Embed Size (px)
Citation preview
DASAR PERMESINAN
I. MESIN BUBUT
1.1. Pengertian Mesin Bubut
Lathe Machine atau lebih dikenal sebagai mesin bubut
mencakup segala mesin perkakas yang memproduksi bentuk
silindris dan digunakan untuk menghasilkan benda-benda bentuk
silinder, membuat ulir, membuat lubang (pengeboran) dan
meratakan permukaan benda kerja yang berputar. Benda kerja
diberi gerakan memutar (rotasi), sedangkan pahat bergerak
horizontal sepanjang sumbu benda kerja. Benda kerja yang
dihasilkan berbentuk silinder, ulir dan tirus.
1.2. Prinsip Kerja Mesin Bubut
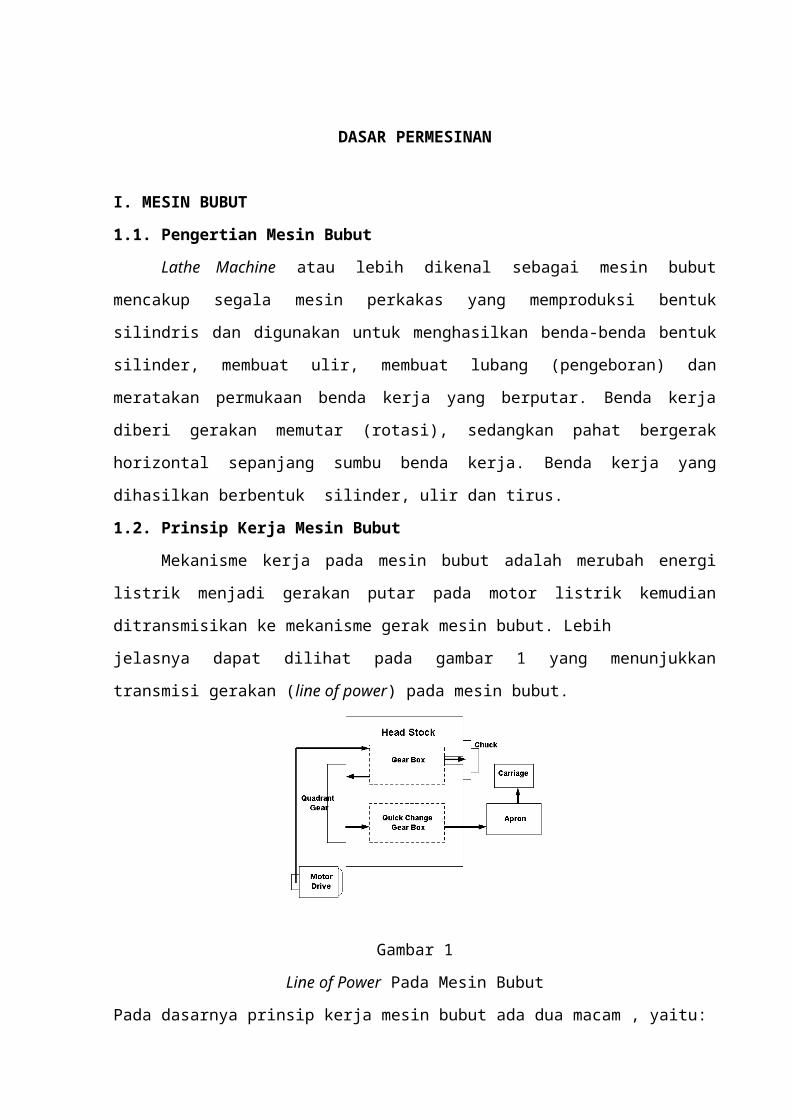
Mekanisme kerja pada mesin bubut adalah merubah energi
listrik menjadi gerakan putar pada motor listrik kemudian
ditransmisikan ke mekanisme gerak mesin bubut. Lebih
jelasnya dapat dilihat pada gambar 1 yang menunjukkan
transmisi gerakan (line of power) pada mesin bubut.
Gambar 1
Line of Power Pada Mesin Bubut
Pada dasarnya prinsip kerja mesin bubut ada dua macam , yaitu:
1. Main Drive
Yaitu gerakan utama pada mesin bubut berupa putaran
spindle yang berasal dari gerakan motor listrik.
2. Feed Drive
Yaitu gerakan pemakanan pahat pada benda kerja .
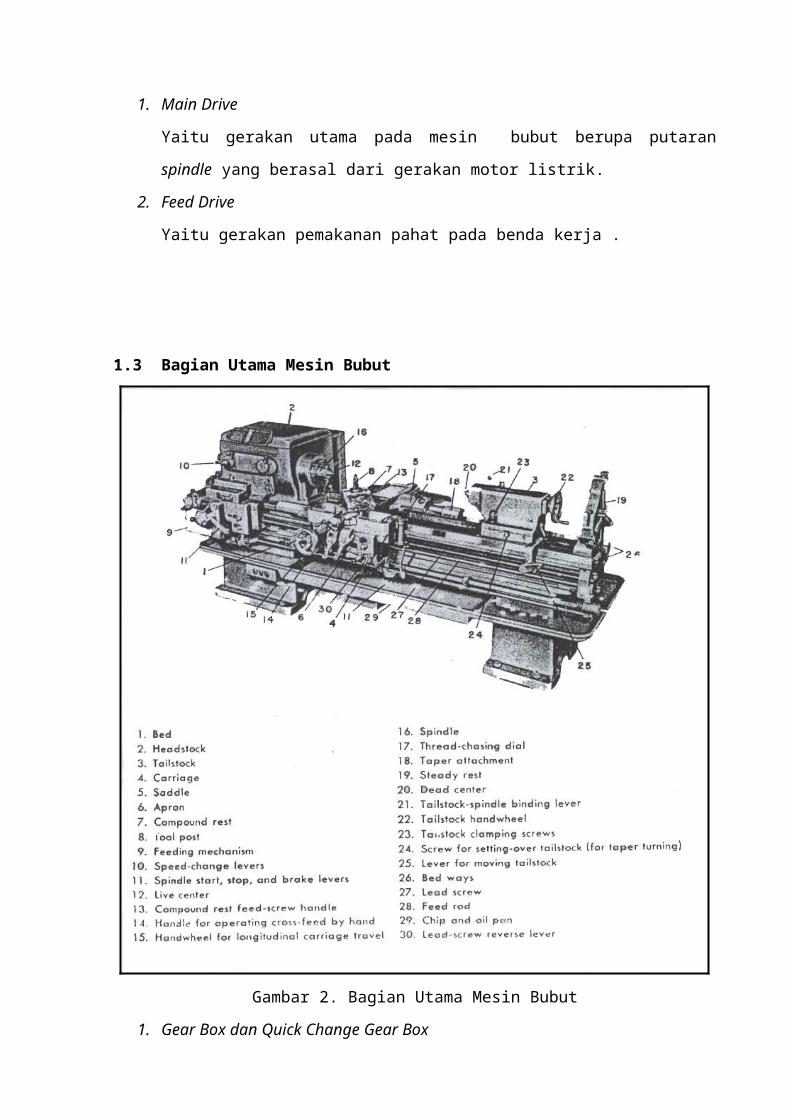
1.3 Bagian Utama Mesin Bubut
Gambar 2. Bagian Utama Mesin Bubut
1. Gear Box dan Quick Change Gear Box
Gear Box adalah bagian dari system transmisi pada mesin
bubut, berupa susunan roda gigi yang berfungsi untuk
memindahkan daya dan putaran dari motor penggerak dan
mengatur kecepatannya sebelum diteruskan ke spindle. Quick
Change Gear Box atau juga sering disebut dengan Feed Box
berfungsi untuk mentransmisikan daya dan putaran dari Gear
Box serta mengatur kecepatannya sebelum diteruskan ke
mekanisme pemakanan/Apron. Gear Box dan Quick Change Gear
Box terletak pada Head Stock.
