Embed Size (px)
Citation preview

CU-AL-NI SHAPE MEMORY ALLOY COMPOSITES WITH VERY HIGH DAMPING CAPACITY
Gabriel A. López1, Mariano Barrado2, Eduardo H. Bocanegra1, Jose M. San Juan2, María L. Nó1
1Dpto. Física Aplicada II, Fac. Ciencia y Tecnología, Universidad del País Vasco; Apdo. 644; Bilbao, 48080, Spain 2Dpto. Física Materia Condensada, Fac. Ciencia y Tecnología, Universidad del País Vasco; Apdo. 644; Bilbao, 48080, Spain
Keywords: Cu-Al-Ni shape memory alloys, metal matrix composites, high damping, In-Sn
Abstract
The use of high-damping materials to solve problems such as acoustic pollution, nano-scale vibration isolations in the electronic industry, vibration damping in civil engineering, etc. has attracted much attention. Among them, shape memory alloys are considered as good alternative materials to replace the traditionally used polymeric ones, due to their better mechanical properties at moderate temperatures. Their damping capacity is associated to the hysteretic movement of interfaces generated during the thermoelastic martensitic transformation characteristic of these alloys. Taking advantage of this property a completely new kind of high-damping metal matrix composite has been developed. A relatively high amount (approximately 60 vol. %) of Cu-Al-Ni SMA particles was embedded with metallic matrices (In, In+Sn) to obtain the composites. Details on the processing method as well as on the composite microstructure will be given in the present contribution. An inverted torsion pendulum was used to determine the damping capacity, tan(φ). High-damping values were measured, what implies a promising future for these composites as high-damping materials. The phases present in the composites were identified applying electron microcopy techniques. The ability of matching the temperature of maximum damping, through the composition of the SMA, opens new possibilities of designing high-damping materials for specific applications.
Introduction In the last decade high-damping materials have attracted much attention because they can be suitable solutions to solve problems in diverse fields like vibration reduction in aircraft and machinery industries, nano-scale vibration isolations in electronic industry or earthquake protection in civil engineering to mention some examples [1-8]. For structural applications, materials that combine a high-damping capacity and high stiffness at moderate temperatures are required, but unfortunately to find materials with these characteristics is not frequent [9-12]. Indeed, the merit index for the design of structural damping materials is the product of the elastic modulus (E) times the damping coefficient tan(φ) [9,10,12], where φ is the loss angle between the strain experienced by the sample and the stress applied. Thus, the tan(φ) · E should be optimized. Usually, the most used high-damping materials are based on polymers due to their viscoelastic behavior [10,12]. However, polymeric materials typically show a low elastic modulus and are not stable at relatively low temperatures (≈ 323 K). These drawbacks have encouraged the scientific community to look for alternate materials for damping applications.
High damping metallic materials (HIDAMETS), which, in principle, exhibit higher modulus and thermal stability than polymers, with similar damping properties were proposed to replace polymeric ones [11]. Another good proposal was the development of metal matrix composites, in which each component or phase has a specific role: damping or stiffness [13].
Shape memory alloys (SMAs) can be mentioned among metallic materials that show high damping properties and that have found practical applications [2,5,14–18]. As a characteristic behavior, SMAs show a reversible thermo-elastic martensitic transformation from a high-temperature phase, austenite or parent phase, to a low temperature phase, martensite, upon cooling or applying stress. Their damping capacity is based on the dissipative hysteretic movement of the interfaces generated during their characteristic martensitic transformation (martensite interfaces, twin boundaries, etc.) under the application of external stresses [15,18-20]. Combining both the high-damping properties of SMAs and the versatility of composite production new high-damping metal matrix composites based on Cu-Al-Ni SMAs were developed [21-22]. Cu-based SMAs definitively exhibit higher damping capacity and not so expensive as the commercially widespread Ni-Ti ones. Upon producing these composites different phenomena like interdiffusion, intermetallic formation or grain boundary penetration can take place [22-23]. In the present contribution the processing method to elaborate these materials as well as their microstructure will be described. Results on the damping behavior will be discussed as well.
Experimental details
Argon atomized powders of Cu-Al-Ni SMAs with a particle diameter of 25–50 µm and two different compositions were used to produce the composites. The first SMA powders, from now on P1, had a composition of Cu-13.1Al-3.1Ni (wt.%) (Cu-26.14Al-2.84Ni (at.%)) and the second one, P2, a composition of Cu-14.15Al-3.3Ni (wt.%) (Cu-27.90Al-2.99Ni (at.%)). Pure In (99.99 wt.% Alfa Aesar GmbH & Co KG), an In-10 wt.% Sn alloy (99.99 wt.% Goodfellow) and a eutectic In-Sn alloy (99.99 wt.% Alfa Aesar GmbH & Co KG) were employed as metallic matrices. The eutectic composition and temperature are 48.3 wt.% Sn and 393 K, respectively. The metal matrix composites were produced as follows. Firstly, a weighted amount of powders of the corresponding Cu-Al-Ni SMA was placed at the bottom of a Teflon tube, which acts as a mould. Pieces of the matrix material are also suspended inside the tube. Subsequently, the assembly was evacuated using a rotatory pump (residual pressure of about 0.5 Pa) at 373 K for approximately 6 h. Then, the infiltration was performed at a temperature below 500 K, depending on the particular matrix, under a moderate pressure (0.3–0.4 MPa) for a short time (≈ 10 min). Finally, the assembly was cooled down in water. The heat treatments were performed in an oil-bath (temperature precision ±0.1 K). In some cases the infiltration time was extended in order to study its influence on the composite microstructure and properties. The amounts of materials were weighted in order to obtain composites consisting of a high amount (≈ 50-60 volume %) of Cu-Al-Ni SMA particles, infiltrated the corresponding metallic matrix. A commercial software (Leica, QWIN) was applied to

determine the phase fraction in the composites. Several micrographs were studied using the Cavalieri method to obtain a representative average. Table 1 gathers information on the composites compositions and on the SMA powders employed. The transformation temperatures, i.e. martensite start (Ms) and martensite finish (Mf) and the analogous ones for austenite (As and Af), of the as-atomized powders determined by differential scanning calorimetry (DSC) are also given.
