Embed Size (px)
Citation preview

1 23
Journal of Polymers and theEnvironmentformerly: `Journal of EnvironmentalPolymer Degradation' ISSN 1566-2543 J Polym EnvironDOI 10.1007/s10924-013-0609-8
Characterization and Application inBiocomposites of Residual MicroalgalBiomass Generated in Third GenerationBiodiesel
Claudio Toro, Murali M. Reddy, RodrigoNavia, Mariella Rivas, Manjusri Misra &Amar K. Mohanty

1 23
Your article is protected by copyright and all
rights are held exclusively by Springer Science
+Business Media New York. This e-offprint is
for personal use only and shall not be self-
archived in electronic repositories. If you wish
to self-archive your article, please use the
accepted manuscript version for posting on
your own website. You may further deposit
the accepted manuscript version in any
repository, provided it is only made publicly
available 12 months after official publication
or later and provided acknowledgement is
given to the original source of publication
and a link is inserted to the published article
on Springer's website. The link must be
accompanied by the following text: "The final
publication is available at link.springer.com”.

ORIGINAL PAPER
Characterization and Application in Biocomposites of ResidualMicroalgal Biomass Generated in Third Generation Biodiesel
Claudio Toro • Murali M. Reddy • Rodrigo Navia •
Mariella Rivas • Manjusri Misra • Amar K. Mohanty
� Springer Science+Business Media New York 2013
Abstract This research paper provides a brief discussion
about the relevance of third generation biodiesel co-prod-
ucts diversification. This diversification can be performed
through the utilization of residual microalgal biomass
(RMB) after oil extraction process. The present work
analyses the use of RMB as potential filler for biocom-
posite production by means of understanding the chemical
composition, the thermal stability as well as the protein
content of RMB. Thermogravimetric analysis revealed the
processing window of the RMB for biocomposite produc-
tion and its dependence on its purity, especially on residual
fat content. Biocomposites of RMB and poly(butylene
succinate) (PBS) were prepared by melting processing
technique using extrusion followed by injection-molding.
Tensile, flexural and impact properties of the processed
samples were evaluated. Scanning electron microscopy of
fractured sections of the biocomposites was also used to
examine the dispersion of RMB in PBS matrix. Finally,
this study shows a competitive alternative to produce PBS-
RMB biocomposites by replacing PBS by RMB in the
range between 20 and 30 %. However, further studies are
necessary to improve the compatibility of RMB with PBS
to obtain competitive mechanical properties, compared to
neat materials through, for instance, block co-polymers.
Keywords Microalgae � Residual microalgal biomass �Biomposites � Biofuel production � Poly(butylene
succinate)
Introduction
Among third generation feedstocks for the development of
bioproducts and biofuels, microalgae are one of the best
alternatives available. Microalgae can be grown in both
treated wastewater and saltwater and have significant
potential to produce bioproducts and lipid compounds
[1–4]. Therefore during the last few years, the microalgae
have been studied and used for biofuels and bioproducts
production. However, the big challenge is still making the
fuel production process from microalgae more efficient and
sustainable. Several authors suggest that the feasibility of
producing biofuels from microalgal biomass is directly
related to the ability to produce large-scale biomass [1, 5, 6].
According to Chisty (2007) if the biomass production
capacity is 10,000 ton year-1 the production cost per
C. Toro
Desert Bioenergy S.A., Piso 10, 2329 Vitacura, Santiago, Chile
Present Address:
C. Toro (&)
Centro de Investigacion de Polımeros Avanzados (CIPA),
Concepcion, Chile
e-mail: [email protected]
M. M. Reddy � M. Misra � A. K. Mohanty
Department of Plant Agriculture, Bioproducts Discovery and
Development Centre, University of Guelph, Crop Science
Building, Guelph, ON N1G 2W1, Canada
R. Navia
Departamento de Ingenierıa Quımica y Nucleo Cientıfico
Tecnologico en Biorrecursos, Universidad de La Frontera,
Casilla 54-D, Temuco, Chile
M. Rivas
Centro de Investigacion Cientıfica y Tecnologica para la Minerıa
CICITEM, Universidad de Antofagasta, Antofagasta, Chile
M. Misra � A. K. Mohanty
School of Engineering, University of Guelph, Thornbrough
Building, Guelph, ON N1G 2W1, Canada
123
J Polym Environ
DOI 10.1007/s10924-013-0609-8
Author's personal copy

kilogram biomass ranges between US$0.47 and US$0.60.
