Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE SÃO CARLOS
CENTRO DE CIÊNCIAS AGRÁRIAS
PÓS-GRADUAÇÃO (MTA) EM GESTÃO DE TECNOLOGIA
INDUSTRIAL SUCROENERGÉTICA
CÁLCULOS PARA AVALIAR A CAPACIDADE DAS MOENDAS
Suellen Caffer
Catanduva – SP
2013
UNIVERSIDADE FEDERAL DE SÃO CARLOS
CENTRO DE CIÊNCIAS AGRÁRIAS
PÓS-GRADUAÇÃO (MTA) EM GESTÃO DE TECNOLOGIA
INDUSTRIAL SUCROENERGÉTICA
CÁLCULOS PARA AVALIAR A CAPACIDADE DAS MOENDAS
Trabalho apresentado no segundo
módulo no curso de MTA em Gestão
de Tecnologia Industrial
Sucroenergética da Universidade
Federal de São Carlos.
Aluno: Suellen Caffer
Assinatura:
__________________________
Data de entrega: 25/01/2014
Catanduva – SP
2013
LISTA DE FIGURAS
Figura 1: Preparo e Moagem......................................8
Figura 2: Rolos do terno de moenda..............................9
Figura 3: Ranhuras do rolo de moenda............................9
Figura 4: Aberturas (Regulagem) da moenda.......................9
LISTA DE TABELAS
Tabela 1: Fórmulas de capacidade de moenda e suas respectivas
limitações…………12
Tabela 2: Relação das dimensões e quantidade de rolos na
capacidade de moagem...13
Tabela 3: Relação das dimensões e velocidade de rolos na
capacidade de moagem…13
Tabela 4: Relação entre a capacidade máxima de moagem das moendas
e a densidade da cana (TCH )…………………………………………………………………………………14
LISTA DE ABREVIATURAS E SIGLAS
rpm Rotação por minuto
TCH Tonelada de cana por horaUdop União dos Produtores de
BioenergiaÚNICA União de Indústria de Cana de
Açúcar
SUMÁRIO
1 INTRODUÇÃO....................................................7
1.1 CONTEXTUALIZAÇÃO DO TEMA....................................7
1.2 OBJETIVO....................................................8
2 REVISÃO BIBLIOGRÁFICA.........................................8
2.1 CARACTERÍSTICAS DAS MOENDAS.................................8
3 METODOLOGIA..................................................10
4 RESULTADOS E DISCUSSÃO.......................................10
5 CONCLUSÃO....................................................15
6 REFERÊNCIAS BIBLIOGRÁFICAS...................................15
8
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO DO TEMA
O setor de extração é um dos mais importantes no setor
sucroenergético, e existem apenas dois processos de extração do
caldo da cana utilizados, o processo de moagem e o processo de
difusão, e atualmente a moenda está presente em pelo menos 98%
das usinas e destilarias do Brasil (JORNAL DA CANA, 2012; SIMONI,
2005).
O processo de moagem requer grande atenção e o controle
terno a terno dos seus parâmetros, como por exemplo, a capacidade
da moenda. Esse controle minimiza as perdas, com consequente
ganho de produtividade (JORNAL DA CANA, 2013).
Na maioria das usinas a capacidade de processamento de
cana pelas moendas tem aumentado consideravelmente nas últimas
décadas em função de inúmeros fatores, como: criação de novas
tecnologias, aperfeiçoamentos realizados nos equipamentos,
aproveitamento integral da energia da cana-de-açúcar, expansão
dos campos e alta produtividade agrícola (MACHADO, 2012; NASTARI,
2012).
De acordo com a União da Indústria de Cana-de-Açúcar
(UNICA)1, a moagem de cana-de-açúcar na região Centro-Sul de
apresentou uma alta de 11,82% na comparação com o mesmo período da
safra 2012/2013, alcançando o recorde histórico de 594,10 milhões
de toneladas no acumulado desde o início da safra 2013/2014 até 1º
de janeiro.
Além desses dados, durante a safra 2013/14 foi utilizada
mais de 95% de toda a capacidade de moagem existente no país,
índice perigosamente próximo do máximo. Com índices como este há
risco das usinas não moerem tudo o que se produz no campo,
portanto há a necessidade de expansão da capacidade da moenda não
somente por causa da alta produtividade agrícola, mas devido às1 Disponível em <http://www.unicadata.com.br/> Acesso em dezembro de 2013.
9
boas perspectivas de demanda para produtos da cana (açúcar e
etanol) no mercado interno e externo (NASTARI, 2013).
Portanto, atualmente, a maioria das usinas buscam
investir nos principais fatores que afetam na ampliação da
capacidade de moagem, como o tamanho da moenda, a densidade de
alimentação, características dos rolos e da cana a ser
processada, entre outros. E para um investimento adequado e
eficiente é preciso entender a relação desses fatores com a
capacidade de moagem.
1.2 OBJETIVO
O presente trabalho tem como objetivo principal entender
os cálculos de capacidade de moagem e demonstrar sua evolução com
o tempo e quais são as variáveis que interferem positivamente ou
negativamente para o aumento da capacidade de moagem. Além disso,
através de cálculos ilustrativos, calcular a capacidade de moagem
de uma usina, e diagnosticar a maneira a ser feita.
2 REVISÃO BIBLIOGRÁFICA
2.1 CARACTERÍSTICAS DAS MOENDAS
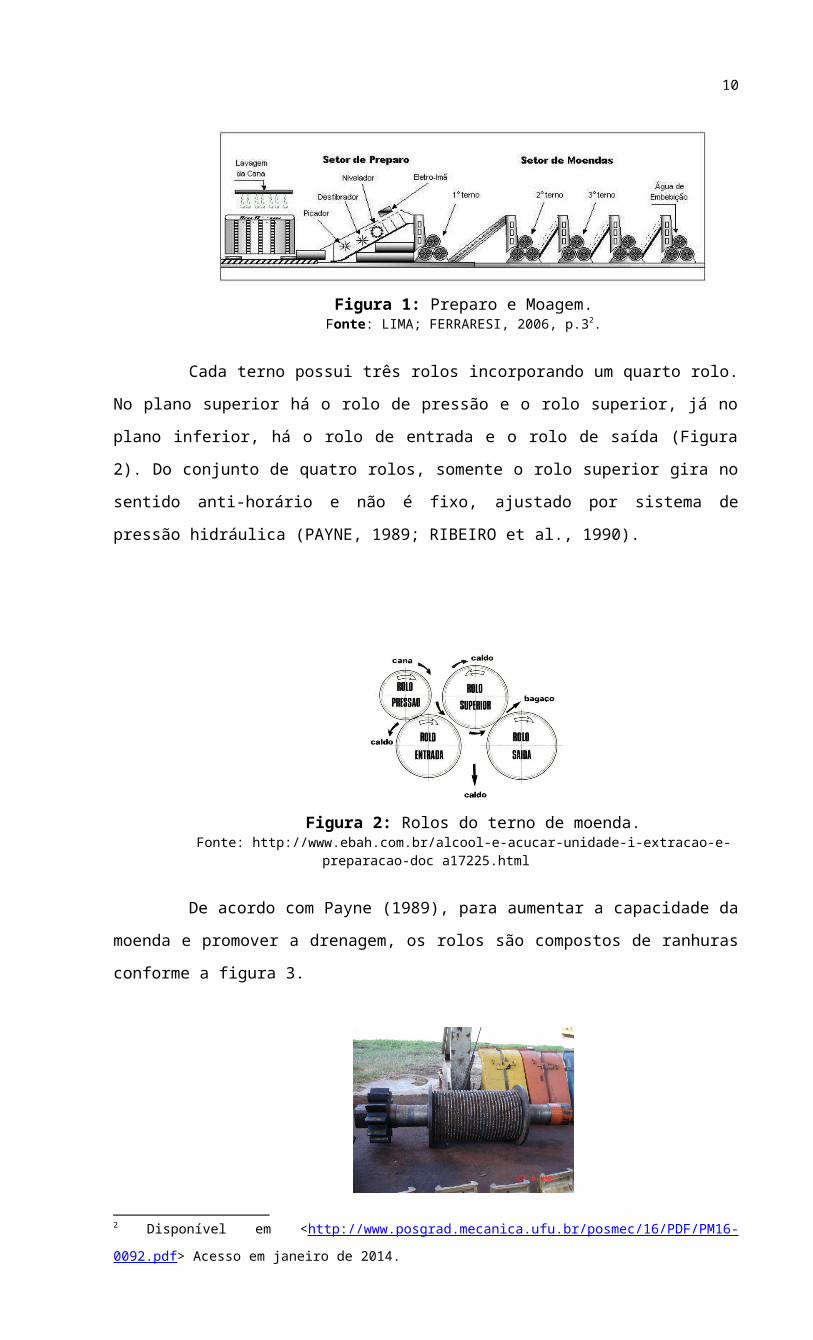
As moendas são equipamentos destinados à extração do
caldo de cana através do esmagamento a alta pressão e possuem de
4 a 7 ternos trabalhando em série formando um conjunto de moagem,
por onde toda a cana desfibrada irá percorrer até completar o
processo de extração do caldo (LIMA e FERRARESI, 2006).