Table 1. Relevant data on the composites and used SMAs.
Composite A B C
SMA composition (wt.%)
Cu-13.1Al-3.1Ni (P1)
Cu-14.15Al-3.3Ni (P2)
Cu-14.15Al-3.3Ni (P2)
Matrix Pure In In-10 wt.% Sn
In-48.3 wt.% Sn
SMA vol.% 61±1.5 57±2 60±2 Trans. temp. of the as-atomized powders (K)
Ms 338 253 253 M f 300 206 206 As 324 220 220 A f 368 289 289
Specimens were prepared for metallographic analysis by sawing, embedding and grinding with SiC paper. Thereafter, the samples were polished with diamond pastes. Finally, a fine polishing using colloidal silica suspension (OP-S) with a particle size of 0.04 µm followed. Optical microscopy (OM) was performed in a Leica DMRXA microscope with a Nomarski prism, and scanning electron microscopy (SEM) was applied using a JEOL–JSM6400 microscope equipped with an energy dispersive X-ray (EDX) spectrometer and two JEOL wavelength dispersive X-ray (WDX) spectrometers. Differential scanning calorimetry (DSC) measurements were performed using a Perkin–Elmer DSC7 equipment. Foil samples for transmission electron microscopy (TEM) investigations were obtained by mechanically polishing both faces of 1-mm thick slices up to a thickness of about 200 µm. Then, 3-mm diameter discs were punched. Next, the discs were further polished up to a thickness of around 80 µm. Subsequently, dimpling on both sides up to a thickness of approximately 30 µm was applied. The specimens were finally thinned to electron transparency by argon ion-beam milling with 4.5 kV at an angle of 4° using a Gatan 691 Precision Ion Polishing System (PIPS). The TEM analyses were performed in a Philips CM200, operating at 200 kV, with a Gatan double-tilt holder. EDS analyses were also performed in the TEM using a Be holder. The damping behavior of the composites was investigated by mechanical spectroscopy in a forced inverted torsion pendulum. The equipment works in forced condition imposing a constant oscillating stress, and measuring the loss angle φ between the strain experienced by the sample and the stress applied. The tan(φ), internal friction, measures the energy dissipated in the material by volume unit and cycle and is directly related to the specific damping capacity commonly used to describe the damping properties of the materials in industrial applications. Tan(φ) and the dynamic modulus variation were measured as a function of temperature between 100 and 400 K at a frequency of
0.1 Hz. The initial oscillation amplitude could also be varied (ε = 2x10-5). A constant heating/cooling rate of 1 K/min was applied.
Results
Composites Microstructure Images, acquired using Nomarski contrast, of the microstructures of the three different composites are presented in Fig. 1. In the composite A overview (Fig. 1a) it is noticeable how the SMA particles are well surrounded by the In matrix. According to the image analysis applied to several images of this composite, there is a 61 vol.