evaporador puede utilizarse como medio de calentamiento
de la calandria de un segundo evaporador siempre que la temperatura de
ebullición de este evaporador sea lo suficientemente baja para mantener una
diferencia de temperatura apropiada. Esto se consigue mediante la operación de
efectos sucesivos a presiones cada vez más reducidas. La reutilización del calor
por este método puede extenderse a varios efectos y se denomina evaporación de
efectos múltiples. Debe entenderse que la evaporación de efectos múltiples no
proporciona mayores rendimientos que los que se obtienen con los sistemas de
efecto único de igual superficie cambiadora de calor.
El objeto de la operación de efectos múltiples consiste en mejorar la economía
térmica global del proceso y no en aumentar la capacidad de la planta. Como regla
aproximada se puede decirse que una simple unidad requiere alrededor de 1.3 Kg.
*Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot. *Referencia
18
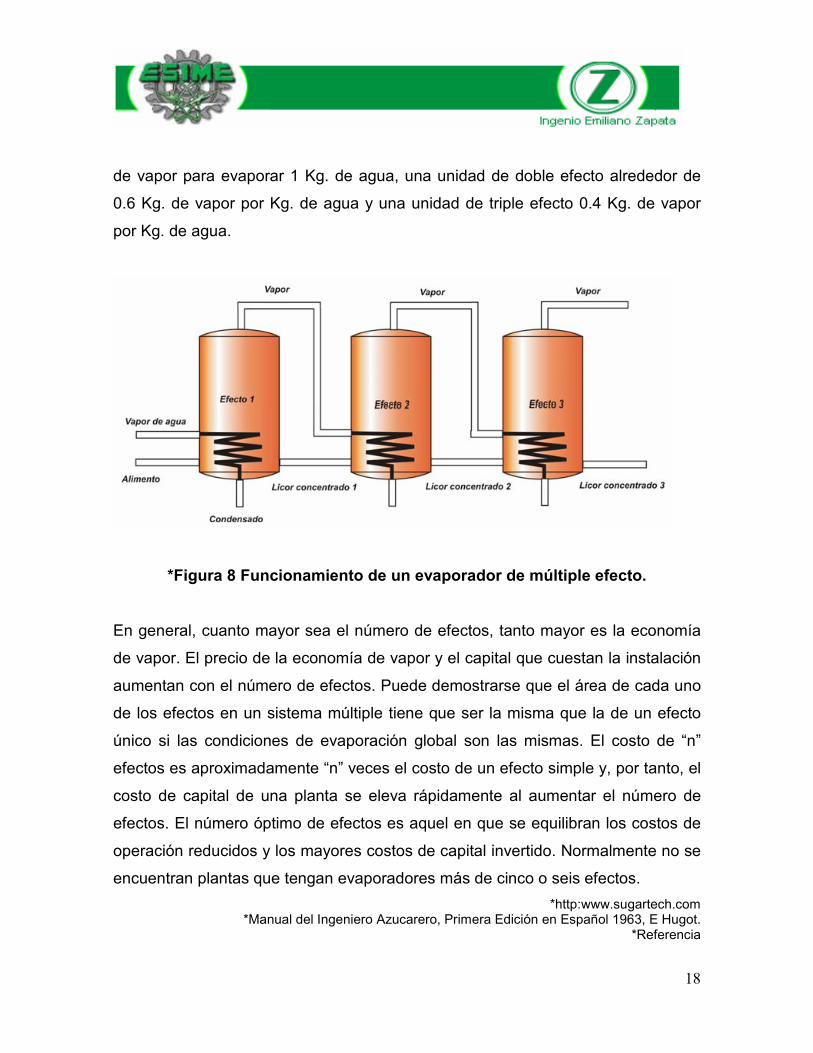
de vapor para evaporar 1 Kg. de agua, una unidad de doble efecto alrededor de
0.6 Kg. de vapor por Kg. de agua y una unidad de triple efecto 0.4 Kg. de vapor
por Kg. de agua.
*Figura 8 Funcionamiento de un evaporador de múltiple efecto.
En general, cuanto mayor sea el número de efectos, tanto mayor es la economía
de vapor. El precio de la economía de vapor y el capital que cuestan la instalación
aumentan con el número de efectos. Puede demostrarse que el área de cada uno
de los efectos en un sistema múltiple tiene que ser la misma que la de un efecto
único si las condiciones de evaporación global son las mismas. El costo de “n”
efectos es aproximadamente “n” veces el costo de un efecto simple y, por tanto, el
costo de capital de una planta se eleva rápidamente al aumentar el número de
efectos. El número óptimo de efectos es aquel en que se equilibran los costos de
operación reducidos y los mayores costos de capital invertido. Normalmente no se
encuentran plantas que tengan evaporadores más de cinco o seis efectos. *http:www.sugartech.com
*Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot. *Referencia
19
1.3.9 Operaciones de los sistemas de evaporación: alimentación hacia delante.
Es el sistema de alimentación más simple y común. El liquido de alimentación va
hacia delante en la misma dirección que los evaporadores, es decir, del primer
efecto al segundo, de este al tercero, etc. Solo se requiere una bomba de
extracción y el efecto final opera a baja presión. En este sistema de alimentación
la viscosidad del liquido que se procesa aumenta durante su paso a través de la
planta debido tanto al aumento progresivo de concentración como la reducción
progresiva de la temperatura de un efecto a otro.
El coeficiente global de transferencia de calor es por tanto bajo en los últimos
efectos. Sin embargo, es menor el riesgo de que el líquido más viscoso sea
dañado por el calor debido a la menor temperatura de los últimos efectos. En la
calandria del primer efecto se condensa vapor de agua de alta calidad. Si
inicialmente el líquido de alimentación tiene una temperatura inferior a su punto de
ebullición, parte del calor transferido es utilizado en el precalentamiento del líquido
de alimentación. Puesto que entonces el calor disponible para la vaporización es
menor, en el segundo efecto se condensa menor vapor, hecho que se repite en los
siguientes efectos. El resultado final es una perdida en la economía de vapor.
1.3.10 Economía de un evaporador
La economía de un sistema de evaporación es la masa total de solvente
evaporada por cada masa de vapor de agua alimentado al sistema de
evaporación. El principal factor que influye sobre la economía de un evaporador es
el número de efectos. Mediante un diseño adecuado, la entalpía de vaporización
del vapor de agua que entra en el primer efecto puede utilizarse una o más veces
dependiendo del número de efectos.
20
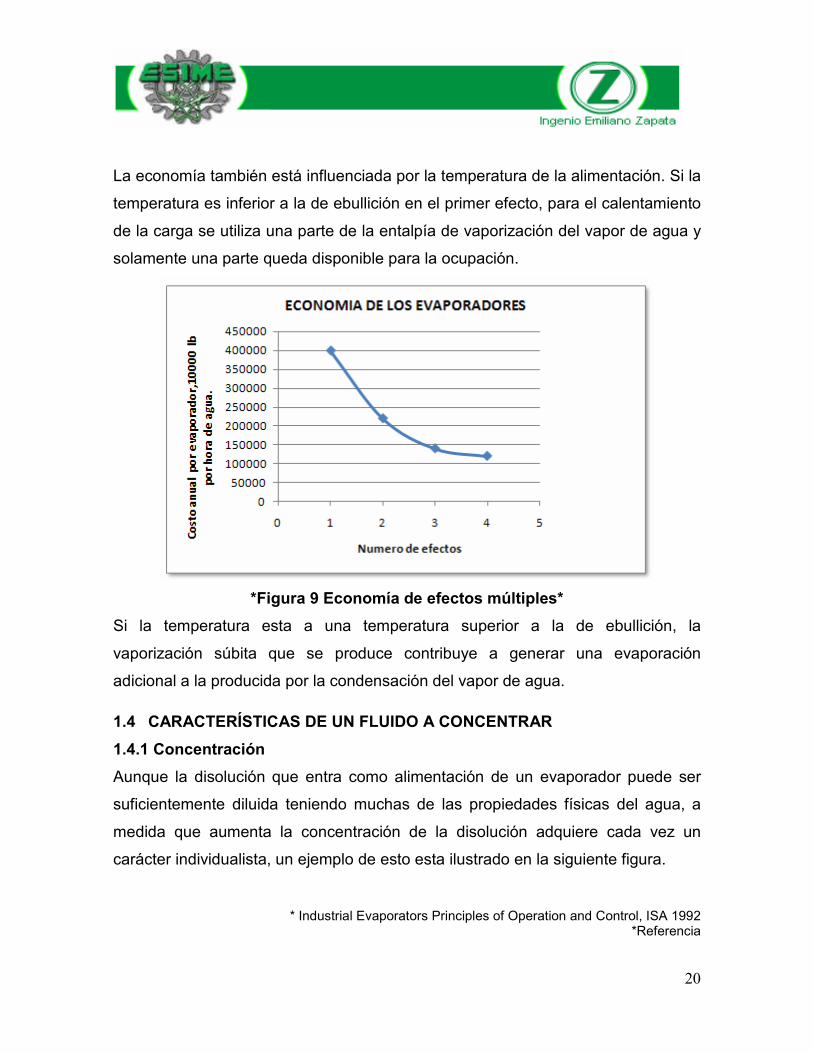
La economía también está influenciada por la temperatura de la alimentación. Si la
temperatura es inferior a la de ebullición en el primer efecto, para el calentamiento
de la carga se utiliza una parte de la entalpía de vaporización del vapor de agua y
solamente una parte queda disponible para la ocupación.
*Figura 9 Economía de efectos múltiples* Si la temperatura esta a una temperatura superior a la de ebullición, la
vaporización súbita que se produce contribuye a generar una evaporación
adicional a la producida por la condensación del vapor de agua.
1.4 CARACTERÍSTICAS DE UN FLUIDO A CONCENTRAR
1.4.1 Concentración Aunque la disolución que entra como alimentación de un evaporador puede ser
suficientemente diluida teniendo muchas de las propiedades físicas del agua, a
medida que aumenta la concentración de la disolución adquiere cada vez un
carácter individualista, un ejemplo de esto esta ilustrado en la siguiente figura.
* Industrial Evaporators Principles of Operation and Control, ISA 1992 *Referencia
21
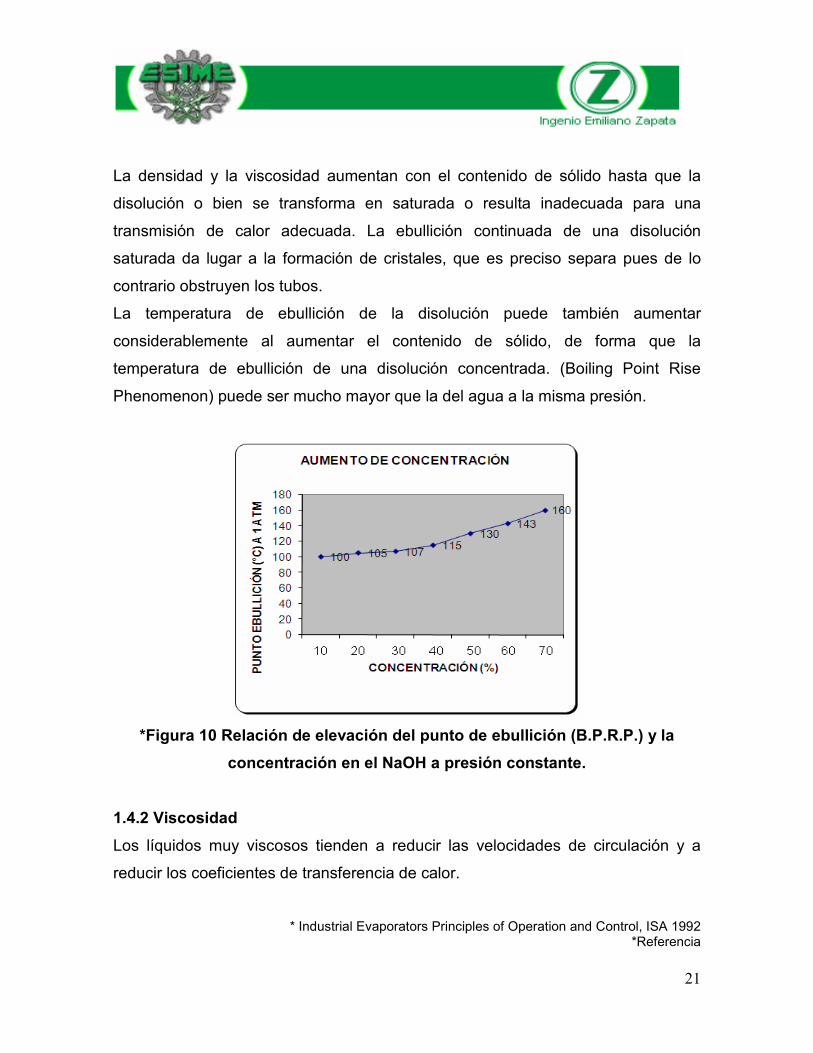
La densidad y la viscosidad aumentan con el contenido de sólido hasta que la
disolución o bien se transforma en saturada o resulta inadecuada para una
transmisión de calor adecuada. La ebullición continuada de una disolución
saturada da lugar a la formación de cristales, que es preciso separa pues de lo
contrario obstruyen los tubos.
La temperatura de ebullición de la disolución puede también aumentar
considerablemente al aumentar el contenido de sólido, de forma que la
temperatura de ebullición de una disolución concentrada. (Boiling Point Rise
Phenomenon) puede ser mucho mayor que la del agua a la misma presión.
*Figura 10 Relación de elevación del punto de ebullición (B.P.R.P.) y la concentración en el NaOH a presión constante.
1.4.2 Viscosidad
Los líquidos muy viscosos tienden a reducir las velocidades de circulación y a
reducir los coeficientes de transferencia de calor.
* Industrial Evaporators Principles of Operation and Control, ISA 1992
*Referencia
22
Puesto que, en general, la viscosidad de una solución sometida a evaporación
aumenta con la concentración, es de esperar que a medida que discurre la
evaporación descienda la velocidad de transferencia de calor.
1.4.3 Elevación del punto de ebullición
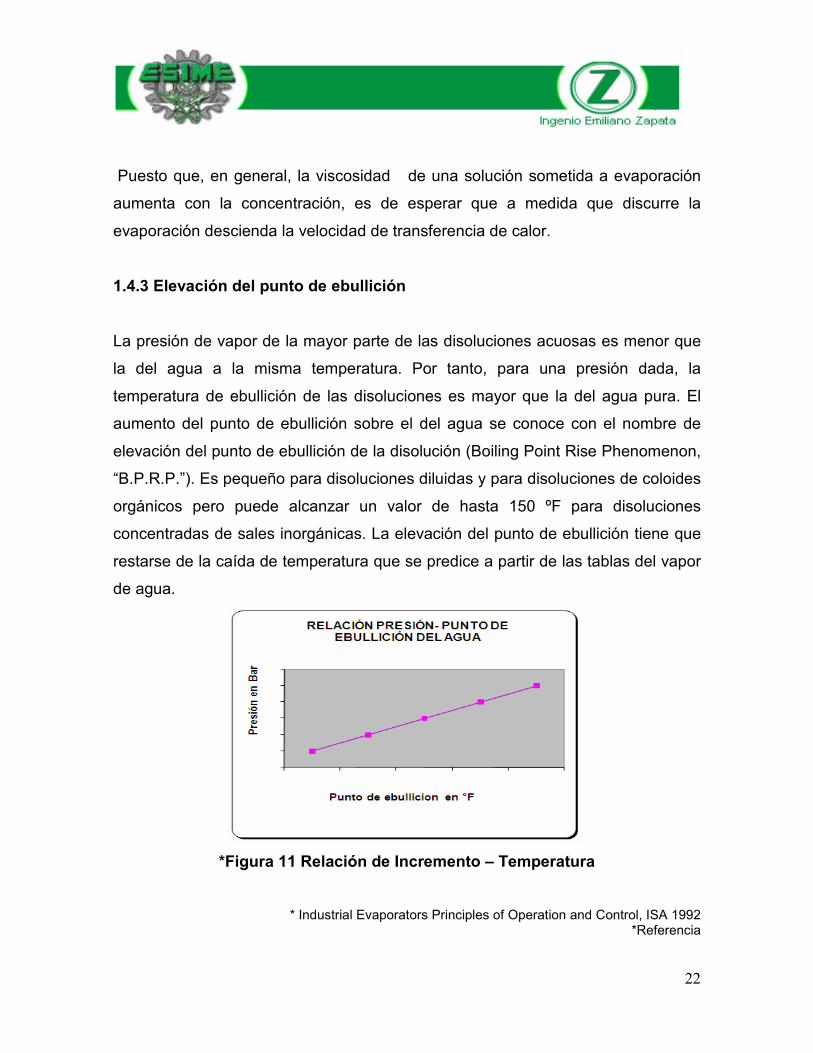
La presión de vapor de la mayor parte de las disoluciones acuosas es menor que
la del agua a la misma temperatura. Por tanto, para una presión dada, la
temperatura de ebullición de las disoluciones es mayor que la del agua pura. El
aumento del punto de ebullición sobre el del agua se conoce con el nombre de
elevación del punto de ebullición de la disolución (Boiling Point Rise Phenomenon,
“B.P.R.P.”). Es pequeño para disoluciones diluidas y para disoluciones de coloides
orgánicos pero puede alcanzar un valor de hasta 150 ºF para disoluciones
concentradas de sales inorgánicas. La elevación del punto de ebullición tiene que
restarse de la caída de temperatura que se predice a partir de las tablas del vapor
de agua.
*Figura 11 Relación de Incremento – Temperatura
* Industrial Evaporators Principles of Operation and Control, ISA 1992 *Referencia
23
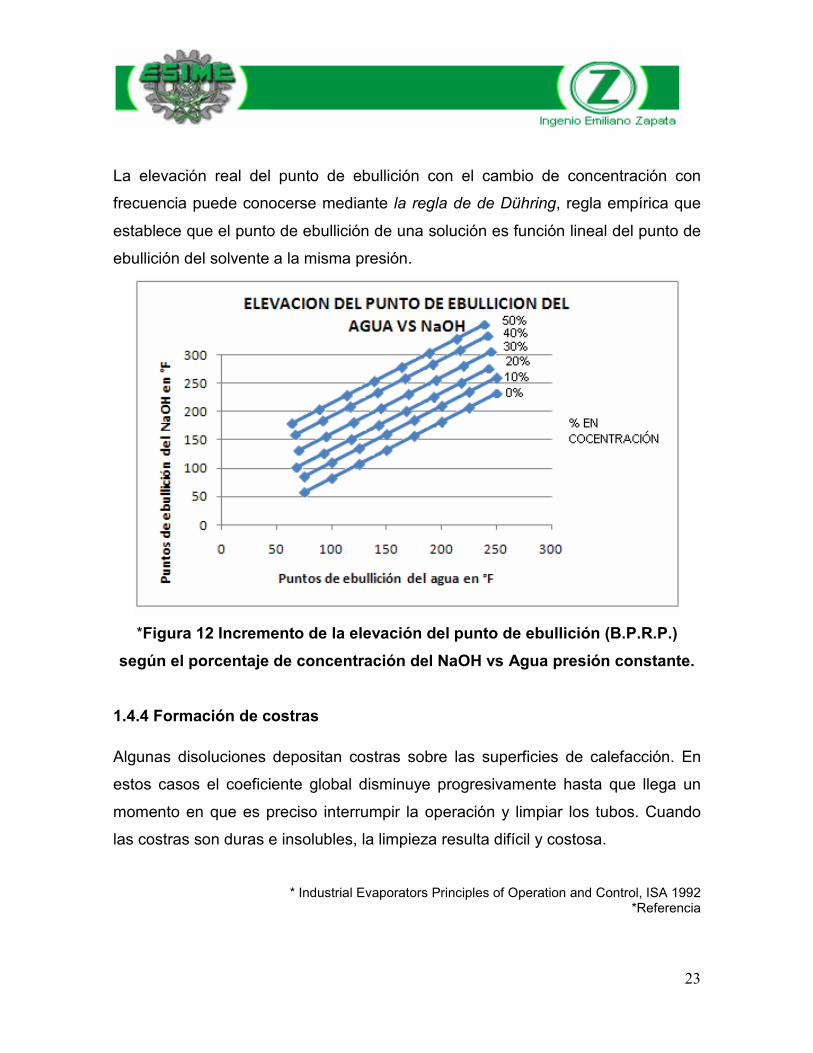
La elevación real del punto de ebullición con el cambio de concentración con
frecuencia puede conocerse mediante la regla de de Dühring, regla empírica que
establece que el punto de ebullición de una solución es función lineal del punto de
ebullición del solvente a la misma presión.
*Figura 12 Incremento de la elevación del punto de ebullición (B.P.R.P.)
según el porcentaje de concentración del NaOH vs Agua presión constante.
1.4.4 Formación de costras
Algunas disoluciones depositan costras sobre las superficies de calefacción. En
estos casos el coeficiente global disminuye progresivamente hasta que llega un
momento en que es preciso interrumpir la operación y limpiar los tubos. Cuando
las costras son duras e insolubles, la limpieza resulta difícil y costosa.
* Industrial Evaporators Principles of Operation and Control, ISA 1992
*Referencia
24
1.5 DINÁMICA DE LOS PROCESOS DE EVAPORACIÓN.
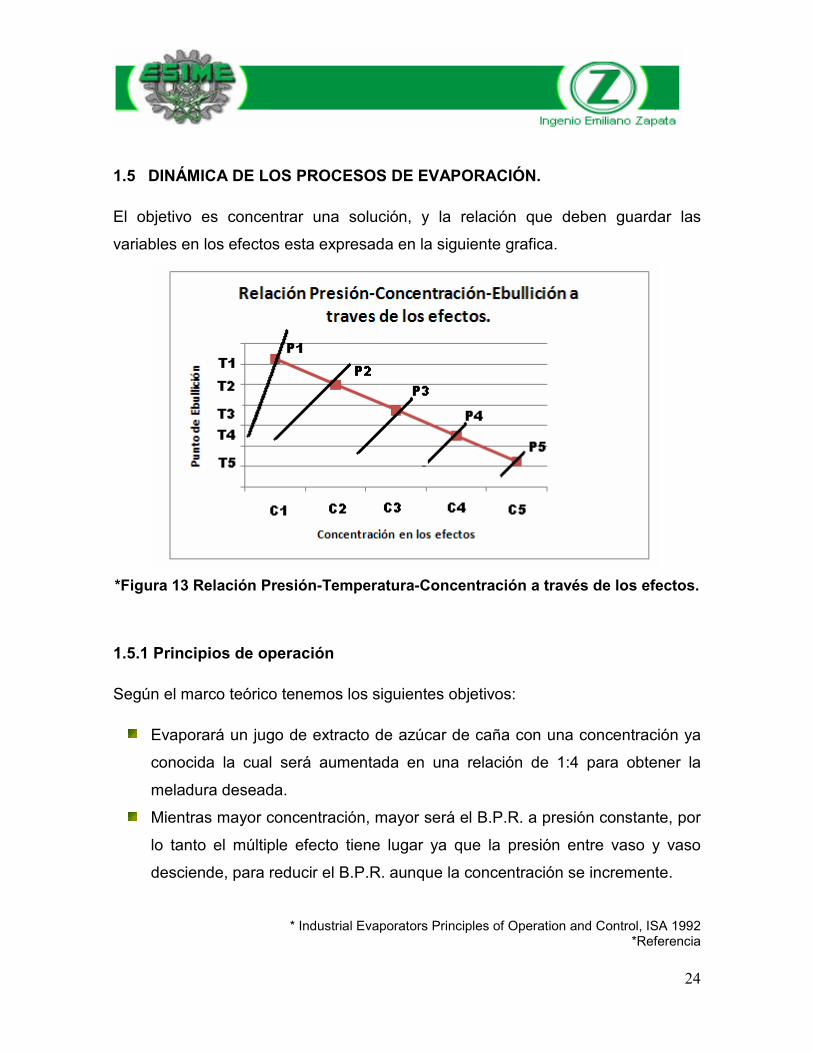
El objetivo es concentrar una solución, y la relación que deben guardar las
variables en los efectos esta expresada en la siguiente grafica.
*Figura 13 Relación Presión-Temperatura-Concentración a través de los efectos.
1.5.1 Principios de operación
Según el marco teórico tenemos los siguientes objetivos:
Evaporará un jugo de extracto de azúcar de caña con una concentración ya
conocida la cual será aumentada en una relación de 1:4 para obtener la
meladura deseada. Mientras mayor concentración, mayor será el B.P.R. a presión constante, por
lo tanto el múltiple efecto tiene lugar ya que la presión entre vaso y vaso
desciende, para reducir el B.P.R. aunque la concentración se incremente.
* Industrial Evaporators Principles of Operation and Control, ISA 1992 *Referencia
25
La ebullición a través de los efectos debe de alcanzarse mas fácilmente, de
forma secuencial ya que al aumentar el soluto, disminuye el solvente,
facilitando la evaporación, y por lo tanto requiriendo menos calor lo cual es
obvio por que nuestro vapor estará perdiendo poder calorífico.
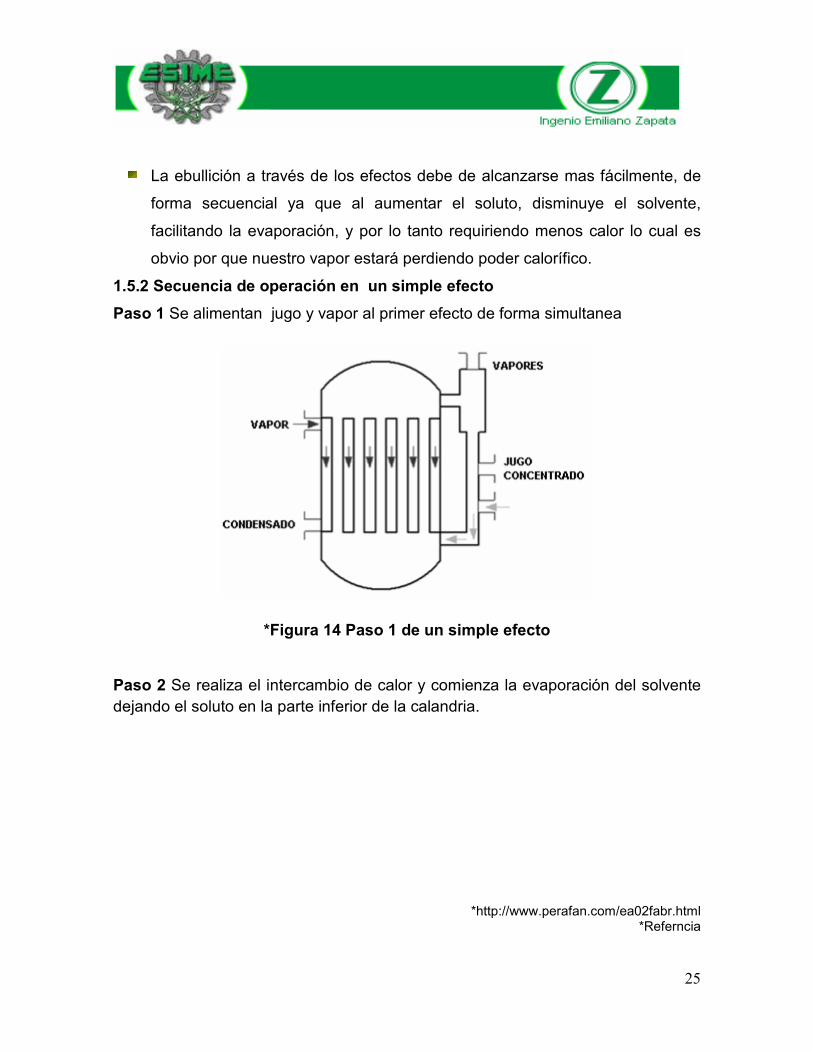
1.5.2 Secuencia de operación en un simple efecto Paso 1 Se alimentan jugo y vapor al primer efecto de forma simultanea
*Figura 14 Paso 1 de un simple efecto
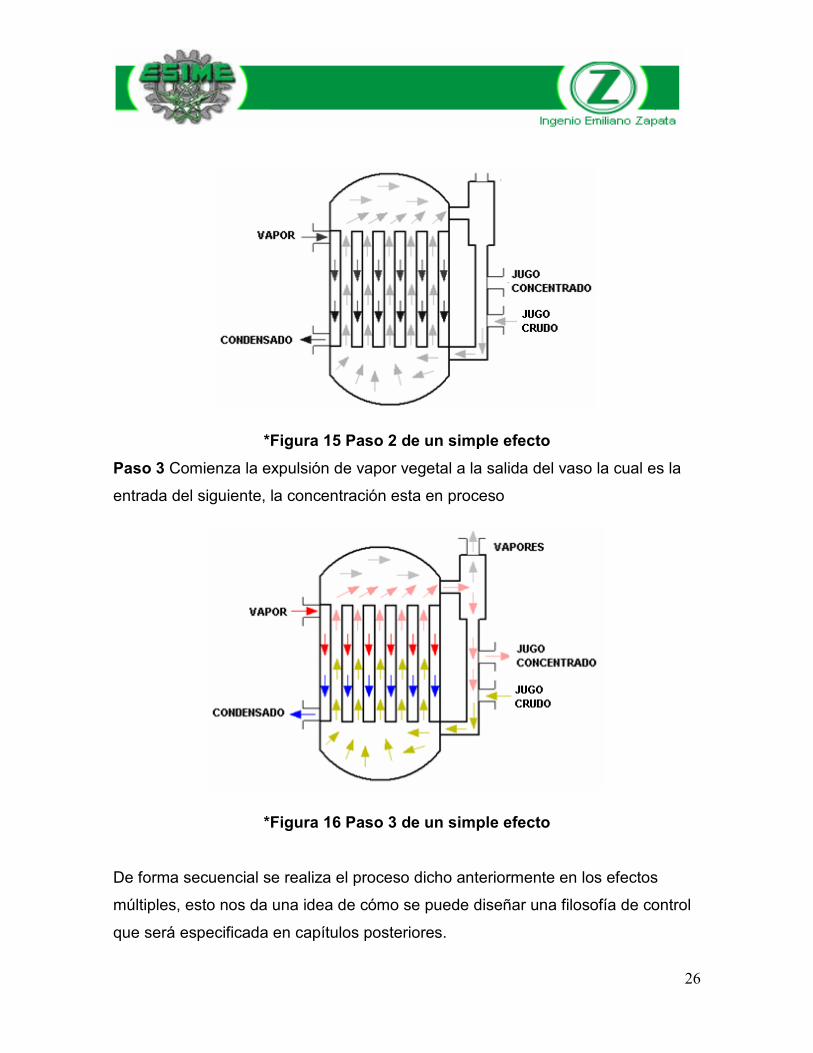
Paso 2 Se realiza el intercambio de calor y comienza la evaporación del solvente dejando el soluto en la parte inferior de la calandria.
*http://www.perafan.com/ea02fabr.html *Referncia
26
*Figura 15 Paso 2 de un simple efecto
Paso 3 Comienza la expulsión de vapor vegetal a la salida del vaso la cual es la
entrada del siguiente, la concentración esta en proceso
*Figura 16 Paso 3 de un simple efecto
De forma secuencial se realiza el proceso dicho anteriormente en los efectos
múltiples, esto nos da una idea de cómo se puede diseñar una filosofía de control
que será especificada en capítulos posteriores.
27
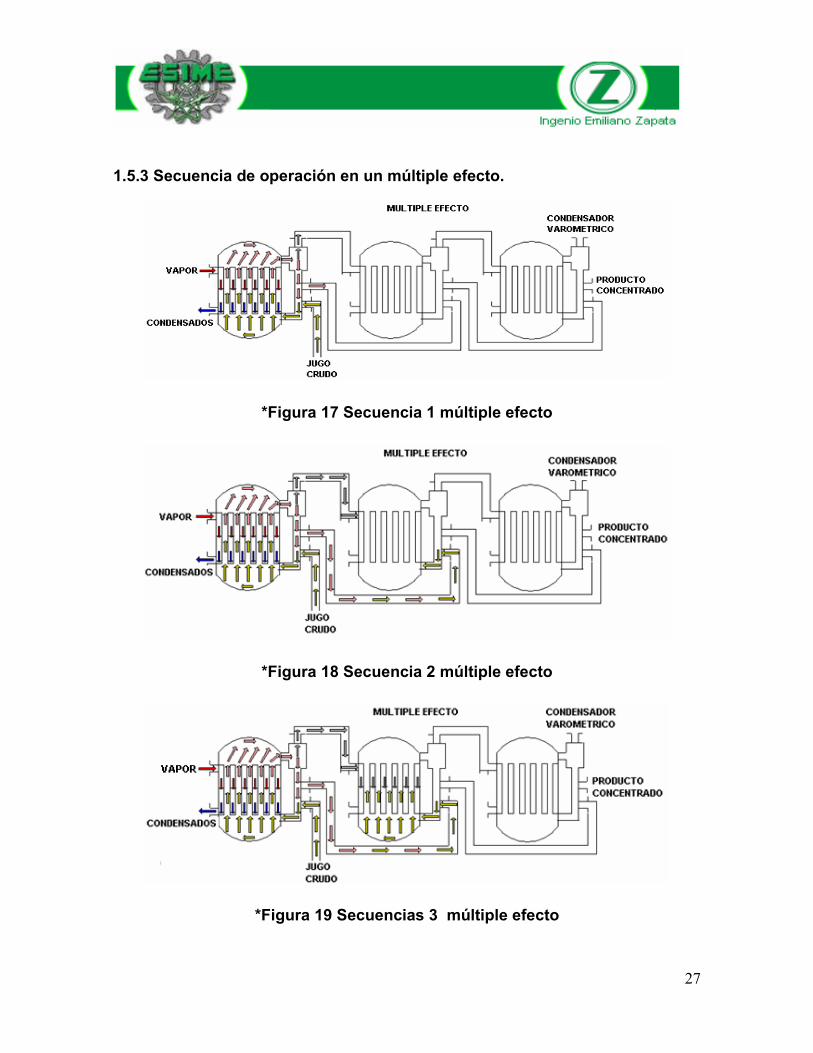
1.5.3 Secuencia de operación en un múltiple efecto.
*Figura 17 Secuencia 1 múltiple efecto
*Figura 18 Secuencia 2 múltiple efecto
*Figura 19 Secuencias 3 múltiple efecto
28
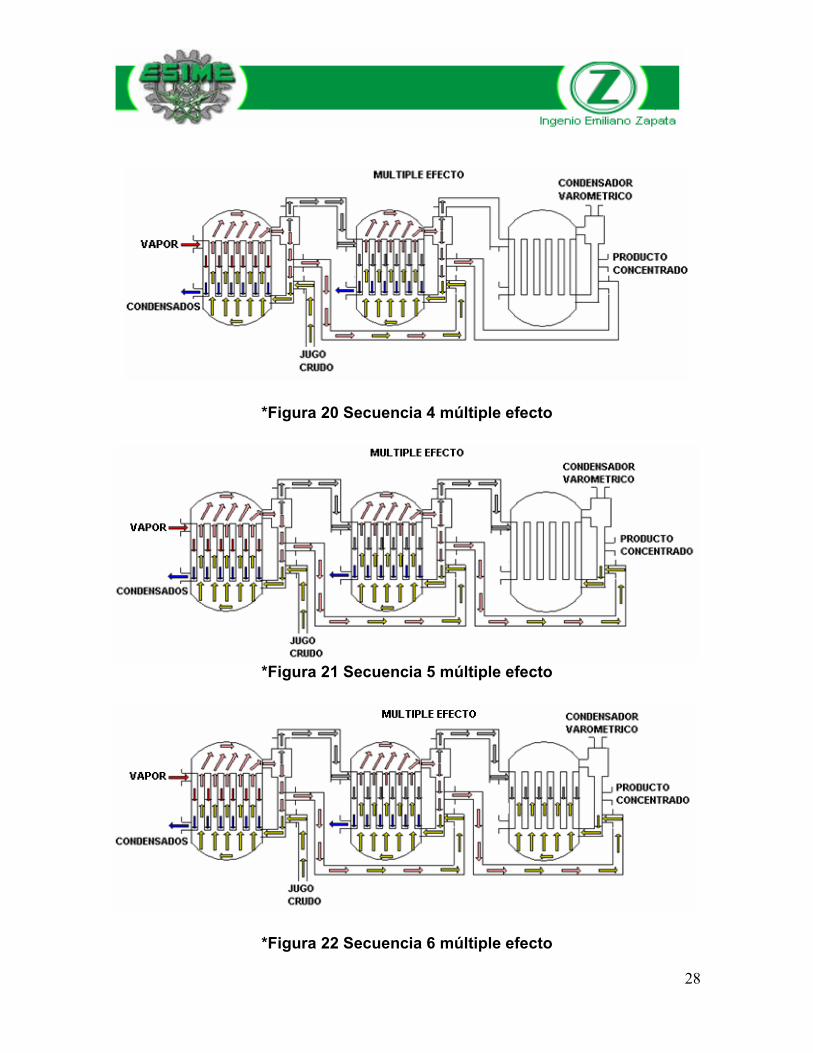
*Figura 20 Secuencia 4 múltiple efecto
*Figura 21 Secuencia 5 múltiple efecto
*Figura 22 Secuencia 6 múltiple efecto
29
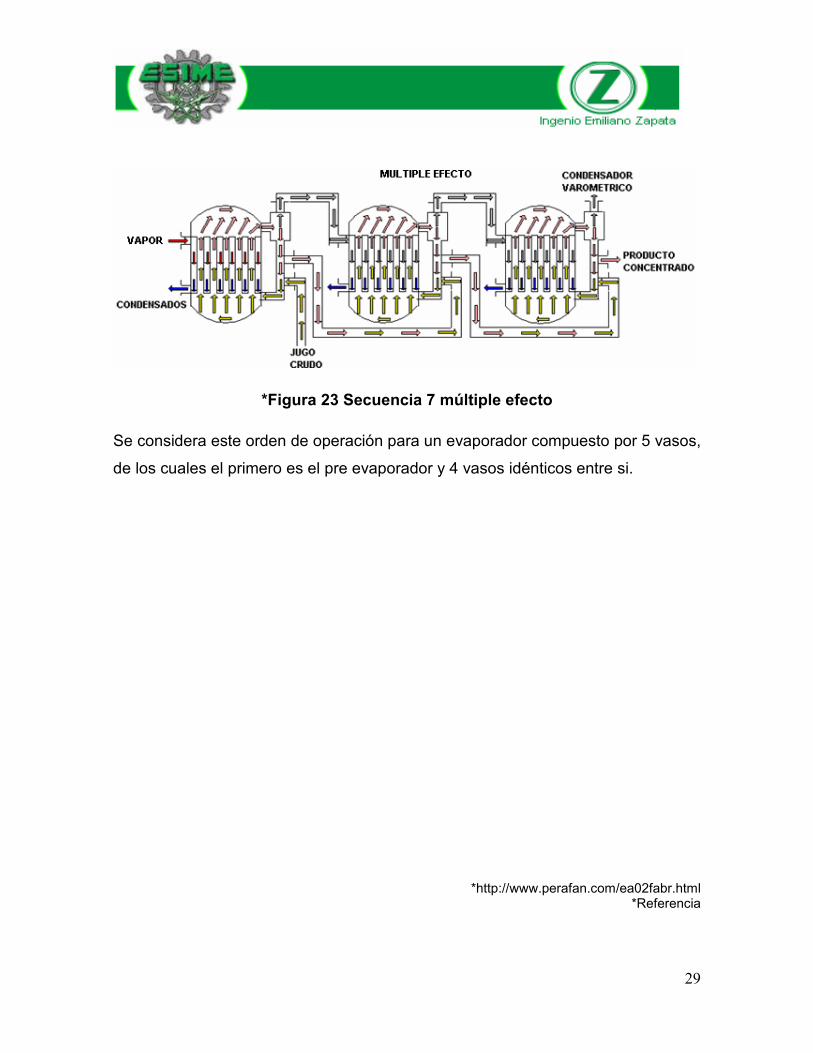
*Figura 23 Secuencia 7 múltiple efecto
Se considera este orden de operación para un evaporador compuesto por 5 vasos,
de los cuales el primero es el pre evaporador y 4 vasos idénticos entre si.
*http://www.perafan.com/ea02fabr.html *Referencia
Desarrollo
Capitulo 2: Ingeniaría Básica (Levantamiento en Campo)
31
2.1 DESCRIPCIÓN PARTICULAR DEL PROCESO DE EVAPORACIÓN EN EL INGENIO EMILIANO ZAPATA
El proceso de evaporación es una de las operaciones unitarias mas eficientes
donde el sistema en condiciones ideales trabajaría por si solo.
Se tienen dos equipos de evaporación con 4 efectos y una pre evaporación (4
vasos y 1 pre evaporador) los cuales están nombrados como “Cuádruple A y B”,
respectivamente.
Estos cuádruples trabajan de forma alternada debido a que mientras uno de ellos
opera durante 15 días, el otro recibe limpieza ya que se forman
incrustaciones(cristales) provocadas por los cambios térmicos del jugo, las cuales
disminuyen fuertemente la transferencia de calor y por lo tanto la eficiencia del
equipo.
2.1.1 Condiciones iníciales de operación.
El cuádruple está vacío y limpio. Todas las válvulas están cerradas y los vasos despresurizados. Las bombas que intervienen están fuera de operación. Las condiciones del proceso anterior (Clarificación) son óptimas. El otro cuádruple esta trabajando con el proceso subsiguiente (cristalización) o en su otro caso esta todo en estado inicial. Las tuberías, los vasos sus calandrias no presentan fugas.
2.1.2 Inicio de operación de un Cuádruple El Pre – evaporador es el que comienza la operación recibiendo en su parte
inferior el jugo proveniente del clarificador, el cual es bombeado por medio de una
bomba centrifuga (la cual no es parte de nuestro proceso.) con un gasto másico
nominal de 212184.32 libras/hora hacia la entrada. *Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot.
32
Paulatinamente se realiza el llenado en frió del cuerpo del pre- evaporador, el cual
debe operar a un nivel de 35% en su calandria (intercambiador de calor).Esto es a
38 pulgadas desde el espejo inferior (nivel de piso terminado) hacia el superior.
Esta medición se lleva de igual manera en todos los vasos, ya que todas las
calandrias miden lo mismo de espejo a espejo (108 pulgadas de alto).
Este nivel esta justificado debido a que la ebullición del jugo genera espuma
(como la leche al hervir) y dicho nivel se eleva hasta sobrepasar la superficie del
espejo superior.
Posteriormente comienza a derramarse hacia el centro, donde se encuentra el
tubo de retorno (de mayor diámetro que los demás) y se genera el fenómeno de
circulación natural explicado con anterioridad en capitulo 1.
Cuando el jugo ha alcanzado un nivel del 30%(35 pulgadas) se inicia la apertura
de la válvula que bloquea la entrada de vapor de escape hacia el pre evaporador,
esto para iniciar el calentamiento.
La calandria poco a poco entra en contacto con el vapor caliente y comienza la
transferencia de calor. Al ir aumentando la temperatura el jugo en forma de
espuma, se eleva a través de los tubos de la calandria.
El vapor de escape genera una temperatura de cerca de 126° centígrados en la
parte frontal del intercambiador, y se lleva al jugo a su punto de ebullición.
Es importante mencionar que la parte frontal de la calandria, es decir la que recibe
el primer impacto del vapor de escape, es la llamada “zona caliente” y la parte
posterior es llamada “zona fría”. La diferencia de temperaturas entre estas dos
zonas es de entre 1 a 3 grados centígrados, y cuando esta diferencia de
temperatura. *Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot.
*Referencia
33
es mayor a 5 grados obtenemos una clara indicación de que es hora de limpiar la
calandria ya que la transferencia de calor no se esta llevando cabo correctamente
debido a las incrustaciones.
Debido a que el jugo que se recibe llega con una concentración de
aproximadamente 17 o 18 grados BRIX (densidad en porcentaje en peso de
sacarosa) y un 80% de pureza la elevación del punto de ebullición en cualquiera
de los dos pre evaporadores (“A” o “B”, ambos son idénticos), esta entre 0.3 y 0.4
grados centígrados a la presión que están los vasos pre evaporadores (10 psi).
Ya que el jugo ebullirá a casi 1 ATM en el comienzo de la evaporación. Habrá un
estado transitorio mientras que las válvulas del pre A permanezcan cerradas
Posteriormente el vapor vegetal y el jugo alcanzaran sus condiciones nominales
de presión y temperatura (70 psi y 90° centígrados respectivamente).
Cuando dichas condiciones son alcanzadas, el punto de ebullición se eleva con un
valor nominal de 1.5° centígrados. Por lo tanto la ebullición en Pre evaporador “A”
es de 91.5°C lo cual nos indica un BRIX de salida de entre 25° y 26°.
Como se menciono en el capítulo 1 la presión de vapor vegetal generado en el
cuerpo del vaso, así como la presión de bombeo a la entrada, son los factores que
generan el movimiento positivo del jugo a través de los vasos.
Después al alcanzar estas condiciones se inicia la apertura de la válvula que
regula la salida de jugo concentrado en el pre evaporador, y que a su vez es
válvula de entrada al vaso 1.
Al llegar al 90% de apertura, se arranca una bomba centrifuga la cual existe para
compensar la caída de presión generada por el decremento de temperatura en el *Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot.
*Referencia
34
efecto pre evaporador donde el choque térmico es mayor que en el resto del
equipo.
Se abre la válvula de salida de vapor vegetal hacia proceso de cristalización.
Dicha bomba centrifuga bombea a una presión 10 psi con un flujo de casi 445,000
libras de jugo por hora. Por lo tanto se presenta un nuevo y pequeño estado
transitorio el cual es producido también por la apertura de la válvula que controla
la salida del vapor vegetal en el pre evaporador hacia los “tachos” o proceso de
cristalización, proceso ajeno a nuestro tema de estudio.
Una vez alcanzando la estabilidad en el vaso uno se repite la operación como en
el pre evaporador, y debido a que ambos reciben vapor de escape la secuencia es
idéntica, solo que el vapor que es generado en el vaso 1 al alcanzar sus
condiciones, abre una válvula que permite el paso del vapor vegetal hacia la
alimentación de la calandria del vaso 2, repitiéndose consecutivamente el ciclo
hasta el vaso 4(melador), esto es el llamado múltiple efecto.
Terminada la secuencia se abre la última válvula de vapor vegetal en el vaso
4(melador). En este vaso las condiciones de presión y temperatura no han sido
alcanzadas, debido a que el vaso cuatro trabaja casi en vacío, el cual no existe
aun. Simultáneamente a la apertura de la última válvula, el condensador
barométrico se empieza a llenar de vapor vegetal.
El condensador Barométrico cumple con dos misiones importantes:
Generar el vacío en el vaso cuatro.
Condensar todo el vapor proveniente del cuádruple. *Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot.
*Referencia
35
Un flujo de agua fría que viene desde un cabezal de alimentación a una presión de
1kg/cm² aproximadamente y un flujo de 6300 gal/min suministra el condensador
barométrico el cual ayuda al vaso cuatro (melador) a alcanzar sus condiciones de
presión y temperatura. Este liquido (agua fría) es bombeado desde una cisterna
usando 6 bombas centrifugas del miso tipo, para dar alimentación a un cabezal de
servicios de agua fría a otros procesos. Dichas bombas no son parte de nuestro
estudio.
Los pocos gases no condensables generados en el proceso, y los cuales no
fueron desechados a la atmósfera por medio de los dispositivos en cada vaso, son
extraídos por el condensador cuyo vacío es también generado por la presión de
succión hacia abajo, creada por los casi 25 metros de caída libre en tubería que
sale del condensador hacia el tanque de recuperación en la planta baja del Ingenio
Emiliano Zapata.
Al entrar en operación, el condensador barométrico estabiliza la respuesta total del
sistema llegando a su régimen permanente. Es importante el control ejercido sobre
el flujo de agua fría en el condensador barométrico, ya que en el vaso 4 (melador)
es donde se obtiene el Brix final, y también se aplica el control de la
concentración, por medio de la técnica de elevación del punto de ebullición.
Por cuestiones de políticas sindicales, de presupuesto y disposición del cliente
(Ingenio Emiliano Zapata) este sistema de arranque será instrumentado pero se
propone un sistema de control manual en el arranque.
*Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot. *Referencia
36
2.1.3 Estado permanente del proceso.
Las secuencias de arranque antes presentadas así como las desviaciones durante
el proceso que se deban a perturbaciones, son corregidas mediante cierre y
apertura de válvulas por medio de operadores que esta al pendiente del proceso y
quienes tienen mucha experiencia.
Las mediciones de densidad se comprueban mediante extracción de muestras en
el melador, por parte de un operador experimentado, quien mediante la
observación de la muestra de meladura o melaza en un cristal determina por
simple inspección cual es la densidad en Brix.
El operador decide que correcciones se deben de hacer, corroborando con las
mediciones observadas en los indicadores de los vasos. De esta forma se le
comenta al ingeniero de proceso a cargo y se ordenan porcentajes de apertura o
cierre en distintas válvulas en todo el proceso, el cual esta rodeado de operarios
quienes deben estar atentos a las indicaciones.
De esta forma se determinan todos los cambios que deben realizarse en las
variables del proceso convirtiéndose en un método tedioso, confuso y
completamente impreciso.
2.1.4 Paro y cambio de cuádruple
Al décimo cuarto día de operación el cuádruple que esta operando se detiene y
sale de operación para ser limpiado y permitir el trabajo del otro cuádruple que
estaba en reposo. *Manual del Ingeniero Azucarero, Primera Edición en Español 1963, E Hugot.
*Referencia
37
2.1.4.1 Cuádruple “B”
Se cierra poco a poco el suministro de vapor de escape al pre evaporador en
operación. Al llegar a cero por ciento de apertura se cierra paulatinamente la
entrada de jugo al pre evaporador y se deja que llegue al cero por ciento de nivel
en la calandria.
El decremento de nivel se realiza por medio del bombeo que todavía genera la
bomba centrifuga que se encuentra entre el pre evaporador y el vaso 1. Al cero
por ciento de nivel de la calandria del pre evaporador 1 se detiene la succión de la
bomba centrifuga 1, de tal forma que la única fuerza de empuje hacia el jugo en
todos los vasos sea la presión en los mismos. Esta presión ayudara a sacar la
mayor cantidad de jugo remanente en el cuádruple.
Simultáneamente con la operación anteriormente descrita inicia la operación del
cuádruple dos, el cual inicia operaciones en la forma descrita anteriormente.
Se cierran las válvulas de paso de jugo entra vasos incluyendo la que sale del
vaso 4. Se abre válvula de drenaje
Mientras tanto, casi al termino de la operación del cuádruple 1, la cual esta
delineada por las caídas de presión, flujo y temperatura, se inicia la fase de
“liquidación” del producto el cual es drenado hacia el drenaje. Esto se tiene que
hacer de forma oportuna ya que si el jugo se enfría comienza a cristalizarse, lo
que haría más difícil la limpieza del cuerpo de los vasos.
Simultáneamente durante las caídas de presión el en cuádruple se inicia el cierre
de la válvula que alimenta agua fría al condensador barométrico.
38
De igual manera se realiza el re-direccionamiento de flujos (meladura y vapor
vegetal) por medio de válvulas a los procesos aledaños.
2.1.5 Limpieza (Boil out)
La limpieza comienza cuando ha terminado la liquidación del jugo remanente en el
cuádruple.
2.1.5.1 Preparación
Las válvulas de purga de fondo son cerradas nuevamente y el sistema debe estar
en condiciones parecidas a las del arranque o inicio de operación solo que en este
caso no se introduce vapor de escape y el cuádruple está sucio.
2.1.5.2 Primer enjuague
Ya que se sabe que todas las válvulas están cerradas, se abren las válvulas de
aislamiento de equipo en la línea por donde pasa la meladura. Además las
válvulas de control entre vasos, es decir las de meladura también se abren para
que puedan ser limpiadas.
Para no crear un sello de aire las válvulas de vapor vegetal también son abiertas.
Por último se abren también las válvulas de entrada de agua de limpieza de todos
los vasos, las cuales están conectadas a un cabezal.
Posteriormente se bombea agua (que viene de la misma cisterna que el agua fría
que va al condensador barométrico) a través del cuádruple, por medio de una
39
bomba centrifuga (2) que alimenta el cuádruple a una presión de 1 kg/cm², esto
para comenzar a diluir los restos de jugo y que no se cristalicen.
Cuando las calandrias de todos los vasos presentan un nivel del 150% la válvula
de agua de entrada se cierra, cortando la entrada de agua para después por
medio de las válvulas de purga de fondo de agua drenar esa agua que entro.
La tubería a la que está conectada el dren es de 6”, por lo tanto es igual al
diámetro entrada de agua proveniente de la bomba, y así al tener el mismo
diámetro y un flujo constante, el flujo de entrada es igual al de salida, y el nivel
permanece constante, donde el agua circula arrastrando impurezas y
“enjugando“el cuádruple.
2.1.5.3 Agente Limpiador
A continuación se cierran todas las válvulas de drenaje nuevamente incluyendo la
del vaso 4 que ya estaba abierta.
Todas las válvulas de salida del vaso 4 (dren, meladura salida de vapor vegetal)
hacia el condensador barométrico permanecen carradas.
Una vez realizado esto, se abre una válvula de paso de sosa y se bombea una
solución de agua con hidróxido de sodio (sosa cáustica), NaOH al 60% por medio
de la bomba centrifuga 3 que opera de forma manual. La operación se realiza
siempre y cuando haya no nivel bajo de sosa en el tanque de concentrados.
Cuando las calandrias alcanzan el 150% de su capacidad en sosa, se cierra la
válvula de entrada de sosa y las de purga de fondo también.
40
Ya una vez atrapado la sosa en el cuádruple y sus tuberías, se abren 3 válvulas
de vapor de escape provenientes del turbogenerador. Una de ellas es
perteneciente al Pre evaporador, la segunda es perteneciente al vaso 1, y la
tercera alimenta los últimos 3 vasos.
A partir de esta apertura comienza el calentamiento de la sosa.
Sabemos según las tablas de Dühring (ver figura 1.10) que la sosa cáustica
también tiene una elevación de punto de ebullición de 160°C a 1 ATM y 60% de
concentración, por lo tanto como la alimentación de vapor de escape cuya
temperatura es de 126°C, solo calentará la sosa, sin llegar a su punto de
ebullición, por lo tanto ayudara a acelerar la limpieza y remoción de las
incrustaciones. El calentamiento dura cerca de una hora.
Posteriormente la sosa permanece caliente por 8 horas y después se drena por
medio de la apertura de las válvulas de dren al cabezal de drenaje, solo que en
esta ocasión el flujo seguirá la dirección hacia el tanque de neutralización (no al
drenaje como sucede con el agua) por medio de la manipulación de otra válvula.
El tanque de neutralización contiene solución acida que neutralizará la sosa y
después será sometida a tratamiento químico para su reutilización. Dicho proceso
no es parte de nuestro estudio.
2.1.5.4 Segundo enjuague
Por ultimo se repite la operación de enjuague con agua que a su vez sirve como
prueba hidrostática, que en caso de mostrar fugas en los tubos de la calandria
sugiere un reemplazo de los mismos al término de la operación. Terminado todo
esto el equipo está en condiciones aptas para la operación nuevamente.
41
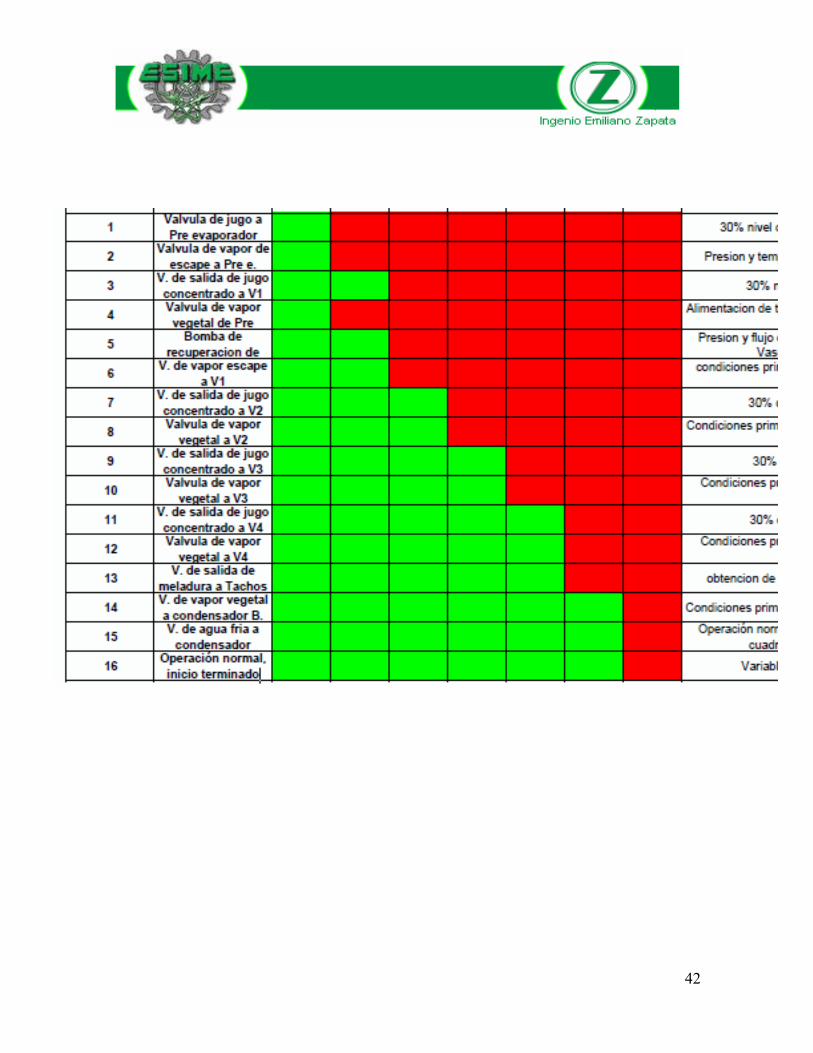
2.2 SECUENCIAS DE OPERACIÓN DE LOS CUÁDRUPLES “A” Y “B”
En las siguientes tablas se observa el proceso como representación grafica de las
secuencias de operación.
CONTENIDO:
Tabla 2.2.1 Secuencia de válvulas al inicio de operación
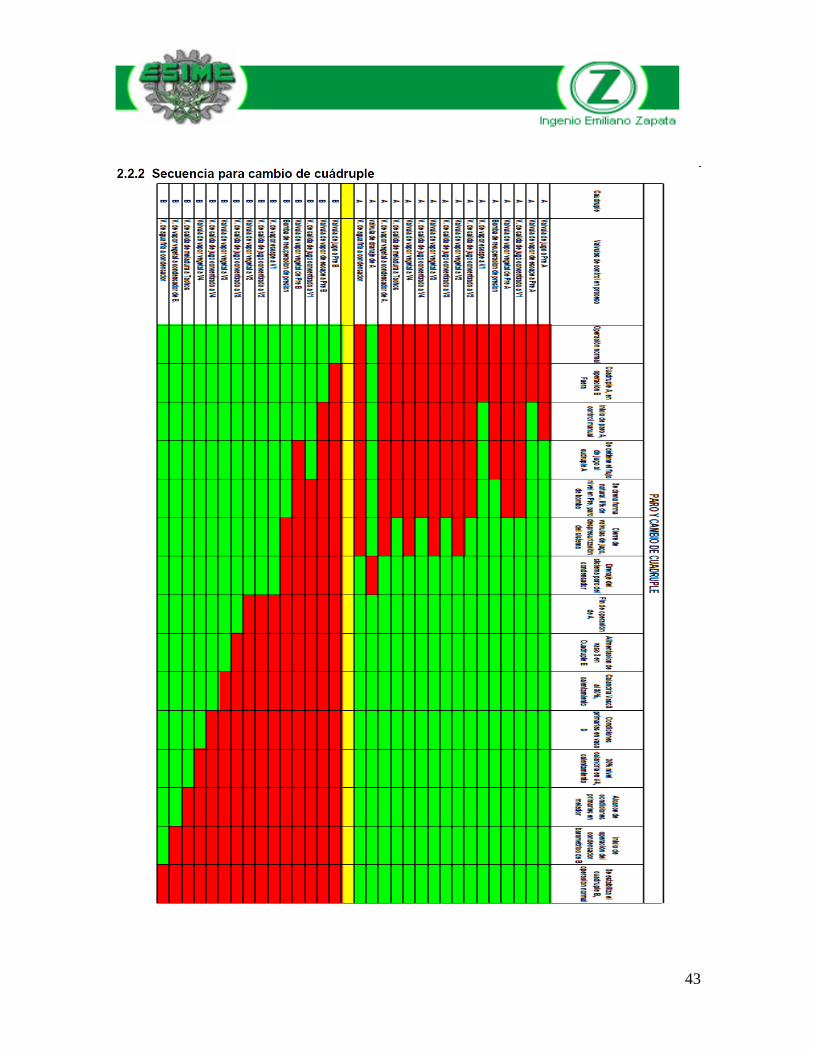
Tabla 2.2.2 Secuencia para cambio de cuádruple
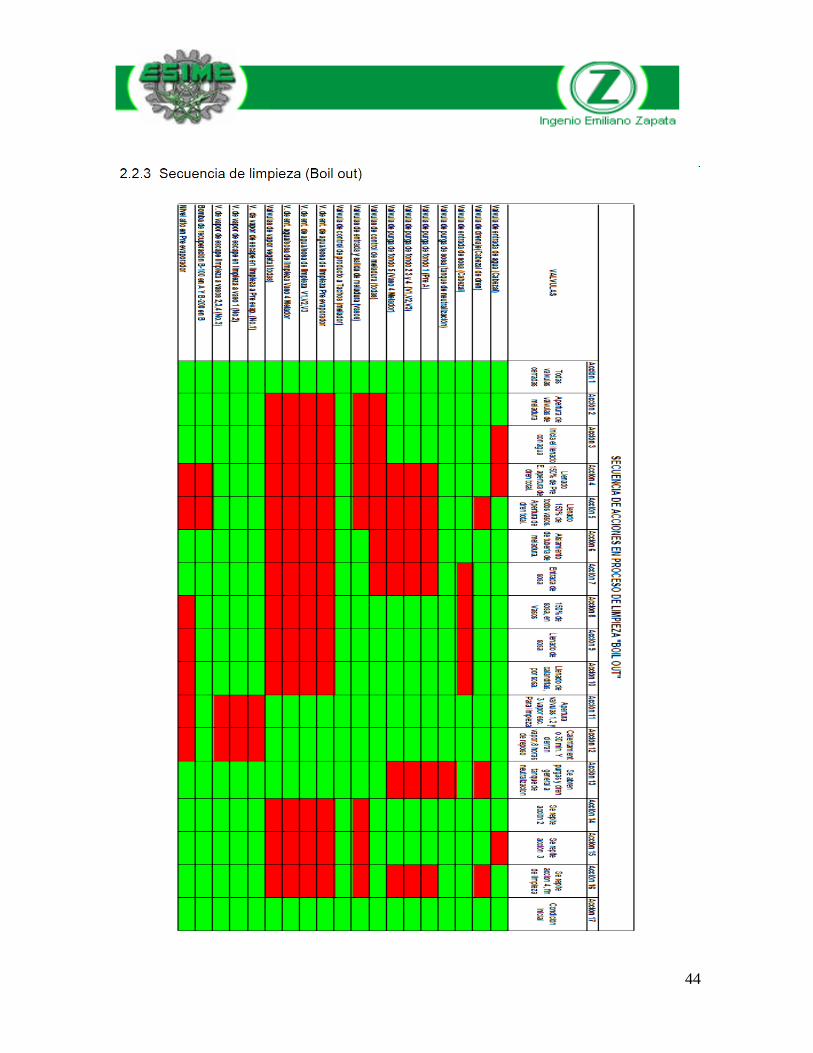
Tabla 2.2.3 Secuencia de limpieza (Boil out)
42
43
44
45
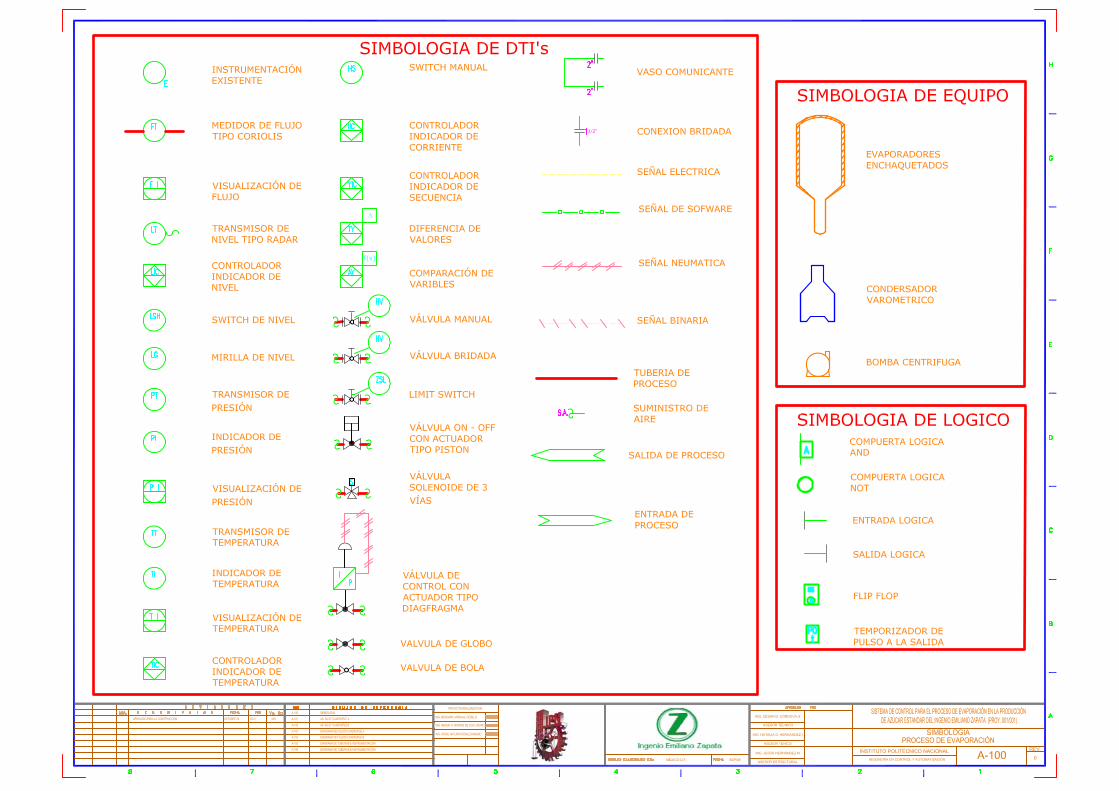
2.3 SIMBOLOGÍA UTILIZADA
Contiene la definición de cada representación grafica de los elementos,
instrumentos, equipos y señales utilizados para la elaboración de planos.
CONTENIDO:
PLANO → A-100 SIMBOLOGÍA
46
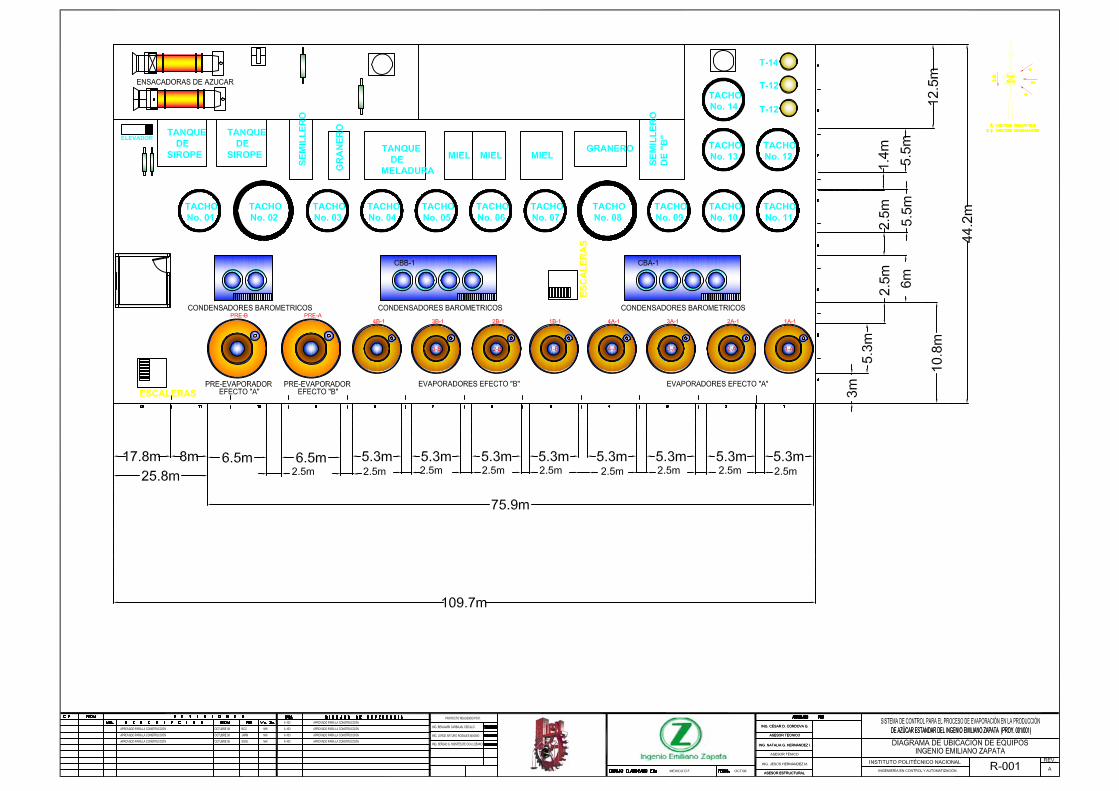
2.4 DISTRIBUCIÓN DE EQUIPOS (Lay Out)
Contiene la representación grafica de la distribución de cada uno de los equipos
instalados en la planta con sus respectivas acotaciones, es utilizado para ver las
distancias entre cada equipo y las colindancias de la planta.
48
.
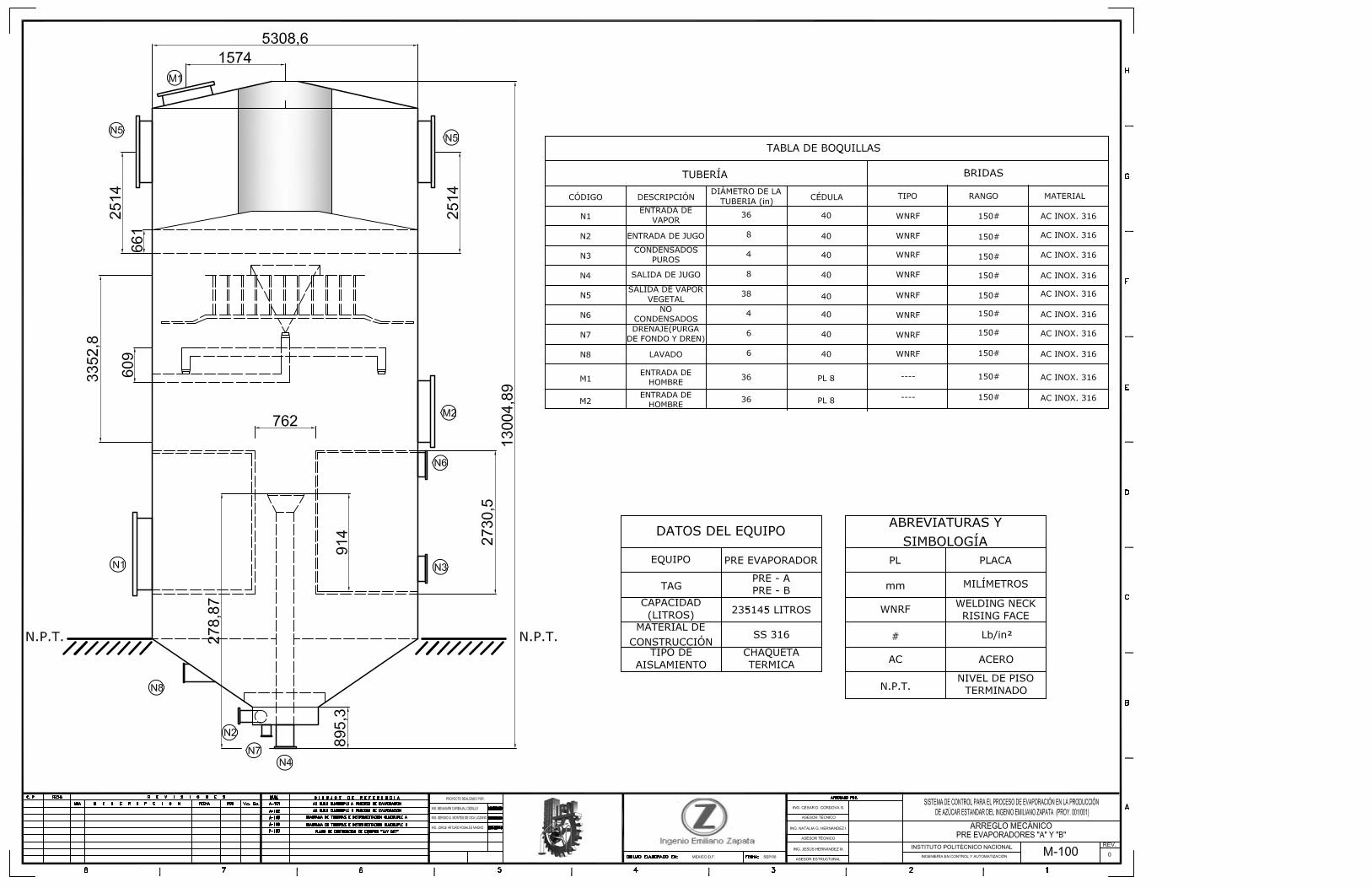
2.5 ARREGLOS MECÁNICOS DE LOS VASOS EVAPORADORES
Contiene los datos generales de los equipos, como el nombre, el tag, la
capacidad y el material de construcción, además de las dimensiones de los
equipos y de cada una de las boquillas, es utilizado para identificar
rápidamente la ubicación en equipo y los diámetros delas boquillas así como
su servicio y el tipo de conexión.