10
Figura 1: Preparo e Moagem.Fonte: LIMA; FERRARESI, 2006, p.32.
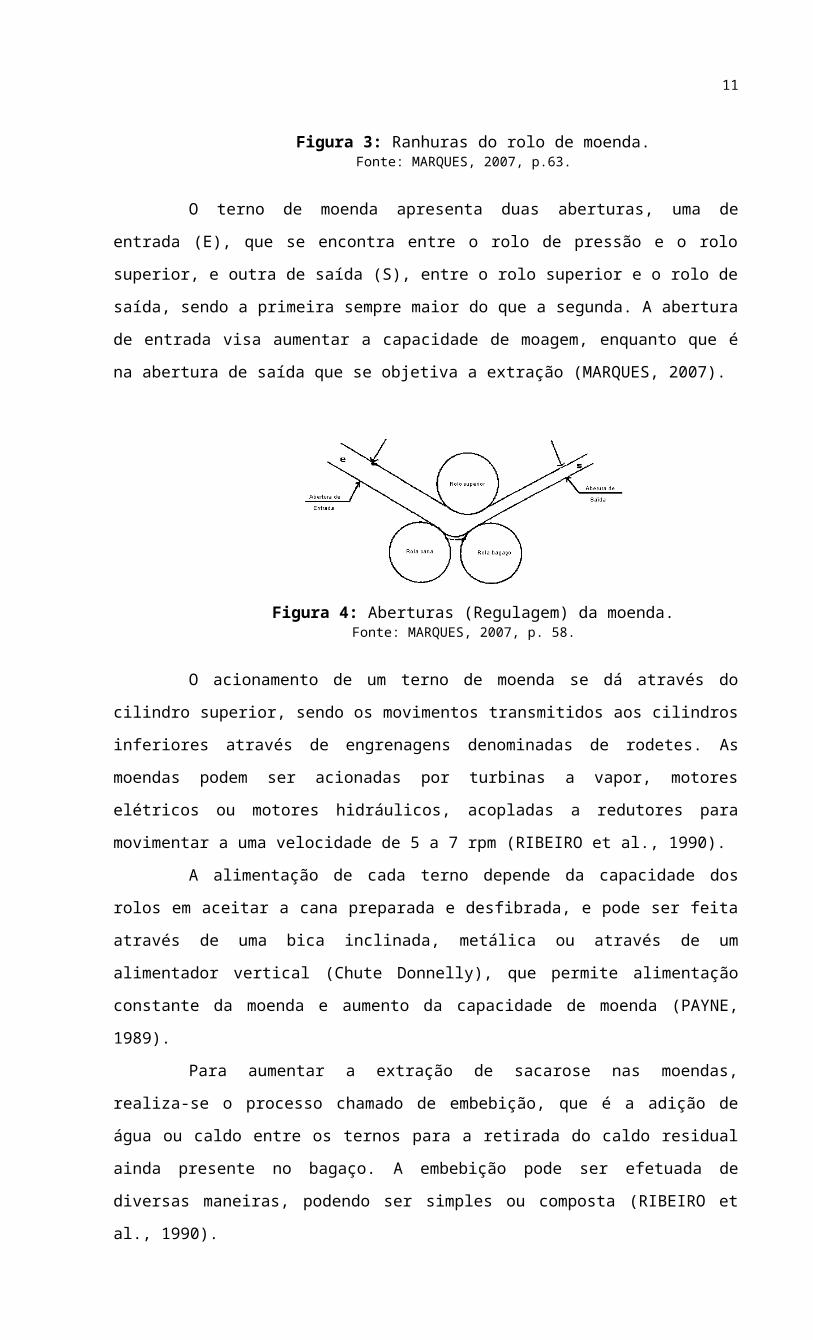
Cada terno possui três rolos incorporando um quarto rolo.
No plano superior há o rolo de pressão e o rolo superior, já no
plano inferior, há o rolo de entrada e o rolo de saída (Figura
2). Do conjunto de quatro rolos, somente o rolo superior gira no
sentido anti-horário e não é fixo, ajustado por sistema de
pressão hidráulica (PAYNE, 1989; RIBEIRO et al., 1990).
Figura 2: Rolos do terno de moenda.Fonte: http://www.ebah.com.br/alcool-e-acucar-unidade-i-extracao-e-
preparacao-doc a17225.html
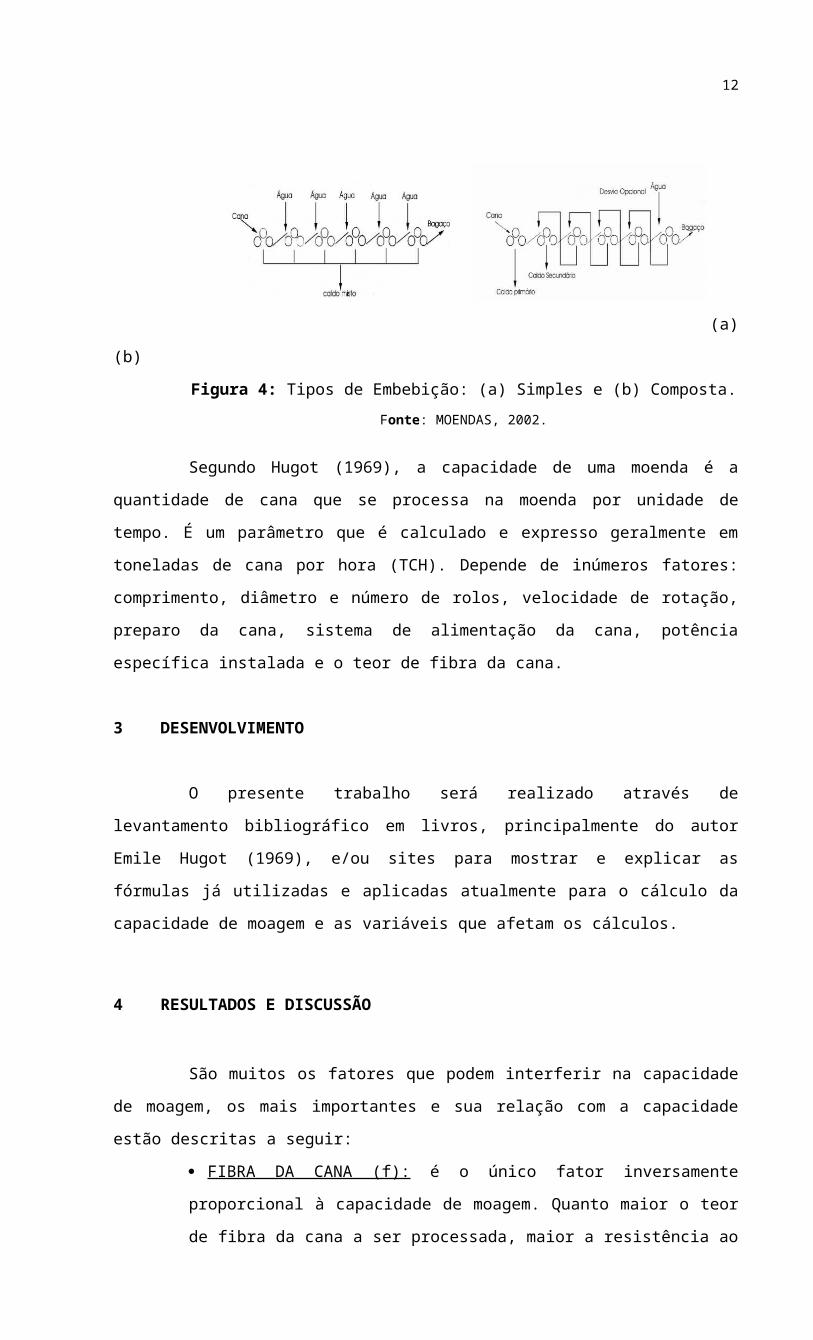
De acordo com Payne (1989), para aumentar a capacidade da
moenda e promover a drenagem, os rolos são compostos de ranhuras
conforme a figura 3.