% of SMA particles. Since the Cu-Al-Ni powders used in this composite, P1, have transformations temperatures (see Table 1) higher than room temperature, at which the images were acquired, it is observed that all SMA particles have undergone the martensitic transformation upon cooling from the production temperature and are in martensite state. Black areas in the matrix are diamond particles incrusted in the In matrix during cross-section preparation. Martensite variants formed in SMA particle of composite A are shown in Fig. 2a more clearly. An analogous microstructure was observed for composite B (Fig. 1b), where Cu-Al-Ni SMA particles, with composition P2, were embedded by a In-10 wt.% Sn matrix in a uniform way too. Moreover, irregularly shape particles, formed during the atomization process, are very well impregnated with the matrix even in intricate zones. The polycrystalline character of the SMA particles in the austenitic state can be appreciated clearly. The amount of SMA particles was determined to be 57±2 vol.%. The occurrence of martensite plates in the SMA particles at room temperature was not observed in composite B. This was expected because the martensitic transformation for these SMA powders takes place below room temperature (see Table 1). Figure 1c shows an the microstructure of composite C, where the same type of SMA particles as that used in composite B, P2, were imbedded by a eutectic In-49.1 wt.% Sn matrix. Once more most SMA particles are polycrystalline. The amount of SMA particles was about 60 vol.%. Even though both composites B and C were produced with the same type of SMA powders (same composition) and applying the same fabrication procedure, some differences were observed in the microstructure. As mentioned above, no particles that have undergone the martensitic transformation could be observed in composite B at room temperature; however, particles that have experienced this transformation at room temperature were clearly visible in composite C (see the central part in Fig. 1c). Evidently the higher Sn content of the matrix used in composite C has played a role in the interaction between the Cu-Al-Ni SMA particles and the molten matrix during the composite fabrication. In order to investigate the influence of the eutectic matrix, samples of composite C produced with longer infiltration times were fabricated. When the infiltration was performed for 2 h and 12 h at 473 K, it was noticed that more SMA particles were transformed (at room temperature after cooling) than those observed in a sample of composite C produced with an infiltration time of 10 min at the same temperature. A quantification of the transformed fraction of SMA in composite C was carried out by DSC (Fig. 3). From these DSC curves it is clear that for longer annealing times there are shifts in the transformation cycles towards higher temperatures. This explains that more SMA parti-
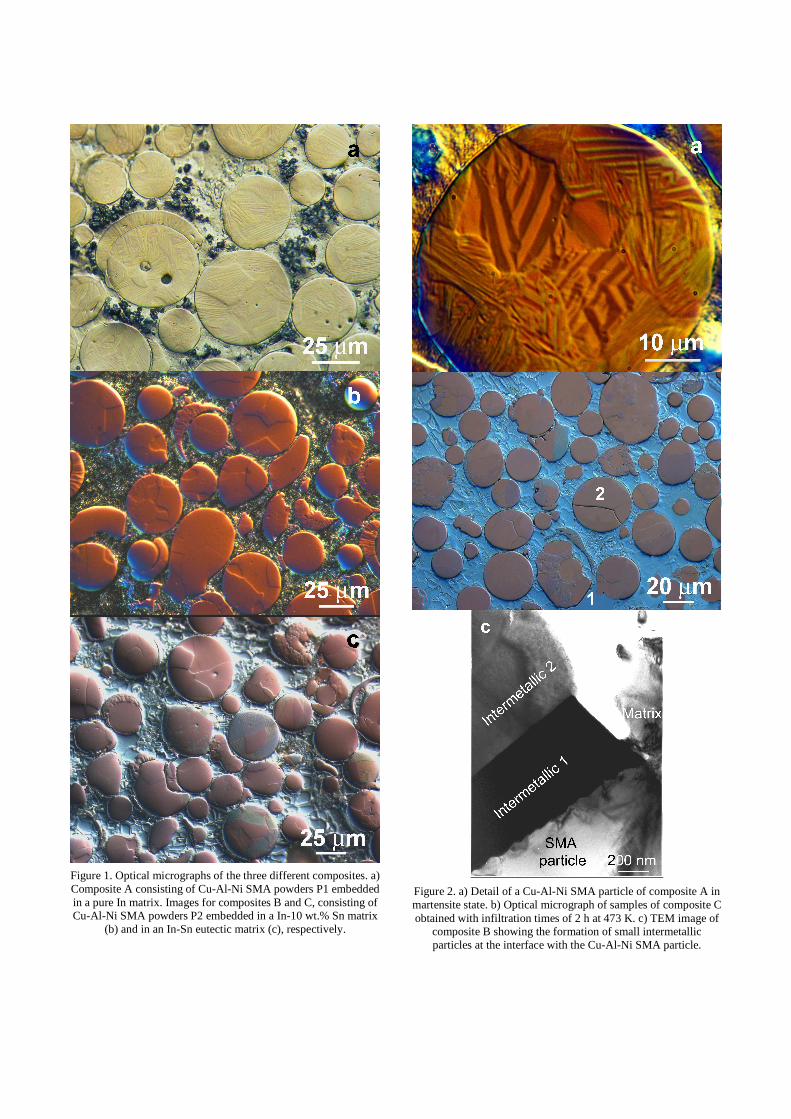
Figure 1. Optical micrographs of the three different composites. a) Composite A consisting of Cu-Al-Ni SMA powders P1 embedded in a pure In matrix. Images for composites B and C, consisting of Cu-Al-Ni SMA powders P2 embedded in a In-10 wt.% Sn matrix
(b) and in an In-Sn eutectic matrix (c), respectively.
Figure 2. a) Detail of a Cu-Al-Ni SMA particle of composite A in martensite state. b) Optical micrograph of samples of composite C obtained with infiltration times of 2 h at 473 K. c) TEM image of
composite B showing the formation of small intermetallic particles at the interface with the Cu-Al-Ni SMA particle.
