Embed Size (px)
Citation preview

• Application conditionsMeasurement range: 0...5000 ppm / 10...90% rel. hum. / -20...60°COutput: 4 – 20 mA / 0 - 10 V or switch outputConditions of use: Measurement of CO2
• E+E ProductEE80-2CTF3CO2 / relative humidity / temperature transducer and switch for room installation
CO2 Measuring device for the HVAC sector. Elegant indoor housing for interior living spaces. CO2 tempera-ture and humidity in a single device.
CO2 controlControl of the CO2 content enables the greatest possible energy savings, as rooms are only ventilated as required. This guarantees a healthy room environ-ment and ensures a high level of living
comfort.Humidity controlControl of air humidity is also advisable. Adequate extraction of moisture pre-vents the occurrence of mites and mould and protects the fabric of the building from expensive structural damage.
to the EE80 at any time by means of a plug-in module.
-ing device for your application even among our wide range of products, E+E Elektronik can also provide customised solutions. Our sensor specialists will be glad to advise you.
Controlled ventilation of living areas is a prerequisite for ef- reduction of energy consumption in low-energy and
passive houses. In addition to reduced energy costs due to reclamation of heat, controlled ventilation of living areas also ensures good air in the building.
The prerequisite for a ventilation system with the required energy savings and a good living climate is the use of reliable measurement technology for humidity, temperature and CO2.The EE80 measurement transducer combines all three measurement values in a modern, elegantly designed housing and sets new standards for HVAC technology.It monitors the CO2 in the room air and controls the ventilation according to the set CO2 threshold.
CO2 and humidity control for high levels of living comfort
CONTROLLED VENTILATION OF LIVING AREAS
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

• E+E Products
of buildings it is vital that the heating, ventilation and air conditioning systems are controlled according to time and re-quirements. These days, large systems
and hospitals or airports can only be ef-
Sustainable use in Green Buildings is only possible with the aid of modern,
reliable sensor technology.
E+E Elektronik, your partner for sensor technology, provides you with tailor-made solutions and products for the precise and stable measurement of relative humidity, temperature, CO2 con-tent of room air and air speed in air conditioning systems.
AIR CONDITIONING SENSORS
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
EE10Wall-mounted measuring transducer
Temperature / humidity measurement device for internal applications in the HVAC sector. The elegant housing design is ideal for interior living spaces.
EE80Wall-mounted CO2 sensor
CO2 measuring device for the HVAC sector. Elegant indoor housing for interior living spaces. CO2, temperature and humidity in a single device.
EE85CO2 sensor for duct installation
Measurement of the CO2 concentration in ventilation ducts. The ideal CO2 measur-ing device for controlled ventilation of living areas.
EE65Flow sensor for HVAC applications
Reliable measurement of air speed in
sensor technology.
EE245Radio sensor for humidity, temperature and CO2
Measurement of humidity, temperature and, CO2 with proven sensor technology and modern radio technology.
HUMIDITY / TEMPERATURE
CO2
AIR SPEED RADIO SENSORS
EE16Measuring transducer for duct installation
The ideal temperature / humidity measuring device for the HVAC sector. Low-cost and accurate measurement in ventilation ducts.
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
With the EE31-MFT with pressure-proof probe, stainless steel sinter fi lter and sensor coating, E+E Elektronik provides the optimum solution for this application.
Using ball valve measuring systems the pressure and temperature of the medium changes frequently, which has a direct effect on the absolute humidity.
Measurement of the absolute humidity in blast furnace gas is necessary to determine its heating value for further use.Blast furnace gas is a by-product of blast furnaces and is pro-duced by the reduction of iron ore to metallic iron.
Blast furnace gas consists of about 45-60% nitrogen; 20-30% carbon monoxide, 20-25% carbon dioxide, 2-4% hydrogen and a little methane. Because of its high nitrogen content, blast furnace gas has a very low heat-ing value (approx. 93 BTU/ft3), but in spite of this it is used as a fuel in steel plants.
To determine the heating value, the blast furnaces are equipped with ball valve measuring stations to analyze the gas. In addition to the measure-ment of CO, CO2, H2 and CH4, determining the absolute humidity is deci-sively important for determining the heating value.
HUMIDITY MEASUREMENT IN BLAST FURNACE GAS
Measurement setup
• Application conditionsMeasurement range: 0 - 300 g/m³, typical measurement value: 10 g/m³Output: 4..0000.20 mAOperating temperature: ~ 20 °COperating pressure: ~ 70 bar vacuum
• E+E ProductEE31-MFTHumidity measuring transducers for high-humidity and chemical applications
High accuracy measurement of relative humidity, dewpoint and temperature even with high humidity close to the condensation point or with high levels of chemical contamination.
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:
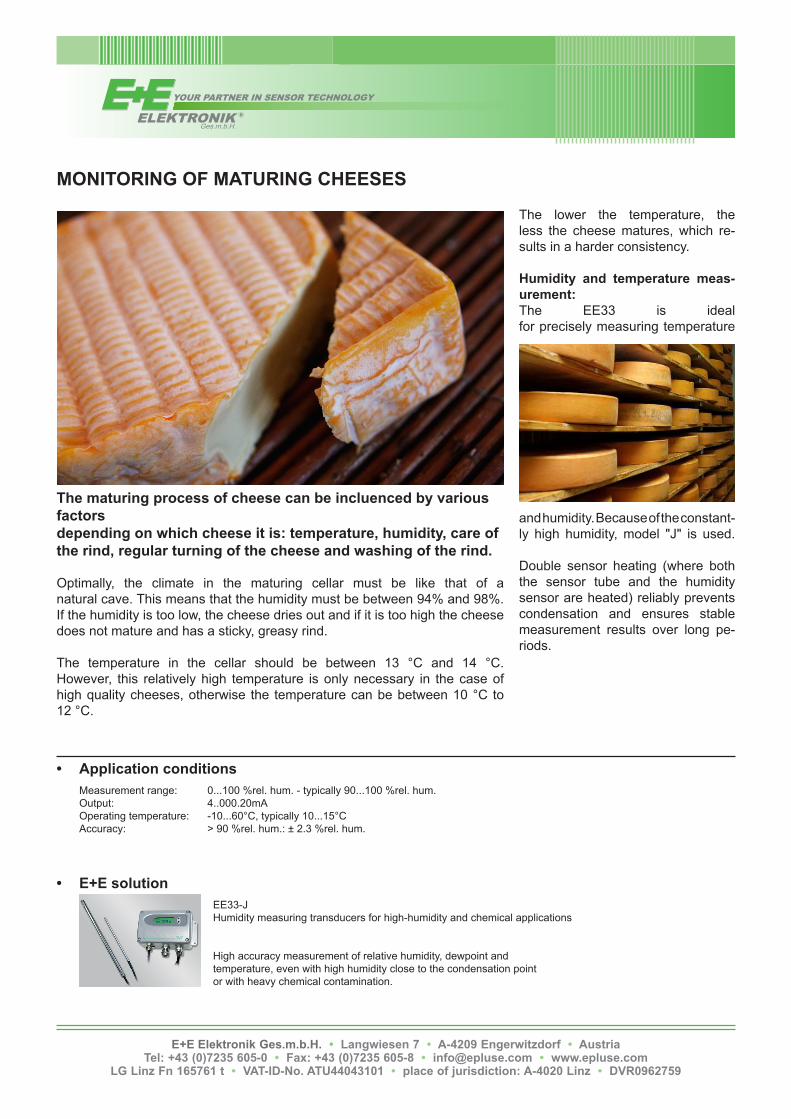
Both ends of the cable can be con-nected with plugs or terminals, which enables installation at remote meas-
-uration of the measuring transducer
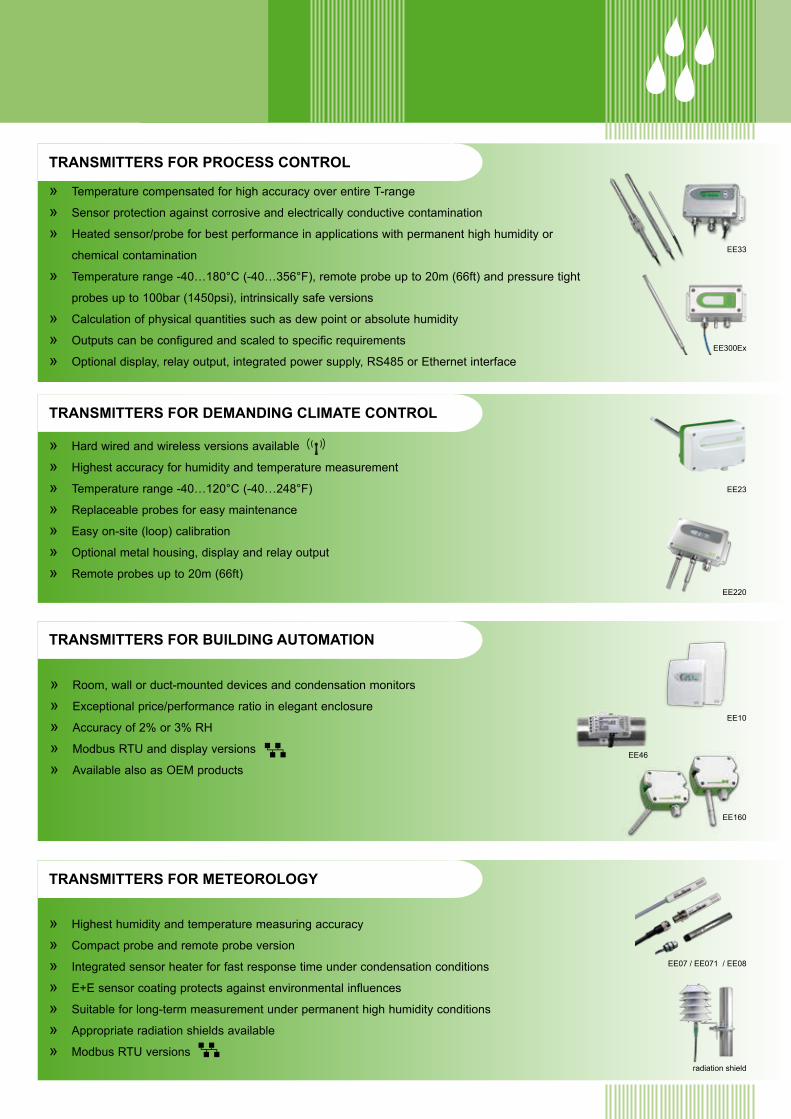
in a switching cabinet. In many cases, too few (often only one) humidity measuring transduc-ers are used. Because of this, critical zones are not detected. However, it is often important to install humid-
ity measuring transducers at various points in the warehouse, near to the
variety of areas in order to record as many zones as possible. Monitoring is carried out 24/7. An alarm is given
values are exceeded or undershot. In this case, all of the affected sub-stances must be subjected to a new laboratory test in order to re-check the stated effectiveness of the chem-icals.
The production and storage of chemicals is usually a sensitive and sometimes a dangerous job. Accordingly, great care is re-quired for the handling of large quantities of these substances.
Various basic substances which are produced for the food, agriculture, phar-maceutical and cosmetics industries are often highly reactive or toxic and lose their effectiveness if certain ambient conditions are exceeded or not achieved.
products, high-rise warehouses are equipped with intrinsically safe, high-ac-curacy humidity and temperature monitoring from E+E Elektronik. A condition required by the FDA (Food and Drug Administration) is the maintenance of certain ambient conditions for the storage of basic substances and active
The climate data must be recorded, documented and archived in compliance
times in order to provide traceable evidence of proper storage. This condition .
Particularly for the storage of such sensitive products, great demands are placed on the accuracy and long-term stability of humidity measurements. E+E Elektronik specialises in the production and reliable application of hu-midity and temperature measurement devices and is now a dependable and recognised partner for the industry. The drift of the humidity measurement cell, which is produced in our own clean room, is less than 1% per year even under extreme conditions. Reproducibility is better than 0.5% relative humid-ity.Thanks to the approval of Type EE30-EX for operation according to ex ia IIC T6, the measurement sensors may be used in even zones with the highest explosion hazards (i.e. Zone 0). Via a digital signal transfer between the sen-sors and the actual measuring transducer, cable lengths of up to 100 m can be used without impairing the calibration.
EXPLOSION-PROTECTED HUMIDITY MEASUREMENT
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
EE30-EX sensor
EE30-EX switching cabinet
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