2 Disponível em <http://www.posgrad.mecanica.ufu.br/posmec/16/PDF/PM16-
0092.pdf> Acesso em janeiro de 2014.
11
Figura 3: Ranhuras do rolo de moenda.Fonte: MARQUES, 2007, p.63.
O terno de moenda apresenta duas aberturas, uma de
entrada (E), que se encontra entre o rolo de pressão e o rolo
superior, e outra de saída (S), entre o rolo superior e o rolo de
saída, sendo a primeira sempre maior do que a segunda. A abertura
de entrada visa aumentar a capacidade de moagem, enquanto que é
na abertura de saída que se objetiva a extração (MARQUES, 2007).
Figura 4: Aberturas (Regulagem) da moenda.Fonte: MARQUES, 2007, p. 58.
O acionamento de um terno de moenda se dá através do
cilindro superior, sendo os movimentos transmitidos aos cilindros
inferiores através de engrenagens denominadas de rodetes. As
moendas podem ser acionadas por turbinas a vapor, motores
elétricos ou motores hidráulicos, acopladas a redutores para
movimentar a uma velocidade de 5 a 7 rpm (RIBEIRO et al., 1990).
A alimentação de cada terno depende da capacidade dos
rolos em aceitar a cana preparada e desfibrada, e pode ser feita
através de uma bica inclinada, metálica ou através de um
alimentador vertical (Chute Donnelly), que permite alimentação
constante da moenda e aumento da capacidade de moenda (PAYNE,
1989).
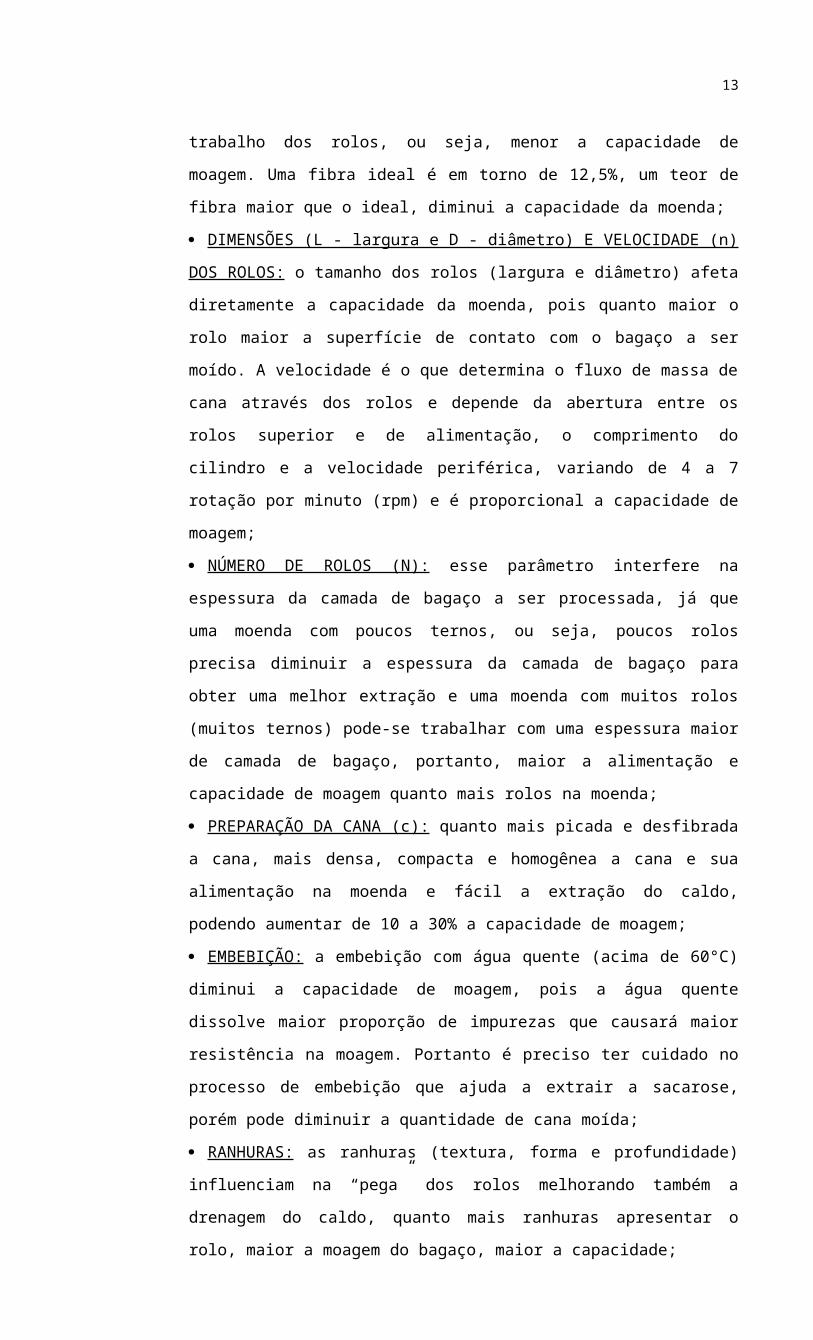
Para aumentar a extração de sacarose nas moendas,
realiza-se o processo chamado de embebição, que é a adição de
água ou caldo entre os ternos para a retirada do caldo residual
ainda presente no bagaço. A embebição pode ser efetuada de
diversas maneiras, podendo ser simples ou composta (RIBEIRO et
al., 1990).
12
(a)
(b)
Figura 4: Tipos de Embebição: (a) Simples e (b) Composta.Fonte: MOENDAS, 2002.
Segundo Hugot (1969), a capacidade de uma moenda é a
quantidade de cana que se processa na moenda por unidade de
tempo. É um parâmetro que é calculado e expresso geralmente em
toneladas de cana por hora (TCH). Depende de inúmeros fatores:
comprimento, diâmetro e número de rolos, velocidade de rotação,
preparo da cana, sistema de alimentação da cana, potência
específica instalada e o teor de fibra da cana.
3 DESENVOLVIMENTO
O presente trabalho será realizado através de
levantamento bibliográfico em livros, principalmente do autor
Emile Hugot (1969), e/ou sites para mostrar e explicar as
fórmulas já utilizadas e aplicadas atualmente para o cálculo da
capacidade de moagem e as variáveis que afetam os cálculos.