Likewise Moazami et al. (2012) estimated the possibility of
producing 130 ton h-1 year-1 of microalgal biomass from
the marine strain of Nannochloropsis sp. (PTCC 6016)
which has the capability to produce 60,000 L of biodiesel
per year. With a large-scale microalgal biomass production,
a high residual microalgal biomass (RMB) generation is
expected. RMB may range between 30 and 60 % of the dry
processed biomass since lipids percentage in microalgae can
vary between 25 and 75 % depending on the strain and
growing conditions [1]. This biomass can contain small
remaining quantities of oils, and high quantities of proteins,
carbohydrates and ashes. Consequently, it has huge potential
as animal feed, anaerobic digestion for biogas production
and power generation as well as for composite materials,
among others. In spite of all these characteristics, the animal
feed industry is not prepared to use such huge quantities of
residual biomass. Furthermore, some of the co-products
generated in the biofuels industry are currently projected as
a source of animal feed and of course a very strong com-
petition for RMB. Moreover, the biogas production has seen
some interesting advances [7, 8] but it has some intrinsic
problems because of the large hydraulic retention times.
Besides, the total conversion of biomass are yet under
constant development [9]. Electrical-power generation by
direct combustion of biomass is a conservative alternative
for industrial residual heat recovery. However, this use
generates high emission levels which make this option
something unfeasible. The manufacture of composite
materials sounds as a hopeful alternative for the use of RMB
as several plant fibers and wood based fillers have been
already used in polymer matrices with good results [10–13].
In this work, samples of RMB of Botryococcus Braunii
(an interesting microalga for biofuel production due to its
high growth rate and high oils and chemicals content
[14–17]) have been used as filler for poly(butylene succi-
nate) (PBS), a biodegradable plastic, in biocomposites
fabrication. Nowadays biodegradable plastics are auspi-
cious materials as they can cover a wide range of appli-
cations due to their attractive properties [18–20]. They are
specially appreciated in agricultural applications where the
use of non-biodegradable plastics involves removing large
amounts of material after harvesting periods. Examples of
these products are mulch films and compostable bag
applications [21, 22]. However, these kinds of polymers are
available at higher cost than petroleum derived polymers.
For instance, the cost per kilogram of PBS is approximately
US$4, and therefore, even if RMB cost would be calculated
as virgin biomass [US$0.47 according to the estimated cost
by Chisty (2007)], 20 % replacement of RMB would mean
about 17 % savings.
Experimental Section
Microalgae Sample Supply
The microalgae used in this experiment, B. Braunii, were
cultivated in the Microbial Ecology Laboratory of the
University of Antofagasta, Chile. The microalgal suspen-
sion was harvested by continuous-flow centrifugation. The
dark-green microalga slurry was dried at 45 �C for 24 h.
Later, dry microalga was ground to obtain a fraction of fine
powder. This microalga was defatted by Soxhlet extraction
with petroleum ether, and the powder thus obtained
(moisture content 7 %) was preserved in plastic boxes for
further use.
Oil Extraction from Microalgae
Oil extraction of microalgal biomass was carried out using
petroleum ether (40–60 �C boiling point, supplied by
Merck) in a Soxhlet extractor. Thus 300 mL petroleum
ether was poured into a round bottom flask. Then 5 g of the
sample was placed in a thimble and was inserted in the
center of the Soxhlet extractor. The temperature was set at
60 �C. The extraction time was 6 h at a drip rate of
180 drops min-1. When the extraction was finished, the
solvent was evaporated by Rotary evaporator (Stuart
Rotary evaporator RE300) and the extracted lipids were
left in a desiccator until they reached constant weight. Oil
content was determined on a gravimetric basis and
expressed as percent of weight. Subsequently, defatted
microalgae biomass was dried at 80 �C under vacuum
overnight.