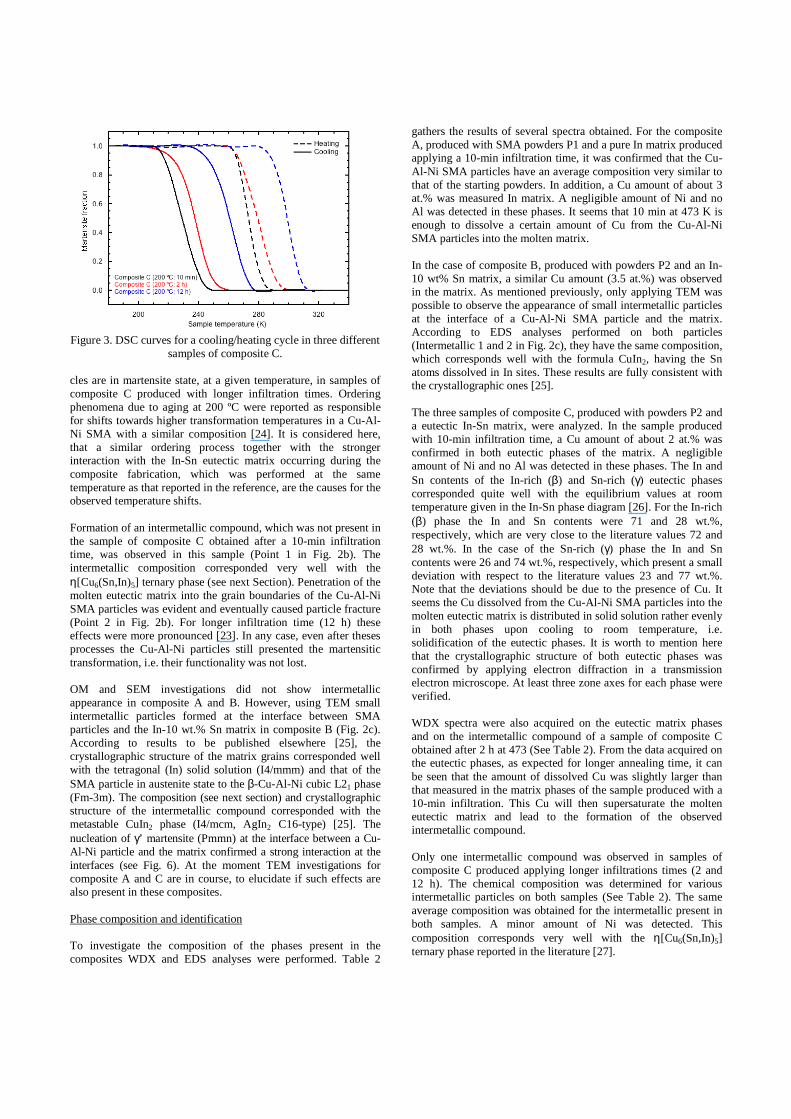
Figure 3. DSC curves for a cooling/heating cycle in three different
samples of composite C. cles are in martensite state, at a given temperature, in samples of composite C produced with longer infiltration times. Ordering phenomena due to aging at 200 ºC were reported as responsible for shifts towards higher transformation temperatures in a Cu-Al-Ni SMA with a similar composition [24]. It is considered here, that a similar ordering process together with the stronger interaction with the In-Sn eutectic matrix occurring during the composite fabrication, which was performed at the same temperature as that reported in the reference, are the causes for the observed temperature shifts. Formation of an intermetallic compound, which was not present in the sample of composite C obtained after a 10-min infiltration time, was observed in this sample (Point 1 in Fig. 2b). The intermetallic composition corresponded very well with the η[Cu6(Sn,In)5] ternary phase (see next Section). Penetration of the molten eutectic matrix into the grain boundaries of the Cu-Al-Ni SMA particles was evident and eventually caused particle fracture (Point 2 in Fig. 2b). For longer infiltration time (12 h) these effects were more pronounced [23]. In any case, even after theses processes the Cu-Al-Ni particles still presented the martensitic transformation, i.e. their functionality was not lost. OM and SEM investigations did not show intermetallic appearance in composite A and B. However, using TEM small intermetallic particles formed at the interface between SMA particles and the In-10 wt.% Sn matrix in composite B (Fig. 2c). According to results to be published elsewhere [25], the crystallographic structure of the matrix grains corresponded well with the tetragonal (In) solid solution (I4/mmm) and that of the SMA particle in austenite state to the β-Cu-Al-Ni cubic L21 phase (Fm-3m). The composition (see next section) and crystallographic structure of the intermetallic compound corresponded with the metastable CuIn2 phase (I4/mcm, AgIn2 C16-type) [25]. The nucleation of γ’ martensite (Pmmn) at the interface between a Cu-Al-Ni particle and the matrix confirmed a strong interaction at the interfaces (see Fig. 6). At the moment TEM investigations for composite A and C are in course, to elucidate if such effects are also present in these composites. Phase composition and identification To investigate the composition of the phases present in the composites WDX and EDS analyses were performed. Table 2
gathers the results of several spectra obtained. For the composite A, produced with SMA powders P1 and a pure In matrix produced applying a 10-min infiltration time, it was confirmed that the Cu-Al-Ni SMA particles have an average composition very similar to that of the starting powders. In addition, a Cu amount of about 3 at.% was measured In matrix. A negligible amount of Ni and no Al was detected in these phases. It seems that 10 min at 473 K is enough to dissolve a certain amount of Cu from the Cu-Al-Ni SMA particles into the molten matrix. In the case of composite B, produced with powders P2 and an In-10 wt% Sn matrix, a similar Cu amount (3.5 at.%) was observed in the matrix. As mentioned previously, only applying TEM was possible to observe the appearance of small intermetallic particles at the interface of a Cu-Al-Ni SMA particle and the matrix. According to EDS analyses performed on both particles (Intermetallic 1 and 2 in Fig. 2c), they have the same composition, which corresponds well with the formula CuIn2, having the Sn atoms dissolved in In sites. These results are fully consistent with the crystallographic ones [25]. The three samples of composite C, produced with powders P2 and a eutectic In-Sn matrix, were analyzed. In the sample produced with 10-min infiltration time, a Cu amount of about 2 at.% was confirmed in both eutectic phases of the matrix. A negligible amount of Ni and no Al was detected in these phases. The In and Sn contents of the In-rich (β) and Sn-rich (γ) eutectic phases corresponded quite well with the equilibrium values at room temperature given in the In-Sn phase diagram [26]. For the In-rich (β) phase the In and Sn contents were 71 and 28 wt.%, respectively, which are very close to the literature values 72 and 28 wt.%. In the case of the Sn-rich (γ) phase the In and Sn contents were 26 and 74 wt.%, respectively, which present a small deviation with respect to the literature values 23 and 77 wt.%. Note that the deviations should be due to the presence of Cu. It seems the Cu dissolved from the Cu-Al-Ni SMA particles into the molten eutectic matrix is distributed in solid solution rather evenly in both phases upon cooling to room temperature, i.e. solidification of the eutectic phases. It is worth to mention here that the crystallographic structure of both eutectic phases was confirmed by applying electron diffraction in a transmission electron microscope. At least three zone axes for each phase were verified. WDX spectra were also acquired on the eutectic matrix phases and on the intermetallic compound of a sample of composite C obtained after 2 h at 473 (See Table 2). From the data acquired on the eutectic phases, as expected for longer annealing time, it can be seen that the amount of dissolved Cu was slightly larger than that measured in the matrix phases of the sample produced with a 10-min infiltration. This Cu will then supersaturate the molten eutectic matrix and lead to the formation of the observed intermetallic compound. Only one intermetallic compound was observed in samples of composite C produced applying longer infiltrations times (2 and 12 h). The chemical composition was determined for various intermetallic particles on both samples (See Table 2). The same average composition was obtained for the intermetallic present in both samples. A minor amount of Ni was detected. This composition corresponds very well with the η[Cu6(Sn,In)5] ternary phase reported in the literature [27].