• Application conditionsMeasurement range: 0-100% rel. hum.; -40...180°C and derived valuesOutput: 0-5V, 0-10V, 4-20mAAccuracy: ± 1.3% rel. hum.; ±0.2°CWorking range: 0.01...15bar (pressure-sealed version)
• E+E solutionEE300-EXHumidity measurement transformers for intrinsically safe applications
Measurement of humidity and temperature in intrinsically safe applications. For use in Zone 0 and temperature class T6 according to ATEX and IECEx guidelines.
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
A further criterion for successful use is not only the requirement for high prod-
ISO9001, QS9000 as well as FDA. As well as being an accredited ÖKD calibration facility for humidity and tem-perature, E+E has been entrusted by the Austrian Weights and Measures
can provide evidence of a return to the national or international origin at any time.
-ried out via a centrally integrated monitor recorder, which together with the associated PC software components forms a closed system for recording, saving and archiving electronic measurement data.In contrast to conventional recording devices with rolls or endless paper, the monitor recorder saves the measurement data electronically on a Compact Flash Card and shows the data on a colour display. With a maximum storage capacity of 128 MB (which with a storage rate of 60 seconds and 6 measure-ment inputs corresponds to about 125 rolls of recording paper) the device has a typical storage period of approx. 13 years.
Through to the combination of E+E measurement technology and tried-and-tested writing technology, which has proved itself millions of times, the FDA
Monitor recorder
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

presses always work with optimum efficiency.A further application is the measure-ment of moisture directly in the lu-bricating oil circuit, where the paper strip is heat-dried further over steam-heated drying cylinders.By ensuring the correct viscosity and
lubrication ability of the oil for the fric-tion and roller bearings of the drying cylinders, costly repairs and the as-sociated interruptions to production can be avoided.
The robust stainless steel measure-ment sensors are installed in the 8,000 l tanks of the return line in or-der to obtain a good average value for the quality of the oil.
In addition to measuring the activity of the water and temperature, in this application it was important to calcu-late the water content in ppm, as the oil supplier states a guideline value for the maximum moisture content of the oil.
The measurement does not depend on the temperature, the pressure, or the age of the oil and therefore does not depend on the operating condi-tions. As soon as the water content has risen to a critical value, an imme-diate warning is given via the process control system. Through continuous monitoring of the moisture content
One of the most modern and efficient systems for the produc-tion of printing paper is supported by high accuracy humidity measurement from E+E Elektronik.
Previously, titration according to the Karl-Fischer method was the only meth-od for precisely determining the water concentration in oils. Many attempts to automate this method are described in the literature.The EE36 water activity and temperature measuring transducer EE36 uses a different method. It detects the water content of various oils continuously and online. The method is based on E+E Elektronik capacitative humidity sensors which have long-term stability and resistance to chemicals.
These monitor the moisture content of the oil, e.g. in the hydraulic oil of the pressing section, where the paper strip is dried at high pressure between felt and 4 pressing rollers. Because of this, the hydraulic cylinders of the paper
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
OIL MONITORING IN THE PAPER INDUSTRY
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
Lubricating oil circuit