Protein Extraction
Protein extraction from defatted microalgal biomass was
carried out by alkaline extraction using water as solvent
medium and NaOH 4 M to adjust pH. Thus, the solvent/
cake ratio used in the extraction experiments was 90 and,
adding small aliquots of a 4 M NaOH solution, the pH was
adjusted to 12. The extraction was left for 1 h at 40 �C.
After that, the soluble protein fraction was separated from
the residual microalgal biomass by centrifugation. Subse-
quently, protein extraction yield was determined in the
soluble fraction as yp = (CpV/wd) 100; where Cp is the
protein concentration determined by Lowry method [23],
V is the solvent volume and wd is the dried defatted mic-
roalgal biomass weight. After protein extraction, residual
microalgal biomass (RMB) was obtained. The flour was
packed in polyethylene bags and stored at room tempera-
ture until use.
J Polym Environ
123
Author's personal copy

Chemical Composition Analysis
The chemical characterization of microalgal and defatted
microalgal biomass was determined through a proximate
analysis which considers crude fiber content, protein con-
tent, oils content and nitrogen free extract content (calcu-
lated as the difference between 100 % and the sum of oils,
protein, crude fiber and ash). Oils, protein, crude fiber, and
ash content of the samples were analyzed according to the
Association of Analytical Communities (AOAC, Official
Methods) [24]. The chemical characterization of RMB was
determined after protein extraction, recalculating the
remaining quantity of components from the defatted mic-
roalgal biomass composition after extracting 49 % of
protein, based on total protein content.
FT-IR Spectroscopy
The identification of functional groups of starting materials
and injection moulded biocomposites was measured in a
Thermo Scientific NicoletTM 6700 FT-IR spectrometer,
USA. The spectrum was recorded at room temperature with
a resolution of 4 cm-1 and 32 scans per sample. Spectral
outputs were recorded in transmittance mode as function of
wave number.
Injection Moulded Biocomposites from RMB and PBS
Residual microalgal biomass (RMB) and PBS 1020 (sup-
plied for Showa High Polymers, Japan) were dried in
vacuum oven overnight at 80 �C and stored in Zip-loc bags
prior to processing. Processing experiments were carried
out in a micro twin-screw extruder with injection molding
system (TS/I-2, DSM, Netherlands). The composition of
the blends were fixed at 70/30 and 80/20 wt% PBS/RMB.
The micro twin-screw extruder is equipped with co-rotat-
ing screws which have a length of 150 mm, with L/D of 18
and net capacity of 15 cm3 and an attached injection
molding unit capable of 120–140 psi injection force. The
materials were melted at 130 �C and at 150 rpm screw
speed for 2 min (residence time) and after extrusion the
melted materials were transferred through a preheated
cylinder to the mini injection molding to obtain the desired
specimen samples for tensile testing, flexural testing and
impact testing analysis.
Tensile and Flexural Testing
Tensile and flexural testing was done on a Universal Test
System (UTS) load frame Instron according to ASTM
D638 and ASTM D790, respectively. Testing was done
with a cross-head speed of 5 mm min-1 for tensile tests.
Flexural test was stopped when the sample reached the 5 %
deflection or the sample was broken before 5 %. Four
samples were tested for each category and the average
values are reported.
Thermogravimetric Analysis (TGA)
The thermal stability of RMB, PBS 1020 and injection
moulded biocomposites (RMB ? PBS 1020) was mea-
sured by using a TGA Q500 (TA Instruments, USA)
thermo-gravimetric analyzer. Each sample was run from
room temperature (*20 �C) to 800 �C at a rate of 20 �C
min-1 in a nitrogen environment. The comparison of
thermal stability of starting materials and final biocom-
posites was performed to determine the effect of the
extrusion and injection process on the final composite
material.
Scanning Electron Microscopy (SEM)
Fractured samples from impact test were sputter coated
with gold/palladium (EmitechK550) under an argon flow.
Scanning electron micrographs were obtained using a
Hitachi S-570 scanning electron microscope at an accel-
eration voltage of 15 kV.
Dynamic Mechanical Analysis (DMA)
DMA of the PBS and the PBS/RMB blends were per-
formed using a DMA Q-800 (TA Instruments, USA) on
tension film clamp. Samples were analyzed from -60 �C
to 100 �C at a heating rate of 3 �C min-1, 1 Hz frequency
strain mode and 15 lm of amplitude.