CONTENIDO:
PLANO → M-100 ARREGLO MECÁNICO
PLANO → M-101 ARREGLO MECÁNICO
49
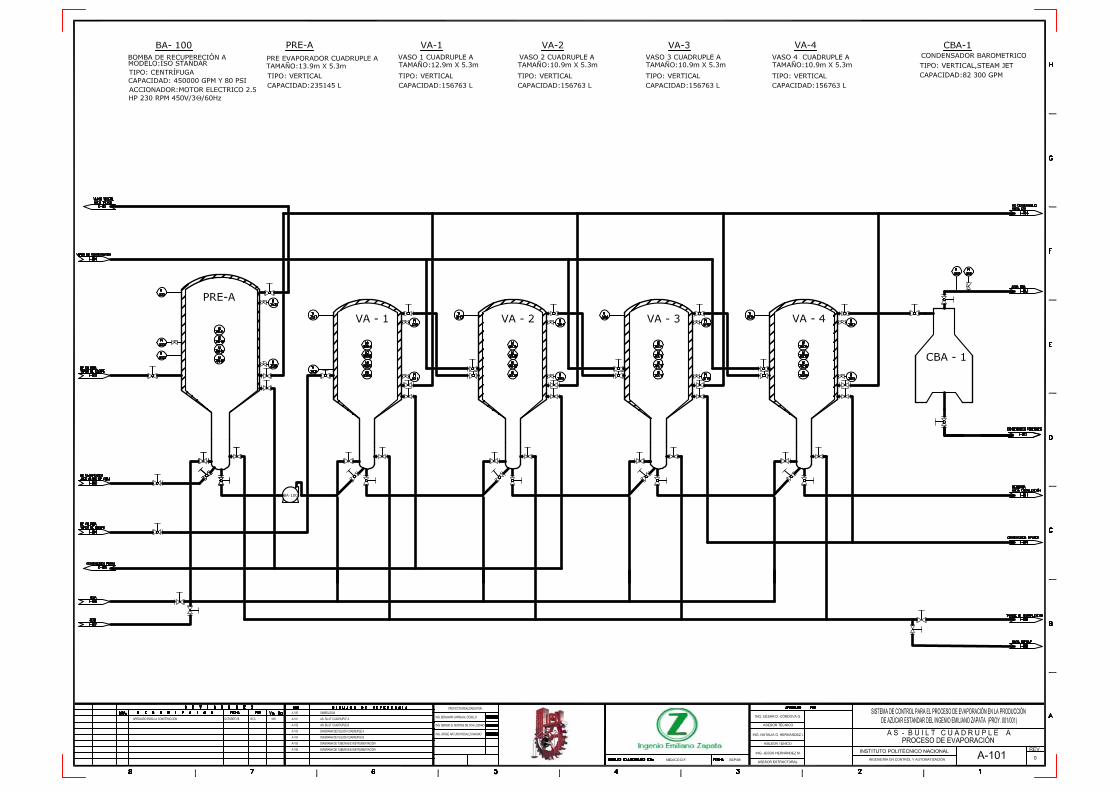
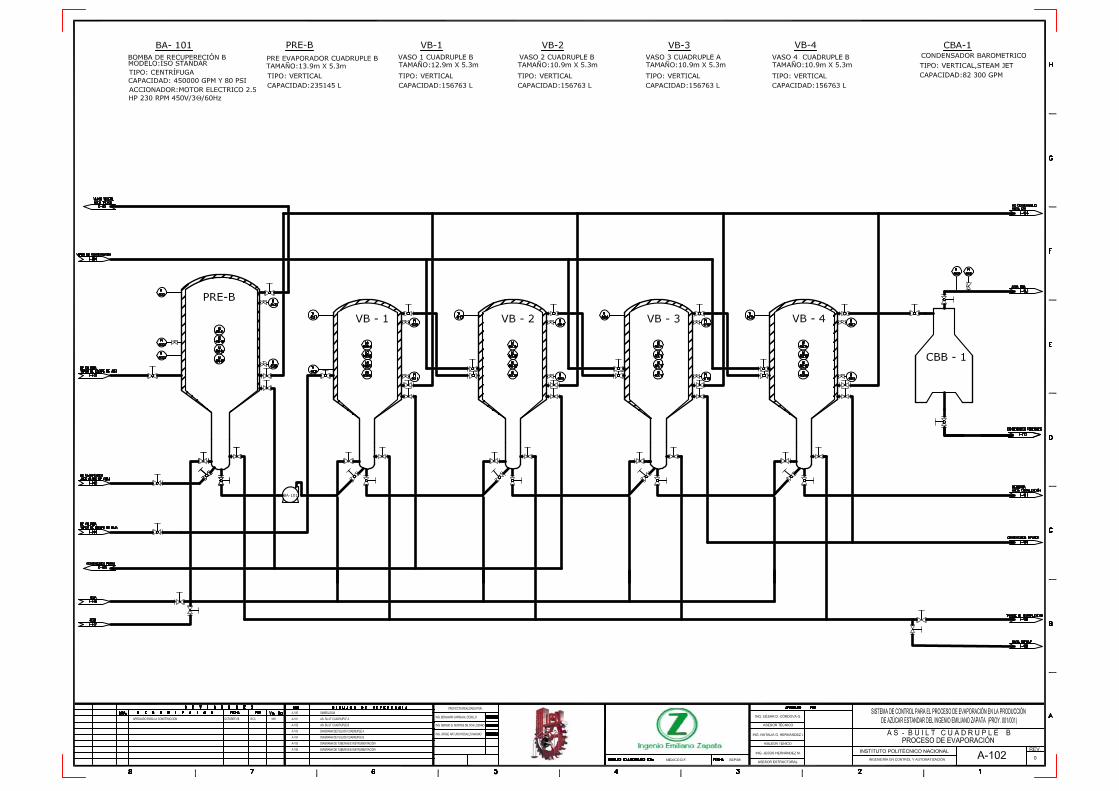
2.6 DIAGRAMA DE TUBERÍAS E INSTRUMENTACIÓN ACTUAL (As Built)
Contiene la instrumentación instalada actualmente en el proceso de evaporación y
se utiliza para identificar los instrumentos existentes en el proceso.
CONTENIDO:
PLANO → A-101 AS-BUILT CUÁDRUPLE “A”
PLANO → A-102 AS-BUILT CUÁDRUPLE “B”
50
.
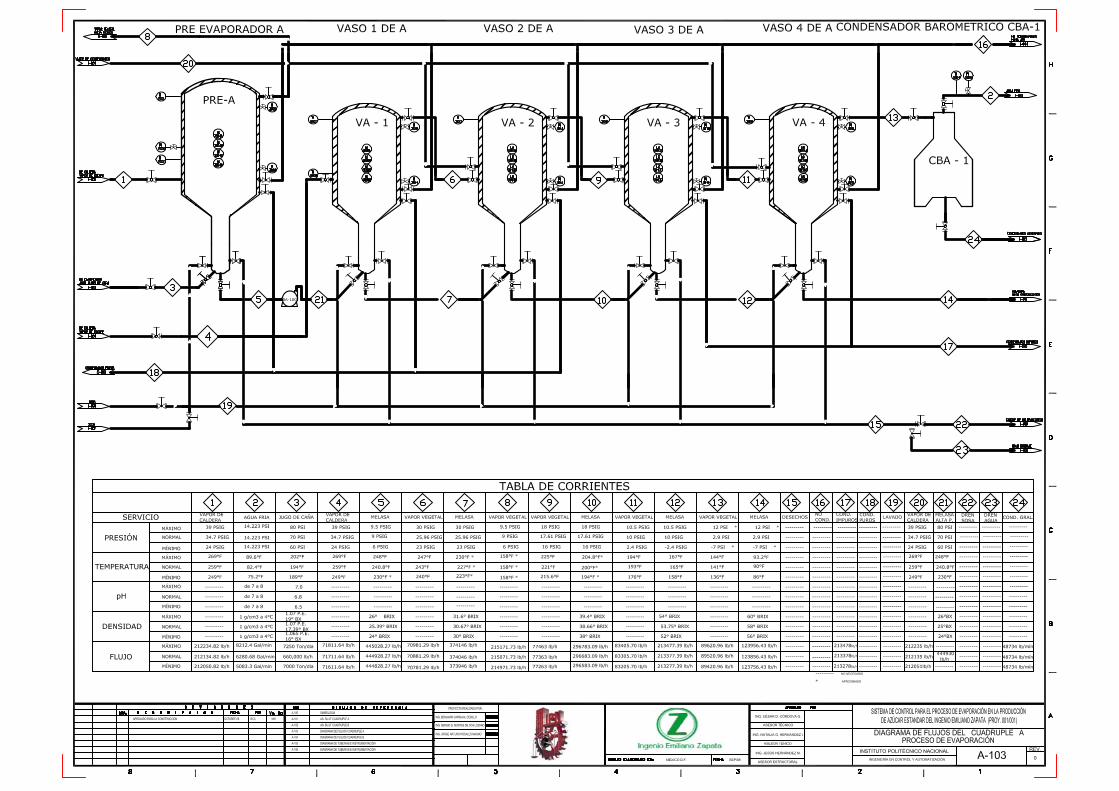
2.7 DIAGRAMA DE FLUJOS
Contiene los valores de las variables que están presentes en el proceso de
evaporación, y se utiliza para identificar la o las variables y sus valores de
operación máximos, normales y mínimos en cada entrada y salida de los
equipos.
CONTENIDO:
PLANO → A-103 DIAGRAMA DE FLUJOS DEL CUÁDRUPLE “A”
PLANO → A-104 DIAGRAMA DE FLUJOS DEL CUÁDRUPLE “B”
Desarrollo
Capitulo 3: Ingeniaría de Detalle (Instrumentacion)
52
.
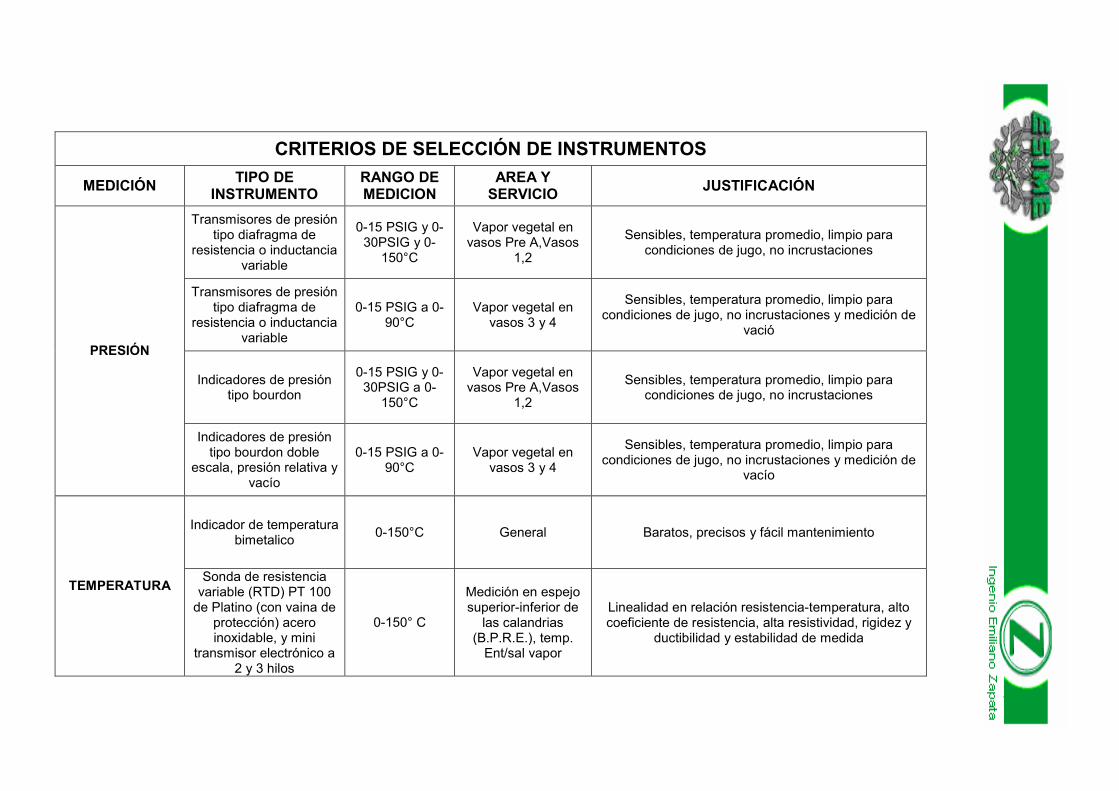
3.1 PROPUESTA DE INSTRUMENTACIÓN
Contiene una tabla que muestra en términos generales los criterios de
selección de los instrumentos para cada variable que interviene en el proceso.
CONTENIDO:
TABLA → CRITERIOS DE SELECCIÓN
3.0 CRITERIOS DE SELECCIÓN DE INTRUMENTOS DE MEDICIÓN (TABLA 1)CRITERIOS DE SELECCIÓN DE INSTRUMENTOS
MEDICIÓN TIPO DEINSTRUMENTO
RANGO DEMEDICION
AREA YSERVICIO JUSTIFICACIÓN
Transmisores de presióntipo diafragma de
resistencia o inductanciavariable
0-15 PSIG y 0-30PSIG y 0-
150°C
Vapor vegetal envasos Pre A,Vasos
1,2
Sensibles, temperatura promedio, limpio paracondiciones de jugo, no incrustaciones
Transmisores de presióntipo diafragma de
resistencia o inductanciavariable
0-15 PSIG a 0-90°C
Vapor vegetal envasos 3 y 4
Sensibles, temperatura promedio, limpio paracondiciones de jugo, no incrustaciones y medición de
vació
Indicadores de presióntipo bourdon
0-15 PSIG y 0-30PSIG a 0-
150°C
Vapor vegetal envasos Pre A,Vasos
1,2
Sensibles, temperatura promedio, limpio paracondiciones de jugo, no incrustaciones
PRESIÓN
Indicadores de presióntipo bourdon doble
escala, presión relativa yvacío
0-15 PSIG a 0-90°C
Vapor vegetal envasos 3 y 4
Sensibles, temperatura promedio, limpio paracondiciones de jugo, no incrustaciones y medición de
vacío
Indicador de temperaturabimetalico 0-150°C General Baratos, precisos y fácil mantenimiento
TEMPERATURA Sonda de resistenciavariable (RTD) PT 100
de Platino (con vaina deprotección) aceroinoxidable, y mini
transmisor electrónico a2 y 3 hilos
0-150° C
Medición en espejosuperior-inferior de
las calandrias(B.P.R.E.), temp.
Ent/sal vapor
Linealidad en relación resistencia-temperatura, altocoeficiente de resistencia, alta resistividad, rigidez y
ductibilidad y estabilidad de medida
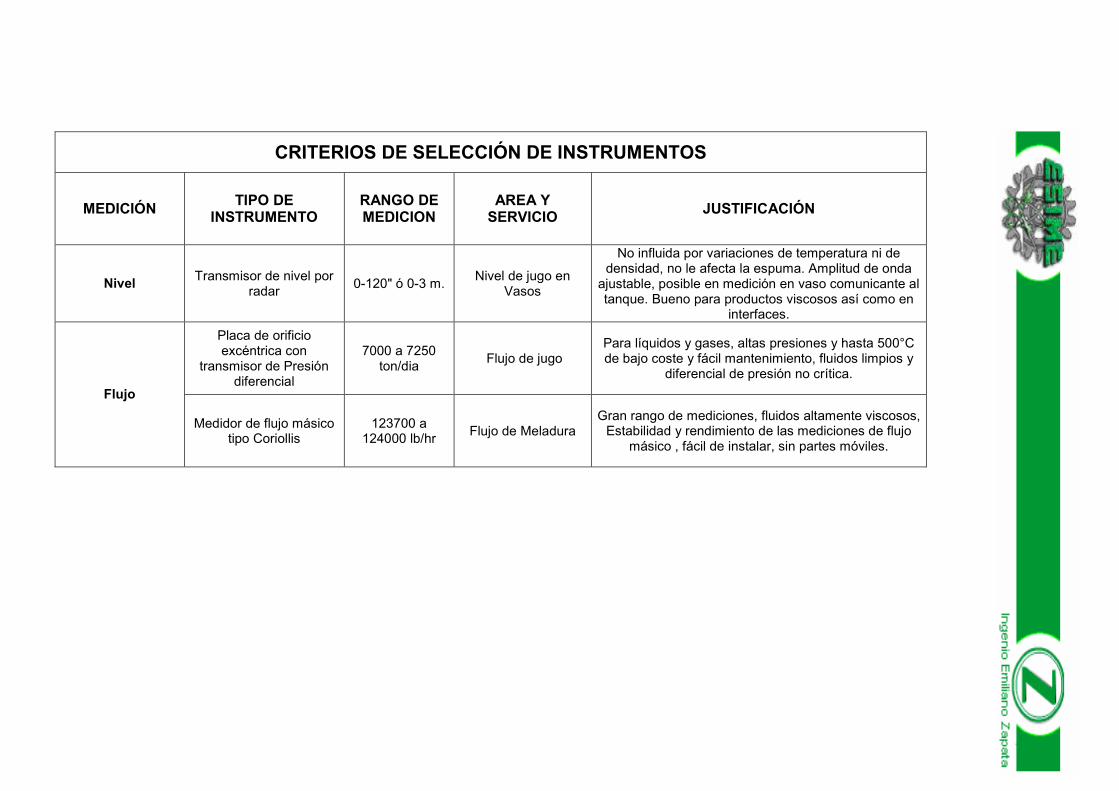
3.0 CRITERIOS DE SELECCIÓN DE INTRUMENTOS DE MEDICIÓN (TABLA 1 CONTINUACIÓN)
CRITERIOS DE SELECCIÓN DE INSTRUMENTOS
MEDICIÓN TIPO DEINSTRUMENTO
RANGO DEMEDICION
AREA YSERVICIO JUSTIFICACIÓN
Nivel Transmisor de nivel porradar 0-120" ó 0-3 m. Nivel de jugo en
Vasos
No influida por variaciones de temperatura ni dedensidad, no le afecta la espuma. Amplitud de onda
ajustable, posible en medición en vaso comunicante altanque. Bueno para productos viscosos así como en
interfaces.Placa de orificioexcéntrica con
transmisor de Presióndiferencial
7000 a 7250ton/dia Flujo de jugo
Para líquidos y gases, altas presiones y hasta 500°Cde bajo coste y fácil mantenimiento, fluidos limpios y
diferencial de presión no crítica.Flujo
Medidor de flujo másicotipo Coriollis
123700 a124000 lb/hr Flujo de Meladura
Gran rango de mediciones, fluidos altamente viscosos,Estabilidad y rendimiento de las mediciones de flujo
másico , fácil de instalar, sin partes móviles.
53
.
3.2 DIAGRAMA DE TUBERÍAS E INSTRUMENTACIÓN (PROPUESTO)
Contiene la instrumentación propuesta en cada una de las tuberías y equipos
del proceso de evaporación, además de diferentes tipos de líneas que
representan tuberías y señales que forman lazos de control y monitoreo de las
variables.
Se utilizan para identificar los instrumentos de acuerdo a su tag, además de su
ubicación con el número de equipo o de línea y poder observar características
principales de instrumentos y de las tuberías del proceso.
CONTENIDO:
PLANO → A-105 DIAGRAMAS DE TUBERÍAS E INSTRUMENTACIÓN
PLANO → A-106 DIAGRAMAS DE TUBERÍAS E INSTRUMENTACIÓN
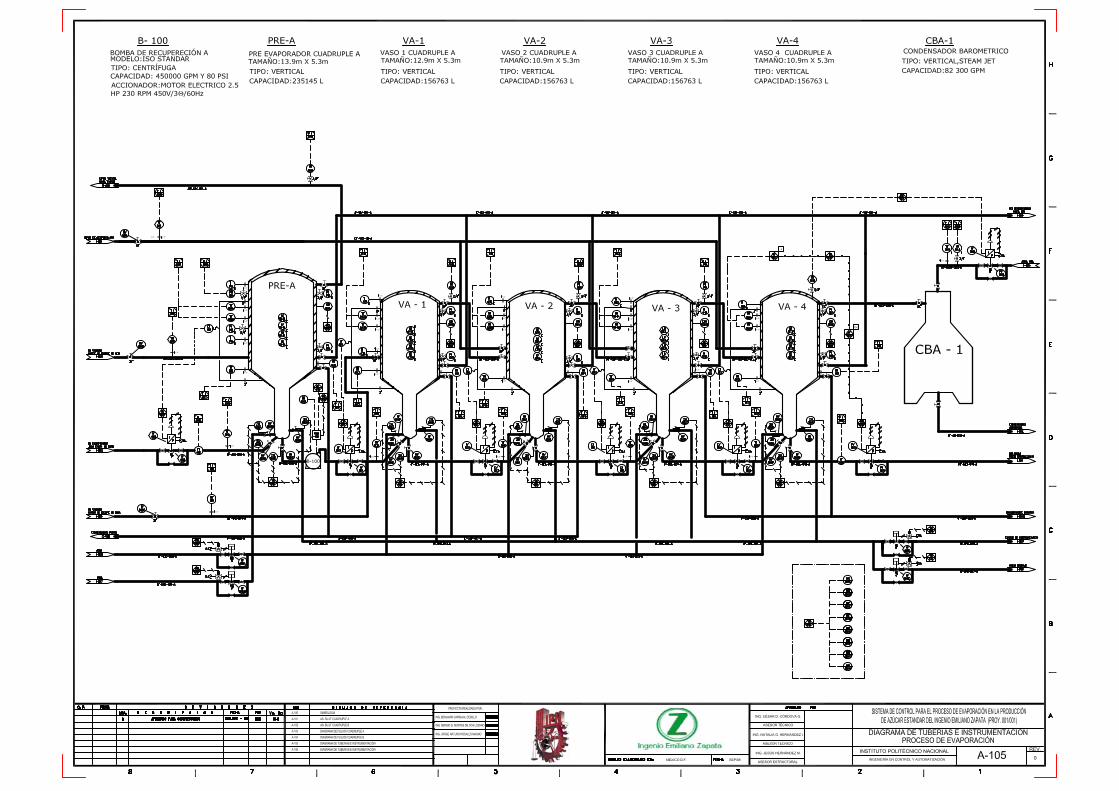
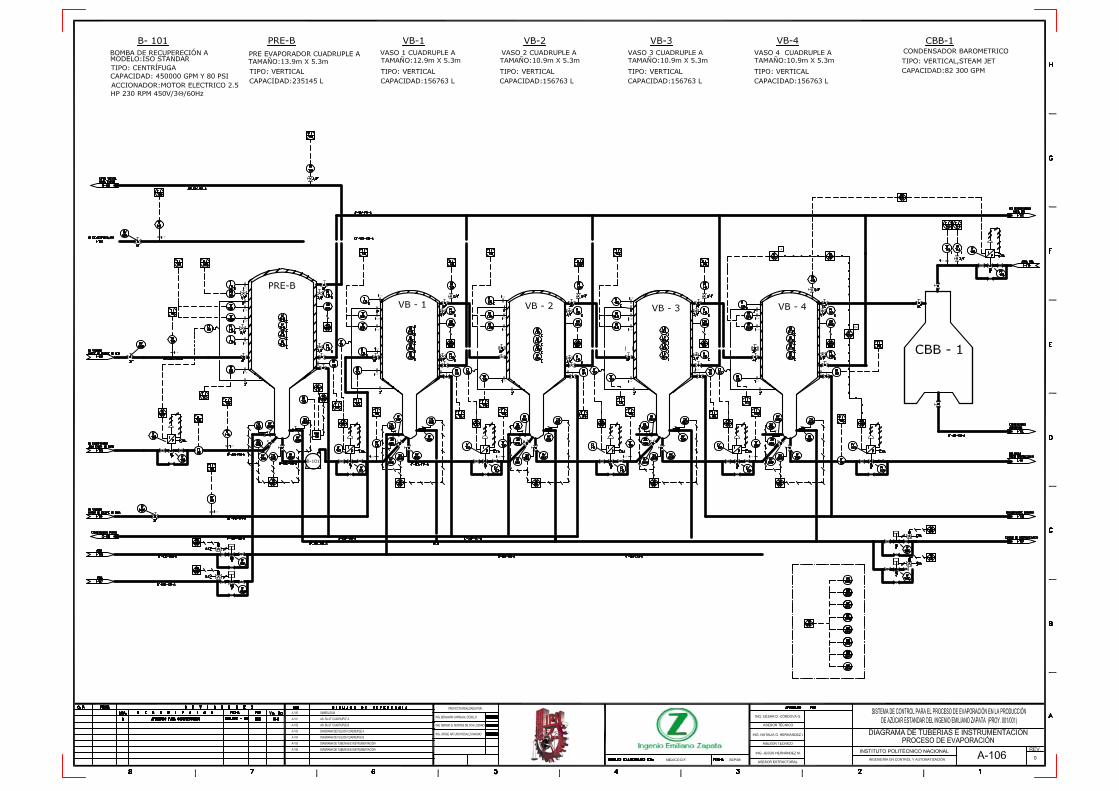
54
3.3 ÍNDICE DE INSTRUMENTOS
Contiene una lista de tag´s de todos los instrumentos propuestos para cada
variable, además de una breve descripción y datos como el numero de DTI al que
corresponde, su localización, su servicio, el numero de equipo o de línea al que
pertenecen.
Se utiliza para identificar los instrumentos en planos, hojas de especificación,
típicos de instalación y diagramas de lazo. Además de tener un control sobre la
existencia de los mismos para realizar cotizaciones.
CONTENIDO:
Flujo → I-001
Nivel → I-002
Presión → I-003
Temperatura → I-004
Posición → I-005
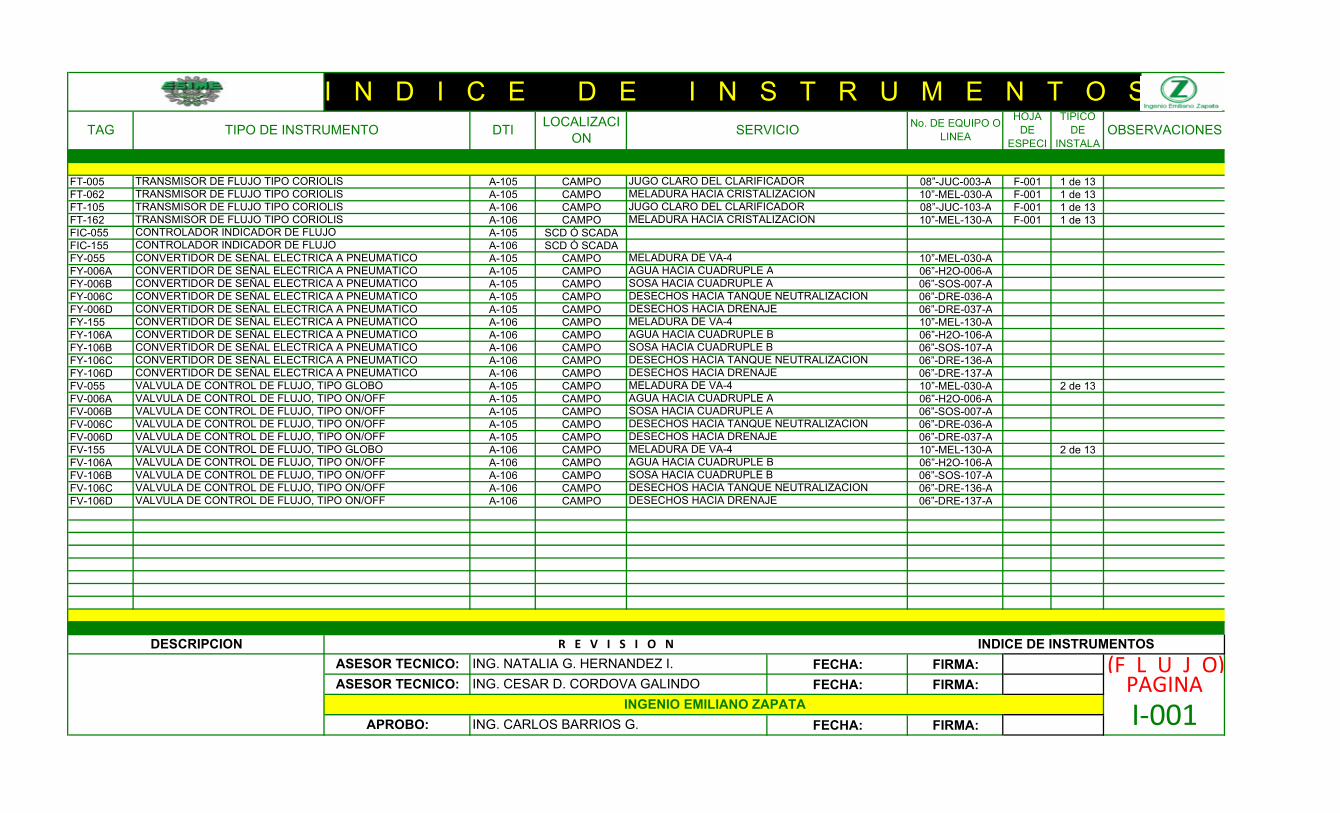
FT-005 A-105 CAMPO 08”-JUC-003-A F-001 1 de 13FT-062 A-105 CAMPO 10”-MEL-030-A F-001 1 de 13FT-105 A-106 CAMPO 08”-JUC-103-A F-001 1 de 13FT-162 A-106 CAMPO 10”-MEL-130-A F-001 1 de 13FIC-055 A-105 SCD Ó SCADAFIC-155 A-106 SCD Ó SCADAFY-055 A-105 CAMPO 10”-MEL-030-AFY-006A A-105 CAMPO 06”-H2O-006-AFY-006B A-105 CAMPO 06”-SOS-007-AFY-006C A-105 CAMPO 06”-DRE-036-AFY-006D A-105 CAMPO 06”-DRE-037-AFY-155 A-106 CAMPO 10”-MEL-130-AFY-106A A-106 CAMPO 06”-H2O-106-AFY-106B A-106 CAMPO 06”-SOS-107-AFY-106C A-106 CAMPO 06”-DRE-136-AFY-106D A-106 CAMPO 06”-DRE-137-AFV-055 A-105 CAMPO 10”-MEL-030-A 2 de 13FV-006A A-105 CAMPO 06”-H2O-006-AFV-006B A-105 CAMPO 06”-SOS-007-AFV-006C A-105 CAMPO 06”-DRE-036-AFV-006D A-105 CAMPO 06”-DRE-037-AFV-155 A-106 CAMPO 10”-MEL-130-A 2 de 13FV-106A A-106 CAMPO 06”-H2O-106-AFV-106B A-106 CAMPO 06”-SOS-107-AFV-106C A-106 CAMPO 06”-DRE-136-AFV-106D A-106 CAMPO 06”-DRE-137-A
FECHA: FIRMA: (F L U J O)FECHA: FIRMA:
FECHA: FIRMA:
PAGINAI-001
INDICE DE INSTRUMENTOS
CONTROLADOR INDICADOR DE FLUJO
I N D I C E D E I N S T R U M E N T O STAG TIPO DE INSTRUMENTO DTI LOCALIZACI
ON SERVICIO No. DE EQUIPO OLINEA
MELADURA HACIA CRISTALIZACIONTRANSMISOR DE FLUJO TIPO CORIOLISTRANSMISOR DE FLUJO TIPO CORIOLIS
JUGO CLARO DEL CLARIFICADORMELADURA HACIA CRISTALIZACION
TIPICODE
INSTALA
HOJADE
ESPECIOBSERVACIONES
DESECHOS HACIA TANQUE NEUTRALIZACION
TRANSMISOR DE FLUJO TIPO CORIOLIS JUGO CLARO DEL CLARIFICADOR
CONTROLADOR INDICADOR DE FLUJO
AGUA HACIA CUADRUPLE A
TRANSMISOR DE FLUJO TIPO CORIOLIS
VALVULA DE CONTROL DE FLUJO, TIPO ON/OFF AGUA HACIA CUADRUPLE A
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO DESECHOS HACIA DRENAJE
DESECHOS HACIA TANQUE NEUTRALIZACION
MELADURA DE VA-4
MELADURA DE VA-4
SOSA HACIA CUADRUPLE ADESECHOS HACIA TANQUE NEUTRALIZACION
MELADURA DE VA-4
DESECHOS HACIA DRENAJE
VALVULA DE CONTROL DE FLUJO, TIPO GLOBO
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
DESCRIPCION R E V I S I O N
ASESOR TECNICO:ASESOR TECNICO:
INGENIO EMILIANO ZAPATAAPROBO:
ING. NATALIA G. HERNANDEZ I.ING. CESAR D. CORDOVA GALINDO
ING. CARLOS BARRIOS G.
VALVULA DE CONTROL DE FLUJO, TIPO ON/OFF DESECHOS HACIA DRENAJE
VALVULA DE CONTROL DE FLUJO, TIPO ON/OFFVALVULA DE CONTROL DE FLUJO, TIPO ON/OFF
SOSA HACIA CUADRUPLE ADESECHOS HACIA TANQUE NEUTRALIZACION
AGUA HACIA CUADRUPLE BSOSA HACIA CUADRUPLE B
DESECHOS HACIA DRENAJE
VALVULA DE CONTROL DE FLUJO, TIPO ON/OFFVALVULA DE CONTROL DE FLUJO, TIPO ON/OFFVALVULA DE CONTROL DE FLUJO, TIPO ON/OFFVALVULA DE CONTROL DE FLUJO, TIPO GLOBO
VALVULA DE CONTROL DE FLUJO, TIPO ON/OFF
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO SOSA HACIA CUADRUPLE BCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO MELADURA DE VA-4CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO AGUA HACIA CUADRUPLE B
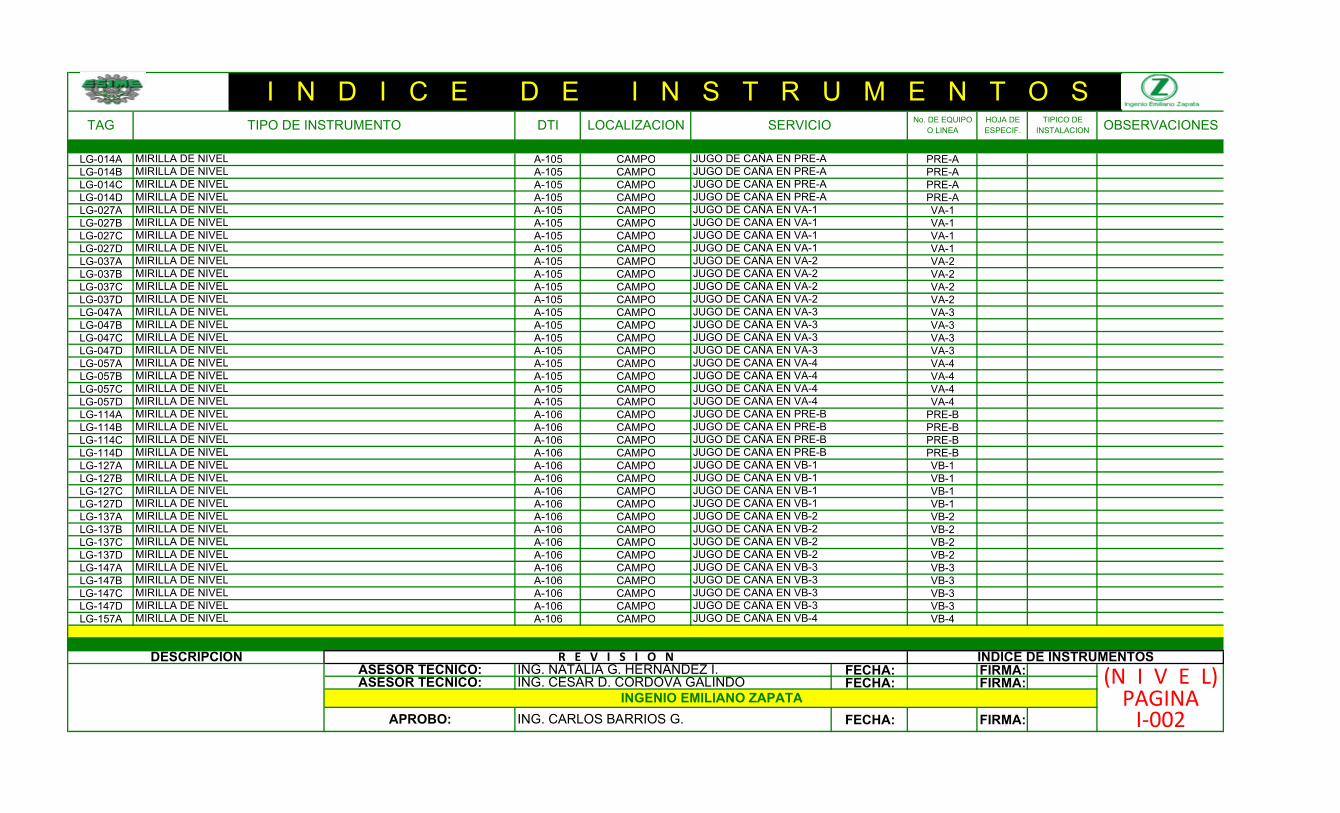
LG-014A A-105 CAMPO PRE-ALG-014B A-105 CAMPO PRE-ALG-014C A-105 CAMPO PRE-ALG-014D A-105 CAMPO PRE-ALG-027A A-105 CAMPO VA-1LG-027B A-105 CAMPO VA-1LG-027C A-105 CAMPO VA-1LG-027D A-105 CAMPO VA-1LG-037A A-105 CAMPO VA-2LG-037B A-105 CAMPO VA-2LG-037C A-105 CAMPO VA-2LG-037D A-105 CAMPO VA-2LG-047A A-105 CAMPO VA-3LG-047B A-105 CAMPO VA-3LG-047C A-105 CAMPO VA-3LG-047D A-105 CAMPO VA-3LG-057A A-105 CAMPO VA-4LG-057B A-105 CAMPO VA-4LG-057C A-105 CAMPO VA-4LG-057D A-105 CAMPO VA-4LG-114A A-106 CAMPO PRE-BLG-114B A-106 CAMPO PRE-BLG-114C A-106 CAMPO PRE-BLG-114D A-106 CAMPO PRE-BLG-127A A-106 CAMPO VB-1LG-127B A-106 CAMPO VB-1LG-127C A-106 CAMPO VB-1LG-127D A-106 CAMPO VB-1LG-137A A-106 CAMPO VB-2LG-137B A-106 CAMPO VB-2LG-137C A-106 CAMPO VB-2LG-137D A-106 CAMPO VB-2LG-147A A-106 CAMPO VB-3LG-147B A-106 CAMPO VB-3LG-147C A-106 CAMPO VB-3LG-147D A-106 CAMPO VB-3LG-157A A-106 CAMPO VB-4
FECHA: FIRMA:FECHA: FIRMA:
FECHA: FIRMA:
R E V I S I O N
I N D I C E D E I N S T R U M E N T O S
I-002
ING. CESAR D. CORDOVA GALINDOINGENIO EMILIANO ZAPATA
APROBO: ING. CARLOS BARRIOS G.
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-1
OBSERVACIONES
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-1
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-1
TAG TIPO DE INSTRUMENTO DTI LOCALIZACION SERVICIO No. DE EQUIPOO LINEA
HOJA DEESPECIF.
TIPICO DEINSTALACION
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-2
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-1
MIRILLA DE NIVEL JUGO DE CAÑA EN PRE-AMIRILLA DE NIVEL
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-2MIRILLA DE NIVEL JUGO DE CAÑA EN VA-2
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-3MIRILLA DE NIVEL
MIRILLA DE NIVEL
JUGO DE CAÑA EN PRE-BJUGO DE CAÑA EN PRE-B
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-4
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN VA-3
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-3MIRILLA DE NIVEL JUGO DE CAÑA EN VA-3
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-2
DESCRIPCION
MIRILLA DE NIVELMIRILLA DE NIVEL
MIRILLA DE NIVELMIRILLA DE NIVELMIRILLA DE NIVEL
ASESOR TECNICO:ASESOR TECNICO:
MIRILLA DE NIVELMIRILLA DE NIVELMIRILLA DE NIVELMIRILLA DE NIVEL
MIRILLA DE NIVEL JUGO DE CAÑA EN VA-4MIRILLA DE NIVEL JUGO DE CAÑA EN VA-4
MIRILLA DE NIVELMIRILLA DE NIVELMIRILLA DE NIVEL
JUGO DE CAÑA EN PRE-AMIRILLA DE NIVEL JUGO DE CAÑA EN PRE-AMIRILLA DE NIVEL JUGO DE CAÑA EN PRE-A
JUGO DE CAÑA EN VB-2JUGO DE CAÑA EN VB-2
JUGO DE CAÑA EN VB-1JUGO DE CAÑA EN VB-1JUGO DE CAÑA EN VB-1JUGO DE CAÑA EN VB-1
JUGO DE CAÑA EN PRE-BJUGO DE CAÑA EN PRE-B
MIRILLA DE NIVELMIRILLA DE NIVEL
JUGO DE CAÑA EN VB-2JUGO DE CAÑA EN VB-2
MIRILLA DE NIVEL
JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-4
ING. NATALIA G. HERNANDEZ I.INDICE DE INSTRUMENTOS
(N I V E L)PAGINA
MIRILLA DE NIVEL
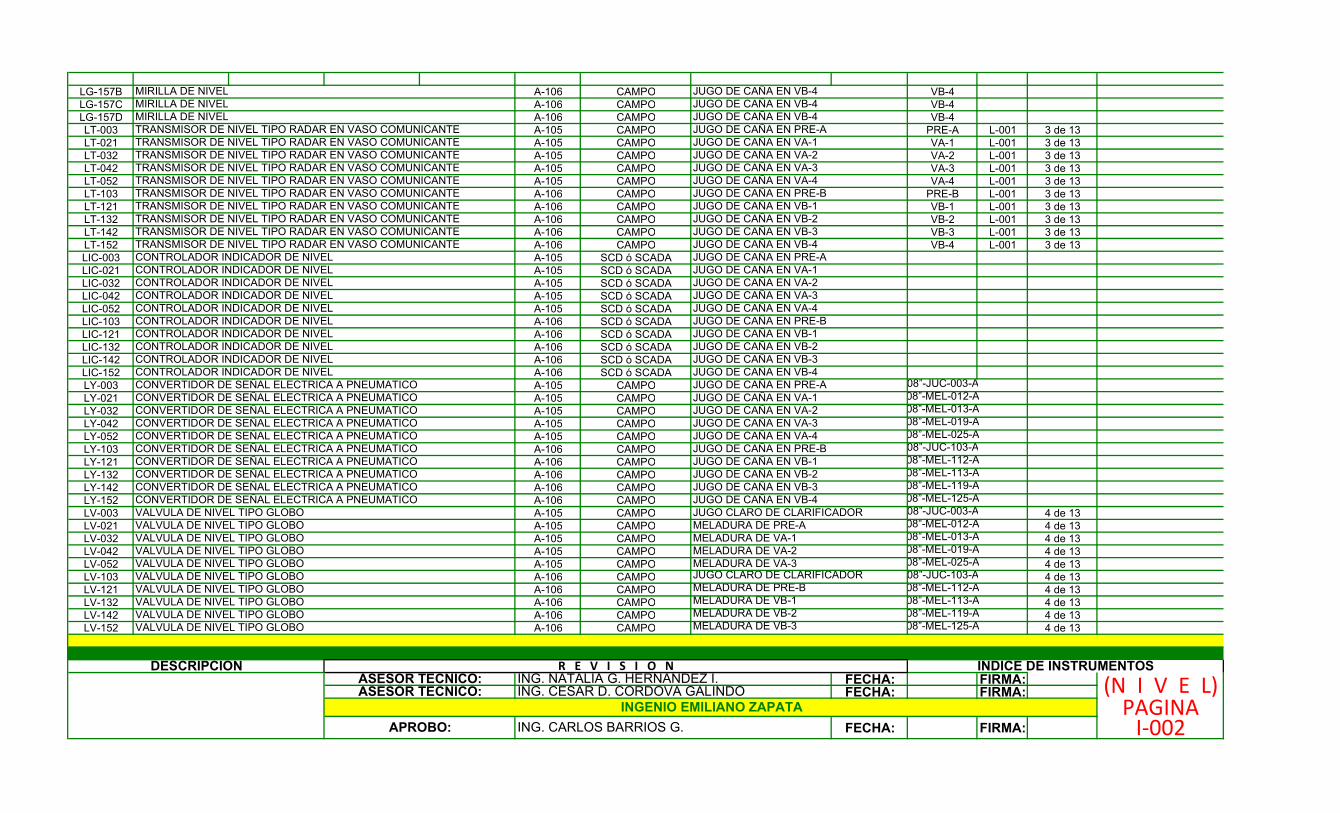
LG-157B A-106 CAMPO VB-4LG-157C A-106 CAMPO VB-4LG-157D A-106 CAMPO VB-4LT-003 A-105 CAMPO PRE-A L-001 3 de 13LT-021 A-105 CAMPO VA-1 L-001 3 de 13LT-032 A-105 CAMPO VA-2 L-001 3 de 13LT-042 A-105 CAMPO VA-3 L-001 3 de 13LT-052 A-105 CAMPO VA-4 L-001 3 de 13LT-103 A-106 CAMPO PRE-B L-001 3 de 13LT-121 A-106 CAMPO VB-1 L-001 3 de 13LT-132 A-106 CAMPO VB-2 L-001 3 de 13LT-142 A-106 CAMPO VB-3 L-001 3 de 13LT-152 A-106 CAMPO VB-4 L-001 3 de 13LIC-003 A-105 SCD ó SCADALIC-021 A-105 SCD ó SCADALIC-032 A-105 SCD ó SCADALIC-042 A-105 SCD ó SCADALIC-052 A-105 SCD ó SCADALIC-103 A-106 SCD ó SCADALIC-121 A-106 SCD ó SCADALIC-132 A-106 SCD ó SCADALIC-142 A-106 SCD ó SCADALIC-152 A-106 SCD ó SCADALY-003 A-105 CAMPO 08”-JUC-003-ALY-021 A-105 CAMPO 08”-MEL-012-ALY-032 A-105 CAMPO 08”-MEL-013-ALY-042 A-105 CAMPO 08”-MEL-019-ALY-052 A-105 CAMPO 08”-MEL-025-ALY-103 A-106 CAMPO 08”-JUC-103-ALY-121 A-106 CAMPO 08”-MEL-112-ALY-132 A-106 CAMPO 08”-MEL-113-ALY-142 A-106 CAMPO 08”-MEL-119-ALY-152 A-106 CAMPO 08”-MEL-125-ALV-003 A-105 CAMPO 08”-JUC-003-A 4 de 13LV-021 A-105 CAMPO 08”-MEL-012-A 4 de 13LV-032 A-105 CAMPO 08”-MEL-013-A 4 de 13LV-042 A-105 CAMPO 08”-MEL-019-A 4 de 13LV-052 A-105 CAMPO 08”-MEL-025-A 4 de 13LV-103 A-106 CAMPO 08”-JUC-103-A 4 de 13LV-121 A-106 CAMPO 08”-MEL-112-A 4 de 13LV-132 A-106 CAMPO 08”-MEL-113-A 4 de 13LV-142 A-106 CAMPO 08”-MEL-119-A 4 de 13LV-152 A-106 CAMPO 08”-MEL-125-A 4 de 13
FECHA: FIRMA:FECHA: FIRMA:
FECHA: FIRMA: I-002
R E V I S I O N
(N I V E L)ASESOR TECNICO: ING. CESAR D. CORDOVA GALINDOINGENIO EMILIANO ZAPATA PAGINA
APROBO: ING. CARLOS BARRIOS G.
ASESOR TECNICO: ING. NATALIA G. HERNANDEZ I.DESCRIPCION INDICE DE INSTRUMENTOS
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
MIRILLA DE NIVELMIRILLA DE NIVELMIRILLA DE NIVELTRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE JUGO DE CAÑA EN VA-2
VALVULA DE NIVEL TIPO GLOBO MELADURA DE VA-2
VALVULA DE NIVEL TIPO GLOBO
VALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBO
VALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBO
MELADURA DE VA-3
MELADURA DE VB-1MELADURA DE VB-2MELADURA DE VB-3
JUGO DE CAÑA EN VA-3JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN PRE-B
JUGO DE CAÑA EN VA-3
JUGO DE CAÑA EN VB-2JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-4
JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN PRE-BJUGO DE CAÑA EN VB-1
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
CONTROLADOR INDICADOR DE NIVEL
VALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBO
VALVULA DE NIVEL TIPO GLOBO
CONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVEL
JUGO DE CAÑA EN VA-3
CONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVEL
JUGO DE CAÑA EN PRE-AJUGO DE CAÑA EN VA-1
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
CONTROLADOR INDICADOR DE NIVEL
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN PRE-BJUGO DE CAÑA EN VB-1JUGO DE CAÑA EN VB-2
CONTROLADOR INDICADOR DE NIVEL
JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN PRE-AJUGO DE CAÑA EN VA-1JUGO DE CAÑA EN VA-2
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTECONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVEL
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN PRE-AJUGO DE CAÑA EN VA-1
JUGO CLARO DE CLARIFICADOR
MELADURA DE VA-1
JUGO DE CAÑA EN VA-2
JUGO DE CAÑA EN VB-4JUGO CLARO DE CLARIFICADORMELADURA DE PRE-A
JUGO DE CAÑA EN VB-2JUGO DE CAÑA EN VB-3
JUGO DE CAÑA EN VB-1CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
MELADURA DE PRE-B
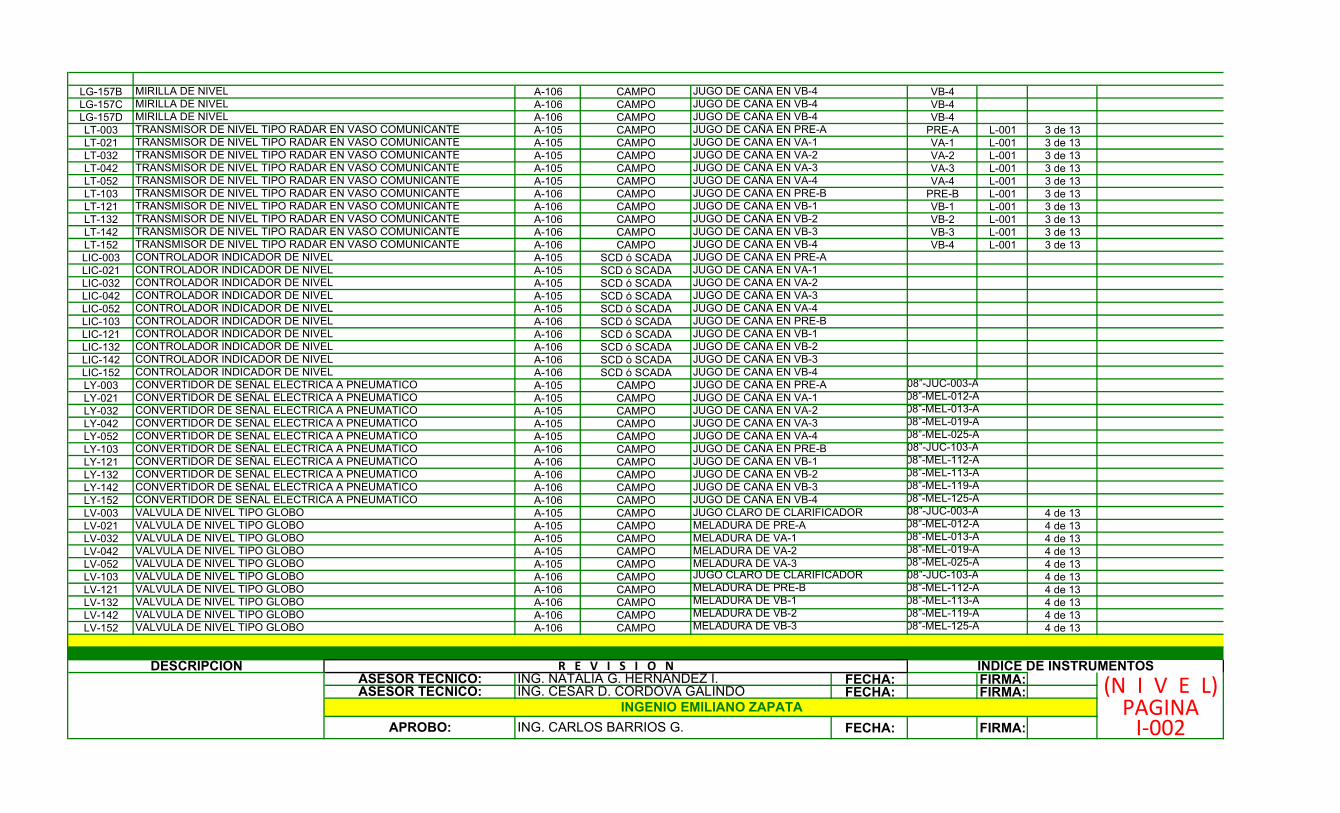
LG-157B A-106 CAMPO VB-4LG-157C A-106 CAMPO VB-4LG-157D A-106 CAMPO VB-4LT-003 A-105 CAMPO PRE-A L-001 3 de 13LT-021 A-105 CAMPO VA-1 L-001 3 de 13LT-032 A-105 CAMPO VA-2 L-001 3 de 13LT-042 A-105 CAMPO VA-3 L-001 3 de 13LT-052 A-105 CAMPO VA-4 L-001 3 de 13LT-103 A-106 CAMPO PRE-B L-001 3 de 13LT-121 A-106 CAMPO VB-1 L-001 3 de 13LT-132 A-106 CAMPO VB-2 L-001 3 de 13LT-142 A-106 CAMPO VB-3 L-001 3 de 13LT-152 A-106 CAMPO VB-4 L-001 3 de 13LIC-003 A-105 SCD ó SCADALIC-021 A-105 SCD ó SCADALIC-032 A-105 SCD ó SCADALIC-042 A-105 SCD ó SCADALIC-052 A-105 SCD ó SCADALIC-103 A-106 SCD ó SCADALIC-121 A-106 SCD ó SCADALIC-132 A-106 SCD ó SCADALIC-142 A-106 SCD ó SCADALIC-152 A-106 SCD ó SCADALY-003 A-105 CAMPO 08”-JUC-003-ALY-021 A-105 CAMPO 08”-MEL-012-ALY-032 A-105 CAMPO 08”-MEL-013-ALY-042 A-105 CAMPO 08”-MEL-019-ALY-052 A-105 CAMPO 08”-MEL-025-ALY-103 A-106 CAMPO 08”-JUC-103-ALY-121 A-106 CAMPO 08”-MEL-112-ALY-132 A-106 CAMPO 08”-MEL-113-ALY-142 A-106 CAMPO 08”-MEL-119-ALY-152 A-106 CAMPO 08”-MEL-125-ALV-003 A-105 CAMPO 08”-JUC-003-A 4 de 13LV-021 A-105 CAMPO 08”-MEL-012-A 4 de 13LV-032 A-105 CAMPO 08”-MEL-013-A 4 de 13LV-042 A-105 CAMPO 08”-MEL-019-A 4 de 13LV-052 A-105 CAMPO 08”-MEL-025-A 4 de 13LV-103 A-106 CAMPO 08”-JUC-103-A 4 de 13LV-121 A-106 CAMPO 08”-MEL-112-A 4 de 13LV-132 A-106 CAMPO 08”-MEL-113-A 4 de 13LV-142 A-106 CAMPO 08”-MEL-119-A 4 de 13LV-152 A-106 CAMPO 08”-MEL-125-A 4 de 13
FECHA: FIRMA:FECHA: FIRMA:
FECHA: FIRMA: I-002
R E V I S I O N
(N I V E L)ASESOR TECNICO: ING. CESAR D. CORDOVA GALINDOINGENIO EMILIANO ZAPATA PAGINA
APROBO: ING. CARLOS BARRIOS G.
ASESOR TECNICO: ING. NATALIA G. HERNANDEZ I.DESCRIPCION INDICE DE INSTRUMENTOS
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
MIRILLA DE NIVELMIRILLA DE NIVELMIRILLA DE NIVELTRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE JUGO DE CAÑA EN VA-2
VALVULA DE NIVEL TIPO GLOBO MELADURA DE VA-2
VALVULA DE NIVEL TIPO GLOBO
VALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBO
VALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBO
MELADURA DE VA-3
MELADURA DE VB-1MELADURA DE VB-2MELADURA DE VB-3
JUGO DE CAÑA EN VA-3JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN PRE-B
JUGO DE CAÑA EN VA-3
JUGO DE CAÑA EN VB-2JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-4
JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN PRE-BJUGO DE CAÑA EN VB-1
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
CONTROLADOR INDICADOR DE NIVEL
VALVULA DE NIVEL TIPO GLOBOVALVULA DE NIVEL TIPO GLOBO
VALVULA DE NIVEL TIPO GLOBO
CONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVEL
JUGO DE CAÑA EN VA-3
CONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVEL
JUGO DE CAÑA EN PRE-AJUGO DE CAÑA EN VA-1
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
CONTROLADOR INDICADOR DE NIVEL
CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICOCONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
JUGO DE CAÑA EN VA-4JUGO DE CAÑA EN PRE-BJUGO DE CAÑA EN VB-1JUGO DE CAÑA EN VB-2
CONTROLADOR INDICADOR DE NIVEL
JUGO DE CAÑA EN VB-3JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN PRE-AJUGO DE CAÑA EN VA-1JUGO DE CAÑA EN VA-2
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTECONTROLADOR INDICADOR DE NIVELCONTROLADOR INDICADOR DE NIVEL
TRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTETRANSMISOR DE NIVEL TIPO RADAR EN VASO COMUNICANTE
JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN VB-4JUGO DE CAÑA EN PRE-AJUGO DE CAÑA EN VA-1
JUGO CLARO DE CLARIFICADOR
MELADURA DE VA-1
JUGO DE CAÑA EN VA-2
JUGO DE CAÑA EN VB-4JUGO CLARO DE CLARIFICADORMELADURA DE PRE-A
JUGO DE CAÑA EN VB-2JUGO DE CAÑA EN VB-3
JUGO DE CAÑA EN VB-1CONVERTIDOR DE SEÑAL ELECTRICA A PNEUMATICO
MELADURA DE PRE-B
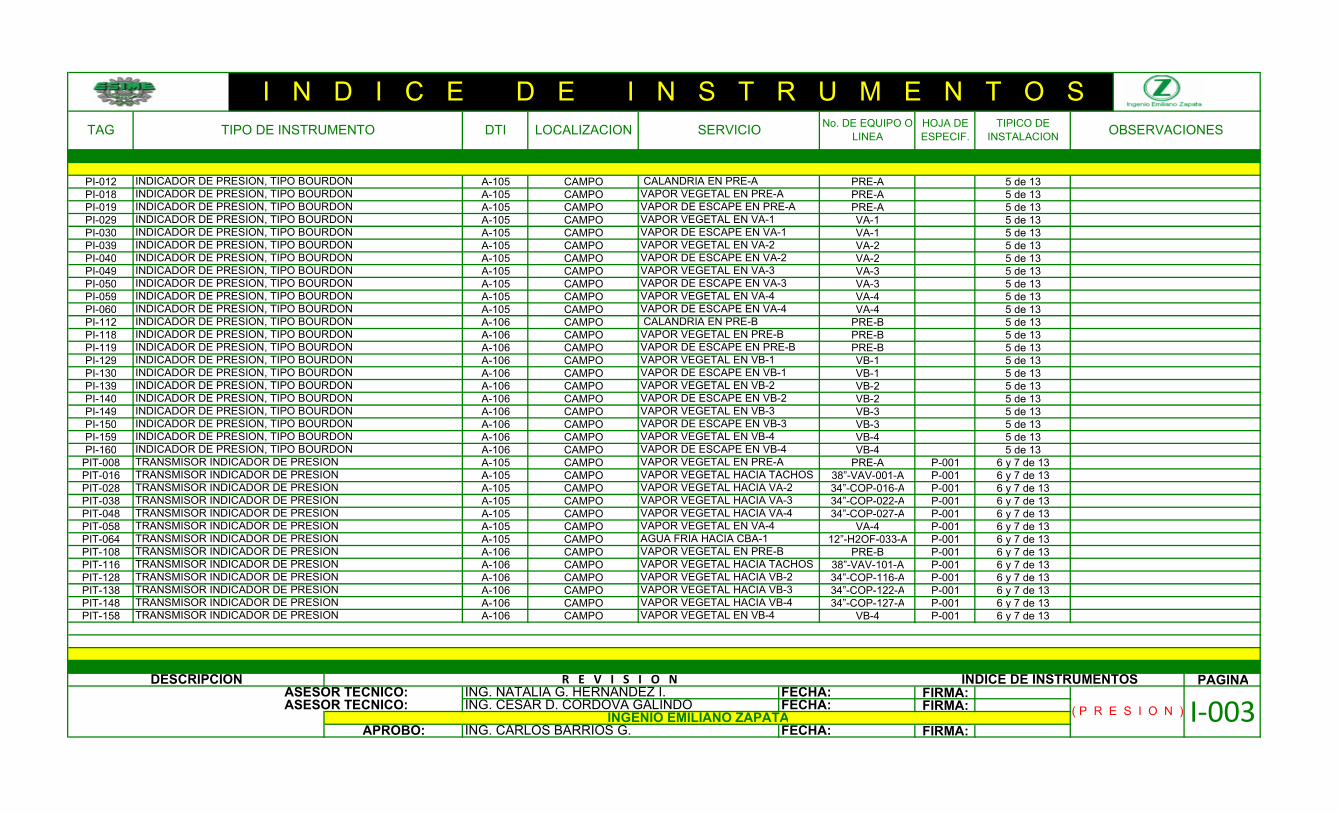
PI-012 A-105 CAMPO PRE-A 5 de 13PI-018 A-105 CAMPO PRE-A 5 de 13PI-019 A-105 CAMPO PRE-A 5 de 13PI-029 A-105 CAMPO VA-1 5 de 13PI-030 A-105 CAMPO VA-1 5 de 13PI-039 A-105 CAMPO VA-2 5 de 13PI-040 A-105 CAMPO VA-2 5 de 13PI-049 A-105 CAMPO VA-3 5 de 13PI-050 A-105 CAMPO VA-3 5 de 13PI-059 A-105 CAMPO VA-4 5 de 13PI-060 A-105 CAMPO VA-4 5 de 13PI-112 A-106 CAMPO PRE-B 5 de 13PI-118 A-106 CAMPO PRE-B 5 de 13PI-119 A-106 CAMPO PRE-B 5 de 13PI-129 A-106 CAMPO VB-1 5 de 13PI-130 A-106 CAMPO VB-1 5 de 13PI-139 A-106 CAMPO VB-2 5 de 13PI-140 A-106 CAMPO VB-2 5 de 13PI-149 A-106 CAMPO VB-3 5 de 13PI-150 A-106 CAMPO VB-3 5 de 13PI-159 A-106 CAMPO VB-4 5 de 13PI-160 A-106 CAMPO VB-4 5 de 13
PIT-008 A-105 CAMPO PRE-A P-001 6 y 7 de 13PIT-016 A-105 CAMPO 38”-VAV-001-A P-001 6 y 7 de 13PIT-028 A-105 CAMPO 34”-COP-016-A P-001 6 y 7 de 13PIT-038 A-105 CAMPO 34”-COP-022-A P-001 6 y 7 de 13PIT-048 A-105 CAMPO 34”-COP-027-A P-001 6 y 7 de 13PIT-058 A-105 CAMPO VA-4 P-001 6 y 7 de 13PIT-064 A-105 CAMPO 12”-H2OF-033-A P-001 6 y 7 de 13PIT-108 A-106 CAMPO PRE-B P-001 6 y 7 de 13PIT-116 A-106 CAMPO 38”-VAV-101-A P-001 6 y 7 de 13PIT-128 A-106 CAMPO 34”-COP-116-A P-001 6 y 7 de 13PIT-138 A-106 CAMPO 34”-COP-122-A P-001 6 y 7 de 13PIT-148 A-106 CAMPO 34”-COP-127-A P-001 6 y 7 de 13PIT-158 A-106 CAMPO VB-4 P-001 6 y 7 de 13
PAGINAFIRMA:FIRMA:
FIRMA:
FECHA:FECHA:
ASESOR TECNICO:ASESOR TECNICO:
FECHA:
INDICE DE INSTRUMENTOSR E V I S I O N
( P R E S I O N ) I-003ING. CESAR D. CORDOVA GALINDOINGENIO EMILIANO ZAPATA
APROBO: ING. CARLOS BARRIOS G.
TAG TIPO DE INSTRUMENTO DTI LOCALIZACION SERVICIO
I N D I C E D E I N S T R U M E N T O SOBSERVACIONES
VAPOR DE ESCAPE EN PRE-A
INDICADOR DE PRESION, TIPO BOURDON
No. DE EQUIPO OLINEA
HOJA DEESPECIF.
TIPICO DEINSTALACION
CALANDRIA EN PRE-AINDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN PRE-AINDICADOR DE PRESION, TIPO BOURDON
INDICADOR DE PRESION, TIPO BOURDON
INDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN VA-1INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VA-1
VAPOR DE ESCAPE EN VA-4VAPOR VEGETAL EN VA-4
CALANDRIA EN PRE-B
INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VA-2INDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN VA-2
VAPOR DE ESCAPE EN PRE-BVAPOR VEGETAL EN VB-1
INDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN VA-3INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VA-3
INDICADOR DE PRESION, TIPO BOURDONINDICADOR DE PRESION, TIPO BOURDON
INDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN PRE-B
TRANSMISOR INDICADOR DE PRESIONTRANSMISOR INDICADOR DE PRESIONTRANSMISOR INDICADOR DE PRESION
INDICADOR DE PRESION, TIPO BOURDONINDICADOR DE PRESION, TIPO BOURDON
TRANSMISOR INDICADOR DE PRESION VAPOR VEGETAL HACIA VA-3
TRANSMISOR INDICADOR DE PRESIONTRANSMISOR INDICADOR DE PRESIONTRANSMISOR INDICADOR DE PRESION
TRANSMISOR INDICADOR DE PRESION VAPOR VEGETAL HACIA TACHOS
TRANSMISOR INDICADOR DE PRESION VAPOR VEGETAL HACIA VA-4
TRANSMISOR INDICADOR DE PRESION VAPOR VEGETAL HACIA VA-2
VAPOR VEGETAL EN VB-4
INDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN VB-2
INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VB-4
INDICADOR DE PRESION, TIPO BOURDON VAPOR VEGETAL EN VB-3
INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VB-1
INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VB-2
TRANSMISOR INDICADOR DE PRESION VAPOR VEGETAL EN PRE-A
INDICADOR DE PRESION, TIPO BOURDON VAPOR DE ESCAPE EN VB-3INDICADOR DE PRESION, TIPO BOURDON
TRANSMISOR INDICADOR DE PRESION
DESCRIPCION
VAPOR VEGETAL HACIA VB-2VAPOR VEGETAL HACIA VB-3VAPOR VEGETAL HACIA VB-4VAPOR VEGETAL EN VB-4TRANSMISOR INDICADOR DE PRESION
VAPOR VEGETAL EN VA-4AGUA FRIA HACIA CBA-1VAPOR VEGETAL EN PRE-BVAPOR VEGETAL HACIA TACHOS
ING. NATALIA G. HERNANDEZ I.
60
.
3.4 BASES DE DISEÑO Y HOJAS DE ESPECIFICACIÓN (Data Sheets)
Contiene la especificación técnica de cada instrumento propuesto en el
proyecto, se utiliza para realizar la selección y cotización de cada instrumento.
El formato se basa en la norma ISA S20.
CONTENIDO:
Flujo → F-001
Nivel → L-001, L-002
Presión → P-001
Temperatura → T-001
Misceláneos → M-001, M-002
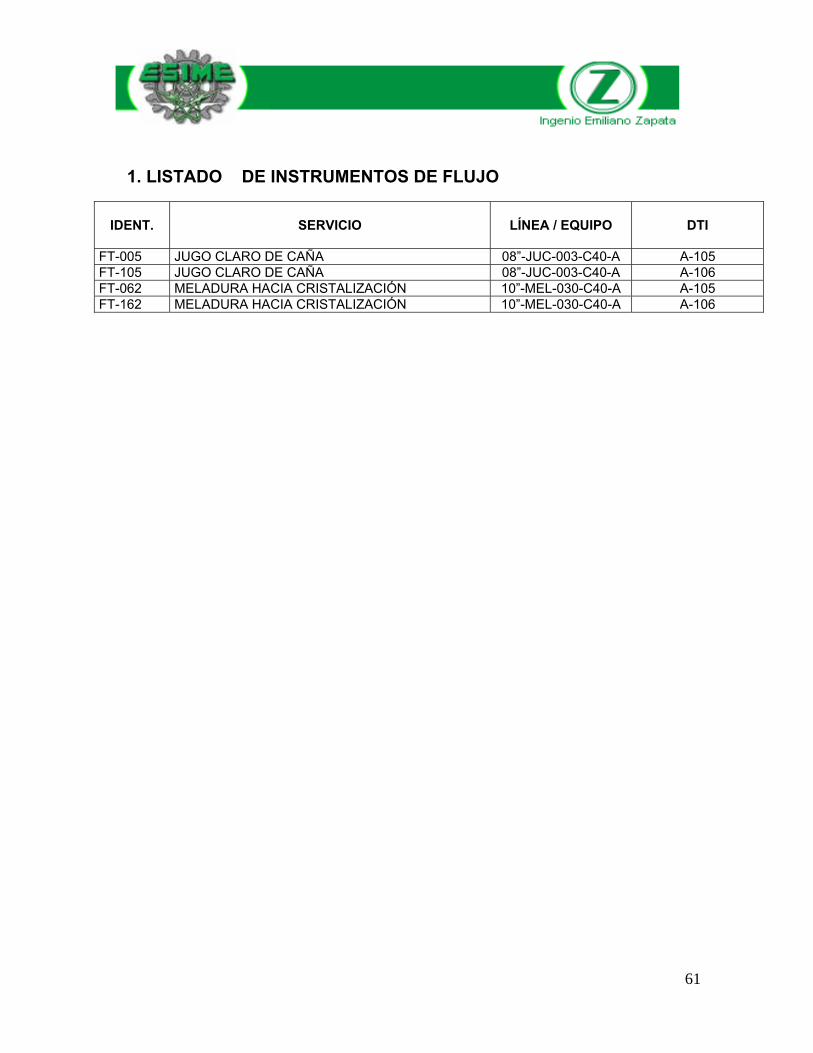
61
1. LISTADO DE INSTRUMENTOS DE FLUJO
IDENT.
SERVICIO LÍNEA / EQUIPO
DTI
FT-005 JUGO CLARO DE CAÑA 08”-JUC-003-C40-A A-105 FT-105 JUGO CLARO DE CAÑA 08”-JUC-003-C40-A A-106 FT-062 MELADURA HACIA CRISTALIZACIÓN 10”-MEL-030-C40-A A-105 FT-162 MELADURA HACIA CRISTALIZACIÓN 10”-MEL-030-C40-A A-106
62
2. NOTAS GENERALES PARA MEDIDORES DE FLUJO TIPO CORIOLIS
1. Los medidores de flujo tipo Coriolis deben suministrarse de acuerdo a las notas generales
siguientes a menos que se indique otra cosa en la hoja de datos anexa. 2. Cualquier omisión en esta especificación, no libera al proveedor de su responsabilidad para
suministrar los medidores de flujo tipo Coriolis completos y adecuados para que operen satisfactoriamente de acuerdo con las condiciones de operación especificadas.
3. Todos los medidores de flujo tipo Coriolis deben estar etiquetados con el número de
identificación (TAG) del instrumento, dicha identificación debe estar formada por una placa de acero inoxidable 316, fijada al medidor con información grabada a golpe (sin adhesivos) y un letrero de identificación (TAG) visible fijado permanentemente a la tubería donde se instale el medidor.
4. Todas las partes en contacto con el fluido de proceso deben estar construidas con materiales
que resistan las propiedades corrosivas, erosivas del mismo. 5. El proveedor debe certificar que el modelo es el correcto para el servicio y condiciones de
operación especificadas. 6. Los medidores de flujo tipo Coriolis deben ser del tipo inteligente señal de 4-20 mA. más
protocolo de comunicación HART. 7. Los medidores de flujo tipo Coriolis deben tener la capacidad de calibrarse, configurarse y auto-
diagnosticarse mediante una unidad portátil. 8. Cuando esta especificación no pueda cumplirse en su totalidad, el proveedor puede ofrecer
alternativas, estableciendo además en una lista por separado las desviaciones.
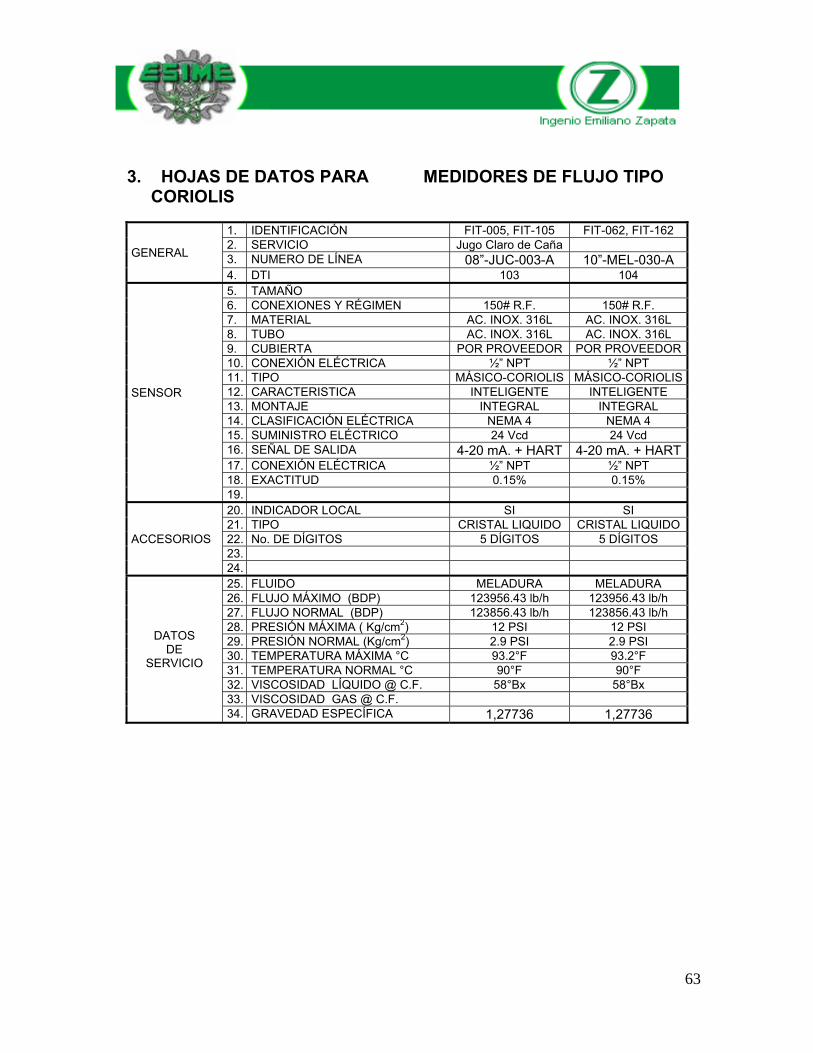
63
3. HOJAS DE DATOS PARA MEDIDORES DE FLUJO TIPO CORIOLIS
GENERAL
1. IDENTIFICACIÓN FIT-005, FIT-105 FIT-062, FIT-162 2. SERVICIO Jugo Claro de Caña 3. NUMERO DE LÍNEA 08”-JUC-003-A 10”-MEL-030-A 4. DTI 103 104
SENSOR
5. TAMAÑO 6. CONEXIONES Y RÉGIMEN 150# R.F. 150# R.F. 7. MATERIAL AC. INOX. 316L AC. INOX. 316L 8. TUBO AC. INOX. 316L AC. INOX. 316L 9. CUBIERTA POR PROVEEDOR POR PROVEEDOR10. CONEXIÓN ELÉCTRICA ½” NPT ½” NPT 11. TIPO MÁSICO-CORIOLIS MÁSICO-CORIOLIS12. CARACTERISTICA INTELIGENTE INTELIGENTE 13. MONTAJE INTEGRAL INTEGRAL 14. CLASIFICACIÓN ELÉCTRICA NEMA 4 NEMA 4 15. SUMINISTRO ELÉCTRICO 24 Vcd 24 Vcd 16. SEÑAL DE SALIDA 4-20 mA. + HART 4-20 mA. + HART17. CONEXIÓN ELÉCTRICA ½” NPT ½” NPT 18. EXACTITUD 0.15% 0.15% 19.