4 RESULTADOS E DISCUSSÃO
São muitos os fatores que podem interferir na capacidade
de moagem, os mais importantes e sua relação com a capacidade
estão descritas a seguir:
FIBRA DA CANA (f): é o único fator inversamente
proporcional à capacidade de moagem. Quanto maior o teor
de fibra da cana a ser processada, maior a resistência ao
13
trabalho dos rolos, ou seja, menor a capacidade de
moagem. Uma fibra ideal é em torno de 12,5%, um teor de
fibra maior que o ideal, diminui a capacidade da moenda;
DIMENSÕES (L - largura e D - diâmetro) E VELOCIDADE (n)
DOS ROLOS: o tamanho dos rolos (largura e diâmetro) afeta
diretamente a capacidade da moenda, pois quanto maior o
rolo maior a superfície de contato com o bagaço a ser
moído. A velocidade é o que determina o fluxo de massa de
cana através dos rolos e depende da abertura entre os
rolos superior e de alimentação, o comprimento do
cilindro e a velocidade periférica, variando de 4 a 7
rotação por minuto (rpm) e é proporcional a capacidade de
moagem;
NÚMERO DE ROLOS (N): esse parâmetro interfere na
espessura da camada de bagaço a ser processada, já que
uma moenda com poucos ternos, ou seja, poucos rolos
precisa diminuir a espessura da camada de bagaço para
obter uma melhor extração e uma moenda com muitos rolos
(muitos ternos) pode-se trabalhar com uma espessura maior
de camada de bagaço, portanto, maior a alimentação e
capacidade de moagem quanto mais rolos na moenda;
PREPARAÇÃO DA CANA (c): quanto mais picada e desfibrada
a cana, mais densa, compacta e homogênea a cana e sua
alimentação na moenda e fácil a extração do caldo,
podendo aumentar de 10 a 30% a capacidade de moagem;
EMBEBIÇÃO: a embebição com água quente (acima de 60°C)
diminui a capacidade de moagem, pois a água quente
dissolve maior proporção de impurezas que causará maior
resistência na moagem. Portanto é preciso ter cuidado no
processo de embebição que ajuda a extrair a sacarose,
porém pode diminuir a quantidade de cana moída;
RANHURAS: as ranhuras (textura, forma e profundidade)
influenciam na “pega” dos rolos melhorando também a
drenagem do caldo, quanto mais ranhuras apresentar o
rolo, maior a moagem do bagaço, maior a capacidade;
14
APARELHOS ALIMENTADORES: a capacidade de moagem da cana
aumenta com a capacidade dos rolos em aceitar a
alimentação, quanto maior a capacidade de alimentação,
maior a capacidade dos rolos em moer e para aumentar a
capacidade de alimentação, utiliza-se aparelhos
alimentadores, como Chute Donnelly, que são dispositivos
que comprimem o colchão de cana desfibrada que vai entrar
nos rolos, aumentando a aderência por atrito.
Vários autores sugeriram fórmulas para calcular a
capacidade da moenda, e utilizavam as seguintes variáveis:
A capacidade de moagem, em TCH (toneladas de cana
por hora);
Af capacidade de moagem, em TFH (toneladas de
fibra por hora);
f teor de fibra da cana, em decimal;
L largura dos rolos, em metros;
D diâmetro dos rolos, em metros;
n velocidade do primeiro terno da moenda, em rpm;
c coeficiente relativos aos equipamentos de
preparo de cana (1,10 a 1,25);
N número total de rolos da moenda;
N1 número de ternos da moenda;
N2 número de pressões fornecidas pelo terno (um
terno = duas pressões).
B peso do bagaço de cana, em %.
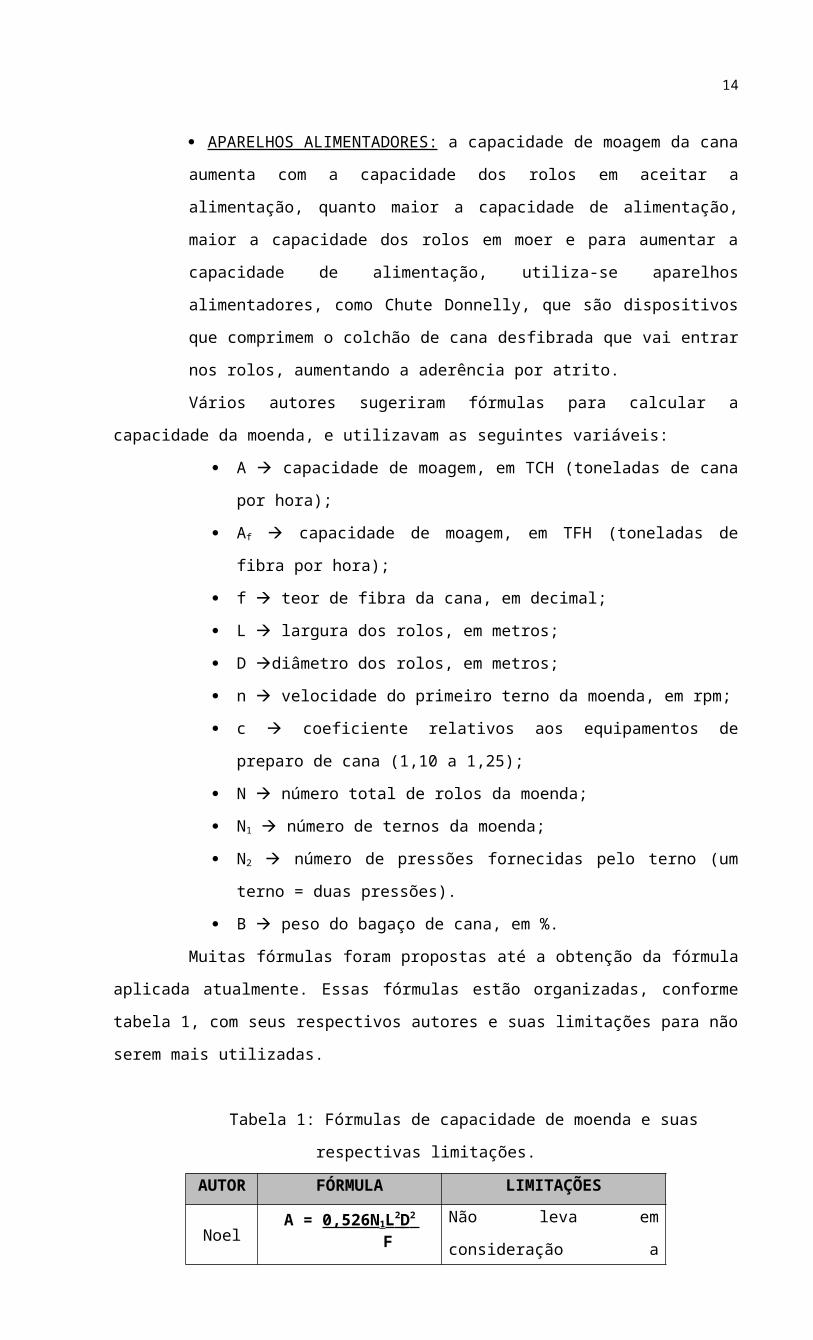
Muitas fórmulas foram propostas até a obtenção da fórmula
aplicada atualmente. Essas fórmulas estão organizadas, conforme
tabela 1, com seus respectivos autores e suas limitações para não
serem mais utilizadas.