Heat Deflection Temperature (HDT)
A dynamic mechanical analyzer (TA Instruments DMA
Q800), operated in the DMA controlled force mode with
three point bending clamps, was used to determine the heat
deflection temperature according to ASTM D648, under a
load of 0.455 MPa. The heating rate was 2 �C min-1 and
data was collected from 15 to 100 �C.
Results and Discussion
Chemical Composition Analysis
Chemical composition of microalgal biomass, defatted
microalgal biomass and RMB is shown in Table 1.
As shown in Table 1, microalgal biomass after oil and
protein extraction, i.e. RMB, is mainly composed by pro-
teins, nitrogen free extract and ashes. The remaining frac-
tions are a little percentage of fat and fibers. The presence
J Polym Environ
123
Author's personal copy

of high protein content can be explained due to the rela-
tively low protein extraction yield (49 % based on total
protein content). The percentage of nitrogen free extract is
mainly due to a high quantity of polysaccharides normally
present in B. braunii strains [14, 16]. Regarding ash
content, it is commonly present in microalgal biomass
because of the high quantity of nutrients present in culture
media. These nutrients, basically including NPK sources,
remain in the microalgal sludge after the harvesting
process.
Thermal and FTIR Analysis of PBS and RMB Based
Biocomposites
The weight loss curves with the increase in temperature of
RMB, PBS and PBS-RMB biocomposites are presented in
Fig. 1a. It can be seen that RMB displayed a lower thermal
stability compared to PBS and also a multi-step degrada-
tion profile, indicating a multi-component system com-
posed of protein, carbohydrates, cellulose and residual fat.
This fact agrees with the chemical analysis were these
compounds were identified. On the opposite, PBS dis-
played single step degradation at 320 �C, while the deg-
radation temperatures of the composites have shifted
towards RMB degradation temperatures. Since dried sam-
ples were used for the experiments, no significant weight
loss was observed up to 100 �C in all the materials
analyzed.
Figure 1b shows DTGA curves obtained for different
composites (0, 20 and 30 % RMB). The temperature at the
maximum degradation rate was shifted slowly to lower
values as the filler content increased because of the
decrease in PBS, which is much more thermally stable than
RMB. In addition, the presence of RMB filler decreased the
thermal stability compared with that of the raw matrix,
Table 1 Chemical composition of the microalgae biomass, defatted
and residual (after extraction of oils and proteins)
Constituent (%)a Microalgae
biomass
Defatted
microalgae
biomassb
Residual
microalgae
biomass (RMB)c
Protein 50.9 48.0 31.9
Fat 17.4 4.0 5.2
Nitrogen free extract 14.3 22.6 29.5
Fiber 6.8 4.4 5.8
Ash 10.6 21.1 27.6
a The constituents are expressed as g 9 100 g21 of dry matterb Percentage of constituents after oil extractionc Percentage of constituents after protein extraction
Fig. 1 a TGA and b DTGA curves of RMB, PBS, PBS/RMB 80/20
and PBS/RMB 70/30 Composites
Fig. 2 FTIR spectrum of RMB, PBS, PBS/RMB 80/20 and PBS/RMB
70/30 Composites
J Polym Environ
123
Author's personal copy

Fig. 3 SEM Micrographs of: (i) neat PBS a 92,500 and b 95,000, (ii) PBS ? RMB (80/20) c 92,500 and d 95,000, and (iii) PBS ? RMB (70/30)
e 92,500 and f 95,000
J Polym Environ
123
Author's personal copy

because of the lower degradation temperature of the filler.
The same behavior was observed with the work of [25] and
[26] for composite materials. The thermal stability of the
developed composites follows the sequence: PBS [ PBS/
RMB 80/20 [ PBS/RMB 70/30 [ RMB.