ACCESORIOS
20. INDICADOR LOCAL SI SI 21. TIPO CRISTAL LIQUIDO CRISTAL LIQUIDO22. No. DE DÍGITOS 5 DÍGITOS 5 DÍGITOS 23. 24.
DATOS DE
SERVICIO
25. FLUIDO MELADURA MELADURA 26. FLUJO MÁXIMO (BDP) 123956.43 lb/h 123956.43 lb/h 27. FLUJO NORMAL (BDP) 123856.43 lb/h 123856.43 lb/h 28. PRESIÓN MÁXIMA ( Kg/cm2) 12 PSI 12 PSI 29. PRESIÓN NORMAL (Kg/cm2) 2.9 PSI 2.9 PSI 30. TEMPERATURA MÁXIMA °C 93.2°F 93.2°F 31. TEMPERATURA NORMAL °C 90°F 90°F 32. VISCOSIDAD LÍQUIDO @ C.F. 58°Bx 58°Bx 33. VISCOSIDAD GAS @ C.F. 34. GRAVEDAD ESPECÍFICA 1,27736 1,27736
64
4. INF ORMACIÓN REQUERIDA
CON LA COTIZACIÓN
Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
Hoja de datos del proveedor (ver nota 2 en esta hoja)
Especificación de materiales
Lista de partes de repuesto recomendada con precios para dos años de operación
Dimensiones y pesos preliminares de los medidores de flujo tipo Coriolis
CON LA ORDEN DE COMPRA
Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones Lista completa de partes incluyendo dibujos seccionales Certificados de materiales y calidad en original Información técnica original Certificado de calibración
Notas:
1. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando.
2. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado
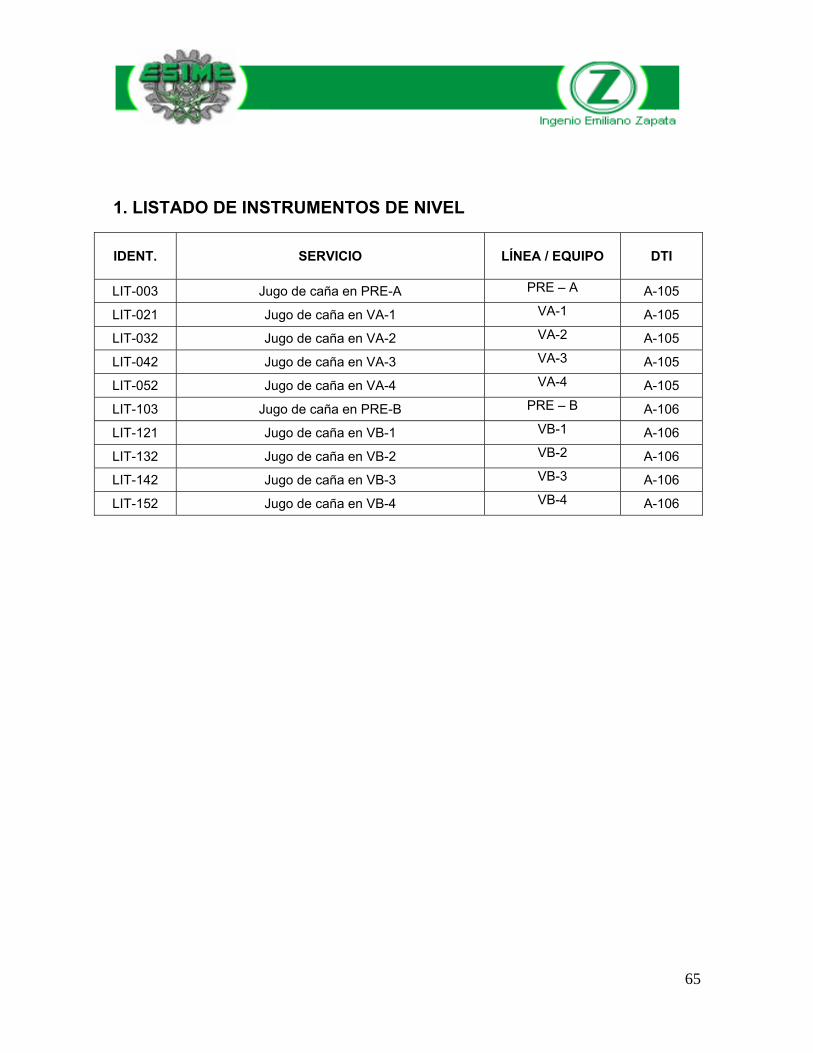
65
1. LISTADO DE INSTRUMENTOS DE NIVEL
IDENT.
SERVICIO LÍNEA / EQUIPO
DTI
LIT-003 Jugo de caña en PRE-A PRE – A A-105
LIT-021 Jugo de caña en VA-1 VA-1 A-105
LIT-032 Jugo de caña en VA-2 VA-2 A-105
LIT-042 Jugo de caña en VA-3 VA-3 A-105
LIT-052 Jugo de caña en VA-4 VA-4 A-105
LIT-103 Jugo de caña en PRE-B PRE – B A-106
LIT-121 Jugo de caña en VB-1 VB-1 A-106
LIT-132 Jugo de caña en VB-2 VB-2 A-106
LIT-142 Jugo de caña en VB-3 VB-3 A-106
LIT-152 Jugo de caña en VB-4 VB-4 A-106
66
2. NOTAS GENERALES PARA TRANSMISORES DE NIVEL
1. Los indicadores de nivel deben suministrarse de acuerdo a las notas generales siguientes a menos que se indique otra cosa en la hoja de datos anexa.
2. Cualquier omisión en esta especificación, no libera al proveedor de su responsabilidad para
suministrar los indicadores de nivel completo y adecuado para que operen satisfactoriamente de acuerdo con las condiciones de operación especificadas.
3. Todos los indicadores de nivel deben estar etiquetados con el número de identificación
(TAG) del instrumento, dicha identificación debe estar formada por una placa de acero inoxidable 316, fijada al indicador con información grabada a golpe (sin adhesivos) y un letrero de identificación (TAG) visible fijado permanentemente al tanque o recipiente donde se instale el indicador.
4. Todas las partes en contacto con el fluido de proceso deben estar construidas con
materiales que resistan las propiedades corrosivas, erosivas, etc., del mismo.
5. El proveedor debe certificar que el modelo es el correcto para el servicio y condiciones de operación especificadas.
6. Cuando esta especificación no pueda cumplirse en su totalidad, el proveedor puede ofrecer
alternativas, estableciendo además en una lista por separado las desviaciones.
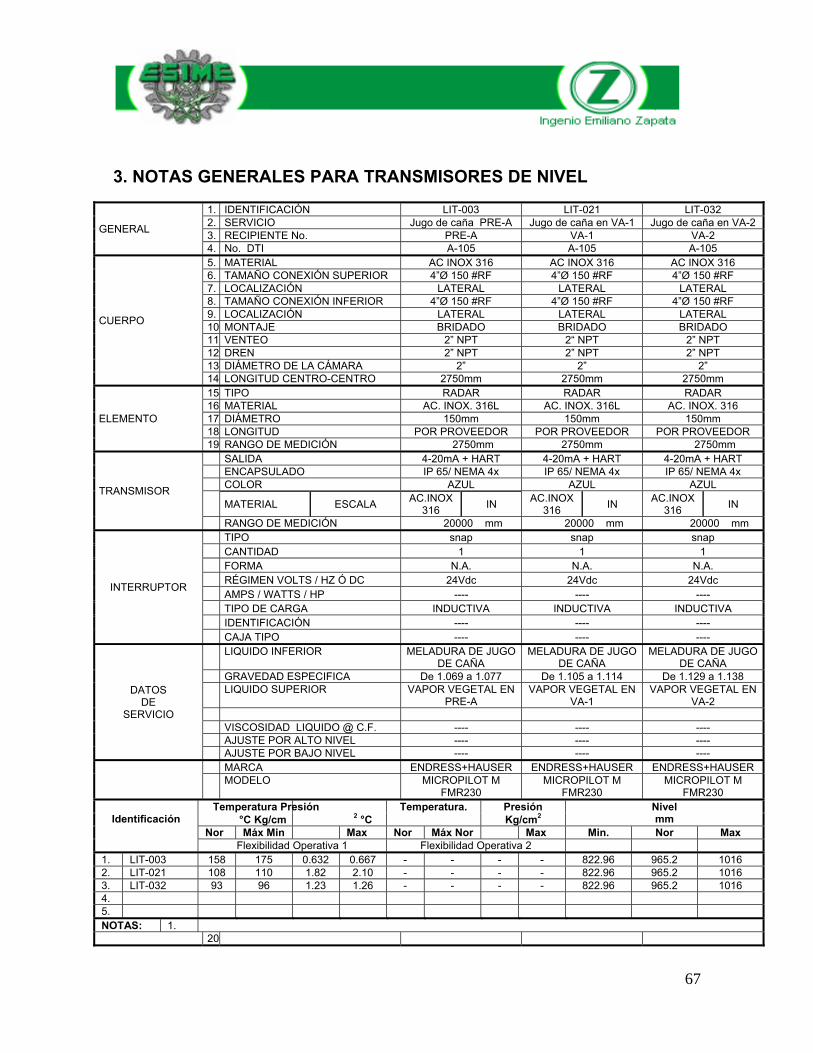
67
3. NOTAS GENERALES PARA TRANSMISORES DE NIVEL
GENERAL
1. IDENTIFICACIÓN LIT-003 LIT-021 LIT-032 2. SERVICIO Jugo de caña PRE-A Jugo de caña en VA-1 Jugo de caña en VA-2 3. RECIPIENTE No. PRE-A VA-1 VA-2 4. No. DTI A-105 A-105 A-105
CUERPO
5. MATERIAL AC INOX 316 AC INOX 316 AC INOX 316 6. TAMAÑO CONEXIÓN SUPERIOR 4”Ø 150 #RF 4”Ø 150 #RF 4”Ø 150 #RF 7. LOCALIZACIÓN LATERAL LATERAL LATERAL 8. TAMAÑO CONEXIÓN INFERIOR 4”Ø 150 #RF 4”Ø 150 #RF 4”Ø 150 #RF 9. LOCALIZACIÓN LATERAL LATERAL LATERAL 10 MONTAJE BRIDADO BRIDADO BRIDADO 11 VENTEO 2” NPT 2“ NPT 2” NPT 12 DREN 2” NPT 2” NPT 2” NPT 13 DIÁMETRO DE LA CÁMARA 2” 2” 2” 14 LONGITUD CENTRO-CENTRO 2750mm 2750mm 2750mm
ELEMENTO
15 TIPO RADAR RADAR RADAR 16 MATERIAL AC. INOX. 316L AC. INOX. 316L AC. INOX. 316 17 DIÁMETRO 150mm 150mm 150mm 18 LONGITUD POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 19 RANGO DE MEDICIÓN 2750mm 2750mm 2750mm
TRANSMISOR
SALIDA 4-20mA + HART 4-20mA + HART 4-20mA + HART ENCAPSULADO IP 65/ NEMA 4x IP 65/ NEMA 4x IP 65/ NEMA 4x COLOR AZUL AZUL AZUL
MATERIAL ESCALA AC.INOX
316 IN
AC.INOX 316
IN AC.INOX
316 IN
RANGO DE MEDICIÓN 20000 mm 20000 mm 20000 mm
INTERRUPTOR
TIPO snap snap snap CANTIDAD 1 1 1 FORMA N.A. N.A. N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc 24Vdc 24Vdc AMPS / WATTS / HP ---- ---- ---- TIPO DE CARGA INDUCTIVA INDUCTIVA INDUCTIVA IDENTIFICACIÓN ---- ---- ---- CAJA TIPO ---- ---- ----
DATOS DE
SERVICIO
LIQUIDO INFERIOR MELADURA DE JUGO DE CAÑA
MELADURA DE JUGO DE CAÑA
MELADURA DE JUGO DE CAÑA
GRAVEDAD ESPECIFICA De 1.069 a 1.077 De 1.105 a 1.114 De 1.129 a 1.138 LIQUIDO SUPERIOR VAPOR VEGETAL EN
PRE-A VAPOR VEGETAL EN
VA-1 VAPOR VEGETAL EN
VA-2 VISCOSIDAD LIQUIDO @ C.F. ---- ---- ---- AJUSTE POR ALTO NIVEL ---- ---- ---- AJUSTE POR BAJO NIVEL ---- ---- ----
MARCA ENDRESS+HAUSER ENDRESS+HAUSER ENDRESS+HAUSER MODELO MICROPILOT M
FMR230 MICROPILOT M
FMR230 MICROPILOT M
FMR230
Identificación Temperatura Presión Temperatura. Presión Nivel
mm °C Kg/cm 2 °C Kg/cm2 Nor Máx Min Max Nor Máx Nor Max Min. Nor Max
Flexibilidad Operativa 1 Flexibilidad Operativa 2 1. LIT-003 158 175 0.632 0.667 - - - - 822.96 965.2 1016 2. LIT-021 108 110 1.82 2.10 - - - - 822.96 965.2 1016 3. LIT-032 93 96 1.23 1.26 - - - - 822.96 965.2 1016 4. 5. NOTAS: 1. 20
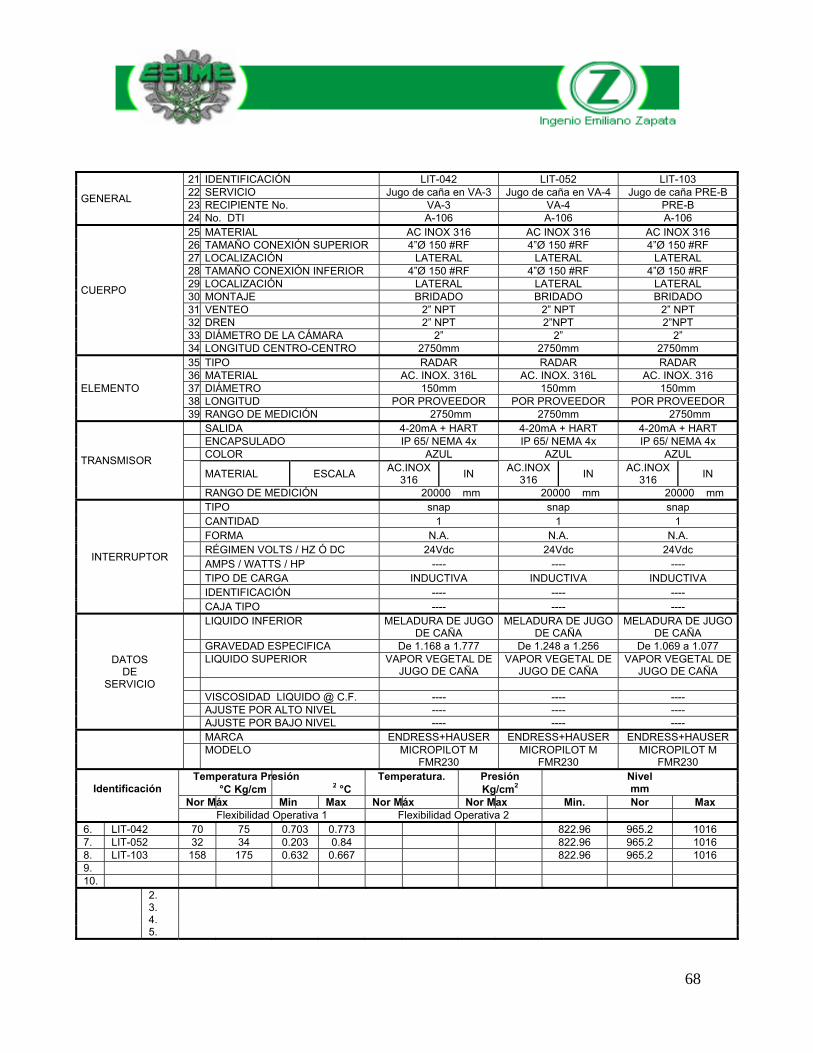
68
GENERAL
21 IDENTIFICACIÓN LIT-042 LIT-052 LIT-103 22 SERVICIO Jugo de caña en VA-3 Jugo de caña en VA-4 Jugo de caña PRE-B 23 RECIPIENTE No. VA-3 VA-4 PRE-B 24 No. DTI A-106 A-106 A-106
CUERPO
25 MATERIAL AC INOX 316 AC INOX 316 AC INOX 316 26 TAMAÑO CONEXIÓN SUPERIOR 4”Ø 150 #RF 4”Ø 150 #RF 4”Ø 150 #RF 27 LOCALIZACIÓN LATERAL LATERAL LATERAL 28 TAMAÑO CONEXIÓN INFERIOR 4”Ø 150 #RF 4”Ø 150 #RF 4”Ø 150 #RF 29 LOCALIZACIÓN LATERAL LATERAL LATERAL 30 MONTAJE BRIDADO BRIDADO BRIDADO 31 VENTEO 2” NPT 2” NPT 2” NPT 32 DREN 2” NPT 2”NPT 2”NPT 33 DIÁMETRO DE LA CÁMARA 2” 2” 2” 34 LONGITUD CENTRO-CENTRO 2750mm 2750mm 2750mm
ELEMENTO
35 TIPO RADAR RADAR RADAR 36 MATERIAL AC. INOX. 316L AC. INOX. 316L AC. INOX. 316 37 DIÁMETRO 150mm 150mm 150mm 38 LONGITUD POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 39 RANGO DE MEDICIÓN 2750mm 2750mm 2750mm
TRANSMISOR
SALIDA 4-20mA + HART 4-20mA + HART 4-20mA + HART ENCAPSULADO IP 65/ NEMA 4x IP 65/ NEMA 4x IP 65/ NEMA 4x COLOR AZUL AZUL AZUL
MATERIAL ESCALA AC.INOX
316 IN
AC.INOX 316
IN AC.INOX
316 IN
RANGO DE MEDICIÓN 20000 mm 20000 mm 20000 mm
INTERRUPTOR
TIPO snap snap snap CANTIDAD 1 1 1 FORMA N.A. N.A. N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc 24Vdc 24Vdc AMPS / WATTS / HP ---- ---- ---- TIPO DE CARGA INDUCTIVA INDUCTIVA INDUCTIVA IDENTIFICACIÓN ---- ---- ---- CAJA TIPO ---- ---- ----
DATOS DE
SERVICIO
LIQUIDO INFERIOR MELADURA DE JUGO DE CAÑA
MELADURA DE JUGO DE CAÑA
MELADURA DE JUGO DE CAÑA
GRAVEDAD ESPECIFICA De 1.168 a 1.777 De 1.248 a 1.256 De 1.069 a 1.077 LIQUIDO SUPERIOR VAPOR VEGETAL DE
JUGO DE CAÑA VAPOR VEGETAL DE
JUGO DE CAÑA VAPOR VEGETAL DE
JUGO DE CAÑA VISCOSIDAD LIQUIDO @ C.F. ---- ---- ---- AJUSTE POR ALTO NIVEL ---- ---- ---- AJUSTE POR BAJO NIVEL ---- ---- ----
MARCA ENDRESS+HAUSER ENDRESS+HAUSER ENDRESS+HAUSER MODELO MICROPILOT M
FMR230 MICROPILOT M
FMR230 MICROPILOT M
FMR230
Identificación Temperatura Presión Temperatura. Presión Nivel
mm °C Kg/cm 2 °C Kg/cm2 Nor Máx Min Max Nor Máx Nor Max Min. Nor Max
Flexibilidad Operativa 1 Flexibilidad Operativa 2 6. LIT-042 70 75 0.703 0.773 822.96 965.2 1016 7. LIT-052 32 34 0.203 0.84 822.96 965.2 1016 8. LIT-103 158 175 0.632 0.667 822.96 965.2 1016 9. 10. 2. 3. 4. 5.
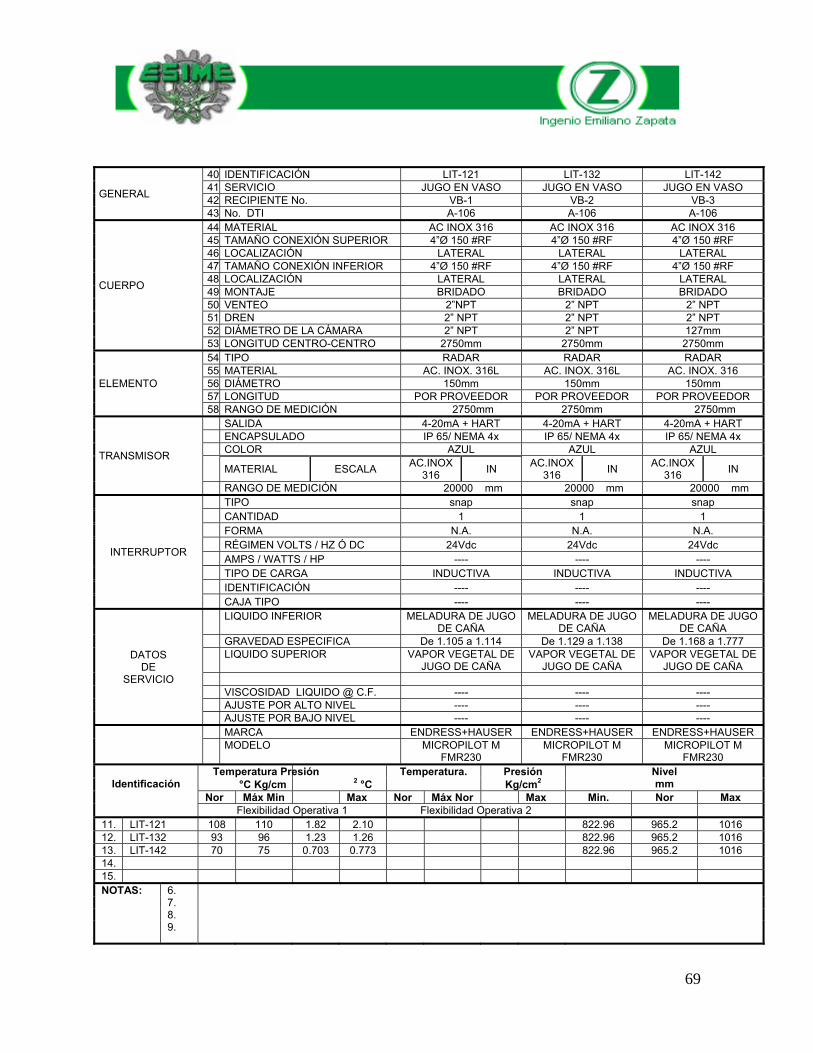
69
GENERAL
40 IDENTIFICACIÓN LIT-121 LIT-132 LIT-142 41 SERVICIO JUGO EN VASO JUGO EN VASO JUGO EN VASO 42 RECIPIENTE No. VB-1 VB-2 VB-3 43 No. DTI A-106 A-106 A-106
CUERPO
44 MATERIAL AC INOX 316 AC INOX 316 AC INOX 316 45 TAMAÑO CONEXIÓN SUPERIOR 4”Ø 150 #RF 4”Ø 150 #RF 4”Ø 150 #RF 46 LOCALIZACIÓN LATERAL LATERAL LATERAL 47 TAMAÑO CONEXIÓN INFERIOR 4”Ø 150 #RF 4”Ø 150 #RF 4”Ø 150 #RF 48 LOCALIZACIÓN LATERAL LATERAL LATERAL 49 MONTAJE BRIDADO BRIDADO BRIDADO 50 VENTEO 2”NPT 2” NPT 2” NPT 51 DREN 2” NPT 2” NPT 2” NPT 52 DIÁMETRO DE LA CÁMARA 2” NPT 2” NPT 127mm 53 LONGITUD CENTRO-CENTRO 2750mm 2750mm 2750mm
ELEMENTO
54 TIPO RADAR RADAR RADAR 55 MATERIAL AC. INOX. 316L AC. INOX. 316L AC. INOX. 316 56 DIÁMETRO 150mm 150mm 150mm 57 LONGITUD POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 58 RANGO DE MEDICIÓN 2750mm 2750mm 2750mm
TRANSMISOR
SALIDA 4-20mA + HART 4-20mA + HART 4-20mA + HART ENCAPSULADO IP 65/ NEMA 4x IP 65/ NEMA 4x IP 65/ NEMA 4x COLOR AZUL AZUL AZUL
MATERIAL ESCALA AC.INOX
316 IN
AC.INOX 316
IN AC.INOX
316 IN
RANGO DE MEDICIÓN 20000 mm 20000 mm 20000 mm
INTERRUPTOR
TIPO snap snap snap CANTIDAD 1 1 1 FORMA N.A. N.A. N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc 24Vdc 24Vdc AMPS / WATTS / HP ---- ---- ---- TIPO DE CARGA INDUCTIVA INDUCTIVA INDUCTIVA IDENTIFICACIÓN ---- ---- ---- CAJA TIPO ---- ---- ----
DATOS DE
SERVICIO
LIQUIDO INFERIOR MELADURA DE JUGO DE CAÑA
MELADURA DE JUGO DE CAÑA
MELADURA DE JUGO DE CAÑA
GRAVEDAD ESPECIFICA De 1.105 a 1.114 De 1.129 a 1.138 De 1.168 a 1.777 LIQUIDO SUPERIOR VAPOR VEGETAL DE
JUGO DE CAÑA VAPOR VEGETAL DE
JUGO DE CAÑA VAPOR VEGETAL DE
JUGO DE CAÑA VISCOSIDAD LIQUIDO @ C.F. ---- ---- ---- AJUSTE POR ALTO NIVEL ---- ---- ---- AJUSTE POR BAJO NIVEL ---- ---- ----
MARCA ENDRESS+HAUSER ENDRESS+HAUSER ENDRESS+HAUSER MODELO MICROPILOT M
FMR230 MICROPILOT M
FMR230 MICROPILOT M
FMR230
Identificación Temperatura Presión Temperatura. Presión Nivel
mm °C Kg/cm 2 °C Kg/cm2 Nor Máx Min Max Nor Máx Nor Max Min. Nor Max
Flexibilidad Operativa 1 Flexibilidad Operativa 2 11. LIT-121 108 110 1.82 2.10 822.96 965.2 1016 12. LIT-132 93 96 1.23 1.26 822.96 965.2 1016 13. LIT-142 70 75 0.703 0.773 822.96 965.2 1016 14. 15. NOTAS: 6. 7. 8. 9.
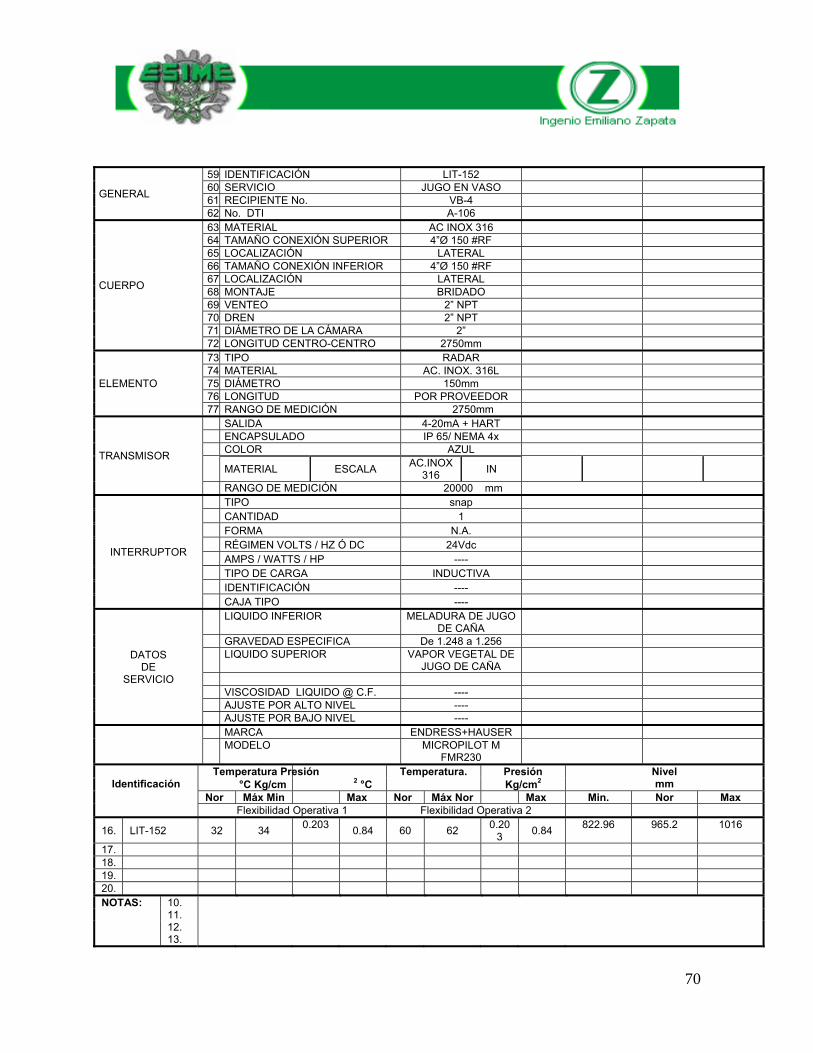
70
GENERAL
59 IDENTIFICACIÓN LIT-152 60 SERVICIO JUGO EN VASO 61 RECIPIENTE No. VB-4 62 No. DTI A-106
CUERPO
63 MATERIAL AC INOX 316 64 TAMAÑO CONEXIÓN SUPERIOR 4”Ø 150 #RF 65 LOCALIZACIÓN LATERAL 66 TAMAÑO CONEXIÓN INFERIOR 4”Ø 150 #RF 67 LOCALIZACIÓN LATERAL 68 MONTAJE BRIDADO 69 VENTEO 2” NPT 70 DREN 2” NPT 71 DIÁMETRO DE LA CÁMARA 2” 72 LONGITUD CENTRO-CENTRO 2750mm
ELEMENTO
73 TIPO RADAR 74 MATERIAL AC. INOX. 316L 75 DIÁMETRO 150mm 76 LONGITUD POR PROVEEDOR 77 RANGO DE MEDICIÓN 2750mm
TRANSMISOR
SALIDA 4-20mA + HART ENCAPSULADO IP 65/ NEMA 4x COLOR AZUL
MATERIAL ESCALA AC.INOX
316 IN
RANGO DE MEDICIÓN 20000 mm
INTERRUPTOR
TIPO snap CANTIDAD 1 FORMA N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc AMPS / WATTS / HP ---- TIPO DE CARGA INDUCTIVA IDENTIFICACIÓN ---- CAJA TIPO ----
DATOS DE
SERVICIO
LIQUIDO INFERIOR MELADURA DE JUGO DE CAÑA
GRAVEDAD ESPECIFICA De 1.248 a 1.256 LIQUIDO SUPERIOR VAPOR VEGETAL DE
JUGO DE CAÑA
VISCOSIDAD LIQUIDO @ C.F. ---- AJUSTE POR ALTO NIVEL ---- AJUSTE POR BAJO NIVEL ----
MARCA ENDRESS+HAUSER MODELO MICROPILOT M
FMR230
Identificación
Temperatura Presión Temperatura. Presión Nivel mm °C Kg/cm 2 °C Kg/cm2
Nor Máx Min Max Nor Máx Nor Max Min. Nor Max Flexibilidad Operativa 1 Flexibilidad Operativa 2
16. LIT-152 32 34 0.203
0.84 60 62 0.20
3 0.84
822.96 965.2 1016
17. 18. 19. 20. NOTAS: 10. 11. 12. 13.
71
4.- INFORMACIÓN REQUERIDA
CON LA COTIZACIÓN
Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
Hoja de datos del proveedor (ver nota 2 en esta hoja)
Especificación de materiales
Lista de partes de repuesto recomendada con precios para dos años de operación
Dimensiones y pesos preliminares de los indicadores de nivel
CON LA ORDEN DE COMPRA
Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones Lista completa de partes incluyendo dibujos seccionales Certificados de materiales y calidad en original Información técnica original
Notas:
1. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando
2. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado
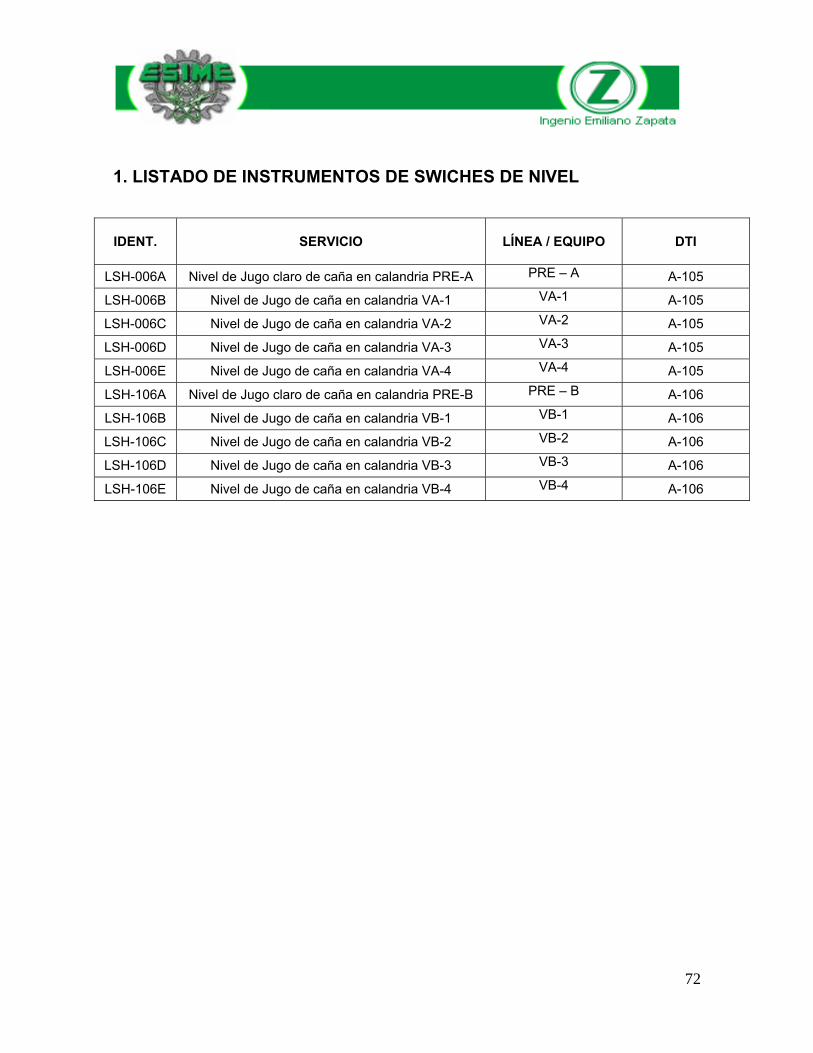
72
1. LISTADO DE INSTRUMENTOS DE SWICHES DE NIVEL
IDENT.
SERVICIO LÍNEA / EQUIPO
DTI
LSH-006A Nivel de Jugo claro de caña en calandria PRE-A PRE – A A-105
LSH-006B Nivel de Jugo de caña en calandria VA-1 VA-1 A-105
LSH-006C Nivel de Jugo de caña en calandria VA-2 VA-2 A-105
LSH-006D Nivel de Jugo de caña en calandria VA-3 VA-3 A-105
LSH-006E Nivel de Jugo de caña en calandria VA-4 VA-4 A-105
LSH-106A Nivel de Jugo claro de caña en calandria PRE-B PRE – B A-106
LSH-106B Nivel de Jugo de caña en calandria VB-1 VB-1 A-106
LSH-106C Nivel de Jugo de caña en calandria VB-2 VB-2 A-106
LSH-106D Nivel de Jugo de caña en calandria VB-3 VB-3 A-106
LSH-106E Nivel de Jugo de caña en calandria VB-4 VB-4 A-106
73
2. NOTAS GENERALES PARA SWICHES DE NIVEL
1. Los indicadores de nivel deben suministrarse de acuerdo a las notas generales siguientes a menos que se indique otra cosa en la hoja de datos anexa.
2. Cualquier omisión en esta especificación, no libera al proveedor de su responsabilidad para
suministrar los indicadores de nivel completo y adecuado para que operen satisfactoriamente de acuerdo con las condiciones de operación especificadas.
3. Todos los indicadores de nivel deben estar etiquetados con el número de identificación
(TAG) del instrumento, dicha identificación debe estar formada por una placa de acero inoxidable 316, fijada al indicador con información grabada a golpe (sin adhesivos) y un letrero de identificación (TAG) visible fijado permanentemente al tanque o recipiente donde se instale el indicador.
4. Todas las partes en contacto con el fluido de proceso deben estar construidas con
materiales que resistan las propiedades corrosivas, erosivas, etc., del mismo.
5. El proveedor debe certificar que el modelo es el correcto para el servicio y condiciones de operación especificadas.
6. Cuando esta especificación no pueda cumplirse en su totalidad, el proveedor puede ofrecer
alternativas, estableciendo además en una lista por separado las desviaciones.
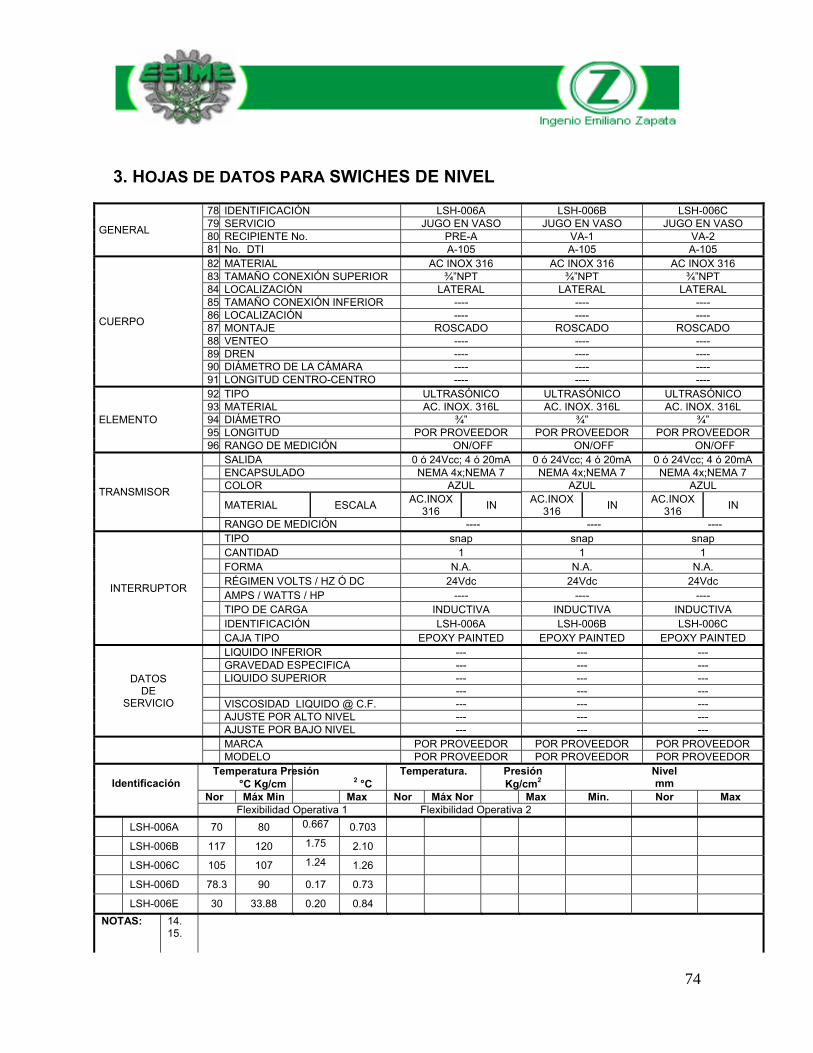
74
3. HOJAS DE DATOS PARA SWICHES DE NIVEL
GENERAL
78 IDENTIFICACIÓN LSH-006A LSH-006B LSH-006C 79 SERVICIO JUGO EN VASO JUGO EN VASO JUGO EN VASO 80 RECIPIENTE No. PRE-A VA-1 VA-2 81 No. DTI A-105 A-105 A-105
CUERPO
82 MATERIAL AC INOX 316 AC INOX 316 AC INOX 316 83 TAMAÑO CONEXIÓN SUPERIOR ¾”NPT ¾”NPT ¾”NPT 84 LOCALIZACIÓN LATERAL LATERAL LATERAL 85 TAMAÑO CONEXIÓN INFERIOR ---- ---- ---- 86 LOCALIZACIÓN ---- ---- ---- 87 MONTAJE ROSCADO ROSCADO ROSCADO 88 VENTEO ---- ---- ---- 89 DREN ---- ---- ---- 90 DIÁMETRO DE LA CÁMARA ---- ---- ---- 91 LONGITUD CENTRO-CENTRO ---- ---- ----
ELEMENTO
92 TIPO ULTRASÓNICO ULTRASÓNICO ULTRASÓNICO 93 MATERIAL AC. INOX. 316L AC. INOX. 316L AC. INOX. 316L 94 DIÁMETRO ¾” ¾” ¾” 95 LONGITUD POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 96 RANGO DE MEDICIÓN ON/OFF ON/OFF ON/OFF
TRANSMISOR
SALIDA 0 ó 24Vcc; 4 ó 20mA 0 ó 24Vcc; 4 ó 20mA 0 ó 24Vcc; 4 ó 20mA ENCAPSULADO NEMA 4x;NEMA 7 NEMA 4x;NEMA 7 NEMA 4x;NEMA 7 COLOR AZUL AZUL AZUL
MATERIAL ESCALA AC.INOX
316 IN
AC.INOX 316
IN AC.INOX
316 IN
RANGO DE MEDICIÓN ---- ---- ----
INTERRUPTOR
TIPO snap snap snap CANTIDAD 1 1 1 FORMA N.A. N.A. N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc 24Vdc 24Vdc AMPS / WATTS / HP ---- ---- ---- TIPO DE CARGA INDUCTIVA INDUCTIVA INDUCTIVA IDENTIFICACIÓN LSH-006A LSH-006B LSH-006C CAJA TIPO EPOXY PAINTED EPOXY PAINTED EPOXY PAINTED
DATOS DE
SERVICIO
LIQUIDO INFERIOR --- --- --- GRAVEDAD ESPECIFICA --- --- --- LIQUIDO SUPERIOR --- --- --- --- --- --- VISCOSIDAD LIQUIDO @ C.F. --- --- --- AJUSTE POR ALTO NIVEL --- --- --- AJUSTE POR BAJO NIVEL --- --- ---
MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
Identificación
Temperatura Presión Temperatura. Presión Nivel mm °C Kg/cm 2 °C Kg/cm2
Nor Máx Min Max Nor Máx Nor Max Min. Nor Max Flexibilidad Operativa 1 Flexibilidad Operativa 2
LSH-006A 70 80 0.667 0.703
LSH-006B 117 120 1.75 2.10
LSH-006C 105 107 1.24 1.26
LSH-006D 78.3 90 0.17 0.73
LSH-006E 30 33.88 0.20 0.84
NOTAS: 14. 15.
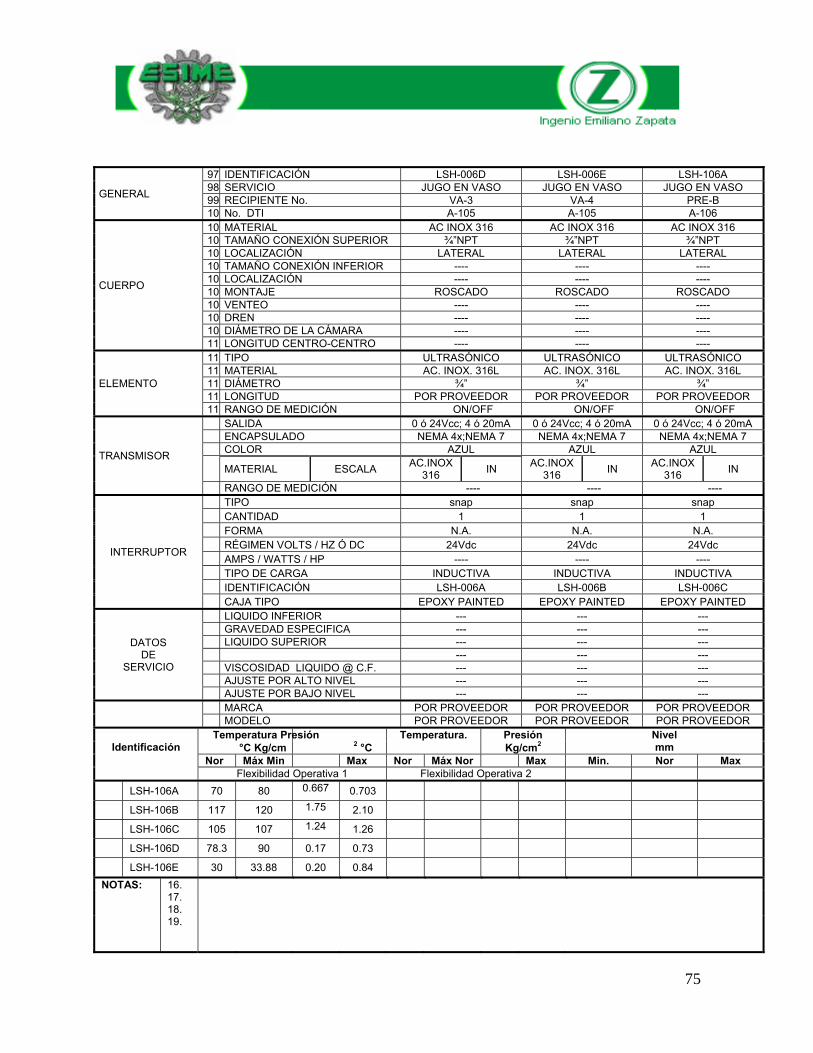
75
GENERAL
97 IDENTIFICACIÓN LSH-006D LSH-006E LSH-106A 98 SERVICIO JUGO EN VASO JUGO EN VASO JUGO EN VASO 99 RECIPIENTE No. VA-3 VA-4 PRE-B 10 No. DTI A-105 A-105 A-106
CUERPO
10 MATERIAL AC INOX 316 AC INOX 316 AC INOX 316 10 TAMAÑO CONEXIÓN SUPERIOR ¾”NPT ¾”NPT ¾”NPT 10 LOCALIZACIÓN LATERAL LATERAL LATERAL 104TAMAÑO CONEXIÓN INFERIOR ---- ---- ---- 10 LOCALIZACIÓN ---- ---- ---- 10 MONTAJE ROSCADO ROSCADO ROSCADO 10 VENTEO ---- ---- ---- 10 DREN ---- ---- ---- 10 DIÁMETRO DE LA CÁMARA ---- ---- ---- 11 LONGITUD CENTRO-CENTRO ---- ---- ----
ELEMENTO
11 TIPO ULTRASÓNICO ULTRASÓNICO ULTRASÓNICO 11 MATERIAL AC. INOX. 316L AC. INOX. 316L AC. INOX. 316L 11 DIÁMETRO ¾” ¾” ¾” 114LONGITUD POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 11 RANGO DE MEDICIÓN ON/OFF ON/OFF ON/OFF
TRANSMISOR
SALIDA 0 ó 24Vcc; 4 ó 20mA 0 ó 24Vcc; 4 ó 20mA 0 ó 24Vcc; 4 ó 20mA ENCAPSULADO NEMA 4x;NEMA 7 NEMA 4x;NEMA 7 NEMA 4x;NEMA 7 COLOR AZUL AZUL AZUL
MATERIAL ESCALA AC.INOX
316 IN
AC.INOX 316
IN AC.INOX
316 IN
RANGO DE MEDICIÓN ---- ---- ----
INTERRUPTOR
TIPO snap snap snap CANTIDAD 1 1 1 FORMA N.A. N.A. N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc 24Vdc 24Vdc AMPS / WATTS / HP ---- ---- ---- TIPO DE CARGA INDUCTIVA INDUCTIVA INDUCTIVA IDENTIFICACIÓN LSH-006A LSH-006B LSH-006C CAJA TIPO EPOXY PAINTED EPOXY PAINTED EPOXY PAINTED
DATOS DE
SERVICIO
LIQUIDO INFERIOR --- --- --- GRAVEDAD ESPECIFICA --- --- --- LIQUIDO SUPERIOR --- --- --- --- --- --- VISCOSIDAD LIQUIDO @ C.F. --- --- --- AJUSTE POR ALTO NIVEL --- --- --- AJUSTE POR BAJO NIVEL --- --- ---
MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
Identificación
Temperatura Presión Temperatura. Presión Nivel mm °C Kg/cm 2 °C Kg/cm2
Nor Máx Min Max Nor Máx Nor Max Min. Nor Max Flexibilidad Operativa 1 Flexibilidad Operativa 2
LSH-106A 70 80 0.667 0.703
LSH-106B 117 120 1.75 2.10
LSH-106C 105 107 1.24 1.26
LSH-106D 78.3 90 0.17 0.73
LSH-106E 30 33.88 0.20 0.84
NOTAS: 16. 17. 18. 19.
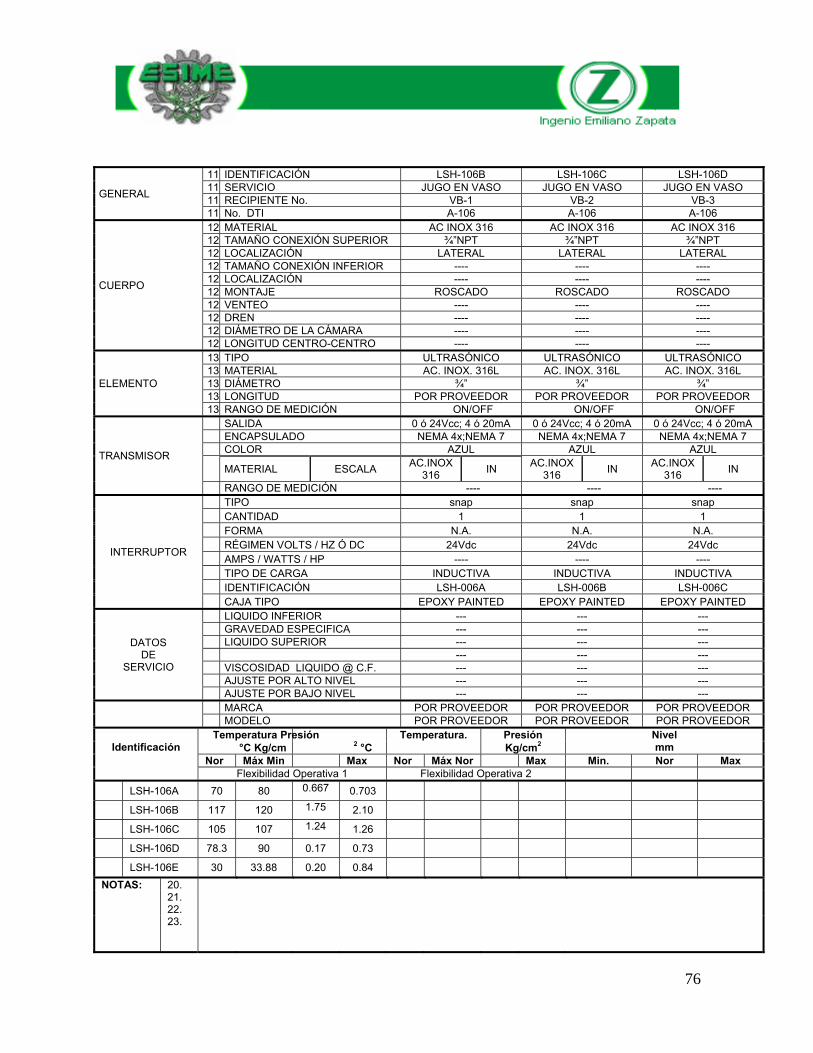
76
GENERAL
11 IDENTIFICACIÓN LSH-106B LSH-106C LSH-106D 11 SERVICIO JUGO EN VASO JUGO EN VASO JUGO EN VASO 11 RECIPIENTE No. VB-1 VB-2 VB-3 11 No. DTI A-106 A-106 A-106
CUERPO
12 MATERIAL AC INOX 316 AC INOX 316 AC INOX 316 12 TAMAÑO CONEXIÓN SUPERIOR ¾”NPT ¾”NPT ¾”NPT 12 LOCALIZACIÓN LATERAL LATERAL LATERAL 12 TAMAÑO CONEXIÓN INFERIOR ---- ---- ---- 124LOCALIZACIÓN ---- ---- ---- 12 MONTAJE ROSCADO ROSCADO ROSCADO 12 VENTEO ---- ---- ---- 12 DREN ---- ---- ---- 12 DIÁMETRO DE LA CÁMARA ---- ---- ---- 12 LONGITUD CENTRO-CENTRO ---- ---- ----
ELEMENTO
13 TIPO ULTRASÓNICO ULTRASÓNICO ULTRASÓNICO 13 MATERIAL AC. INOX. 316L AC. INOX. 316L AC. INOX. 316L 13 DIÁMETRO ¾” ¾” ¾” 13 LONGITUD POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 134RANGO DE MEDICIÓN ON/OFF ON/OFF ON/OFF
TRANSMISOR
SALIDA 0 ó 24Vcc; 4 ó 20mA 0 ó 24Vcc; 4 ó 20mA 0 ó 24Vcc; 4 ó 20mA ENCAPSULADO NEMA 4x;NEMA 7 NEMA 4x;NEMA 7 NEMA 4x;NEMA 7 COLOR AZUL AZUL AZUL
MATERIAL ESCALA AC.INOX
316 IN
AC.INOX 316
IN AC.INOX
316 IN
RANGO DE MEDICIÓN ---- ---- ----
INTERRUPTOR
TIPO snap snap snap CANTIDAD 1 1 1 FORMA N.A. N.A. N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc 24Vdc 24Vdc AMPS / WATTS / HP ---- ---- ---- TIPO DE CARGA INDUCTIVA INDUCTIVA INDUCTIVA IDENTIFICACIÓN LSH-006A LSH-006B LSH-006C CAJA TIPO EPOXY PAINTED EPOXY PAINTED EPOXY PAINTED
DATOS DE
SERVICIO
LIQUIDO INFERIOR --- --- --- GRAVEDAD ESPECIFICA --- --- --- LIQUIDO SUPERIOR --- --- --- --- --- --- VISCOSIDAD LIQUIDO @ C.F. --- --- --- AJUSTE POR ALTO NIVEL --- --- --- AJUSTE POR BAJO NIVEL --- --- ---
MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
Identificación
Temperatura Presión Temperatura. Presión Nivel mm °C Kg/cm 2 °C Kg/cm2
Nor Máx Min Max Nor Máx Nor Max Min. Nor Max Flexibilidad Operativa 1 Flexibilidad Operativa 2
LSH-106A 70 80 0.667 0.703
LSH-106B 117 120 1.75 2.10
LSH-106C 105 107 1.24 1.26
LSH-106D 78.3 90 0.17 0.73
LSH-106E 30 33.88 0.20 0.84
NOTAS: 20. 21. 22. 23.
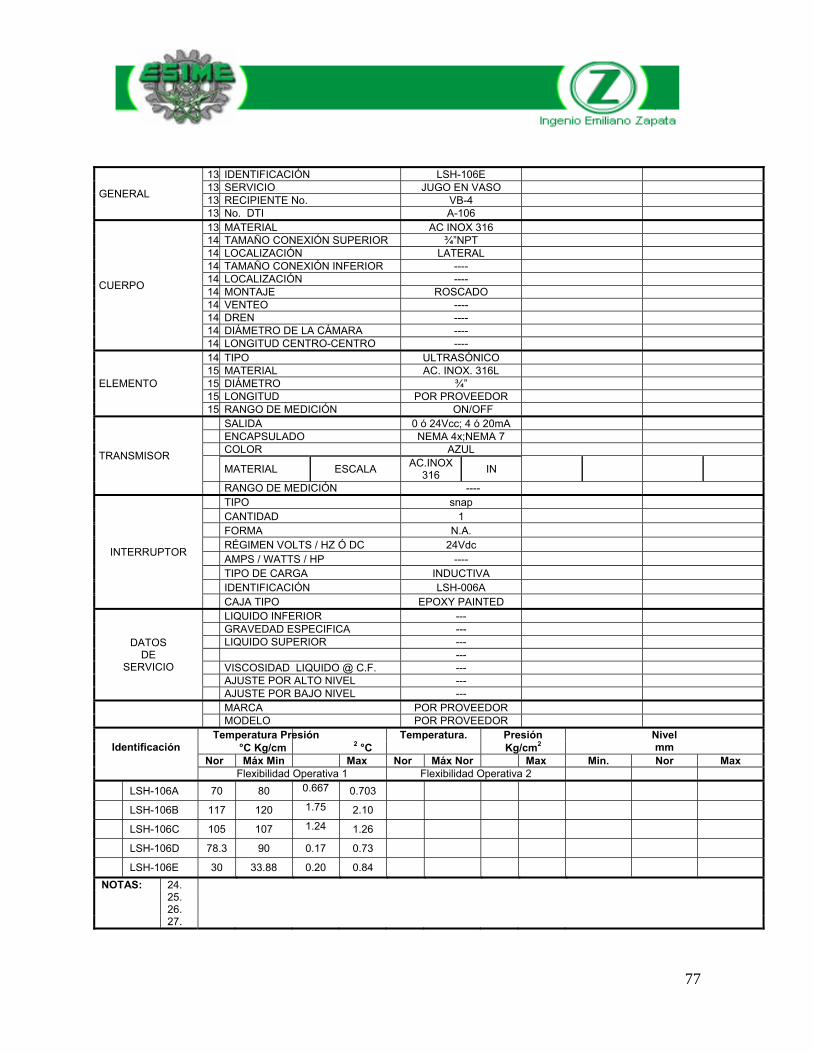
77
GENERAL
13 IDENTIFICACIÓN LSH-106E 13 SERVICIO JUGO EN VASO 13 RECIPIENTE No. VB-4 13 No. DTI A-106
CUERPO
13 MATERIAL AC INOX 316 14 TAMAÑO CONEXIÓN SUPERIOR ¾”NPT 14 LOCALIZACIÓN LATERAL 14 TAMAÑO CONEXIÓN INFERIOR ---- 14 LOCALIZACIÓN ---- 144MONTAJE ROSCADO 14 VENTEO ---- 14 DREN ---- 14 DIÁMETRO DE LA CÁMARA ---- 14 LONGITUD CENTRO-CENTRO ----
ELEMENTO
14 TIPO ULTRASÓNICO 15 MATERIAL AC. INOX. 316L 15 DIÁMETRO ¾” 15 LONGITUD POR PROVEEDOR 15 RANGO DE MEDICIÓN ON/OFF
TRANSMISOR
SALIDA 0 ó 24Vcc; 4 ó 20mA ENCAPSULADO NEMA 4x;NEMA 7 COLOR AZUL
MATERIAL ESCALA AC.INOX
316 IN
RANGO DE MEDICIÓN ----
INTERRUPTOR
TIPO snap CANTIDAD 1 FORMA N.A. RÉGIMEN VOLTS / HZ Ó DC 24Vdc AMPS / WATTS / HP ---- TIPO DE CARGA INDUCTIVA IDENTIFICACIÓN LSH-006A CAJA TIPO EPOXY PAINTED
DATOS DE
SERVICIO
LIQUIDO INFERIOR --- GRAVEDAD ESPECIFICA --- LIQUIDO SUPERIOR --- --- VISCOSIDAD LIQUIDO @ C.F. --- AJUSTE POR ALTO NIVEL --- AJUSTE POR BAJO NIVEL ---
MARCA POR PROVEEDOR MODELO POR PROVEEDOR
Identificación
Temperatura Presión Temperatura. Presión Nivel mm °C Kg/cm 2 °C Kg/cm2
Nor Máx Min Max Nor Máx Nor Max Min. Nor Max Flexibilidad Operativa 1 Flexibilidad Operativa 2
LSH-106A 70 80 0.667 0.703
LSH-106B 117 120 1.75 2.10
LSH-106C 105 107 1.24 1.26
LSH-106D 78.3 90 0.17 0.73
LSH-106E 30 33.88 0.20 0.84
NOTAS: 24. 25. 26. 27.
78
4. INFORMACIÓN REQUERIDA
CON LA COTIZACIÓN
Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
Hoja de datos del proveedor (ver nota 2 en esta hoja)
Especificación de materiales
Lista de partes de repuesto recomendada con precios para dos años de operación
Dimensiones y pesos preliminares de los indicadores de nivel
CON LA ORDEN DE COMPRA
Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones Lista completa de partes incluyendo dibujos seccionales Certificados de materiales y calidad en original Información técnica original
Notas:
3. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando
4. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado

79
1. LISTADO DE INSTRUMENTOS DE PRESIÓN
IDENT.
SERVICIO LÍNEA / EQUIPO
DTI
PIT-008 Vapor vegetal en PRE-A PRE-A A-105
PIT-016 Vapor vegetal hacia Tachos 30”-VAV-001-A A-105
PIT-028 Vapor vegetal hacia VA-2 34”-COP-016-A A-105
PIT-038 Vapor vegetal hacia VA-3 30”-VAV-022-A A-105
PIT-048 Vapor vegetal hacia VA-4 34”-COP-027-A A-105
PIT-058 Vapor vegetal en VA-4 VA-4 A-105
PIT-064 Agua fría hacia CBA-1 12”-H2OF-033-A A-105
PIT-108 Vapor vegetal en PRE-B PRE-B A-106
PIT-116 Vapor vegetal hacia Tachos 30”-VAV-101-A A-106
PIT-128 Vapor vegetal hacia VB-2 34”-COP-116-A A-106
PIT-138 Vapor vegetal hacia VB-3 30”-VAV-122-A A-106
PIT-148 Vapor vegetal hacia VB-4 34”-COP-127-A A-106
PIT-158 Vapor vegetal en VB-4 VB-4 A-106
PIT-164 Agua fría hacia CBB-1 12”-H2OF-133-A A-106
80
2. NOTAS GENERAL ES PARA TRANSMISORES INDICADORES DE PRESIÓN
1. Los transmisores indicadores de presión deben suministrarse de acuerdo a las notas
generales siguientes a menos que se indique otra cosa en la hoja de datos anexa.
2. Cualquier omisión en esta especificación, no libera al proveedor de su responsabilidad para suministrar los transmisores completos y adecuados para que operen satisfactoriamente de acuerdo con las condiciones de operación especificadas.
3. Todos los transmisores indicadores de presión deben estar etiquetados con el número de
identificación (TAG) del instrumento, dicha identificación debe estar formada por una placa de acero inoxidable 316, fijada al transmisor con información grabada a golpe (sin adhesivos) y un letrero de identificación (TAG) visible fijado permanentemente al soporte donde se instale el transmisor.
4. Todas las partes en contacto con el fluido de proceso deben estar construidas con
materiales que resistan las propiedades corrosivas, erosivas del mismo.
5. El proveedor debe certificar que el modelo es el correcto para el servicio y condiciones de operación especificadas.
6. Los transmisores indicadores y sus accesorios deben ser de fácil calibración, de tal manera
que se puedan recalibrar en campo de una manera sencilla.
7. Los transmisores indicadores deben operar satisfactoriamente en un rango de temperatura ambiente de –40º C a 100 °C y la temperatura de operación de –40º C a 100 °C
8. Los transmisores deben tener filtros adecuados para eliminar interferencias por señales de
radiofrecuencia y electromagnéticas.
9. Los transmisores deben estar protegidos contra transitorios.
10. Los transmisores deben ser suministrados con protección a polaridad inversa o insensible a polaridades inversas.
11. Los transmisores deben tener protección contra corto circuito en líneas de señalización.
12. La exactitud del transmisor debe ser ±0.075% del SPAN o mejor, y debe tener una
estabilidad del +0.125%, para 12 meses, además de tener una rangeabilidad de 200:1.
13. Los transmisores deben tener rangos de ajuste de supresión y elevación del CERO, del 100% del “SPAN”.
14. Los ajustes de CERO y “SPAN” deben ser externos y con cubierta.
15. Todas las terminales eléctricas de los transmisores, deben estar perfectamente
identificadas, indicando polaridad, tierra, etc.
16. Cuando esta especificación no pueda cumplirse en su totalidad, el proveedor puede ofrecer alternativas, estableciendo además en una lista por separado las desviaciones.
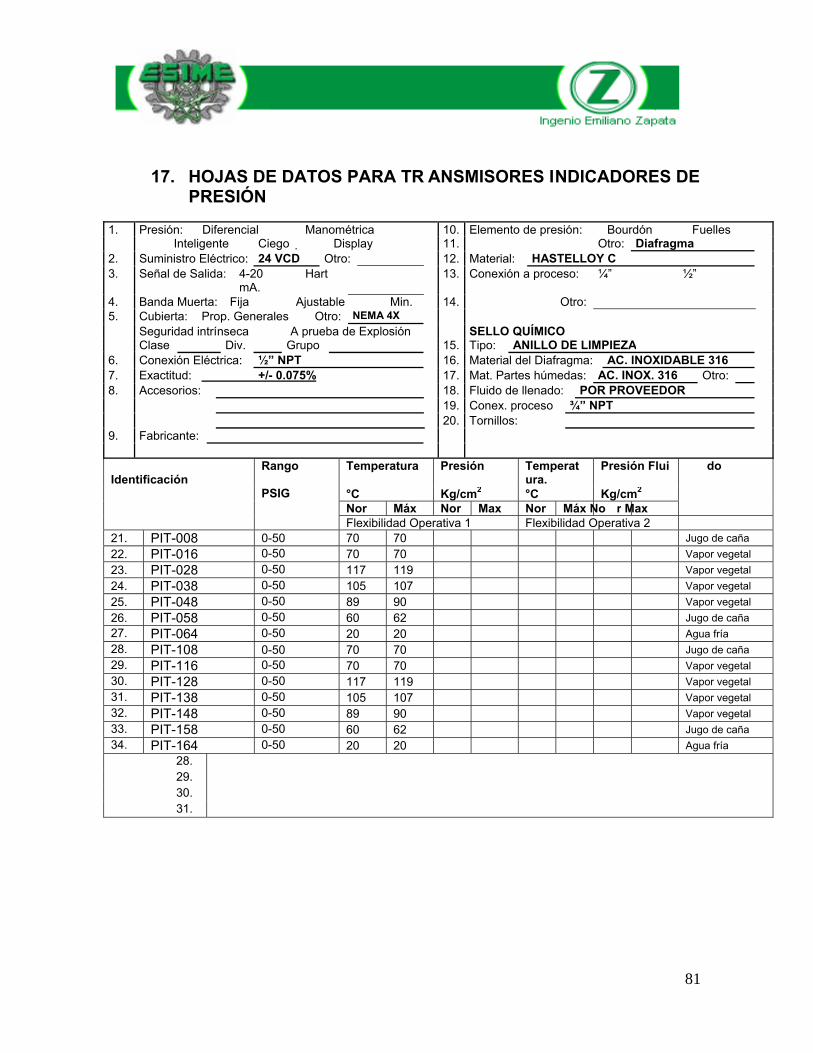
81
17. HOJAS DE DATOS PARA TR ANSMISORES INDICADORES DE PRESIÓN
1. Presión: Diferencial � Manométrica � 10. Elemento de presión: Bourdón � Fuelles � Inteligente � Ciego � Display � 11. Otro: Diafragma 2. Suministro Eléctrico: 24 VCD Otro: 12. Material: HASTELLOY C 3. Señal de Salida: 4-20
mA.� Hart � 13. Conexión a proceso: ¼” � ½” �
4. Banda Muerta: Fija � Ajustable � Min. � 14. Otro: 5. Cubierta: Prop. Generales � Otro: NEMA 4X Seguridad intrínseca � A prueba de Explosión SELLO QUÍMICO Clase Div. Grupo 15. Tipo: ANILLO DE LIMPIEZA 6. Conexión Eléctrica: ½” NPT 16. Material del Diafragma: AC. INOXIDABLE 316 7. Exactitud: +/- 0.075% 17. Mat. Partes húmedas: AC. INOX. 316 Otro: 8. Accesorios: 18. Fluido de llenado: POR PROVEEDOR 19. Conex. proceso ¾” NPT 20. Tornillos: 9. Fabricante: Identificación
Rango PSIG
Temperatura Presión Temperatura.
Presión Flui do °C Kg/cm2 °C Kg/cm2
Nor Máx Nor Max Nor Máx No r MaxFlexibilidad Operativa 1 Flexibilidad Operativa 2
21. PIT-008 0-50 70 70 Jugo de caña
22. PIT-016 0-50 70 70 Vapor vegetal
23. PIT-028 0-50 117 119 Vapor vegetal
24. PIT-038 0-50 105 107 Vapor vegetal
25. PIT-048 0-50 89 90 Vapor vegetal
26. PIT-058 0-50 60 62 Jugo de caña
27. PIT-064 0-50 20 20 Agua fría
28. PIT-108 0-50 70 70 Jugo de caña
29. PIT-116 0-50 70 70 Vapor vegetal
30. PIT-128 0-50 117 119 Vapor vegetal
31. PIT-138 0-50 105 107 Vapor vegetal
32. PIT-148 0-50 89 90 Vapor vegetal
33. PIT-158 0-50 60 62 Jugo de caña
34. PIT-164 0-50 20 20 Agua fría
28. 29. 30. 31.
82
4. INFORMACIÓN REQUERIDA
CON LA COTIZACIÓN
Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
Hoja de datos del proveedor (ver nota 2 en esta hoja)
Especificación de materiales
Lista de partes de repuesto recomendada con precios para dos años de operación
Dimensiones y pesos preliminares de los transmisores indicadores de presión
CON LA ORDEN DE COMPRA
Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones Lista completa de partes incluyendo dibujos seccionales Certificados de materiales y calidad en original Información técnica original Certificado de calibración
Notas:
1. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando
2. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado
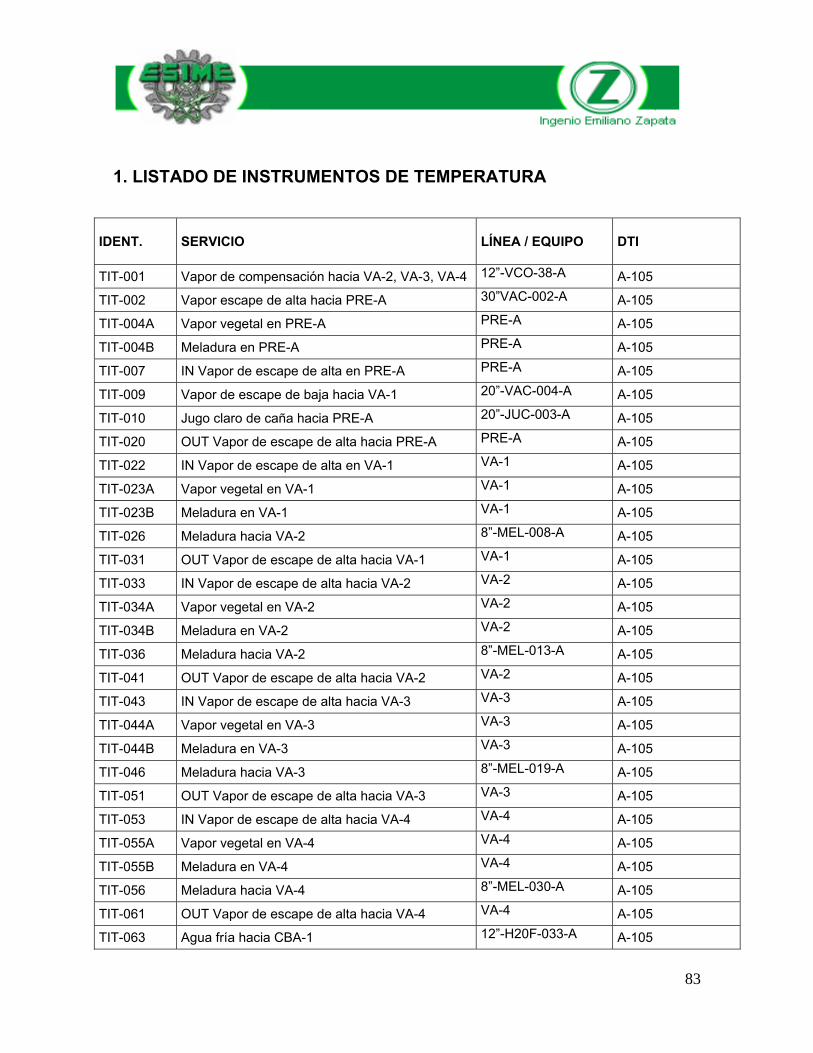
83
1. LISTADO DE INSTRUMENTOS DE TEMPERATURA
IDENT.
SERVICIO LÍNEA / EQUIPO DTI
TIT-001 Vapor de compensación hacia VA-2, VA-3, VA-4 12”-VCO-38-A A-105
TIT-002 Vapor escape de alta hacia PRE-A 30”VAC-002-A A-105
TIT-004A Vapor vegetal en PRE-A PRE-A A-105
TIT-004B Meladura en PRE-A PRE-A A-105
TIT-007 IN Vapor de escape de alta en PRE-A PRE-A A-105
TIT-009 Vapor de escape de baja hacia VA-1 20”-VAC-004-A A-105
TIT-010 Jugo claro de caña hacia PRE-A 20”-JUC-003-A A-105
TIT-020 OUT Vapor de escape de alta hacia PRE-A PRE-A A-105
TIT-022 IN Vapor de escape de alta en VA-1 VA-1 A-105
TIT-023A Vapor vegetal en VA-1 VA-1 A-105
TIT-023B Meladura en VA-1 VA-1 A-105
TIT-026 Meladura hacia VA-2 8”-MEL-008-A A-105
TIT-031 OUT Vapor de escape de alta hacia VA-1 VA-1 A-105
TIT-033 IN Vapor de escape de alta hacia VA-2 VA-2 A-105
TIT-034A Vapor vegetal en VA-2 VA-2 A-105
TIT-034B Meladura en VA-2 VA-2 A-105
TIT-036 Meladura hacia VA-2 8”-MEL-013-A A-105
TIT-041 OUT Vapor de escape de alta hacia VA-2 VA-2 A-105
TIT-043 IN Vapor de escape de alta hacia VA-3 VA-3 A-105
TIT-044A Vapor vegetal en VA-3 VA-3 A-105
TIT-044B Meladura en VA-3 VA-3 A-105
TIT-046 Meladura hacia VA-3 8”-MEL-019-A A-105
TIT-051 OUT Vapor de escape de alta hacia VA-3 VA-3 A-105
TIT-053 IN Vapor de escape de alta hacia VA-4 VA-4 A-105
TIT-055A Vapor vegetal en VA-4 VA-4 A-105
TIT-055B Meladura en VA-4 VA-4 A-105
TIT-056 Meladura hacia VA-4 8”-MEL-030-A A-105
TIT-061 OUT Vapor de escape de alta hacia VA-4 VA-4 A-105
TIT-063 Agua fría hacia CBA-1 12”-H20F-033-A A-105
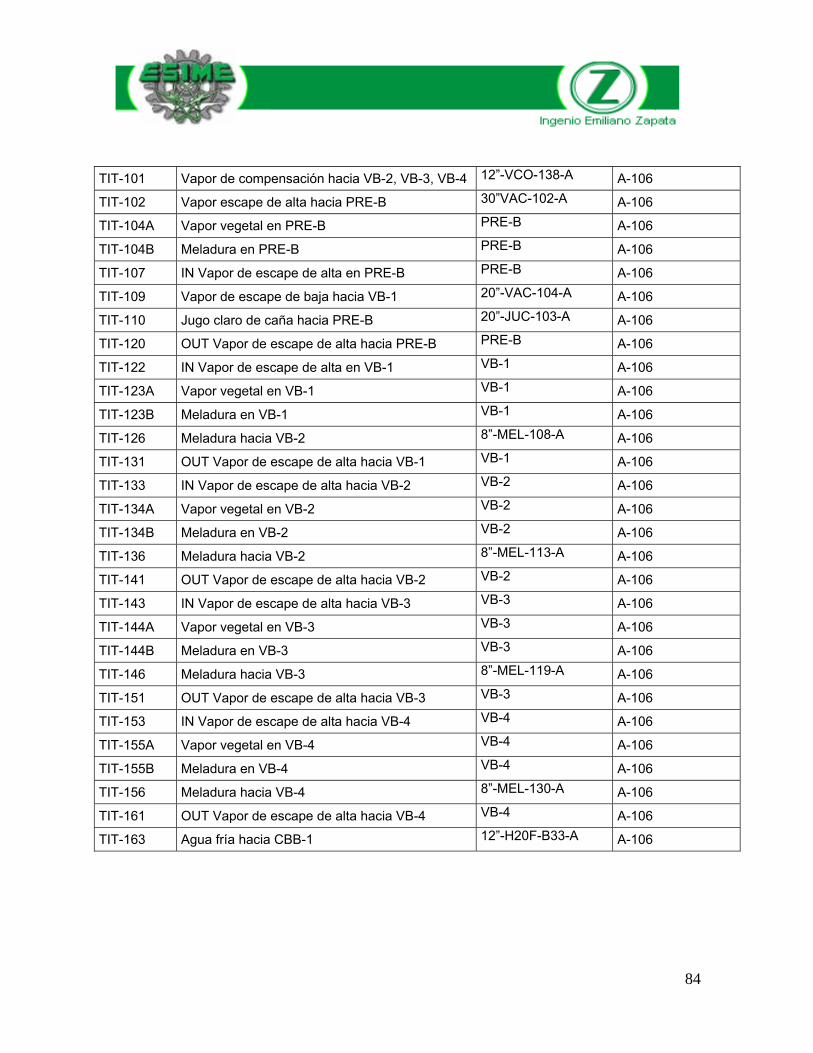
84
TIT-101 Vapor de compensación hacia VB-2, VB-3, VB-4 12”-VCO-138-A A-106
TIT-102 Vapor escape de alta hacia PRE-B 30”VAC-102-A A-106
TIT-104A Vapor vegetal en PRE-B PRE-B A-106
TIT-104B Meladura en PRE-B PRE-B A-106
TIT-107 IN Vapor de escape de alta en PRE-B PRE-B A-106
TIT-109 Vapor de escape de baja hacia VB-1 20”-VAC-104-A A-106
TIT-110 Jugo claro de caña hacia PRE-B 20”-JUC-103-A A-106
TIT-120 OUT Vapor de escape de alta hacia PRE-B PRE-B A-106
TIT-122 IN Vapor de escape de alta en VB-1 VB-1 A-106
TIT-123A Vapor vegetal en VB-1 VB-1 A-106
TIT-123B Meladura en VB-1 VB-1 A-106
TIT-126 Meladura hacia VB-2 8”-MEL-108-A A-106
TIT-131 OUT Vapor de escape de alta hacia VB-1 VB-1 A-106
TIT-133 IN Vapor de escape de alta hacia VB-2 VB-2 A-106
TIT-134A Vapor vegetal en VB-2 VB-2 A-106
TIT-134B Meladura en VB-2 VB-2 A-106
TIT-136 Meladura hacia VB-2 8”-MEL-113-A A-106
TIT-141 OUT Vapor de escape de alta hacia VB-2 VB-2 A-106
TIT-143 IN Vapor de escape de alta hacia VB-3 VB-3 A-106
TIT-144A Vapor vegetal en VB-3 VB-3 A-106
TIT-144B Meladura en VB-3 VB-3 A-106
TIT-146 Meladura hacia VB-3 8”-MEL-119-A A-106
TIT-151 OUT Vapor de escape de alta hacia VB-3 VB-3 A-106
TIT-153 IN Vapor de escape de alta hacia VB-4 VB-4 A-106
TIT-155A Vapor vegetal en VB-4 VB-4 A-106
TIT-155B Meladura en VB-4 VB-4 A-106
TIT-156 Meladura hacia VB-4 8”-MEL-130-A A-106
TIT-161 OUT Vapor de escape de alta hacia VB-4 VB-4 A-106
TIT-163 Agua fría hacia CBB-1 12”-H20F-B33-A A-106
85
2. NOTAS GENERALE S PARA TRANSMISORES INDICADORES DE TEMPERATURA
1. Los transmisores indicadores de temperatura deben suministrarse de acuerdo a las notas generales siguientes a menos que se indique otra cosa en la hoja de datos anexa.