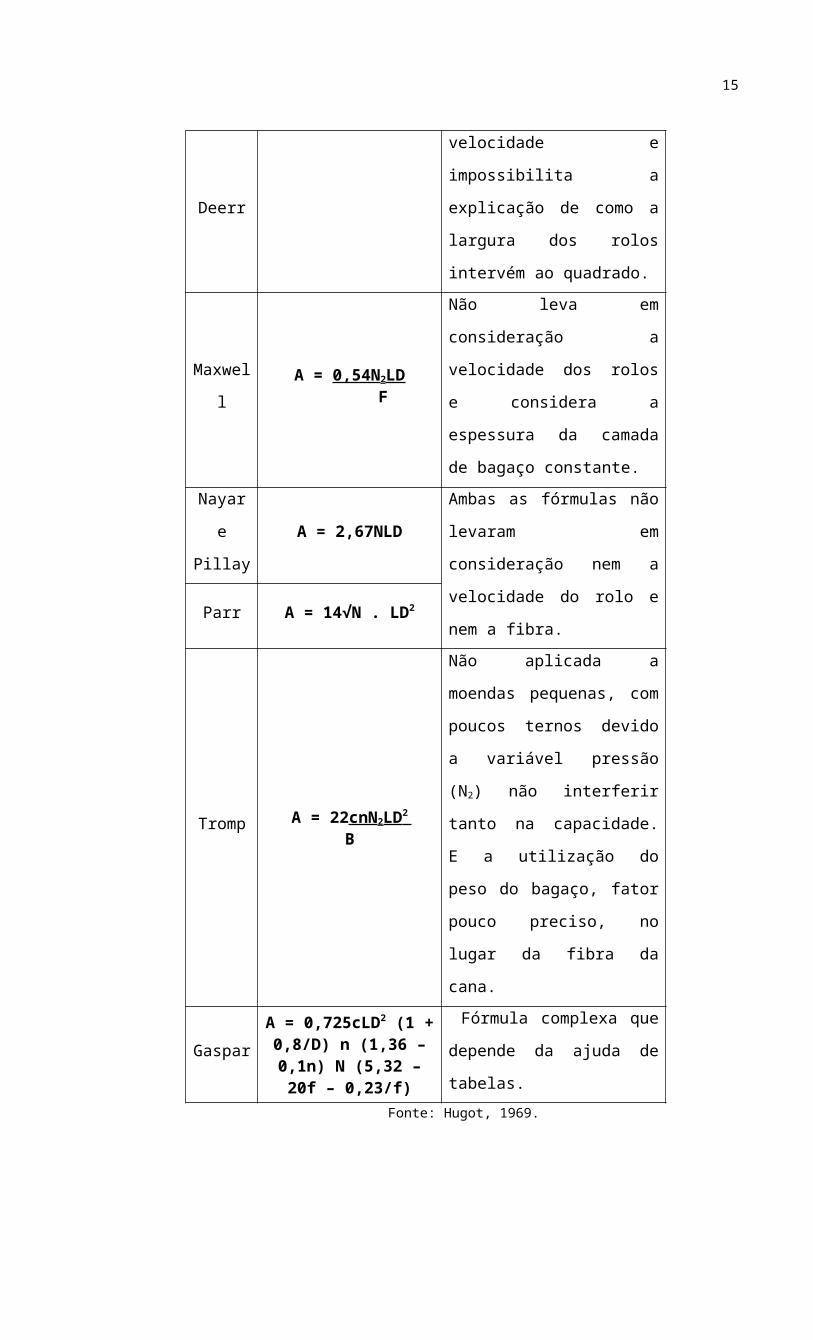
Tabela 1: Fórmulas de capacidade de moenda e suas
respectivas limitações.
AUTOR FÓRMULA LIMITAÇÕES
NoelA = 0,526N1L 2 D 2
FNão leva em
consideração a
15
Deerr
velocidade e
impossibilita a
explicação de como a
largura dos rolos
intervém ao quadrado.
Maxwel
lA = 0,54N2LD F
Não leva em
consideração a
velocidade dos rolos
e considera a
espessura da camada
de bagaço constante.Nayar
e
Pillay
A = 2,67NLD
Ambas as fórmulas não
levaram em
consideração nem a
velocidade do rolo e
nem a fibra.Parr A = 14√N . LD2
Tromp A = 22cnN2LD 2 B
Não aplicada a
moendas pequenas, com
poucos ternos devido
a variável pressão
(N2) não interferir
tanto na capacidade.
E a utilização do
peso do bagaço, fator
pouco preciso, no
lugar da fibra da
cana.
GasparA = 0,725cLD2 (1 +0,8/D) n (1,36 –0,1n) N (5,32 –20f – 0,23/f)
Fórmula complexa que
depende da ajuda de
tabelas.Fonte: Hugot, 1969.
16
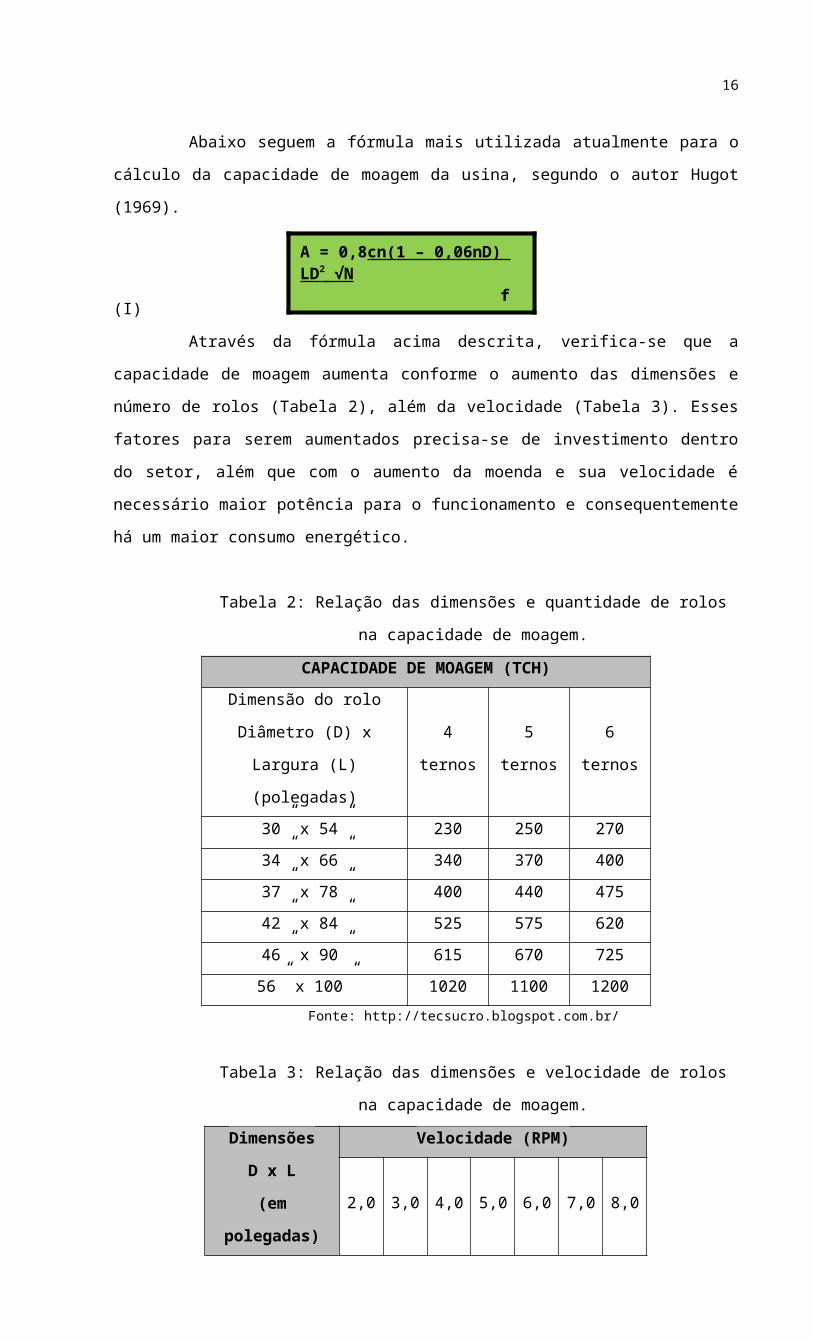
Abaixo seguem a fórmula mais utilizada atualmente para o
cálculo da capacidade de moagem da usina, segundo o autor Hugot
(1969).