• Application conditionsMeasurement range: 0...1 aw, -40...180°C Outputs: 0-5V, 0-10V, 4-20mA, 0-20mAAccuracy: ± 0,01aw; ± 0.2°C
• E+E solutionEE36Measuring transducer for humidity measurement in oil
A remote sensor and the optional ball valve mounting permit flexible usage. GL certification for use in the ship industry.
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
of the oil, maintenance work and continuous oil changes can be optimised, leaks can be detected and breakdowns can be prevented.
As the paper mill produces with the very latest high-performance systems and the products fulfil a very high quality standard, the installation of the moisture measurement contributes significantly to safeguarding these criteria over the long term.
EE36 - cable sensor with GL approval

• ApplicationconditionsMeasurement range: 0...100 % rel. hum. / 00.80 ℃Output: 4 – 20 mAConditions of use: 20...100 %rel. hum. / 30...60 °C / chemical contamination with ammonia
• E+EProductEE33-MFTC9055ARCHC01/AB6-T21Humidity / Temperature measuring transducer for chemical applications
Highly accurate measurement of relative humidity and temperature, even with high levels of chemical con-tamination. HC01 sensor coating to prevent dirt deposits. ARC module for manual activation of the sensor heating.
even under these difficult operating conditions, and provides measure-ment results which are stable in the long-term.This is made possible by the mono-lithic humidity sensor HMC01 and the heating function of the EE33. After each drying cycle, the humid-ity sensor is briefly but intensively heated and the chemical contamina-tion simply evaporates.The bake-out function (ARC) of the EE33 can be started both manually
and automatically in a defined time interval.
Monitoredandcontrolleddryingisaveryimportantstageintheproductionprocessfortechnicalceramics.Toachieveopti-mumproductquality,boththetemperatureandthehumidityarecontrolledinthedryingprocess.Becauseofthehighlevelsofchemicalcontaminationofthehumidity/temperaturemeasur-ingtransducerwhichoccurduringthedryingprocess,theEE33industrialmeasuringtransducerisused.
The EE33 humidity / temperature transducer installed in the drying cham-ber is exposed to a high level of chemical contamination during the several days of the drying process. With conventional humidity measuring transduc-ers, this chemical contamination results in a drift in the sensor characteris-tics and therefore large measurement errors.The high-accuracy EE33 humidity measuring transducer works perfectly,
E+EElektronikGes.m.b.H.•Langwiesen7•A-4209Engerwitzdorf•AustriaTel:+43(0)7235605-0•Fax:+43(0)7235605-8•[email protected]•www.epluse.com
LGLinzFn165761t•VAT-ID-No.ATU44043101•placeofjurisdiction:A-4020Linz•DVR0962759
HMC01 humidity sensor with bake-out function
DRYINGOFTECHNICALCERAMICS
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY

As a consequence, in contrast to open hoods or to less well-insulated closed hoods, the quantity of water to be evaporated - and thus produc-tion - can be increased with existing supply air/exhaust air systems.
Alternatively, the supply and exhaust air volume fl ows and thus the fan drive output can be reduced. Heat
recovery is also clearly improved due to the higher enthalpy of the exhaust air, whereby thermal energy (steam) can be saved for preheating the fresh water or white water.
Paper and paper based products like carton are manufactured in different process steps in paper machines. The main process steps are the forming, the pressing and the drying.
For an improved energy effi ciency and heat recovery often dryer-section hoods will be used. A closed dryer-section hood encloses the dryer section and leads to a controlled supply and removal of air and water vapor.
The climate inside the plant is thereby improved, the building is protected and effi cient energy recovery from the exhaust air and the evaporated water in the drying process is facilitated.A closed dryer-section hood with good insulation means the dryer section can function under a higher operating dew point. This means that the moisture load of the exhaust air can be kept at a very high level without risk of condensation. The EE31 is used to control the operating dew point in the exhaust air duct.
Installed EE31 in the exhaust air duct
DRYING PROCESS OF PAPER PRODUCTION
• Application EnvironmentMeasurement Range: 120 – 150 g/kg (depends on drying hood)Output: 4 – 20 mAOperating Temperature: 60 - 130 °C (typically 80°C)
• E+E SolutionEE31-PFTD9025P01/CB6-Td52-T52Humidity transmitter for accurate measurement up to 180°C
The optimal hardware structure of the EE31 series for varyingapplications is achieved by combining various standard mechanical and electronic modules.
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
The vintner usually counteracts the disadvantages of uncontrolled fermentation by:
• controlling the temperature of the mash through the use of vari-ous types of cooling devices, e.g. fermentation tanks with integrated cooling coils.
• measurement of the residual sugar level at regular intervals in order to select the ideal temperature for the individual phase of fermenta-tion and to halt fermentation once the desired level has been achieved
Optimum results are achieved by linking the form of the temperature control curve to the reduction of residual sugar. Fermentation usually starts at 18-20°C. During the main phase of
fermentation the temperature should be between 16-18°C. At the end of fermentation the temperature should be higher in order to compensate for the harsh environment of the "tired" yeast. The change in temperature should always be less than 4°C per hour.Innovative process:Controlled fermentation by meas-urement of the quantity of CO2 produced
In wine making, the fermentation process is a catalyst function, which converts grape juice into an alcoholic beverage. During fermentation, the yeast interacts with sugar to produce ethanol, generally known as ethyl alcohol, and carbon dioxide as a side product.
During the fermentation process there are several factors which the vintner must take into account. The most important is the internal temperature of the mash. A typical white wine ferments at 18-20°C, while red wine is usu-ally fermented at a higher temperature (up to 29°C). Of course, there are exceptions to this. Some vintners let their red wines ferment at lower tem-peratures in order to obtain more fruity aroma. A further factor for the vintner is the residual sugar level, which determines the sweetness of the wine. Nowadays, fermentation is mainly carried out in stainless steel tanks.
Uncontrolled fermentation has the following disadvantages
• High mash temperatures of up to 30 °C• Loss of aroma due to the high temperature• Loss of aroma due to high CO2 emissions over a short period• Intensive foaming• Stress on the yeast due to high temperatures results in inactivity and therefore
fermentation problems.• An uncontrolled fermentation only lasts for 3-5 days, which restricts the develop-
ment of aromas. • Possible development of chemical residues such as histamine (a hormone which
is produced by bacteria during fermentation).
Standard processes:
Optimum wine fermentation in stainless steel tanks
CONTROLLED FERMENTATION BY CO2 MEASUREMENT