2. Cualquier omisión en esta especificación, no libera al proveedor de su responsabilidad para
suministrar los transmisores indicadores completos y adecuados para que operen satisfactoriamente de acuerdo con las condiciones de operación especificadas.
3. Todos los transmisores indicadores de temperatura deben estar etiquetados con el número
de identificación (TAG) del instrumento, dicha identificación debe estar formada por una placa de acero inoxidable 316, fijada al transmisor con información grabada a golpe (sin adhesivos) y un letrero de identificación (TAG) visible fijado permanentemente al soporte donde se instale el transmisor.
4. Todas las partes en contacto con el fluido de proceso deben estar construidas con
materiales que resistan las propiedades corrosivas, erosivas del mismo.
5. El proveedor debe certificar que el modelo es el correcto para el servicio y condiciones de operación especificadas.
6. Los transmisores indicadores y sus accesorios deben ser de fácil calibración, de tal manera
que se puedan recalibrar en campo de una manera sencilla.
7. Los transmisores indicadores deben operar satisfactoriamente en un rango de temperatura ambiente de –40º C a 100 °C y la temperatura de operación de –40º C a 100 °C
8. Los transmisores indicadores deben tener filtros adecuados para eliminar interferencias por
señales de radiofrecuencia y electromagnéticas.
9. Los transmisores deben estar protegidos contra transitorios.
10. Los transmisores deben ser suministrados con protección a polaridad inversa o insensible a polaridades inversas.
11. Los transmisores deben tener protección contra corto circuito en líneas de señalización.
12. La exactitud del transmisor debe ser ±0.075% del SPAN o mejor, y debe tener una
estabilidad del +0.125%, para 12 meses, además de tener una rangeabilidad de 200:1.
13. Los transmisores deben tener rangos de ajuste de supresión y elevación del CERO, del 100% del “SPAN”.
14. Los ajustes de CERO y “SPAN” deben ser externos y con cubierta.
15. Todas las terminales eléctricas de los transmisores, deben estar perfectamente
identificadas, indicando polaridad, tierra, etc.
16. Cuando esta especificación no pueda cumplirse en su totalidad, el proveedor puede ofrecer alternativas, estableciendo además en una lista por separado las desviaciones.
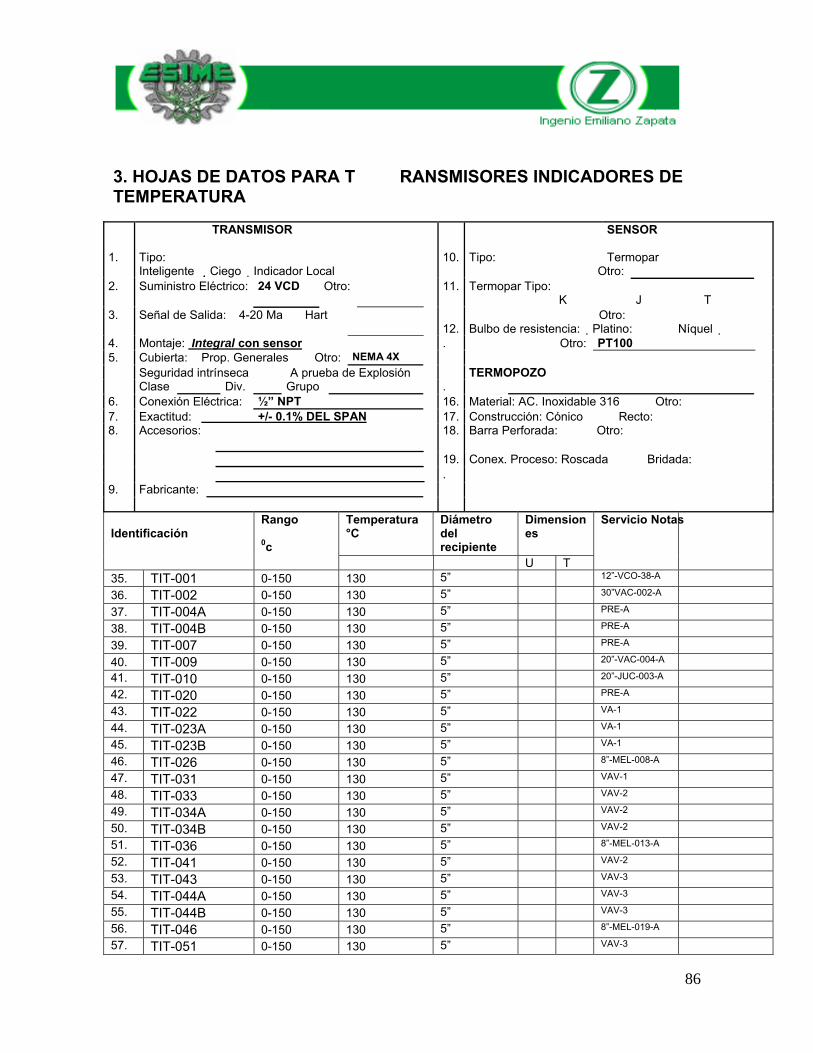
86
3. HOJAS DE DATOS PARA T RANSMISORES INDICADORES DE TEMPERATURA
1.
Tipo:
TRANSMISOR
10.
Tipo:
SENSOR Termopar �
Inteligente � Ciego � Indicador Local � Otro: 2. Suministro Eléctrico: 24 VCD � Otro: 11. Termopar Tipo:
K � J � T �
3. Señal de Salida: 4-20 Ma� Hart � 12.
Otro: Bulbo de resistencia: �Platino: � Níquel �
4. Montaje: Integral con sensor . Otro: PT100 5. Cubierta: Prop. Generales � Otro: NEMA 4X Seguridad intrínseca � A prueba de Explosión� TERMOPOZO Clase Div. Grupo . 6. Conexión Eléctrica: ½” NPT 16. Material: AC. Inoxidable 316 � Otro: � 7. Exactitud: +/- 0.1% DEL SPAN 17. Construcción: Cónico � Recto: � 8. Accesorios: 18. Barra Perforada: � Otro: �
19. Conex. Proceso: Roscada � Bridada: � . 9. Fabricante: Identificación
Rango 0c
Temperatura°C
Diámetro del recipiente
Dimensiones
Servicio Notas
U T 35. TIT-001 0-150 130 5” 12”-VCO-38-A
36. TIT-002 0-150 130 5” 30”VAC-002-A
37. TIT-004A 0-150 130 5” PRE-A
38. TIT-004B 0-150 130 5” PRE-A
39. TIT-007 0-150 130 5” PRE-A
40. TIT-009 0-150 130 5” 20”-VAC-004-A
41. TIT-010 0-150 130 5” 20”-JUC-003-A 42. TIT-020 0-150 130 5” PRE-A
43. TIT-022 0-150 130 5” VA-1
44. TIT-023A 0-150 130 5” VA-1 45. TIT-023B 0-150 130 5” VA-1
46. TIT-026 0-150 130 5” 8”-MEL-008-A 47. TIT-031 0-150 130 5” VAV-1
48. TIT-033 0-150 130 5” VAV-2 49. TIT-034A 0-150 130 5” VAV-2
50. TIT-034B 0-150 130 5” VAV-2 51. TIT-036 0-150 130 5” 8”-MEL-013-A
52. TIT-041 0-150 130 5” VAV-2
53. TIT-043 0-150 130 5” VAV-3 54. TIT-044A 0-150 130 5” VAV-3
55. TIT-044B 0-150 130 5” VAV-3 56. TIT-046 0-150 130 5” 8”-MEL-019-A
57. TIT-051 0-150 130 5” VAV-3
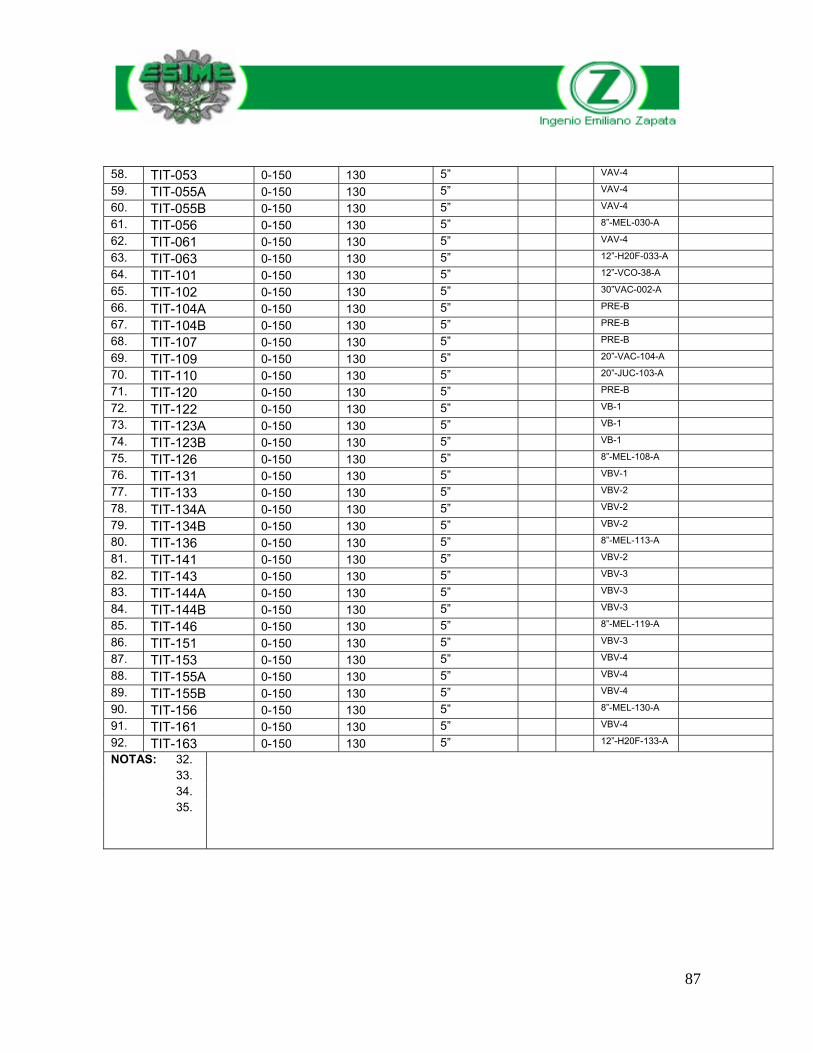
87
58. TIT-053 0-150 130 5” VAV-4 59. TIT-055A 0-150 130 5” VAV-4
60. TIT-055B 0-150 130 5” VAV-4 61. TIT-056 0-150 130 5” 8”-MEL-030-A
62. TIT-061 0-150 130 5” VAV-4
63. TIT-063 0-150 130 5” 12”-H20F-033-A 64. TIT-101 0-150 130 5” 12”-VCO-38-A
65. TIT-102 0-150 130 5” 30”VAC-002-A 66. TIT-104A 0-150 130 5” PRE-B
67. TIT-104B 0-150 130 5” PRE-B 68. TIT-107 0-150 130 5” PRE-B
69. TIT-109 0-150 130 5” 20”-VAC-104-A
70. TIT-110 0-150 130 5” 20”-JUC-103-A 71. TIT-120 0-150 130 5” PRE-B
72. TIT-122 0-150 130 5” VB-1 73. TIT-123A 0-150 130 5” VB-1
74. TIT-123B 0-150 130 5” VB-1 75. TIT-126 0-150 130 5” 8”-MEL-108-A
76. TIT-131 0-150 130 5” VBV-1
77. TIT-133 0-150 130 5” VBV-2 78. TIT-134A 0-150 130 5” VBV-2
79. TIT-134B 0-150 130 5” VBV-2 80. TIT-136 0-150 130 5” 8”-MEL-113-A
81. TIT-141 0-150 130 5” VBV-2 82. TIT-143 0-150 130 5” VBV-3
83. TIT-144A 0-150 130 5” VBV-3
84. TIT-144B 0-150 130 5” VBV-3 85. TIT-146 0-150 130 5” 8”-MEL-119-A
86. TIT-151 0-150 130 5” VBV-3 87. TIT-153 0-150 130 5” VBV-4
88. TIT-155A 0-150 130 5” VBV-4 89. TIT-155B 0-150 130 5” VBV-4
90. TIT-156 0-150 130 5” 8”-MEL-130-A 91. TIT-161 0-150 130 5” VBV-4
92. TIT-163 0-150 130 5” 12”-H20F-133-A NOTAS: 32.
33. 34. 35.
88
4. INFORMACIÓN REQUERIDA CON LA COTIZACIÓN
Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
Hoja de datos del proveedor (ver nota 2 en esta hoja)
Especificación de materiales
Lista de partes de repuesto recomendada con precios para dos años de operación
Dimensiones y pesos preliminares de los transmisores indicadores de presión
CON LA ORDEN DE COMPRA
Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones Lista completa de partes incluyendo dibujos seccionales Certificados de materiales y calidad en original Información técnica original Certificado de calibración
Notas:
1. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando
2. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado.
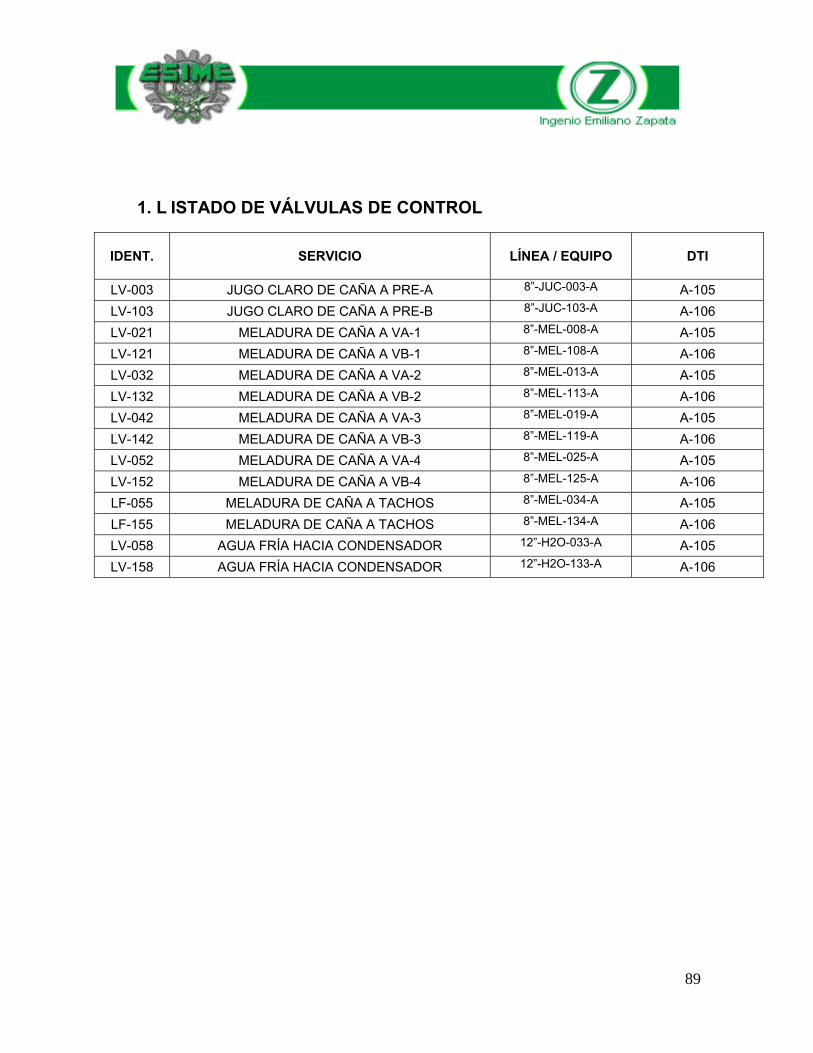
89
1. L ISTADO DE VÁLVULAS DE CONTROL
IDENT.
SERVICIO LÍNEA / EQUIPO
DTI
LV-003 JUGO CLARO DE CAÑA A PRE-A 8”-JUC-003-A A-105
LV-103 JUGO CLARO DE CAÑA A PRE-B 8”-JUC-103-A A-106
LV-021 MELADURA DE CAÑA A VA-1 8”-MEL-008-A A-105
LV-121 MELADURA DE CAÑA A VB-1 8”-MEL-108-A A-106
LV-032 MELADURA DE CAÑA A VA-2 8”-MEL-013-A A-105
LV-132 MELADURA DE CAÑA A VB-2 8”-MEL-113-A A-106
LV-042 MELADURA DE CAÑA A VA-3 8”-MEL-019-A A-105
LV-142 MELADURA DE CAÑA A VB-3 8”-MEL-119-A A-106
LV-052 MELADURA DE CAÑA A VA-4 8”-MEL-025-A A-105
LV-152 MELADURA DE CAÑA A VB-4 8”-MEL-125-A A-106
LF-055 MELADURA DE CAÑA A TACHOS 8”-MEL-034-A A-105
LF-155 MELADURA DE CAÑA A TACHOS 8”-MEL-134-A A-106
LV-058 AGUA FRÍA HACIA CONDENSADOR 12”-H2O-033-A A-105
LV-158 AGUA FRÍA HACIA CONDENSADOR 12”-H2O-133-A A-106
90
91
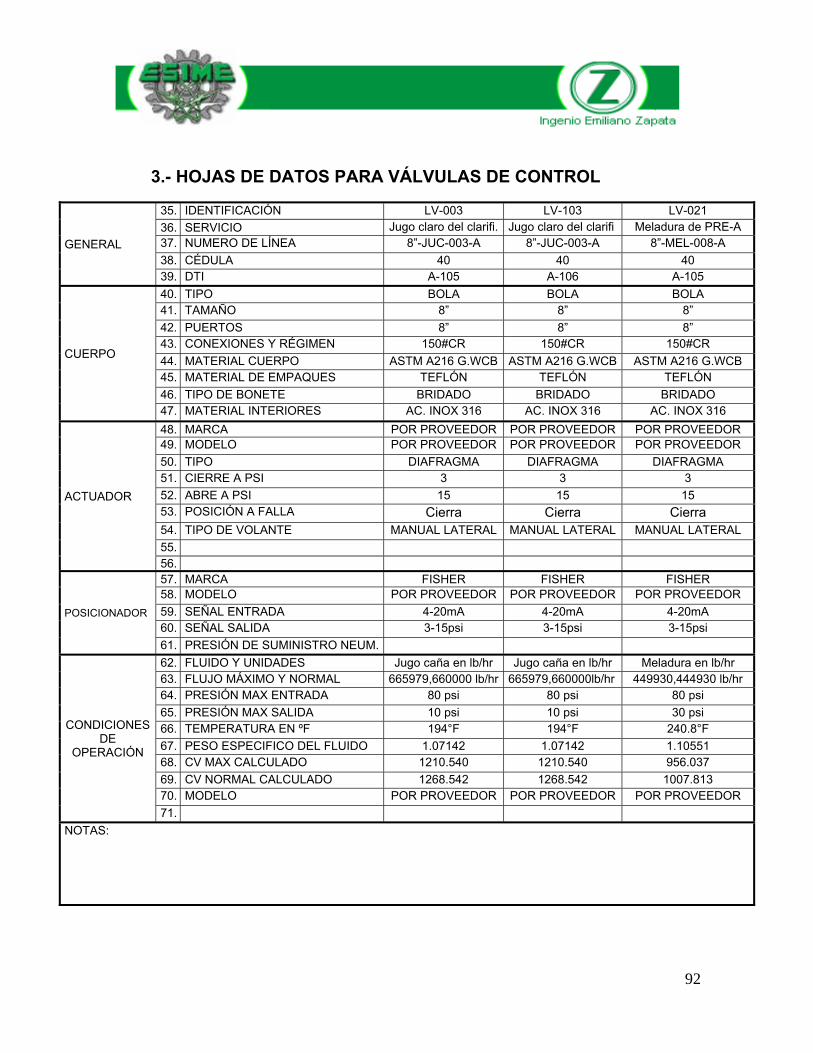
92
3.- HOJAS DE DATOS PARA VÁLVULAS DE CONTROL
GENERAL
35. IDENTIFICACIÓN LV-003 LV-103 LV-021
36. SERVICIO Jugo claro del clarifi. Jugo claro del clarifi Meladura de PRE-A 37. NUMERO DE LÍNEA 8”-JUC-003-A 8”-JUC-003-A 8”-MEL-008-A
38. CÉDULA 40 40 40 39. DTI A-105 A-106 A-105
CUERPO
40. TIPO BOLA BOLA BOLA 41. TAMAÑO 8” 8” 8”
42. PUERTOS 8” 8” 8” 43. CONEXIONES Y RÉGIMEN 150#CR 150#CR 150#CR
44. MATERIAL CUERPO ASTM A216 G.WCB ASTM A216 G.WCB ASTM A216 G.WCB 45. MATERIAL DE EMPAQUES TEFLÓN TEFLÓN TEFLÓN
46. TIPO DE BONETE BRIDADO BRIDADO BRIDADO 47. MATERIAL INTERIORES AC. INOX 316 AC. INOX 316 AC. INOX 316
ACTUADOR
48. MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 49. MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
50. TIPO DIAFRAGMA DIAFRAGMA DIAFRAGMA 51. CIERRE A PSI 3 3 3
52. ABRE A PSI 15 15 15 53. POSICIÓN A FALLA Cierra Cierra Cierra 54. TIPO DE VOLANTE MANUAL LATERAL MANUAL LATERAL MANUAL LATERAL
55. 56.
POSICIONADOR
57. MARCA FISHER FISHER FISHER 58. MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
59. SEÑAL ENTRADA 4-20mA 4-20mA 4-20mA 60. SEÑAL SALIDA 3-15psi 3-15psi 3-15psi
61. PRESIÓN DE SUMINISTRO NEUM.
CONDICIONES DE
OPERACIÓN
62. FLUIDO Y UNIDADES Jugo caña en lb/hr Jugo caña en lb/hr Meladura en lb/hr 63. FLUJO MÁXIMO Y NORMAL 665979,660000 lb/hr 665979,660000lb/hr 449930,444930 lb/hr 64. PRESIÓN MAX ENTRADA 80 psi 80 psi 80 psi
65. PRESIÓN MAX SALIDA 10 psi 10 psi 30 psi 66. TEMPERATURA EN ºF 194°F 194°F 240.8°F
67. PESO ESPECIFICO DEL FLUIDO 1.07142 1.07142 1.10551 68. CV MAX CALCULADO 1210.540 1210.540 956.037
69. CV NORMAL CALCULADO 1268.542 1268.542 1007.813 70. MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
71.
NOTAS:
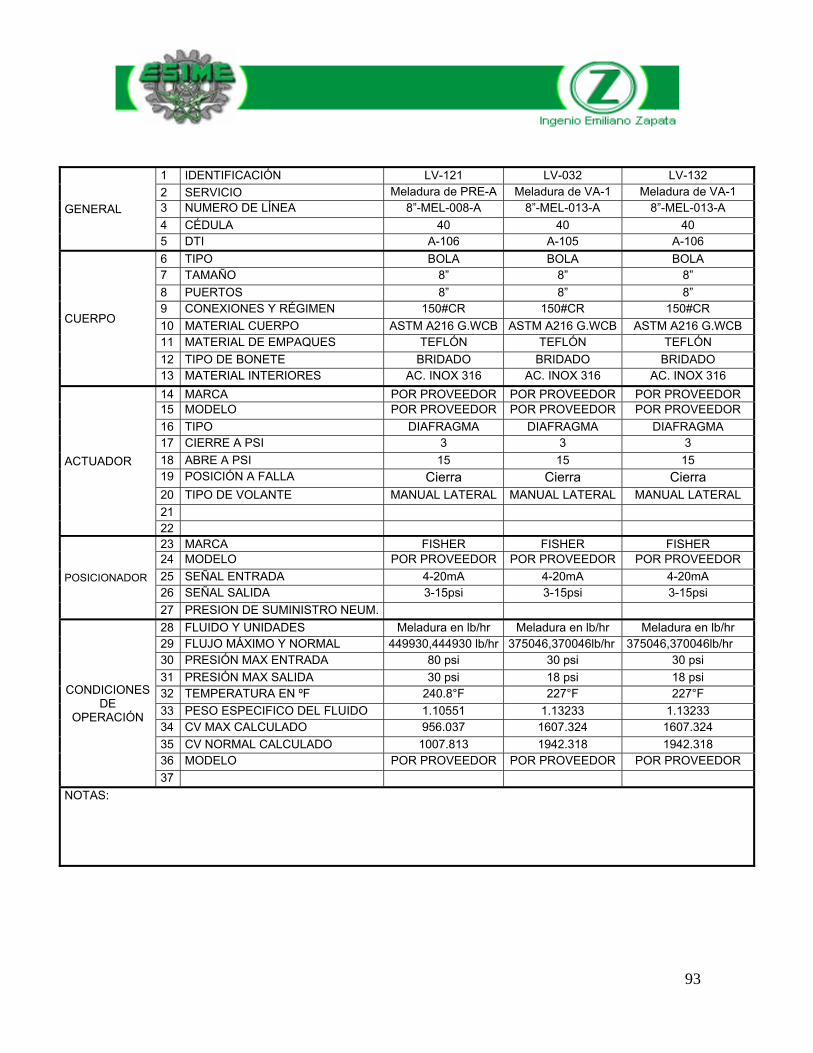
93
GENERAL
1 IDENTIFICACIÓN LV-121 LV-032 LV-132
2 SERVICIO Meladura de PRE-A Meladura de VA-1 Meladura de VA-1 3 NUMERO DE LÍNEA 8”-MEL-008-A 8”-MEL-013-A 8”-MEL-013-A
4 CÉDULA 40 40 40 5 DTI A-106 A-105 A-106
CUERPO
6 TIPO BOLA BOLA BOLA 7 TAMAÑO 8” 8” 8”
8 PUERTOS 8” 8” 8” 9 CONEXIONES Y RÉGIMEN 150#CR 150#CR 150#CR
10 MATERIAL CUERPO ASTM A216 G.WCB ASTM A216 G.WCB ASTM A216 G.WCB 11 MATERIAL DE EMPAQUES TEFLÓN TEFLÓN TEFLÓN
12 TIPO DE BONETE BRIDADO BRIDADO BRIDADO 13 MATERIAL INTERIORES AC. INOX 316 AC. INOX 316 AC. INOX 316
ACTUADOR
14 MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 15 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
16 TIPO DIAFRAGMA DIAFRAGMA DIAFRAGMA 17 CIERRE A PSI 3 3 3
18 ABRE A PSI 15 15 15 19 POSICIÓN A FALLA Cierra Cierra Cierra 20 TIPO DE VOLANTE MANUAL LATERAL MANUAL LATERAL MANUAL LATERAL
21 22
POSICIONADOR
23 MARCA FISHER FISHER FISHER 24 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
25 SEÑAL ENTRADA 4-20mA 4-20mA 4-20mA 26 SEÑAL SALIDA 3-15psi 3-15psi 3-15psi
27 PRESION DE SUMINISTRO NEUM.
CONDICIONES DE
OPERACIÓN
28 FLUIDO Y UNIDADES Meladura en lb/hr Meladura en lb/hr Meladura en lb/hr 29 FLUJO MÁXIMO Y NORMAL 449930,444930 lb/hr 375046,370046lb/hr 375046,370046lb/hr 30 PRESIÓN MAX ENTRADA 80 psi 30 psi 30 psi
31 PRESIÓN MAX SALIDA 30 psi 18 psi 18 psi 32 TEMPERATURA EN ºF 240.8°F 227°F 227°F
33 PESO ESPECIFICO DEL FLUIDO 1.10551 1.13233 1.13233 34 CV MAX CALCULADO 956.037 1607.324 1607.324
35 CV NORMAL CALCULADO 1007.813 1942.318 1942.318 36 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
37
NOTAS:
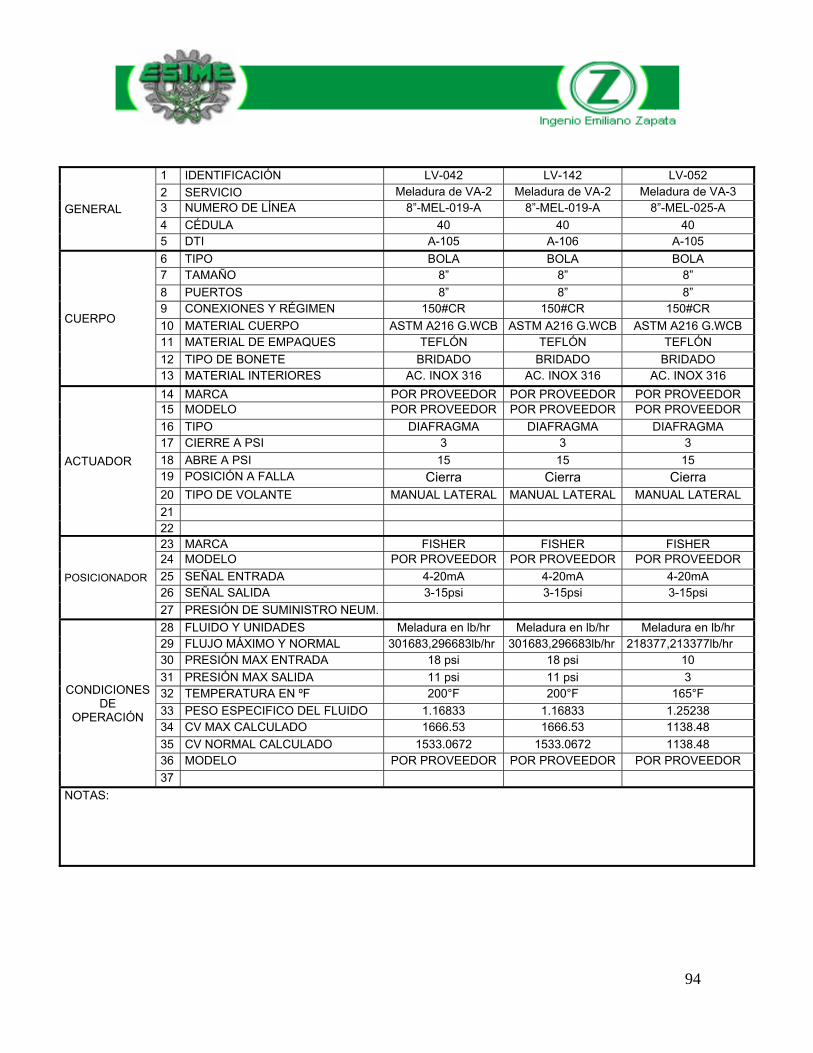
94
GENERAL
1 IDENTIFICACIÓN LV-042 LV-142 LV-052
2 SERVICIO Meladura de VA-2 Meladura de VA-2 Meladura de VA-3 3 NUMERO DE LÍNEA 8”-MEL-019-A 8”-MEL-019-A 8”-MEL-025-A
4 CÉDULA 40 40 40 5 DTI A-105 A-106 A-105
CUERPO
6 TIPO BOLA BOLA BOLA 7 TAMAÑO 8” 8” 8”
8 PUERTOS 8” 8” 8” 9 CONEXIONES Y RÉGIMEN 150#CR 150#CR 150#CR
10 MATERIAL CUERPO ASTM A216 G.WCB ASTM A216 G.WCB ASTM A216 G.WCB 11 MATERIAL DE EMPAQUES TEFLÓN TEFLÓN TEFLÓN
12 TIPO DE BONETE BRIDADO BRIDADO BRIDADO 13 MATERIAL INTERIORES AC. INOX 316 AC. INOX 316 AC. INOX 316
ACTUADOR
14 MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 15 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
16 TIPO DIAFRAGMA DIAFRAGMA DIAFRAGMA 17 CIERRE A PSI 3 3 3
18 ABRE A PSI 15 15 15 19 POSICIÓN A FALLA Cierra Cierra Cierra 20 TIPO DE VOLANTE MANUAL LATERAL MANUAL LATERAL MANUAL LATERAL
21 22
POSICIONADOR
23 MARCA FISHER FISHER FISHER 24 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
25 SEÑAL ENTRADA 4-20mA 4-20mA 4-20mA 26 SEÑAL SALIDA 3-15psi 3-15psi 3-15psi
27 PRESIÓN DE SUMINISTRO NEUM.
CONDICIONES DE
OPERACIÓN
28 FLUIDO Y UNIDADES Meladura en lb/hr Meladura en lb/hr Meladura en lb/hr 29 FLUJO MÁXIMO Y NORMAL 301683,296683lb/hr 301683,296683lb/hr 218377,213377lb/hr 30 PRESIÓN MAX ENTRADA 18 psi 18 psi 10
31 PRESIÓN MAX SALIDA 11 psi 11 psi 3 32 TEMPERATURA EN ºF 200°F 200°F 165°F
33 PESO ESPECIFICO DEL FLUIDO 1.16833 1.16833 1.25238 34 CV MAX CALCULADO 1666.53 1666.53 1138.48
35 CV NORMAL CALCULADO 1533.0672 1533.0672 1138.48 36 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
37
NOTAS:
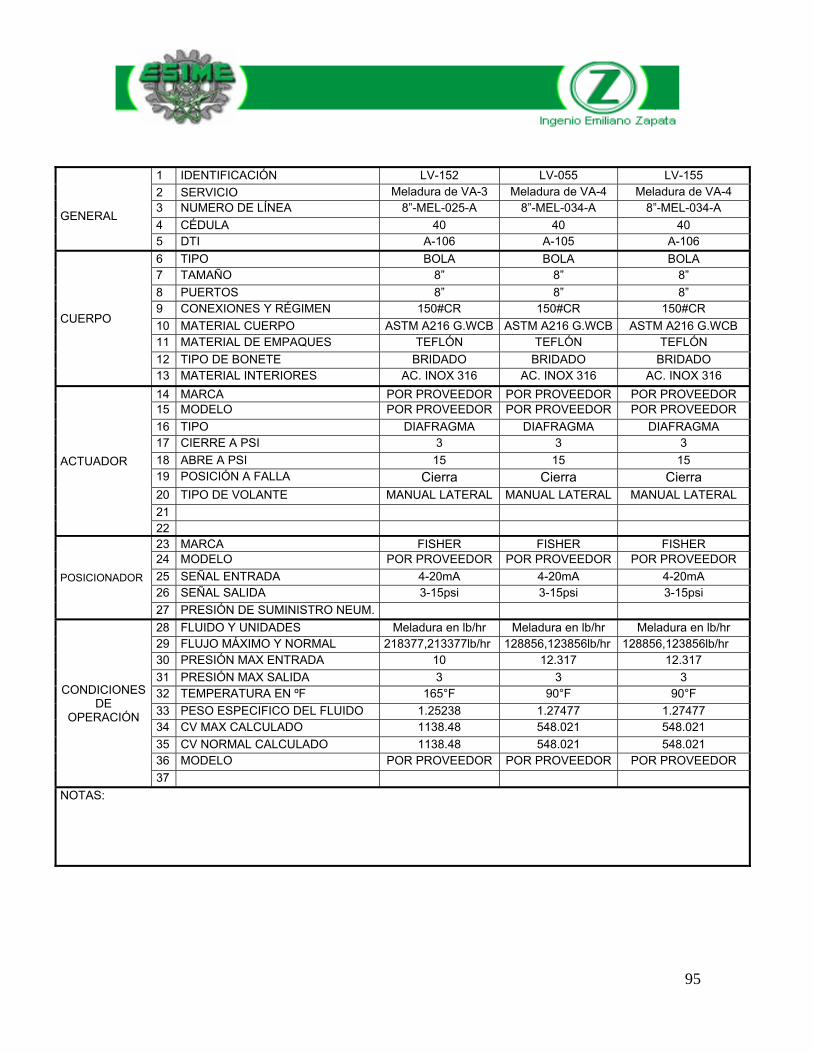
95
GENERAL
1 IDENTIFICACIÓN LV-152 LV-055 LV-155
2 SERVICIO Meladura de VA-3 Meladura de VA-4 Meladura de VA-4 3 NUMERO DE LÍNEA 8”-MEL-025-A 8”-MEL-034-A 8”-MEL-034-A
4 CÉDULA 40 40 40 5 DTI A-106 A-105 A-106
CUERPO
6 TIPO BOLA BOLA BOLA 7 TAMAÑO 8” 8” 8”
8 PUERTOS 8” 8” 8” 9 CONEXIONES Y RÉGIMEN 150#CR 150#CR 150#CR
10 MATERIAL CUERPO ASTM A216 G.WCB ASTM A216 G.WCB ASTM A216 G.WCB 11 MATERIAL DE EMPAQUES TEFLÓN TEFLÓN TEFLÓN
12 TIPO DE BONETE BRIDADO BRIDADO BRIDADO 13 MATERIAL INTERIORES AC. INOX 316 AC. INOX 316 AC. INOX 316
ACTUADOR
14 MARCA POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR 15 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
16 TIPO DIAFRAGMA DIAFRAGMA DIAFRAGMA 17 CIERRE A PSI 3 3 3
18 ABRE A PSI 15 15 15 19 POSICIÓN A FALLA Cierra Cierra Cierra 20 TIPO DE VOLANTE MANUAL LATERAL MANUAL LATERAL MANUAL LATERAL
21 22
POSICIONADOR
23 MARCA FISHER FISHER FISHER 24 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
25 SEÑAL ENTRADA 4-20mA 4-20mA 4-20mA 26 SEÑAL SALIDA 3-15psi 3-15psi 3-15psi
27 PRESIÓN DE SUMINISTRO NEUM.
CONDICIONES DE
OPERACIÓN
28 FLUIDO Y UNIDADES Meladura en lb/hr Meladura en lb/hr Meladura en lb/hr 29 FLUJO MÁXIMO Y NORMAL 218377,213377lb/hr 128856,123856lb/hr 128856,123856lb/hr 30 PRESIÓN MAX ENTRADA 10 12.317 12.317
31 PRESIÓN MAX SALIDA 3 3 3 32 TEMPERATURA EN ºF 165°F 90°F 90°F
33 PESO ESPECIFICO DEL FLUIDO 1.25238 1.27477 1.27477 34 CV MAX CALCULADO 1138.48 548.021 548.021
35 CV NORMAL CALCULADO 1138.48 548.021 548.021 36 MODELO POR PROVEEDOR POR PROVEEDOR POR PROVEEDOR
37
NOTAS:
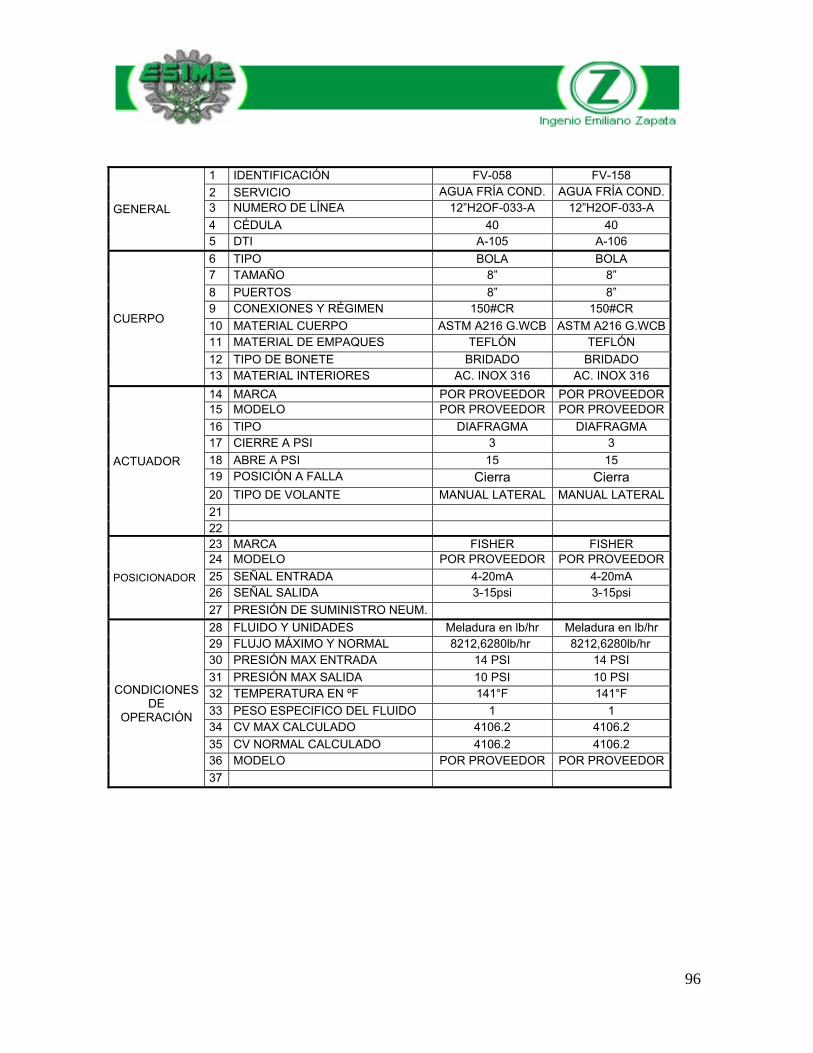
96
GENERAL
1 IDENTIFICACIÓN FV-058 FV-158
2 SERVICIO AGUA FRÍA COND. AGUA FRÍA COND.3 NUMERO DE LÍNEA 12”H2OF-033-A 12”H2OF-033-A
4 CÉDULA 40 40 5 DTI A-105 A-106
CUERPO
6 TIPO BOLA BOLA 7 TAMAÑO 8” 8”
8 PUERTOS 8” 8” 9 CONEXIONES Y RÉGIMEN 150#CR 150#CR
10 MATERIAL CUERPO ASTM A216 G.WCB ASTM A216 G.WCB11 MATERIAL DE EMPAQUES TEFLÓN TEFLÓN
12 TIPO DE BONETE BRIDADO BRIDADO 13 MATERIAL INTERIORES AC. INOX 316 AC. INOX 316
ACTUADOR
14 MARCA POR PROVEEDOR POR PROVEEDOR15 MODELO POR PROVEEDOR POR PROVEEDOR
16 TIPO DIAFRAGMA DIAFRAGMA 17 CIERRE A PSI 3 3
18 ABRE A PSI 15 15 19 POSICIÓN A FALLA Cierra Cierra 20 TIPO DE VOLANTE MANUAL LATERAL MANUAL LATERAL
21 22
POSICIONADOR
23 MARCA FISHER FISHER 24 MODELO POR PROVEEDOR POR PROVEEDOR
25 SEÑAL ENTRADA 4-20mA 4-20mA 26 SEÑAL SALIDA 3-15psi 3-15psi
27 PRESIÓN DE SUMINISTRO NEUM.
CONDICIONES DE
OPERACIÓN
28 FLUIDO Y UNIDADES Meladura en lb/hr Meladura en lb/hr 29 FLUJO MÁXIMO Y NORMAL 8212,6280lb/hr 8212,6280lb/hr 30 PRESIÓN MAX ENTRADA 14 PSI 14 PSI
31 PRESIÓN MAX SALIDA 10 PSI 10 PSI 32 TEMPERATURA EN ºF 141°F 141°F
33 PESO ESPECIFICO DEL FLUIDO 1 1 34 CV MAX CALCULADO 4106.2 4106.2
35 CV NORMAL CALCULADO 4106.2 4106.2 36 MODELO POR PROVEEDOR POR PROVEEDOR
37
97
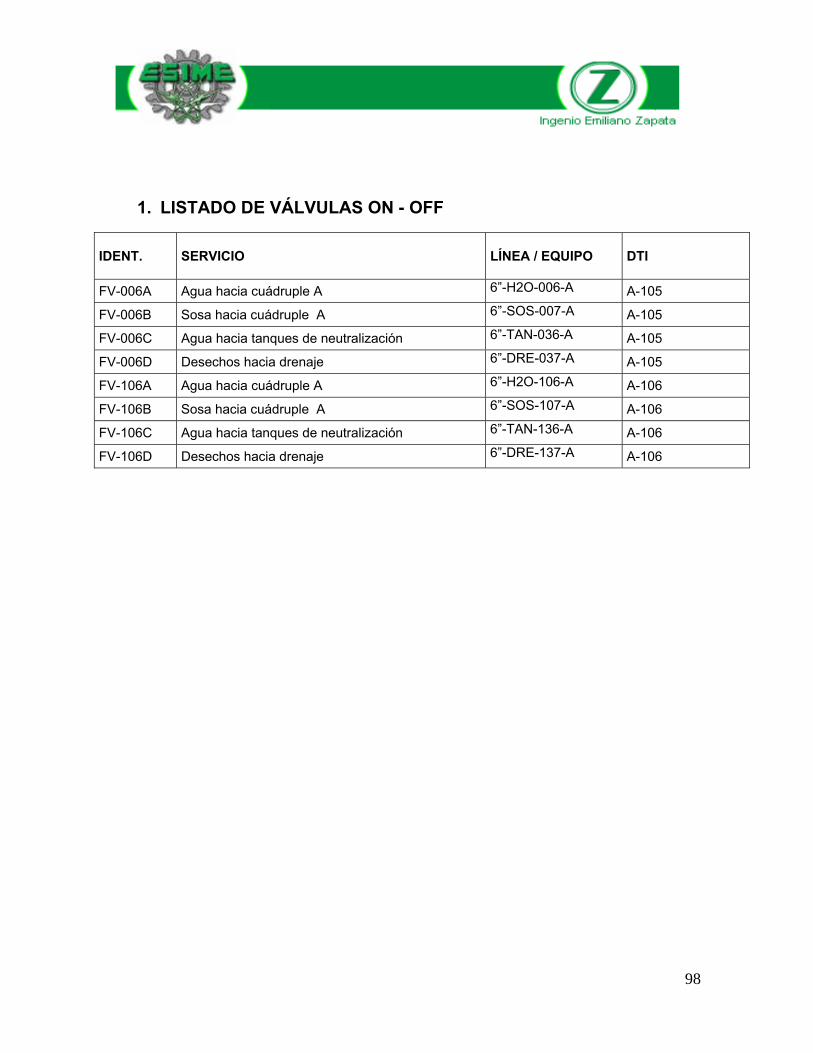
98
1. LISTADO DE VÁLVULAS ON - OFF
IDENT.
SERVICIO LÍNEA / EQUIPO DTI
FV-006A Agua hacia cuádruple A 6”-H2O-006-A A-105
FV-006B Sosa hacia cuádruple A 6”-SOS-007-A A-105
FV-006C Agua hacia tanques de neutralización 6”-TAN-036-A A-105
FV-006D Desechos hacia drenaje 6”-DRE-037-A A-105
FV-106A Agua hacia cuádruple A 6”-H2O-106-A A-106
FV-106B Sosa hacia cuádruple A 6”-SOS-107-A A-106
FV-106C Agua hacia tanques de neutralización 6”-TAN-136-A A-106
FV-106D Desechos hacia drenaje 6”-DRE-137-A A-106
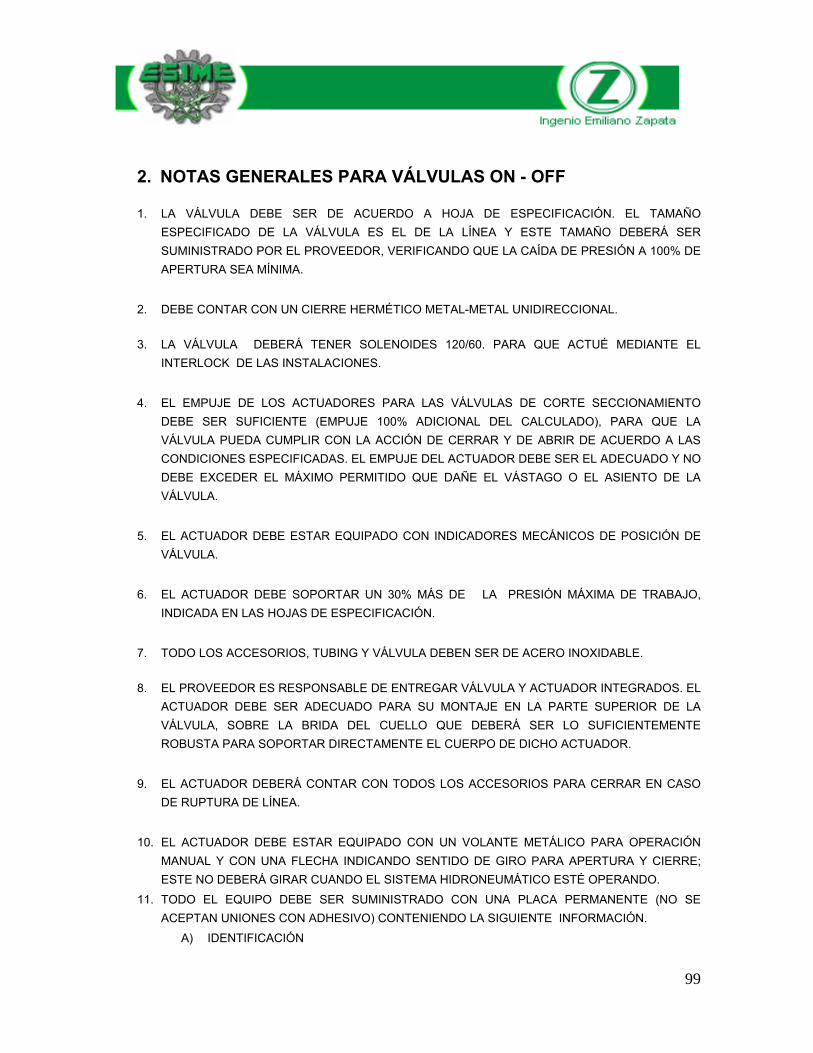
99
2. NOTAS GENERALES PARA VÁLVULAS ON - OFF
1. LA VÁLVULA DEBE SER DE ACUERDO A HOJA DE ESPECIFICACIÓN. EL TAMAÑO
ESPECIFICADO DE LA VÁLVULA ES EL DE LA LÍNEA Y ESTE TAMAÑO DEBERÁ SER
SUMINISTRADO POR EL PROVEEDOR, VERIFICANDO QUE LA CAÍDA DE PRESIÓN A 100% DE
APERTURA SEA MÍNIMA.
2. DEBE CONTAR CON UN CIERRE HERMÉTICO METAL-METAL UNIDIRECCIONAL.
3. LA VÁLVULA DEBERÁ TENER SOLENOIDES 120/60. PARA QUE ACTUÉ MEDIANTE EL
INTERLOCK DE LAS INSTALACIONES.
4. EL EMPUJE DE LOS ACTUADORES PARA LAS VÁLVULAS DE CORTE SECCIONAMIENTO
DEBE SER SUFICIENTE (EMPUJE 100% ADICIONAL DEL CALCULADO), PARA QUE LA
VÁLVULA PUEDA CUMPLIR CON LA ACCIÓN DE CERRAR Y DE ABRIR DE ACUERDO A LAS
CONDICIONES ESPECIFICADAS. EL EMPUJE DEL ACTUADOR DEBE SER EL ADECUADO Y NO
DEBE EXCEDER EL MÁXIMO PERMITIDO QUE DAÑE EL VÁSTAGO O EL ASIENTO DE LA
VÁLVULA.
5. EL ACTUADOR DEBE ESTAR EQUIPADO CON INDICADORES MECÁNICOS DE POSICIÓN DE
VÁLVULA.
6. EL ACTUADOR DEBE SOPORTAR UN 30% MÁS DE LA PRESIÓN MÁXIMA DE TRABAJO,
INDICADA EN LAS HOJAS DE ESPECIFICACIÓN.
7. TODO LOS ACCESORIOS, TUBING Y VÁLVULA DEBEN SER DE ACERO INOXIDABLE.
8. EL PROVEEDOR ES RESPONSABLE DE ENTREGAR VÁLVULA Y ACTUADOR INTEGRADOS. EL
ACTUADOR DEBE SER ADECUADO PARA SU MONTAJE EN LA PARTE SUPERIOR DE LA
VÁLVULA, SOBRE LA BRIDA DEL CUELLO QUE DEBERÁ SER LO SUFICIENTEMENTE
ROBUSTA PARA SOPORTAR DIRECTAMENTE EL CUERPO DE DICHO ACTUADOR.
9. EL ACTUADOR DEBERÁ CONTAR CON TODOS LOS ACCESORIOS PARA CERRAR EN CASO
DE RUPTURA DE LÍNEA.
10. EL ACTUADOR DEBE ESTAR EQUIPADO CON UN VOLANTE METÁLICO PARA OPERACIÓN
MANUAL Y CON UNA FLECHA INDICANDO SENTIDO DE GIRO PARA APERTURA Y CIERRE;
ESTE NO DEBERÁ GIRAR CUANDO EL SISTEMA HIDRONEUMÁTICO ESTÉ OPERANDO.
11. TODO EL EQUIPO DEBE SER SUMINISTRADO CON UNA PLACA PERMANENTE (NO SE
ACEPTAN UNIONES CON ADHESIVO) CONTENIENDO LA SIGUIENTE INFORMACIÓN.
A) IDENTIFICACIÓN
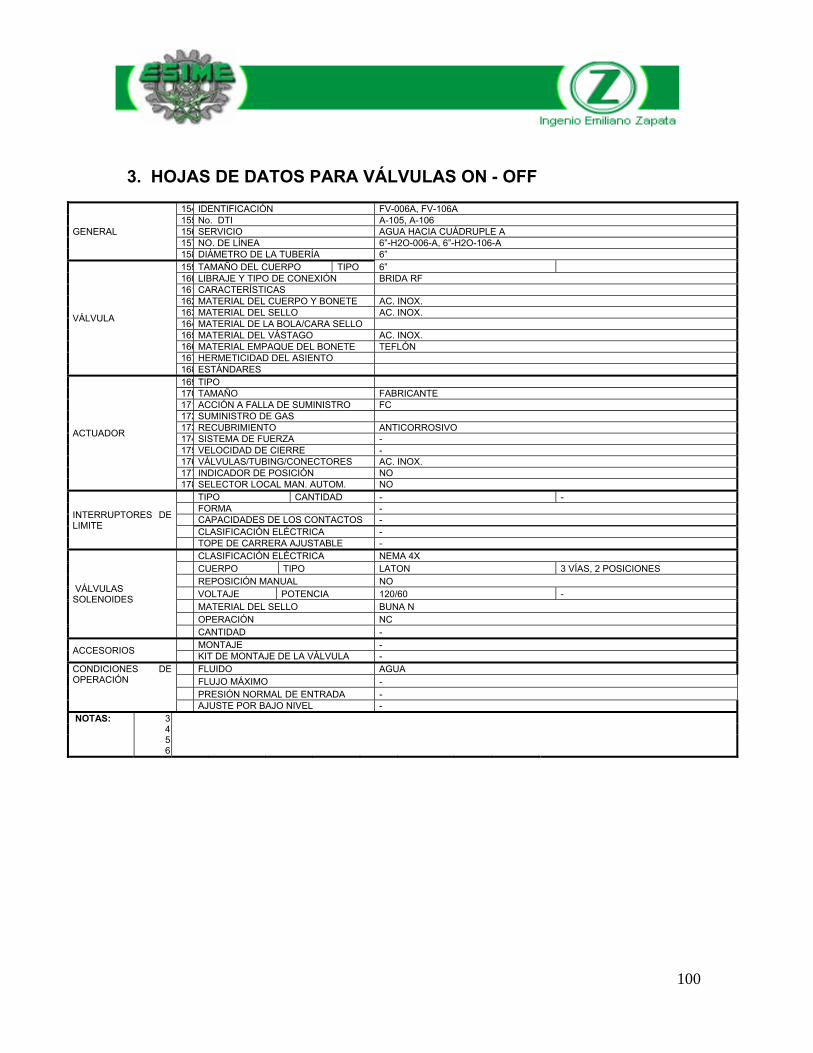
100
3. HOJAS DE DATOS PARA VÁLVULAS ON - OFF
GENERAL
154 IDENTIFICACIÓN FV-006A, FV-106A 155 No. DTI A-105, A-106 156 SERVICIO AGUA HACIA CUÁDRUPLE A 157 NO. DE LÍNEA 6”-H2O-006-A, 6”-H2O-106-A 158 DIÁMETRO DE LA TUBERÍA 6”
VÁLVULA
159 TAMAÑO DEL CUERPO TIPO 6” 160 LIBRAJE Y TIPO DE CONEXIÓN BRIDA RF 161 CARACTERÍSTICAS 162 MATERIAL DEL CUERPO Y BONETE AC. INOX. 163 MATERIAL DEL SELLO AC. INOX. 164 MATERIAL DE LA BOLA/CARA SELLO 165 MATERIAL DEL VÁSTAGO AC. INOX. 166 MATERIAL EMPAQUE DEL BONETE TEFLÓN 167 HERMETICIDAD DEL ASIENTO 168 ESTÁNDARES
ACTUADOR
169 TIPO 170 TAMAÑO FABRICANTE 171 ACCIÓN A FALLA DE SUMINISTRO FC 172 SUMINISTRO DE GAS 173 RECUBRIMIENTO ANTICORROSIVO 174 SISTEMA DE FUERZA - 175 VELOCIDAD DE CIERRE - 176 VÁLVULAS/TUBING/CONECTORES AC. INOX. 177 INDICADOR DE POSICIÓN NO 178 SELECTOR LOCAL MAN. AUTOM. NO
INTERRUPTORES DE LIMITE
TIPO CANTIDAD - - FORMA - CAPACIDADES DE LOS CONTACTOS - CLASIFICACIÓN ELÉCTRICA - TOPE DE CARRERA AJUSTABLE -
VÁLVULAS SOLENOIDES
CLASIFICACIÓN ELÉCTRICA NEMA 4X CUERPO TIPO LATON 3 VÍAS, 2 POSICIONES REPOSICIÓN MANUAL NO VOLTAJE POTENCIA 120/60 - MATERIAL DEL SELLO BUNA N OPERACIÓN NC CANTIDAD -
ACCESORIOS MONTAJE - KIT DE MONTAJE DE LA VÁLVULA -
CONDICIONES DE OPERACIÓN
FLUIDO AGUA FLUJO MÁXIMO - PRESIÓN NORMAL DE ENTRADA - AJUSTE POR BAJO NIVEL -
NOTAS: 3. 4. 5. 6.
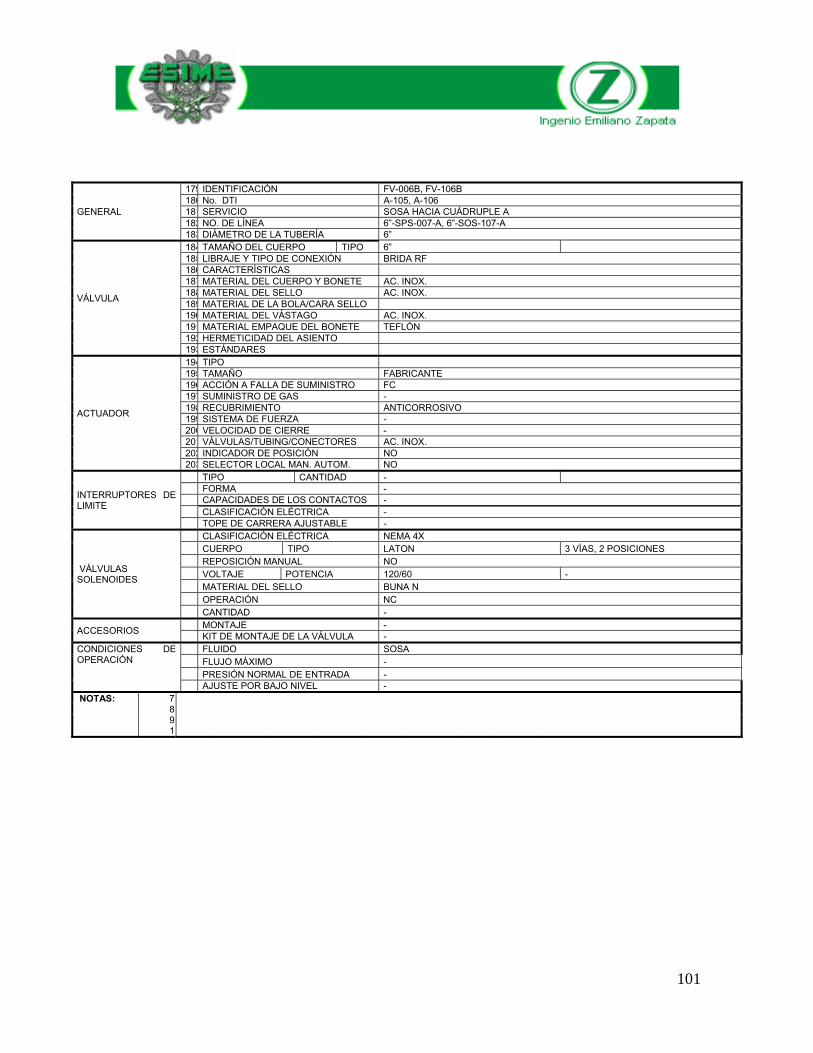
101
GENERAL
179 IDENTIFICACIÓN FV-006B, FV-106B 180 No. DTI A-105, A-106 181 SERVICIO SOSA HACIA CUÁDRUPLE A 182 NO. DE LÍNEA 6”-SPS-007-A, 6”-SOS-107-A 183 DIÁMETRO DE LA TUBERÍA 6”
VÁLVULA
184 TAMAÑO DEL CUERPO TIPO 6” 185 LIBRAJE Y TIPO DE CONEXIÓN BRIDA RF 186 CARACTERÍSTICAS 187 MATERIAL DEL CUERPO Y BONETE AC. INOX. 188 MATERIAL DEL SELLO AC. INOX. 189 MATERIAL DE LA BOLA/CARA SELLO 190 MATERIAL DEL VÁSTAGO AC. INOX. 191 MATERIAL EMPAQUE DEL BONETE TEFLÓN 192 HERMETICIDAD DEL ASIENTO 193 ESTÁNDARES
ACTUADOR
194 TIPO 195 TAMAÑO FABRICANTE 196 ACCIÓN A FALLA DE SUMINISTRO FC 197 SUMINISTRO DE GAS - 198 RECUBRIMIENTO ANTICORROSIVO 199 SISTEMA DE FUERZA - 200 VELOCIDAD DE CIERRE - 201 VÁLVULAS/TUBING/CONECTORES AC. INOX. 202 INDICADOR DE POSICIÓN NO 203 SELECTOR LOCAL MAN. AUTOM. NO
INTERRUPTORES DE LIMITE
TIPO CANTIDAD - FORMA - CAPACIDADES DE LOS CONTACTOS - CLASIFICACIÓN ELÉCTRICA - TOPE DE CARRERA AJUSTABLE -
VÁLVULAS SOLENOIDES
CLASIFICACIÓN ELÉCTRICA NEMA 4X CUERPO TIPO LATON 3 VÍAS, 2 POSICIONES REPOSICIÓN MANUAL NO VOLTAJE POTENCIA 120/60 - MATERIAL DEL SELLO BUNA N OPERACIÓN NC CANTIDAD -
ACCESORIOS MONTAJE - KIT DE MONTAJE DE LA VÁLVULA -
CONDICIONES DE OPERACIÓN
FLUIDO SOSA FLUJO MÁXIMO - PRESIÓN NORMAL DE ENTRADA - AJUSTE POR BAJO NIVEL -
NOTAS: 7. 8. 9. 10
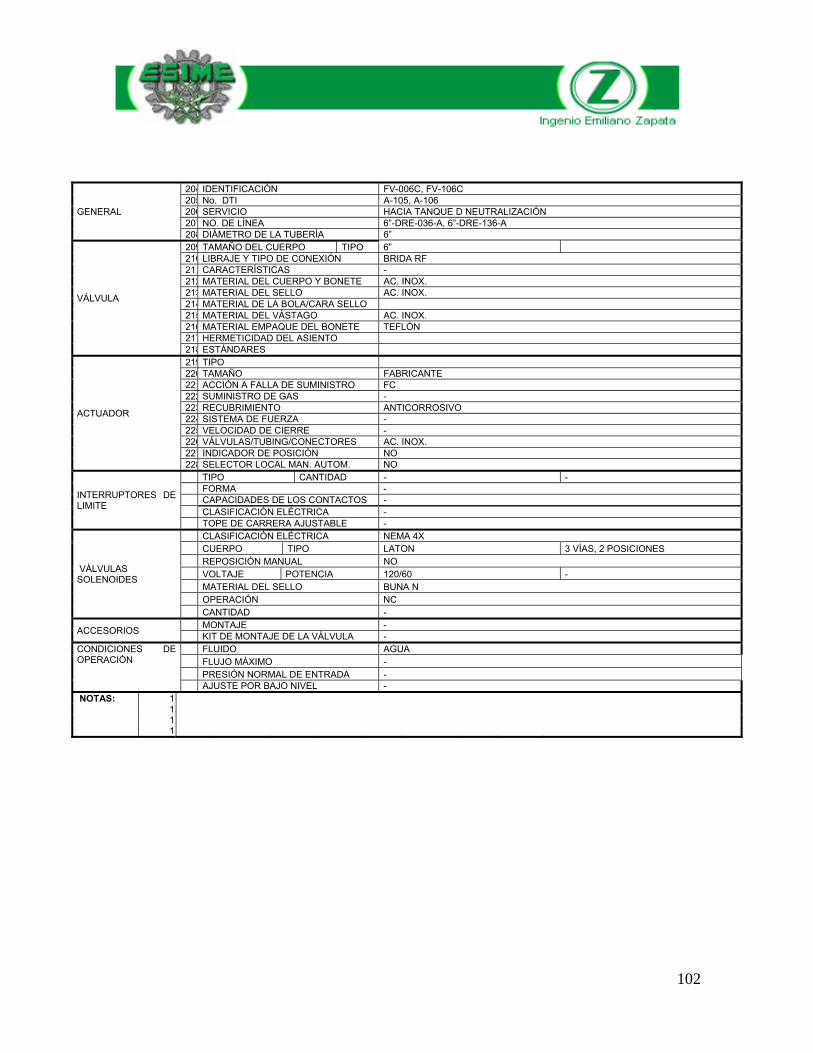
102
GENERAL
204 IDENTIFICACIÓN FV-006C, FV-106C 205 No. DTI A-105, A-106 206 SERVICIO HACIA TANQUE D NEUTRALIZACIÓN 207 NO. DE LÍNEA 6”-DRE-036-A, 6”-DRE-136-A 208 DIÁMETRO DE LA TUBERÍA 6”
VÁLVULA
209 TAMAÑO DEL CUERPO TIPO 6” 210 LIBRAJE Y TIPO DE CONEXIÓN BRIDA RF 211 CARACTERÍSTICAS - 212 MATERIAL DEL CUERPO Y BONETE AC. INOX. 213 MATERIAL DEL SELLO AC. INOX. 214 MATERIAL DE LA BOLA/CARA SELLO 215 MATERIAL DEL VÁSTAGO AC. INOX. 216 MATERIAL EMPAQUE DEL BONETE TEFLÓN 217 HERMETICIDAD DEL ASIENTO 218 ESTÁNDARES
ACTUADOR
219 TIPO 220 TAMAÑO FABRICANTE 221 ACCIÓN A FALLA DE SUMINISTRO FC 222 SUMINISTRO DE GAS - 223 RECUBRIMIENTO ANTICORROSIVO 224 SISTEMA DE FUERZA - 225 VELOCIDAD DE CIERRE - 226 VÁLVULAS/TUBING/CONECTORES AC. INOX. 227 INDICADOR DE POSICIÓN NO 228 SELECTOR LOCAL MAN. AUTOM. NO
INTERRUPTORES DE LIMITE
TIPO CANTIDAD - - FORMA - CAPACIDADES DE LOS CONTACTOS - CLASIFICACIÓN ELÉCTRICA - TOPE DE CARRERA AJUSTABLE -
VÁLVULAS SOLENOIDES
CLASIFICACIÓN ELÉCTRICA NEMA 4X CUERPO TIPO LATON 3 VÍAS, 2 POSICIONES REPOSICIÓN MANUAL NO VOLTAJE POTENCIA 120/60 - MATERIAL DEL SELLO BUNA N OPERACIÓN NC CANTIDAD -
ACCESORIOS MONTAJE - KIT DE MONTAJE DE LA VÁLVULA -
CONDICIONES DE OPERACIÓN
FLUIDO AGUA FLUJO MÁXIMO - PRESIÓN NORMAL DE ENTRADA - AJUSTE POR BAJO NIVEL -
NOTAS: 11 12 13 14
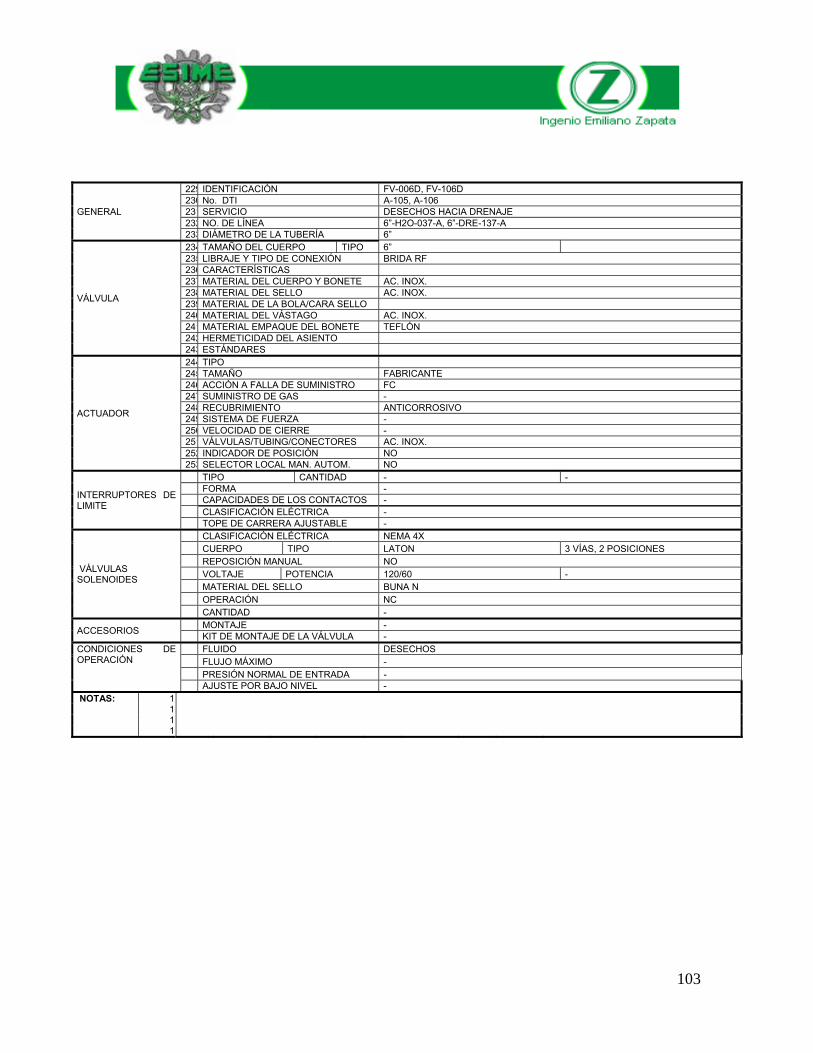
103
GENERAL
229 IDENTIFICACIÓN FV-006D, FV-106D 230 No. DTI A-105, A-106 231 SERVICIO DESECHOS HACIA DRENAJE 232 NO. DE LÍNEA 6”-H2O-037-A, 6”-DRE-137-A 233 DIÁMETRO DE LA TUBERÍA 6”
VÁLVULA
234 TAMAÑO DEL CUERPO TIPO 6” 235 LIBRAJE Y TIPO DE CONEXIÓN BRIDA RF 236 CARACTERÍSTICAS 237 MATERIAL DEL CUERPO Y BONETE AC. INOX. 238 MATERIAL DEL SELLO AC. INOX. 239 MATERIAL DE LA BOLA/CARA SELLO 240 MATERIAL DEL VÁSTAGO AC. INOX. 241 MATERIAL EMPAQUE DEL BONETE TEFLÓN 242 HERMETICIDAD DEL ASIENTO 243 ESTÁNDARES
ACTUADOR
244 TIPO 245 TAMAÑO FABRICANTE 246 ACCIÓN A FALLA DE SUMINISTRO FC 247 SUMINISTRO DE GAS - 248 RECUBRIMIENTO ANTICORROSIVO 249 SISTEMA DE FUERZA - 250 VELOCIDAD DE CIERRE - 251 VÁLVULAS/TUBING/CONECTORES AC. INOX. 252 INDICADOR DE POSICIÓN NO 253 SELECTOR LOCAL MAN. AUTOM. NO
INTERRUPTORES DE LIMITE
TIPO CANTIDAD - - FORMA - CAPACIDADES DE LOS CONTACTOS - CLASIFICACIÓN ELÉCTRICA - TOPE DE CARRERA AJUSTABLE -
VÁLVULAS SOLENOIDES
CLASIFICACIÓN ELÉCTRICA NEMA 4X CUERPO TIPO LATON 3 VÍAS, 2 POSICIONES REPOSICIÓN MANUAL NO VOLTAJE POTENCIA 120/60 - MATERIAL DEL SELLO BUNA N OPERACIÓN NC CANTIDAD -
ACCESORIOS MONTAJE - KIT DE MONTAJE DE LA VÁLVULA -
CONDICIONES DE OPERACIÓN
FLUIDO DESECHOS FLUJO MÁXIMO - PRESIÓN NORMAL DE ENTRADA - AJUSTE POR BAJO NIVEL -
NOTAS: 15 16 17 18
104
4. INF ORMACIÓN REQUERIDA CON LA COTIZACIÓN
Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
Hoja de datos del proveedor (ver nota 2 en esta hoja)
Especificación de materiales
Lista de partes de repuesto recomendada con precios para dos años de operación
Dimensiones y pesos preliminares de los indicadores de nivel
CON LA ORDEN DE COMPRA
Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones Lista completa de partes incluyendo dibujos seccionales Certificados de materiales y calidad en original Información técnica original
Notas:
5. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando
6. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado
52
.