(I)
Através da fórmula acima descrita, verifica-se que a
capacidade de moagem aumenta conforme o aumento das dimensões e
número de rolos (Tabela 2), além da velocidade (Tabela 3). Esses
fatores para serem aumentados precisa-se de investimento dentro
do setor, além que com o aumento da moenda e sua velocidade é
necessário maior potência para o funcionamento e consequentemente
há um maior consumo energético.
Tabela 2: Relação das dimensões e quantidade de rolos
na capacidade de moagem.
CAPACIDADE DE MOAGEM (TCH)Dimensão do rolo
Diâmetro (D) x
Largura (L)
(polegadas)
4
ternos
5
ternos
6
ternos
30” x 54” 230 250 27034” x 66” 340 370 40037” x 78” 400 440 47542” x 84” 525 575 62046” x 90” 615 670 72556” x 100” 1020 1100 1200
Fonte: http://tecsucro.blogspot.com.br/
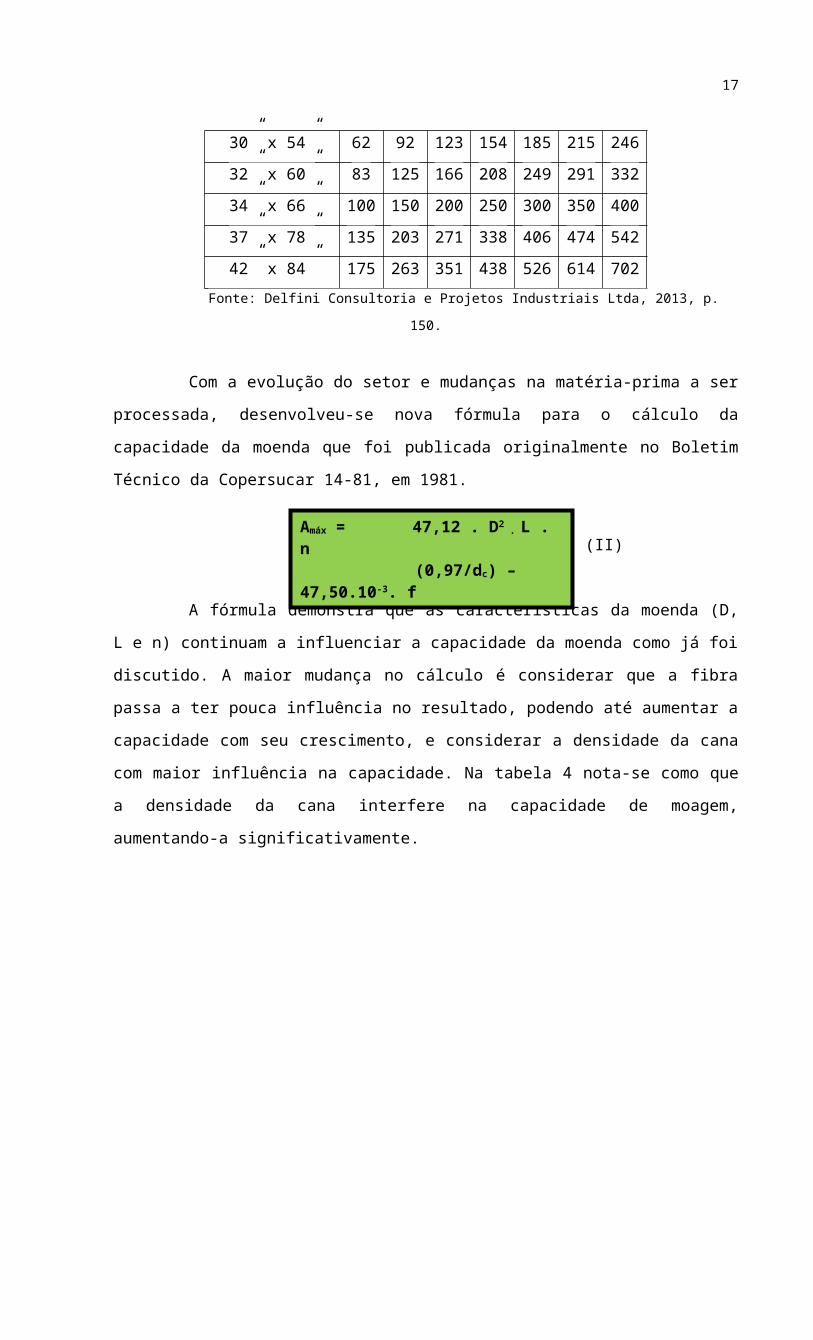
Tabela 3: Relação das dimensões e velocidade de rolos
na capacidade de moagem.
Dimensões
D x L
(em
polegadas)
Velocidade (RPM)
2,0 3,0 4,0 5,0 6,0 7,0 8,0
A = 0,8cn(1 – 0,06nD) LD 2 √N
f
17
30” x 54” 62 92 123 154 185 215 24632” x 60” 83 125 166 208 249 291 33234” x 66” 100 150 200 250 300 350 40037” x 78” 135 203 271 338 406 474 54242” x 84” 175 263 351 438 526 614 702
Fonte: Delfini Consultoria e Projetos Industriais Ltda, 2013, p.
150.
Com a evolução do setor e mudanças na matéria-prima a ser
processada, desenvolveu-se nova fórmula para o cálculo da
capacidade da moenda que foi publicada originalmente no Boletim
Técnico da Copersucar 14-81, em 1981.