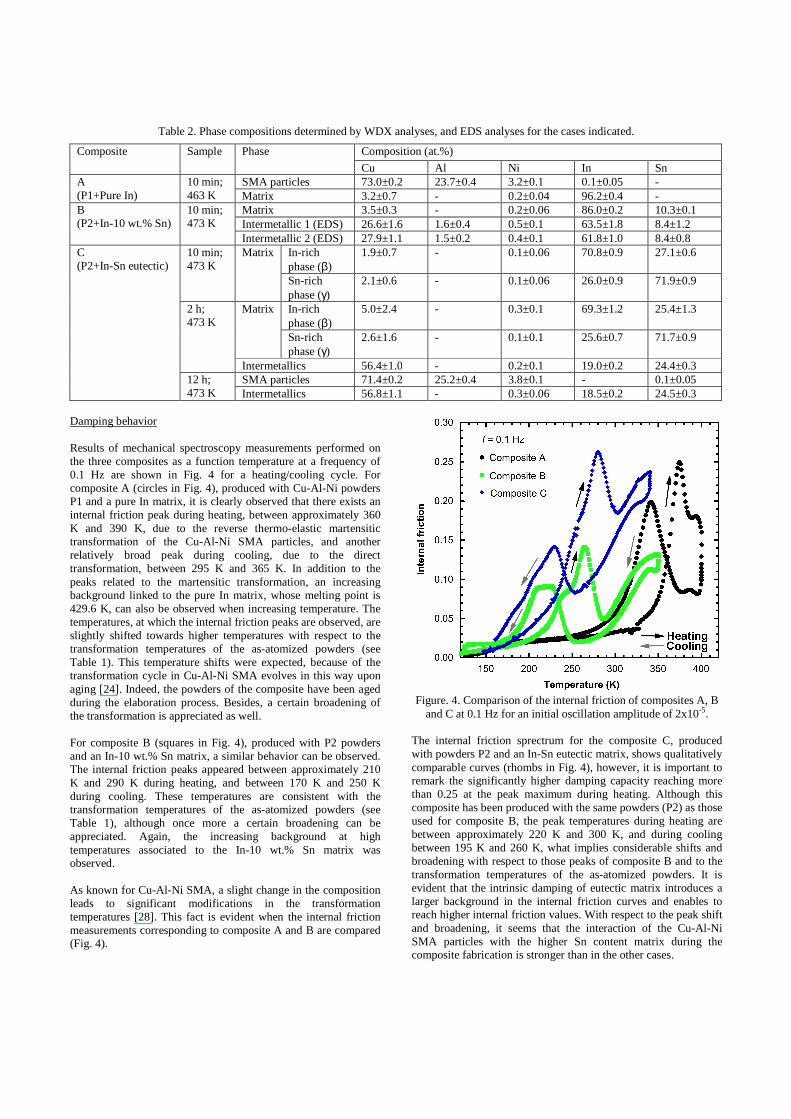
Table 2. Phase compositions determined by WDX analyses, and EDS analyses for the cases indicated.