E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
• Application conditionsMeasurement range: 0.25 - 10m/sTemperature range: 10 - 35°C, typically 15 - 20 COutput: Analog, 1 - 5VConditions of use: Approximately 100% CO2
at ambient pressure; contamination with foam possible
• E+E ProductEE575Miniatureflowsensor
Flow sensor in compact stick design. Ideal for applications with little space for installation.
the important information about the performance of the yeast and the quantity of sugar which has been transformed into ethanol. Before starting the process, the vintner must determine the sugar content and the volume of the mash as the starting parameters.
After this, he obtains information about the quantity of residual sugar during every phase of fermentation.
He can use this information in order to achieve a constant increase in the level of ethanol by controlling the temperature of the mash and there-fore the activity of the yeast in the form of a closed feedback loop.
By measuring the quantity of CO2 which is produced during fermentation in combination with the temperature of the mash, the vintner obtains
all Progress of controlled fermentation

system during sterilisation.
Properties of the H2O2 filter:The filter cap consists of a PTFE sin-ter filter, in which a catalyst is embed-ded. The catalyst decomposes the H2O2 into harmless water and oxy-gen, so that the humidity sensor in the filter cap is not exposed to H2O2 and no drift occurs.
With the aid of the filter cap the rela-tive humidity can also be measured during the phases of H2O2 applica-tion. This is of interest, as the effec-tiveness and duration of some steri-lisation methods also depend on the relative humidity in the system.
Hydrogen peroxide is increasingly being used as a method of bio-decontamination and sterilisation in the pharmaceutical industry or in the field of medicine. Both equipment and entire rooms can be sterilised with H2O2 vapour.
The H2O2 vapour is produced in a generator and transported to the area of application by means of a carrier gas (usually air). The process is also termed VHP (Vaporised Hydrogen Peroxide) sterilisation.
In many areas which are sterilised by H2O2, a humidity measurement is necessary during normal use. Capacitative polymer sensors are often used for this. These sensors are attacked by H2O2 and even at low H2O2 concentra-tions a significant drift of the sensor characteristics occurs. In order to prevent these false readings, the humidity sensor must be removed during phases of H2O2 vaporisation.As solution to this problem is the use of a special filter cap, which protects the humidity sensor from H2O2. With this, the humidity sensor can remain in the
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
H2O2 sTERILIsATIoN
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
• E+E solutionH2O2 Filter HA010115Catalytic filter for H2O2 environments
Specially developed for use with H2O2 sterilisation
Structure of a sterilisation system

prerequisites for the successful use of E+E measuring devices.
Exact recording of these climate parameters is not only impor-tant for economic HVAC control, but also for the reliable display and docu-mentation of the process parameters in the process control system.
Another key process in the Tachoc-omb® production is the drying of the collagen substrate material in spe-cially equipped drying cabinets. Here, dehumidifiers ensure a constant low humidity, although the environment may be slightly corrosive. This is no problem for the specially coated E+E temperature and humidity measuring devices.
As a specialist in high quality thin-layer sensors, measurement trans-ducers, calibrators and measure-ment memories for the precise determination of humidity, air speed, temperature, dewpoint and CO2, E+E was able to help with its extensive
know-how. E+E thin film technology is also used in a Class 100 clean room environment. Thanks to great commitment and close cooperation with Nycomed, a product solution was developed which was perfectly tailored to the application. Because of the short throughput times for the production of industrial measurement transduc-ers, we were able to implement the
In addition to ensuring a comfortably warm room environment for the production and storage of goods, the primary purpose of systems where ambient conditions are critical is to maintain specified climatic conditions in the room in order to ensure product quality and to optimise energy consumption.
This was the challenge for the system planners of a large pharmaceutical group in Austria. With the extension of the production facilities at the Linz Chemical Park in the context of the "NEXT" project, NYCOMED Austria GmbH prevailed over other production sites of the Nycomed group and se-cured new jobs at the facility.
The new "state-of-the-art" production supplies Nycomed's glo-bal pharmaceutical market with special Tachocomb®/ TachoSilTM "wound pads", which are only produced in Linz. Coagulation factors are applied to fleece fabrics, which not only stop diffuse bleeding but also decompose "spontaneously". Products for human health must comply with the very highest levels of hygiene and quality requirements. This is something which is taken for granted and is ensured by regulations and standards. However, it poses a special challenge for the technology involved.
The quality and hygiene of the products do not depend solely on their ingre-dients. It is equally important to maintain a defined room climate during pro-duction. As well as temperature measurement, humidity is vitally important for many stages of the production process. One of the key processes in the production of wound pads is the coating of the collagen substrate material with coagulating substances. This process only functions optimally in a spe-cial room climate which is within very tight tolerances. High demands on measurement accuracy as well as excellent long-term stability and reliability for humidity and temperature measurement are the
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
PREcIsE cLImATE mEAsUREmENT FoR PHARmAcEUTIcAL APPLIcATIoNs
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY

• Application conditionsMeasurement range: 0-100% rel. hum.; -40.0.180℃Output: 0-5V, 0-10V, 4-20mA, 0-20mA, serial interface: RS232C + optionally RS485Operating temperature: ± 1.3% rel. hum. ± 0.2℃
• E+E solutionEE31Humidity measuring transducers for accurate measurement up to 180°C
Industrial measuring transducer for highly accurate and reliable measurement of humidity, temperature, dewpoint and derived computational functions up to 180°C.
HUMOR20Humidity calibration with humidity calibrator
Highly accurate humidity calibration Dual pressure, single temperature humidity calibrator conforming to international standards.
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
customer's requirements quickly and expertly.
In addition to this, E+E is commissioned with providing of national standards for relative humidity in Austria and operates a reference system which has one of the highes levels of accuracy in the world. Here, the humidity of a gas can be produced with an accuracy of up to 0.1% relative humidity, and dew-
points with a accuracy of up to 0.05°C. The extensive calibration facilities in the accredited calibration laboratory enable certification compliant with ÖKD directives for special measuring points, which have been adapted to the environmental condi-tions of the application.
To ensure compliance of the measurement data after installation of the meas-uring devices, local calibration of the measurement chain was carried out
with a portable E+E Humor 20 hu-midity calibrator.
This easy-to-use device enables standardised calibrations of the highest accuracy regardless of the ambient temperature - at ÖKD level if re-quired.
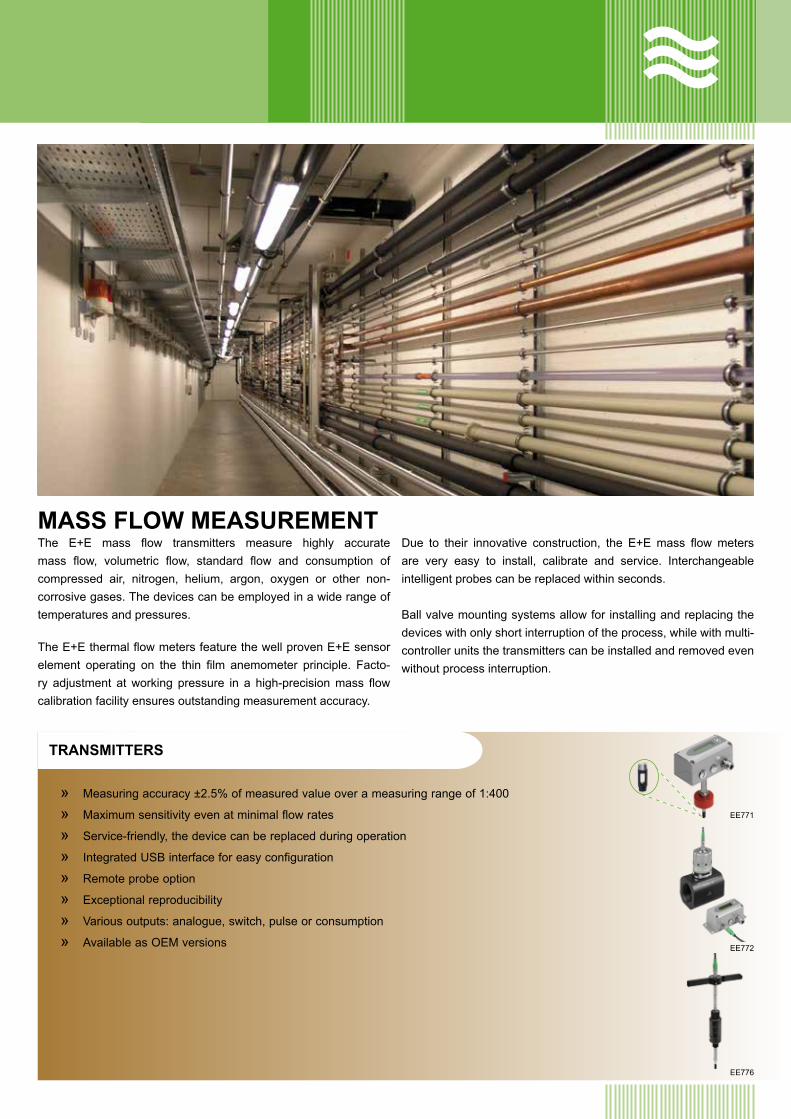
The lower the temperature, the less the cheese matures, which re-sults in a harder consistency.
Humidity and temperature meas-urement:The EE33 is ideal for precisely measuring temperature
and humidity. Because of the constant-ly high humidity, model "J" is used.
Double sensor heating (where both the sensor tube and the humidity sensor are heated) reliably prevents condensation and ensures stable measurement results over long pe-riods.
The maturing process of cheese can be incluenced by various factors depending on which cheese it is: temperature, humidity, care of the rind, regular turning of the cheese and washing of the rind.
Optimally, the climate in the maturing cellar must be like that of a natural cave. This means that the humidity must be between 94% and 98%. If the humidity is too low, the cheese dries out and if it is too high the cheese does not mature and has a sticky, greasy rind.
The temperature in the cellar should be between 13 °C and 14 °C. However, this relatively high temperature is only necessary in the case of high quality cheeses, otherwise the temperature can be between 10 °C to 12 °C.
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
MoNIToRING oF MATURING cHEEsEs
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
• Application conditionsMeasurement range: 0...100 %rel. hum. - typically 90...100 %rel. hum.Output: 4..000.20mAOperating temperature: -10...60°C, typically 10...15°CAccuracy: > 90 %rel. hum.: ± 2.3 %rel. hum.
• E+E solutionEE33-JHumidity measuring transducers for high-humidity and chemical applications
High accuracy measurement of relative humidity, dewpoint and temperature, even with high humidity close to the condensation point or with heavy chemical contamination.

The sensor element is installed in the tip of the sensor tube and is protected from dirt by means of a stainless steel fi lter which is perme-able to air. The measuring probe consists of the sensor, the sensor tube and the fi lter. Because the com-ponents are made from stainless steel, the measuring probe is robust and can be used in demanding in-dustrial applications up to 180°C.
The sensor, which is also known as a hygrometer, is equipped with a hygroscopic layer as a dielectric be-tween the electrodes of a capacitor. Through the absorption of moisture in the dielectric, its properties, and therefore the electrical capacity of the sensor changes.
The hygrometer converts the ca-pacitance of the sensor into an ana-log or digital output signal, which is processed by a control unit. As there may be temperatures of up to 180°C at the measurement site, mounting of the electronics at a cooler loca-tion is important. For transfer of the signals, even over longer distances, the measuring sensor is connected to the electronics with a cable which is up to 10 m in length.
The sensor cable is made from polytetrafl uorethylene (PTFE), which resists high temperatures and is therefore suitable for use in the food industry. The control unit continuously reads
In order to continuously monitor the drying process, humidity sensors measure the water content of the air intake and exhaust in cycles of seconds. Defi ned limiting values ensure that the precise quantity of water is always removed in order to guaran-tee the quality of the product.
Pasta made from water, whole-wheat fl our and salt has been known since the 12th Century. Pasta, as with all very popular noodle dishes, is sold either fresh or dried. Industrially produced dough passes through a closely adjusted process, in which the components of the measurement and control technol-ogy precisely monitor the specifi ed process parameters.
Monitoring of pasta dryingFor example, continuous information about product humidity is essential for optimum drying of the pasta. However, in practice direct measurement of the product to be dried is not feasible. In spite of this, the drying process can be indirectly monitored by measuring the water content of the air intake and the exhaust.
The difference between the two values is used as a controlling value for the proc-ess temperature. In order to prevent the limiting values from being exceeded, producers specify a maximum value for the amount of water which can be extracted per unit of time in order to achieve an optimum result. If the same amount of water is present in the intake air and the exhaust, the drying proc-ess is complete, as the pasta is no longer giving off any water. The water content is measured in g/kg and indicates how many grammes of water are present in a kilogramme of air.
A good quality pasta essentially depends on how rapidly or slowly the water is extracted.
Structure of the hygrometer
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
REAL TIME MONITORING OF PASTA DRYING
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY

• Application conditionsMeasurement range: 0-100% rel. hum.; -40.0.180�Output: 0-5V, 0-10V, 4-20mA, 0-20mA, serial interface: RS232C + optionally RS485Accuracy: +/-1.3% rel. hum.; +/-0.2°C
• E+E solutionEE31Humidity measuring transducers for accurate measurement up to 180°C
Industrial measuring transducer for highly accurate and reliable measurement of humidity, temperature, dewpoint and derived computational functions up to 180°C.
E+E Elektronik Ges.m.b.H. • Langwiesen 7 • A-4209 Engerwitzdorf • AustriaTel: +43 (0)7235 605-0 • Fax: +43 (0)7235 605-8 • [email protected] • www.epluse.com
LG Linz Fn 165761 t • VAT-ID-No. ATU44043101 • place of jurisdiction: A-4020 Linz • DVR0962759
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
the output signal and calculates the water content of the intake air and the exhaust. This means that the set limiting values are continuously monitored.
A warning is given if a limiting value is exceeded. The reaction time of the sensor is in the range of seconds, so that producers can monitor the water content of the pasta during the drying process almost in real time.