Figure 2 shows the FTIR spectra of microalgal biomass
and its PBS composites. Residual algal biomass (RMB) is
obtained after oil and protein extraction and its chemical
composition mainly consists of proteins and carbohydrates,
moisture and little traces of cellulose. The FTIR spectrum
of RMB in Fig. 2, showed the presence of N–H and C–N
bonds at 1,620 and 1,050 cm-1 respectively, which cor-
respond to protein groups. RMB also shows the presence of
polysaccharides which have a characteristic absorption at
812 cm-1, corresponding to a C–H stretching peak of
mannose. In addition a peak at 1,110 cm-1, could be
typical for D-glucose in pyranose form, fused with a broad
peak assigned to C–N bond [27]. There is also a weak
narrow peak at 2,800 and 3,000 cm-1 which could corre-
spond to aliphatic fats and a weak broad peak around
3,100–3,700 cm-1 which could confirm a little moisture
content.
Regarding to RMB-PBS composites and pure PBS, as
can be seen in Fig. 2, they have very similar spectra
demonstrating that there is no important chemical inter-
action between RMB and PBS during the biocomposites
production process.
Material Properties of PBS and RMB Based
Biocomposites
Scanning Electron Microscopy (SEM) micrographs of PBS
and PBS-RMB biocomposites are given Fig. 3. The frac-
ture surfaces of the composites after tensile tests were used
for morphological analysis. It can be seen that for PBS
without any filler, the matrix is oriented in the direction of
the flow. This morphology changed with the addition of
RMB into the system. In fact, at a 20 % load, we can see
that the filler is dispersed within the matrix and no voids or
pullouts are observed. One reason for the observed phe-
nomenon is that the biomass filler was not used in fibrillar
shape. However, when increasing RMB content to 30 %, a
clear cellular morphology was observed along with the
uniform dispersion of the filler. Also, the morphology
shows that there is a poor interfacial adhesion between the
matrix and RMB. This situation agrees with the FTIR
analysis, indicating the need to use a compatibilizer for the
filler.
Understanding the mechanical properties of the bio-
composites is very important as it reveals the information
about the polymer-filler interaction and also helps knowing
the stress transformation phenomena in the system. In this
work, we have used residual algal biomass (RMB) as filler
for polybutylene succinate (PBS) matrix. The stress–strain
behavior of the PBS and PBS-RMB biocomposites are
shown in Fig. 4a indicating that the break behavior is
almost the same in both neat PBS and PBS-RMB com-
posites. In general, the stress–strain behavior of these
biocomposites is nonlinear, mainly because of the polymer
matrix deformation. As the filler loading increased, the
tensile stress and strain of all biocomposites dramatically
decreased when compared with those of neat PBS. This is
0
5
10
15
20
25
30
35
40
0 0.05 0.1 0.15 0.2
Ten
sile
Str
ess
(MP
a)
Tensile Strain (%)
PBSPBS/RMB (80/20)PBS/RMB (70/30)
0
200
400
600
800
1000
0
10
20
30
40
PBS PBS/RMB (80/20)
PBS/RMB (70/30)
Fle
x M
od
ulu
s (M
Pa)
Fle
x S
tren
gth
(M
Pa)
Flex Strength (MPa)
Flex Modulus (MPa)
(a)
(b)
Fig. 4 a Tensile (Stress–strain curves) and b flexural properties of
neat PBS, PBS/RMB (80/20) and PBS/RMB (70/30) Composites
Table 2 Tensile and impact properties of PBS and its algal residual biomass composite
Material Tensile modulus (MPa) Tensile strength (MPa) Percent elongation Impact strength (J/M)
PBS 583 ± 5 33.3 ± 0.4 14.2 ± 2.14 29.30 ± 2.26
PBS ? RMB (80/20) 689 ± 14 21.6 ± 0.7 8.6 ± 0.80 28.68 ± 2.67
PBS ? RMB (70/30) 780 ± 16 18.7 ± 1.0 7.6 ± 0.58 31.61 ± 1.72
J Polym Environ
123
Author's personal copy
attributed to poor compatibility between the polar hydro-
philic microalgae powder and the nonpolar hydrophobic
PBS matrix. The content of microalgal powder in the
biocomposites reduced their ductility and increased their
brittleness under tensile deformation.
The tensile and impact properties of the PBS-RMB
biocomposites are presented in Table 2. It can be seen that
the addition of RMB has helped improving the tensile
modulus, while strength and percent elongation decreased
by increasing the filler content. However, Izod impact
strength did not decrease with RMB loading. Improvement
in the impact strength can be explained by the change in
morphology as observed in SEM micrographs where a
cellular type structure was observed with an increase in the
filler loading. It is well known that the cellular morphology
helps improving the shock absorption phenomena during
impact strength testing and thereby increasing the impact
strength values.