2. Apron
Apron merupakan tempat susunan roda gigi yang
menggerakkan Carriage.
3. Carriage
Merupakan meja penggerak pahat dan terletak diatas apron.
4. Chuck
Merupakan bagian mesin bubut yang berfungsi untuk
memegang benda kerja agar tidak bergoyang saat
pembubutan.
5. Tailstock
Tailstock terletak berhadapan dengan spindle. Berfungsi
untuk menahan ujung benda kerja saat pembubutan dan juga
dapat digunakan untuk memegang tool pada saat pengerjaan
drilling, reaming, dan tapping.
6. Tool Post
Merupakan bagian mesin bubut yang berfungsi untuk
memegang pahat.
7. Compound rest
Digunakan untuk menopang Tool Post pada bermacam-macam
posisi.
8. CuttingTool (Pahat Bubut)
Berfungsi untuk menyayat atau memotong benda kerja sampai
diameter yang diinginkan dan digunakan juga sebagai
pemotong dalam pembuatan ulir. Pahat pemotong yang
digunakan dalam mesin bubut harus memenuhi syarat:
mempunyai kekerasan yang tinggi, tahan temperature
tinggi, tahan aus dan tahan rapuh.
1.4. Kontrol Utama Mesin Bubut
Mesin bubut ini mempunyai kontrol utama berupa :
1. Spindle Change Switch
2. Spindle Change Lever A
3. Spindle Change Lever B
No. 1,2,3 digunakan untuk merubah kecepatan putar
(mengatur Kecepatan pada Speed Gear Box).Pengaturan
kecepatan dilakukan dengan merubah posisi handel-
handelnya.
4. Left and Right Hand Thread Change Lever
Digunakan pada proses pembuatan ulir, yaitu untuk
mengatur pembuatan ulir kanan atau ulir kiri.
5. Pitch and Feed Selector Lever
6. Pitch and Feed Selector Lever
7. Main Switch
Saklar utama untuk menghidupkan/mematikan mesin bubut.
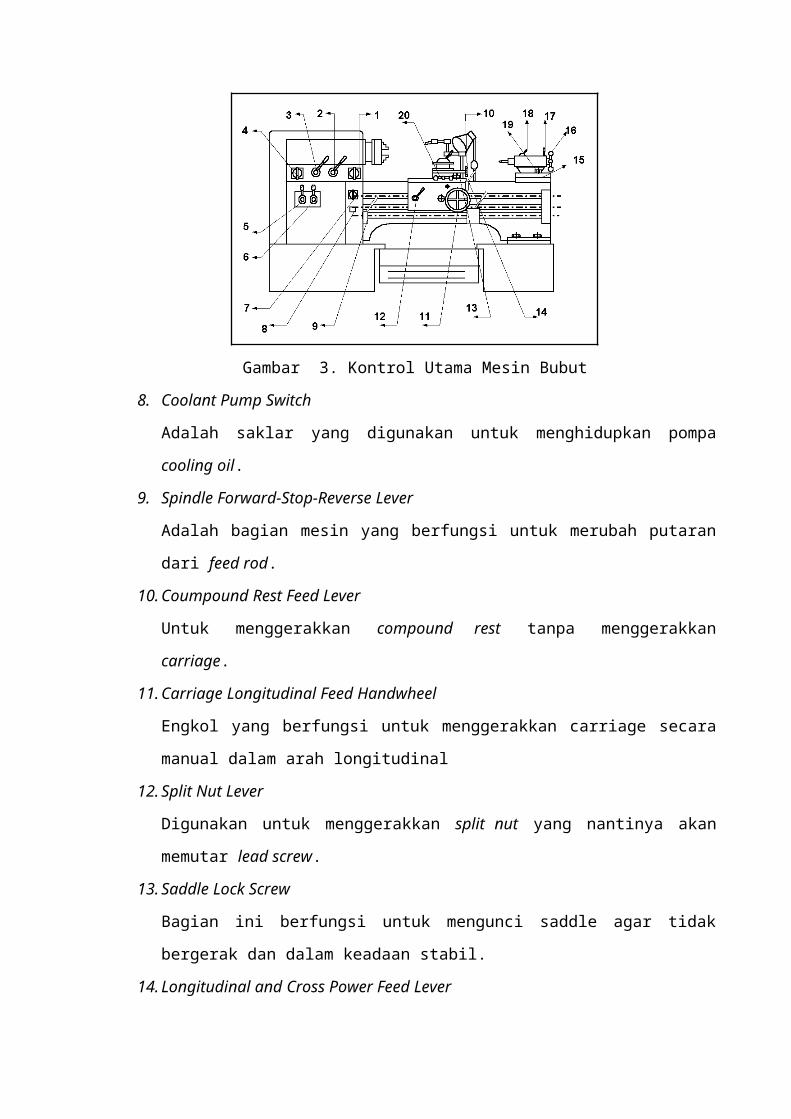
Gambar 3. Kontrol Utama Mesin Bubut
8. Coolant Pump Switch
Adalah saklar yang digunakan untuk menghidupkan pompa
cooling oil.
9. Spindle Forward-Stop-Reverse Lever
Adalah bagian mesin yang berfungsi untuk merubah putaran
dari feed rod.
10. Coumpound Rest Feed Lever
Untuk menggerakkan compound rest tanpa menggerakkan
carriage.