(II)
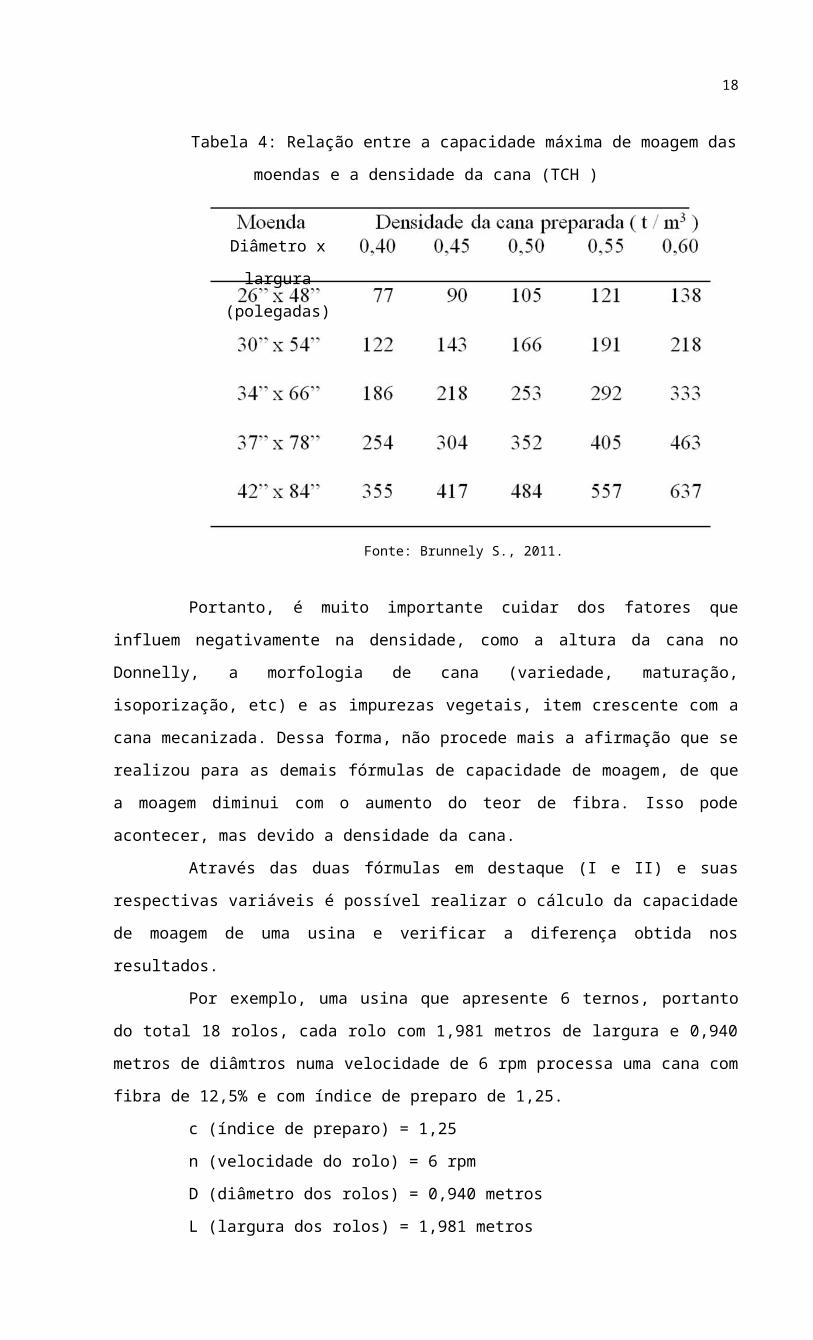
A fórmula demonstra que as características da moenda (D,
L e n) continuam a influenciar a capacidade da moenda como já foi
discutido. A maior mudança no cálculo é considerar que a fibra
passa a ter pouca influência no resultado, podendo até aumentar a
capacidade com seu crescimento, e considerar a densidade da cana
com maior influência na capacidade. Na tabela 4 nota-se como que
a densidade da cana interfere na capacidade de moagem,
aumentando-a significativamente.
Amáx = 47,12 . D2 . L . n (0,97/dc) – 47,50.10-3. f
18
Tabela 4: Relação entre a capacidade máxima de moagem das
moendas e a densidade da cana (TCH )
Fonte: Brunnely S., 2011.
Portanto, é muito importante cuidar dos fatores que
influem negativamente na densidade, como a altura da cana no
Donnelly, a morfologia de cana (variedade, maturação,
isoporização, etc) e as impurezas vegetais, item crescente com a
cana mecanizada. Dessa forma, não procede mais a afirmação que se
realizou para as demais fórmulas de capacidade de moagem, de que
a moagem diminui com o aumento do teor de fibra. Isso pode
acontecer, mas devido a densidade da cana.
Através das duas fórmulas em destaque (I e II) e suas
respectivas variáveis é possível realizar o cálculo da capacidade
de moagem de uma usina e verificar a diferença obtida nos
resultados.
Por exemplo, uma usina que apresente 6 ternos, portanto
do total 18 rolos, cada rolo com 1,981 metros de largura e 0,940
metros de diâmtros numa velocidade de 6 rpm processa uma cana com
fibra de 12,5% e com índice de preparo de 1,25.
c (índice de preparo) = 1,25
n (velocidade do rolo) = 6 rpm
D (diâmetro dos rolos) = 0,940 metros
L (largura dos rolos) = 1,981 metros
Diâmetro x
largura
(polegadas)
19
N (número total de rolos) = 18 rolos
F (quantidade de fibra) = 12,5 / 100 = 0,125
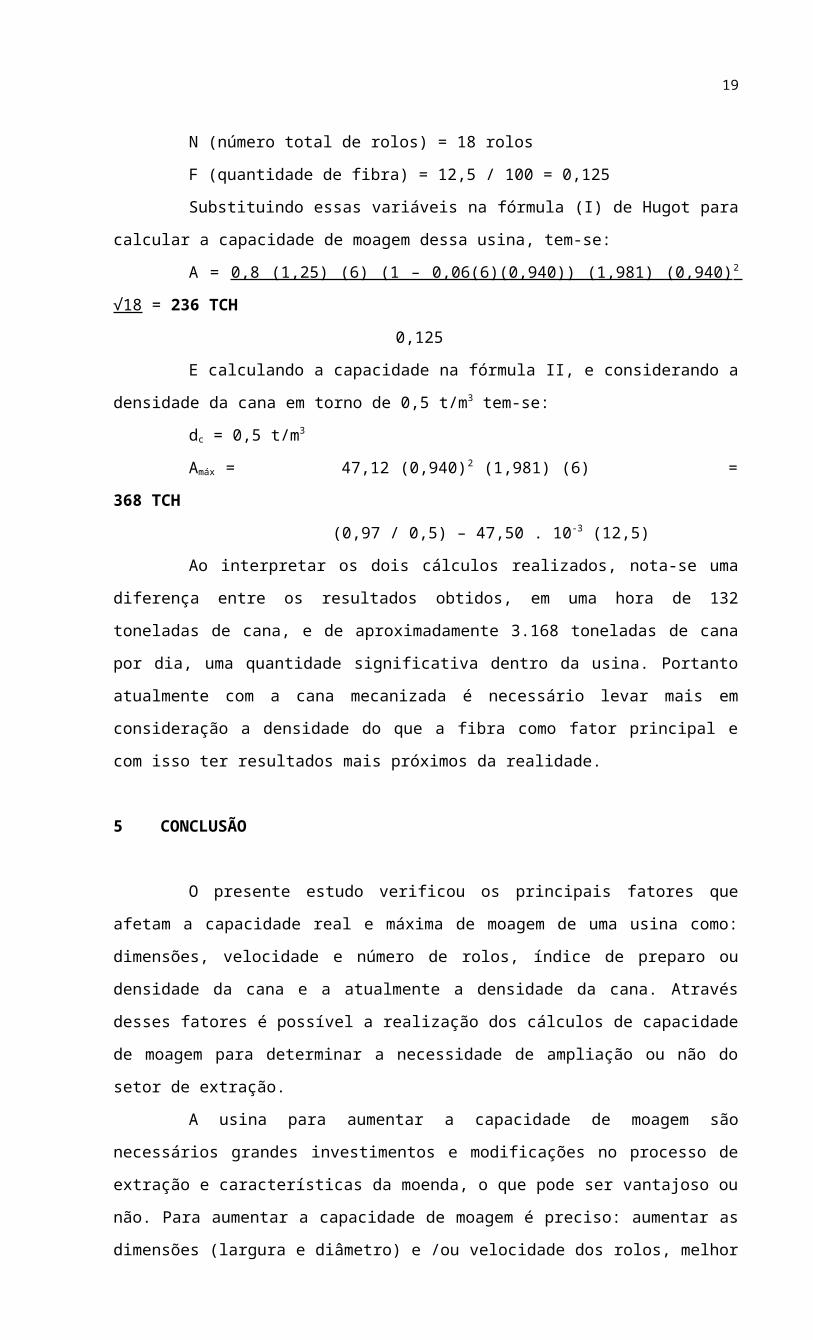
Substituindo essas variáveis na fórmula (I) de Hugot para
calcular a capacidade de moagem dessa usina, tem-se:
A = 0,8 (1,25) (6) (1 – 0,06(6)(0,940)) (1,981) (0,940) 2
√18 = 236 TCH
0,125
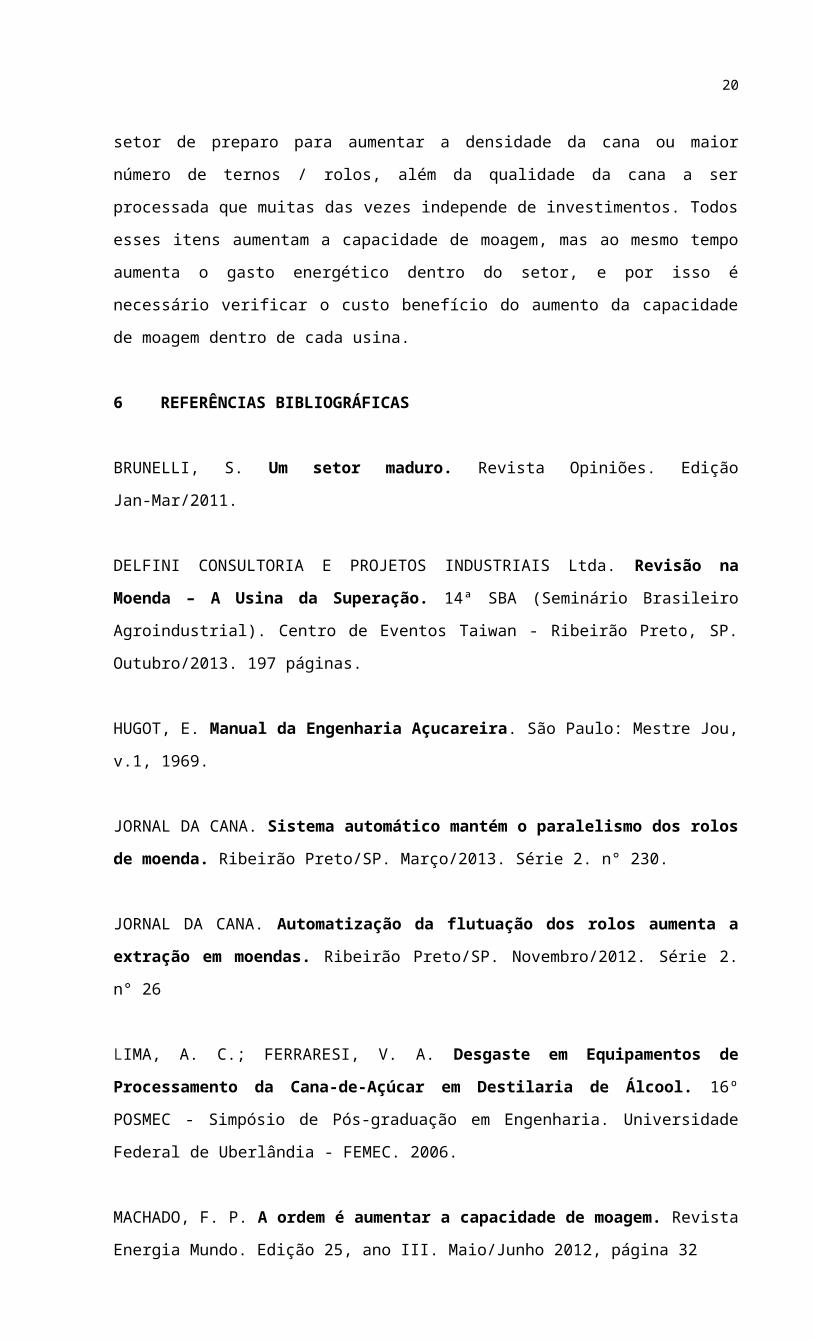
E calculando a capacidade na fórmula II, e considerando a
densidade da cana em torno de 0,5 t/m3 tem-se:
dc = 0,5 t/m3
Amáx = 47,12 (0,940)2 (1,981) (6) =
368 TCH
(0,97 / 0,5) – 47,50 . 10-3 (12,5)
Ao interpretar os dois cálculos realizados, nota-se uma
diferença entre os resultados obtidos, em uma hora de 132
toneladas de cana, e de aproximadamente 3.168 toneladas de cana
por dia, uma quantidade significativa dentro da usina. Portanto
atualmente com a cana mecanizada é necessário levar mais em
consideração a densidade do que a fibra como fator principal e
com isso ter resultados mais próximos da realidade.
5 CONCLUSÃO
O presente estudo verificou os principais fatores que
afetam a capacidade real e máxima de moagem de uma usina como:
dimensões, velocidade e número de rolos, índice de preparo ou