3.5 TÍPICOS DE INSTALACIÓN
Contiene las representaciones graficas de los instrumentos y de sus accesorios de
instalación además de una tabla con una descripción de sus características principales
de cada accesorio de instalación. Se utiliza para tener conocimiento de las
características de cada uno de los accesorios de instalación para cada instrumento
propuesto.
CONTENIDO:
Flujo → HOJA 1, HOJA 2
Nivel → HOJA 3, HOJA 4
Presión → HOJA 5, HOJA 6, HOJA 7, HOJA 8
Temperatura → HOJA 9, HOJA 10
Soportaría → HOJA 11, HOJA 12
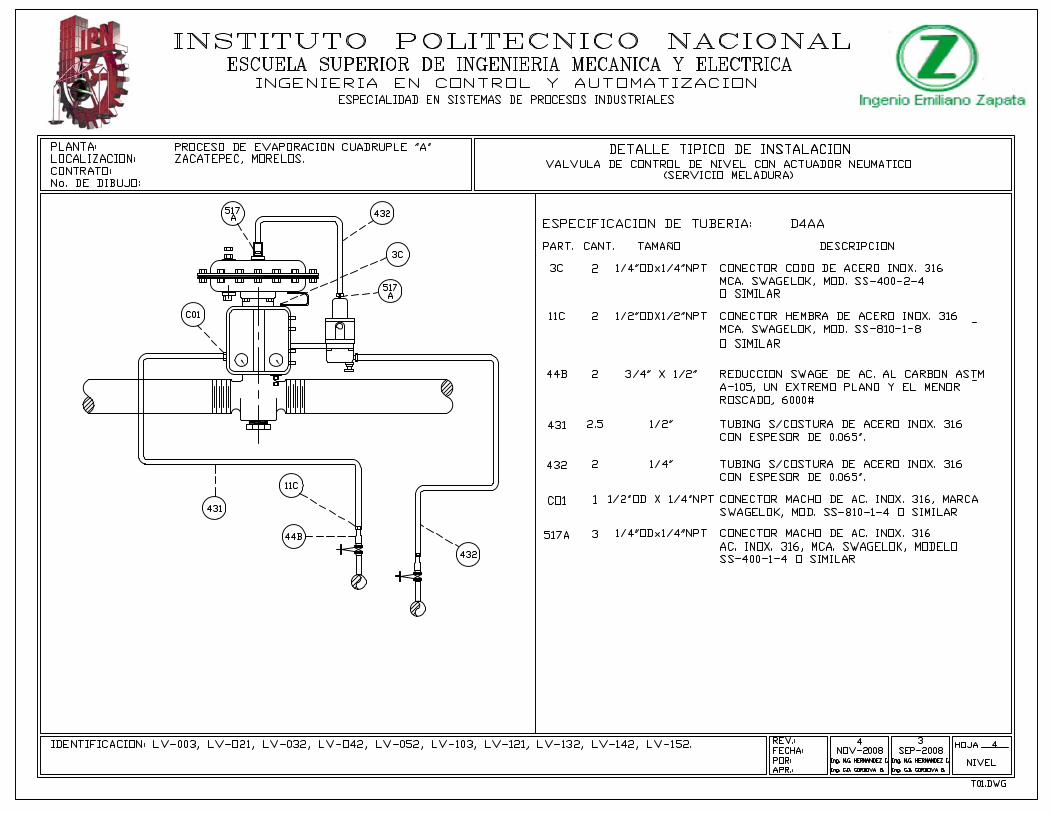
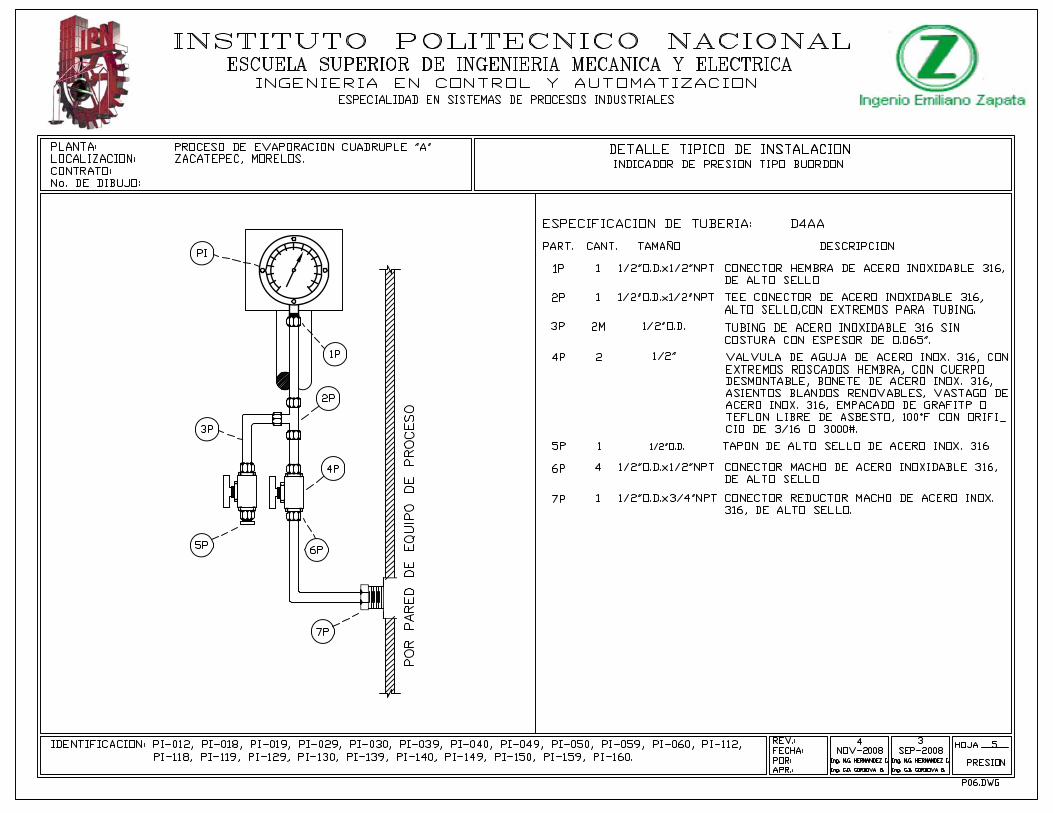
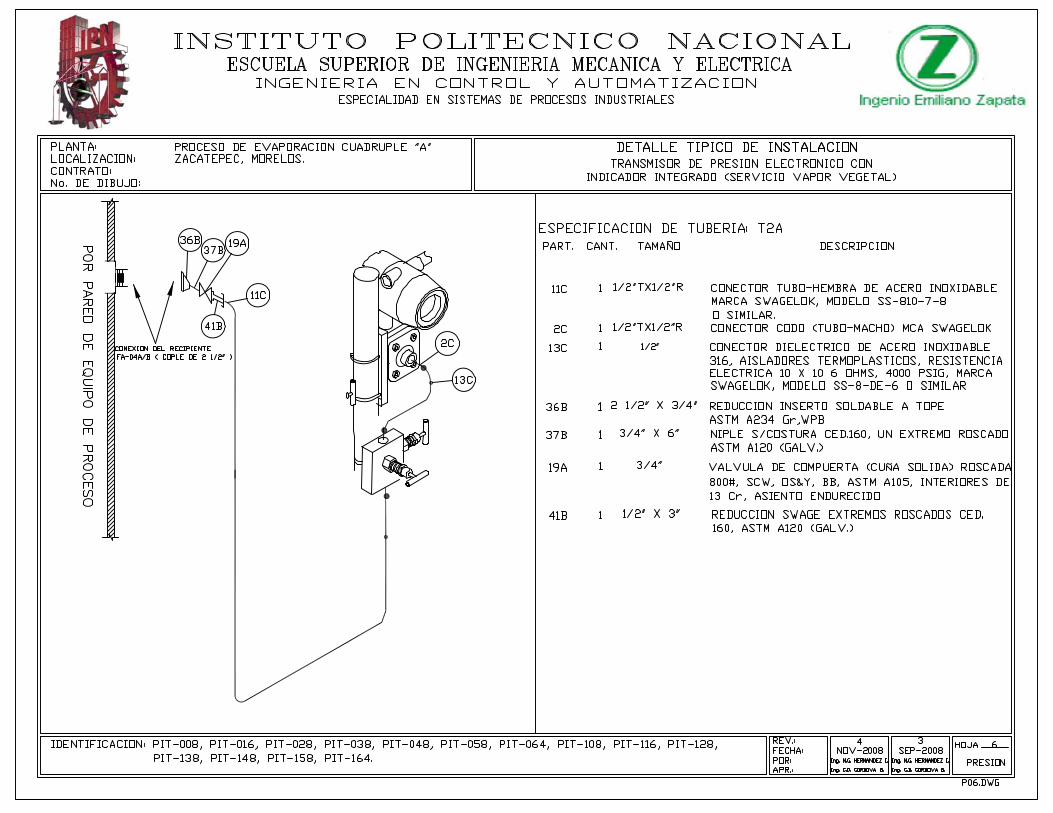
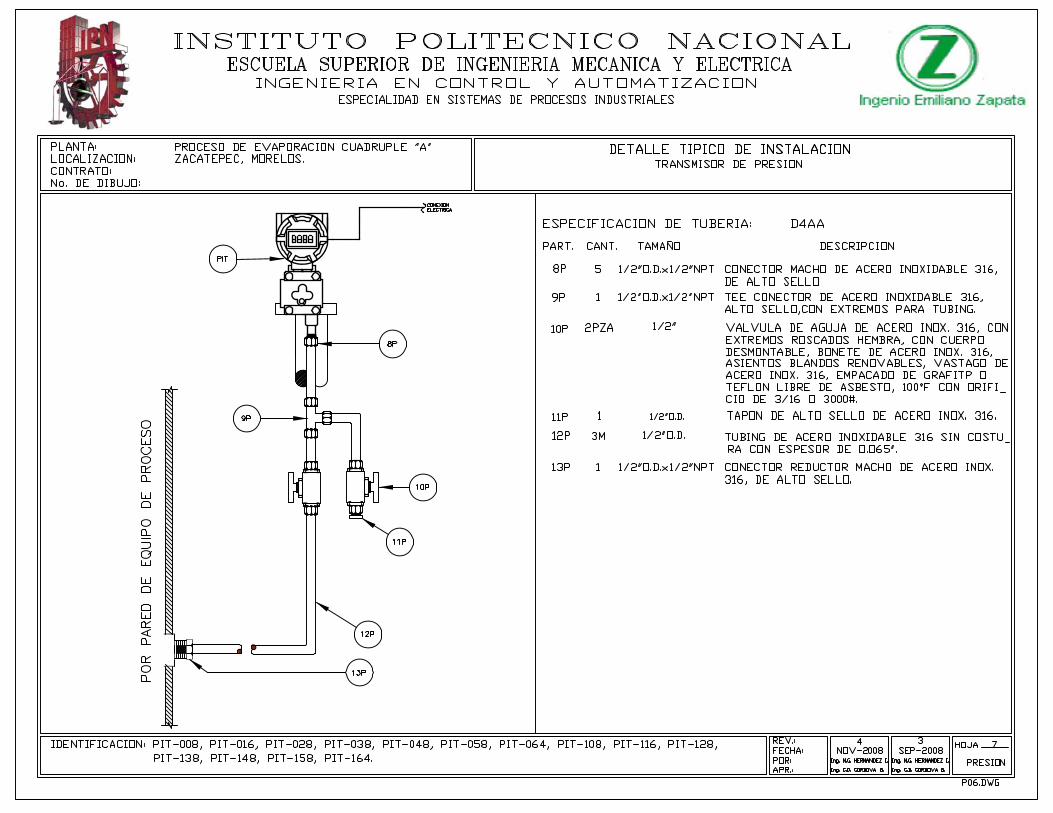
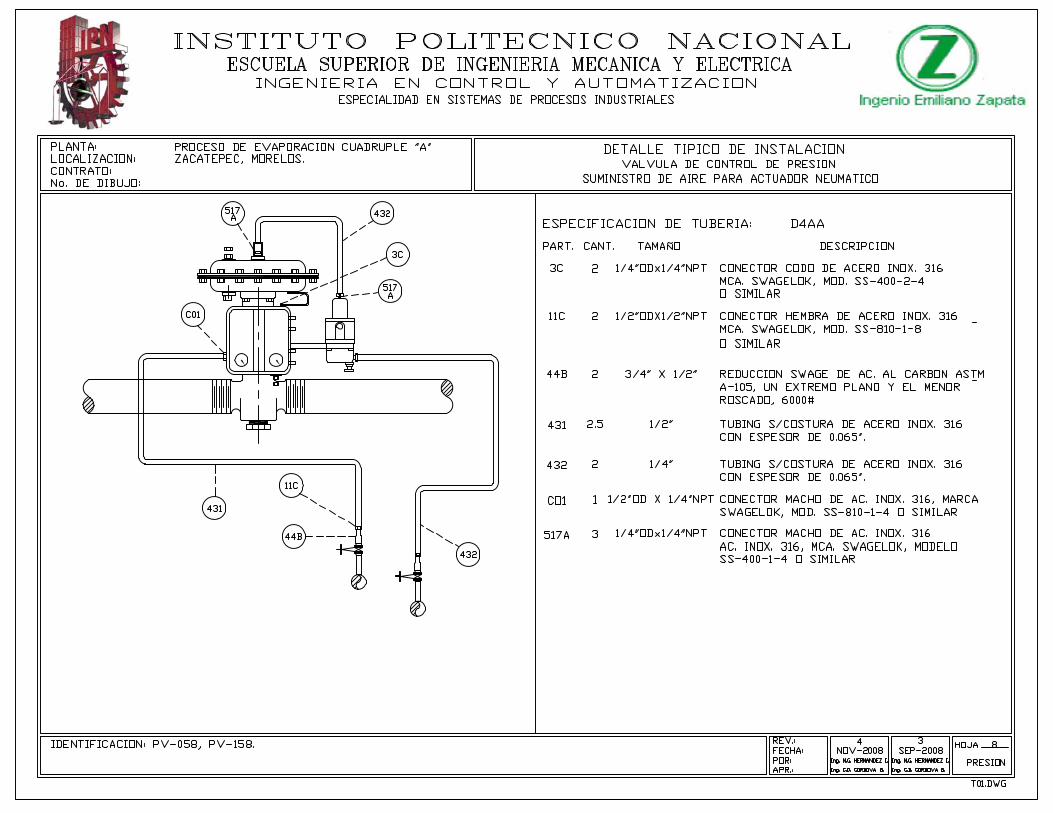
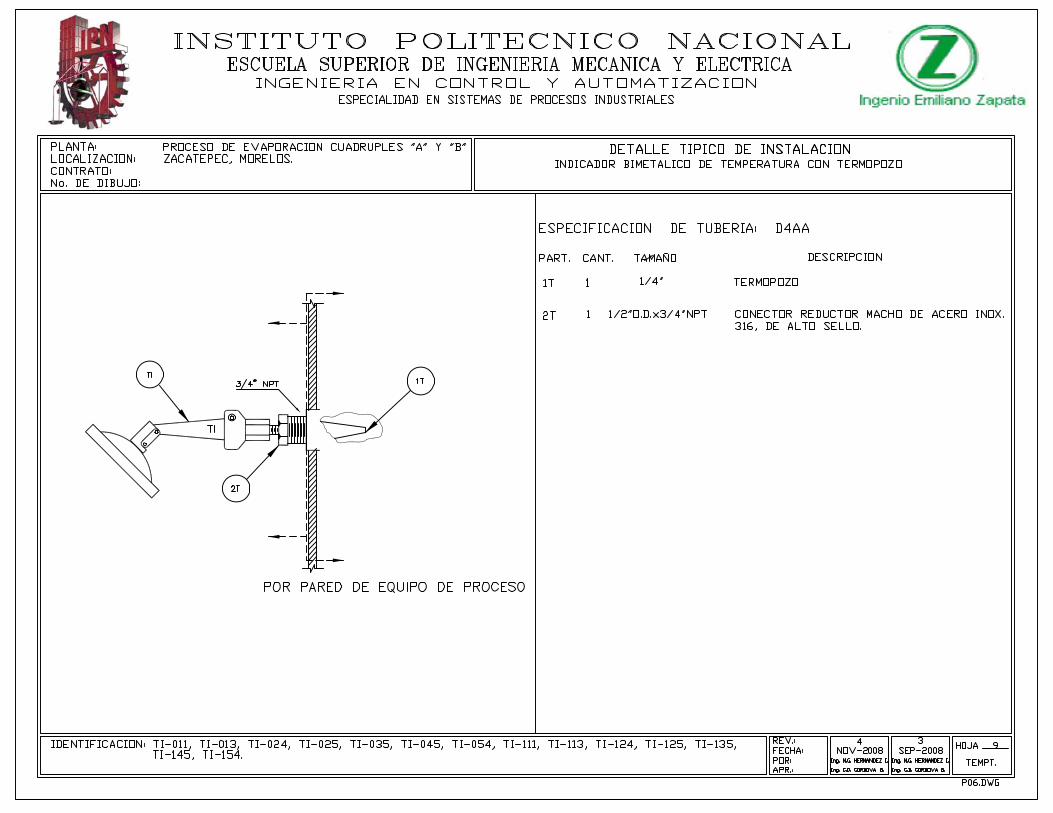
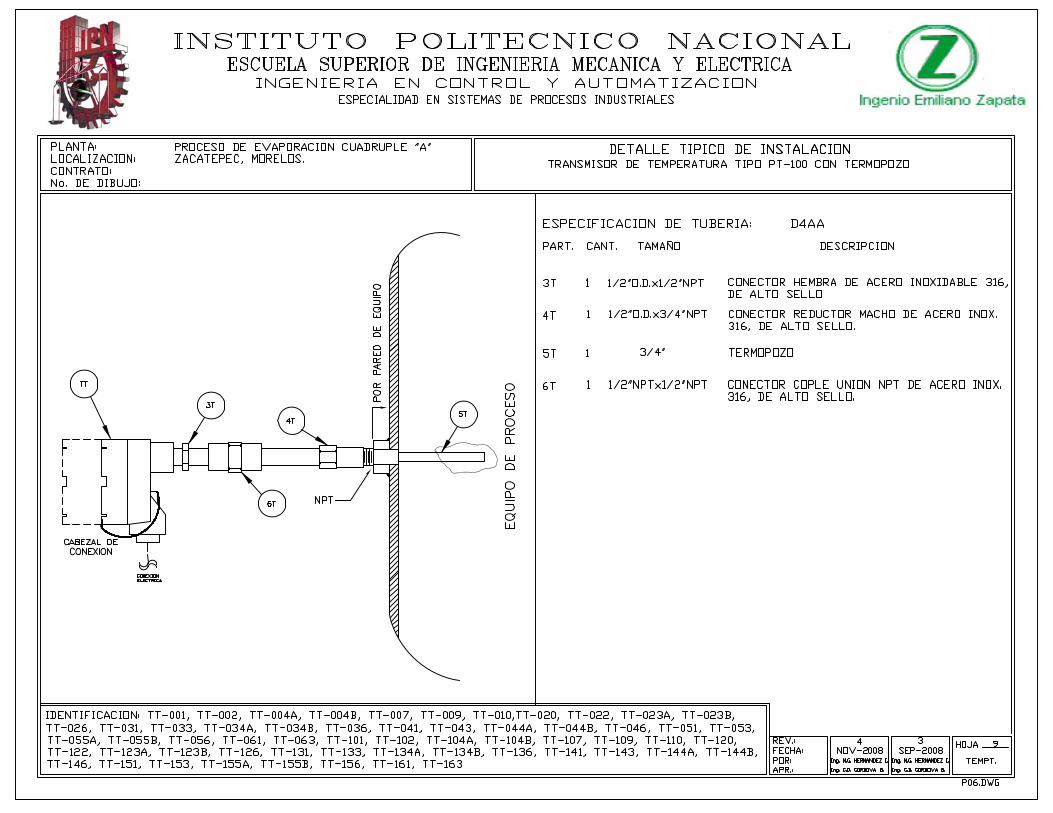
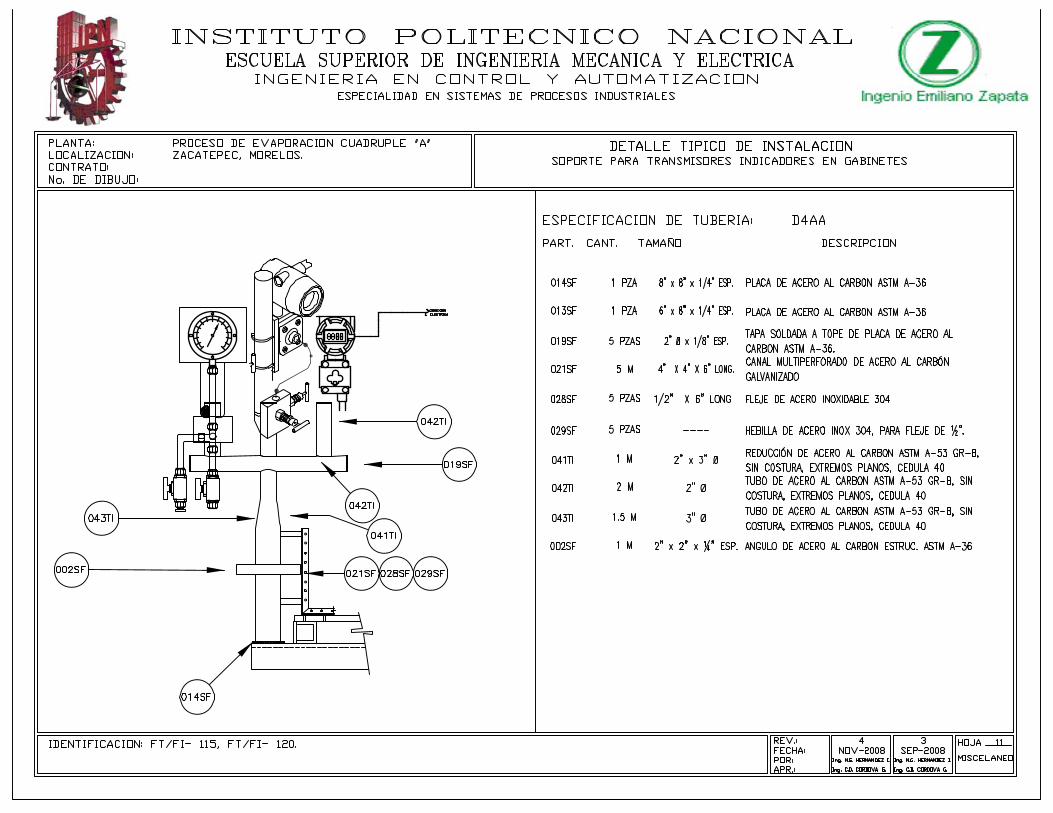
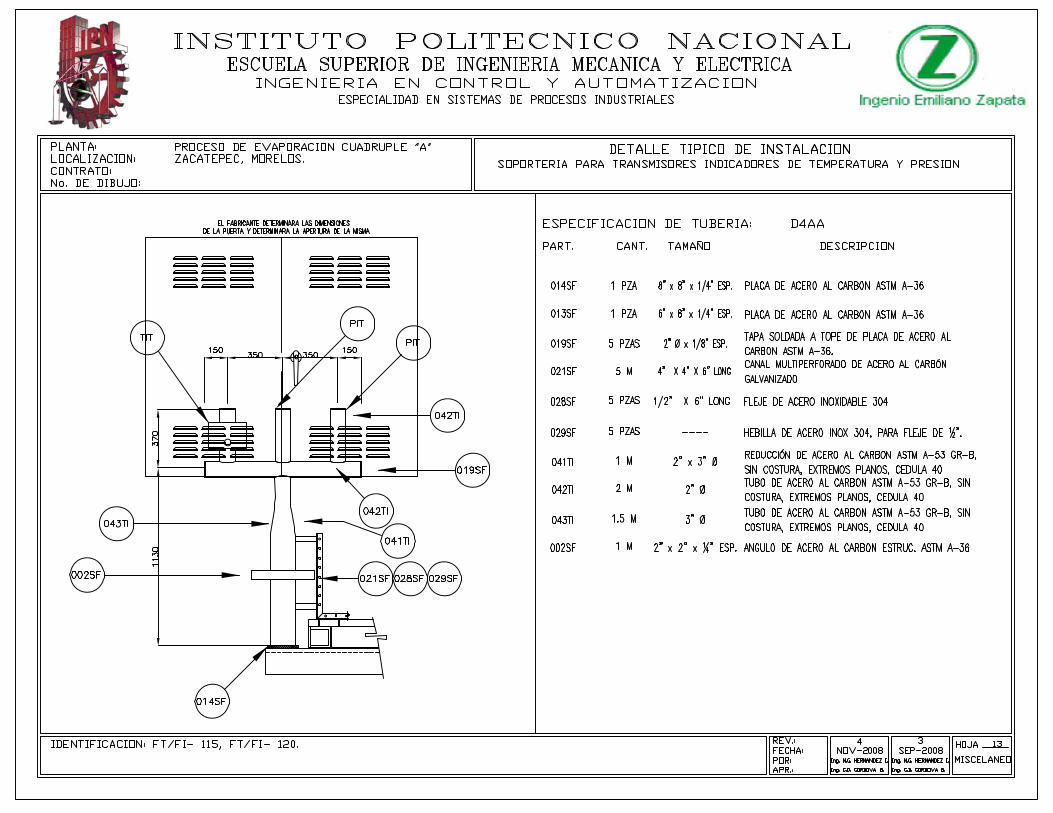
Desarrollo
Capitulo 4: Ingeniaría de Detalle
(Sistema de Control)
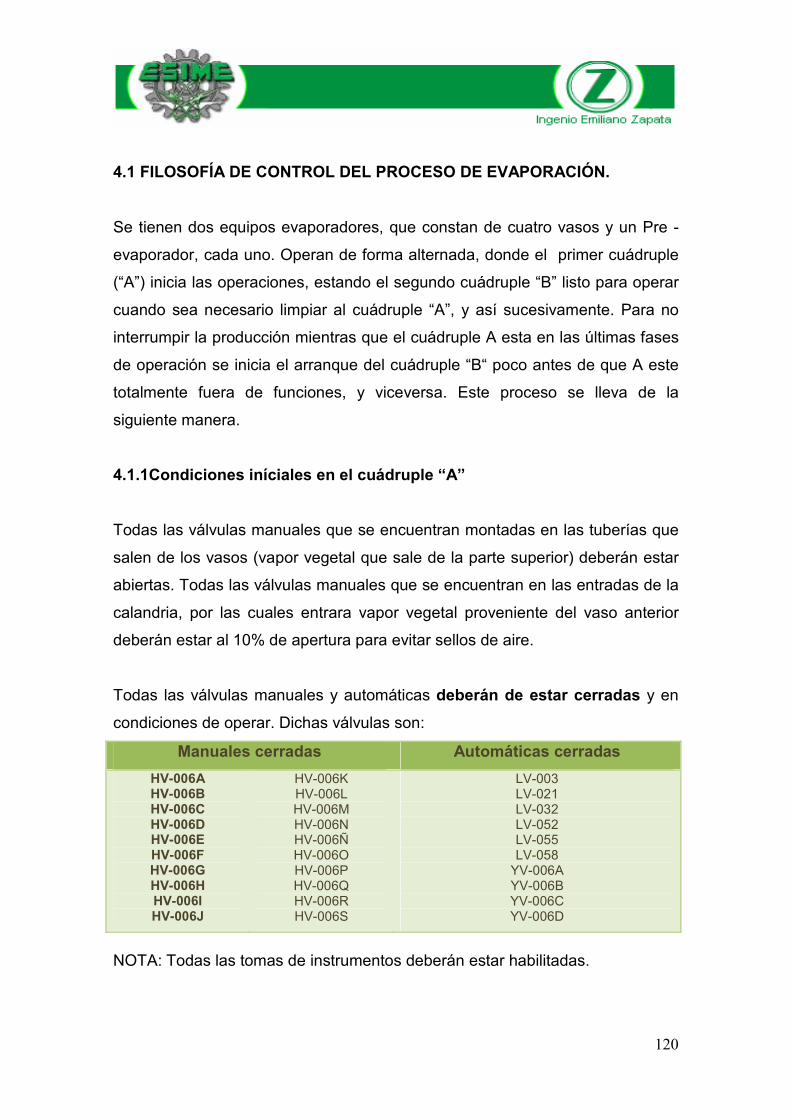
120
4.1 FILOSOFÍA DE CONTROL DEL PROCESO DE EVAPORACIÓN.
Se tienen dos equipos evaporadores, que constan de cuatro vasos y un Pre -
evaporador, cada uno. Operan de forma alternada, donde el primer cuádruple
(“A”) inicia las operaciones, estando el segundo cuádruple “B” listo para operar
cuando sea necesario limpiar al cuádruple “A”, y así sucesivamente. Para no
interrumpir la producción mientras que el cuádruple A esta en las últimas fases
de operación se inicia el arranque del cuádruple “B“ poco antes de que A este
totalmente fuera de funciones, y viceversa. Este proceso se lleva de la
siguiente manera.
4.1.1Condiciones iníciales en el cuádruple “A”
Todas las válvulas manuales que se encuentran montadas en las tuberías que
salen de los vasos (vapor vegetal que sale de la parte superior) deberán estar
abiertas. Todas las válvulas manuales que se encuentran en las entradas de la
calandria, por las cuales entrara vapor vegetal proveniente del vaso anterior
deberán estar al 10% de apertura para evitar sellos de aire.
Todas las válvulas manuales y automáticas deberán de estar cerradas y en
condiciones de operar. Dichas válvulas son:
Manuales cerradas Automáticas cerradas HV-006A HV-006B HV-006C HV-006D HV-006E HV-006F HV-006G HV-006H HV-006I HV-006J
HV-006K HV-006L HV-006M HV-006N HV-006Ñ HV-006O HV-006P HV-006Q HV-006R HV-006S
LV-003 LV-021 LV-032 LV-052 LV-055 LV-058
YV-006A YV-006B YV-006C YV-006D
NOTA: Todas las tomas de instrumentos deberán estar habilitadas.
121
4.1.2 Inicio de operación de cuádruple “A”
Pre evaporador A “PRE-A” (A)
A-1 Se abre la válvula HV-000B por actuación manual para alimentar a PRE-A
con el flujo de jugo de caña proveniente del “filtro” desde el proceso de
clarificación.
A-1.1Para permitir el flujo de alimentación el sistema de control, en forma
MANUAL inicia la apertura de LV-003, y los operadores abren manualmente la
válvula ZSL- 006B.
A-1.2 Se abren de forma manual las siguientes válvulas HV-006A, HV-006F,
HV-006I, HV-006M y HV-006P, esto para preparar el paso de jugo claro entre
los vasos.
A-1.3 La apertura de LV-003 es actuada neumáticamente, desde el cuarto de
control de acuerdo a la medida tomada por FT-005 y mostrada en FI-005. La
selección entre AUTOMATICO y MANUAL, se realiza en el cuarto de control
vía software directo en el controlador o por medio de la HMI.
De esta manera se inicia el llenado de PRE-A con jugo claro de caña.
Se toman mediciones de la temperatura del jugo a la entrada por medio de TIT-
010 y pueden ser visualizadas en TI-010(CC) . Este dato es estadísticamente
importante ya que, aunque la temperatura de alimentación de jugo no depende
de nuestro proceso, la temperatura del jugo a la entrada es determinante en la
eficiencia de los evaporadores.
A-1.4 La acción de llenado continua hasta que LG-014 registra 30% de nivel de
calandria, es decir si LT-003 manda N mA. , al controlador en lazo abierto,
122
para que posteriormente se realice la apertura de HV-000B para permitir el
paso de vapor de escape de alta presión, a la calandria de PRE-A.
A-1.5 Comienza la transferencia de calor y al llegar al 35% de LT-003, se abre
HV-006C la cual permitirá la salida de la primera meladura, la cual es empujada
por la presión interna del vaso, generada por el vapor, y la de alimentación.
A-1.6 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de PRE-A las cuales son medidas por TIT-004A, TIT-004B, PIT-008
y LT-003.
A su vez, ya con HV-006C abierta arranca BA-100 para ayudar a circular el
jugo saliente de PRE-A y compensar la caída de presión creada en el en el
mismo, ya que el primer gran intercambio de calor hace descender la
temperatura considerablemente.
Además se abre LV-021 (por medio de la acción de LY-021) para iniciar el
llenado de VA-1.
Vaso 1 del cuádruple A “VA-1” (B)
B-1 Esto da inicio al llenado de VA-1 el cual prosigue el mismo método de
PRE-A solo que este, será alimentado con vapor de escape de baja presión,
proveniente de la turbina de baja presión del turbogenerador.
B-1.1 Cuando LG-027 registra 30% de nivel de calandria, es decir LT-022
manda selñal al controlador, se abre HV-000C para permitir el paso de vapor
de escape de baja, a la calandria de VA-1.
B-1.2 Comienza la transferencia de calor en VA-1, y al llegar el nivel al 35% de
LT-022 se abre HV-006G.
123
B-1.3 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de VA-1 las cuales son medidas por TIT-023A, TIT-023B, PIT-028 y
LT-025. A su vez, ya con HV-006G abierta inicia apertura de LV-032 por medio
de la acción de LY-032.
B-1.4 Esta vez el vapor vegetal generado VA-1 será alimentación de la
calandria de VA-2, por lo cual la válvula de conexión entre vasos VA-1 y VA-2
deberán abrirse a su 100% de apertura.
Vaso 2 del cuádruple A “VA-2” (C)
C-1 Esto da inicio al llenado de VA-2 el cual prosigue el mismo método de VA-1
solo que este, será alimentado con vapor vegetal proveniente de VA-1.
C-1.1 Cuando LG-037 registra 30% de nivel de calandria, es decir si LT-032
manda señal, se abre por completo la válvula de entrada de vapor vegetal a la
calandria de VA-2.
C-1.2 Comienza la transferencia de calor en VA-2, y al llegar el nivel al 35% de
LT-032 se abre HV-006K.
C-1.3 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de VA-2 las cuales son medidas por TIT-034A, TIT-034B, PIT-038 y
LT-032. A su vez, ya con HV-006K abierta, inicia apertura de LV-032 por medio
de la acción de LY-032.
C-1.4 Esta vez el vapor vegetal generado VA-2 será alimentación de la
calandria de VA-3, por lo cual las válvulas de conexión entre vasos deberán
abrirse a su 100% de apertura.
124
Vaso 3 del cuádruple A “VA-3” (D)
D-1 Esto da inicio al llenado de VA-3 el cual prosigue el mismo método de VA-2
solo que este, será alimentado con vapor vegetal proveniente de VA-2.
D-1.1 Cuando en LG-047 se registra 30% de nivel de calandria, es decir
cuando LT-042 señal al control, se abre por completo la válvula de entrada de
vapor vegetal a la calandria de VA-3.
D-1.2 Comienza la transferencia de calor en VA-3, y al llegar al 35% de LT-042
se abre HV-006Ñ.
D-1.3 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de VA-3 las cuales son medidas por TIT-044A, TIT-044B, PIT-048 y
LT-042. A su vez, ya con HV-006Ñ abierta, inicia apertura de LV-052 por
medio de la acción de LY-052.
D-1.4 Esta vez el vapor vegetal generado VA-3 será alimentación de la
calandria de VA-4, por lo cual las válvulas de conexión entre vasos deberán
abrirse a su 100% de apertura.
Vaso 4 del cuádruple A “VA-4” (D)
E-1 Esto da inicio al llenado de VA-4 el cual prosigue el mismo método de VA-3
solo que este, será alimentado con vapor vegetal proveniente de VA-3.
E-1.1 Cuando LG-057 registra 30% de nivel de calandria, es decir LT-052
manda señal al control, se abre por completo la válvula de entrada de vapor a
la calandria de VA-4.
125
E-1.2 Comienza la transferencia de calor en VA-4, y al llegar al 35% de LT-052
se abre HV-006R.
E-1.3 La alimentación de jugo y vapor, no dan como resultado las
condiciones primarias de VA-4 ya que este vaso, es el vaso “melador”, es decir, el efecto final que trabaja a presión casi de vacío ya que el punto de
ebullición es el más difícil de alcanzar. Las mediciones son tomadas por TIT-
055A, TIT-055B, PIT-058 (el cual mide vacío) y LT-052(el cual mide nivel de
melasa). A su vez, ya con HV-006R abierta, inicia apertura de LV-052 por
medio de la acción de LY-052. Las condiciones primarias de VA-4 solo son alcanzadas cuando entra en operación CBA-1, el cual genera el vació
necesario.
E-1.4 Esta vez el vapor vegetal generado VA-4 será alimentación para el
condensador barométrico CBA-1, por lo cual las válvulas de conexión entre el
vaso 4 y el CBA-1 deberán abrirse a su 100% de apertura.
Cuando TIT-056 y FIT-062 llegan a su primer rango (ver tabla de condiciones
primarias) donde tenemos el primer Brix, o “Brix no deseado”, se realiza la
apertura de FV-055 y posteriormente de PV-058 por medio de las acciones de
FY-055 y PY-058 respectivamente.
E-1.5 PV-058 abre paulatinamente para permitir el paso de agua fría la cual
realizara el “choque térmico” contra el vapor vegetal proveniente de VA-4 y
creara el vació necesario para alcanzar el punto de ebullición (ver tablas de
parámetros).
Condensador Barométrico del cuádruple A “CBA-1” (F)
F-1 La máxima apertura de PV-058 permitirá el flujo de agua fría, que al poco
tiempo del choque térmico estabilizara las condiciones en VA-4 y
consecuentemente las de todo el proceso.
126
4.1.3 Operación automática del cuádruple “A”
Alcanzadas las condiciones el proceso es puesto bajo mando del sistema de
control, que opera en lazo cerrado y tiene como variables las siguientes:
Las variables controladas:
Nivel en los evaporadores.
Concentración de la meladura final medida en grados Brix.
Las variables manipuladas son las siguientes:
Licor o producto entre efectos (temperatura, flujo y concentración).
Flujo de agua fría al condensador.
Presión en los vasos.
Flujo de alimentación de jugo de caña (feed) al cuádruple.
Las variables independientes o de carga (Load) son las siguientes:
Vapor vivo (disponibilidad en flujo)
Concentración del Jugo Claro de alimentación (feed) al efecto PRE-A.
Temperatura del Jugo Claro de alimentación (feed) al efecto PRE-A.
Disponibilidad del Jugo Claro de alimentación (feed) al efecto PRE-A.
Entalpía del Jugo Claro de alimentación (feed) al efecto PRE-A.
Temperatura del agua fría al condensador.
Perturbaciones
Temperatura ambiente y cambios bruscos de la misma.
Suciedad en las Calandrias.
Disponibilidad de los flujos de alimentación.
127
La estrategia de control esta aplicada principalmente para obtener una
concentración óptima a la salida del cuádruple por medio de la manipulación de
las variables presión, flujo y temperatura en el cuádruple.
Una vez que ha entrado en operación el control automático debe de seguir las
siguientes premisas de control las cuales empiezan desde VA-4 o vaso
melador para detectar la desviación y enviar una corrección en estrategia de
Feed-Back, por medio del control de flujo principalmente.
Ya que la disponibilidad del jugo cuantitativa y cualitativamente, no dependen
de este proceso, la estrategia a seguir esta concentrada en regular el flujo del
jugo a través del cuádruple, ya que mientras mayor sea el tiempo de residencia
del jugo a temperatura constante y dentro de parámetros de operación, la
“meladura” o producto final será de la calidad y cantidad deseada.
Conocido esto, se inicia el control automático siguiendo el algoritmo mostrado a
continuación:
1.- TIT-055A toma medición de temperatura de jugo en la parte superior y TIT-055B en la parte inferior de los espejos de la calandria, todo dentro de”VA-4”.
Esta medición debe de ser el punto de ebullición del jugo, al cual le
corresponde una concentración en Brix ya conocida.
Pero debido a que la medición inferior no es tomada directamente bajo la
superficie del jugo en ebullición, existe un factor lineal de error entre la
profundidad de medición, y grados centígrados, la cual es compensada dentro
del controlador FIC-055 por medio de una función matemática.
Una vez obtenida la medición real de la ebullición, el controlador FIC-055
compara ese valor versus una función f(x) ya conocida y almacenada vía
128
software, la cual esta compuesta en su ordenada por la concentración en Brix,
y en su absisa por el rango de temperatura en grados centígrados.
Gracias a dicha correspondencia sabemos que densidad relativa en Brix
tenemos de acuerdo a la temperatura medida a presión conocida.
De acuerdo con la desviación el controlador FIC-055 emite una señal de
control o de corrección, hacia el actuador FY-055 el cual regulara el
cierre/apertura de FV-055 para así permitir que la meladura que se concentra
en VA-4 permanezca mayor tiempo en cantidad, expuesta al calor del vapor
vegetal proveniente de VA-3, y así obtener una mejor concentración.
Este efecto por supuesto, afecta el nivel de VA-4, el cual naturalmente se
incrementará, incrementando también la presión.
Este fenómeno será reconocido por LT-052 el cual enviara una señal hacia LIC-052 y a su vez este último emitirá una corrección ó señal de regulación de
cierre de LV-052 por medio de LY-052.
Este efecto por supuesto, afecta el nivel de VA-3, el cual naturalmente se
incrementará, incrementando también la presión.
Este fenómeno será reconocido por LT-042 el cual enviara una señal hacia LIC-042 y a su vez este último emitirá una corrección ó señal de regulación de
cierre de LV-042 por medio de LY-042.
Este efecto es llamado “efecto domino” ya que el control en un vaso afecta al
inmediato anterior, quien a su vez al corregirse afecta a su predecesor y así
sucesivamente.
Este efecto ocurre hasta llegar al PRE –A, donde se regulara finalmente el flujo
que viene del filtro del clarificador, el cual es un tanque de gran capacidad
(489,266 litros) y que esta diseñado para retener cantidades extras de liquido,
129
por lo cual la regulación de jugo que entra al evaporador es totalmente
aceptable (dentro de ciertos rangos, ver tabla de corrientes).
De esta manera el controlador con sus funciones LIC-003, LIC-021, LIC-042,
LIC-032, LIC-042, LIC-052, y LIC-055 realiza las correcciones necesarias para
mantener el “set- point” de concentración.
De igual manera como ya fue mencionado en capítulos anteriores, durante la
evaporación se generan gases no condensables, en las calandrias y en los
vasos. Las calandrias tienen sus sistemas de “alivio” de no condensables, pero
en los vasos estos gases, en grandes cantidades provocan condiciones
inadecuadas, si no son evacuados.
El controlador PIC-058 tiene la misión de regular el paso de agua fría que
entrara en contacto con el vapor proveniente del VA-4, para condensarlo y
crear un vacío por el choque térmico y así extraer los gases no condensables
del sistema.
En otras palabras, el vacío en VA-4 es medido por PIT-058, el cual es
fundamental para el trabajo adecuado del cuádruple, debido a que esta presión
debe estar bien controlada para alcanzar la elevación del punto de ebullición
(B.P.R.E.) en VA-4.
Por lo tanto PIT-058 emite una señal de medición, hacia el PIC-058, quien
emite la corrección hacia PY-058 y actuar por medio de PV-058 y regula la
cantidad de flujo de agua fría necesario para compensar o restar presión en el
vaso, y el vacío generado en el condensador barométrico CBA-1 determina la
cantidad de presión negativa en VA-4.
Debido a que las variables presión, temperatura en los vasos PRE-A, VA-1, VA-2, VA-3 no están sujetas a control directo, se monitorean y el ingeniero de
130
proceso de acuerdo a su conocimiento sabe en que condiciones se encuentra
el proceso.
Como ya se explico en capítulos anteriores, el proceso de evaporación es uno
de los procesos termodinámicos más eficientes, y por lo tanto sin
perturbaciones (que nunca es el caso) trabaja perfectamente.
Ya que no se tiene control sobre las variables externas al proceso, ya que
proceden de procesos anteriores al de evaporación, la mejor forma es aplicar
control al flujo de jugo de caña.
4.1.4 Paro del Cuádruple “A”
Así como el arranque, el paro es en forma MANUAL, es decir en lazo abierto.
De forma que la secuencia empieza con la apertura de la válvula HV-100B
para comenzar a alimentar al cuádruple “B”, paralelamente al de “A”, con jugo
claro.
Posteriormente se realiza el cierre de HV-000B y HV-000C para cortar la
alimentación de vapor de escape de alta, y el de baja presión a los PRE-A y
VA-1 respectivamente y “direccionarlo” hacia el PRE-B, para que siga su
proceso de arranque como se hizo con el cuádruple “A” y descrito
anteriormente.
Posteriormente se realiza el cierre de LV-003 y de HV-006A para cortar el
suministro de jugo al PRE-A.
De esta forma se lleva a cabo la liquidación del jugo de forma natural hasta que
el nivel en LG-014 es 0% de nivel de calandria, es decir si LT-003 manda 4
mA, en este momento se debe detener la operación de BA-100.
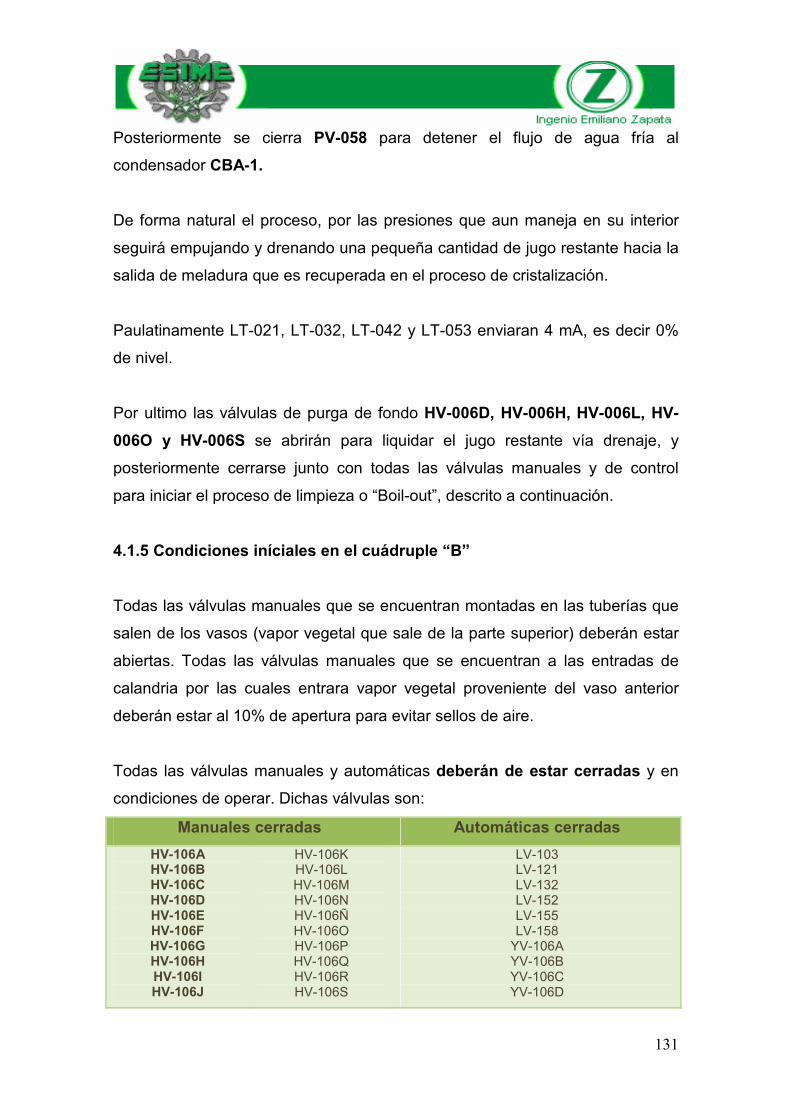
131
Posteriormente se cierra PV-058 para detener el flujo de agua fría al
condensador CBA-1.
De forma natural el proceso, por las presiones que aun maneja en su interior
seguirá empujando y drenando una pequeña cantidad de jugo restante hacia la
salida de meladura que es recuperada en el proceso de cristalización.
Paulatinamente LT-021, LT-032, LT-042 y LT-053 enviaran 4 mA, es decir 0%
de nivel.
Por ultimo las válvulas de purga de fondo HV-006D, HV-006H, HV-006L, HV-
006O y HV-006S se abrirán para liquidar el jugo restante vía drenaje, y
posteriormente cerrarse junto con todas las válvulas manuales y de control
para iniciar el proceso de limpieza o “Boil-out”, descrito a continuación.
4.1.5 Condiciones iníciales en el cuádruple “B”
Todas las válvulas manuales que se encuentran montadas en las tuberías que
salen de los vasos (vapor vegetal que sale de la parte superior) deberán estar
abiertas. Todas las válvulas manuales que se encuentran a las entradas de
calandria por las cuales entrara vapor vegetal proveniente del vaso anterior
deberán estar al 10% de apertura para evitar sellos de aire.
Todas las válvulas manuales y automáticas deberán de estar cerradas y en
condiciones de operar. Dichas válvulas son:
Manuales cerradas Automáticas cerradas HV-106A HV-106B HV-106C HV-106D HV-106E HV-106F HV-106G HV-106H HV-106I HV-106J
HV-106K HV-106L HV-106M HV-106N HV-106Ñ HV-106O HV-106P HV-106Q HV-106R HV-106S
LV-103 LV-121 LV-132 LV-152 LV-155 LV-158
YV-106A YV-106B YV-106C YV-106D
132
4.1.6 Inicio de operación de cuádruple “B”
Pre evaporador B “PRE-B”(A)
A-1 Se abre la válvula HV-100B por actuación manual para alimentar a PRE-B
con el flujo de jugo de caña proveniente del “filtro” desde el proceso de
clarificación.
A-1.1Para permitir el flujo de alimentación el sistema de control, en forma
MANUAL inicia la apertura de LV-103, y los operadores abren manualmente la
válvula ZSL- 106B.
A-1.2 Se abren de forma manual las siguientes válvulas HV-106A, HV-106F, HV-106I, HV- 106M y HV- 106P, esto para preparar el paso de jugo claro entre
los vasos.
A-1.3 La apertura de LV-003 es actuada neumáticamente, desde el cuarto de
control de acuerdo a la medida tomada por FT-105 y mostrada en FI-105. La
selección entre AUTOMATICO y MANUAL, se realiza en el cuarto de control
vía software directo en el controlador o por medio de la HMI.
De esta manera se inicia el llenado de PRE-B con jugo claro de caña.
Se toman mediciones de la temperatura del jugo a la entrada por medio de TIT-
110 y pueden ser visualizadas en TI-110(CC). Este dato es estadísticamente
importante ya que, aunque la temperatura de alimentación de jugo no depende
de nuestro proceso, la temperatura del jugo a la entrada es determinante en la
eficiencia de los evaporadores.
A-1.4 La acción de llenado continua hasta que LG-114 registra 30% de nivel de
calandria, es decir si LT-103 manda señal, al controlador en lazo abierto, para
133
que posteriormente se realice la apertura de HV-100B para permitir el paso de
vapor de escape de alta presión, a la calandria de PRE-B.
A-1.5 Comienza la transferencia de calor y al llegar al 35% de LT-103, se abre
HV-106C la cual permitirá la salida de la primera meladura, la cual es empujada
por la presión interna del vaso, generada por el vapor, y la de alimentación.
A-1.6 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de PRE-A las cuales son medidas por TIT-104A, TIT-104B, PIT-108
y LT-103.
A su vez, ya con HV-106C abierta arranca BB-100 para ayudar a circular el
jugo saliente de PRE-B y compensar la caída de presión creada en el en el
mismo, ya que el primer gran intercambio de calor hace descender la
temperatura considerablemente.
Además se abre LV-121 (por medio de la acción de LY-121) para iniciar el
llenado de VA-1.
Vaso 1 del cuádruple B “VB-1” (B)
B-1 Esto da inicio al llenado de VB-1 el cual prosigue el mismo método de
PRE-B solo que este, será alimentado con vapor de escape de baja presión,
proveniente de la turbina de baja presión del turbogenerador.
B-1.1 Cuando LG-127 registra 30% de nivel de calandria, es decir LT-122
manda señal al controlador, se abre HV-100C para permitir el paso de vapor de
escape de baja, a la calandria de VB-1.
B-1.2 Comienza la transferencia de calor en VB-1, y al llegar el nivel al 35% de
LT-122 (n mA) se abre HV-106G.
134
B-1.3 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de VB-1 las cuales son medidas por TIT-123A, TIT-123B, PIT-128 y
LT-125. A su vez, ya con HV-106G abierta inicia apertura de LV-132 por medio
de la acción de LY-132.
B-1.4 Esta vez el vapor vegetal generado VB-1 será alimentación de la
calandria de VB-2, por lo cual la válvula de conexión entre vasos VB-1 y VB-2
deberán abrirse a su 100% de apertura.
Vaso 2 del cuádruple B “VB-2” (C)
C-1 Esto da inicio al llenado de VB-2 el cual prosigue el mismo método de VB-1
solo que este, será alimentado con vapor vegetal proveniente de VB-1.
C-1.1 Cuando LG-137 registra 30% de nivel de calandria, es decir si LT-132
manda señal al control, se abre por completo la válvula de entrada de vapor
vegetal a la calandria de VB-2.
C-1.2 Comienza la transferencia de calor en VB-2, y al llegar el nivel al 35% de
LT-132 se abre HV-106K.
C-1.3 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de VB-2 las cuales son medidas por TIT-134A, TIT-134B, PIT-138 y
LT-132. A su vez, ya con HV-106K abierta, inicia apertura de LV-132 por medio
de la acción de LY-132.
C-1.4 Esta vez el vapor vegetal generado VB-2 será alimentación de la
calandria de VB-3, por lo cual las válvulas de conexión entre vasos deberán
abrirse a su 100% de apertura.
135
Vaso 3 del cuádruple B “VB-3” (D)
D-1 Esto da inicio al llenado de VB-3 el cual prosigue el mismo método de VB-2
solo que este, será alimentado con vapor vegetal proveniente de VB-2.
D-1.1 Cuando en LG-147 se registra 30% de nivel de calandria, es decir
cuando LT-142 manda señal al control, se abre por completo la válvula de
entrada de vapor vegetal a la calandria de VB-3.
D-1.2 Comienza la transferencia de calor en VB-3, y al llegar al 35% de LT-142
se abre HV-106Ñ.
D-1.3 La alimentación de jugo y vapor, dan como resultado las condiciones
primarias de VB-3 las cuales son medidas por TIT-144A, TIT-144B, PIT-148 y
LT-142. A su vez, ya con HV-106Ñ abierta, inicia apertura de LV-152 por
medio de la acción de LY-152.
D-1.4 Esta vez el vapor vegetal generado VB-3 será alimentación de la
calandria de VB-4, por lo cual las válvulas de conexión entre vasos deberán
abrirse a su 100% de apertura.
Vaso 4 del cuádruple B “VB-4” (D)
E-1 Esto da inicio al llenado de VB-4 el cual prosigue el mismo método de VB-3
solo que este, será alimentado con vapor vegetal proveniente de VB-3.
E-1.1 Cuando LG-157 registra 30% de nivel de calandria, es decir LT-152
manda señal al control, se abre por completo la válvula de entrada de vapor a
la calandria de VB-4.
E-1.2 Comienza la transferencia de calor en VB-4, y al llegar al 35% de LT-152
se abre HV-106R.
136
E-1.3 La alimentación de jugo y vapor, no dan como resultado las
condiciones primarias de VB-4 ya que este vaso, es el vaso “melador”, es decir, el efecto final que trabaja a presión casi de vacío ya que el punto de
ebullición es el más difícil de alcanzar. Las mediciones son tomadas por TIT-155A, TIT-155B, PIT-158 (el cual mide vacío) y LT-152(el cual mide nivel de
melasa). A su vez, ya con HV-106R abierta, inicia apertura de LV-152 por
medio de la acción de LY-152. Las condiciones primarias de VB-4 solo son alcanzadas cuando entra en operación CBB-1, el cual genera el vació
necesario.
E-1.4 Esta vez el vapor vegetal generado VB-4 será alimentación para el
condensador barométrico CBB-1, por lo cual las válvulas de conexión entre el
vaso 4 y el CBB-1 deberán abrirse a su 100% de apertura.
Cuando TIT-156 y FIT-162 llegan a su primer rango (ver tabla de condiciones
primarias) donde tenemos el primer Brix, o “Brix no deseado”, se realiza la
apertura de FV-155 y posteriormente de PV-158 por medio de las acciones de
FY-155 y PY-158 respectivamente.
E-1.5 PV-158 abre paulatinamente para permitir el paso de agua fría la cual
realizara el “choque térmico” contra el vapor vegetal proveniente de VB-4 y
creara el vació necesario para alcanzar el punto de ebullición (ver tablas de
parámetros).
Condensador Barométrico del cuádruple B “CBB-1” (F)
F-1 La máxima apertura de PV-158 permitirá el flujo de agua fría, que al poco
tiempo del choque térmico estabilizara las condiciones en VB-4 y
consecuentemente las de todo el proceso.
137
4.1.7 Operación automática del cuádruple “B”
Alcanzadas las condiciones el proceso es puesto bajo mando del sistema de
control, que opera en lazo cerrado y tiene como variables las siguientes:
Las variables controladas:
Nivel en los evaporadores.
Concentración de la meladura final medida en grados Brix.
Las variables manipuladas son las siguientes:
Licor o producto entre efectos (temperatura, flujo y concentración).
Flujo de agua fría al condensador.
Presión en los vasos.
Flujo de alimentación de jugo de caña (feed) al cuádruple.
Las variables independientes o de carga (Load) son las siguientes:
Vapor vivo (disponibilidad en flujo)
Concentración del Jugo Claro de alimentación (feed) al efecto PRE-B.
Temperatura del Jugo Claro de alimentación (feed) al efecto PRE-B.
Disponibilidad del Jugo Claro de alimentación (feed) al efecto PRE-B.
Entalpía del Jugo Claro de alimentación (feed) al efecto PRE-B.
Temperatura del agua fría al condensador.
Perturbaciones
Temperatura ambiente y cambios bruscos de la misma.
Suciedad en las Calandrias.
Disponibilidad de los flujos de alimentación.
138
La estrategia de control esta aplicada principalmente para obtener una
concentración óptima a la salida del cuádruple por medio de la manipulación de
las variables presión, flujo y temperatura en el cuádruple.
Una vez que ha entrado en operación el control automático debe de seguir las
siguientes premisas de control las cuales empiezan desde VB-4 o vaso
melador para detectar la desviación y enviar una corrección en estrategia de
Feed-Back, por medio del control de flujo principalmente.
Ya que la disponibilidad del jugo cuantitativa y cualitativamente, no dependen
de este proceso, la estrategia a seguir esta concentrada en regular el flujo del
jugo a través del cuádruple, ya que mientras mayor sea el tiempo de residencia
del jugo a temperatura constante y dentro de parámetros de operación, la
“meladura” o producto final será de la calidad y cantidad deseada.
Conocido esto, se inicia el control automático siguiendo el algoritmo mostrado a
continuación:
1.- TIT-155A toma medición de temperatura de jugo en la parte superior y TIT-
155B en la parte inferior de los espejos de la calandria, todo dentro de ”VB-4”.
Esta medición debe de ser el punto de ebullición del jugo, al cual le
corresponde una concentración en Brix ya conocida.
Pero debido a que la medición inferior no es tomada directamente bajo la
superficie del jugo en ebullición, existe un factor lineal de error entre la
profundidad de medición, y grados centígrados, la cual es compensada dentro
del controlador FIC-155 por medio de una función matemática.
Una vez obtenida la medición real de la ebullición, el controlador FIC-155
compara ese valor versus una función f(x) ya conocida y almacenada vía
139
software, la cual esta compuesta en su ordenada por la concentración en Brix,
y en su absisa por el rango de temperatura en grados centígrados.
Gracias a dicha correspondencia sabemos que densidad relativa en Brix
tenemos de acuerdo a la temperatura medida a presión conocida.
De acuerdo con la desviación el controlador FIC-155 emite una señal de
control o de corrección, hacia el actuador FY-155 el cual regulara el
cierre/apertura de FV-155 para así permitir que la meladura que se concentra
en VB-4 permanezca mayor tiempo en cantidad, expuesta al calor del vapor
vegetal proveniente de VB-3, y así obtener una mejor concentración.
Este efecto por supuesto, afecta el nivel de VB-4, el cual naturalmente se
incrementará, incrementando también la presión.
Este fenómeno será reconocido por LT-152 el cual enviara una señal hacia LIC-152 y a su vez este último emitirá una corrección ó señal de regulación de
cierre de LV-152 por medio de LY-152.
Este efecto por supuesto, afecta el nivel de VB-3, el cual naturalmente se
incrementará, incrementando también la presión.
Este fenómeno será reconocido por LT-142 el cual enviara una señal hacia LIC-142 y a su vez este último emitirá una corrección ó señal de regulación de
cierre de LV-142 por medio de LY-142.
Este efecto es llamado “efecto domino” ya que el control en un vaso afecta al
inmediato anterior, quien a su vez al corregirse afecta a su predecesor y así
sucesivamente.
Este efecto ocurre hasta llegar al PRE –B, donde se regulara finalmente el flujo
que viene del filtro del clarificador, el cual es un tanque de gran capacidad (489
266 litros) y que esta diseñado para retener cantidades extras de liquido, por lo
140
cual la regulación de jugo que entra al evaporador es totalmente aceptable
(dentro de ciertos rangos, ver tabla de corrientes).
De esta manera el controlador con sus funciones LIC-103, LIC-121, LIC-142,
LIC-132, LIC-142, LIC-152, y LIC-155 realiza las correcciones necesarias para
mantener el “set- point” de concentración.
De igual manera como ya fue mencionado en capítulos anteriores, durante la
evaporación se generan gases no condensables, en las calandrias y en los
vasos. Las calandrias tienen sus sistemas de “alivio” de no condensables, pero
en los vasos estos gases, en grandes cantidades provocan condiciones
inadecuadas, si no son evacuados.
El controlador PIC-158 tiene la misión de regular el paso de agua fría que
entrara en contacto con el vapor proveniente del VB-4, para condensarlo y
crear un vacío por el choque térmico y así extraer los gases no condensables
del sistema.
En otras palabras, el vacío en VB-4 es medido por PIT-158, el cual es
fundamental para el trabajo adecuado del cuádruple, debido a que esta presión
debe estar bien controlada para alcanzar la elevación del punto de ebullición
(B.P.R.E.) en VB-4.
Por lo tanto PIT-158 emite una señal de medición, hacia el PIC-158, quien
emite la corrección hacia PY-158 y actuar por medio de PV-158 y regula la
cantidad de flujo de agua fría necesario para compensar o restar presión en el
vaso, y el vacío generado en el condensador barométrico CBB-1 determina la
cantidad de presión negativa en VB-4.
Debido a que las variables presión, temperatura en los vasos PRE-B, VB-1, VB-2, VB-3 no están sujetas a control directo, se monitorean y el ingeniero de
141
proceso de acuerdo a su conocimiento sabe en que condiciones se encuentra
el proceso.
Como ya se explico en capítulos anteriores, el proceso de evaporación es uno
de los procesos termodinámicos más eficientes, y por lo tanto sin
perturbaciones (que nunca es el caso) trabaja perfectamente.
Ya que no se tiene control sobre las variables externas al proceso, ya que
proceden de procesos anteriores al de evaporación, la mejor forma es aplicar
control al flujo de jugo de caña.
4.1.8 Paro del Cuádruple “B”
Así como el arranque, el paro es en forma MANUAL, es decir en lazo abierto.
De forma que la secuencia empieza con la apertura de la válvula HV-000B
para comenzar a alimentar al cuádruple “A”, paralelamente al de “B”, con jugo
claro.
Posteriormente se realiza el cierre de HV-000B y HV-000C para cortar la
alimentación de vapor de escape de alta, y el de baja presión a los PRE-B y
VB-1 respectivamente y “direccionarlo” hacia el PRE-A.
Posteriormente se realiza el cierre de LV-103 y de HV-106A para cortar el
suministro de jugo al PRE-B.
De esta forma se lleva a cabo la liquidación del jugo de forma natural hasta que
el nivel en LG-114 es 0% de nivel de calandria, es decir si LT-103 manda 4
mA, en este momento se debe detener la operación de BA-200.
Posteriormente se cierra PV-158 para detener el flujo de agua fría al
condensador CBB-1.
142
De forma natural el proceso, por las presiones que aun maneja en su interior
seguirá empujando y drenando una pequeña cantidad de jugo restante hacia la
salida de meladura que es recuperada en el proceso de cristalización.
Paulatinamente LT-121, LT-132, LT-142 y LT-153 enviaran 4 mA, es decir 0%
de nivel.
Por ultimo las válvulas de purga de fondo HV-106D, HV-106H, HV-106L, HV-
106O y HV-106S se abrirán para liquidar el jugo restante vía drenaje, y
posteriormente cerrarse junto con todas las válvulas manuales y de control
para iniciar el proceso de limpieza o “Boil-out”, descrito a continuación.
4.2 FILOSOFÍA DE CONTROL DE PROCESO “BATCH”
4.2.1 Limpieza de evaporadores (Boil Out) para el cuádruple “A”
Al término de la operación en cualquier cuádruple, es necesario realizar de
forma inmediata, el proceso de limpieza, ya que los restos de jugo de caña
pueden cristalizarse y formar costras, las cuales llevan a otros efectos
negativos en el proceso.
4.2.2 Operación cuádruple “A”
Para que el proceso de limpieza inicie, se cierran todas las válvulas manuales
HV-006A, HV-006C, HV-006E, HV-006G, HV-006I, HV-006K, HV-006M, HV006Ñ, HV-006P, HV-006R.
Las válvulas automáticas LV-003, LV-021, LV-032, LV-042, LV-052, LV-055,
LV-058 deben de estar en posición abierta al 90 o 100% de apertura, esto se
realiza por medio del sistema de control en el software del PLC.
143
Se realiza la apertura total de forma manual, de las válvulas de entrada de
agua y sosa (las cuales son normalmente cerradas) y son: HV-006B, HV-006D,
HV-006F, HV-006H, HV-006J, HV-006L, HV-006N, HV-006O, HV-006Q, HV-006S.
Desde el cuarto de control, por medio de HS-006A se da apertura a la válvula
FV-006A, la cual en control on-off, permite el paso de agua de servicio con el
fin de dar el primer enjuague al cuádruple.
4.2.2.1 Primer enjuague de cuádruple “A”
Comienza el llenado de PRE-A, el cual antes de llegar al llegar al 150% de
nivel de agua en su calandria (162”) debe de ser abierta HV-006C de forma
manual para que posteriormente se active un switch de nivel alto (LSH-006A) el cual manda una señal para arrancar BA-100 por medio del sistema de
control el cual se encargara de enviar agua a través del cuádruple, para la
limpieza.
De inmediato se da apertura manualmente a todas las válvulas de salida de
jugo de todos los vasos las cuales son HV-006G, HV-006K, HV006Ñ, HV-006R
para lograr la limpieza de la tubería por la cual viaja la meladura.
Una vez que todos los vasos VA-1, VA-2, VA-3, VA-4 alcanzan el mismo nivel
que PRE-A, se cierra FV-006A automáticamente, o manualmente por medio de
HS-006B en el cuarto de control.
Así, después de cerca de 15 min. De tiempo residencia del líquido en los
tanques y en las tuberías, se abre FV-006B, desde el cuarto de control, esto de
forma manual por medio de HS-006C dirigiendo el líquido hacia un drenaje.
Para detener el sistema de drenaje por alguna circunstancia no deseada se
puede hacer por medio de HS-006D, o simplemente cuando una de las
condiciones de apertura de válvulas no se cumplan.
144
De esta forma se pierde el nivel alto en los vasos y se detiene la bomba BA-
100.
A continuación se aíslan las tuberías donde están las válvulas automáticas
para protegerlas de la abrasión de la sosa (NaOH), la cual entra para realizar la
limpieza. Este aislamiento se lleva a cabo por medio del cierre simultaneo de
de HV-006A, HV-006C, HV-006E, HV-006G, HV-006J, HV-006K, HV-006M,
HV-006Ñ, HV-006P Y HV-006R.
Se realiza la apertura de las válvulas de purga de fondo HV-006D, HV-006H, HV-006L, HV-006O Y HV-006S para permitir la circulación de sosa ya que la
tubería principal ya esta bloqueada.
Hecho esto se da apertura a la válvula FV-006B, desde el cuarto de control, por
medio del accionamiento de HS-006E (y en caso de emergencia se cierra con
el accionamiento de HS-006F)esto permitirá la entrada de sosa por las tuberías
de entrada de agua y la salidas por purga de fondo hasta llenar el cuádruple de
la misma forma que se hizo con el agua, es decir hasta que todos los
indicadores de nivel alto LSH-006A, LSH-006B, LSH-006C, LSH-006D, LSH-
006E manden señal de nivel alto.
Posteriormente con estas señales, la válvula de entrada de sosa FV-006B así
como también las válvulas de entrada de agua-sosa HV-006B, HV-006D, HV-
006F, HV-006H, HV-006J, HV-006L, HV-006N, HV-006O, HV-006Q, HV-006S.
se cerraran para dejar toda la sosa contenida en el cuádruple.
De esta manera se procede a abrir manualmente las válvulas de vapor de
escape para limpieza HV-000A, HV-000B, HV-000C Las cuales alimentan las
calandrias de los vasos PRE-A, VA-1 y VA-2, VA-3, VA-4 respectivamente.
Esto con el fin de calentar la sosa con vapor a 130°C aproximadamente.
145
La elevación del punto de ebullición de la sosa a las presiones ya conocidas,
así como su concentración (ver capitulo 2) permite la no ebullición de la sosa,
de esta forma solo se calienta para limpiar el recipiente. Dicho calentamiento
dura alrededor de 30min.
Al termino del calentamiento de cierran válvulas de vapor de escape para
limpieza HV-000A, HV-000B, HV-000C, y se deja el cuádruple en reposo
durante 8 horas.
Al termino de este periodo se abren de forma simultanea las válvulas de purga
de fondo de todos los vasos HV-006D, HV-006H, HV-006L, HV-006O Y HV-
006S, así como también de la válvula FV-006C por medio del accionamiento de
HS-006F desde el cuarto de control el cual permite la eliminación de las sosa
del cuádruple, dirigiéndola hacia el tanque de neutralización para su uso
posterior.
4.2.2.2 Segundo enjuague de cuádruple “A”
De esta forma se inicia el Segundo enjuague del cuádruple A, primeramente
abriendo al 100% las válvulas de entrada de agua y sosa (las cuales son
normalmente cerradas) y son: HV-006B, HV-006D, HV-006F, HV-006H, HV-
006J, HV-006L, HV-006N, HV-006O, HV-006Q, HV-006S. y las de aislamiento HV-006A, HV-006C, HV-006E, HV-006G, HV-006J, HV-006K, HV-
006M, HV-006Ñ, HV-006P Y HV-006R.
Así se repite la secuencia de primer enjuague, con la excepción de que las
válvulas de control de meladura automáticas LV-003, LV-021, LV-032, LV-042,
LV-052, LV-055, LV-058 han permanecido abiertas.
Por lo tanto ccomienza el llenado de PRE-A con agua, el cual antes de llegar al
llegar al 150% de nivel de agua en su calandria (162”) debe de ser abierta HV-
006C para que posteriormente se active un “switch” de nivel alto LSH-006A el
146
cual envía una señal para arrancar BA-100 el cual se encargara de enviar agua
a través del cuádruple, para la limpieza.
De inmediato se da apertura a todas las válvulas de salida de jugo de todos los
vasos las cuales son HV-006G, HV-006K, HV006Ñ, HV-006R para lograr la
limpieza de la tubería por la cual viaja la meladura.
Una vez que todos los vasos VA-1, VA-2, VA-3, VA-4 alcanzan el mismo nivel
que PRE-A, se cierra FV-006A por medio de el accionamiento de HS-006B ,
manualmente, o de forma automática por el incumplimiento de condiciones en
el control.
Así, después de cerca de 15 min. de tiempo residencia del líquido en los
tanques y en las tuberías, se abre FV-006B por medio de el accionamiento de
HS-006C, manualmente, o de forma automática por el incumplimiento de
condiciones en el control, dirigiendo el líquido hacia un drenaje.
Es así como termina el proceso de limpieza, el cual es complementado por
actividades de revisión para dejar el equipo en condiciones optimas de
operación y estar listo para sustituir al otro cuádruple (“B”).
4.2.3 Limpieza de evaporadores (Boil Out) para el cuádruple “B”
Al término de la operación en cualquier cuádruple, es necesario realizar de
forma inmediata, el proceso de limpieza, ya que los restos de jugo de caña
pueden cristalizarse y formar costras, las cuales llevan a otros efectos
negativos en el proceso.
147
4.2.4 Operación cuádruple “B”
Para que el proceso de limpieza inicie, se cierran todas las válvulas manuales
HV-106A, HV-106C, HV-106E, HV-106G, HV-106I, HV-106K, HV-106M,
HV106Ñ, HV-106P, HV-106R.
Las válvulas automáticas LV-103, LV-121, LV-132, LV-142, LV-152, LV-155,
LV-158 deben de estar en posición abierta al 90 o 100% de apertura, esto se
realiza por medio del sistema de control en el software del PLC.
Se realiza la apertura total de forma manual, de las válvulas de entrada de
agua y sosa (las cuales son normalmente cerradas) y son: HV-106B, HV-106D, HV-106F, HV-106H, HV-106J, HV-106L, HV-106N, HV-106O, HV-106Q, HV-
106S.
Desde el cuarto de control, por medio de HS-106A se da apertura a la válvula
FV-106A, la cual en control on-off, permite el paso de agua de servicio con el
fin de dar el primer enjuague al cuádruple.
4.2.4.1 Primer enjuague de cuádruple “B”
Comienza el llenado de PRE-A, el cual antes de llegar al llegar al 150% de
nivel de agua en su calandria (162”) debe de ser abierta HV-006C de forma
manual para que posteriormente se active un switch de nivel alto (LSH-106A) el cual manda una señal para arrancar BA-200 por medio del sistema de
control el cual se encargara de enviar agua a través del cuádruple, para la
limpieza.