11. Carriage Longitudinal Feed Handwheel
Engkol yang berfungsi untuk menggerakkan carriage secara
manual dalam arah longitudinal
12. Split Nut Lever
Digunakan untuk menggerakkan split nut yang nantinya akan
memutar lead screw.
13. Saddle Lock Screw
Bagian ini berfungsi untuk mengunci saddle agar tidak
bergerak dan dalam keadaan stabil.
14. Longitudinal and Cross Power Feed Lever
Digunakan untuk menjalankan pembubutan otomatis dan dapat
mengerakkan carriage dalam arah longitudinal maupun
melintang.
15. Tailstock Set Over Screw
Digunakan untuk menyetel kedudukan tailstock yang biasanya
dilakukan pada pembubutan tirus.
16. Tailstock Quill Transverse Handwheel
Digunakan untuk menggerakkan ujung dari tailstock dengan
cara memutarnya.
17. Tailstock Eccentric Locking Lever
18. Tailstock Quill Clamping Lever
19. Tailstock Locking Nut
No. 17,18,19 pada prinsipnya digunakan untuk mengunci
kedudukan tailstock.
20. Cross Slide Handwheel
Digunakan untuk menggerakkan carriage dalam arah melintang
secara manual.
II. MESIN MILING (Frais machine)
2.1. Pengertian Mesin Frais
Mesin Milling (Frais) adalah jenis mesin pemotong yang
melakukan pemotongan logam dengan cutting tool bergigi banyak
(Multiple Tooth Cutting Tool) yang disebut milling cutter/ pisau frais.
Ada banyak jenis dari mesin milling, diantaranya mesin milling
horizontal, vertikal, universal dll dengan bentuk konstruksi
dan fungsi yang berbeda. Milling cutter dipasang pada arbor dan
diputar oleh mekanisme gerak mesin dengan menggunakan motor
listrik.
2.2. Prinsip Kerja Mesin Frais
1. Main Drive
Fungsi utama dari main drive adalah untuk menggerakkan
spindle yang terletak pada arbor. Putaran dari motor listrik
diteruskan ke speed gearbox dan diteruskan ke spindle melalui
mekanisme belt. Putaran spindle akan menggerakkan arbor dan
memutar milling cutter .
2. Feed Drive
Gerakan ini adalah gerakan pemakanan benda kerja terhadap
milling cutter. Dengan memutar Table Transverse Handwheel untuk
menggerakkan table kearah longitudinal, maka benda kerja
akan terpotong oleh milling cutter.
2.3. Bagian Utama Mesin Frais
Pada dasarnya mesin milling mempunyai bagian-bagian
sebagai berikut :
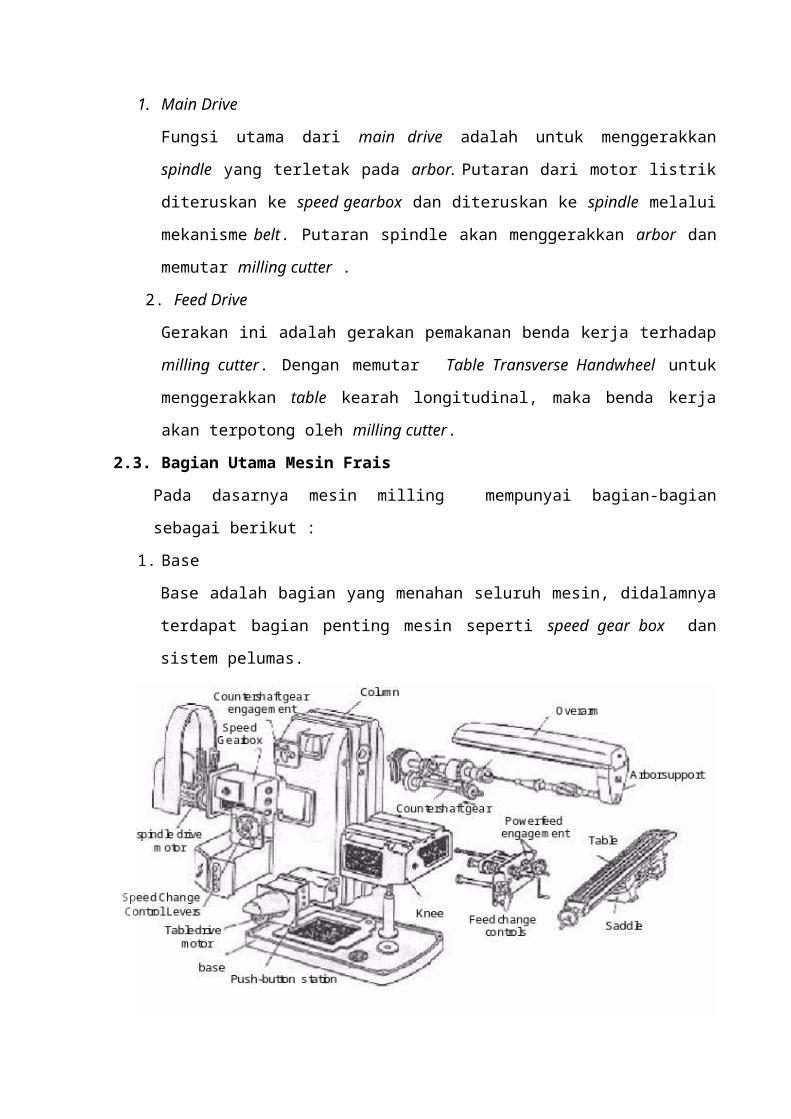
1. Base
Base adalah bagian yang menahan seluruh mesin, didalamnya
terdapat bagian penting mesin seperti speed gear box dan
sistem pelumas.
Gambar 4. Bagian Utama Mesin Frais
2. Saddle
Saddle terletak antara knee dan table . Saddle berfungsi untuk
menggerakkan benda kerja pada table secara transversal.
3. Table
Table terletak diatas saddle, dan mempunyai fungsi sebagai
tempat benda kerja. Table dapat digerakkan kerarah
longitudinal.
4. Knee
Knee atau lutut adalah tempat kedudukan saddle, dan knee
dapat digerakkan kearah vertikal ( naik / turun ) dengan
diatur oleh poros berulir yang menopangnya.
5. Overarm
Merupakan penopang ujung poros frais yang secara umum
ditemukan pada mesin milling horizontal. Bagian ini
menentukan penyetelan posisi arbor pada maksimum panjang
arbor tersebut dan mengklemnya pada posisi yang
diinginkan. Overarm terletak diatas base secara
horisontal.
6. Spindle
Spindle menyediakan tenaga bagi putaran pisau frais dengan
menyalurkannya ke arbor. Spindle merupakan poros utama mesin
milling.
7. Arbor
Arbor adalah tempat kedudukan pahat / pisau frais.