In general, stress is assumed to be transferred from the
matrix to the fiber by a shear transfer mechanism. If the
fiber length is too short, the matrix cannot grip it to take the
strain. Then, they are pulled out, instead of being broken
under tension. Achieving high mechanical strength of
composites requires a strong fiber–matrix-interface, which
enables stress transfer from the matrix to the fiber. Fur-
thermore, a uniform distribution of the fiber within the
polymeric matrix is necessary to obtain the full mechanical
advantages of them. Additionally, all of the developed
composites have displayed a decreased percent elongation.
The prepared composites had a poor interfacial adhesion
between the filler and the matrix and thereby displaying the
reduced tensile properties. However, this may be improved
with a compatibilizer or surface modification of the fillers.
In the current work, we have sought the understanding of
RMB as filler for polymeric systems hence further com-
patibility or surface modification is beyond the scope of
this study.
Flexural data (Fig. 4b) showed contradicting results for
all PBS-RMB biocomposites compared to their tensile
properties. Flexural strength maintained relatively constant
while flexural modulus increased with the increase in filler
content. This phenomenon was also observed in biopol-
yester-proteineous meal based biocomposites [28]. This
could be attributed to multiple cracking observed and also
due to the increased brittleness in composites [29].
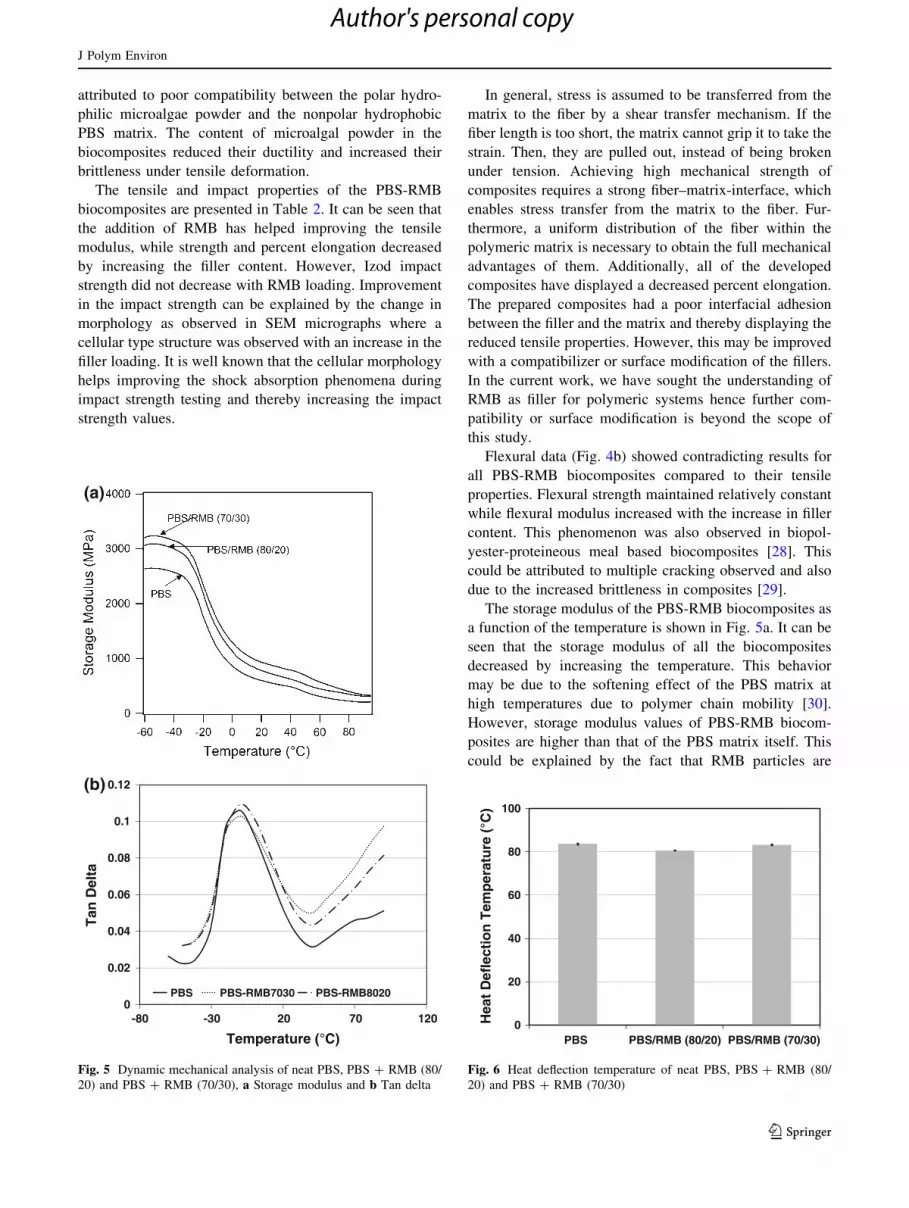
The storage modulus of the PBS-RMB biocomposites as
a function of the temperature is shown in Fig. 5a. It can be
seen that the storage modulus of all the biocomposites
decreased by increasing the temperature. This behavior
may be due to the softening effect of the PBS matrix at
high temperatures due to polymer chain mobility [30].
However, storage modulus values of PBS-RMB biocom-
posites are higher than that of the PBS matrix itself. This
could be explained by the fact that RMB particles are
0
0.02
0.04
0.06
0.08
0.1
0.12
-80 -30 20 70 120
Tan
Del
ta
PBS PBS-RMB7030 PBS-RMB8020
(a)
(b)
Temperature (°C)
Fig. 5 Dynamic mechanical analysis of neat PBS, PBS ? RMB (80/
20) and PBS ? RMB (70/30), a Storage modulus and b Tan delta
0
20
40
60
80
100
PBS PBS/RMB (80/20) PBS/RMB (70/30)
Hea
t D