De inmediato se da apertura manualmente a todas las válvulas de salida de
jugo de todos los vasos las cuales son HV-106G, HV-106K, HV-106Ñ, HV-106R para lograr la limpieza de la tubería por la cual viaja la meladura.
148
Una vez que todos los vasos VB-1, VB-2, VB-3, VB-4 alcanzan el mismo nivel
que PRE-B, se cierra FV-106A automáticamente, o manualmente por medio de
HS-106B en el cuarto de control.
Así, después de cerca de 15 min. De tiempo residencia del líquido en los
tanques y en las tuberías, se abre FV-106B, desde el cuarto de control, esto de
forma manual por medio de HS-106C dirigiendo el líquido hacia un drenaje.
Para detener el sistema de drenaje por alguna circunstancia no deseada se
puede hacer por medio de HS-106D, o simplemente cuando una de las
condiciones de apertura de válvulas no se cumplan.
De esta forma se pierde el nivel alto en los vasos y se detiene la bomba BA-
200.
A continuación se aíslan las tuberías donde están las válvulas automáticas
para protegerlas de la abrasión de la sosa (NaOH), la cual entra para realizar la
limpieza. Este aislamiento se lleva a cabo por medio del cierre simultaneo de
de HV-106A, HV-106C, HV-106E, HV-106G, HV-106J, HV-106K, HV-106M,
HV-106Ñ, HV-106P Y HV-106R.
Se realiza la apertura de las válvulas de purga de fondo HV-106D, HV-106H, HV-106L, HV-106O Y HV-106S para permitir la circulación de sosa ya que la
tubería principal ya esta bloqueada.
Hecho esto se da apertura a la válvula FV-106B, desde el cuarto de control, por
medio del accionamiento de HS-106E (y en caso de emergencia se cierra con
el accionamiento de HS-106F)esto permitirá la entrada de sosa por las tuberías
de entrada de agua y la salidas por purga de fondo hasta llenar el cuádruple de
la misma forma que se hizo con el agua, es decir hasta que todos los
indicadores de nivel alto LSH-106A, LSH-106B, LSH-106C, LSH-106D, LSH-
106E manden señal de nivel alto.
149
Posteriormente con estas señales, la válvula de entrada de sosa FV-106B así
como también las válvulas de entrada de agua-sosa HV-106B, HV-106D, HV-
106F, HV-106H, HV-106J, HV-106L, HV-106N, HV-106O, HV-106Q, HV-106S
se cerraran para dejar toda la sosa contenida en el cuádruple “B”.
De esta manera se procede a abrir manualmente las válvulas de vapor de
escape para limpieza HV-00A, HV-00B, HV-00C Las cuales alimentan las
calandrias de los vasos PRE-B, VB-1 y VB-2, VB-3, VB-4 respectivamente.
Esto con el fin de calentar la sosa con vapor a 130°C aproximadamente.
La elevación del punto de ebullición de la sosa a las presiones ya conocidas,
así como su concentración (ver capitulo 2) permite la no ebullición de la sosa,
de esta forma solo se calienta para limpiar el recipiente. Dicho calentamiento
dura alrededor de 30min.
Al termino del calentamiento de cierran válvulas de vapor de escape para
limpieza HV-00A, HV-00B, HV-00C, y se deja el cuádruple “B” en reposo
durante 8 horas.
Al termino de este periodo se abren de forma simultanea las válvulas de purga
de fondo de todos los vasos HV-106D, HV-106H, HV-106L, HV-106O Y HV-
106S, así como también de la válvula FV-006C por medio del accionamiento de
HS-106F desde el cuarto de control el cual permite la eliminación de las sosa
del cuádruple, dirigiéndola hacia el tanque de neutralización para su uso
posterior.
4.2.4.2 Segundo enjuague de cuádruple “B”
De esta forma se inicia el Segundo enjuague del cuádruple A, primeramente
abriendo al 100% las válvulas de entrada de agua y sosa (las cuales son
normalmente cerradas) y son: HV-106B, HV-106D, HV-106F, HV-106H, HV-
106J, HV-106L, HV-106N, HV-106O, HV-106Q, HV-106S. y las de
150
aislamiento HV-106A, HV-106C, HV-106E, HV-106G, HV-106J, HV-106K, HV-106M, HV-106Ñ, HV-106P Y HV-106R.
Así se repite la secuencia de primer enjuague, con la excepción de que las
válvulas de control de meladura automáticas LV-103, LV-121, LV-132, LV-142, LV-152, LV-155, LV-158 han permanecido abiertas.
Por lo tanto ccomienza el llenado de PRE-B con agua, el cual antes de llegar al
llegar al 150% de nivel de agua en su calandria (162”) debe de ser abierta HV-
106C para que posteriormente se active un “switch” de nivel alto LSH-106A el
cual envía una señal para arrancar BA-200 el cual se encargara de enviar agua
a través del cuádruple, para la limpieza.
De inmediato se da apertura a todas las válvulas de salida de jugo de todos los
vasos las cuales son HV-106G, HV-106K, HV-106Ñ, HV-106R para lograr la
limpieza de la tubería por la cual viaja la meladura.
Una vez que todos los vasos VB-1, VB-2, VB-3, VB-4 alcanzan el mismo nivel
que PRE-B, se cierra FV-106A por medio de el accionamiento de HS-106B,
manualmente, o de forma automática por el incumplimiento de condiciones en
el control
Así, después de cerca de 15 min. de tiempo residencia del líquido en los
tanques y en las tuberías, se abre FV-106B por medio de el accionamiento de
HS-106C , manualmente, o de forma automática por el incumplimiento de
condiciones en el control, dirigiendo el líquido hacia un drenaje.
Es así como termina el proceso de limpieza, el cual es complementado por
actividades de revisión para dejar el equipo en condiciones optimas de
operación y estar listo para sustituir al otro cuádruple (“A”).
151
4.3 DIAGRAMAS LÓGICOS DE CONTROL
Contiene la representación grafica de la lógica de control para el proceso de
limpieza de los equipos de evaporación, es utilizado para dar un seguimiento
de la secuencia de la lógica de control para la proceso de limpieza.
CONTENIDO:
Boil – 001 DIAGRAMA LÓGICO DE CONTROL
Boil - 002 DIAGRAMA LÓGICO DE CONTROL
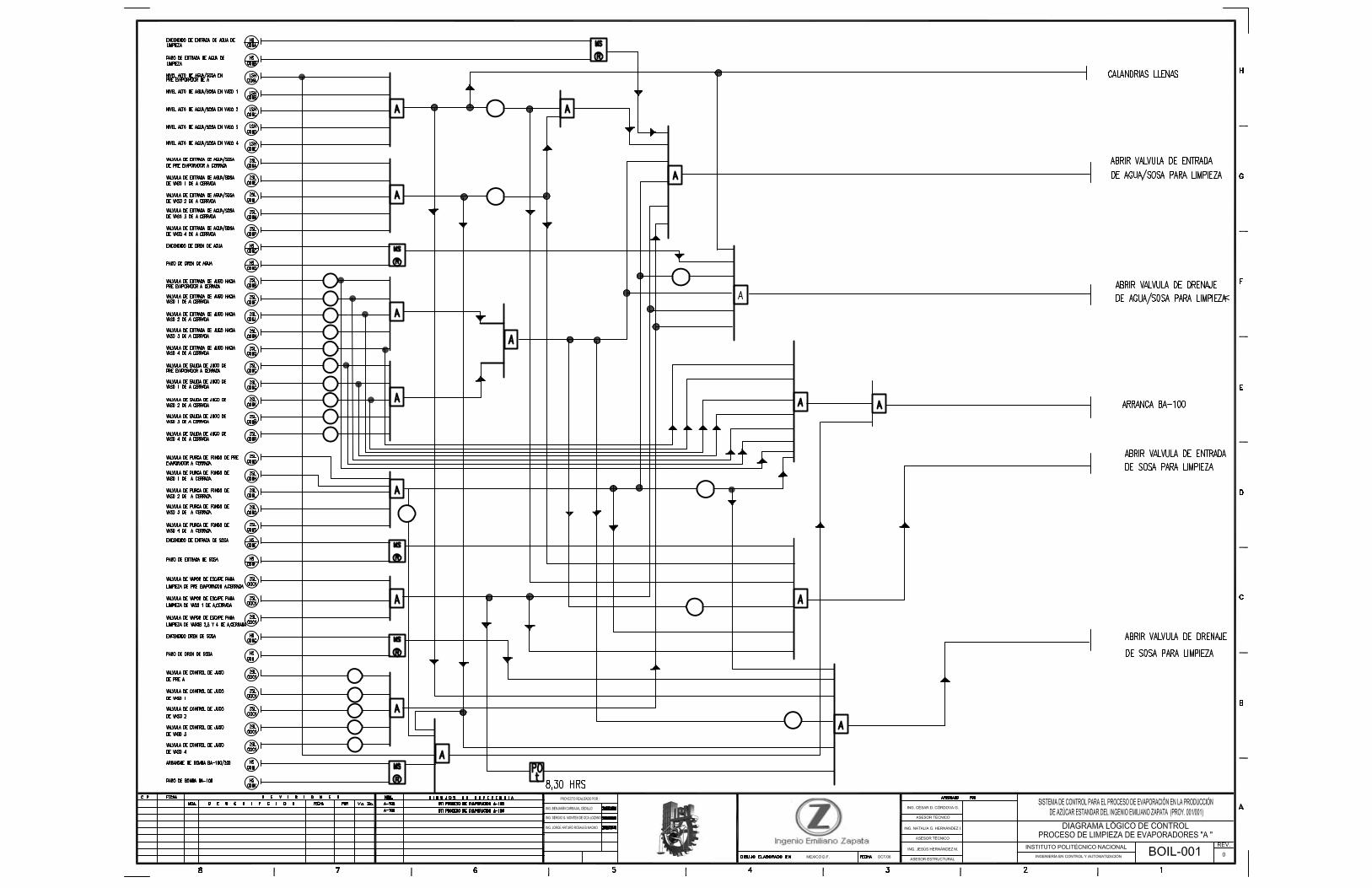
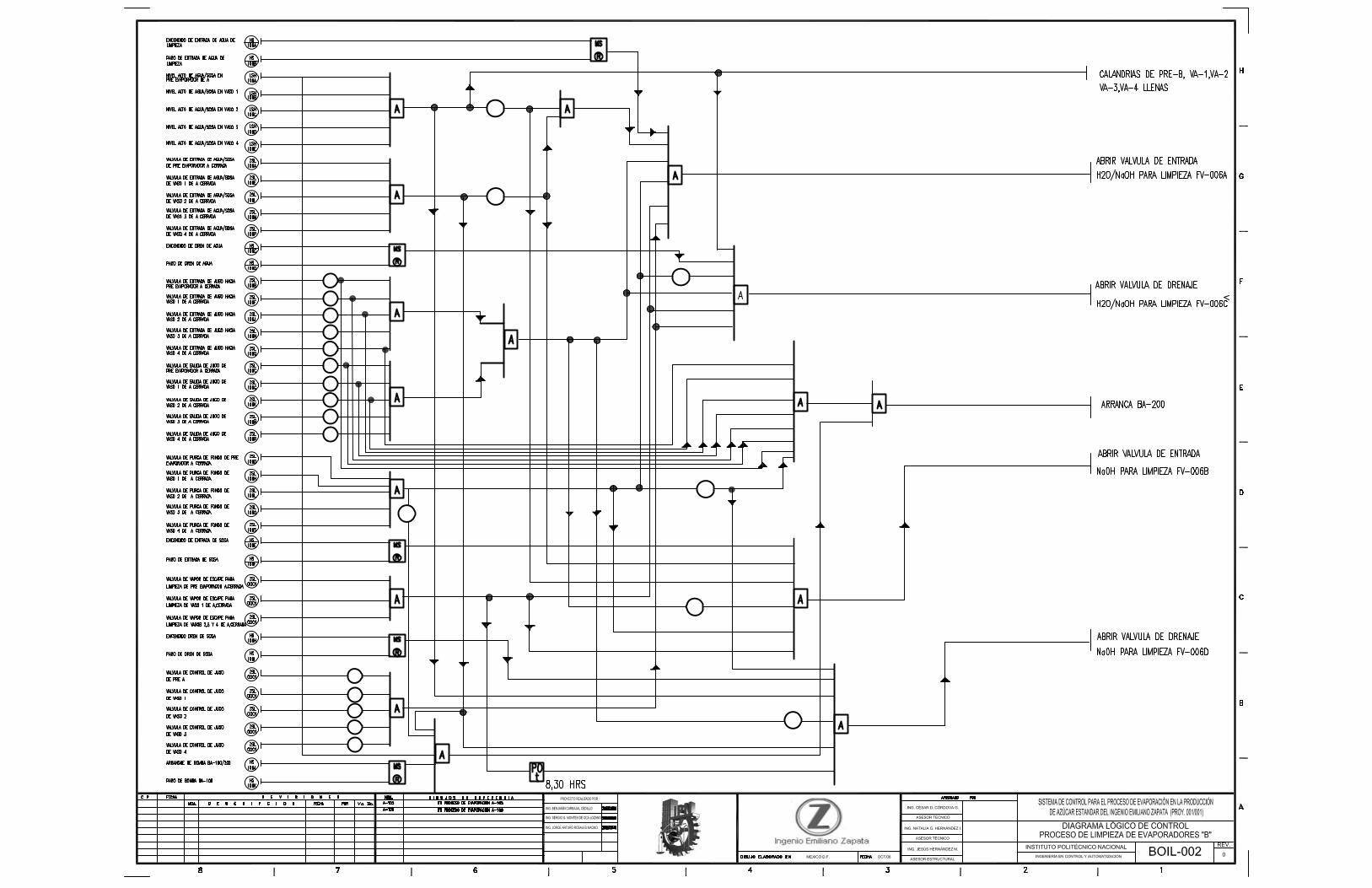
152
4.4 ÍNDICE DE ENTRADAS Y SALIDAS
Contiene la información de las señales de entrada y salida al controlador lógico
programable. Estas señales son analógicas y digitales.
CONTENIDO:
4.4.1 Tabla índice de entradas y salidas analógicas
4.4.2 Tabla índice de entradas y salidas digitales
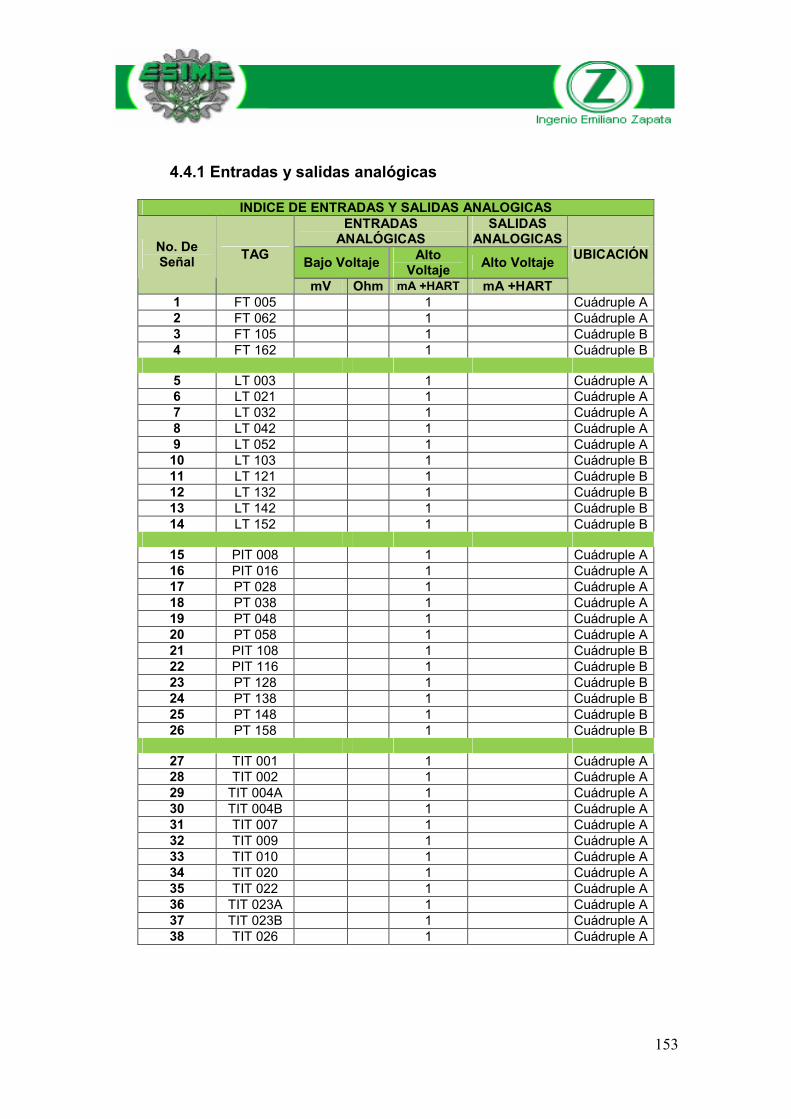
153
4.4.1 Entradas y salidas analógicas
INDICE DE ENTRADAS Y SALIDAS ANALOGICAS ENTRADAS
ANALÓGICAS SALIDAS
ANALOGICAS
Bajo Voltaje Alto Voltaje Alto Voltaje
No. De Señal TAG
mV Ohm mA +HART mA +HART
UBICACIÓN
1 FT 005 1 Cuádruple A2 FT 062 1 Cuádruple A3 FT 105 1 Cuádruple B4 FT 162 1 Cuádruple B
5 LT 003 1 Cuádruple A6 LT 021 1 Cuádruple A7 LT 032 1 Cuádruple A8 LT 042 1 Cuádruple A9 LT 052 1 Cuádruple A10 LT 103 1 Cuádruple B11 LT 121 1 Cuádruple B12 LT 132 1 Cuádruple B13 LT 142 1 Cuádruple B14 LT 152 1 Cuádruple B
15 PIT 008 1 Cuádruple A16 PIT 016 1 Cuádruple A17 PT 028 1 Cuádruple A18 PT 038 1 Cuádruple A19 PT 048 1 Cuádruple A20 PT 058 1 Cuádruple A21 PIT 108 1 Cuádruple B22 PIT 116 1 Cuádruple B23 PT 128 1 Cuádruple B24 PT 138 1 Cuádruple B25 PT 148 1 Cuádruple B26 PT 158 1 Cuádruple B
27 TIT 001 1 Cuádruple A28 TIT 002 1 Cuádruple A29 TIT 004A 1 Cuádruple A30 TIT 004B 1 Cuádruple A31 TIT 007 1 Cuádruple A32 TIT 009 1 Cuádruple A33 TIT 010 1 Cuádruple A34 TIT 020 1 Cuádruple A35 TIT 022 1 Cuádruple A36 TIT 023A 1 Cuádruple A37 TIT 023B 1 Cuádruple A38 TIT 026 1 Cuádruple A
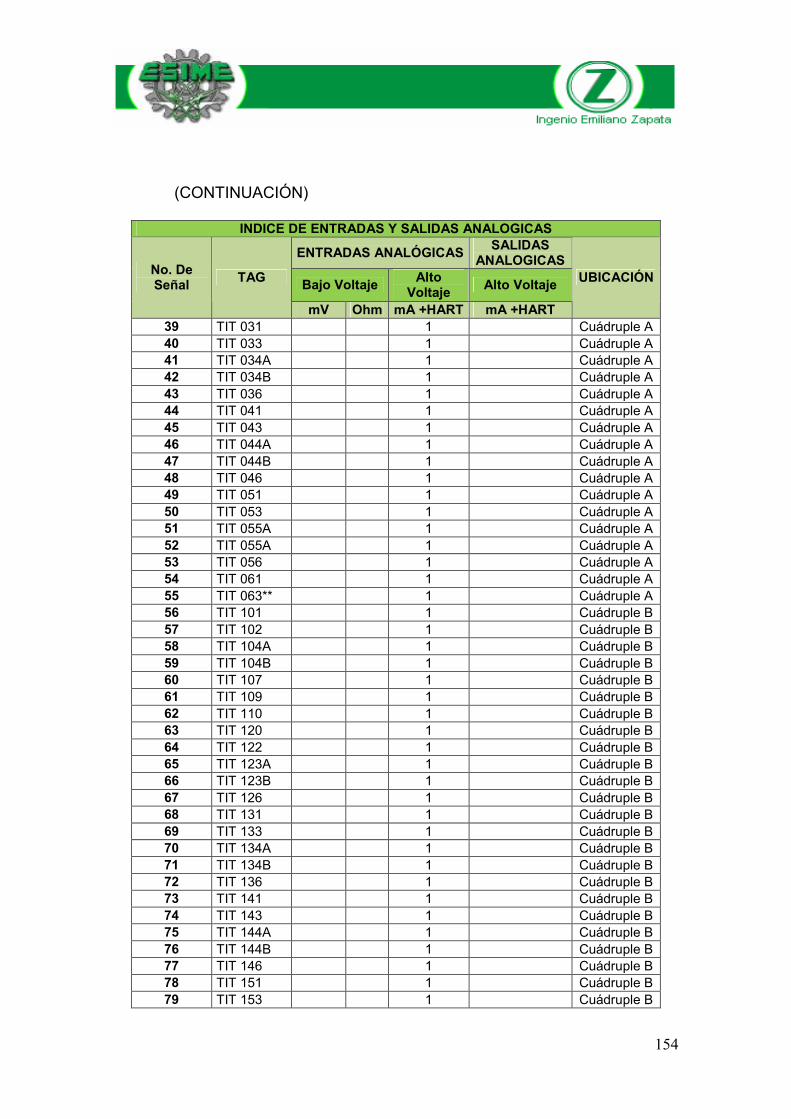
154
(CONTINUACIÓN)
INDICE DE ENTRADAS Y SALIDAS ANALOGICAS
ENTRADAS ANALÓGICAS SALIDAS ANALOGICAS
Bajo Voltaje Alto Voltaje Alto Voltaje
No. De Señal TAG
mV Ohm mA +HART mA +HART
UBICACIÓN
39 TIT 031 1 Cuádruple A40 TIT 033 1 Cuádruple A41 TIT 034A 1 Cuádruple A42 TIT 034B 1 Cuádruple A43 TIT 036 1 Cuádruple A44 TIT 041 1 Cuádruple A45 TIT 043 1 Cuádruple A46 TIT 044A 1 Cuádruple A47 TIT 044B 1 Cuádruple A48 TIT 046 1 Cuádruple A49 TIT 051 1 Cuádruple A50 TIT 053 1 Cuádruple A51 TIT 055A 1 Cuádruple A52 TIT 055A 1 Cuádruple A53 TIT 056 1 Cuádruple A54 TIT 061 1 Cuádruple A55 TIT 063** 1 Cuádruple A56 TIT 101 1 Cuádruple B57 TIT 102 1 Cuádruple B58 TIT 104A 1 Cuádruple B59 TIT 104B 1 Cuádruple B60 TIT 107 1 Cuádruple B61 TIT 109 1 Cuádruple B62 TIT 110 1 Cuádruple B63 TIT 120 1 Cuádruple B64 TIT 122 1 Cuádruple B65 TIT 123A 1 Cuádruple B66 TIT 123B 1 Cuádruple B67 TIT 126 1 Cuádruple B68 TIT 131 1 Cuádruple B69 TIT 133 1 Cuádruple B70 TIT 134A 1 Cuádruple B71 TIT 134B 1 Cuádruple B72 TIT 136 1 Cuádruple B73 TIT 141 1 Cuádruple B74 TIT 143 1 Cuádruple B75 TIT 144A 1 Cuádruple B76 TIT 144B 1 Cuádruple B77 TIT 146 1 Cuádruple B78 TIT 151 1 Cuádruple B79 TIT 153 1 Cuádruple B
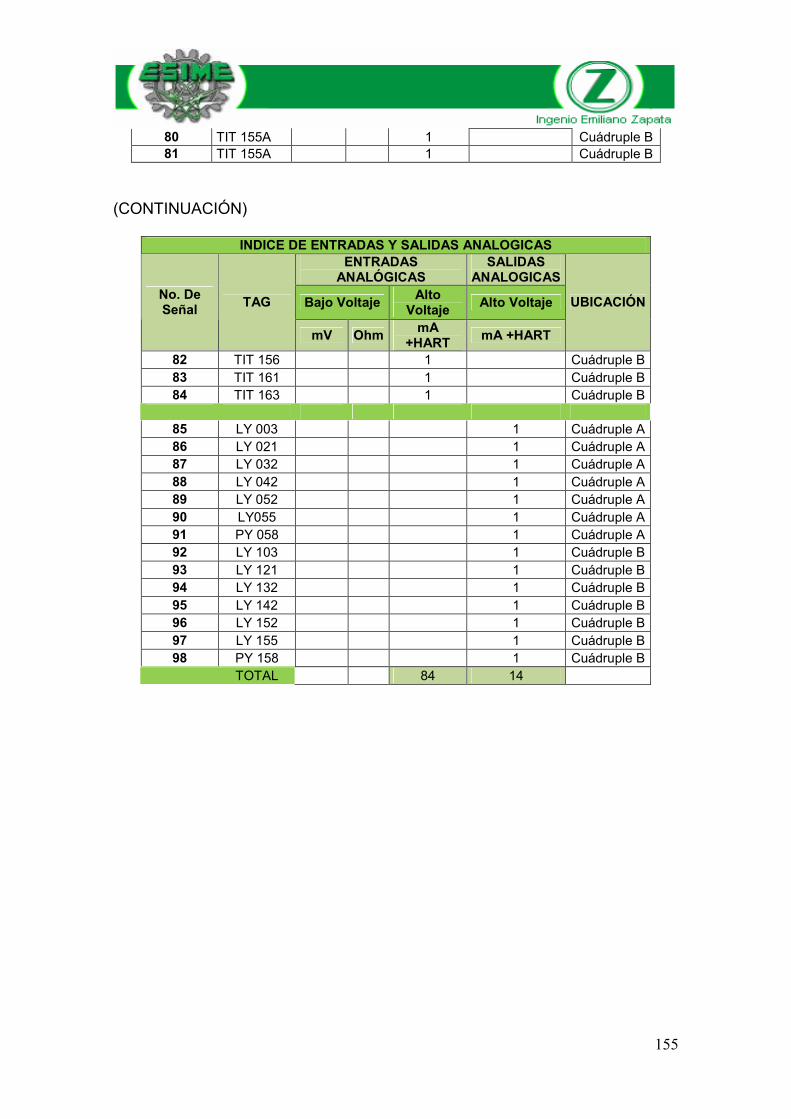
155
80 TIT 155A 1 Cuádruple B81 TIT 155A 1 Cuádruple B
(CONTINUACIÓN)
INDICE DE ENTRADAS Y SALIDAS ANALOGICAS ENTRADAS
ANALÓGICAS SALIDAS
ANALOGICAS
Bajo Voltaje Alto Voltaje Alto Voltaje No. De
Señal TAG
mV Ohm mA +HART mA +HART
UBICACIÓN
82 TIT 156 1 Cuádruple B83 TIT 161 1 Cuádruple B84 TIT 163 1 Cuádruple B
85 LY 003 1 Cuádruple A86 LY 021 1 Cuádruple A87 LY 032 1 Cuádruple A88 LY 042 1 Cuádruple A89 LY 052 1 Cuádruple A90 LY055 1 Cuádruple A91 PY 058 1 Cuádruple A92 LY 103 1 Cuádruple B93 LY 121 1 Cuádruple B94 LY 132 1 Cuádruple B95 LY 142 1 Cuádruple B96 LY 152 1 Cuádruple B97 LY 155 1 Cuádruple B98 PY 158 1 Cuádruple B
TOTAL 84 14
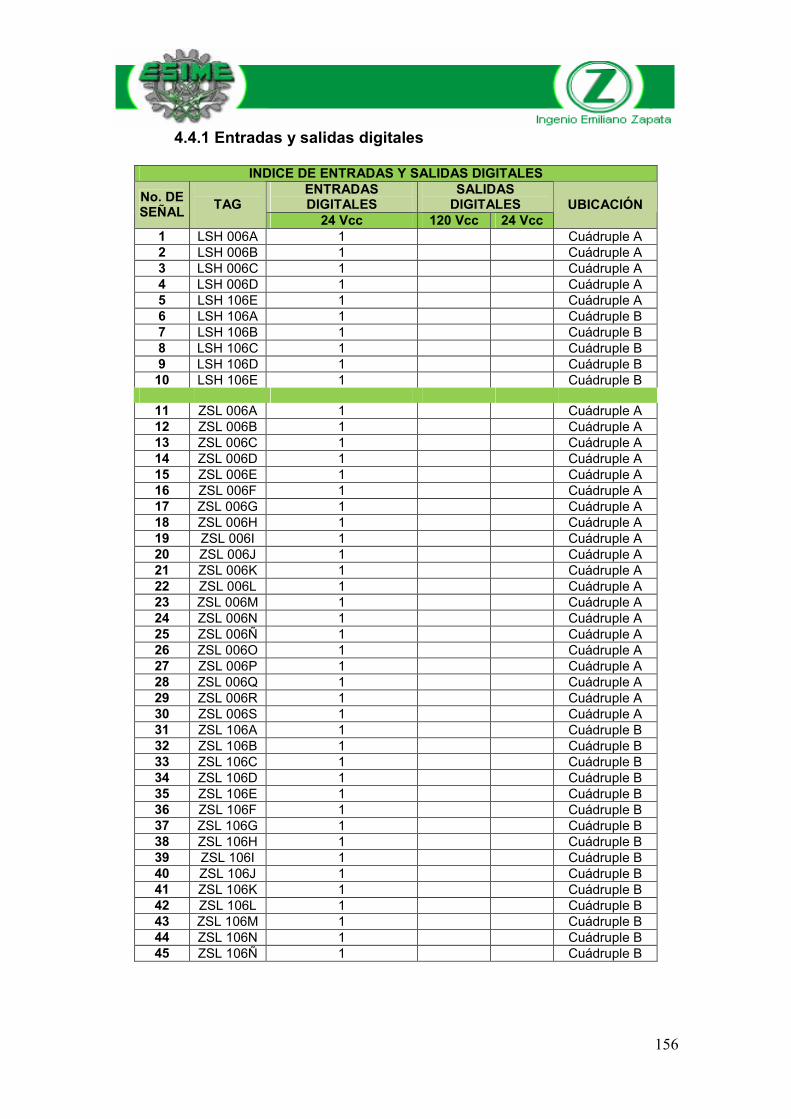
156
4.4.1 Entradas y salidas digitales
INDICE DE ENTRADAS Y SALIDAS DIGITALES ENTRADAS DIGITALES
SALIDAS DIGITALES No. DE
SEÑAL TAG 24 Vcc 120 Vcc 24 Vcc
UBICACIÓN
1 LSH 006A 1 Cuádruple A 2 LSH 006B 1 Cuádruple A 3 LSH 006C 1 Cuádruple A 4 LSH 006D 1 Cuádruple A 5 LSH 106E 1 Cuádruple A 6 LSH 106A 1 Cuádruple B 7 LSH 106B 1 Cuádruple B 8 LSH 106C 1 Cuádruple B 9 LSH 106D 1 Cuádruple B 10 LSH 106E 1 Cuádruple B
11 ZSL 006A 1 Cuádruple A 12 ZSL 006B 1 Cuádruple A 13 ZSL 006C 1 Cuádruple A 14 ZSL 006D 1 Cuádruple A 15 ZSL 006E 1 Cuádruple A 16 ZSL 006F 1 Cuádruple A 17 ZSL 006G 1 Cuádruple A 18 ZSL 006H 1 Cuádruple A 19 ZSL 006I 1 Cuádruple A 20 ZSL 006J 1 Cuádruple A 21 ZSL 006K 1 Cuádruple A 22 ZSL 006L 1 Cuádruple A 23 ZSL 006M 1 Cuádruple A 24 ZSL 006N 1 Cuádruple A 25 ZSL 006Ñ 1 Cuádruple A 26 ZSL 006O 1 Cuádruple A 27 ZSL 006P 1 Cuádruple A 28 ZSL 006Q 1 Cuádruple A 29 ZSL 006R 1 Cuádruple A 30 ZSL 006S 1 Cuádruple A 31 ZSL 106A 1 Cuádruple B 32 ZSL 106B 1 Cuádruple B 33 ZSL 106C 1 Cuádruple B 34 ZSL 106D 1 Cuádruple B 35 ZSL 106E 1 Cuádruple B 36 ZSL 106F 1 Cuádruple B 37 ZSL 106G 1 Cuádruple B 38 ZSL 106H 1 Cuádruple B 39 ZSL 106I 1 Cuádruple B 40 ZSL 106J 1 Cuádruple B 41 ZSL 106K 1 Cuádruple B 42 ZSL 106L 1 Cuádruple B 43 ZSL 106M 1 Cuádruple B 44 ZSL 106N 1 Cuádruple B 45 ZSL 106Ñ 1 Cuádruple B
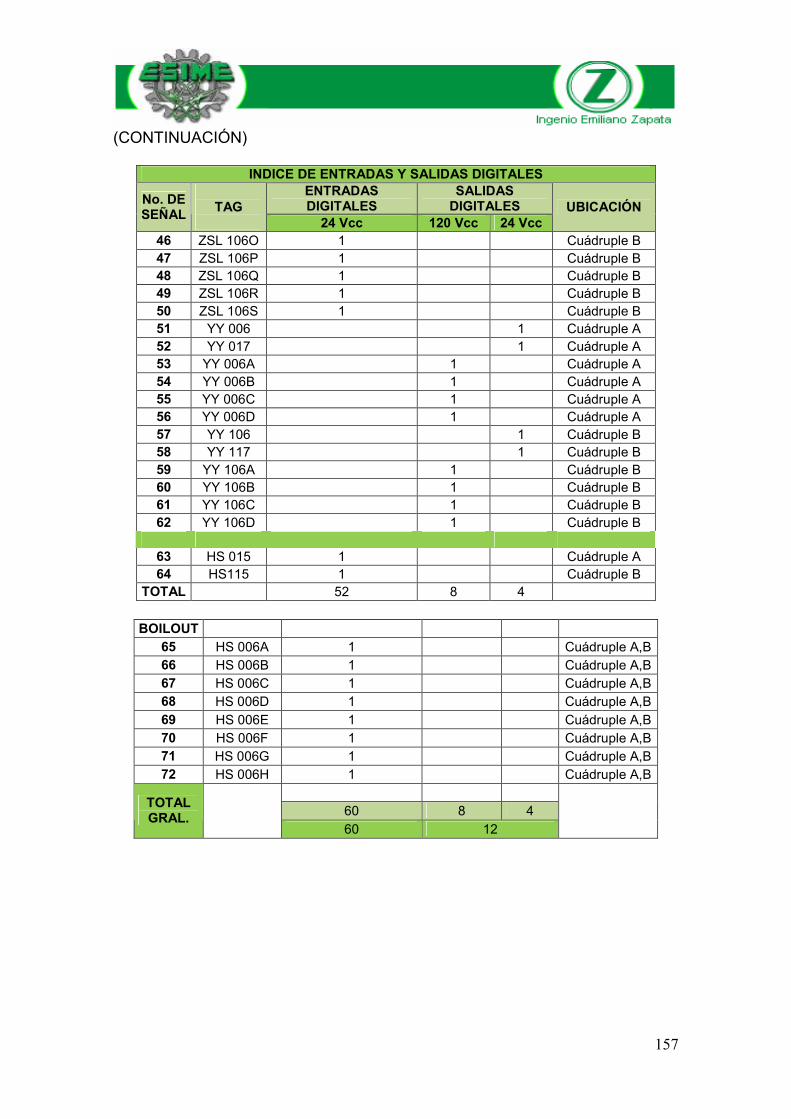
157
(CONTINUACIÓN)
INDICE DE ENTRADAS Y SALIDAS DIGITALES ENTRADAS DIGITALES
SALIDAS DIGITALES No. DE
SEÑAL TAG 24 Vcc 120 Vcc 24 Vcc
UBICACIÓN
46 ZSL 106O 1 Cuádruple B 47 ZSL 106P 1 Cuádruple B 48 ZSL 106Q 1 Cuádruple B 49 ZSL 106R 1 Cuádruple B 50 ZSL 106S 1 Cuádruple B 51 YY 006 1 Cuádruple A 52 YY 017 1 Cuádruple A 53 YY 006A 1 Cuádruple A 54 YY 006B 1 Cuádruple A 55 YY 006C 1 Cuádruple A 56 YY 006D 1 Cuádruple A 57 YY 106 1 Cuádruple B 58 YY 117 1 Cuádruple B 59 YY 106A 1 Cuádruple B 60 YY 106B 1 Cuádruple B 61 YY 106C 1 Cuádruple B 62 YY 106D 1 Cuádruple B
63 HS 015 1 Cuádruple A 64 HS115 1 Cuádruple B
TOTAL 52 8 4
BOILOUT65 HS 006A 1 Cuádruple A,B66 HS 006B 1 Cuádruple A,B67 HS 006C 1 Cuádruple A,B68 HS 006D 1 Cuádruple A,B69 HS 006E 1 Cuádruple A,B70 HS 006F 1 Cuádruple A,B71 HS 006G 1 Cuádruple A,B72 HS 006H 1 Cuádruple A,B
60 8 4TOTAL GRAL.
60 12
158
4.5 ARQUITECTURA DEL SISTEMA DE CONTROL
Contiene la representación grafica de la arquitectura de conexión del sistema
de control, se utiliza para observar el orden de conexión de los instrumentos
con los equipos del sistema de control.
CONTENIDO:
PLANO → Z-100
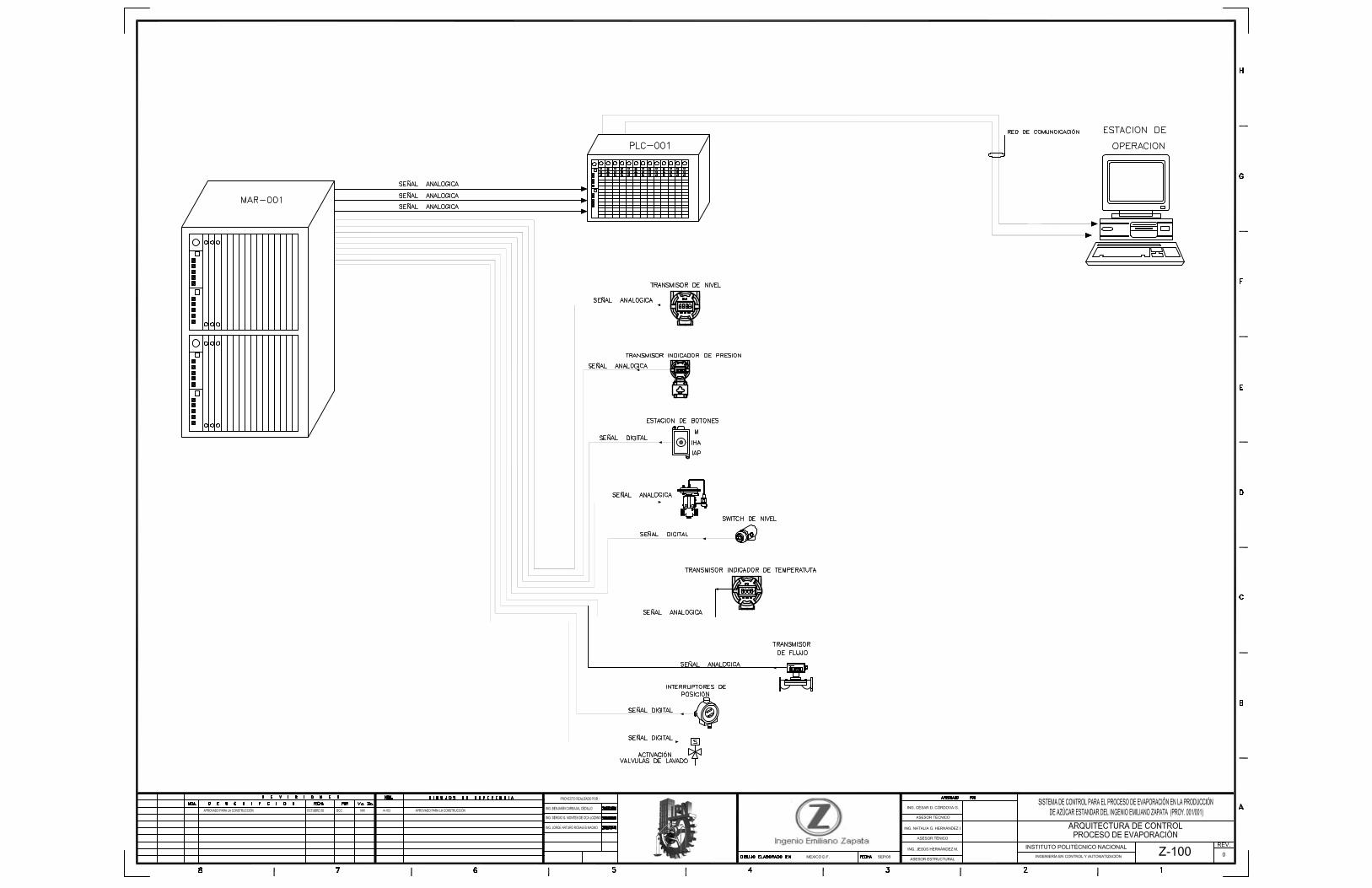
159
4.6 SELECCIÓN DEL PLC
Contiene las hojas de especificaciones del PLC, la descripción del PLC
seleccionado así como los componentes del mismo y consideraciones de
programación.
CONTENIDO:
4.6.1 Bases de diseño y hojas de especificación del PLC
4.6.3 Componentes del PLC seleccionado
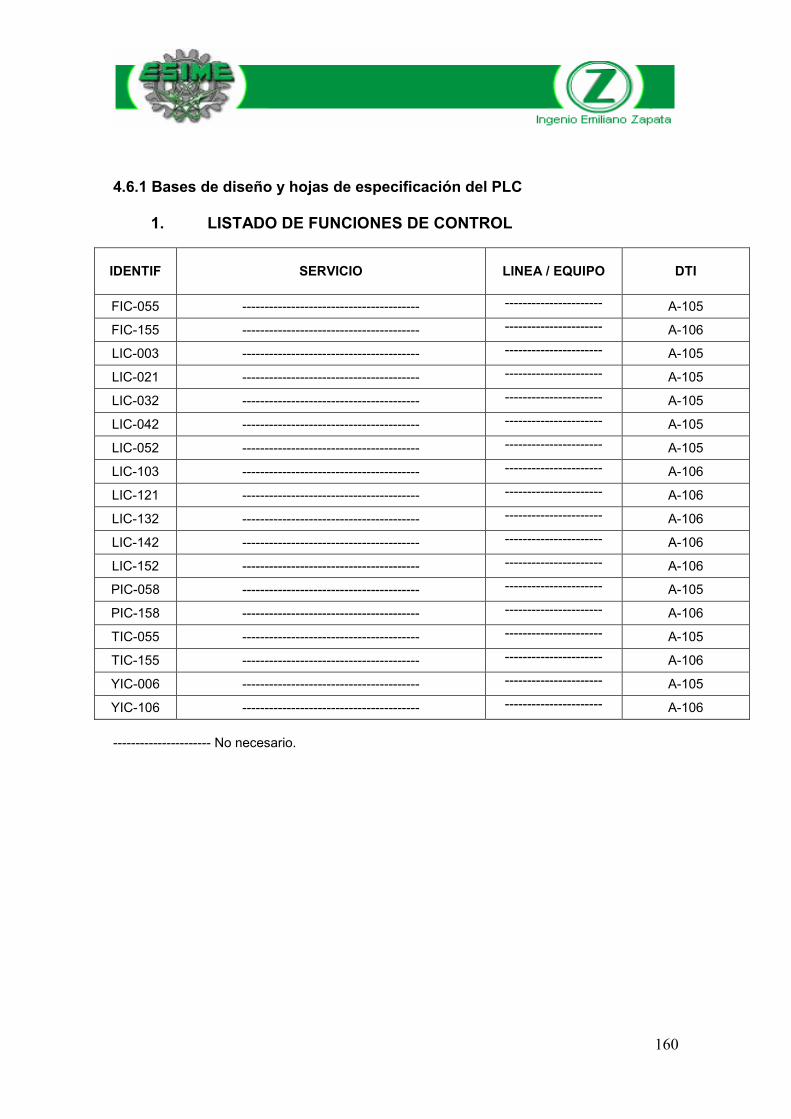
160
4.6.1 Bases de diseño y hojas de especificación del PLC
1. LISTADO DE FUNCIONES DE CONTROL
IDENTIF
SERVICIO LINEA / EQUIPO
DTI
FIC-055 ---------------------------------------- ---------------------- A-105
FIC-155 ---------------------------------------- ---------------------- A-106
LIC-003 ---------------------------------------- ---------------------- A-105
LIC-021 ---------------------------------------- ---------------------- A-105
LIC-032 ---------------------------------------- ---------------------- A-105
LIC-042 ---------------------------------------- ---------------------- A-105
LIC-052 ---------------------------------------- ---------------------- A-105
LIC-103 ---------------------------------------- ---------------------- A-106
LIC-121 ---------------------------------------- ---------------------- A-106
LIC-132 ---------------------------------------- ---------------------- A-106
LIC-142 ---------------------------------------- ---------------------- A-106
LIC-152 ---------------------------------------- ---------------------- A-106
PIC-058 ---------------------------------------- ---------------------- A-105
PIC-158 ---------------------------------------- ---------------------- A-106
TIC-055 ---------------------------------------- ---------------------- A-105
TIC-155 ---------------------------------------- ---------------------- A-106
YIC-006 ---------------------------------------- ---------------------- A-105
YIC-106 ---------------------------------------- ---------------------- A-106
---------------------- No necesario.

161
2. NOTAS GENERALES PARA EL PLC
1. Deberán contar con todas las tarjetas necesarias para recibir las señales de campo del propio paquete ya sean discretas (entradas/salidas) y/o analógicas (entradas/salidas). 2. Los controladores ó computadores deberán ser suministrados con todo el software requerido para ejecutar las tareas propias del paquete. 3. Fuente de alimentación. 4. Puertos de comunicación.
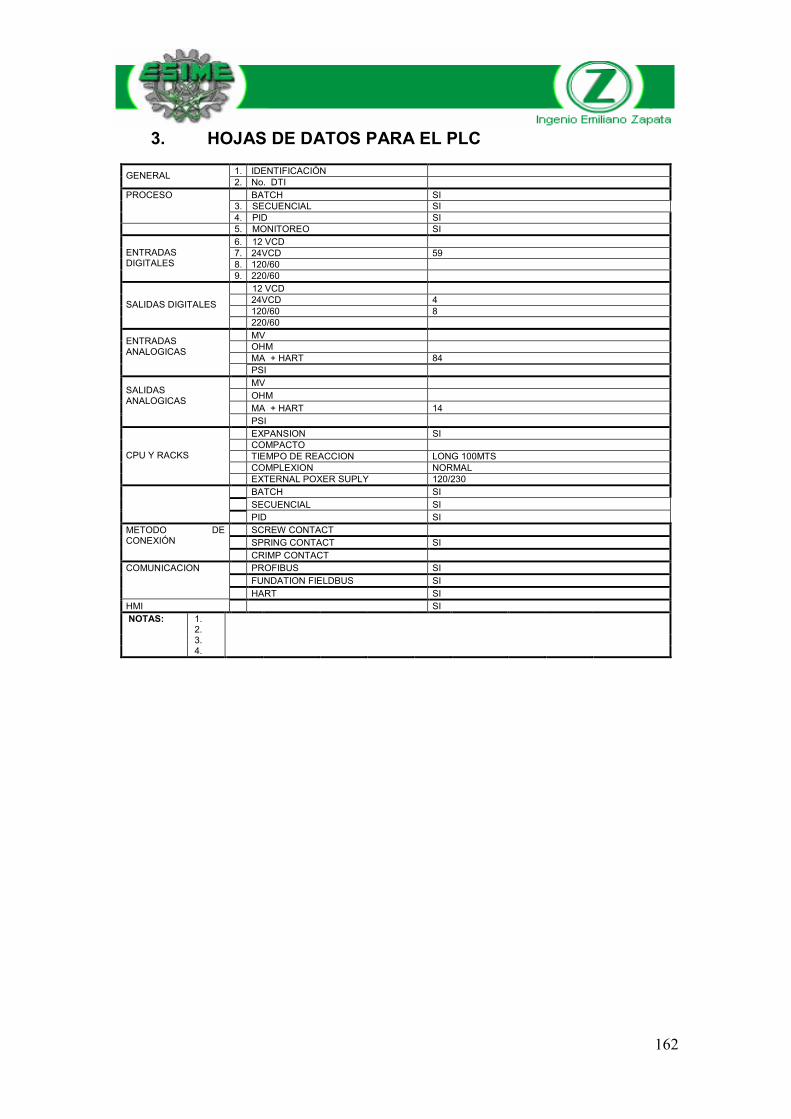
162
3. HOJAS DE DATOS PARA EL PLC
1. IDENTIFICACIÓN GENERAL 2. No. DTI
BATCH SI 3. SECUENCIAL SI
PROCESO
4. PID SI 5. MONITOREO SI 6. 12 VCD 7. 24VCD 59 8. 120/60
ENTRADAS DIGITALES
9. 220/60 12 VCD 24VCD 4 120/60 8
SALIDAS DIGITALES
220/60 MVOHM MA + HART 84
ENTRADAS ANALOGICAS
PSI MV OHM MA + HART 14
SALIDAS ANALOGICAS
PSI EXPANSION SI COMPACTO TIEMPO DE REACCION LONG 100MTS COMPLEXION NORMAL
CPU Y RACKS
EXTERNAL POXER SUPLY 120/230 BATCH SI SECUENCIAL SI PID SI SCREW CONTACT SPRING CONTACT SI
METODO DE CONEXIÓN
CRIMP CONTACT PROFIBUS SI FUNDATION FIELDBUS SI
COMUNICACION
HART SI HMI SI NOTAS: 1.
2. 3. 4.
163
4. INFORMACIÓN REQUERIDA
CON LA COTIZACIÓN
� Literatura descriptiva original o completamente legible (ver nota 1 en esta hoja)
� Hoja de datos del proveedor (ver nota 2 en esta hoja)
� Especificación de materiales
� Lista de partes de repuesto recomendada con precios para dos años de operación
� Dimensiones y pesos preliminares de los indicadores de nivel
CON LA ORDEN DE COMPRA
� Dibujos certificados con dimensiones, incluyendo el tipo y tamaño de las conexiones � Lista completa de partes incluyendo dibujos seccionales � Certificados de materiales y calidad en original � Información técnica original
Notas:
1. Indicar en la información técnica con una marca bien definida, las partes del modelo que se está cotizando
2. Se deben describir todos y cada uno de los materiales que involucra el modelo cotizado
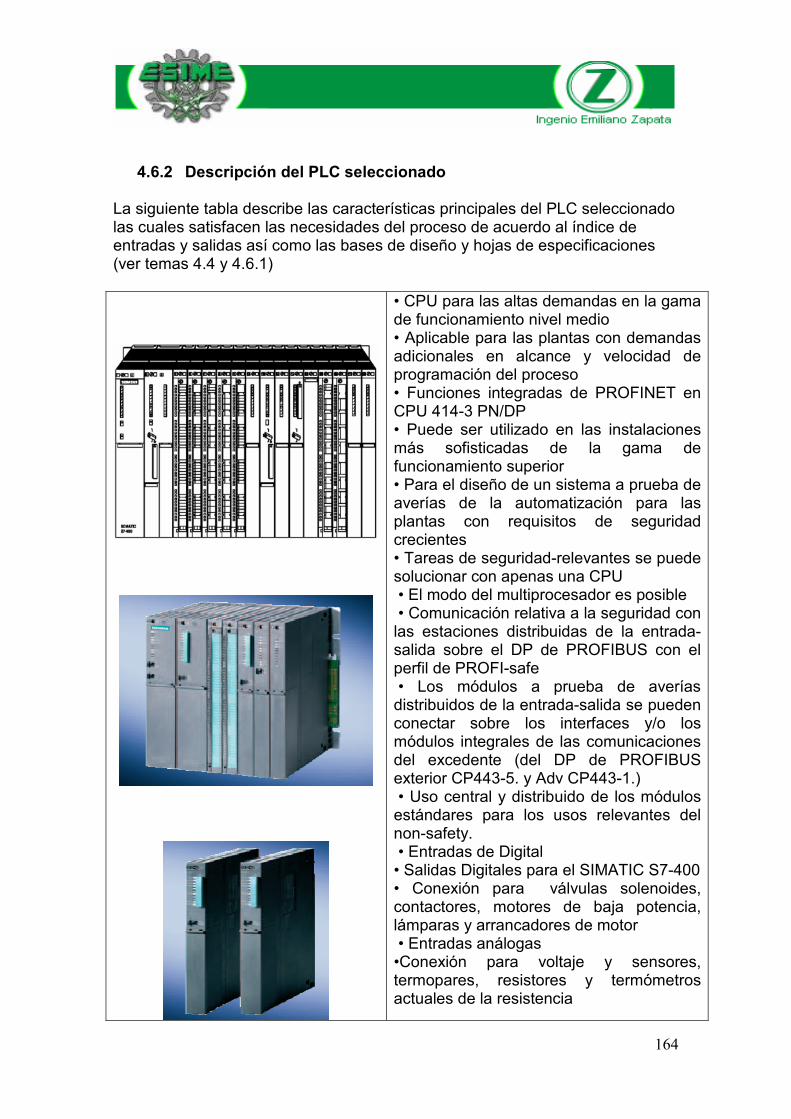
164
4.6.2 Descripción del PLC seleccionado
La siguiente tabla describe las características principales del PLC seleccionado las cuales satisfacen las necesidades del proceso de acuerdo al índice de entradas y salidas así como las bases de diseño y hojas de especificaciones (ver temas 4.4 y 4.6.1)
• CPU para las altas demandas en la gama de funcionamiento nivel medio • Aplicable para las plantas con demandas adicionales en alcance y velocidad de programación del proceso • Funciones integradas de PROFINET en CPU 414-3 PN/DP • Puede ser utilizado en las instalaciones más sofisticadas de la gama de funcionamiento superior • Para el diseño de un sistema a prueba de averías de la automatización para las plantas con requisitos de seguridad crecientes • Tareas de seguridad-relevantes se puede solucionar con apenas una CPU • El modo del multiprocesador es posible • Comunicación relativa a la seguridad con las estaciones distribuidas de la entrada-salida sobre el DP de PROFIBUS con el perfil de PROFI-safe • Los módulos a prueba de averías distribuidos de la entrada-salida se pueden conectar sobre los interfaces y/o los módulos integrales de las comunicaciones del excedente (del DP de PROFIBUS exterior CP443-5. y Adv CP443-1.) • Uso central y distribuido de los módulos estándares para los usos relevantes del non-safety. • Entradas de Digital • Salidas Digitales para el SIMATIC S7-400 • Conexión para válvulas solenoides, contactores, motores de baja potencia, lámparas y arrancadores de motor • Entradas análogas •Conexión para voltaje y sensores, termopares, resistores y termómetros actuales de la resistencia

165
• Resolución a partir del 13 a 16 bits • Salidas análogas para el SIMATIC S7-400 • Para la conexión de actuadores con salida analógica • Módulo contrario inteligente de dos vías para las tareas de cuenta simples • Para la conexión directa de codificadores incrementales • Función de la comparación con 2 valores específicamente de la comparación• Salidas digitales integradas para hacer
salir la respuesta cuando se alcanzan los valores de la comparación • 4 salidas digitales por el canal para el control del motor • El descifrar incremental o synchro-serial de la posición • Regulador electrónico extremadamente de alta velocidad de la leva • 32 pistas de la leva, 16 onboard las salidas digitales para la salida directa de acciones • El descifrar incremental o synchro-serial de la posición • La colocación del módulo para los motores servo y/o de pasos en máquinas con alto impulso de reloj clasifica • Hasta 3 motores independientes pueden ser controlados • Módulo de control a circuito cerrado de 16 canales para las tareas universales del control del closedloop • Conveniente para la temperatura, la presión, y los sistemas de control de flujo • Optimización en línea de uso fácil para los controles de la temperatura • 2 algoritmos del control • Con 16 salidas análogas (FM 455 C) o 32 salidas digitales (FM 455 S) para los actuadores
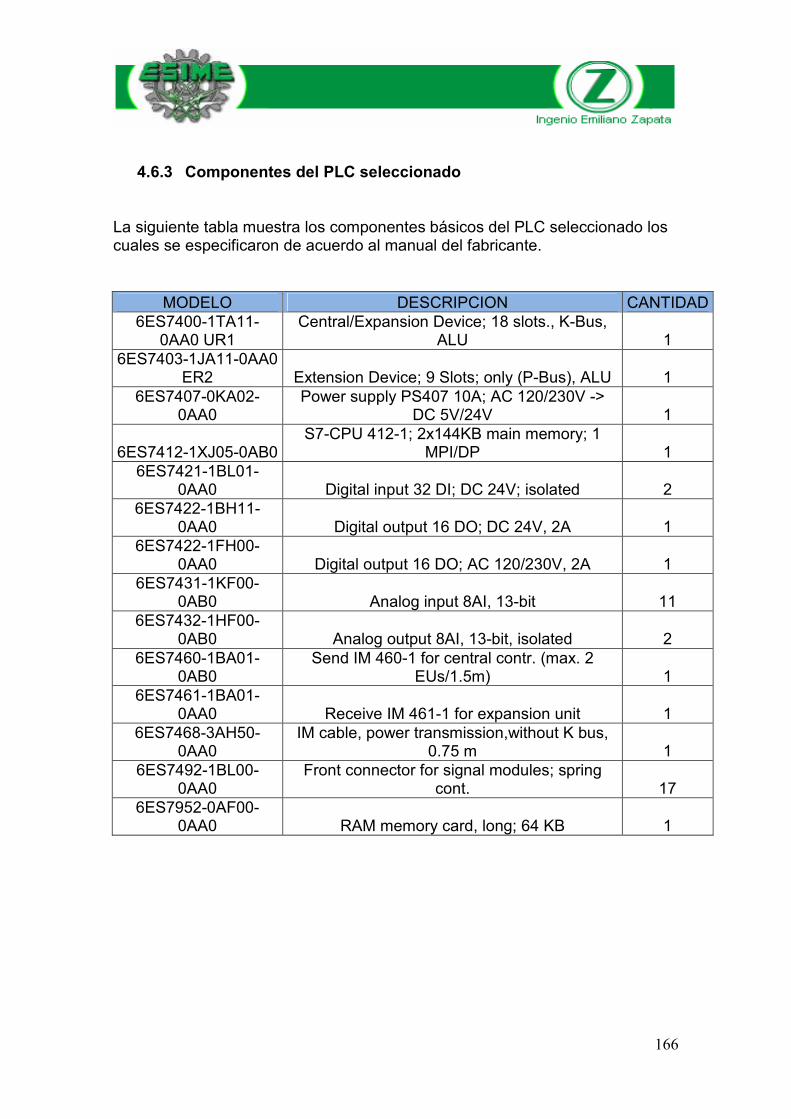
166
4.6.3 Componentes del PLC seleccionado
La siguiente tabla muestra los componentes básicos del PLC seleccionado los cuales se especificaron de acuerdo al manual del fabricante.
MODELO DESCRIPCION CANTIDAD6ES7400-1TA11-
0AA0 UR1 Central/Expansion Device; 18 slots., K-Bus,
ALU 1 6ES7403-1JA11-0AA0
ER2 Extension Device; 9 Slots; only (P-Bus), ALU 16ES7407-0KA02-
0AA0 Power supply PS407 10A; AC 120/230V ->
DC 5V/24V 1
6ES7412-1XJ05-0AB0 S7-CPU 412-1; 2x144KB main memory; 1
MPI/DP 1 6ES7421-1BL01-
0AA0 Digital input 32 DI; DC 24V; isolated 2 6ES7422-1BH11-
0AA0 Digital output 16 DO; DC 24V, 2A 1 6ES7422-1FH00-
0AA0 Digital output 16 DO; AC 120/230V, 2A 1 6ES7431-1KF00-
0AB0 Analog input 8AI, 13-bit 11 6ES7432-1HF00-
0AB0 Analog output 8AI, 13-bit, isolated 2 6ES7460-1BA01-
0AB0 Send IM 460-1 for central contr. (max. 2
EUs/1.5m) 1 6ES7461-1BA01-
0AA0 Receive IM 461-1 for expansion unit 1 6ES7468-3AH50-
0AA0 IM cable, power transmission,without K bus,
0.75 m 1 6ES7492-1BL00-
0AA0 Front connector for signal modules; spring
cont. 17 6ES7952-0AF00-
0AA0 RAM memory card, long; 64 KB 1
167
4.6.4 Programación
La programación del PLC se realizara en lenguaje escalera para el proceso de limpieza (Boil out) la cual se basa en la filosofía de control del proceso “Batch” (ver tema 4.2) así como en los diagramas lógicos de control (ver tema 4.3).
Con respecto a la programación del sistema de control del proceso de evaporación se tiene como base la filosofía de control de proceso (ver tema 4.1) la cual será interpretada por el programador y realizada en lenguaje de bloques.
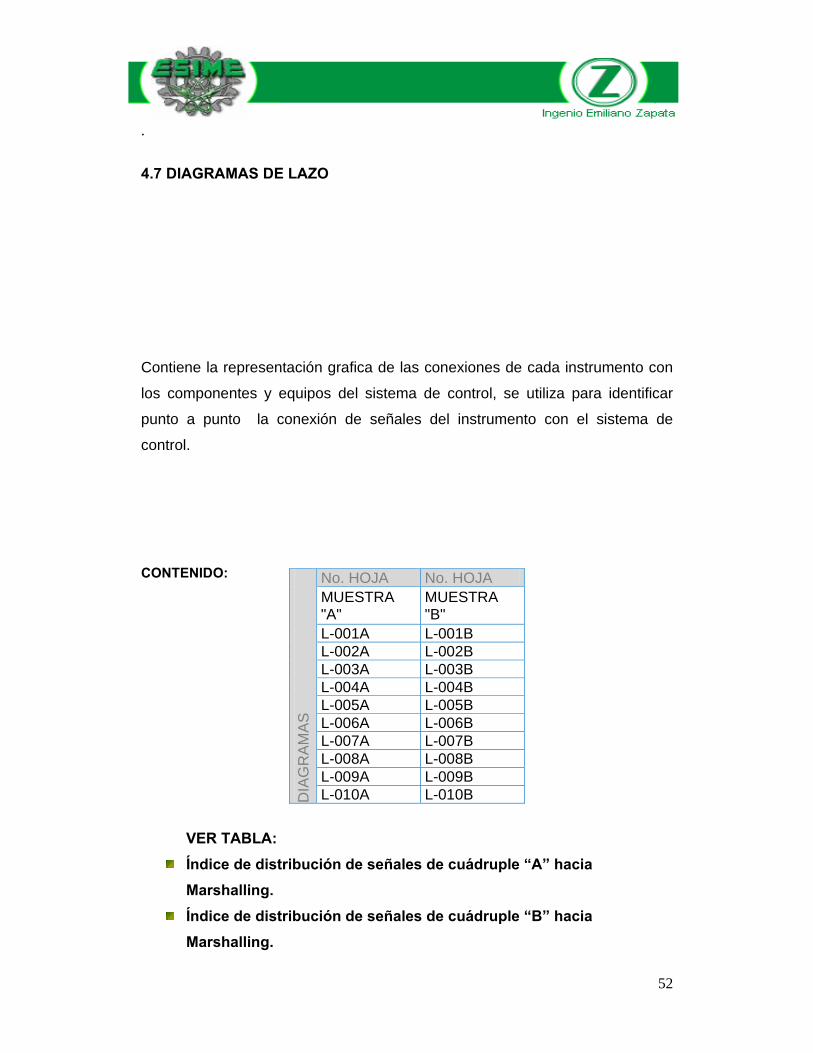
52
. 4.7 DIAGRAMAS DE LAZO
Contiene la representación grafica de las conexiones de cada instrumento con
los componentes y equipos del sistema de control, se utiliza para identificar
punto a punto la conexión de señales del instrumento con el sistema de
control.
CONTENIDO:
DIA
GR
AM
AS
No. HOJA No. HOJA MUESTRA "A"
MUESTRA "B"
L-001A L-001B L-002A L-002B L-003A L-003B L-004A L-004B L-005A L-005B L-006A L-006B L-007A L-007B L-008A L-008B L-009A L-009B L-010A L-010B
VER TABLA:
Índice de distribución de señales de cuádruple “A” hacia Marshalling.
Índice de distribución de señales de cuádruple “B” hacia Marshalling.