8. Gear box
Gear box merupakan sistem transmisi yang berfungsi untuk
mengatur kecepatan putar pahat.
9. Index dividing head
Merupakan alat yang digunakan untuk memutar / membagi
benda kerja melalui besar sudut tertentu,sehingga
menghasilkan pemotongan dengan jarak yang sama.
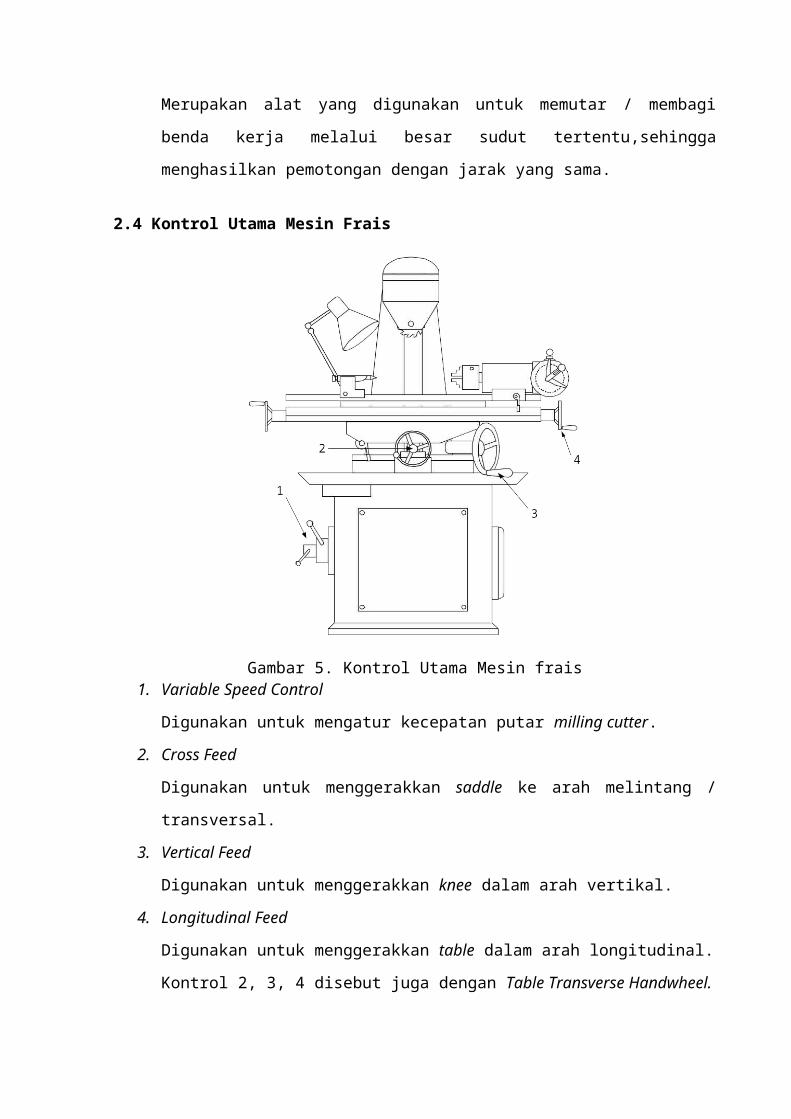
2.4 Kontrol Utama Mesin Frais
Gambar 5. Kontrol Utama Mesin frais1. Variable Speed Control
Digunakan untuk mengatur kecepatan putar milling cutter.
2. Cross Feed
Digunakan untuk menggerakkan saddle ke arah melintang /
transversal.
3. Vertical Feed
Digunakan untuk menggerakkan knee dalam arah vertikal.
4. Longitudinal Feed
Digunakan untuk menggerakkan table dalam arah longitudinal.
Kontrol 2, 3, 4 disebut juga dengan Table Transverse Handwheel.
III. MESIN SEKRAP (mesin serut)
3.1. Pengertian Mesin Sekrap
Mesin Sekrap adalah mesin perkakas yang digunakan untuk
membentuk atau meratakan permukaan benda kerja. Mesin sekrap
horizontal mempunyai gerakan lurus bolak-balik sehingga dapat
digunakan untuk pengerjaan bidang datar.
3.2. Prinsip Kerja Mesin Sekrap
Prinsip kerja dari mesin ini adalah merubah gerakan putar
motor penggerak menjadi gerakan bolak-balik pada arm. Sistem
geraknya ada dua macam:
1. Main Drive
Main drive adalah gerakan untuk menjalankan proses
pemotongan berupa gerakan bolak-balik pahat yang
berasal dari gerakan rocker arm. Sebuah motor listrik
memberikan gerakan putar melalui geardrive menuju roda gigi
penggerak (crank wheel ). Pada crank wheel dipasang pivot /
pasak yang letaknya dapat diatur terhadap pusat. Hal ini
dapat dilakukan dengan mengatur panjang pendeknya blok
engkol yang dihubungkan ke rocker arm. Dengan demikian
gerakan putaran dari crank wheel akan menyebabkan rocker arm
ikut bergerak (berayun). Ayunan rocker arm ini menyebakan
arm ( lengan ) yang memegang pahat bergerak maju mundur.
2. Feed Drive
Mekanisme ini berfungsi menggerakkan meja untuk
menghasilkan pemotongan. Sistem ini dapat digerakkan
secara manual ataupun otomatis. Hasil pemotongan secara
otomatis akan lebih halus karena pergeseran benda kerja
lebih konstan.