efle
ctio
n T
emp
erat
ure
(°C
)
Fig. 6 Heat deflection temperature of neat PBS, PBS ? RMB (80/
20) and PBS ? RMB (70/30)
J Polym Environ
123
Author's personal copy

stiffer than PBS. The increased storage modulus with
increasing RMB loading in biocomposites could be
explained by physicochemical interactions, intramolecular
bonds, and a crystalline structure of the composite, which
improves the reinforcement provoked by RMB particles
that allowed stress transfer from the matrix to the filler
[31].
Figure 5b shows that the height of the tan d peak
decreased with the presence of RMB filler at 30 %. This
effect could be explained by the fact that there is no
restriction to the chain motion in PBS matrix, but the
addition of RMB filler hindered the chain mobility which
produces a sharpness and height of the tan d peak reduc-
tion, proving the presence of a rigid filler in the biocom-
posite system.
Heat Deflection Temperature (HDT)
The heat deflection temperature, HDT, defined as the
temperature at which a material deflects 0.25 mm under a
load of 0.455 or 1.82 MPa, is an important benchmark for
composites application. It tells us about the upper limit of
the temperature for the material to be used. Figure 6 shows
the HDT of PBS and its RMB composites obtained as
described in ‘‘Dynamic Mechanical Analysis’’. It can be
seen that the RMB addition to the matrix hasn’t alerted the
HDT of the matrix. And the reason for this behavior could
be the fact that RMB is mainly a proteineous material and
does not offer resistance like cellulosic fibers or mineral
fibers. Also, this suggests that the nature of the filler was
not compatible with the polymeric matrix.
Conclusions
Chemical composition analysis showed that protein is the
major fraction in RMB which presented a very narrow
processing window for biocomposites fabrication, only
with polymers with low melting point. PBS/RMB based
biocomposites displayed the same impact strengths as PBS
due to morphology change. SEM indicated that RMB
yields a cellular morphology type with PBS which helps
observing the energy from impact testing. DMA revealed
that rigidity improved with RMB as a result of polymer
chain mobility restriction. Finally, HDT didn’t show any
improvement compared to PBS. Compatibility of the bio-
composites might lead to improvement in the material
properties.