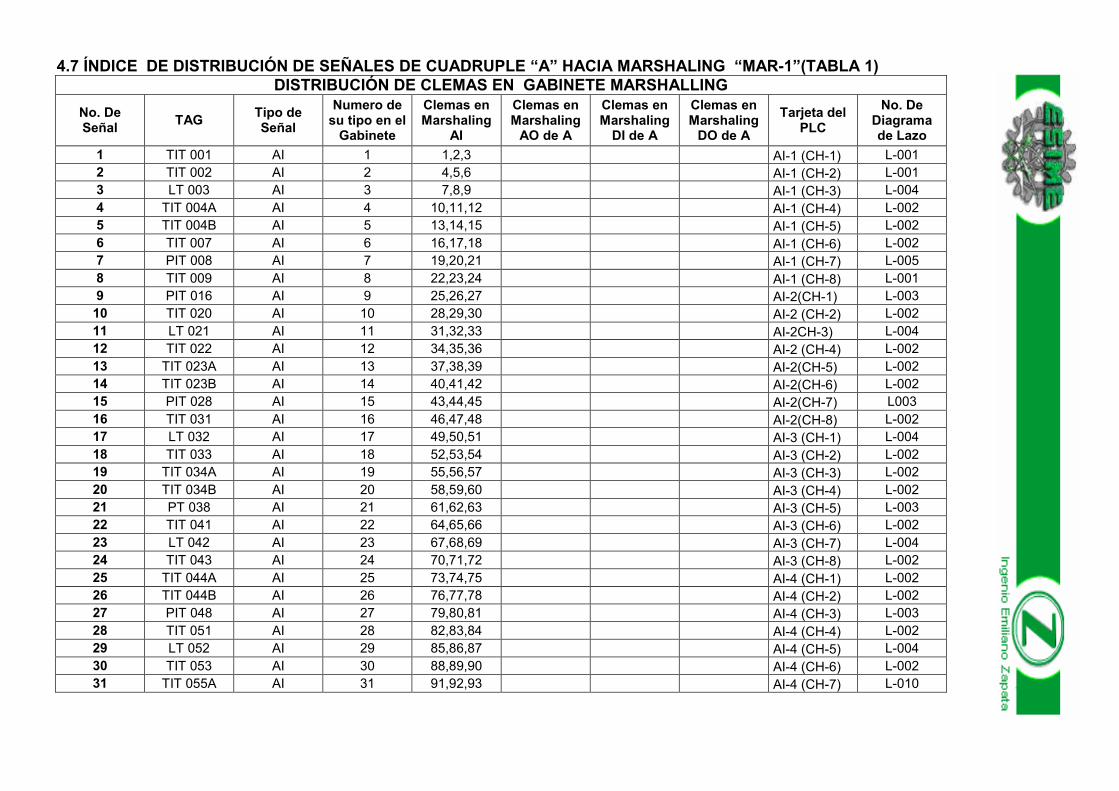
4.7 ÍNDICE DE DISTRIBUCIÓN DE SEÑALES DE CUADRUPLE “A” HACIA MARSHALING “MAR-1”(TABLA 1)DISTRIBUCIÓN DE CLEMAS EN GABINETE MARSHALLING
No. DeSeñal TAG Tipo de
SeñalNumero de
su tipo en elGabinete
Clemas enMarshaling
AI
Clemas enMarshaling
AO de A
Clemas enMarshaling
DI de A
Clemas enMarshaling
DO de A
Tarjeta delPLC
No. DeDiagramade Lazo
1 TIT 001 AI 1 1,2,3 AI-1 (CH-1) L-0012 TIT 002 AI 2 4,5,6 AI-1 (CH-2) L-0013 LT 003 AI 3 7,8,9 AI-1 (CH-3) L-0044 TIT 004A AI 4 10,11,12 AI-1 (CH-4) L-0025 TIT 004B AI 5 13,14,15 AI-1 (CH-5) L-0026 TIT 007 AI 6 16,17,18 AI-1 (CH-6) L-0027 PIT 008 AI 7 19,20,21 AI-1 (CH-7) L-0058 TIT 009 AI 8 22,23,24 AI-1 (CH-8) L-0019 PIT 016 AI 9 25,26,27 AI-2(CH-1) L-00310 TIT 020 AI 10 28,29,30 AI-2 (CH-2) L-00211 LT 021 AI 11 31,32,33 AI-2CH-3) L-00412 TIT 022 AI 12 34,35,36 AI-2 (CH-4) L-00213 TIT 023A AI 13 37,38,39 AI-2(CH-5) L-00214 TIT 023B AI 14 40,41,42 AI-2(CH-6) L-00215 PIT 028 AI 15 43,44,45 AI-2(CH-7) L00316 TIT 031 AI 16 46,47,48 AI-2(CH-8) L-00217 LT 032 AI 17 49,50,51 AI-3 (CH-1) L-00418 TIT 033 AI 18 52,53,54 AI-3 (CH-2) L-00219 TIT 034A AI 19 55,56,57 AI-3 (CH-3) L-00220 TIT 034B AI 20 58,59,60 AI-3 (CH-4) L-00221 PT 038 AI 21 61,62,63 AI-3 (CH-5) L-00322 TIT 041 AI 22 64,65,66 AI-3 (CH-6) L-00223 LT 042 AI 23 67,68,69 AI-3 (CH-7) L-00424 TIT 043 AI 24 70,71,72 AI-3 (CH-8) L-00225 TIT 044A AI 25 73,74,75 AI-4 (CH-1) L-00226 TIT 044B AI 26 76,77,78 AI-4 (CH-2) L-00227 PIT 048 AI 27 79,80,81 AI-4 (CH-3) L-00328 TIT 051 AI 28 82,83,84 AI-4 (CH-4) L-00229 LT 052 AI 29 85,86,87 AI-4 (CH-5) L-00430 TIT 053 AI 30 88,89,90 AI-4 (CH-6) L-00231 TIT 055A AI 31 91,92,93 AI-4 (CH-7) L-010
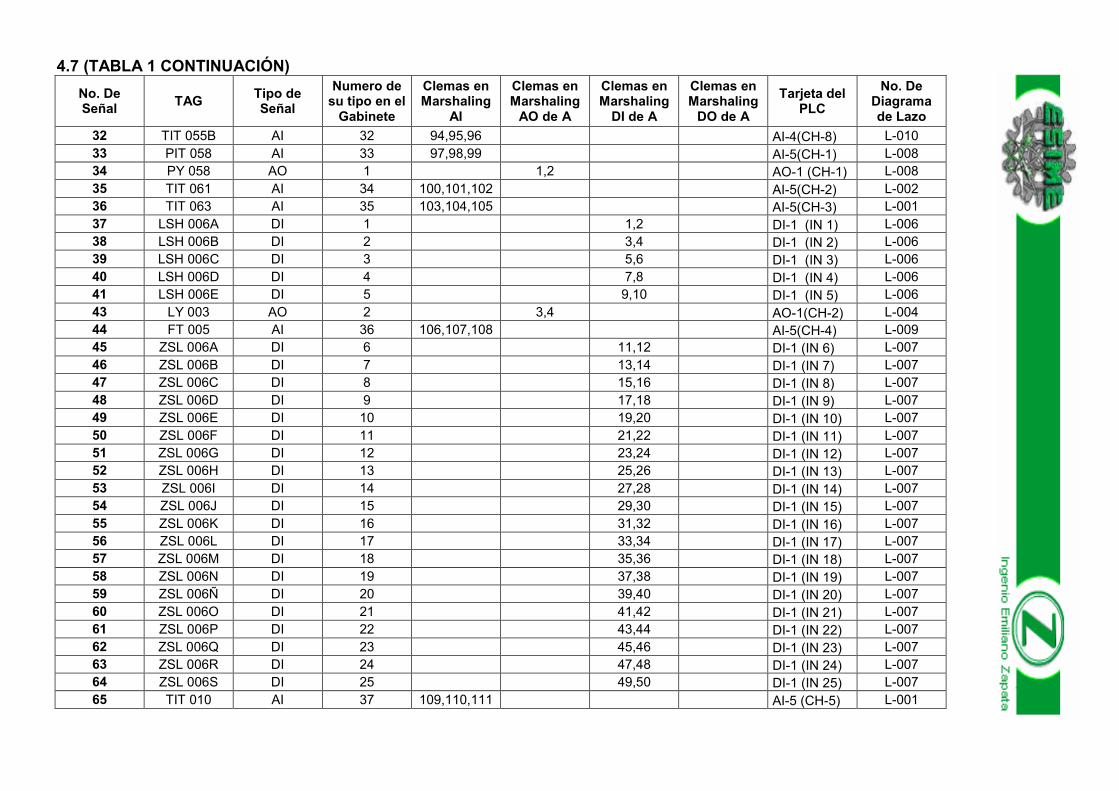
4.7 (TABLA 1 CONTINUACIÓN)No. DeSeñal TAG Tipo de
SeñalNumero de
su tipo en elGabinete
Clemas enMarshaling
AI
Clemas enMarshaling
AO de A
Clemas enMarshaling
DI de A
Clemas enMarshaling
DO de A
Tarjeta delPLC
No. DeDiagramade Lazo
32 TIT 055B AI 32 94,95,96 AI-4(CH-8) L-01033 PIT 058 AI 33 97,98,99 AI-5(CH-1) L-00834 PY 058 AO 1 1,2 AO-1 (CH-1) L-00835 TIT 061 AI 34 100,101,102 AI-5(CH-2) L-00236 TIT 063 AI 35 103,104,105 AI-5(CH-3) L-00137 LSH 006A DI 1 1,2 DI-1 (IN 1) L-00638 LSH 006B DI 2 3,4 DI-1 (IN 2) L-00639 LSH 006C DI 3 5,6 DI-1 (IN 3) L-00640 LSH 006D DI 4 7,8 DI-1 (IN 4) L-00641 LSH 006E DI 5 9,10 DI-1 (IN 5) L-00643 LY 003 AO 2 3,4 AO-1(CH-2) L-00444 FT 005 AI 36 106,107,108 AI-5(CH-4) L-00945 ZSL 006A DI 6 11,12 DI-1 (IN 6) L-00746 ZSL 006B DI 7 13,14 DI-1 (IN 7) L-00747 ZSL 006C DI 8 15,16 DI-1 (IN 8) L-00748 ZSL 006D DI 9 17,18 DI-1 (IN 9) L-00749 ZSL 006E DI 10 19,20 DI-1 (IN 10) L-00750 ZSL 006F DI 11 21,22 DI-1 (IN 11) L-00751 ZSL 006G DI 12 23,24 DI-1 (IN 12) L-00752 ZSL 006H DI 13 25,26 DI-1 (IN 13) L-00753 ZSL 006I DI 14 27,28 DI-1 (IN 14) L-00754 ZSL 006J DI 15 29,30 DI-1 (IN 15) L-00755 ZSL 006K DI 16 31,32 DI-1 (IN 16) L-00756 ZSL 006L DI 17 33,34 DI-1 (IN 17) L-00757 ZSL 006M DI 18 35,36 DI-1 (IN 18) L-00758 ZSL 006N DI 19 37,38 DI-1 (IN 19) L-00759 ZSL 006Ñ DI 20 39,40 DI-1 (IN 20) L-00760 ZSL 006O DI 21 41,42 DI-1 (IN 21) L-00761 ZSL 006P DI 22 43,44 DI-1 (IN 22) L-00762 ZSL 006Q DI 23 45,46 DI-1 (IN 23) L-00763 ZSL 006R DI 24 47,48 DI-1 (IN 24) L-00764 ZSL 006S DI 25 49,50 DI-1 (IN 25) L-00765 TIT 010 AI 37 109,110,111 AI-5 (CH-5) L-001
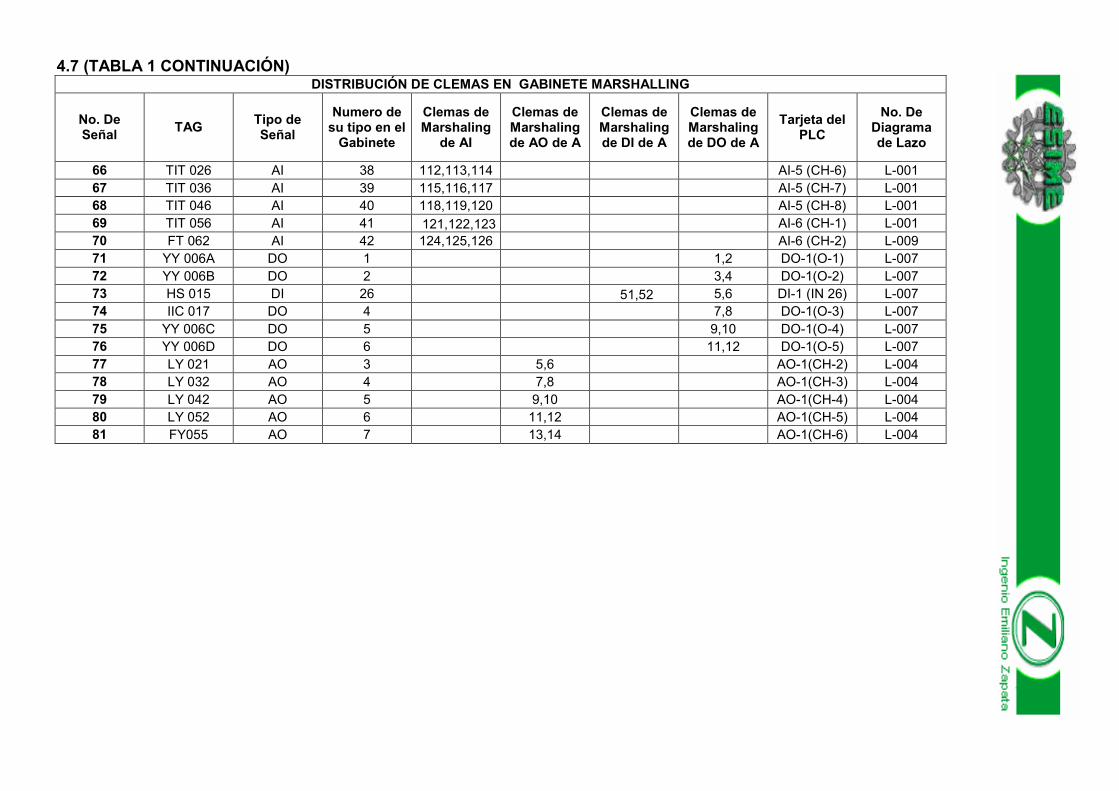
4.7 (TABLA 1 CONTINUACIÓN)DISTRIBUCIÓN DE CLEMAS EN GABINETE MARSHALLING
No. DeSeñal TAG Tipo de
SeñalNumero de
su tipo en elGabinete
Clemas deMarshaling
de AI
Clemas deMarshalingde AO de A
Clemas deMarshalingde DI de A
Clemas deMarshalingde DO de A
Tarjeta delPLC
No. DeDiagramade Lazo
66 TIT 026 AI 38 112,113,114 AI-5 (CH-6) L-00167 TIT 036 AI 39 115,116,117 AI-5 (CH-7) L-00168 TIT 046 AI 40 118,119,120 AI-5 (CH-8) L-00169 TIT 056 AI 41 121,122,123 AI-6 (CH-1) L-00170 FT 062 AI 42 124,125,126 AI-6 (CH-2) L-00971 YY 006A DO 1 1,2 DO-1(O-1) L-00772 YY 006B DO 2 3,4 DO-1(O-2) L-00773 HS 015 DI 26 51,52 5,6 DI-1 (IN 26) L-00774 IIC 017 DO 4 7,8 DO-1(O-3) L-00775 YY 006C DO 5 9,10 DO-1(O-4) L-00776 YY 006D DO 6 11,12 DO-1(O-5) L-00777 LY 021 AO 3 5,6 AO-1(CH-2) L-00478 LY 032 AO 4 7,8 AO-1(CH-3) L-00479 LY 042 AO 5 9,10 AO-1(CH-4) L-00480 LY 052 AO 6 11,12 AO-1(CH-5) L-00481 FY055 AO 7 13,14 AO-1(CH-6) L-004
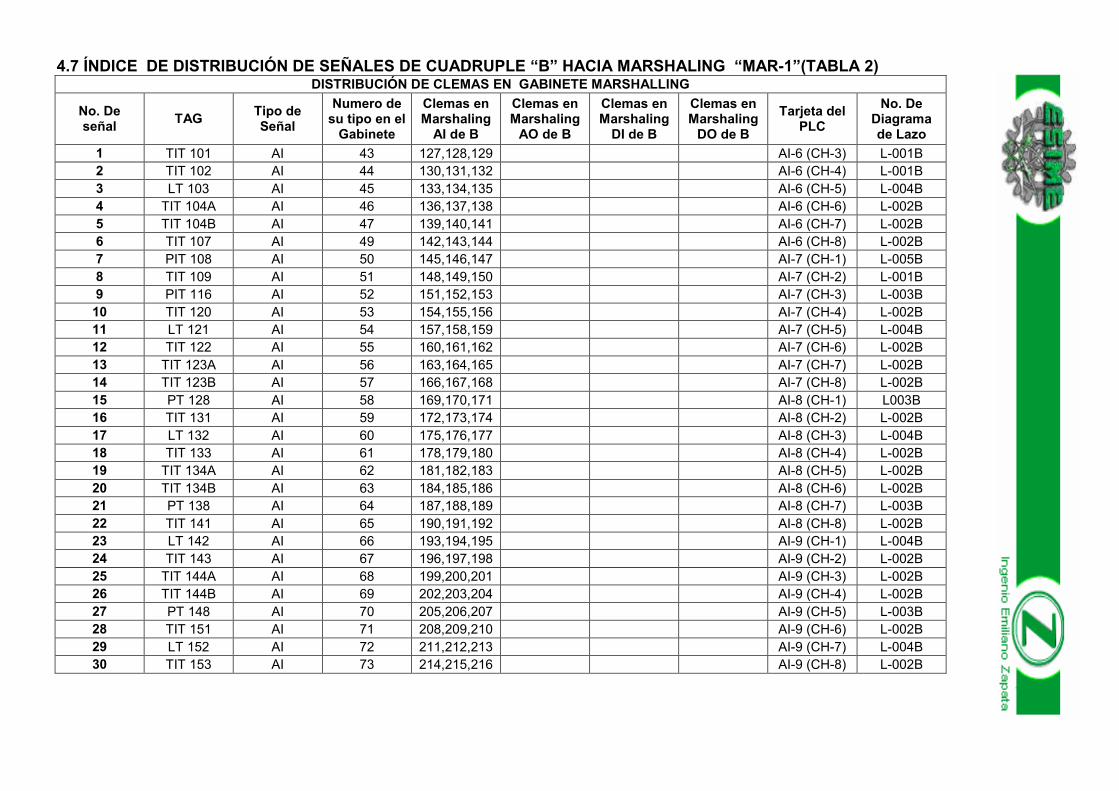
4.7 ÍNDICE DE DISTRIBUCIÓN DE SEÑALES DE CUADRUPLE “B” HACIA MARSHALING “MAR-1”(TABLA 2)DISTRIBUCIÓN DE CLEMAS EN GABINETE MARSHALLING
No. Deseñal TAG Tipo de
SeñalNumero de
su tipo en elGabinete
Clemas enMarshaling
AI de B
Clemas enMarshaling
AO de B
Clemas enMarshaling
DI de B
Clemas enMarshaling
DO de B
Tarjeta delPLC
No. DeDiagramade Lazo
1 TIT 101 AI 43 127,128,129 AI-6 (CH-3) L-001B2 TIT 102 AI 44 130,131,132 AI-6 (CH-4) L-001B3 LT 103 AI 45 133,134,135 AI-6 (CH-5) L-004B4 TIT 104A AI 46 136,137,138 AI-6 (CH-6) L-002B5 TIT 104B AI 47 139,140,141 AI-6 (CH-7) L-002B6 TIT 107 AI 49 142,143,144 AI-6 (CH-8) L-002B7 PIT 108 AI 50 145,146,147 AI-7 (CH-1) L-005B8 TIT 109 AI 51 148,149,150 AI-7 (CH-2) L-001B9 PIT 116 AI 52 151,152,153 AI-7 (CH-3) L-003B10 TIT 120 AI 53 154,155,156 AI-7 (CH-4) L-002B11 LT 121 AI 54 157,158,159 AI-7 (CH-5) L-004B12 TIT 122 AI 55 160,161,162 AI-7 (CH-6) L-002B13 TIT 123A AI 56 163,164,165 AI-7 (CH-7) L-002B14 TIT 123B AI 57 166,167,168 AI-7 (CH-8) L-002B15 PT 128 AI 58 169,170,171 AI-8 (CH-1) L003B16 TIT 131 AI 59 172,173,174 AI-8 (CH-2) L-002B17 LT 132 AI 60 175,176,177 AI-8 (CH-3) L-004B18 TIT 133 AI 61 178,179,180 AI-8 (CH-4) L-002B19 TIT 134A AI 62 181,182,183 AI-8 (CH-5) L-002B20 TIT 134B AI 63 184,185,186 AI-8 (CH-6) L-002B21 PT 138 AI 64 187,188,189 AI-8 (CH-7) L-003B22 TIT 141 AI 65 190,191,192 AI-8 (CH-8) L-002B23 LT 142 AI 66 193,194,195 AI-9 (CH-1) L-004B24 TIT 143 AI 67 196,197,198 AI-9 (CH-2) L-002B25 TIT 144A AI 68 199,200,201 AI-9 (CH-3) L-002B26 TIT 144B AI 69 202,203,204 AI-9 (CH-4) L-002B27 PT 148 AI 70 205,206,207 AI-9 (CH-5) L-003B28 TIT 151 AI 71 208,209,210 AI-9 (CH-6) L-002B29 LT 152 AI 72 211,212,213 AI-9 (CH-7) L-004B30 TIT 153 AI 73 214,215,216 AI-9 (CH-8) L-002B
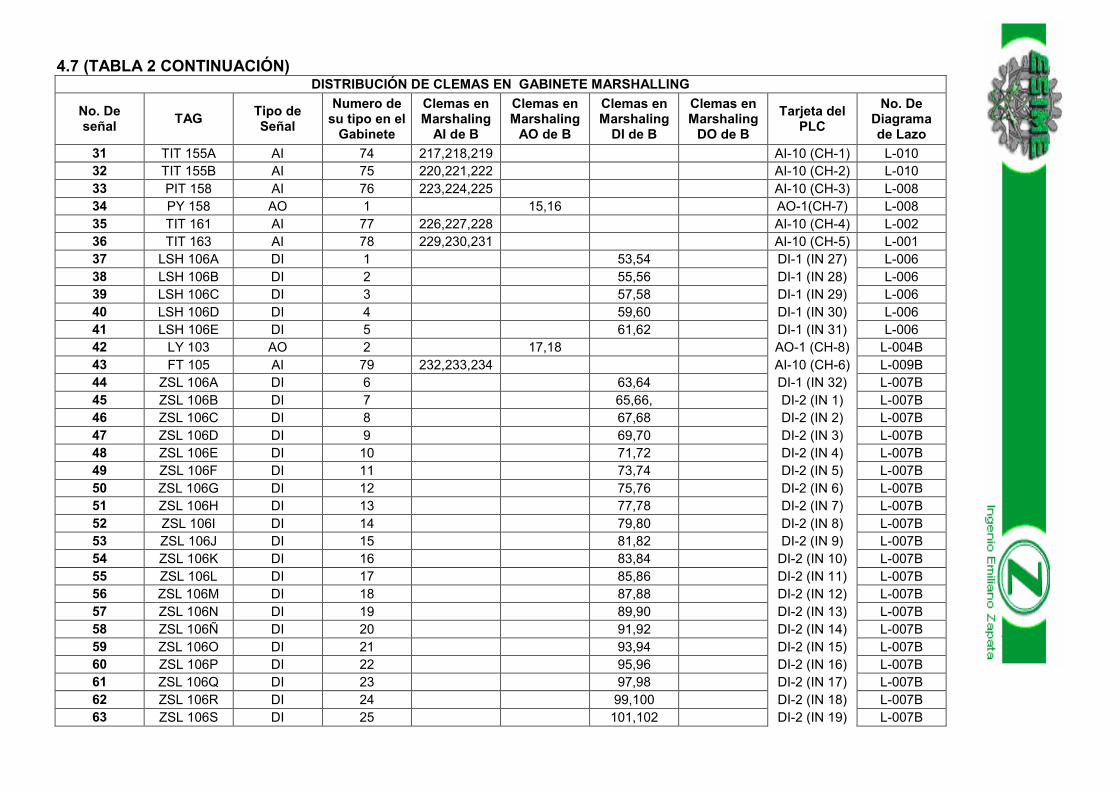
4.7 (TABLA 2 CONTINUACIÓN)DISTRIBUCIÓN DE CLEMAS EN GABINETE MARSHALLING
No. Deseñal TAG Tipo de
SeñalNumero de
su tipo en elGabinete
Clemas enMarshaling
AI de B
Clemas enMarshaling
AO de B
Clemas enMarshaling
DI de B
Clemas enMarshaling
DO de B
Tarjeta delPLC
No. DeDiagramade Lazo
31 TIT 155A AI 74 217,218,219 AI-10 (CH-1) L-01032 TIT 155B AI 75 220,221,222 AI-10 (CH-2) L-01033 PIT 158 AI 76 223,224,225 AI-10 (CH-3) L-00834 PY 158 AO 1 15,16 AO-1(CH-7) L-00835 TIT 161 AI 77 226,227,228 AI-10 (CH-4) L-00236 TIT 163 AI 78 229,230,231 AI-10 (CH-5) L-00137 LSH 106A DI 1 53,54 DI-1 (IN 27) L-00638 LSH 106B DI 2 55,56 DI-1 (IN 28) L-00639 LSH 106C DI 3 57,58 DI-1 (IN 29) L-00640 LSH 106D DI 4 59,60 DI-1 (IN 30) L-00641 LSH 106E DI 5 61,62 DI-1 (IN 31) L-00642 LY 103 AO 2 17,18 AO-1 (CH-8) L-004B43 FT 105 AI 79 232,233,234 AI-10 (CH-6) L-009B44 ZSL 106A DI 6 63,64 DI-1 (IN 32) L-007B45 ZSL 106B DI 7 65,66, DI-2 (IN 1) L-007B46 ZSL 106C DI 8 67,68 DI-2 (IN 2) L-007B47 ZSL 106D DI 9 69,70 DI-2 (IN 3) L-007B48 ZSL 106E DI 10 71,72 DI-2 (IN 4) L-007B49 ZSL 106F DI 11 73,74 DI-2 (IN 5) L-007B50 ZSL 106G DI 12 75,76 DI-2 (IN 6) L-007B51 ZSL 106H DI 13 77,78 DI-2 (IN 7) L-007B52 ZSL 106I DI 14 79,80 DI-2 (IN 8) L-007B53 ZSL 106J DI 15 81,82 DI-2 (IN 9) L-007B54 ZSL 106K DI 16 83,84 DI-2 (IN 10) L-007B55 ZSL 106L DI 17 85,86 DI-2 (IN 11) L-007B56 ZSL 106M DI 18 87,88 DI-2 (IN 12) L-007B57 ZSL 106N DI 19 89,90 DI-2 (IN 13) L-007B58 ZSL 106Ñ DI 20 91,92 DI-2 (IN 14) L-007B59 ZSL 106O DI 21 93,94 DI-2 (IN 15) L-007B60 ZSL 106P DI 22 95,96 DI-2 (IN 16) L-007B61 ZSL 106Q DI 23 97,98 DI-2 (IN 17) L-007B62 ZSL 106R DI 24 99,100 DI-2 (IN 18) L-007B63 ZSL 106S DI 25 101,102 DI-2 (IN 19) L-007B
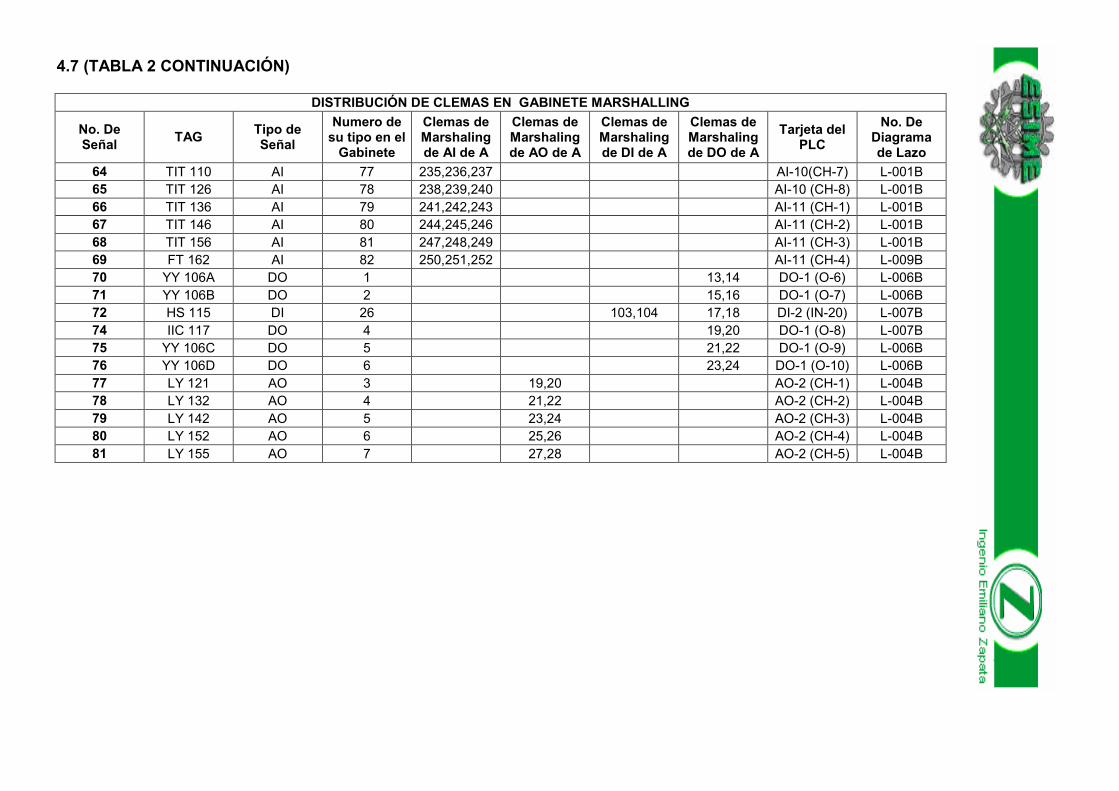
4.7 (TABLA 2 CONTINUACIÓN)
DISTRIBUCIÓN DE CLEMAS EN GABINETE MARSHALLING
No. DeSeñal TAG Tipo de
SeñalNumero de
su tipo en elGabinete
Clemas deMarshalingde AI de A
Clemas deMarshalingde AO de A
Clemas deMarshalingde DI de A
Clemas deMarshalingde DO de A
Tarjeta delPLC
No. DeDiagramade Lazo
64 TIT 110 AI 77 235,236,237 AI-10(CH-7) L-001B65 TIT 126 AI 78 238,239,240 AI-10 (CH-8) L-001B66 TIT 136 AI 79 241,242,243 AI-11 (CH-1) L-001B67 TIT 146 AI 80 244,245,246 AI-11 (CH-2) L-001B68 TIT 156 AI 81 247,248,249 AI-11 (CH-3) L-001B69 FT 162 AI 82 250,251,252 AI-11 (CH-4) L-009B70 YY 106A DO 1 13,14 DO-1 (O-6) L-006B71 YY 106B DO 2 15,16 DO-1 (O-7) L-006B72 HS 115 DI 26 103,104 17,18 DI-2 (IN-20) L-007B74 IIC 117 DO 4 19,20 DO-1 (O-8) L-007B75 YY 106C DO 5 21,22 DO-1 (O-9) L-006B76 YY 106D DO 6 23,24 DO-1 (O-10) L-006B77 LY 121 AO 3 19,20 AO-2 (CH-1) L-004B78 LY 132 AO 4 21,22 AO-2 (CH-2) L-004B79 LY 142 AO 5 23,24 AO-2 (CH-3) L-004B80 LY 152 AO 6 25,26 AO-2 (CH-4) L-004B81 LY 155 AO 7 27,28 AO-2 (CH-5) L-004B
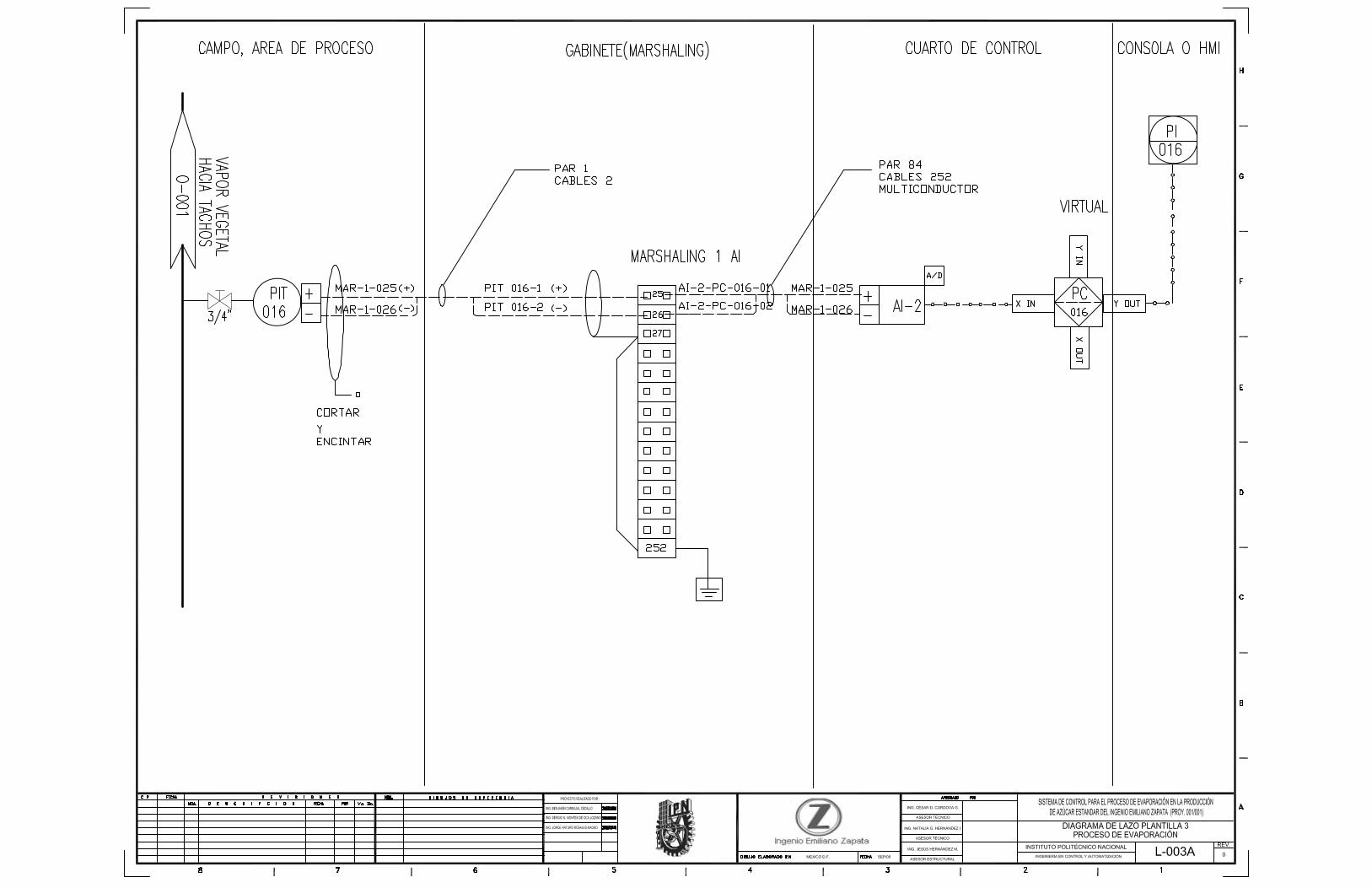
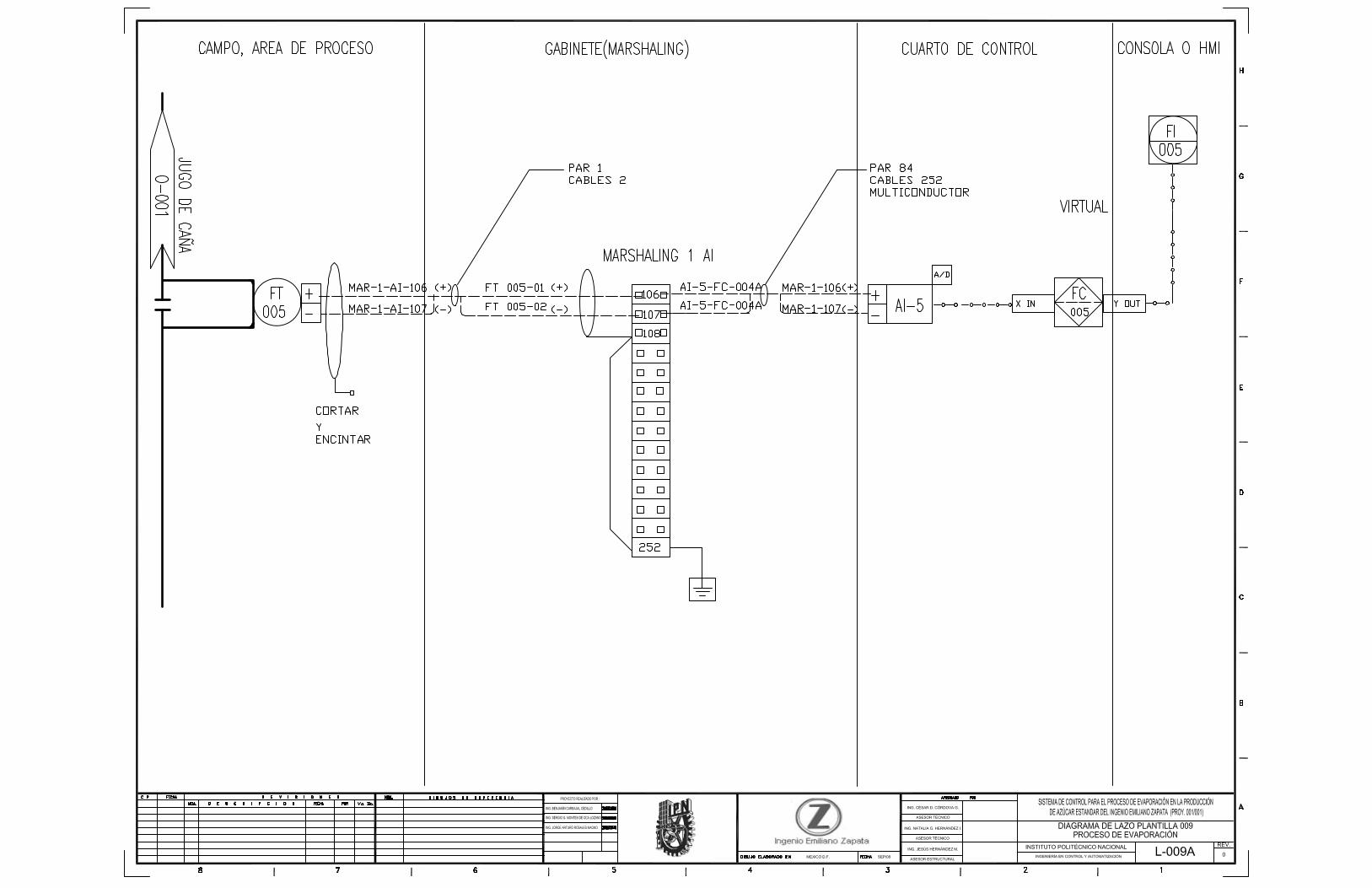
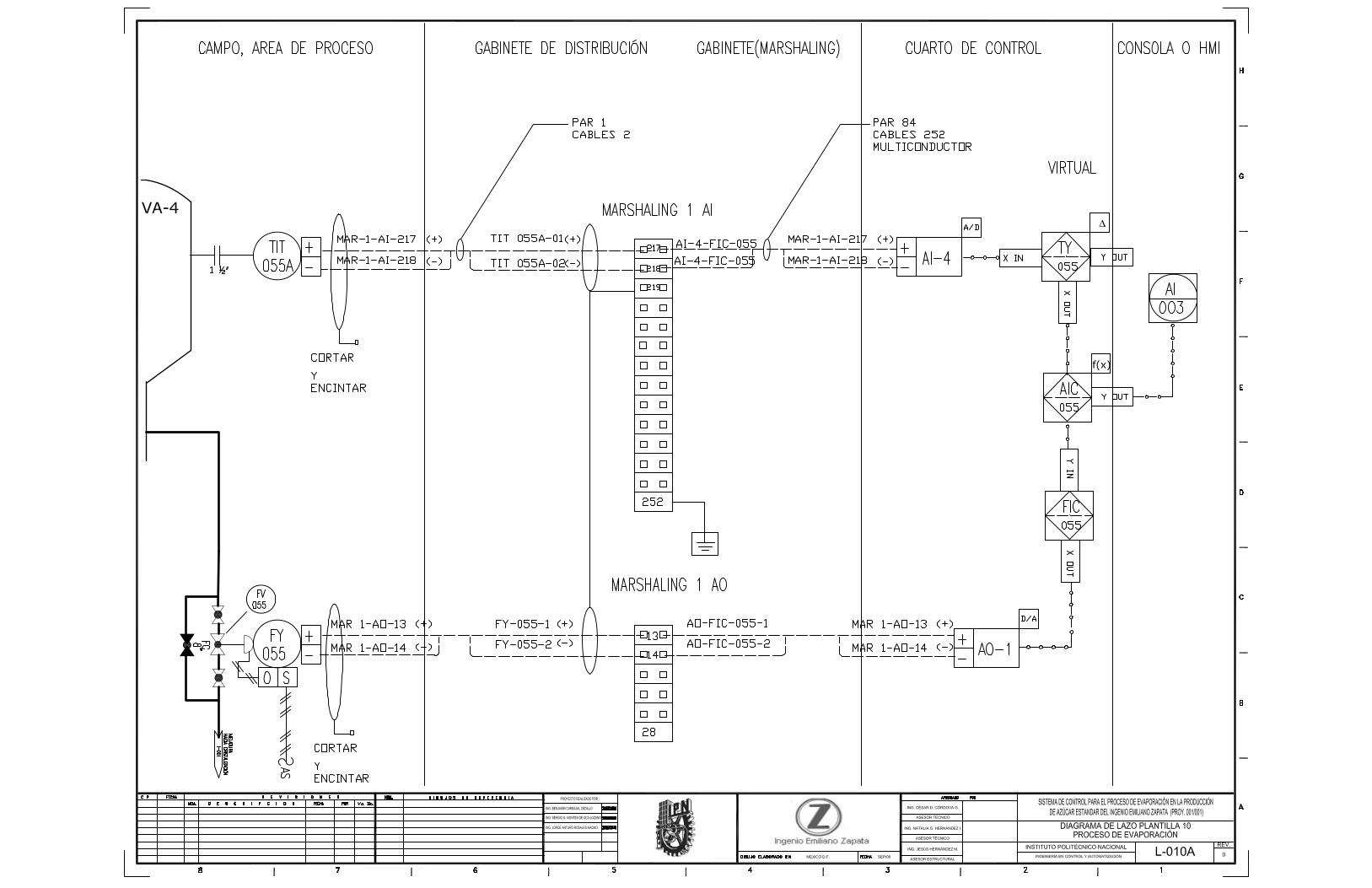
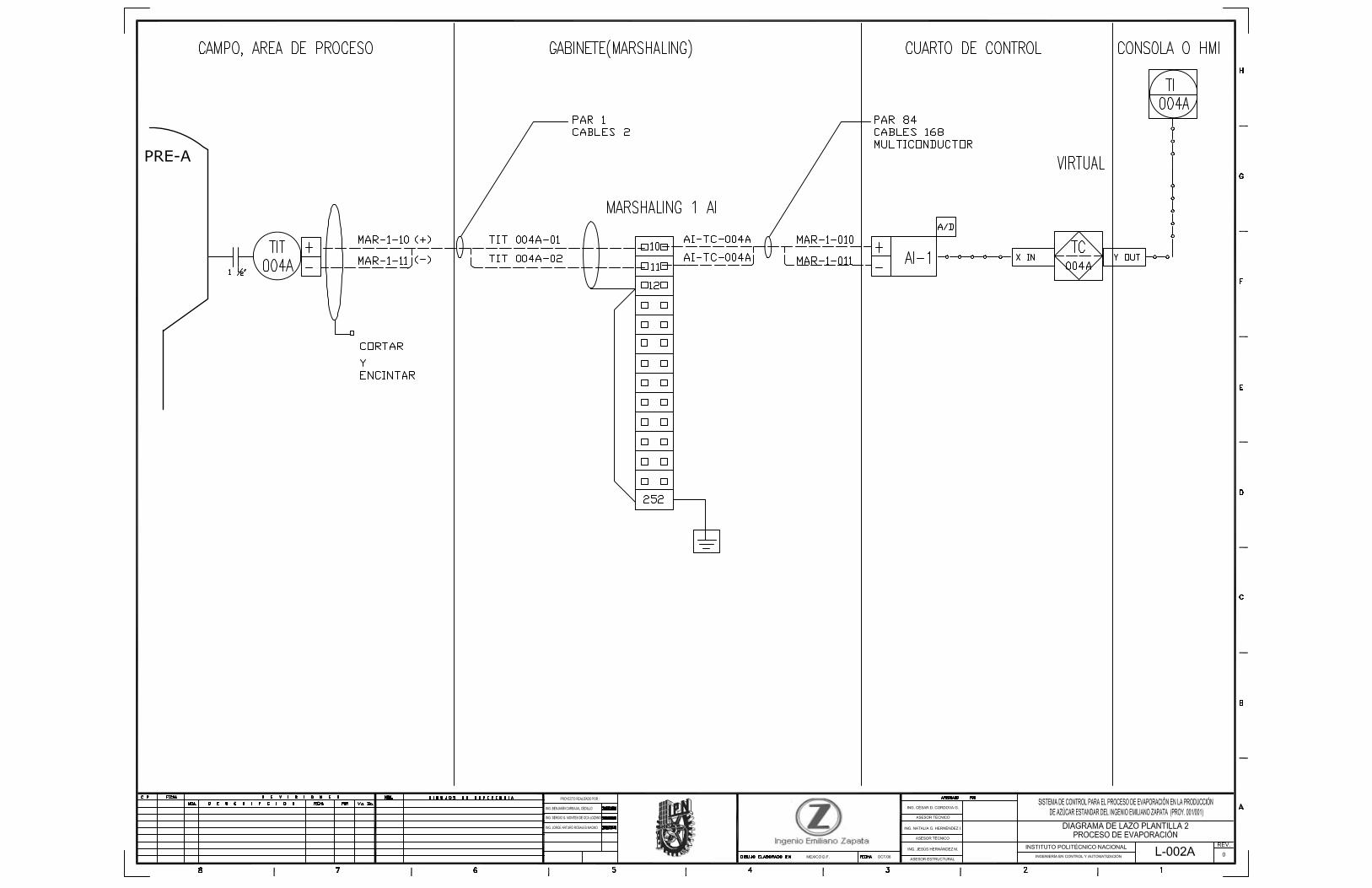
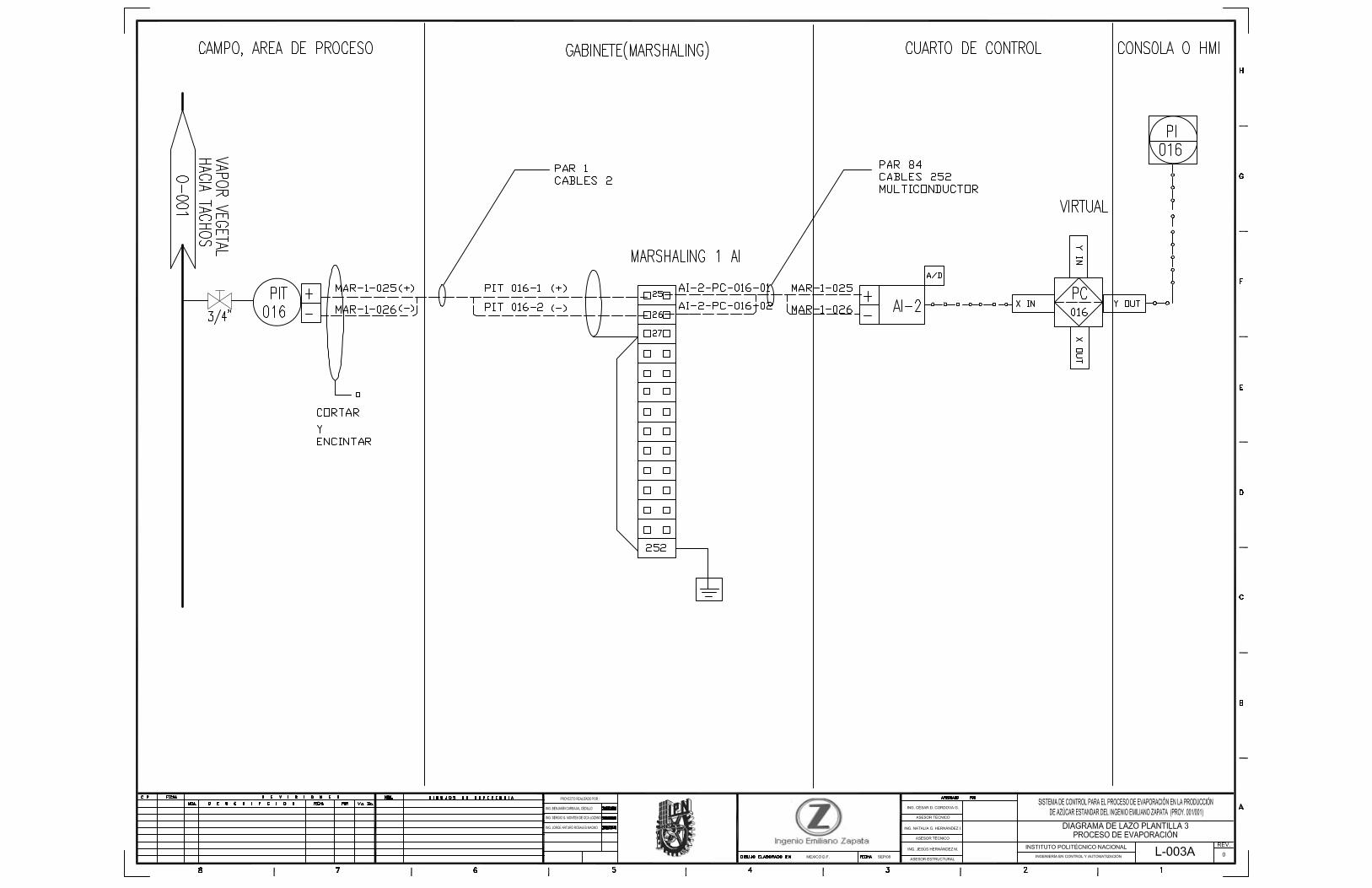
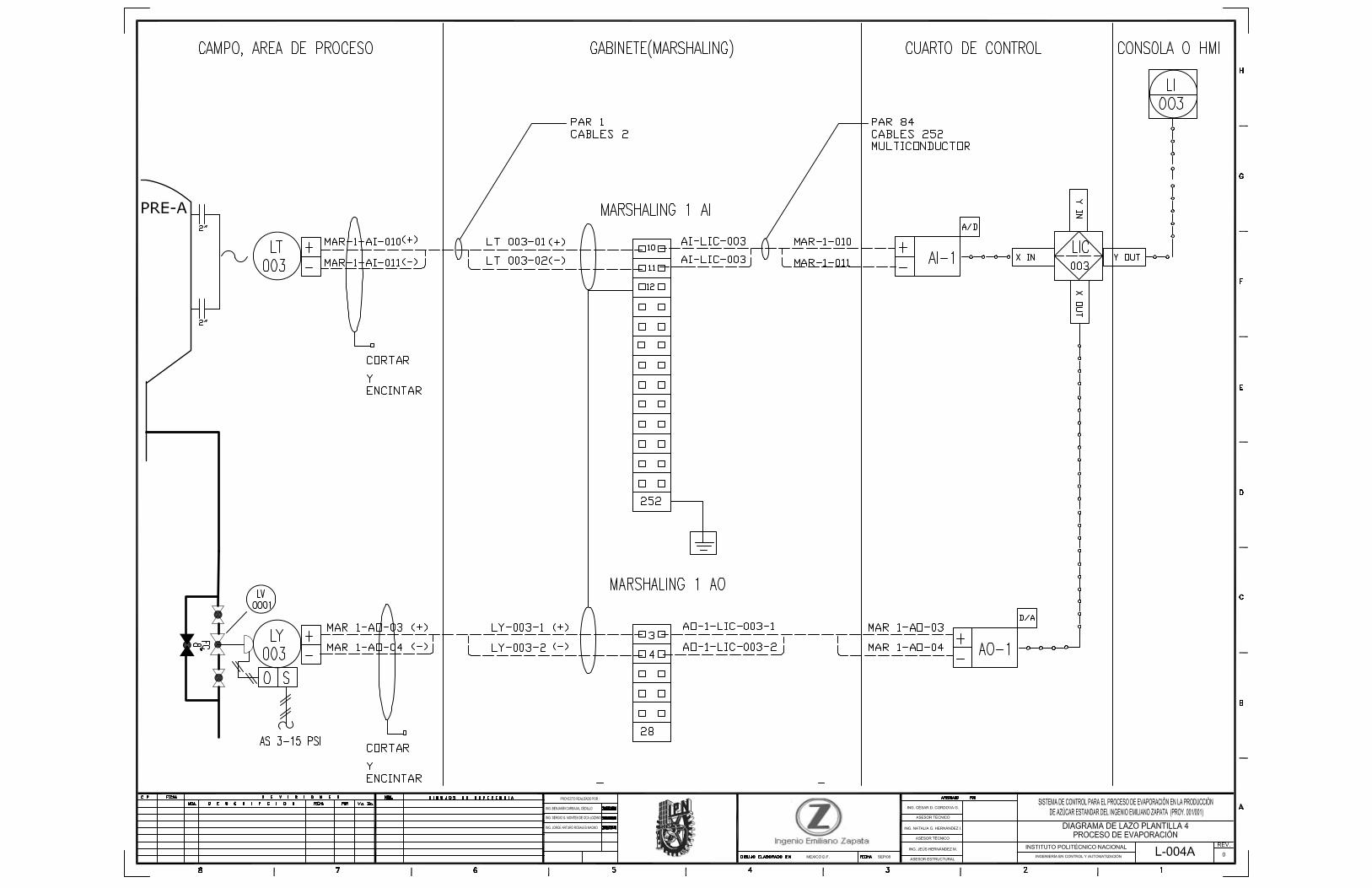
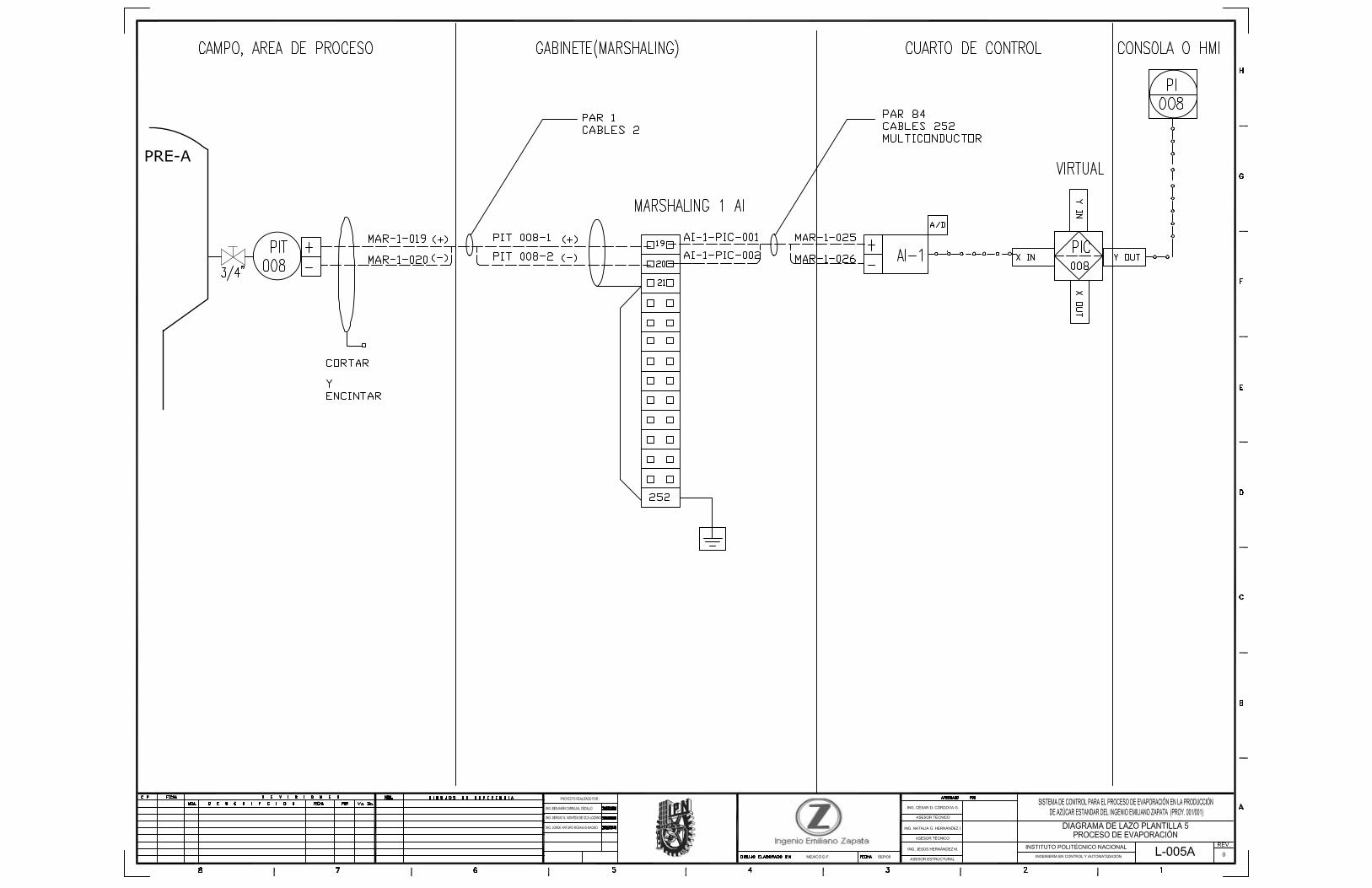
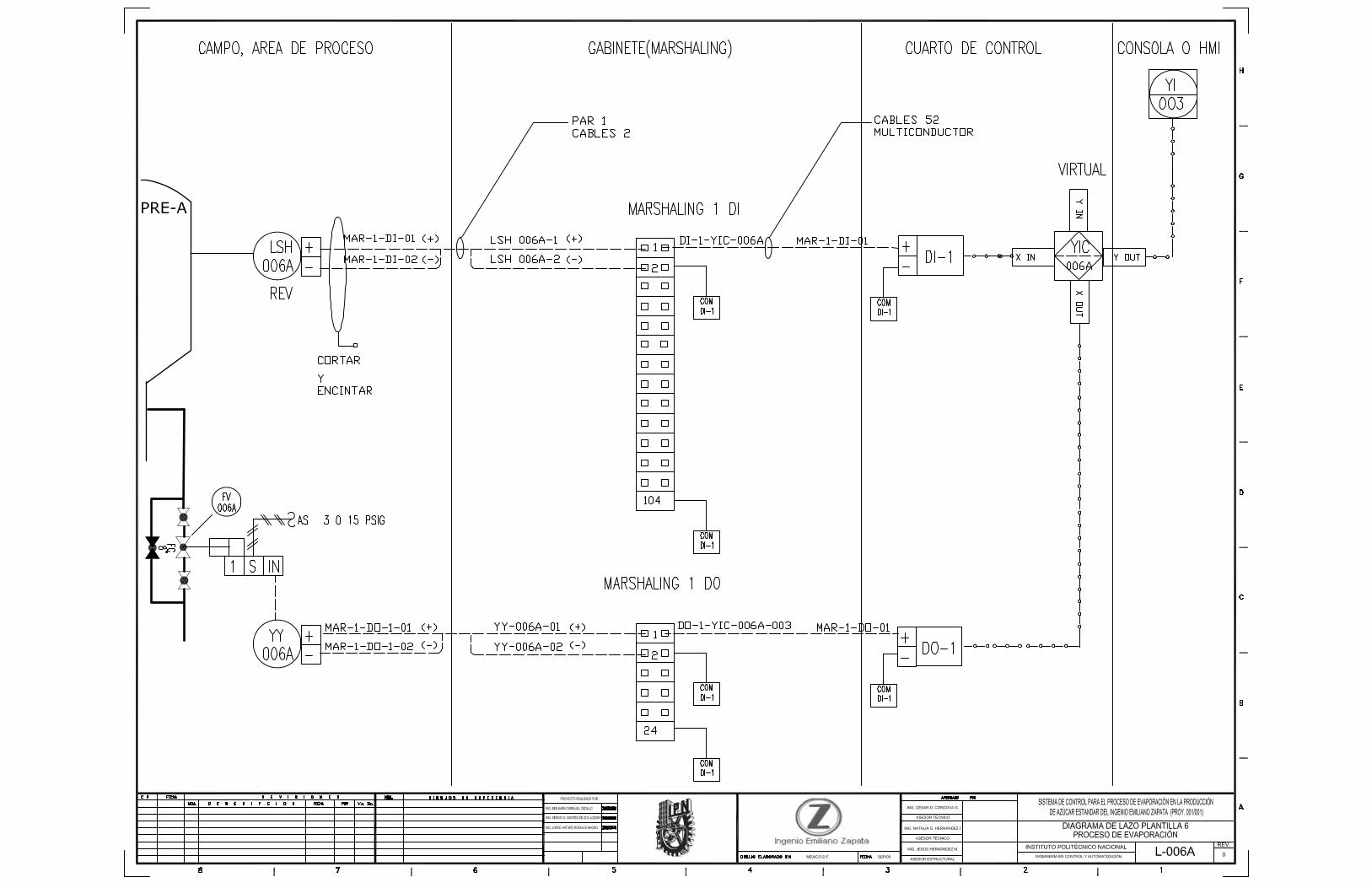
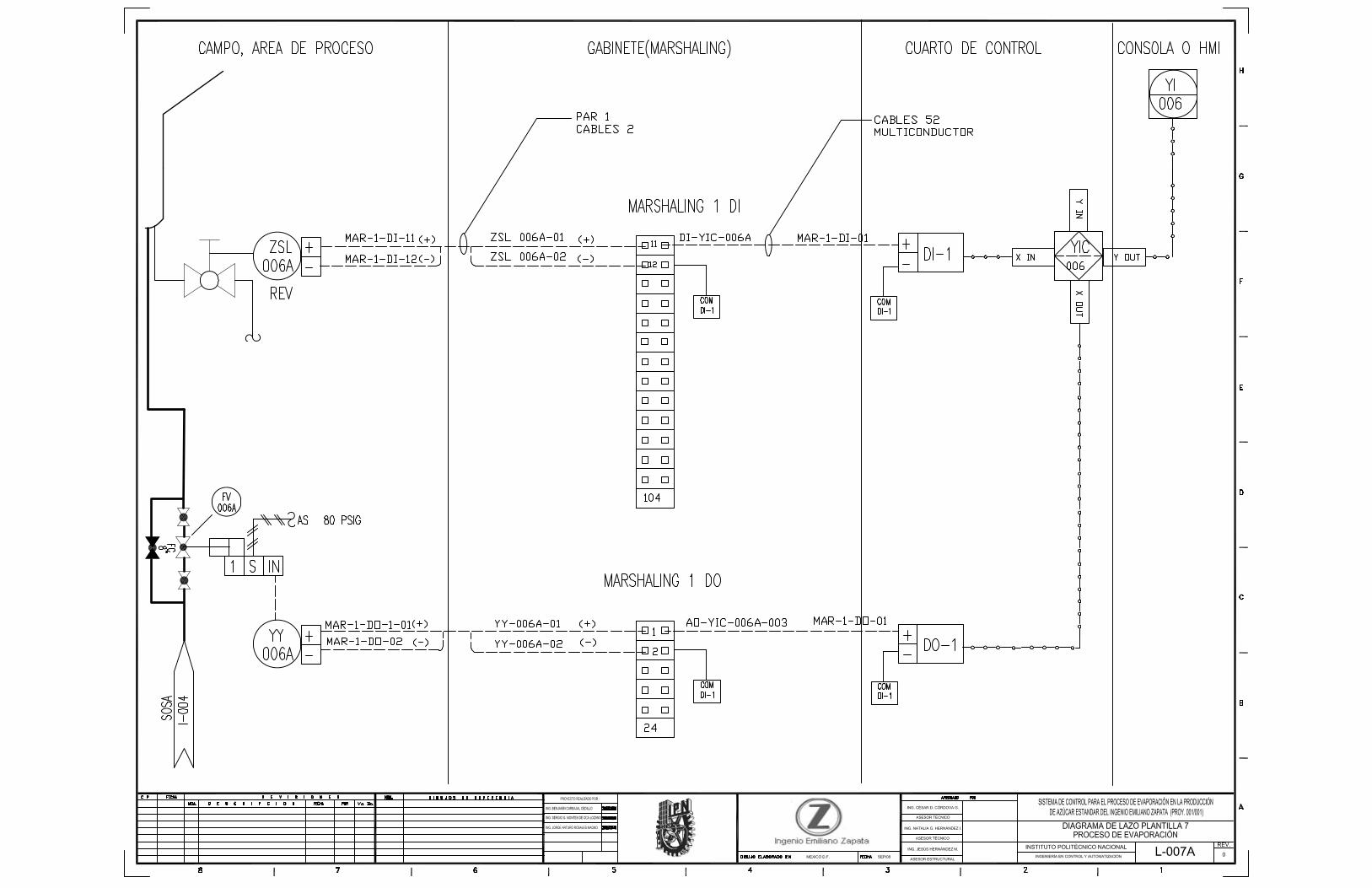
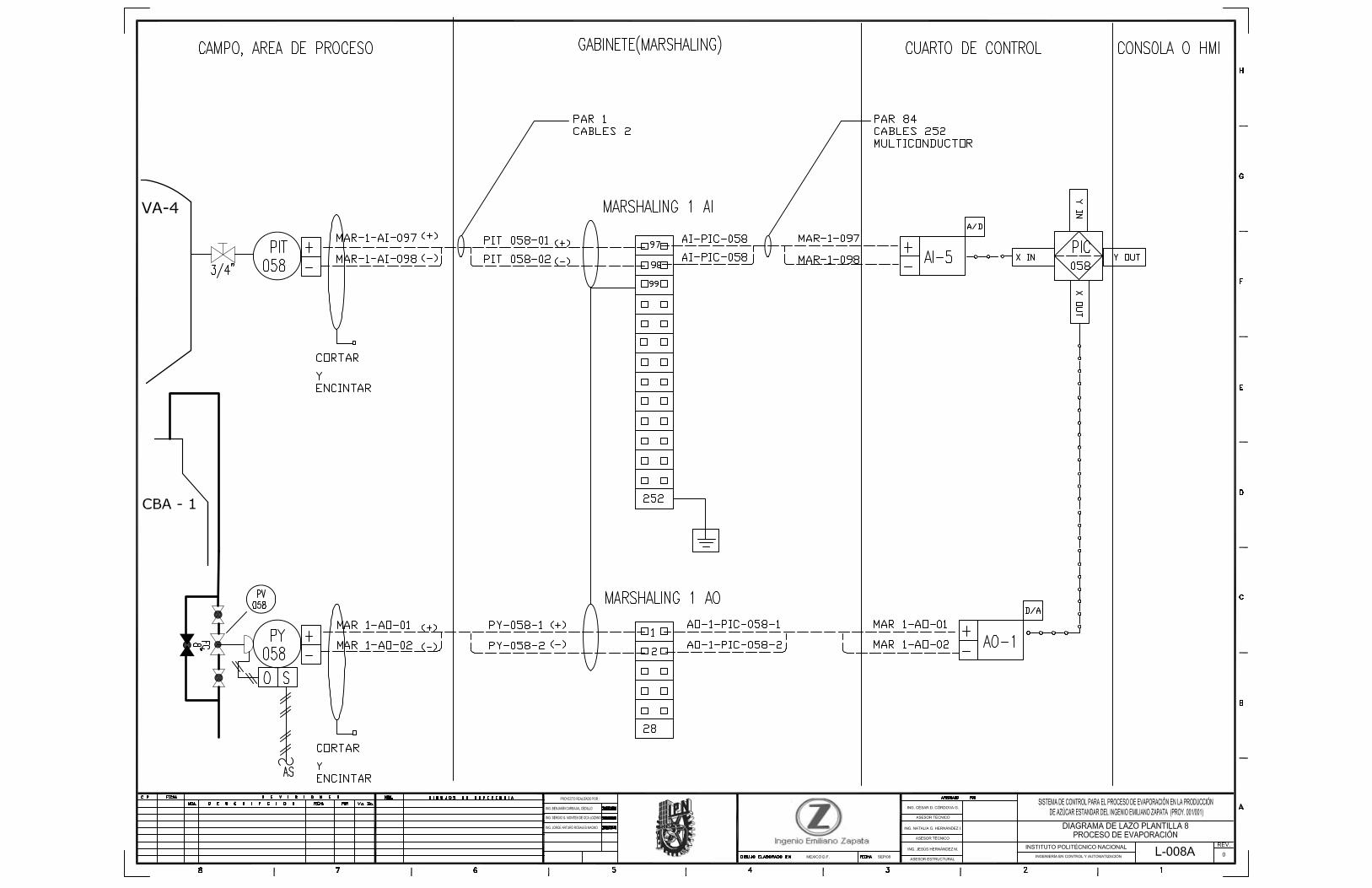
195
4.8 DIAGRAMA DE RUTAS DE SUMINISTROS, SEÑALES ELÉCTRICAS Y NEUMÁTICAS
Contiene la representación grafica de las rutas de las señales de instrumentación, se
utiliza para identificar distancias de entre cada instrumento y su gabinete de conexión,
además de tener conocimiento de la cantidad de conductores, tubo conduit y
accesorios de instalación para las rutas de los suministros de señales para la
instrumentación.
CONTENIDO:
PLANO → R-002
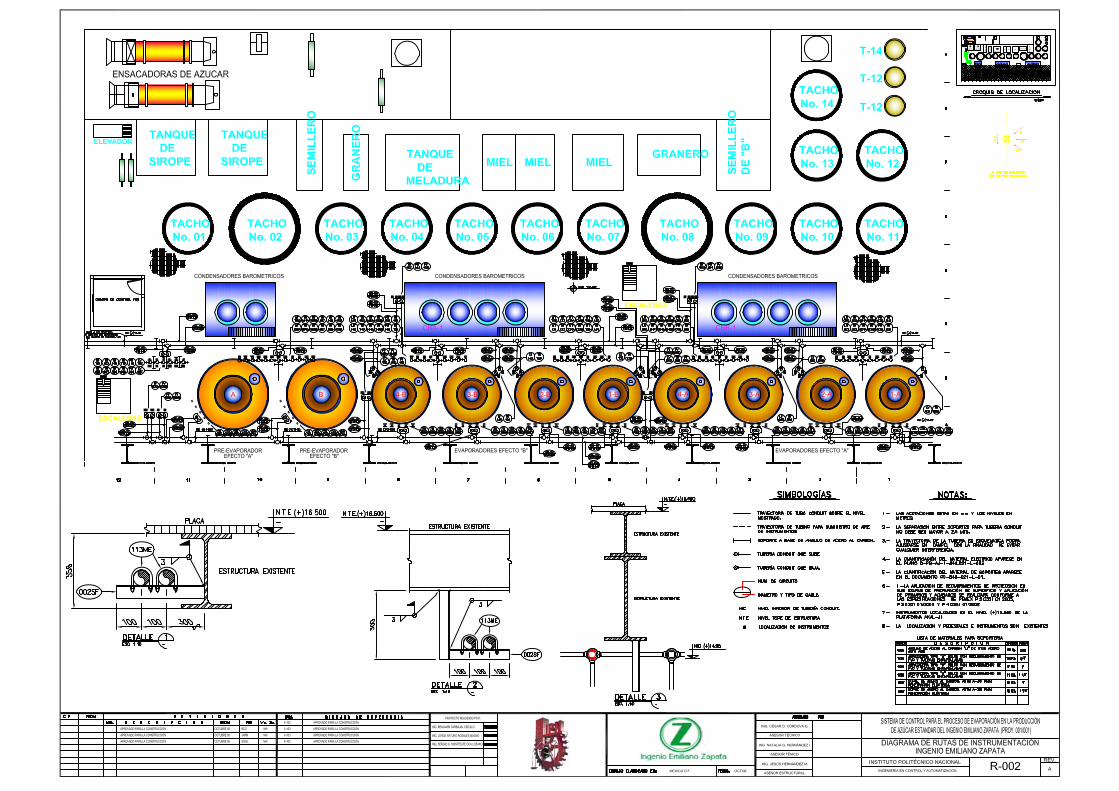
Desarrollo
Capitulo 5: Análisis Económico de Ingeniería
197
5.1 DESCRIPCIÓN GENERAL
Debido a que existen distintos tipos de proyectos de ingeniería hay varias
formas de reportar costos y hacer análisis económicos de cual es la factibilidad
económica para su realización.
Usualmente los proyectos se realizan por medio de licitaciones publicadas en
las que las firmas de ingeniería, tienen derecho a participar y es ganada por la
empresa que presente el mejor proyecto al menor costo
En este caso la empresa presenta un estudio económico de todos y cada uno
de los gastos e incluye todos los aspectos en personal, materiales, diseños,
papelería, tramites, equipos etc.
Otra de las formas en las que es realizado un proyecto es también cuando las
grandes empresas presentan licitación para la realización de la ingeniería en
forma abstracta, es decir solo presentar documentación, diseños, cálculos,
planos y equipos y materiales recomendados.
En el presente trabajo se muestra la cuantificación en costos de ingeniería
hecha, como proyecto para el ingenio Emiliano Zapata, el cual presentó la
necesidad de realizar la ingeniería Básica y de detalle para la modernización a
futuro de uno de sus procesos unitarios.
Según estas características se define en este trabajo que el análisis económico
abarca la cuantificación de costos por concepto de documentación y propuesta
realizada la cual sería implementada en caso de aprobación y que las
cotizaciones de equipos en especifico corren por parte del Ingenio Azucarero
Emiliano Zapata donde se cuenta con listas de proveedores quienes
usualmente venden sus productos a la empresa azucarera la cual apoyara su
198
elección de acuerdo a las especificaciones y recomendaciones presentadas en
este trabajo.
Para considerar la parte de implementación se estipuló que, la empresa
paraestatal Ingenio Azucarero Emiliano Zapata, cuenta con el personal
necesario y capacitado para realizar operaciones de implementación y puesta
en marcha de sistemas, equipos etc.
Por lo tanto aquí se enuncian los puntos fundamentales que estructuran la
cuantificación de costos de ingeniería en el presente trabajo, y los cuales son:
� Concepto y distribución del trabajo realizado
� Descripción de horas trabajadas
� Descripción de actividades a cotizar
� Análisis de las horas de trabajo a cotizar
� Inversiones totales
5.2 DISTRIBUCIÓN DEL TRABAJO REALIZADO
Se presenta la estructura del trabajo realizado y las actividades que lo
componen para así poder cuantificar los costos de las horas de ingeniería que
fueron necesarias en la realización del proyecto. Esto se especifica debido a
que de todas las horas de ingeniería reportadas como trabajadas no se cotizara
el 100% de las mismas, solo las que se justifican como documentación,
propuesta, horas de asistente y por concepto de viáticos.
Para hacer un estudio veraz es necesario mostrar la estructura de cómo se
realizo el trabajo en cuestión de actividades y sus tiempos de realización. Dicha
estructura se muestra a continuación en las tablas y diagramas.
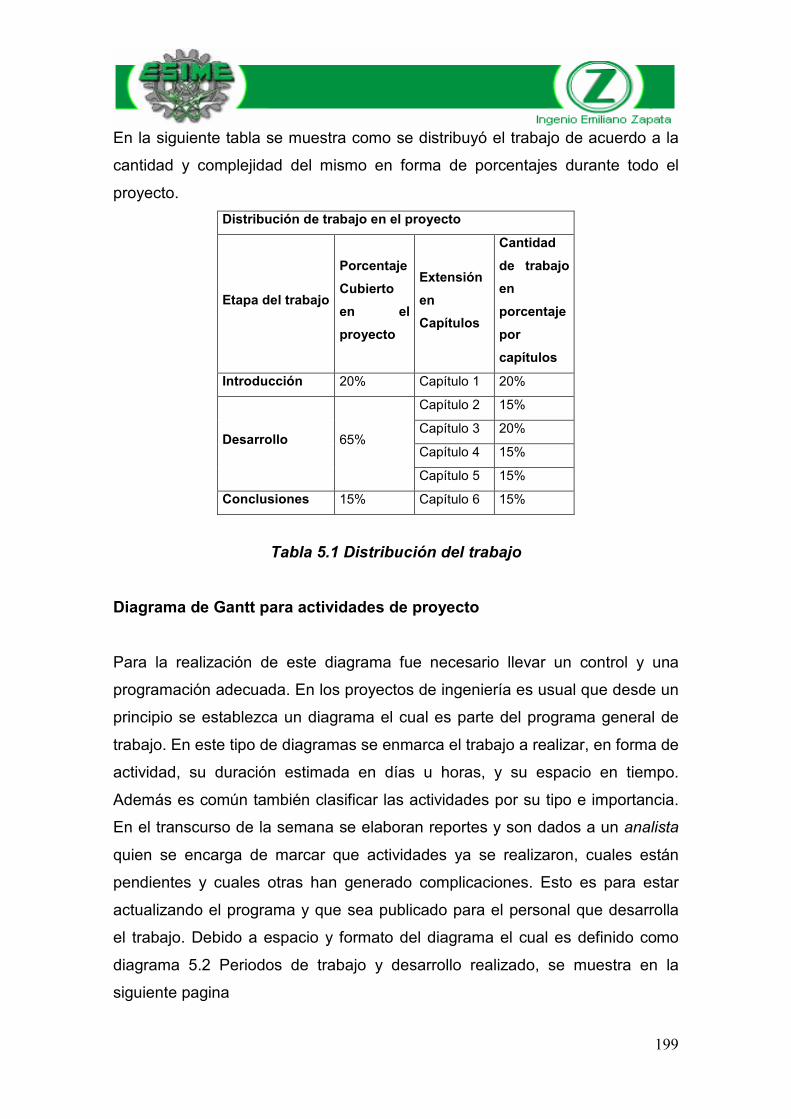
199
En la siguiente tabla se muestra como se distribuyó el trabajo de acuerdo a la
cantidad y complejidad del mismo en forma de porcentajes durante todo el
proyecto. Distribución de trabajo en el proyecto
Etapa del trabajo
Porcentaje
Cubierto en el
proyecto
Extensión
en Capítulos
Cantidad
de trabajo en
porcentaje
por
capítulos
Introducción 20% Capítulo 1 20%
Capítulo 2 15%
Capítulo 3 20%
Capítulo 4 15% Desarrollo 65%
Capítulo 5 15%
Conclusiones 15% Capítulo 6 15%
Tabla 5.1 Distribución del trabajo
Diagrama de Gantt para actividades de proyecto
Para la realización de este diagrama fue necesario llevar un control y una
programación adecuada. En los proyectos de ingeniería es usual que desde un
principio se establezca un diagrama el cual es parte del programa general de
trabajo. En este tipo de diagramas se enmarca el trabajo a realizar, en forma de
actividad, su duración estimada en días u horas, y su espacio en tiempo.
Además es común también clasificar las actividades por su tipo e importancia.
En el transcurso de la semana se elaboran reportes y son dados a un analista
quien se encarga de marcar que actividades ya se realizaron, cuales están
pendientes y cuales otras han generado complicaciones. Esto es para estar
actualizando el programa y que sea publicado para el personal que desarrolla
el trabajo. Debido a espacio y formato del diagrama el cual es definido como
diagrama 5.2 Periodos de trabajo y desarrollo realizado, se muestra en la
siguiente pagina
201
5.3 REPORTE DE TRABAJO REALIZADO
En la siguiente tabla (la cual por razones de espacio y complejidad, se muestra
en la próxima página) se cuantifica de acuerdo al análisis hecho anteriormente,
todo el trabajo realizado y a su vez también se señala que horas se cobran. Es
importante mencionar que los criterios tomados para determinar que horas se
cobran y cuales no, están basados principalmente en experiencias obtenidas y
recomendaciones hechas por profesionales con experiencia en el ramo.
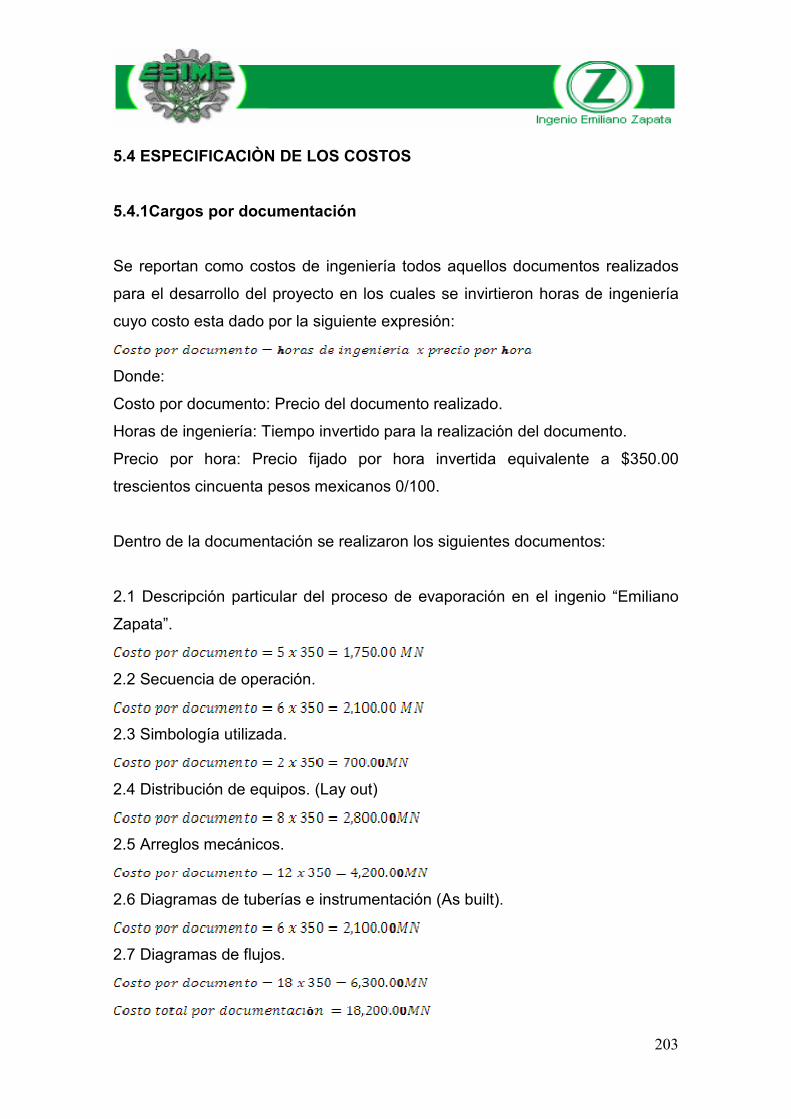
203
5.4 ESPECIFICACIÒN DE LOS COSTOS
5.4.1Cargos por documentación
Se reportan como costos de ingeniería todos aquellos documentos realizados
para el desarrollo del proyecto en los cuales se invirtieron horas de ingeniería
cuyo costo esta dado por la siguiente expresión:
Donde:
Costo por documento: Precio del documento realizado.
Horas de ingeniería: Tiempo invertido para la realización del documento.
Precio por hora: Precio fijado por hora invertida equivalente a $350.00
trescientos cincuenta pesos mexicanos 0/100.
Dentro de la documentación se realizaron los siguientes documentos:
2.1 Descripción particular del proceso de evaporación en el ingenio “Emiliano
Zapata”.
2.2 Secuencia de operación.
2.3 Simbología utilizada.
2.4 Distribución de equipos. (Lay out)
2.5 Arreglos mecánicos.
2.6 Diagramas de tuberías e instrumentación (As built).
2.7 Diagramas de flujos.
204
5.4.2 Cargos por propuesta
Con base en la información obtenida y los conocimientos aplicados se procede
a la realización de la propuesta técnica en la cual se invierten horas de
ingeniería cuyo costo esta dado por la siguiente expresión:
Donde:
Costo por documento: Precio del documento realizado.
Horas de ingeniería: Tiempo invertido para la realización del documento.
Precio por hora: Precio fijado por hora invertida equivalente a $350.00
trescientos cincuenta pesos mexicanos 0/100.
Dentro de la propuesta se realizaron los siguientes documentos:
3.1 Propuesta de instrumentación.
3.2 Diagrama de tuberías e instrumentación.
3.3 Índice de instrumentos.
3.4 Hojas de especificación (Data sheets).
3.5 Típicos de instalación.
4.1 Filosofía de control del proceso de evaporación.
4.2 Filosofía de control del proceso “batch”.
205
4.3 Diagramas lógicos de control.
4.4 Índice de entradas y salidas.
4.5 Arquitectura del sistema de control.
4.6 Selección del PLC.
4.7 Diagramas de lazo.
4.8 Diagrama de rutas de suministros, señales eléctricas y neumáticas.
5.4.3 Cargos por asistente
Se cuantifican costos de asistencia requerida en la captura de información y
elaboración de planos cuyo costo se cuantifica de la siguiente forma:
Dibujante
Donde:
Costo por plano: Precio del plano realizado expresado en MN.
No. de planos: Cantidad de planos elaborados.
Tipo de plano: Clasificación de acuerdo al nivel de complejidad especificado
por el dibujante, a los que corresponda.
Tipo A: Nivel de complejidad “sencillo” cuyo precio es de $150.00 ciento
cincuenta pesos mexicanos 0/100.
206
Tipo B: Nivel de complejidad “medio” cuyo precio es de $250.00 doscientos
cincuenta pesos mexicanos 0/100.
Tipo C: Nivel de complejidad “alto” cuyo precio es de $450.00 cuatrocientos
cincuenta pesos mexicanos 0/100.
Los diagramas realizados por el dibujante son los siguientes:
Tomando en cuenta que los siguientes planos entraron en la clasificación de
tipo A:
2.3 Simbología.
2.5 Arreglos mecánicos (2 planos)
2.6 Diagrama de tuberías e instrumentación actual (As built) (2 planos)
4.5 Arquitectura del sistema de control.
Tenemos que el costo es:
Tomando en cuenta que los siguientes planos entraron en la clasificación de
tipo B:
Distribución de equipos (Lay out) (2 planos).