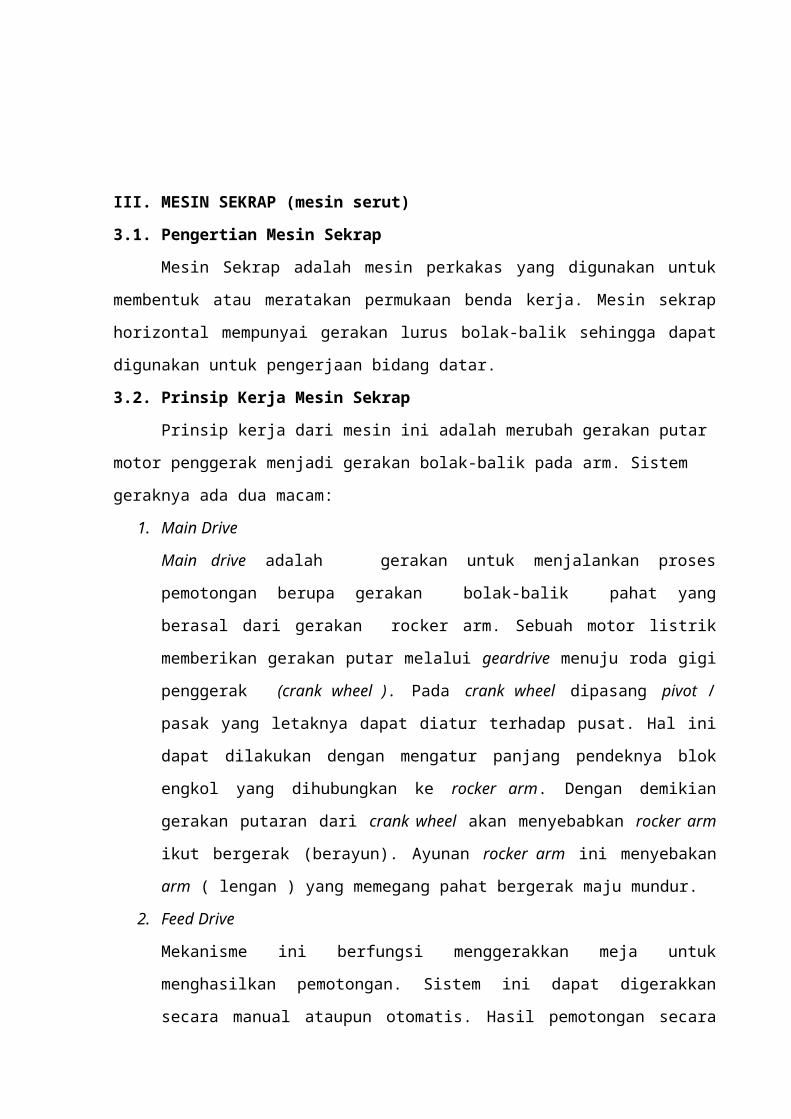
3.3. Bagian Utama Mesin Sekrap1. Base
Adalah bagian dasar yang menopang mesin secara
keseluruhan.
2. Frame
Merupakan bagian vertikal mesin yang berisi mekanisme
penggerak dan pengatur kecepatan gerak ram.
3. Ram
Bagian mesin yang bergerak horizontal bolak-balik pada
proses pemakanan.
4. Tool Post
Merupakan bagian mesin yang digunakan untuk memegang
pahat.
Gambar 6. Bagian Utama Mesin Sekrap
5. Table
Digunakan sebagai dasar vise (ragum )
6. Vise (ragum)
Vise digunakan untuk menjepit benda kerja.
7. Motor Listrik
Digunakan sebagai penggerak utama mesin.
8. Ram Clamp
Untuk mengunci kedudukan ram terhadap link dan lever.
3.4. Kontrol Utama Mesin Sekrap
Kontrol utama mesin sekrap pada gambar 6 adalah :
A. Toolhead Slide Control
Digunakan untuk mengatur kedalaman pemakanan.
B. Ram PositioningControl
Digunakan untuk mengatur kedudukan dan langkah pahat.
C. Table Horizontal Position Handle
Handle untuk mengatur gerakan table dalam arah horisontal
D. Table Vertical Position Handle
Handle untuk mengatur gerakan table dalam arah
vertikal.
E. Speed Control Lever
Pengatur kecepatan gerakan pemakanan pada arm.
IV. MESIN BOR (drilling machine)
4.1. Pengertian Mesin Bor
Mesin bor Biasa digunakan untuk membuat lubang (drilling),
reaming, dan counterboring pada benda-benda ferrous maupun non
ferrous.Benda kerja diletakkan pada table dan jika diperlukan
dapat dijepit pada ragum (vise) yang biasanya ada sebagai
perlengkapan tambahan pada mesin bor. Selanjutnya, mata bor
yang mendapat daya dan putaran dari motor listrik ditekankan
pada benda kerja tersebut.
4.2. Prinsip Kerja Mesin Bor
1. Main Drive
Motor listrik biasa dipakai sebagai penggerak utama pada
mesin bor. Putaran pada motor listrik di transmisikan
melalui porosnya ke mekanisme pengatur putaran mesin
berupa pasangan puli bertingkat yang dihubungkan dengan
Vee Belt. Dari puli bertingkat, putaran diteruskan ke spindle
mesin. Pada spindle terdapat tool post sebagai pemegang mata
bornya.
2. Feed Drive
Feed drive merupakan gerakan pemakanan mata bor pada benda
kerja. Gerakan ini dilakukan secara manual pada mesin-
mesin bor yang sederhana dengan cara memutar drilling lever
sehingga mata bor bergerak ke arah benda kerja.
4.3. Bagian Utama Mesin Bor1. Motor listrik
Motor listrik berfungsi sebagai penyuplai tenaga yang
dibutuhkan mesin.
2. Puli bertingkat
Merupakan bagian utama sistem transmisi pada mesin bor,
berfungsi untuk mengatur kecepatan putar dan meneruskan
daya dari motor listrik.
3. Vee Belt
Digunakan untuk meneruskan daya dan putaran antara puli
bertingkat satu dengan yang lain.
4. Table
Merupakan tempat meletakkan benda kerja dan alat tambahan
lain untuk menjepit benda kerja, misal vise.
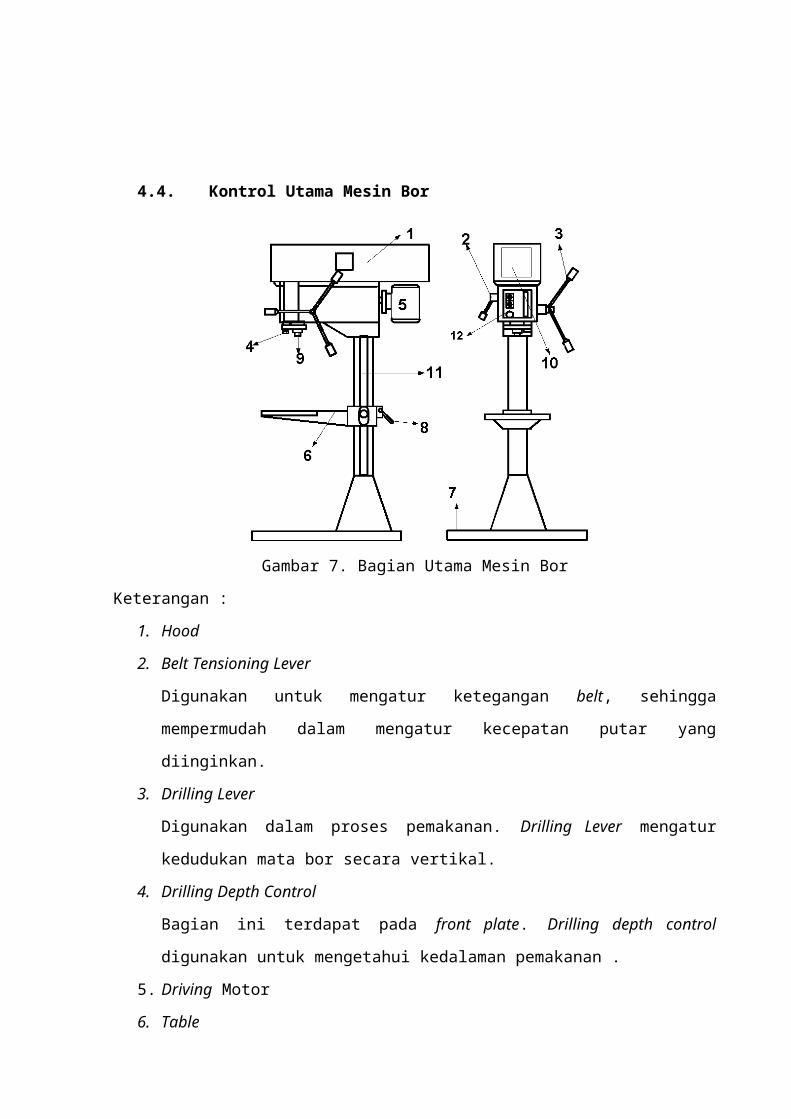
4.4. Kontrol Utama Mesin Bor
Gambar 7. Bagian Utama Mesin Bor
Keterangan :
1. Hood
2. Belt Tensioning Lever
Digunakan untuk mengatur ketegangan belt, sehingga
mempermudah dalam mengatur kecepatan putar yang
diinginkan.