densidade da cana e a atualmente a densidade da cana. Através
desses fatores é possível a realização dos cálculos de capacidade
de moagem para determinar a necessidade de ampliação ou não do
setor de extração.
A usina para aumentar a capacidade de moagem são
necessários grandes investimentos e modificações no processo de
extração e características da moenda, o que pode ser vantajoso ou
não. Para aumentar a capacidade de moagem é preciso: aumentar as
dimensões (largura e diâmetro) e /ou velocidade dos rolos, melhor
20
setor de preparo para aumentar a densidade da cana ou maior
número de ternos / rolos, além da qualidade da cana a ser
processada que muitas das vezes independe de investimentos. Todos
esses itens aumentam a capacidade de moagem, mas ao mesmo tempo
aumenta o gasto energético dentro do setor, e por isso é
necessário verificar o custo benefício do aumento da capacidade
de moagem dentro de cada usina.
6 REFERÊNCIAS BIBLIOGRÁFICAS
BRUNELLI, S. Um setor maduro. Revista Opiniões. Edição
Jan-Mar/2011.
DELFINI CONSULTORIA E PROJETOS INDUSTRIAIS Ltda. Revisão na
Moenda – A Usina da Superação. 14ª SBA (Seminário Brasileiro
Agroindustrial). Centro de Eventos Taiwan - Ribeirão Preto, SP.
Outubro/2013. 197 páginas.
HUGOT, E. Manual da Engenharia Açucareira. São Paulo: Mestre Jou,
v.1, 1969.
JORNAL DA CANA. Sistema automático mantém o paralelismo dos rolos
de moenda. Ribeirão Preto/SP. Março/2013. Série 2. n° 230.
JORNAL DA CANA. Automatização da flutuação dos rolos aumenta a
extração em moendas. Ribeirão Preto/SP. Novembro/2012. Série 2.
n° 26
LIMA, A. C.; FERRARESI, V. A. Desgaste em Equipamentos de
Processamento da Cana-de-Açúcar em Destilaria de Álcool. 16º
POSMEC - Simpósio de Pós-graduação em Engenharia. Universidade
Federal de Uberlândia - FEMEC. 2006.
MACHADO, F. P. A ordem é aumentar a capacidade de moagem. Revista
Energia Mundo. Edição 25, ano III. Maio/Junho 2012, página 32
21
MARQUES, M. O. Tecnologia da Fabricação de Açúcar. UNESP, 2007.
NASTARI, P. M. Chave para a Expansão da Moagem de Cana. Revista
AgroAnalysis. Julho/2012.
NASTARI, G. Capacidade de moagem é novo gargalo: É preciso
investir para crescer. Revista O Guaruçá – Informação e Cultura.
Junho/2013.
PAYNE, J. H. Operações unitárias na produção de açúcar de cana;
tradução Florenal Zarpelon. São Paulo: Nobel S.A., 1989.
RIBEIRO, C. A. F.; BLUMER, S. A. G.; HORII, J. Fundamentos de
Tecnologia Sucroalcooleira: Tecnologia do Açúcar; Universidade de
São Paulo – Escola Superior de Agricultura “Luiz Queiroz” –
Departamento de Agroindústria, Alimentos e Nutrição. 67 páginas.
Piracicaba, 1999.
SIMONI, A. F. O processo da extração do caldo através da moagem.
Revista Opiniões. Edição Outubro-Dezembro/2005.
ÚNICA – União de Indústria de Cana de Açúcar. Disponível em
<http://www.unicadata.com.br/> Acesso em 05/12/2013.





