R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
tion of ice deposits in order to shut down the turbine or de-ice the rotor blades as required.
In Austria there are legal directives which specify that all wind energy systems must be equipped with an ice detector.
For example, there are heated rotor blades or blades with spe-cial non-stick coatings for turbines which are used in cold climates.
The EE33 humidity measuring trans-ducer is used to monitor the rotor blades. The protected and heated sensor makes it ideal for this de-manding application.
Monitoring of the external temperature and relative humidity is essential for the smooth running of wind energy systems.
-bines, the weather conditions must be continuously monitored.
In particular, bad weather conditions (high humidity, mist or temperatures around freezing point) produce ice on the rotor blades of wind turbines. This ice is almost always porous and therefore not a typical "ice block".Within a short time a considerable thickness of ice can form on the rotor blades or the tower during operation. In case of freezing fog, ice layers with a thickness of 30 cm are by no means rare.
Pieces of ice with a weight of several kilogrammes can break off and be thrown for distances of up to a hundred metres. This presents a great hazard for people, buildings or roads. The additional weight of the ice is also a great strain on the turbine bearings, and therefore reduces their service life.Modern wind energy systems are equipped with sensors to detect the forma-
ICE DETECTION FOR WIND TURBINES
Electricity generator
• Application conditionsMeasurement range: -40...40 °C / 0...100 % rel. hum.Output: 0 - 10 VOperating temperature: -40..0000.40 �Accuracy: ± 3 %
• E+E ProductEE33-MFTJHumidity measuring transducers for high-humidity and chemical applications
High accuracy measurement of relative humidity, dewpoint and temperature even at high humidity close to the condensation or at high chemical load.
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

To ensure precise measurements, the probe is always installed in a ra-diation shield. Condensation on the probe in early morning mist or in fog results in incorrect measurements due to delayed measurement when the weather conditions change due to sunlight or if the fog lifts.In this case, a ventilat-ed radiation shield does not provide any improvement, as it cannot prevent condensation on the sensor.
The EE33 series humidity and tem-perature sensor is the only one on the market which is equipped with a double-heated probe. Both the sensor tube and the sensor element are heated. Condensa-tion on the probe is prevented even under the most extreme conditions and the values meas-ured always correspond to the actual conditions.
How does the heated measure-ment probe work?
Double probe heating means that both the sensor tube and the sen-sor element are separately heated. A monolithic MNC01 humidity / tem-perature sensor is used as the sen-sor element. This is operated in a controlled heating mode. The image made with a thermal imaging camera clearly shows how the sensor tube heater works. The front section of the probe is heated to an excess temperature of 5 – 7°C which reliably prevents con-densation.
The primary parameter which is measured is the dewpoint, which is always independent of the excess temperature due to the probe and
Air humidity and temperature play an important role in mete-orology. Highly accurate measurements of these climate pa-rameters form the basis of accurate forecasts and meaningful records.
it is essential to avoid delays in measurement due to condensation and to -
ments, as both the probe and the sensor element are heated. The version K transmitter provides the dewpoint temperature as the initial measurement. With version J, all the calculated humidity parameters are available via the additional temperature sensor.
Comparison of the EE33 with other measuring transducers
HUMIDITY MEASUREMENT IN METEOROLOGY
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
6
8
10
12
14
75
80
85
90
95
100
Tem
pera
tur [∞
C]
relati
ve F
euch
te [%
rF]
dichter Nebel
0
2
4
60
65
70
8:01 8:45 9:28 10:11 10:54 11:37 12:21 13:04
Zeit [hh:mm]
ventilierter StrahlungsschutzRM Young
EE33 Bauform Jmit beheizter Fühlertechnologie
ventilierter Strahlungsschutzlow cost
nicht ventilierter StrahlungsschutzE+E / HA010506
Temperaturverlauf
Messwertverzögerung durch Betauung um 2h30min
Ventilated radiation shield RM Young
EE33 version J with heated sensor technology
Low-cost ventilated radiation shield
E+E unventilated radiation shield
Temperature curve
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

• Application conditionsMeasurement range: 0...100% rel. hum.; -40...180°COutput: 0...1 / 5 / 10 V or 0 / 4...20 mAAccuracy: ± 1.3% rel. hum. ± 0.2�
• E+E solutionEE33-JHumidity measuring transducers for high-humidity and chemical applications
High accuracy measurement of relative humidity, dewpoint and temperature even at high humidity close to the condensation or with high chemical contamination.
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY
sensor heating. All other humidity parameters derived can be calculated by the use of an additional temperature probe.
The additional temperature probe is positioned so that the humidity probe heater does not affect the temperature measurement. Very accurate meas-urement results are obtained if the probes are installed in two separate radia-tion shields.
EE33 sensor tube - thermal image
(+34) 968 162 005Tel.:www.sensovant.comWeb:[email protected]:

PRODUCT OVERVIEW
www.epluse.com
■ HUMIDITY ■ DEW POINT ■ MOISTURE IN OIL ■ MASSFLOW ■ CO2 MEASUREMENT ■ AIR VELOCITY ■ CALIBRATION SERVICES
R
Ges.m.b.H.
YOUR PARTNER IN SENSOR TECHNOLOGY


new
OEM HUMIDITY / TEMPERATURE PROBE
FLOW METERS
TRANSMITTERS FOR INTRINSICALLY SAFE APPLICATIONS
» High accuracy and long term stability
» Cable and plug versions
» Highly insensitive to pollution
» Encapsulated electronics
» Sensing elements protected by E+E coating and underfiller
» Thermal measurement principle
» Highest accuracy due to factory adjustment at working pressure
» DN15 to DN700 (1/2“ to 28”)
» Patented solution for easy and safe installation without flow interruption
» MODBUS RTU and M-Bus interface
» Integrated consumption meter
» Measurement of humidity, temperature and moisture in oil
» Applicable in gas and dust-Ex areas
» Direct installation in areas with highest explosion danger (zone 0 / 20)
» Suitable for applications up to 20bar (300psi)
» Stainless steel housing and probe ensure optimal protection in harsh industry environment
» Two analogue outputs with 4…20mA
MODBUS CO2 PROBE; DIGITAL CO2 MODULE
» Dual wavelength measuring principle for demanding OEM applications
» Highly insensitive to pollution
» Outstanding temperature compensation
» Low power consumption down to 60µA
» Ideal solution for handheld devices, data loggers and wireless versions
» Measuring range up to 10,000 ppm
EE871 / EE893
EE300Ex
EE771 / EE772 / EE776
EE060