3. Drilling Lever
Digunakan dalam proses pemakanan. Drilling Lever mengatur
kedudukan mata bor secara vertikal.
4. Drilling Depth Control
Bagian ini terdapat pada front plate. Drilling depth control
digunakan untuk mengetahui kedalaman pemakanan .
5. Driving Motor
6. Table
7. Base
8. Table Clamp
Table clamp digunakan untuk mengunci kedudukan table.
9. Spindle Head
10. Drilling Chart
11. Rack
12. Front Plate.
V. POWER HACK SAW (GERGAJI POTONG)
5.1. Pengertian Power Hack Saw
Power hack saw adalah gergaji potong yang gerakannya
mendapat daya dari motor listrik. Mesin ini dapat digunakan
untuk memotong benda-benda dari logam ataupun non logam dengan
bentuk silindris maupun bentuk profil. Blade/pisau potong yang
dapat diganti sesuai keperluan merupakan keuntungan tersendiri
dari mesin ini.
5.2. Prinsip Kerja Power Hack SawGerakan putar dari motor listrik,dirubah menjadi gerakan
lurus bolak-balik oleh mekanisme yang serupa dengan mesin
skrap. Gerakan bolak-balik diteruskan pada frame yang menjepit
blade (pemotong). Karena pada frame terdapat pemberat, maka pada
langkah bolak- balik terjadi perubahan posisi titik berat
frame yang mengakibatkan penekanan pada benda kerja. Untuk
menjaga posisi setelah penekanan, maka frame ditahan oleh sebuah
mekanisme hidrolis. Posisi frame akan terus turun ke bawah
sampai panjang minimum dari lengan hidrolis tercapai.
5.3. Bagian Utama Power Hack Saw
1. Base
Merupakan dasar dari komponen mesin
2. Frame
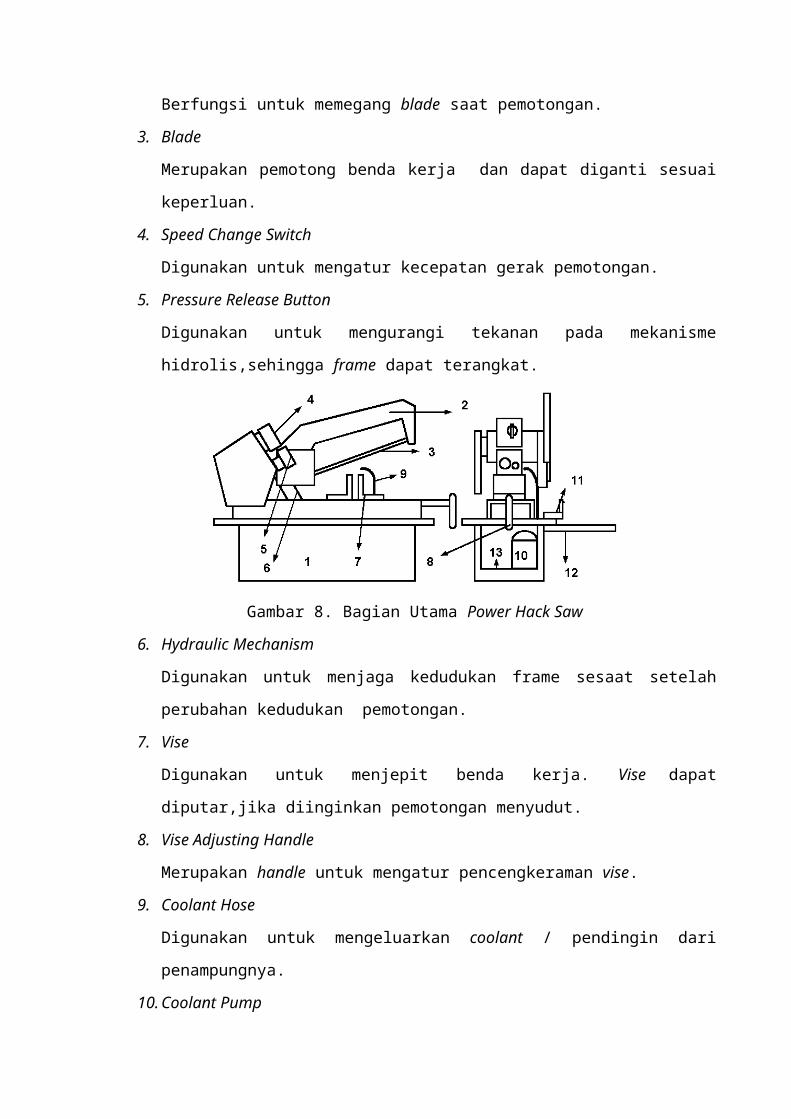
Berfungsi untuk memegang blade saat pemotongan.
3. Blade
Merupakan pemotong benda kerja dan dapat diganti sesuai
keperluan.
4. Speed Change Switch
Digunakan untuk mengatur kecepatan gerak pemotongan.
5. Pressure Release Button
Digunakan untuk mengurangi tekanan pada mekanisme
hidrolis,sehingga frame dapat terangkat.