Diagrama de flujos (2 planos).
Diagramas de lazo (21 planos).
Tenemos que el costo es:
Tomando en cuenta que los siguientes planos entraron en la clasificación de
tipo C:
Diagrama de tuberías e instrumentación propuesta (2 planos).
Típicos de instalación (13 planos).
Diagramas lógicos de control (2 planos).
207
Tenemos que el costo es:
Capturista:
Donde:
Costo por documento: Precio del documento realizado.
No. de hojas: cantidad de páginas capturadas.
Precio por hoja: Precio por hoja capturada con parámetros requeridos (arial 12,
interlineado 1.5, sin sangría y 1 espacio por párrafo) equivalente a $15.00
quince pesos mexicanos 0/100.
No. de tablas: cantidad de tablas capturadas.
Precio por tabla: Precio por tabla capturada equivalente a $15.00 quince pesos
mexicanos 0/100.
Dentro de la captura de documentos en texto se realizaron los siguientes
documentos:
Capitulo 1 y 2 (del tema 1.1 hasta 2.2)
3.4 Hojas de datos (Data sheets).
4.1 Filosofía de control del proceso de evaporación.
4.2 Filosofía de control del proceso “batch”.
208
Dentro de la captura de documentos en tabla se realizaron los siguientes
documentos:
2.2 Secuencia de operación.
3.1 Propuesta de instrumentación.
3.3 Índice de instrumentos.
3.4 Hoja de especificaciones (Data sheets).
4.4 Índice de entradas y salidas.
4.6 Selección del PLC.
4.7 Diagramas de lazo.
5.4.4 Cargos por viáticos
Cuantificación de gastos por visitas al ingenio azucarero “Emiliano Zapata”
cuyos gastos corresponden a:
Transporte:
Donde:
Transporte: Viaje redondo Cd. de México – Zacatepec - Cd. de México.
209
Costo por viaje: Cantidad monetaria invertida en transporte por cada viaje
realizado equivalente a $250.00 doscientos cincuenta pesos mexicanos 0/100.
No. de visitas: Cantidad de visitas realizadas a la planta.
No. de personas: Cantidad de personas que participan en las visitas.
Comidas:
Donde:
Costo por comidas: cantidad monetaria invertida en los alimentos realizados
durante la visita (considerando 3 comidas).
Monto por comida: Cantidad monetaria invertida en comida $150.00 ciento
cincuenta pesos mexicanos 0/100.
No. de visitas: Cantidad de visitas realizadas a la planta.
No. de personas: Cantidad de personas que participan en las visitas.
Costos
Descripción Monto Total
MN Documentación $ 18,200.00Propuesta $ 36,000.00
Conclusiones
Capitulo 6: Conclusiones del Proyecto
212
6.1 OBJETIVOS VS DESARROLLO
El objetivo general del presente proyecto esta fundamentado en la realización
de la ingeniería básica y de detalle de un sistema de control para el proceso de
evaporación en la producción de azúcar estándar del ingenio azucarero
“Emiliano Zapata”.
Para cumplir el objetivo general se establece un plan de trabajo el cual se hace
en base a objetivos específicos que van dando forma al proyecto.
En un principio se formula una investigación sobre el proceso en el cual se va a
trabajar, durante esta etapa la única dificultad presentada fue encontrar fuentes
de información realmente útiles; la solución a dicha cuestión fue iniciar la
búsqueda de textos propios de la industria azucarera.
Posteriormente se analiza la información obtenida para la realización del
levantamiento en campo con el fin de obtener datos específicos del proceso en
el que se trabaja y conocer todas sus características. Esta actividad fue una de
las mas difíciles de realizar ya que no se tenia conocimiento completo de un
levantamiento, aunado a esto el inconveniente de trabajar en una planta donde
no se cuenta con la documentación necesaria. En consecuencia fue necesario
recopilar directamente los datos mediante mediciones.
Finalmente para concretar el objetivo general se desarrollaron los diversos
documentos propios de la ingeniería de detalle en la cual se presentaron
diversos problemas ya que muchos de esos documentos solo se conocían de
forma teórica y no se tenía la certeza para la presentación de un proyecto real.
La asesoría fue fundamental para la resolución de esta cuestión ya que es
importante tener la asesoría de profesionales con experiencia en el ramo.
213
Uno de los documentos de mayor complejidad fue la realización de la
propuesta de instrumentación y control del proceso de evaporación (DTI) ya
que se tuvieron que aplicar todos los conocimientos adquiridos durante
formación académica.
A pesar de que se tenia el conocimiento para la realización de estos
documentos fue laborioso el profundizar en la realización de un proyecto real
ya que se tiene que tomar en cuenta diversos factores que son de vital
importancia como son las normas y políticas industriales.
6.2 RECOMENDACIONES Es casi imposible concebir un que un proyecto u obra industrial para mejorar la
producción, aprovechar los recursos naturales y energéticos o la ampliación de
una instalación existente, que no contemple aspectos de Instrumentación y
Control Automático (Mediciones, Válvulas de control, PLC, DCS, Integraciones
de Sistemas, etc.).
El éxito del Proyecto y la productividad que se desea alcanzar depende
fuertemente de una buena implementación asociada a este tema. Los sistemas
de automatización actuales (si se les especifica y diseña adecuadamente) son
además la plataforma ideal para lograr excelencia en las áreas de operación,
mantenimiento y como base para una integración informática que permita
optimizar la administración de la planta.
Por lo tanto se debe de considerar el gasto energético que se produce en todo
el proceso de evaporación. Aplicando nuevas tecnologías de producción para
que se use la energía eficientemente, recuperando la energía perdida y
reingerirla en el proceso de evaporación o utilizarla en otros procesos de la
planta. Esto influye en la calidad del producto (meladura).
Como consecuencia es de suma importancia que en el momento de la compra
se respeten las especificaciones técnicas de los instrumentos y equipos de
control, ya que están respaldados por un diseño de ingeniería especializada.
El desarrollo competitivo de la ciencia y la tecnología requiere hoy
organizaciones con un grado de disciplina y organización muy altos.
214
Consecuentemente se recomienda que se actualice y mejore la estructura
operativa, definiéndose cuidadosamente el reparto de competencias y
responsabilidades de las diferentes áreas de actividad, así como la distribución
de los niveles de mando.
También se considera necesario que se asignen con prioridad los recursos
presupuestarios a las diferentes áreas o departamentos en relación directa con
el desarrollo del proyecto programado.
Las áreas o departamentos de vinculación directa deben estar reflejadas con
claridad en el organigrama de la planta. Haciendo notar que este proyecto debe
tener flexibilidad adecuada para las actividades.
216
Textos consultados
Industrial Evaporators, Principles of evaporation and Control A. Eli Nisenfeld Editorial ISA 1992
Manual del Ingeniero Azucarero E. Hugot Primera edición en Español 1963
M. Orozco Flores (1998) “Operaciones Unitarias” Editorial Limusa – México.
Charles D. Holland (1981) “Fundamentos y Modelos de Procesos de Separación” Editorial Pretince – México.
J. G. Brennan, J. R. Butters, N. D. Cowell, A. E. V. Lilly “Las Operaciones de la Ingeniería de los Alimentos” Editorial Acribia – España.
R. H. Perry – D. W. Green (2001) “Manual del Ingeniero Quimico Vol II” Editorial Mc Graw – Hill. “Control valve handbook” fourth edition 2005 fishertm.- Emerson process management paginas 110-146. Manual de PLC S7200 SIEMENS 2008 Proline Promass 80F, 80M, 83F, 83M Coriolis Mass Flow Measuring System. Endress + Hauser 2007 Micropilot M FMR230/231/240/244/245 Medidor de nivel radar. Endress + Hauser 2008 RTD Temperature Sensor omnigrad M TR 15. Endress + Hauser 2008
Sitios web consultados
www.acacurguarani.com.brwww.sugartech.comwww.perafan.comwww.smar.com.br http://www.driedger.ca/index.html#homeww.unicordoba.edu.co/revistas/rta/documentos/11-2/112-1.pdf http://www.alfabuceo.cl/conversiones.htm#presion http://www.genemco.com/aloe/evaporator.html
www.incauca.com/ncauca
217
www.fmcitalia/it/cgi/bin/images/photo/area_1 Artículos consultados
La Industria Azucarera, la problemática industrial azucarera y su desafío frente a la globalización económica y la integración regional. Mr. Cesar Gabriel Moreno Universidad Nacional de Salta
Normas consultadas
ISA S 5.1 ISA S 5.2 ISA S 5.3 ISA S 5.4 ISA S 20
Apéndice A:
Memoria de cálculos para selección de válvulas de control
220
Memoria de cálculos para selección de válvulas de control
Fuentes de datos para cálculos:
Departamento de instrumentación y Control ingenio azucarero Emiliano Zapata.
Tablas de proceso ingenio azucarero Emiliano Zapata.
Tablas de Grados Brix, peso específico y grados Baumé de las soluciones de
azúcar del ingenio azucarero Emiliano Zapata.
Tabla de flujos, capitulo 2.
Procedimiento general
1.-Obtención de datos de procesos
2.-Obtención de datos de servicio
3.-Selección de formula
4.-Calculo de Cv de la válvula
5.-Selección de válvula y actuador por medio de tablas
Dimensionamiento
Mientras que la selección de los materiales apropiados para una válvula de
control y el régimen de presión y temperatura garantiza consideraciones muy
cuidadosas, el escoger el tamaño de la válvula es igualmente importante.
Principalmente, el conocimiento de las condiciones de proceso mencionadas
anteriormente son necesarias para determinar el tamaño adecuado de la
válvula. La selección del tamaño de las válvulas de control es muy importante
para obtener resultados óptimos del sistema. Siendo el elemento final del
221
circuito de control, modifica el gasto del fluido en función de la demanda del
proceso produciendo una contrapresión variable al cambiar su área de paso
libre.
Para que una válvula opere eficientemente, la selección correcta de su tamaño
deberá ser como sigue:
a) Para válvulas igual porcentaje el Cv Normal, deberá estar entre el 60%
y el 90% (FISHER) de apertura y el Cv máximo no deberá rebasar el
100% de apertura.
b) Por ningún motivo, el tamaño de las válvulas deberá ser mayor que el
diámetro nominal de la tubería, ni menor que la mitad del diámetro.
Los tamaños de cuerpo comerciales de las válvulas de control son:
½”, ¾”, 1”, 1 ¼”, 1 ½”, 2”, 2 ½”, 3”, 4”, 6”, 8”, 10”, 12” y demás tamaños que
tengan número par.
Las válvulas de control tipo globo mayores de 6”, ya no son recomendables,
debido a su muy alto costo. En su lugar se deberán utilizar válvulas de
mariposa, si la aplicación lo permite. Es recomendable que el equipo de
bombeo o regulación se especifique en el nivel adecuado de potencia para
dejar a la válvula un mínimo de 30% de la contrapresión total.
Formula a utilizar: Cv para flujos en masa (libras/hora)
Donde:
222
Cv: Caudal de agua en galones USA por minuto a temperatura de 60°F que
pasa a través de la válvula en posición completamente abierta con una perdida
de carga de 1 libra por pulgada cuadrada (psi)
w: Flujo en masa (lb/hr)
N6: Constante de FISHER para flujos másicos igual a 63.3 a dimensional.
Fp: Factor de reducción de tuberías, el cual en este caso es 1 para todas las
válvulas (debido a que no hay reducción).
P1: Presión aguas arriba
P2: Presión aguas abajo
��Peso especifico del fluido a temperatura de trabajo.
Formula a utilizar: Cv para flujos Volumétricos (galones/min.)
Donde:
Cv: Caudal de agua en galones USA por minuto a temperatura de 60°F que
pasa a través de la válvula en posición completamente abierta con una perdida
de carga de 1 libra por pulgada cuadrada (psi)
w: Flujo Volumétricos (galones/min.)
N1: Constante de FISHER para volumétricos es 1 a dimensional.
223
Fp: Factor de reducción de tuberías, el cual en este caso es 1 para todas las
válvulas (debido a que no hay reducción).
P1: Presión aguas arriba
P2: Presión aguas abajo
Gf �Peso especifico del fluido a temperatura de trabajo.
A) Calculo para LV-003 y LV-103
1.- Fluido: jugo claro de caña a 17.4° Brix y 194°F
wmax: 665 979.86 lb/hr
w: 660 000 lb/hr
P1max: 80 psi
P2max: 9.5 psi
P1: 70 psi
P2: 9 psi
N6: 63.3
Fp: 1
��1.07142.
2.- Sustitución 1 condiciones máximas
)07142.1)(5.980()1(3.631/86.665979
psipsihrbCv
−= = 1210.540
Cv para LV-003 y LV-103 = 1210.540
Sustitución 2 condiciones normales
)07142.1)(970()1(3.631/66000psipsi
hrlbCv−
= = 1268.742
Cv para LV-003 y LV-103 = 1268.742
224
B) Calculo para LV-021 y LV-121
1.- Fluido: jugo de caña a 25.4° Brix y 240.8°F
wmax: 449 930 lb/hr
w: 444 930 lb/hr
P1max: 80 psi
P2max: 30 psi
P1: 70 psi
P2: 26 psi
N6: 63.3
Fp: 1
��1.10551
2.- Sustitución 1 condiciones máximas
)10551.1)(3080()1(3.631/449930
psipsihrlbCv
−= = 956.037
Cv para LV-021 y LV-121 = 956.037
2.- Sustitución 2 condiciones normales
)10551.1)(2670()1(3.631/444930
psipsihrlbCv
−= = 1007.813
Cv para LV-021 y LV-121 = 1007.813
225
C) Calculo para LV-032 y LV-132
1.- Fluido: jugo de caña a 30.67° Brix y 227°F
wmax: 375 046 lb/hr
w: 370 046 lb/hr
P1max: 30 psi
P2max: 18 psi
P1: 26 psi
P2: 17.61 , 18 psi
N6: 63.3
Fp: 1
��1.13233
2.- Sustitución 1 condiciones máximas
)13233.1)(1830()1(3.631/375046psipsi
hrlbCv−
= = 1607.324
Cv para LV-032 y LV-132 = 1607.324
2.- Sustitución 2 condiciones normales
)13233.1)(1826()1(3.631/370046psipsi
hrlbCv−
= = 1942.318
Cv para LV-032 y LV-132 = 1942.318
226
D) Calculo para LV-042 y LV-142
1.- Fluido: jugo de caña a 38.66° Brix y 200°F
wmax: 301 683 lb/hr
w: 296 683 lb/hr
P1max: 18 psi
P2max: 11 psi
P1: 18 psi
P2: 10 psi
N6: 63.3
Fp: 1
��1.16833
2.- Sustitución 1 condiciones máximas
)16833.1)(1118()1(3.631/301683psipsi
hrlbCv−
= = 1666.53
Cv para LV-042 y LV-142 = 1666.53
2.- Sustitución 2 condiciones normales
)16833.1)(1018()1(3.631/296683psipsi
hrlbCv−
= = 1533.0672
Cv para LV-042 y LV-142 = 1533.0672
227
E) Calculo para LV-052 y LV-152
1.- Fluido: jugo de caña a 53.75° Brix y 165°F
w: 213 377 lb/hr
P1: 10 psi
P2: 3 psi
N6: 63.3
Fp: 1
��1.25238
2.- Sustitución 1 condiciones normales
)25238.1)(310()1(3.631/213377psipsi
hrlbCv−
= = 1138.483
Cv para LV-052 y LV-152 = 1138.483
2.- Sustitución 1 condiciones máximas, no significativo
F) Calculo para FV-055 y FV-155
1.- Fluido: meladura de jugo de caña a 58° Brix y 90°F
w: 123856 lb/hr
P1: 3 psi
P2: Atmosférica, 637 mmHg en Zacatepec Morelos = 12.317psi
228
N6: 63.3
Fp: 1
��1.27477
2.- Sustitución 1 condiciones normales
)27477.1)(10317.12()1(3.631/123856
psipsihrlbCv
−= = 548.021
Cv para LV-052 y LV-152 = 548.021
2.- Sustitución 2 condiciones máximas, no significativo
G) CALCULO PARA FV-058 y FV-158
1.- Fluido: AGUA FRÍA A 65-82°F
w: 8212.4 GAL/MIN
P1: 14 psi
P2: 10 psi
N6: 63.3
Fp: 1
Gf �1
2.- Sustitución 1 condiciones máximas
)1/()1014()1)(1(1min/4.8212
psipsigalCv
−= = 4106.2
Cv para LV-058 y LV-158 = 4106.2
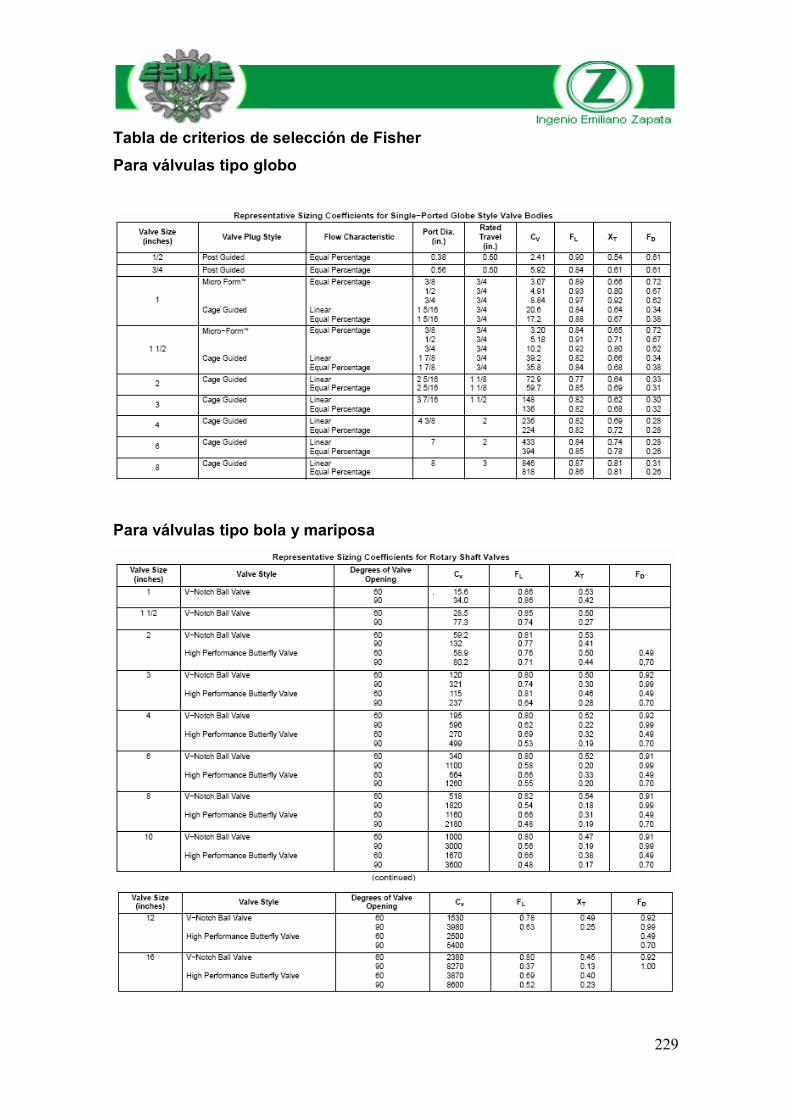
229
Tabla de criterios de selección de Fisher Para válvulas tipo globo
Para válvulas tipo bola y mariposa
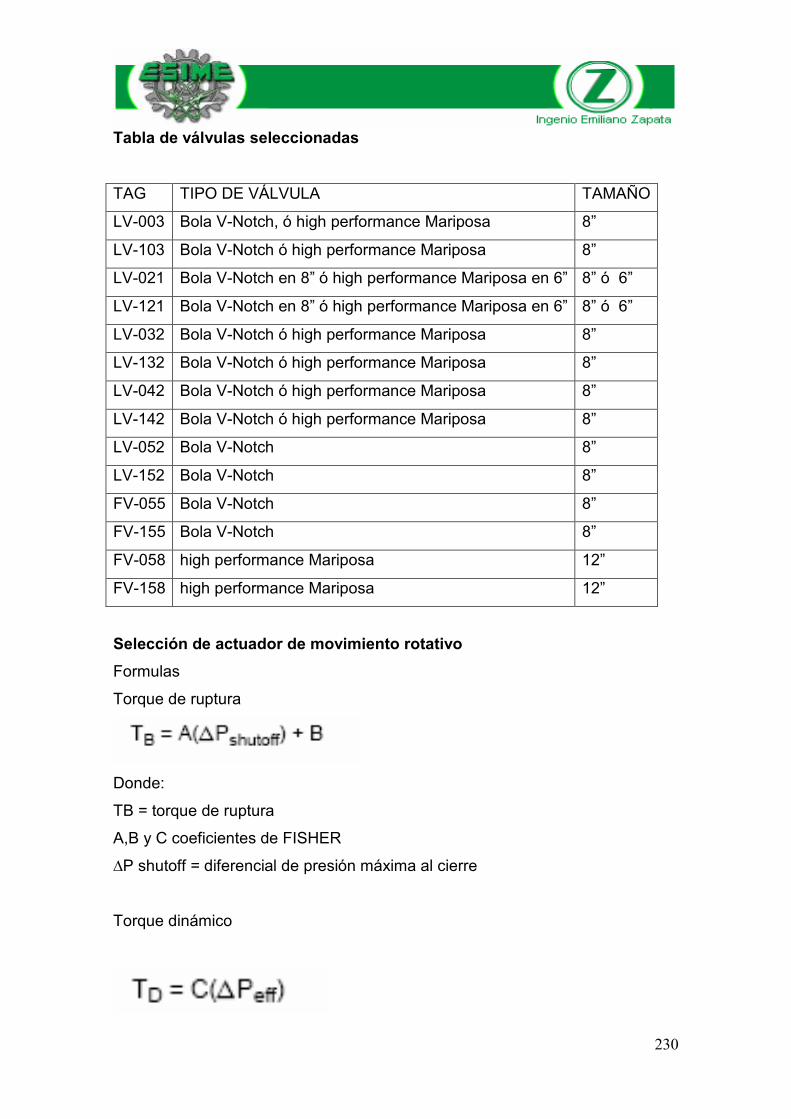
230
Tabla de válvulas seleccionadas
TAG TIPO DE VÁLVULA TAMAÑO
LV-003 Bola V-Notch, ó high performance Mariposa 8”
LV-103 Bola V-Notch ó high performance Mariposa 8”
LV-021 Bola V-Notch en 8” ó high performance Mariposa en 6” 8” ó 6”
LV-121 Bola V-Notch en 8” ó high performance Mariposa en 6” 8” ó 6”
LV-032 Bola V-Notch ó high performance Mariposa 8”
LV-132 Bola V-Notch ó high performance Mariposa 8”
LV-042 Bola V-Notch ó high performance Mariposa 8”
LV-142 Bola V-Notch ó high performance Mariposa 8”
LV-052 Bola V-Notch 8”
LV-152 Bola V-Notch 8”
FV-055 Bola V-Notch 8”
FV-155 Bola V-Notch 8”
FV-058 high performance Mariposa 12”
FV-158 high performance Mariposa 12”
Selección de actuador de movimiento rotativo Formulas
Torque de ruptura
Donde:
TB = torque de ruptura
A,B y C coeficientes de FISHER
∆P shutoff = diferencial de presión máxima al cierre
Torque dinámico
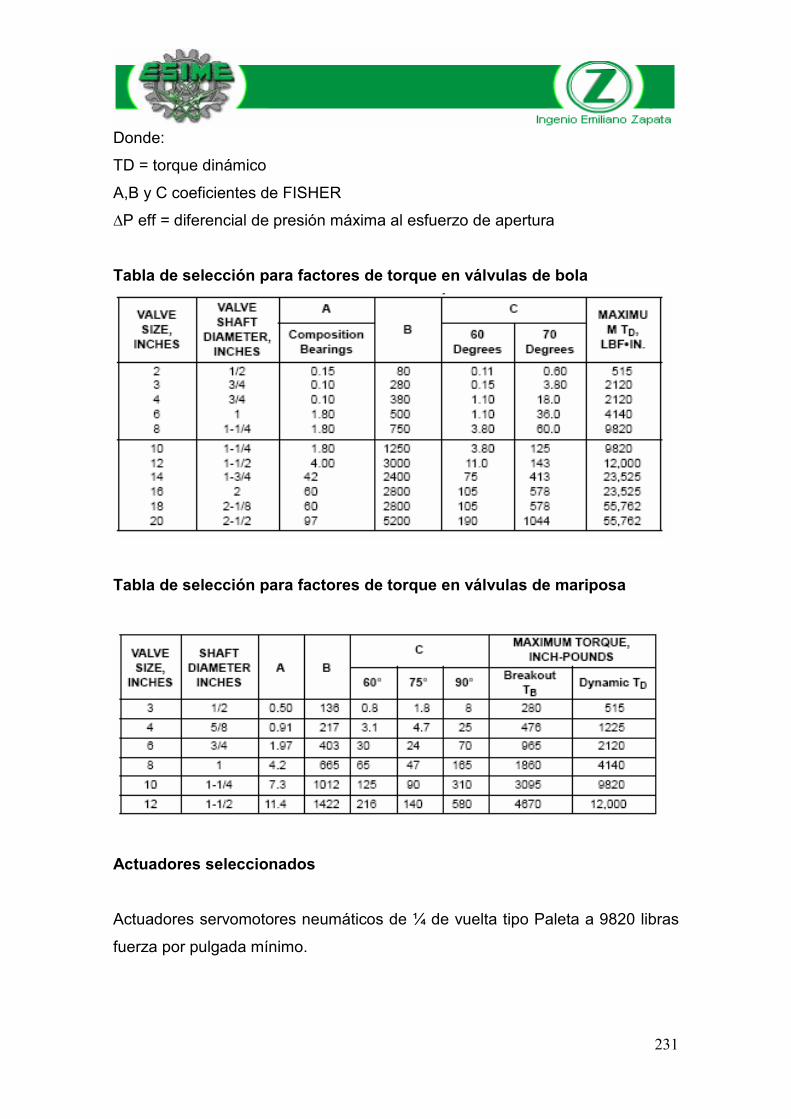
231
Donde:
TD = torque dinámico
A,B y C coeficientes de FISHER
∆P eff = diferencial de presión máxima al esfuerzo de apertura
Tabla de selección para factores de torque en válvulas de bola
Tabla de selección para factores de torque en válvulas de mariposa
Actuadores seleccionados
Actuadores servomotores neumáticos de ¼ de vuelta tipo Paleta a 9820 libras
fuerza por pulgada mínimo.
Apéndice B:
Memoria de cálculos para selección de gabinete “Marshalling”
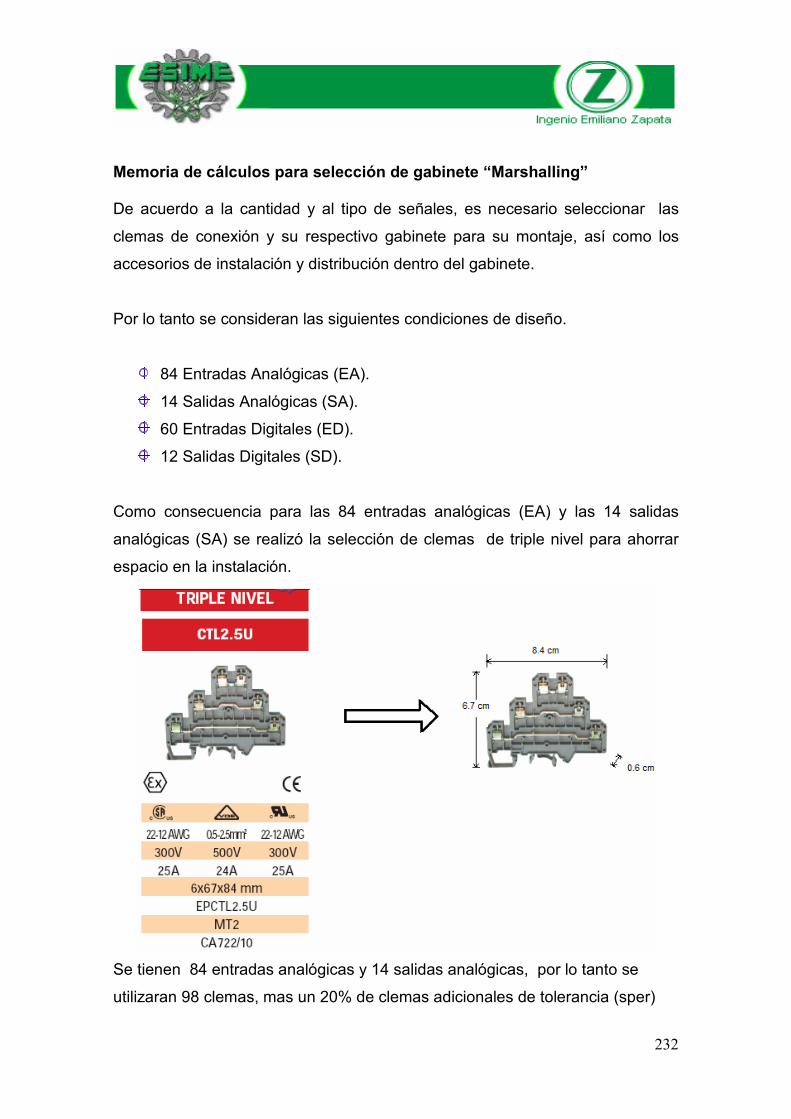
232
Memoria de cálculos para selección de gabinete “Marshalling” De acuerdo a la cantidad y al tipo de señales, es necesario seleccionar las
clemas de conexión y su respectivo gabinete para su montaje, así como los
accesorios de instalación y distribución dentro del gabinete.
Por lo tanto se consideran las siguientes condiciones de diseño.
84 Entradas Analógicas (EA).
14 Salidas Analógicas (SA).
60 Entradas Digitales (ED).
12 Salidas Digitales (SD).
Como consecuencia para las 84 entradas analógicas (EA) y las 14 salidas
analógicas (SA) se realizó la selección de clemas de triple nivel para ahorrar
espacio en la instalación.
Se tienen 84 entradas analógicas y 14 salidas analógicas, por lo tanto se
utilizaran 98 clemas, mas un 20% de clemas adicionales de tolerancia (sper)
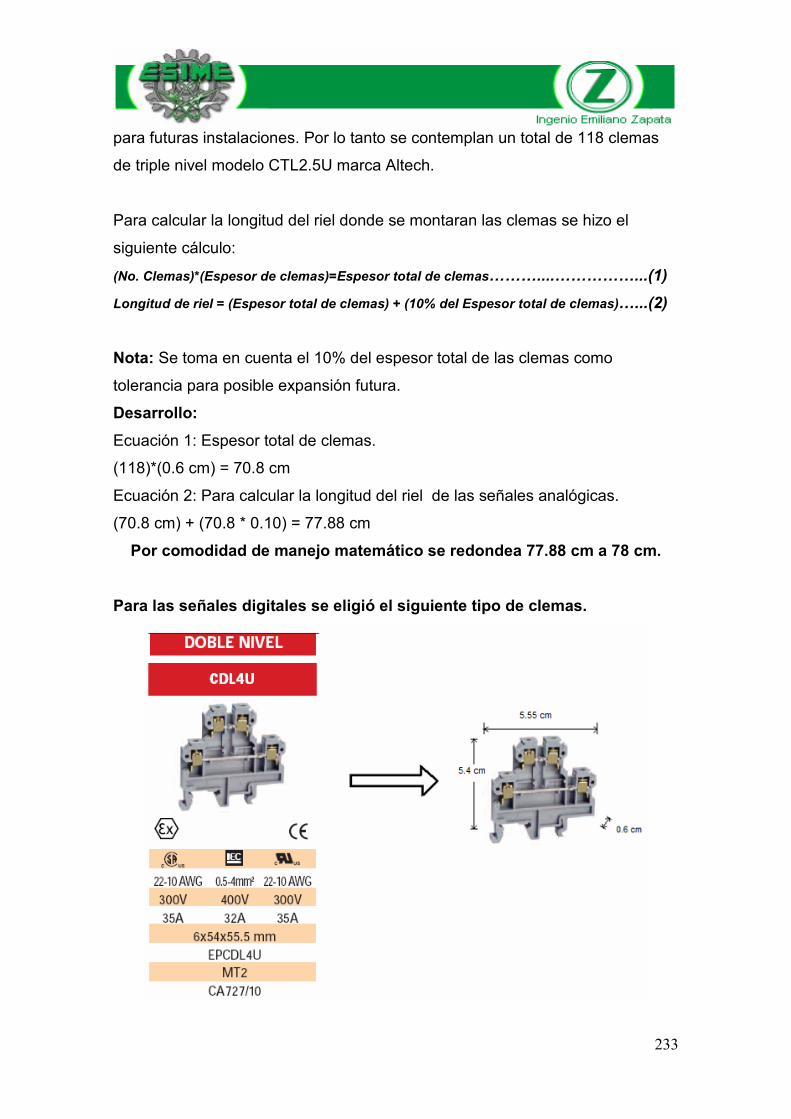
233
para futuras instalaciones. Por lo tanto se contemplan un total de 118 clemas
de triple nivel modelo CTL2.5U marca Altech.
Para calcular la longitud del riel donde se montaran las clemas se hizo el
siguiente cálculo:
(No. Clemas)*(Espesor de clemas)=Espesor total de clemas………....……………...(1)
Longitud de riel = (Espesor total de clemas) + (10% del Espesor total de clemas)…...(2)
Nota: Se toma en cuenta el 10% del espesor total de las clemas como
tolerancia para posible expansión futura.
Desarrollo:
Ecuación 1: Espesor total de clemas.
(118)*(0.6 cm) = 70.8 cm
Ecuación 2: Para calcular la longitud del riel de las señales analógicas.
(70.8 cm) + (70.8 * 0.10) = 77.88 cm
Por comodidad de manejo matemático se redondea 77.88 cm a 78 cm.
Para las señales digitales se eligió el siguiente tipo de clemas.
234
Se tienen 60 entradas digitales y 12 salidas digitales, por lo tanto se utilizaran
72, más un 20% de clemas adicionales de tolerancia (sper) para futuras
instalaciones. Por lo tanto se contemplan un total de 86 clemas de doble nivel
modelo CDL4U marca Altech
Para calcular la longitud del riel donde se montaran las clemas se hizo el
siguiente cálculo:
(No. Clemas)*(Espesor de clima)=Espesor total de clemas………....……………...(1)
Longitud de riel = (Espesor total de clemas) + (10% del Espesor total de clemas) …(2)
Nota: Se toma en cuenta el 10% del espesor de clemas como tolerancia para
posibles instalaciones futuras.
Desarrollo: Ecuación 1: Espesor total de clemas
(86)*(0.6 cm) = 51.6 cm
Ecuación 2: Para calcular la longitud del riel de las señales digitales.
(51.6 cm) + (51.6 * 0.10) = 56.76 cm
Por comodidad de manejo matemático se redondea 56.76 cm este valor a 57 cm.
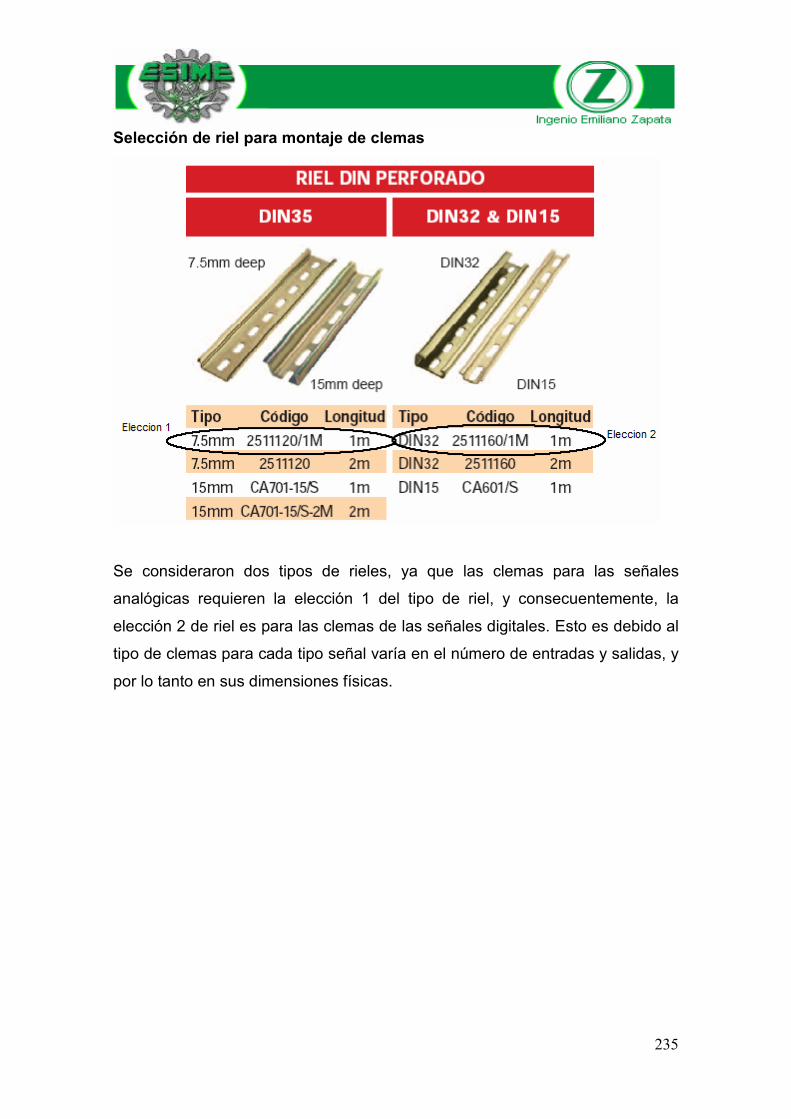
235
Selección de riel para montaje de clemas
Se consideraron dos tipos de rieles, ya que las clemas para las señales
analógicas requieren la elección 1 del tipo de riel, y consecuentemente, la
elección 2 de riel es para las clemas de las señales digitales. Esto es debido al
tipo de clemas para cada tipo señal varía en el número de entradas y salidas, y
por lo tanto en sus dimensiones físicas.
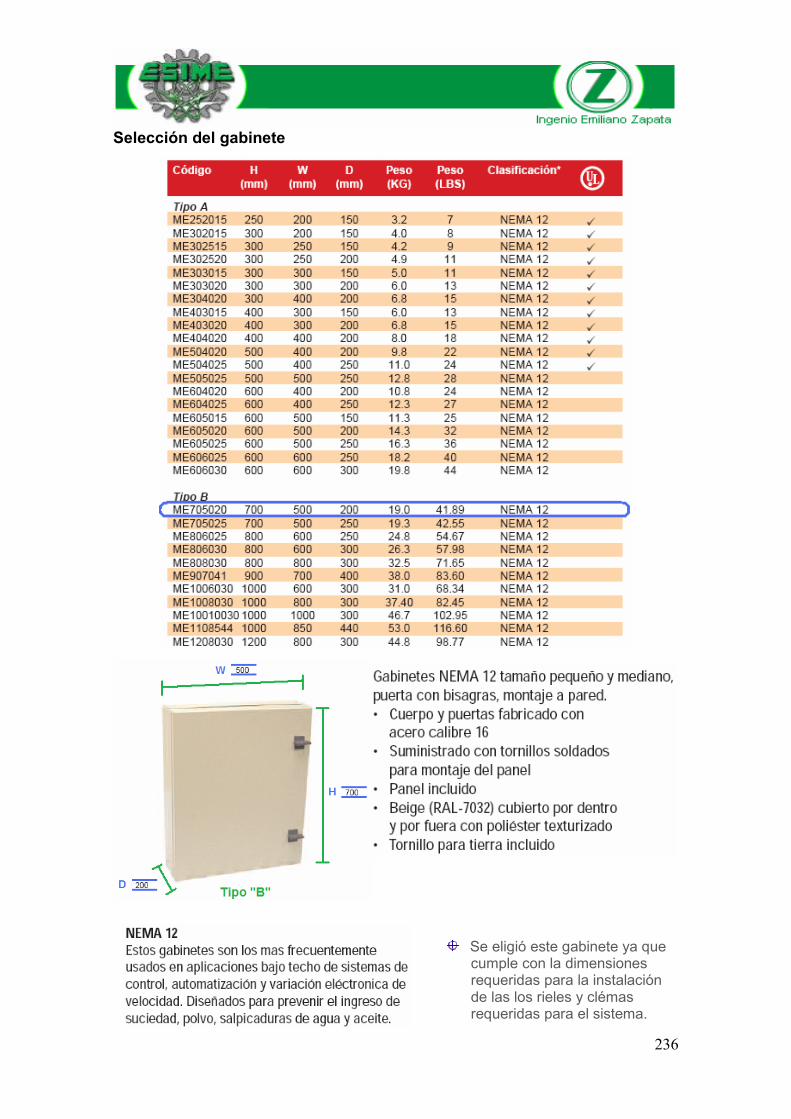
236
Selección del gabinete
Se eligió este gabinete ya que cumple con la dimensiones requeridas para la instalación de las los rieles y clémas requeridas para el sistema.
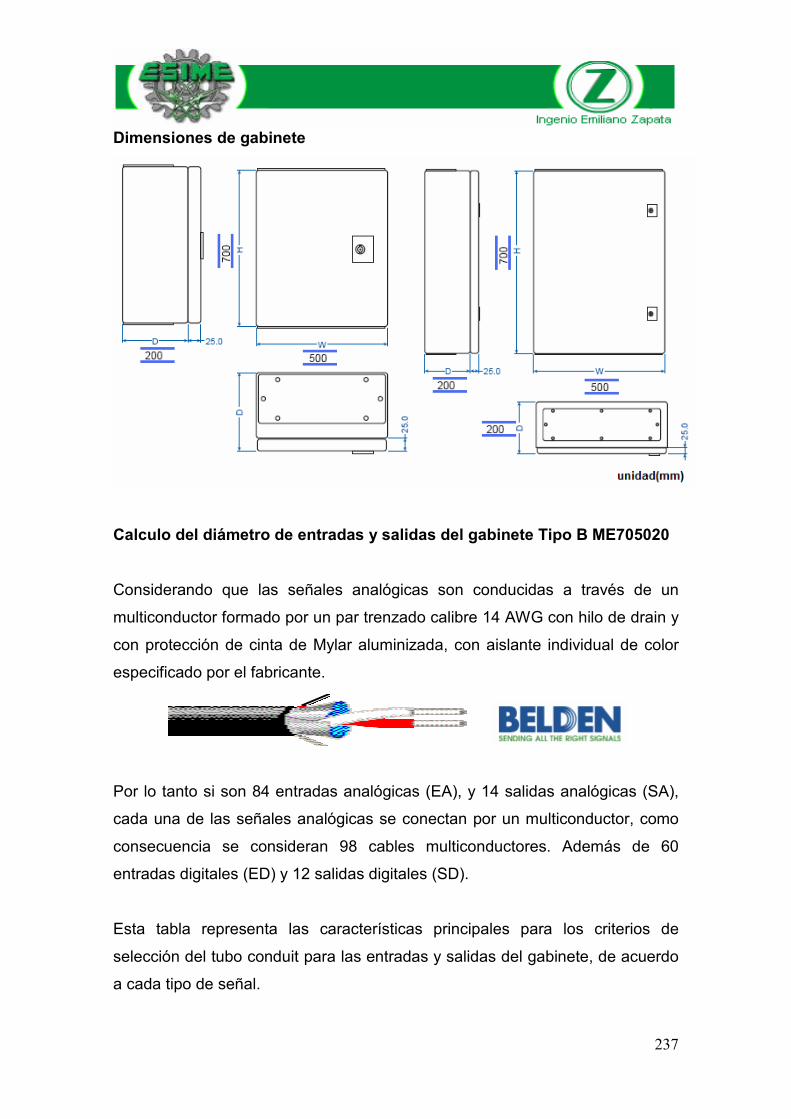
237
Dimensiones de gabinete
Calculo del diámetro de entradas y salidas del gabinete Tipo B ME705020
Considerando que las señales analógicas son conducidas a través de un
multiconductor formado por un par trenzado calibre 14 AWG con hilo de drain y
con protección de cinta de Mylar aluminizada, con aislante individual de color
especificado por el fabricante.
Por lo tanto si son 84 entradas analógicas (EA), y 14 salidas analógicas (SA),
cada una de las señales analógicas se conectan por un multiconductor, como
consecuencia se consideran 98 cables multiconductores. Además de 60
entradas digitales (ED) y 12 salidas digitales (SD).
Esta tabla representa las características principales para los criterios de
selección del tubo conduit para las entradas y salidas del gabinete, de acuerdo
a cada tipo de señal.
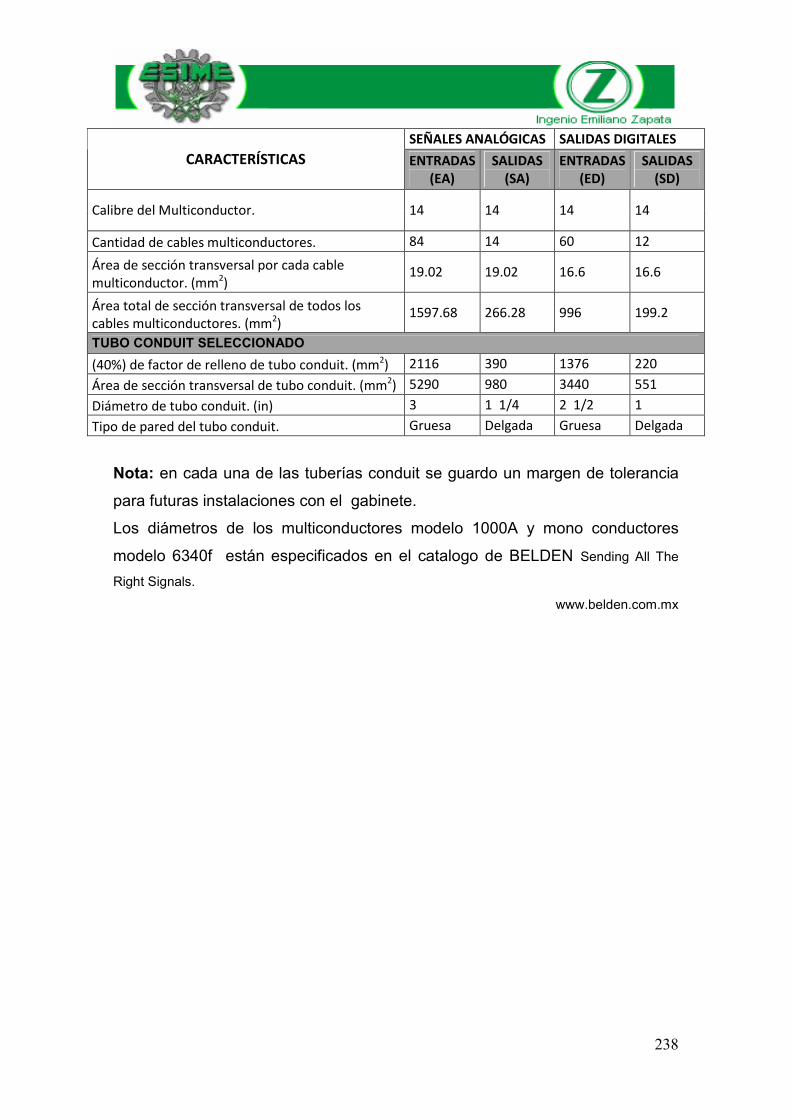
238
SEÑALES ANALÓGICAS SALIDAS DIGITALES CARACTERÍSTICAS ENTRADAS
(EA) SALIDAS
(SA) ENTRADAS
(ED) SALIDAS
(SD)
Calibre del Multiconductor. 14 14 14 14
Cantidad de cables multiconductores. 84 14 60 12
Área de sección transversal por cada cable multiconductor. (mm2)
19.02 19.02 16.6 16.6
Área total de sección transversal de todos los cables multiconductores. (mm2)
1597.68 266.28 996 199.2
TUBO CONDUIT SELECCIONADO (40%) de factor de relleno de tubo conduit. (mm2) 2116 390 1376 220 Área de sección transversal de tubo conduit. (mm2) 5290 980 3440 551 Diámetro de tubo conduit. (in) 3 1 1/4 2 1/2 1
Tipo de pared del tubo conduit. Gruesa Delgada Gruesa Delgada
Nota: en cada una de las tuberías conduit se guardo un margen de tolerancia
para futuras instalaciones con el gabinete.
Los diámetros de los multiconductores modelo 1000A y mono conductores
modelo 6340f están especificados en el catalogo de BELDEN Sending All The
Right Signals.
www.belden.com.mx
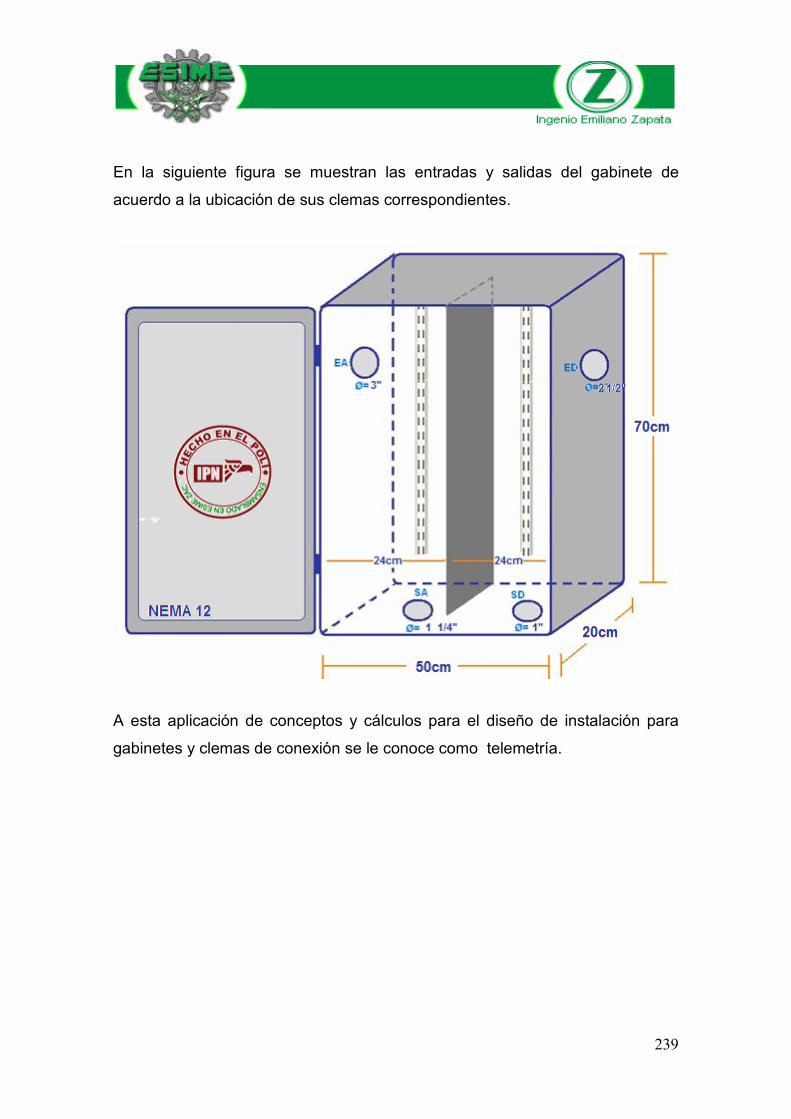
239
En la siguiente figura se muestran las entradas y salidas del gabinete de
acuerdo a la ubicación de sus clemas correspondientes.
A esta aplicación de conceptos y cálculos para el diseño de instalación para
gabinetes y clemas de conexión se le conoce como telemetría.
Apéndice C:
Tablas de Referencia
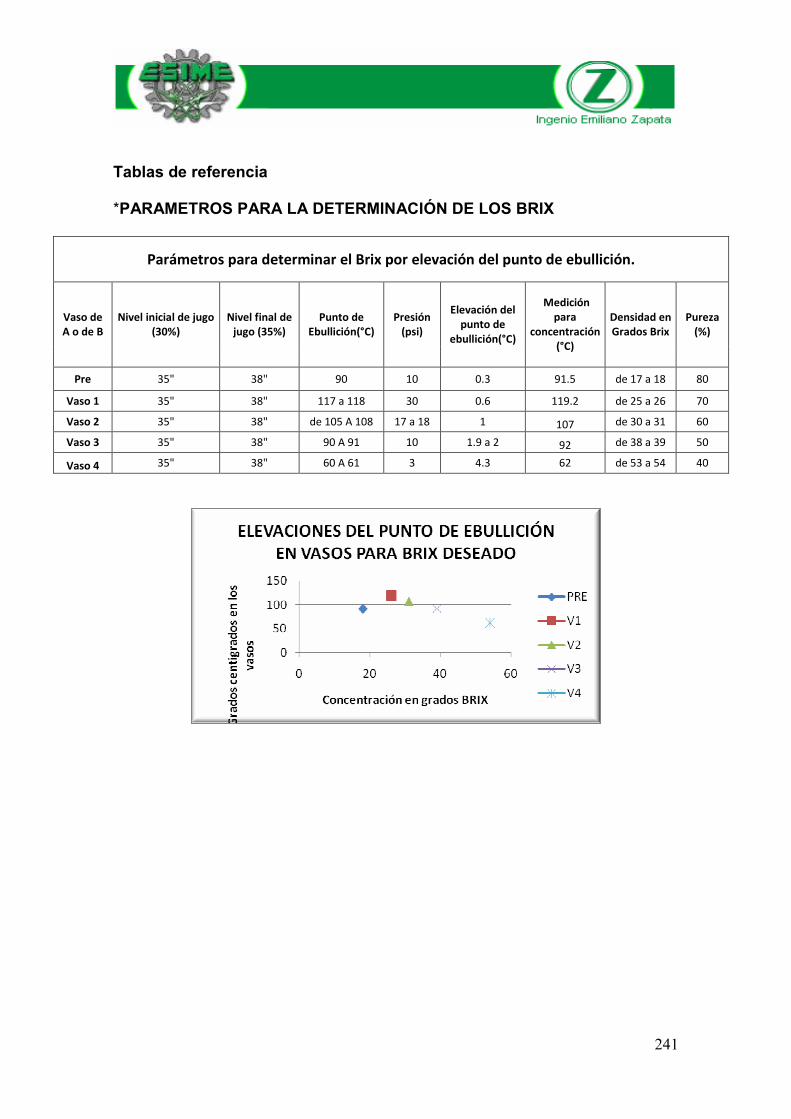
241
Tablas de referencia *PARAMETROS PARA LA DETERMINACIÓN DE LOS BRIX
Parámetros para determinar el Brix por elevación del punto de ebullición.
Vaso de A o de B
Nivel inicial de jugo (30%)
Nivel final de jugo (35%)
Punto de Ebullición(°C)
Presión (psi)
Elevación del punto de
ebullición(°C)
Medición para
concentración (°C)
Densidad en Grados Brix
Pureza (%)
Pre 35" 38" 90 10 0.3 91.5 de 17 a 18 80
Vaso 1 35" 38" 117 a 118 30 0.6 119.2 de 25 a 26 70
Vaso 2 35" 38" de 105 A 108 17 a 18 1 107 de 30 a 31 60
Vaso 3 35" 38" 90 A 91 10 1.9 a 2 92 de 38 a 39 50
Vaso 4 35" 38" 60 A 61 3 4.3 62 de 53 a 54 40
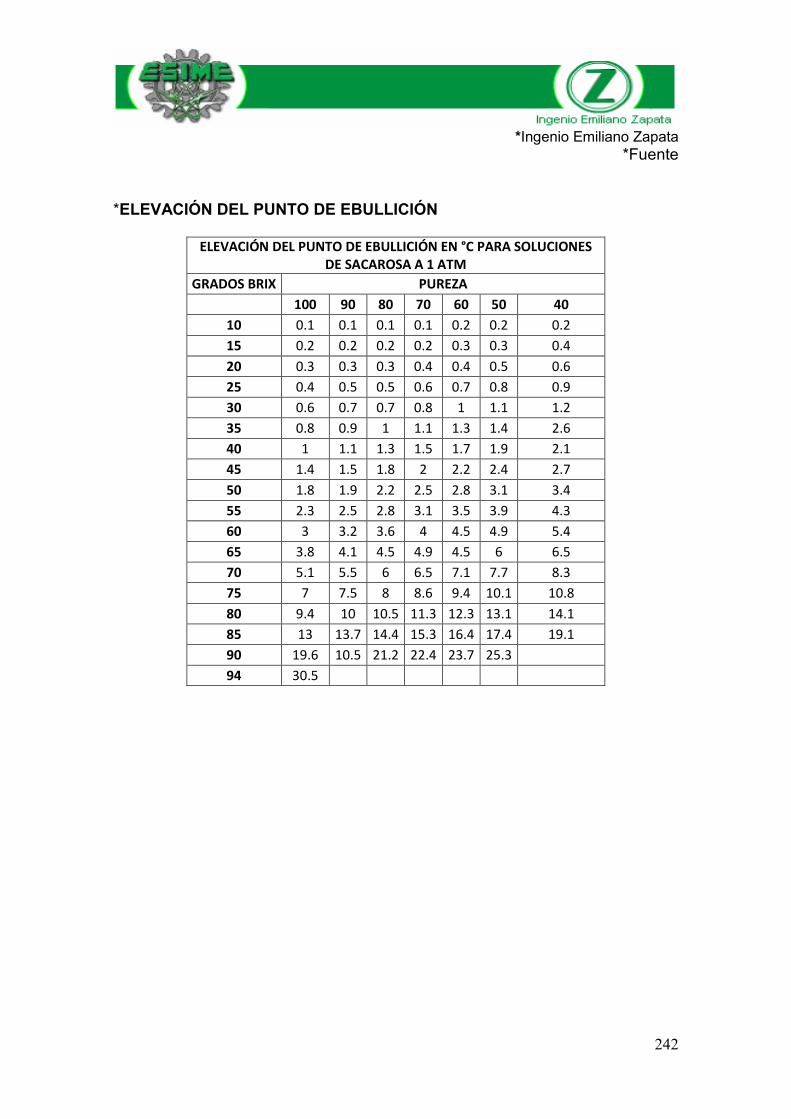
242
*Ingenio Emiliano Zapata *Fuente
*ELEVACIÓN DEL PUNTO DE EBULLICIÓN
ELEVACIÓN DEL PUNTO DE EBULLICIÓN EN °C PARA SOLUCIONES DE SACAROSA A 1 ATM
GRADOS BRIX PUREZA 100 90 80 70 60 50 40
10 0.1 0.1 0.1 0.1 0.2 0.2 0.2 15 0.2 0.2 0.2 0.2 0.3 0.3 0.4 20 0.3 0.3 0.3 0.4 0.4 0.5 0.6 25 0.4 0.5 0.5 0.6 0.7 0.8 0.9 30 0.6 0.7 0.7 0.8 1 1.1 1.2 35 0.8 0.9 1 1.1 1.3 1.4 2.6 40 1 1.1 1.3 1.5 1.7 1.9 2.1 45 1.4 1.5 1.8 2 2.2 2.4 2.7 50 1.8 1.9 2.2 2.5 2.8 3.1 3.4 55 2.3 2.5 2.8 3.1 3.5 3.9 4.3 60 3 3.2 3.6 4 4.5 4.9 5.4 65 3.8 4.1 4.5 4.9 4.5 6 6.5 70 5.1 5.5 6 6.5 7.1 7.7 8.3 75 7 7.5 8 8.6 9.4 10.1 10.8 80 9.4 10 10.5 11.3 12.3 13.1 14.1 85 13 13.7 14.4 15.3 16.4 17.4 19.1 90 19.6 10.5 21.2 22.4 23.7 25.394 30.5

243
*Manual del Ingeniero Azucarero E. Hugot *Fuente
Relación entre presión y temperatura del vapor de agua saturado seco a presiones inferiores a la atmosférica
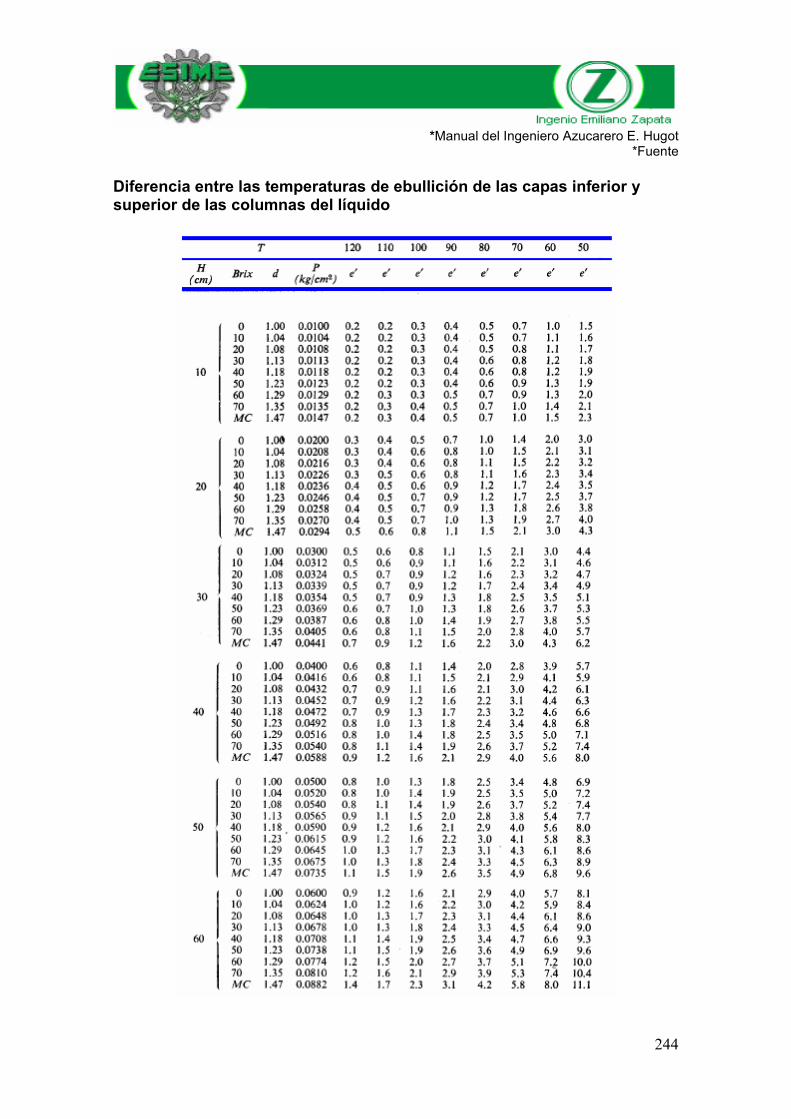
244
*Manual del Ingeniero Azucarero E. Hugot *Fuente
Diferencia entre las temperaturas de ebullición de las capas inferior y superior de las columnas del líquido
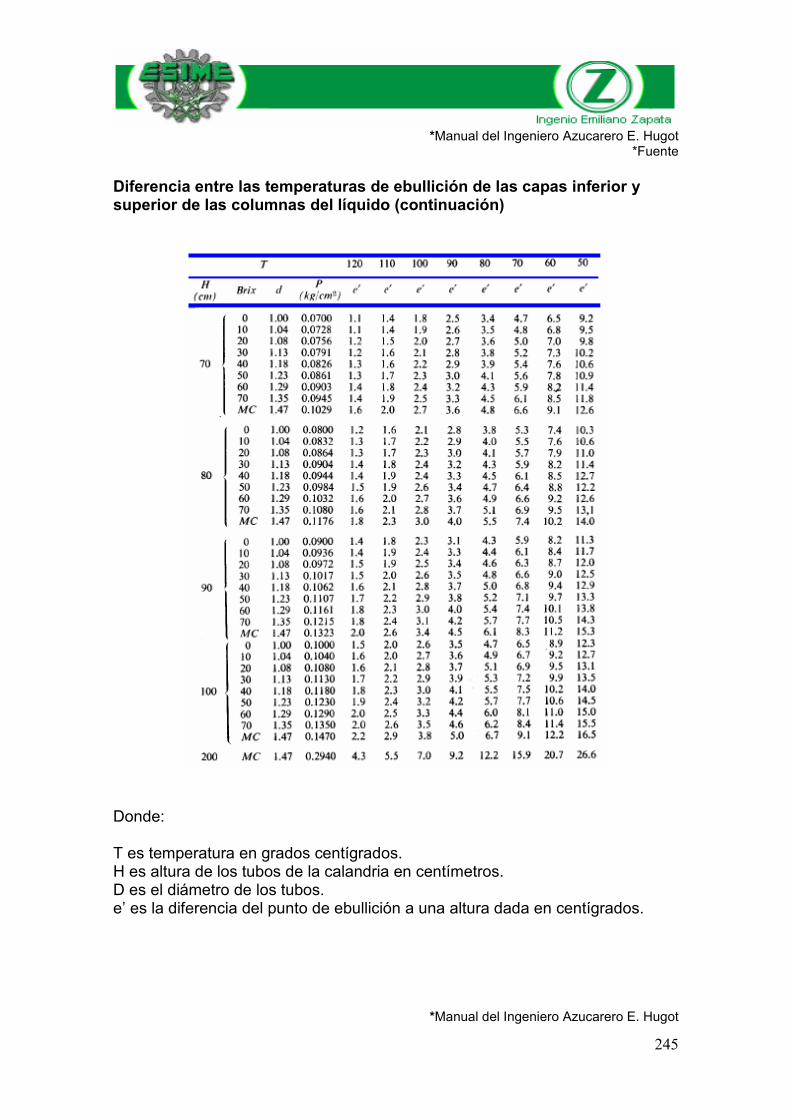
245
*Manual del Ingeniero Azucarero E. Hugot *Fuente
Diferencia entre las temperaturas de ebullición de las capas inferior y superior de las columnas del líquido (continuación)
Donde: T es temperatura en grados centígrados. H es altura de los tubos de la calandria en centímetros. D es el diámetro de los tubos. e’ es la diferencia del punto de ebullición a una altura dada en centígrados.
*Manual del Ingeniero Azucarero E. Hugot
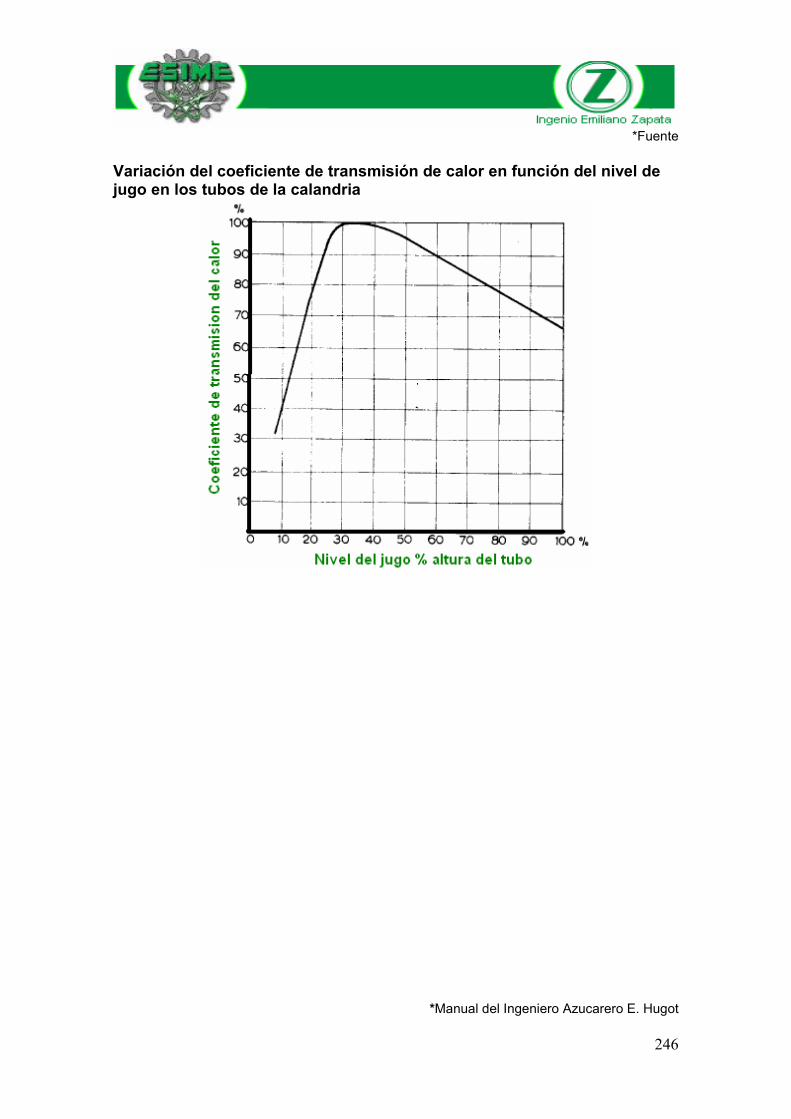
246
*Fuente
Variación del coeficiente de transmisión de calor en función del nivel de jugo en los tubos de la calandria
*Manual del Ingeniero Azucarero E. Hugot
Apéndice D:
Glosario Tecnico
248
Glosario técnico Arquitectura de Control Esquema que representa los elementos de control y los elementos de campo en forma de red con sus conexiones y en forma jerarquizada. Arreglo Mecánico Es una representación en un plano la cual muestra como están construidos los equipos de proceso. Calandria Conjunto de tubos que atraviesan la cámara de vapor DEL Intercambiador de calor construido en aluminio o acero inoxidable, los cuales están unidos por medio de dos espejos metálicos en sus extremos. Controlador Lógico Programable (PLC ) Dispositivos de control que puede ser programado para diferentes aplicaciones y esta compuesto de tarjetas digitales y micro controladores. Cuádruples Sistema de evaporación compuesto por cuatro vasos y un Pre- evaporador generalmente de mayor capacidad. Diagrama de lazo Diagrama que representa las conexiones y cableados entre los elementos de un lazo de control y esta normalizado por la norma ISA 5.4. Diagrama lógico de control Diagrama que representa la las operaciones lógicas contenidas en un controlador, PLC o interlock para procesamiento de señales, las cuales accionaran un elemento final de control. Estas se encuentran normalizadas en la norma ANSI/ISA-S5.2. Diagrama de cómo esta construido “AS built” Es la representación plasmada en un plano de cómo se encuentra el sistema al inicio del proyecto (si es que ya existe). Diagramas de tuberías e instrumentación (DTI’s) El Diagrama de Tubería e Instrumentación (DTI) es el punto de partida para el desarrollo de la Ingeniería Básica y de Detalle. En el DTI se representan los equipos que formarán parte de la transformación de la materia prima en el producto deseado, así como las tuberías que transportarán esta materia prima y los servicios auxiliares. Tomando en cuenta que como diseño de ingeniería se deberá representar la(s) llegada(s) del lado izquierdo del DTI y la(s) salida(s) del lado derecho. De igual forma debe ser representada toda la instrumentación que permitirá llevar a cabo el monitoreo y control de cada una de las variables del proceso y los diferentes tipos de señalización empleados en la comunicación de la instrumentación de campo con el sistema de control y de este a los elementos finales de acuerdo con las normas y estándares de ingeniería.
249
Efecto domino Efecto causado en una parte del proceso, el cual afecta positiva o negativamente procesos antecedentes o consecuentes de forma significativa. Elevación del punto de ebullición (boiling point rise elevation) La
temperatura de ebullición de una disolución puede aumentar
considerablemente al aumentar el contenido de sólido, de forma que la
temperatura de ebullición de una disolución concentrada puede ser mucho
mayor que la del agua a la misma presión.
Entrada/salida digital Señal digital que entra o sale de un controlador, tomando este ultimo siempre como referencia.
Entrada/salida analógica Señal analógica que entra o sale de un controlador, tomando este siempre como referencia.
Filosofía de control Documento que forma parte de la Ingeniería Básica que permite conocer los principales aspectos y factores inherentes al diseño del proceso. Para lograr una mejor estabilidad y óptimo funcionamiento de la planta, se deben tomar en cuenta: Las variables de operación y control del proceso, como son presión, flujo, temperatura y nivel. Gasto másico nominal Flujo expresado en masa (libras hora) cuya cantidad es la normalmente requerida para la operación eficiente del proceso y determinada generalmente por el diseño del mismo. Grados BRIX Es la densidad expresada en porcentaje en peso de sacarosa Hojas de especificación de los instrumentos. Conocidas también como “Data Sheets”, son documentos que contienen información técnica especifica sobre instrumentos de medición, indicación, transmisión y control y están normalizadas por la norma ANSI/ISA-S20 Horas de ingeniería Tiempo invertido en la realización de un proyecto Índice de instrumentos. El índice de Instrumentos es un documento que forma parte de la ingeniería de instrumentación y control contenida en el libro de proyecto, tiene como objetivo ordenar, controlar y resumir la información de toda la instrumentación que existe en el proyecto para facilitar su manejo tanto en la etapa de diseño, construcción, como en la de operación y mantenimiento. Jugo claro Líquido con sacarosa extraído de la caña de azúcar por medio de procesos mecánicos. Limpieza (Boil out) Proceso industrial por el cual se lleva a cabo la limpieza de tuberías, tanques y otros equipos de proceso los cuales sufren perdida de eficiencia por acumulaciones de materia prima.
250
Marshalling Termino ingles que nombra a los gabinetes receptores de cableado de campo, para dirigir las señales hacia un sistema de control. Meladura o Melasa Es el producto obtenido durante la concentración del jugo claro por medio de la evaporación. Purga de fondo Sistema de tubería para dren de sustancias residuales de un vaso evaporador. Regla de Dühring Carta o grafica que muestra las temperaturas a las que un líquido ejerce determinada presión de vapor frente a las temperaturas a las que otro liquido de referencia ejerce la misma presión y es prácticamente lineal. Separadores de arrastre Sistema mecánico dentro de un vaso evaporador que retiene los componentes líquidos que viajan en el vapor vegetal, y evitan el paso de sólidos de un vaso hacia otro. Tacho Equipo de proceso en el cual se lleva a cabo el cocimiento de la Melasa o Meladura obtenida en la evaporación. Tanque de neutralización Recipiente que recibe una sustancia acida o básica y contiene otras sustancias que llevaran a las soluciones recibidas, a un pH neutro por medio de una reacción química. Típicos de instalación El dibujo Típico de Instalación y Montaje es necesario para definir los materiales y accesorios mecánicos para la soportería y montaje del instrumento y su interconexión al proceso; y eléctricos para la acometida de la señal y el suministro. Vapor de escape de alta Vapor de agua entregado por generadores de vapor para proveer de medio de calentamiento a los procesos dentro de un ingenio azucarero. Este procede de la turbina de alta presión en el turbogenerador. Vapor de escape de baja Vapor de agua entregado por generadores de vapor para proveer de medio de calentamiento a los procesos dentro de un ingenio azucarero. Este procede de la turbina de baja presión en el turbogenerador. Vapor vegetal Vapor desprendido del jugo claro de caña después del calentamiento en un efecto. En múltiple efecto este vapor es re aprovechado por un vaso subsecuente para evaporar un 1kg de agua de la disolución se requiere de 1 a 1.3 kg de vapor de agua. Si el vapor procedente de uno de los evaporadores introduce como alimentación en elemento calefactor de un segundo evaporador. Vaso melador Ultimo vaso o efecto de un evaporador de donde se obtiene el grado BRIX final.
251
Zona caliente de un evaporador Área del intercambiador de calor donde el aprovechamiento del vapor es optimo. Zona fría de un evaporador Área del intercambiador de calor donde el aprovechamiento del vapor es no es optimo.




