Humidity Measurement Competence at E+E Elektronik
E+E Elektronik’s history goes hand in hand with the development of highly accurate humidity measuring devices. This has been based on continuous research and development in the thin-film sensor technology, evaluation electronics as well as humidity measurement engineering and adjustment.
The manufacturing of capacitive humidity sensor elements in thin-film technology started in 1990, which are employed also in a comprehensive range of E+E humidity, dewpoint and moisture in oil measuring devices. An important lead throughout the enti-re E+E history is the commitment to highest quality standard as documented in the certificates according to ISO 9001:2008 and ISO TS 16949:2009.
The manufacturing takes place in state-of-the-art clean rooms and assembly facilities at E+E Elektronik headquarters in Engerwitzdorf, Austria. The excellent reputation of the E+E calibration laboratory is reflected in E+E being awarded the Austrian National Standard for humidity and air velocity. Additionally, the E+E calibration laboratory is accredited for mass flow, temperature and pressure.
Humidity Measurement Products
The E+E product portfolio includes humidity measurement de-vices for most applications. E+E humidity measuring elements are well proven at major OEM customers in the automotive industry. Humidity, dewpoint and moisture in oil transmitters for process control are available in an industrial, sturdy design. Other humidity transmitter lines are optimized for demanding climate control, meteorology or for cost-effective building automation.
OEM transmitters, probes and modules are tailored to specific customer requirements. The E+E product spectrum is rounded at by hand-held instruments, data loggers and wireless sensors.
A humidity calibrator based on the 2-pressure – 1 temperature reactor principle offers unparalleled accuracy and speed. Being independent of the ambient temperature, it can be used for both laboratory and on-site calibration.
HUMIDITY AND TEMPERATURE MEASUREMENT
TRANSMITTERS FOR BUILDING AUTOMATION
TRANSMITTERS FOR DEMANDING CLIMATE CONTROL
TRANSMITTERS FOR METEOROLOGY
TRANSMITTERS FOR PROCESS CONTROL
» Room, wall or duct-mounted devices and condensation monitors
» Exceptional price/performance ratio in elegant enclosure
» Accuracy of 2% or 3% RH
» Modbus RTU and display versions
» Available also as OEM products
» Hard wired and wireless versions available
» Highest accuracy for humidity and temperature measurement
» Temperature range -40…120°C (-40…248°F)
» Replaceable probes for easy maintenance
» Easy on-site (loop) calibration
» Optional metal housing, display and relay output
» Remote probes up to 20m (66ft)
» Highest humidity and temperature measuring accuracy
» Compact probe and remote probe version
» Integrated sensor heater for fast response time under condensation conditions
» E+E sensor coating protects against environmental influences
» Suitable for long-term measurement under permanent high humidity conditions
» Appropriate radiation shields available
» Modbus RTU versions
» Temperature compensated for high accuracy over entire T-range
» Sensor protection against corrosive and electrically conductive contamination
» Heated sensor/probe for best performance in applications with permanent high humidity or
chemical contamination
» Temperature range -40…180°C (-40…356°F), remote probe up to 20m (66ft) and pressure tight
probes up to 100bar (1450psi), intrinsically safe versions
» Calculation of physical quantities such as dew point or absolute humidity
» Outputs can be configured and scaled to specific requirements
» Optional display, relay output, integrated power supply, RS485 or Ethernet interfaceEE300Ex
EE220
EE10
EE46
EE23
EE160
radiation shield
EE07 / EE071 / EE08
EE33

OEM PRODUCTS
HAND-HELD INSTRUMENTS / DATA LOGGERS
HUMIDITY CALIBRATOR
CAPACITIVE HUMIDITY SENSORS
» Customized for high performance and cost-effective solutions
» Sensing elements and electronics from a single source
» Extensive E+E experience in OEM products design
» Designed according to customer specifications
» Available from as little as 200 units
» Various analogue and digital outputs
» Accurate measurement of humidity, temperature, air flow, CO2 and pressure
» Capacitive touchscreen in TFT quality
» User friendly interface
» Data logging function & USB connectivity
» Comprehensive range of probes for various application
» Fundamental 2 pressure – 1 temperature calibrator
» Highest accuracy
» Compliant to international standards
» Automatic calibration
» Independent from ambient temperature
» Extremely fast stabilisation time
» Millions of manufactured units for over 20 years
» Easy processing with standard reflow method
» Outstanding long-term stability and excellent chemical resistance
» Unaffected by condensation
» High sensitivity and outstanding linearity
» Excellent reproducibility of sensor characteristics
» Available as preadjusted version – no humidity adjustment required
HUMLOG 20
OMNIPORT30
EE99-012
EE03
OEM modules
HUMOR 20
HCT01
Tape & Reel

TRANSMITTERS FOR INDUSTRIAL USE
» Dew point measurement from -60°C to 60°C Td (-76...140°F Td)
» Auto-calibration for high measuring accuracy
» Available with remote probe or as compact version
» Sturdy housing for use in harsh industrial environments
» Freely scaled and configured analogue or switching outputs
» Available as OEM version
» Measuring accuracy ±2°C Td (±3.6°F Td)
» Pressure rated up to 100bar (1450psi)
» Installation with ball valve possible
Accurate dew point (Td) monitoring in compressed air and gas networks, dryers, plastics and other industries is a prerequisite for optimizing the process and the product quality.
The E+E dew point transmitters feature an auto-calibration procedure which allows for accurate Td measurements from -60°C to 60°C.
Furthermore, they include the E+E monolithic humidity and tempe-rature sensor specially designed for this application.
The combination of both humidity and temperature sensor on one substrate leads to exceptional thermal uniformity of the entire sensor structure. This is the key for an accurate and highly repea-table auto-calibration process resulting in long term performance.
DEW POINT MEASUREMENT
EE35
EE371

» Online monitoring of lubrication, insulation and hydraulic oils
» Output as water content [ppm] or as water activity [aw]
» Input of oil-specific parameters for water content output
» Remote probe and compact versions
» Intrinsically safe version
» Sturdy housing for demanding operating conditions
» GL certified – a prerequisite for use in maritime applications
» Temperature range -40°C...180°C (-40°F...356°F)
» Installation with ball valve possible
» Outputs can be scaled and configured to specific requirements
Online monitoring of moisture content in lubricating and insulation oil is an important factor in maintaining the functional reliability of equipment and machines in the long term.
The moisture content in transformer oil, for example, has a considerable influence on insulating capabilities. Continuous monitoring of moisture levels is therefore essential in daily operation.
In the same way as moisture in gas, the moisture content in oil can be specified in absolute terms, as water content [ppm] or in relative terms as water activity [aw].
E+E measuring instruments are certified in accordance with Germanischer Lloyd guidelines, making them suitable for use in maritime applications.
MOISTURE IN OIL MEASUREMENT
TRANSMITTERS AND HAND-HELD INSTRUMENTS
EE36
EE381
OILPORT
TRANSMITTERS
» Measuring accuracy ±2.5% of measured value over a measuring range of 1:400
» Maximum sensitivity even at minimal flow rates
» Service-friendly, the device can be replaced during operation
» Integrated USB interface for easy configuration
» Remote probe option
» Exceptional reproducibility
» Various outputs: analogue, switch, pulse or consumption
» Available as OEM versions
The E+E mass flow transmitters measure highly accurate mass flow, volumetric flow, standard flow and consumption of compressed air, nitrogen, helium, argon, oxygen or other non-corrosive gases. The devices can be employed in a wide range of temperatures and pressures.
The E+E thermal flow meters feature the well proven E+E sensor element operating on the thin film anemometer principle. Facto-ry adjustment at working pressure in a high-precision mass flow calibration facility ensures outstanding measurement accuracy.
Due to their innovative construction, the E+E mass flow meters are very easy to install, calibrate and service. Interchangeable intelligent probes can be replaced within seconds.
Ball valve mounting systems allow for installing and replacing the devices with only short interruption of the process, while with multi-controller units the transmitters can be installed and removed even without process interruption.
MASS FLOW MEASUREMENT
EE771
EE772
EE776

For Demanding Applications
The E+E CO2 sensors for demanding applications feature the dual wavelength/dual detector NDIR principle. One detector is tuned to 4.2µm wavelengths, which is absorbed by CO2, the second detec-tor on 3.9mµ, which is not affected by any gas. For every single measurement the CO2 concentration is calculated from the outputs of the two detectors.
This procedure is highly insensitive to pollution. A multiple point CO2 and temperature adjustment procedure leads to excellent CO2 measurement accuracy over the entire temperature working range.
Applications:
» Stables, incubators, greenhouses, industrial process control
For Building Automation
The E+E CO2 sensors for building automation feature the patented auto-calibration procedure based on a 2-source/single wavelength NDIR. One IR source is used for taking measurements every 15 seconds. The other IR source serves as a reference for auto- calibration and activated only twice in 24h.
Due to minimal operating time, the aging of the reference source is virtually zero and therefore negligible. During the autocalibration procedure the signal from the measurement source is brought in line with the reference signal.
Applications:
» Demand controlled ventilation, indoor air quality
CO2 MEASUREMENT
IR-detector
measuring lamp
reference lamp
The E+E years of experience in sensors and thin-film technology lead to highest quality NDIR CO2 measuring cells. The cells with gold-plated light path are assembled in state-of-the-art clean rooms and represent the prerequisite for highly accurate and long term stable CO2 measurement.