Gambar 8. Bagian Utama Power Hack Saw
6. Hydraulic Mechanism
Digunakan untuk menjaga kedudukan frame sesaat setelah
perubahan kedudukan pemotongan.
7. Vise
Digunakan untuk menjepit benda kerja. Vise dapat
diputar,jika diinginkan pemotongan menyudut.
8. Vise Adjusting Handle
Merupakan handle untuk mengatur pencengkeraman vise.
9. Coolant Hose
Digunakan untuk mengeluarkan coolant / pendingin dari
penampungnya.
10. Coolant Pump
Merupakan pompa yang digunakan untuk memberi tekanan pada
coolant, sehingga dapat mencapai kedudukan beda kerja yang
lebih tinggi.
11. Main Switch
Main switch adalah saklar utama yang digunakan untuk
menghjidupkan / mematikan mesin.
12. Ruler
Digunakan untuk mengukur panjang benda kerja yang akan
dipotong.
VI. MESIN PRES
6.1. Pengertian Mesin Press
Mesin press digunakan untuk pengepresan pada proses
pengerjaan dingin dan beberapa proses pengerjaan panas. Mesin
press cocok digunakan untuk produksi benda dari logam tipis yang
tidak membutuhkan ketepatan tinggi.
6.2. Bagian Utama Mesin Press
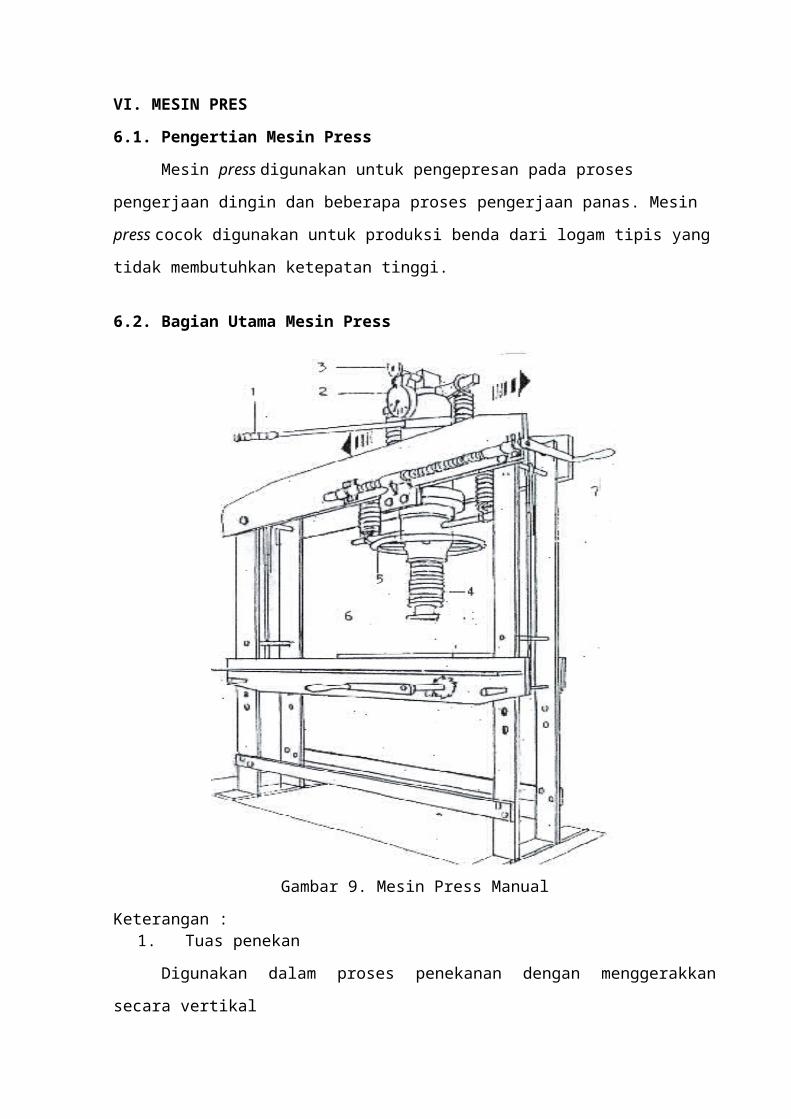
Gambar 9. Mesin Press Manual
Keterangan :1. Tuas penekan
Digunakan dalam proses penekanan dengan menggerakkan
secara vertikal
bolak-balik .
2. Indikator tekanan
Menunjukkan besarnya penekanan pada benda kerja.
3. Kran pengatur katup tekanan
Untuk mengatur posisi katup pada sistem hidrolik mesin
sehingga tekanan dapat diberikan pada benda kerja
ataupun dilepas setelah proses penekanan selesai
dilakukan.
4. Lengan penekan
5. Roda pengatur lengan penekan
Digunakan untuk mengatur panjang lengan penekan yang
dibutuhkan.
6. Table
7. Pengatur penekan
Untuk mengatur posisi penekan agar sesuai dengan letak benda kerjanya.
3.7. Heat Treatment
3.7.1. Dapur Listrik, Bak Quenching dan Salt Bath Oven
Dapur Listrik digunakan untuk memanaskan benda kerja pada
proses heat treatment. Prinsip kerjanya adalah memanfaatkan
konversi energi elemen pemanas dari energi listrik menjadi
energi panas untuk memanaskan ruang di dalam dapur tempat
benda kerja diletakkan. Suhu dalam dapur dapat diketahui
melalui sensor suhu dan besarnya dapat dikontrol melaui
control panel.
Spesifikasi Mesin :
- Nama : Oven Hardening Wilmon
- Temperatur : max 1200oC.