The present study has shown that the residual microalgal
biomass is potential filler for biocomposites fabrication; it
is also inexpensive, capable of replacing between 20 to
30 % of the polymer matrix, reducing production costs and
increasing the competitiveness of bioplastics.
Acknowledgments This work was supported by Desert Bioenergy
S.A. and the Chilean projects No 78110106 and VI2010-061 funded
by CONICYT-CHILE. Project DI10-7001, Universidad de La Fron-
tera. Ontario Ministry of Agriculture, Food and Rural Affairs
(OMAFRA)-2009 New Directions & Alternative Renewable Fuels
‘Plus’ Research Program-SR9223 and Hannam Soybean Utilization
Fund (HSUF)-2008.
References
1. Chisti Y (2007) Biotechnol Adv 25:294
2. Brown MR, Jeffrey SW, Volkman JK, Dunstan GA (1997)
Aquaculture 151:315
3. Eroglu E, Melis A (2010) Bioresource Technol 101:2359
4. Kodner RB, Surnmons RE, Knoll AH (2009) Org Geochem
40:854
5. Moazami N, Ashori A, Ranjbar R, Tangestani M, Eghtesadi R,
Nejad AS (2012) Biomass Bioenerg 39:449
6. Moazami N, Ranjbar R, Ashori A, Tangestani M, Nejad AS
(2011) Biomass Bioenerg 35:1935
7. Collet P, Helias A, Lardon L, Ras M, Goy RA, Steyer JP (2011)
Bioresource Technol 102:207
8. Zamalloa C, Vulsteke E, Albrecht J, Verstraete W (2011) Bio-
resource Technol 102:1149
9. Ras M, Lardon L, Bruno S, Bernet N, Steyer JP (2011) Biore-
source Technol 102:200
10. Ashori A (2008) Bioresource Technol 99:4661
11. Ashori A, Nourbakhsh A (2010) Bioresource Technol 101:2515
12. Lei Y, Wu QW (2010) Bioresource Technol 101:3665
13. Xu YJ, Wu QL, Lei Y, Yao F (2010) Bioresource Technol
101:3280
14. Dayananda C, Sarada R, Rani MU, Shamala TR, Ravishankar GA
(2007) Biomass Bioenerg 31:87
15. Metzger P, Rager MN, Fosse C (2008) Phytochem 69:2380
16. Rao AR, Sarada R, Baskaran V, Ravishankar GA (2006) J Agric
Food Chem 54:4593
17. Zhila NO, Kalacheva GS, Volova TG (2005) J Appl Phycol
17:309
18. Chanprateep S (2010) J Biosci Bioeng 110:621
19. Frollini E, Bartolucci N, Sisti L, Celli A (2013) Ind Crop Prod
45:160
20. Fujimaki T (1998) Polym Degrad Stab 59:209
21. Scarascia-Mugnozza G, Schettini E, Vox G, Malinconico M,
Immirzi B, Pagliara S (2006) Polym Degrad Stab 91:2801
22. Ao L, Qin L, Kang H, Zhou Z, Su H (2013) Int Biodeter Biodegr
82:134
23. Lowry OH, Rosebrough NJ, Farr AL, Randall RJ (1951) J Biol
Chem 193:265
24. Official methods of analysis of AOAC INTERNATIONAL
(2005) 18th Ed., AOAC International Gaithersburg, MD, USA,
Official Method 2005.08
25. Rosa MF, Chiou B-S, Medeiros ES, Wood DF, Mattoso LHC,
Orts WJ, Imam SH (2009) J Appl Polym Sci 111:612
26. Li Y, Susan Sun X (2011) J Appl Polym Sci 121:589
27. Kodali VP, Perali RS, Sen R (2011) J Nat Prod 74:1692
28. Diebel W, Reddy MM, Misra M, Mohanty A (2012) Biomass
Bioenerg 37:88
29. Dai SR, Piggott MR (1986) Polym Compos 7:435
30. Lawrence SS, Walia PS, Felker F, Willet JL (2004) Polym Eng
Sci 48:1250
31. Huda MS, Drzal LT, Mohanty AK, Misra M (2006) Compos Sci
Technol 66:1813
J Polym Environ
123
Author's personal copy





