Composite Sample Phase Composition (at.%)
Cu Al Ni In Sn A (P1+Pure In)
10 min; 463 K
SMA particles 73.0±0.2 23.7±0.4 3.2±0.1 0.1±0.05 - Matrix 3.2±0.7 - 0.2±0.04 96.2±0.4 -
B (P2+In-10 wt.% Sn)
10 min; 473 K
Matrix 3.5±0.3 - 0.2±0.06 86.0±0.2 10.3±0.1 Intermetallic 1 (EDS) 26.6±1.6 1.6±0.4 0.5±0.1 63.5±1.8 8.4±1.2 Intermetallic 2 (EDS) 27.9±1.1 1.5±0.2 0.4±0.1 61.8±1.0 8.4±0.8
C (P2+In-Sn eutectic)
10 min; 473 K
Matrix In-rich phase (β)
1.9±0.7 - 0.1±0.06 70.8±0.9 27.1±0.6
Sn-rich phase (γ)
2.1±0.6 - 0.1±0.06 26.0±0.9 71.9±0.9
2 h; 473 K
Matrix In-rich phase (β)
5.0±2.4 - 0.3±0.1 69.3±1.2 25.4±1.3
Sn-rich phase (γ)
2.6±1.6 - 0.1±0.1 25.6±0.7 71.7±0.9
Intermetallics 56.4±1.0 - 0.2±0.1 19.0±0.2 24.4±0.3 12 h; 473 K
SMA particles 71.4±0.2 25.2±0.4 3.8±0.1 - 0.1±0.05 Intermetallics 56.8±1.1 - 0.3±0.06 18.5±0.2 24.5±0.3
Damping behavior Results of mechanical spectroscopy measurements performed on the three composites as a function temperature at a frequency of 0.1 Hz are shown in Fig. 4 for a heating/cooling cycle. For composite A (circles in Fig. 4), produced with Cu-Al-Ni powders P1 and a pure In matrix, it is clearly observed that there exists an internal friction peak during heating, between approximately 360 K and 390 K, due to the reverse thermo-elastic martensitic transformation of the Cu-Al-Ni SMA particles, and another relatively broad peak during cooling, due to the direct transformation, between 295 K and 365 K. In addition to the peaks related to the martensitic transformation, an increasing background linked to the pure In matrix, whose melting point is 429.6 K, can also be observed when increasing temperature. The temperatures, at which the internal friction peaks are observed, are slightly shifted towards higher temperatures with respect to the transformation temperatures of the as-atomized powders (see Table 1). This temperature shifts were expected, because of the transformation cycle in Cu-Al-Ni SMA evolves in this way upon aging [24]. Indeed, the powders of the composite have been aged during the elaboration process. Besides, a certain broadening of the transformation is appreciated as well. For composite B (squares in Fig. 4), produced with P2 powders and an In-10 wt.% Sn matrix, a similar behavior can be observed. The internal friction peaks appeared between approximately 210 K and 290 K during heating, and between 170 K and 250 K during cooling. These temperatures are consistent with the transformation temperatures of the as-atomized powders (see Table 1), although once more a certain broadening can be appreciated. Again, the increasing background at high temperatures associated to the In-10 wt.% Sn matrix was observed. As known for Cu-Al-Ni SMA, a slight change in the composition leads to significant modifications in the transformation temperatures [28]. This fact is evident when the internal friction measurements corresponding to composite A and B are compared (Fig. 4).
Figure. 4. Comparison of the internal friction of composites A, B and C at 0.1 Hz for an initial oscillation amplitude of 2x10-5.
The internal friction sprectrum for the composite C, produced with powders P2 and an In-Sn eutectic matrix, shows qualitatively comparable curves (rhombs in Fig. 4), however, it is important to remark the significantly higher damping capacity reaching more than 0.25 at the peak maximum during heating. Although this composite has been produced with the same powders (P2) as those used for composite B, the peak temperatures during heating are between approximately 220 K and 300 K, and during cooling between 195 K and 260 K, what implies considerable shifts and broadening with respect to those peaks of composite B and to the transformation temperatures of the as-atomized powders. It is evident that the intrinsic damping of eutectic matrix introduces a larger background in the internal friction curves and enables to reach higher internal friction values. With respect to the peak shift and broadening, it seems that the interaction of the Cu-Al-Ni SMA particles with the higher Sn content matrix during the composite fabrication is stronger than in the other cases.
Finally, from this comparison it can be mentioned that all composites show high damping values for a relatively broad range of temperatures. The highest damping capacity, in a wider temperature range, has been measured for composite produced with the In-Sn eutectic matrix, i.e. composite C. It is important to remark that the applied methodology enables to match the maximum of damping by adjusting the SMA composition. This opens new possibilities for designing high-damping materials for specific industrial or technological applications. Discussion Obviously to give ultimate conclusions on the high damping capacity of the composites the different contributions of the SMA particles and of the matrices should be quantified separately. Figure 5 presents the internal friction spectra of composite B for the heating in the comparison wit the additive spectra of the weighted contributions of the In-10 wt.% Sn matrix and a bulk Cu-Al-Ni SMA. Since it is impossible to obtain the intrinsic damping of the Cu-Al-Ni SMA powders, the data obtained for a bulk Cu-Al-Ni SMA sample produced by HIP from powders of the same composition were taken as equivalent, although it has suffered a shift in transformation temperatures with regard to those of the as-atomized powders. The additive internal friction spectra were calculated applying the volume fraction given in Table 1.
Figure 5. Comparison between the internal friction spectrum of
composite B during heating (60K/h) at 0.1 Hz and initial oscillation amplitude ε0= 4x10-5 with that obtained from the sum
of the weighted contributions of a bulk Cu-Al-Ni SMA and the In-10 wt.% Sn matrix.