TRANSMITTERS FOR DEMAND CONTROLLED VENTILATION
TRANSMITTERS FOR DEMANDING CLIMATE CONTROL
OEM PROBES AND MODULES
» Hard wired and wireless versions
» Room, wall and duct-mounted devices
» Elegant housing with an optional display
» CO2, temperature and humidity measurement in one unit
» OEM versions available
» Hard wired and wireless versions
» Outstanding temperature compensation for agriculture and outdoors
» Remote probe or wall-mounted versions
» Replaceable sensors for easy maintenance
» Auto-calibration for long-term measurement stability
» High measuring accuracy
» Sturdy housing for use in demanding environment
» Optimized measuring cell for demanding applications
» Modbus or E2 interface for simple integration in customer applications
» Low power consumption down to 60µA
» Settable measurement interval
» Compact design
» Exceptional price/performance ratio
EE82
EE871
EE244
EE850
EE245
EE80
EE893

Measuring Method
E+E air velocity sensors operate on the hot-film anemometry principle which makes use of E+E thin-film technology specially de-veloped for the automotive industry.
Due to their small mass and dimensions, the E+E air velocity sensors offer highest sensitivity even close to 0 m/s air speed. The innovative design of the sensor head around the sensing elements allows reliable measurement up to 40m/s (131ft/s) .
Air velocity transmitters from E+E Elektronik fulfill the accuracy, long term stability and reproducibility requirements of various industries, from building automation and ventilation to clean rooms, laminar flow monitoring and industrial process control.
AIR VELOCITY MEASUREMENT
temperature sensor (Ta)air velocityheater resistance (Ta+ ∆Th-a)

HAND-HELD MEASURING INSTRUMENTS
» Data logging function & USB interface
» Internal memory for 2 million measurement values
» Total of 22 physical quantities
» Capacitive LCD touch screen
» Display measurands simultaneously
» Real-time HOLD/MIN/MAX/AVG readout
» Integrated air pressure sensor
» Free data management software
» Probes for HVAC & industrial environments
» Measuring range 0.15 ... 20m/s (0...4000ft/min)
» Special versions for clean room and laminar flow monitoring
» Installation largely independent of direction
» High measurement accuracy
» Compact version available for confined space
» Available as OEM product
» Outstanding price/performance ratio
» Highly accurate air speed measurement 0.06m/s...40m/s (12...8000ft/min)
» Rated for a pressure up to 10bar (145psi) and temperature up to 120°C (248°F)
» Temperature measurement and calculation of volume flow
» Small probe dimensions
» Variable housing concept for easy installation and maintenance
» USB interface for easy configuration
TRANSMITTERS FOR INDUSTRIAL USE
TRANSMITTERS FOR BUILDING AUTOMATION
EE65
EE75
EE575
OMNIPORT30

National Standards
Sophisticated metrology is one of the fundamental pre requisites for quality and progress in trade, industry, science, health and environmental protection. “National standards” are at the pinnacle of the hierarchy of measuring equipment.
Every industrial nation has an authority that provides this measurement standard and verifies its accuracy by international comparison measurements.In Austria this is the task of BEV - the National Metrology Institute. E+E Elektronik, as a ”designated laboratory“ is commissioned to provide and further develop the national etalon for humidity and air velocity.
Thanks to the direct traceability to a NMI (Natio-nal Metrology Institute), a BEV certificate is of par-ticular interest to accredited calibration authorities.
Based on the agreements between the members of EA (European Cooperation for Accreditation) and ILAC (International Laboratory Accreditation Cooperation), calibration certificates issued by E+E conform to worldwide recognized standards.
Calibration at E+E
The E+E OEKD laboratory is accredited in accordance with DIN EN ISO/IEC 17025. OEKD certificates are issued for measu-ring instruments that require a certain level of reliability (e.g. works standards) or wherever traceability of measured values is required. Certificates for the following measured variables can be issued by E+E OEKD accredited laboratory:
» Flow » Pressure » Air Velocity » Temperature » Humidity
• Dew point• Relative humidity• Mixing ratio• Specific humidity• Volume fraction• Water vapour density
CALIBRATION SERVICE


Version 1/2013 / Modification rights reservedArtikelnummer: 485050
E+E Elektronik Headquarters
HEADqUARTERSE+E Elektronik Ges.m.b.H.Langwiesen 7A-4209 EngerwitzdorfAustriaTel: +43 7235 605 0Fax: +43 7235 605 [email protected]
SUBSIDIARIESE+E Elektronik [email protected]
Office HamburgTel: +49 160 90506460
Office Bad HomburgTel: +49 6172 13881-0
Office DietingenTel: +49 151 538 37 500
E+E Elektronik [email protected]: +39 02 2707 86 36
E+E Elektronik [email protected]: +33 4 74 72 35 82
E+E Elektronik [email protected]
Office BostonTel: +1 508 530 3068
Office ChicagoTel: +1 847 490 7813
E+E Elektronik KoreaTel: +82 31 732 6050 [email protected]
E+E Elektronik [email protected]
Office BeijingTel: +86 10 8499 2361
Office ShanghaiTel: +86 21 6117 6129
E+E ELEKTRONIK - YOUR PARTNER IN SENSOR TECHNOLOGY.
E+E Elektronik GmbH, with headquarters in Engerwitzdorf/Austria, belongs to Dr. Johannes Heidenhain GmbH. Established in 1979, E+E Elektronik is now one of the leading manufacturers of sensors and transmitters for a multitude of measurements. Its extensive product portfolio is supplemented by data loggers, hand-held meters, calibration systems and calibration services.
Reliable. Well-engineered metrology, outstanding long-term sta-bility and optimum production quality are unmistakable traits of all E+E products - as is advanced understanding of customer-specific requirements.
Versatile. Sensors and transmitters from E+E Elektronik are used in all manner of applications the world over, including in building services engineering, industrial metrology and the auto-motive industry.
Flexible. In-house clean room sensor production, combined with tailor-made electronics and a sophisticated alignment system, maximise flexibility. A benefit which is greatly valued by the firm‘s many OEM customers.
Certified. E+E Elektronik has an established and certified quality management system conforming to ISO 9001 and ISO/TS 16949. The company is also certified in accordance with envi-ronmental standard ISO 14001. The in-house ÖKD calibration laboratory is accredited to EN ISO/IEC 17025.
International. E+E Elektronik is at its customers‘ side internatio-nally with wholly-owned subsidiaries in China, Germany, France, Italy, Korea and the USA. It also boasts a world-wide network of retailers.
www.epluse.com
E+E measurements at a glance:
• HUMIDITY• TEMPERATURE• DEW POINT• MOISTURE IN OIL• FLOW• CO2 • AIR VELOCITY
To find out everything you need to know about the E+E Elektronik calibration service, go to www.eplusecal.com.
Subscribe to the E+E newsletter to be regular-ly informed about new products.
Version 1/2014 // Modification rights reservedArtikelnummer: 485050





