It is clearly observed that the peak height, with respect to the background, is higher that of the additive spectrum. In addition, the peak appears over a wider range of temperature. Therefore it can be concluded that there is a synergetic effect between the matrix and Cu-Al-Ni SMA contributions, what end ups with a damping capacity better than the simple addition of the individual contributions. This synergy can be understood if it is considered that during the transformation of the Cu-Al-Ni particles, some surface relief should appear as a consequence of the transformation shearing. Accordingly, the surrounding matrix will oppose to the relief
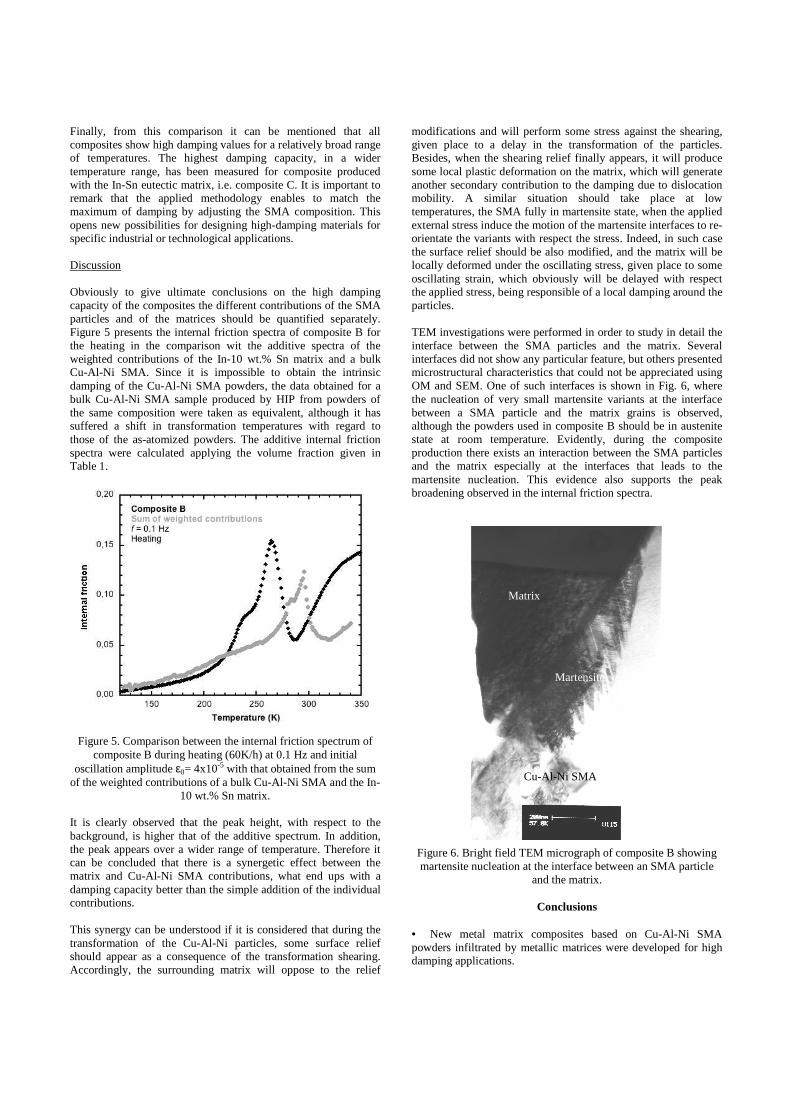
modifications and will perform some stress against the shearing, given place to a delay in the transformation of the particles. Besides, when the shearing relief finally appears, it will produce some local plastic deformation on the matrix, which will generate another secondary contribution to the damping due to dislocation mobility. A similar situation should take place at low temperatures, the SMA fully in martensite state, when the applied external stress induce the motion of the martensite interfaces to re-orientate the variants with respect the stress. Indeed, in such case the surface relief should be also modified, and the matrix will be locally deformed under the oscillating stress, given place to some oscillating strain, which obviously will be delayed with respect the applied stress, being responsible of a local damping around the particles. TEM investigations were performed in order to study in detail the interface between the SMA particles and the matrix. Several interfaces did not show any particular feature, but others presented microstructural characteristics that could not be appreciated using OM and SEM. One of such interfaces is shown in Fig. 6, where the nucleation of very small martensite variants at the interface between a SMA particle and the matrix grains is observed, although the powders used in composite B should be in austenite state at room temperature. Evidently, during the composite production there exists an interaction between the SMA particles and the matrix especially at the interfaces that leads to the martensite nucleation. This evidence also supports the peak broadening observed in the internal friction spectra.
Figure 6. Bright field TEM micrograph of composite B showing martensite nucleation at the interface between an SMA particle
and the matrix.
Conclusions • New metal matrix composites based on Cu-Al-Ni SMA powders infiltrated by metallic matrices were developed for high damping applications.
Matrix
Cu-Al-Ni SMA
Martensite
• A good distribution of SMA particles in the matrices was achieved. • The higher the Sn content of the matrix the stronger the interaction with the Cu-Al-Ni particles. In the case of the composites produced with the Sn-containing matrices, intermetallic formation was observed. All the phases present in the composites were identified. • From the composites studied, the one produced with the In-Sn eutectic matrix showed the highest damping capacity in a wider temperature range. • The high-damping values measured are attributed to a synergetic effect between the damping caused by the martensitic transformation of the Cu-Al-Ni SMA particles and that of the matrix. • The ability of matching the temperature of maximum damping, through the composition of the SMA, opens new possibilities of designing high-damping materials for specific applications.
Acknowledgements The financial support from the Basque Government through the ACTIMAT project under the Strategic Programme ETORTEK and from the Spanish Ministry of Education through the Materials National Plan (Contract No. MAT2004-03166) is also acknowledged.
References
1. M. Kireitseu, D. Hui, and G. Tomlinson, “Advanced shock-resistant and vibration damping of nanoparticle-reinforced composite material“, Composite Part B-Engineering, 39 (1) (2008), 128-138. 2. Q. Pan, and C. Cho, “The investigation of a shape memory alloy micro-damper for MEMS applications”, Sensors, 7 (2007), 1887-1900. 3. N. Igata, K. Nishiyama, K. Ota, Y. Yin, W. Wuttig, I.S. Golovin, J. Van Humbeeck, and J. San Juan, “Panel discussion on the application of HDM“, J. Alloy. Compd., 355 (1-2) (2003), 230-240. 4. D.D.L. Chung, “Materials for vibration damping”, J. Mater. Sci., 36 (24) (2001), 5733-5737. 5. L. Janke, C. Czaderski, M. Motavalli, and J. Ruth, “Applications of shape memory alloys in civil engineering structures - Overview, limits and new ideas”, Mater. Struct., 38 (279) (2005), 578-592. 6. R. De Batist, “High damping materials: mechanisms and applications,” J. Phys.-Paris, 44 (12-C9) (1983) 39-50. 7. P. Brisson, “Vibrations”, European Space Agency Brochures, 184 (5) (2002), 1-5.
8. K. Kasai, and Y. Ooki, “Current status of building passive control technology using various damping materials”, High Damping Materials II, Key Engineering Materials Series, 319 (2006), 197-208. 9. M.F. Ashby, Materials selection in mechanical design (Amsterdam, Elsevier, 2005). 10. Y.C. Wang, M. Ludwigson, and R.S. Lakes, “Deformation of extreme viscoelastic metals and composites”, Mat. Sci. Eng. A-Struct., 370 (1-2) (2004), 41-49. 11. R. Shaller, ”High damping materials”, Mater. Sci. Forum, 366-368 (2001), 621-631. 12. R.S. Lakes, Viscoelastic Solids (Boca Raton, FL, USA: CRC-Press, 1999). 13. R. Shaller, “Metal matrix composites, a smart choice for high damping materials”, J. Alloy. Compd., 355 (1-2) (2001), 131-135. 14. J. Van Humbeeck, “Non-medical applications of shape memory alloys”, Mat. Sci. Eng. A-Struct., 273-275 (1999), 134-148. 15. J. Van Humbeeck, and S. Kustov, “Active and passive damping of noise and vibrations through shape memory alloys: applications and mechanisms” Smart Mater. Struct., 14 (2005), S171. 16. R. Desroches, and B. Smith, “Shape memory alloys in seismic resistant design and retrofit: a critical review of their potential and limitations”, J. Earthquake Eng., 8 (3) (2004) 415-429. 17. G. Song, N. Ma, and H.-N. Li, “Applications of shape memory alloys in civil structures”, Eng. Struct., 28 (9) (2006), 1266-1274. 18. K Otsuka, and C.M. Wayman, Shape Memory Materials (Cambridge, UK: Cambridge University Press, 1998). 19. J. Van Humbeeck, “Damping capacity of thermo-elastic martensite in shape memory alloys”, J. Alloy. Compd., 355 (1-2) (2003), 58-64. 20. J. San Juan, and M.L. No, “Damping behavior during martensitic transformation in shape memory alloys”, J. Alloy Compd., 355 (1-2) (2003), 65-71. 21. J.M. San Juan, and M.L. No, “Internal friction in a new kind of metal matrix composites“, Mat. Sci. Eng. A-Struct., 442 (1-2) (2006), 429-432. 22. G.A. López, M. Barrado, E.H. Bocanegra, J.M. San Juan, and M.L. Nó, “Influence of the matrix and of the thermal treatment on the martensitic transformation in metal matrix composites”, Mater. Sci. Eng. A-Struct., 481-482 (2008), 546-550. 23. G.A. López, M. Barrado, E.H. Bocanegra, J.M. San Juan, and M.L. Nó, “Interaction of Cu-Al-Ni shape memory alloys particles with molten In and In+Sn matrices”, Mater. Sci. Eng. A-Struct., (2008), in press.

24. V. Recarte, R.B. Pérez-Sáez, M.L. Nó, and J. San Juan, “Evolution of martensitic transformation in Cu–Al–Ni shape memory alloys during low-temperature aging“, J. Mater. Res. 14 (7) (1999) 2806-2813. 25. G.A. López, F.M. Morales, M. Barrado, J.M. San Juan, and M.L. Nó, “Microstructural investigation of high-damping composites based on Cu-Al-Ni shape memory alloys”, (2008) in preparation. 26. T. Massalski, ed, Binary Alloy Phase Diagrams (Materials Park, OH: ASM International, 1986), vol. 2, p. 1401. 27. J.F. Li, S.H. Mannan, and M.P. Clode, “Lifetime of solid metals in contact with liquid solders for high-temperature liquid solder assemblies”, Scr. Mater. 54 (10) (2006) 1773-1778. 28. V. Recarte, R.B. Pérez-Sáez, J. San Juan, E.H. Bocanegra, and M.L. Nó, “Influence of Al and Ni concentration on the Martensitic transformation in Cu-Al-Ni shape-memory alloys“, Metall. Mater. Trans. A 33 (8) (2002) 2581-2591.




