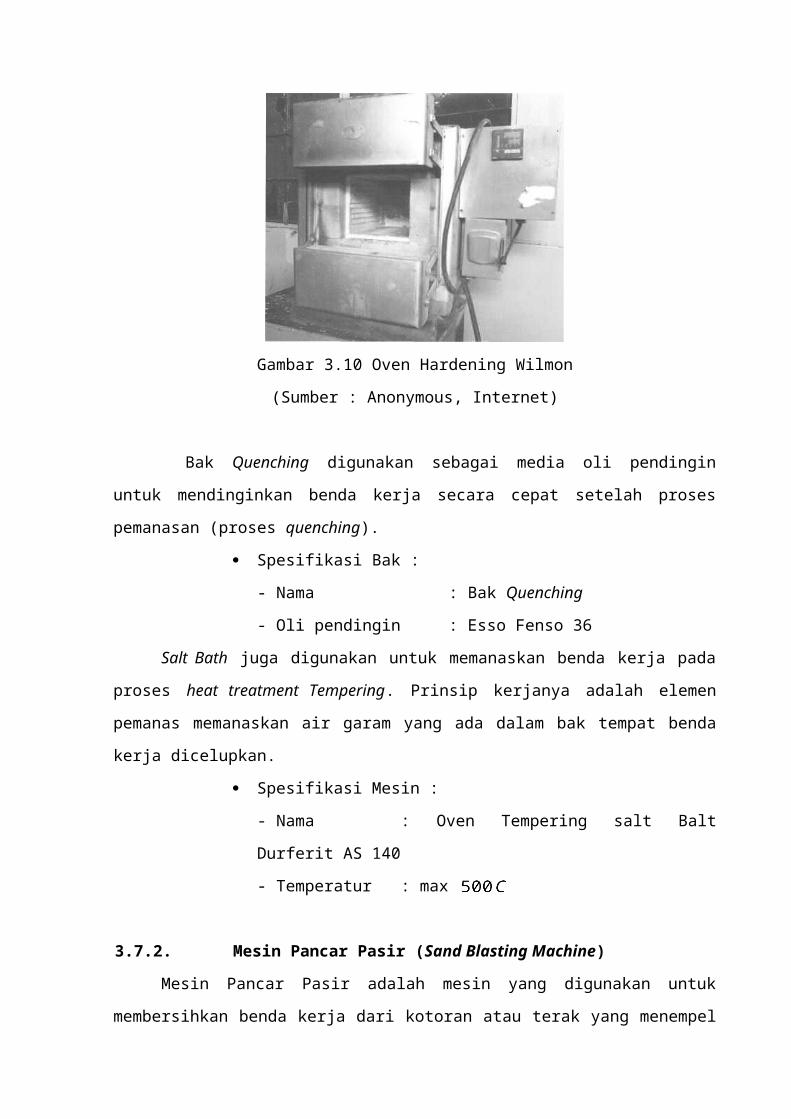
Gambar 3.10 Oven Hardening Wilmon
(Sumber : Anonymous, Internet)
Bak Quenching digunakan sebagai media oli pendingin
untuk mendinginkan benda kerja secara cepat setelah proses
pemanasan (proses quenching).
Spesifikasi Bak :
- Nama : Bak Quenching
- Oli pendingin : Esso Fenso 36
Salt Bath juga digunakan untuk memanaskan benda kerja pada
proses heat treatment Tempering. Prinsip kerjanya adalah elemen
pemanas memanaskan air garam yang ada dalam bak tempat benda
kerja dicelupkan.
Spesifikasi Mesin :
- Nama : Oven Tempering salt Balt
Durferit AS 140
- Temperatur : max
3.7.2. Mesin Pancar Pasir (Sand Blasting Machine)
Mesin Pancar Pasir adalah mesin yang digunakan untuk
membersihkan benda kerja dari kotoran atau terak yang menempel
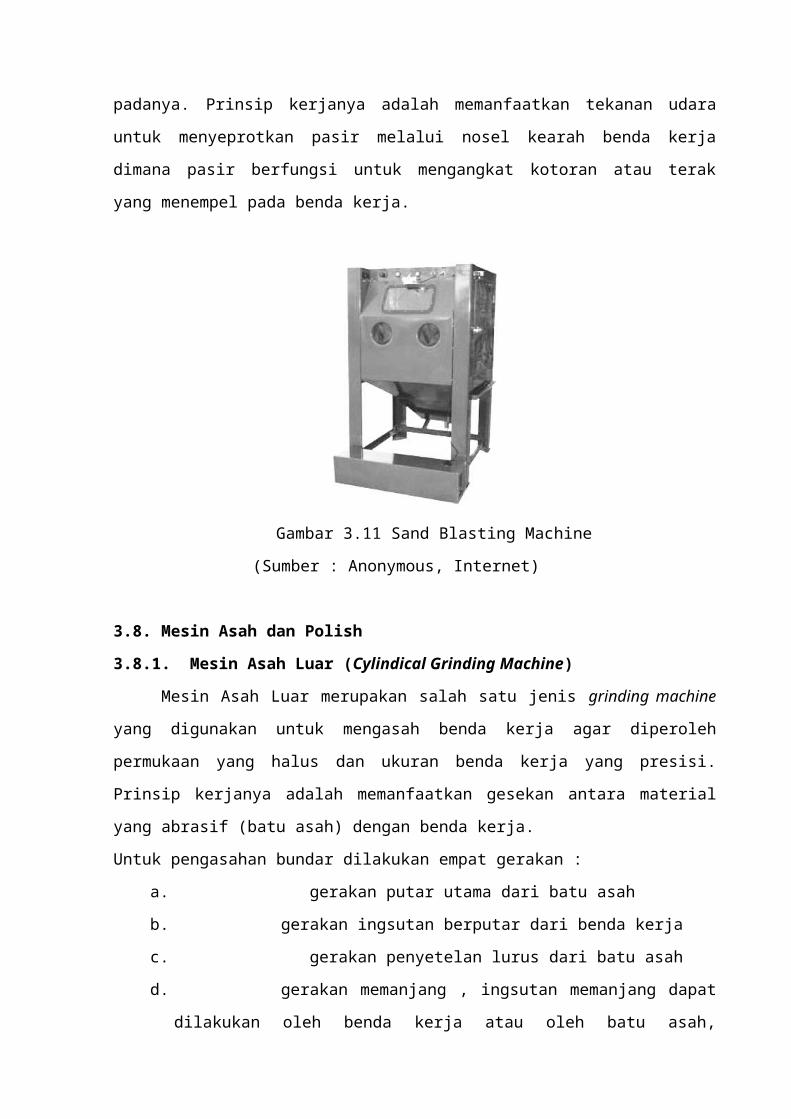
padanya. Prinsip kerjanya adalah memanfaatkan tekanan udara
untuk menyeprotkan pasir melalui nosel kearah benda kerja
dimana pasir berfungsi untuk mengangkat kotoran atau terak
yang menempel pada benda kerja.
Gambar 3.11 Sand Blasting Machine
(Sumber : Anonymous, Internet)
3.8. Mesin Asah dan Polish
3.8.1. Mesin Asah Luar (Cylindical Grinding Machine)
Mesin Asah Luar merupakan salah satu jenis grinding machine
yang digunakan untuk mengasah benda kerja agar diperoleh
permukaan yang halus dan ukuran benda kerja yang presisi.
Prinsip kerjanya adalah memanfaatkan gesekan antara material
yang abrasif (batu asah) dengan benda kerja.
Untuk pengasahan bundar dilakukan empat gerakan :
a. gerakan putar utama dari batu asah
b. gerakan ingsutan berputar dari benda kerja
c. gerakan penyetelan lurus dari batu asah
d. gerakan memanjang , ingsutan memanjang dapat
dilakukan oleh benda kerja atau oleh batu asah,
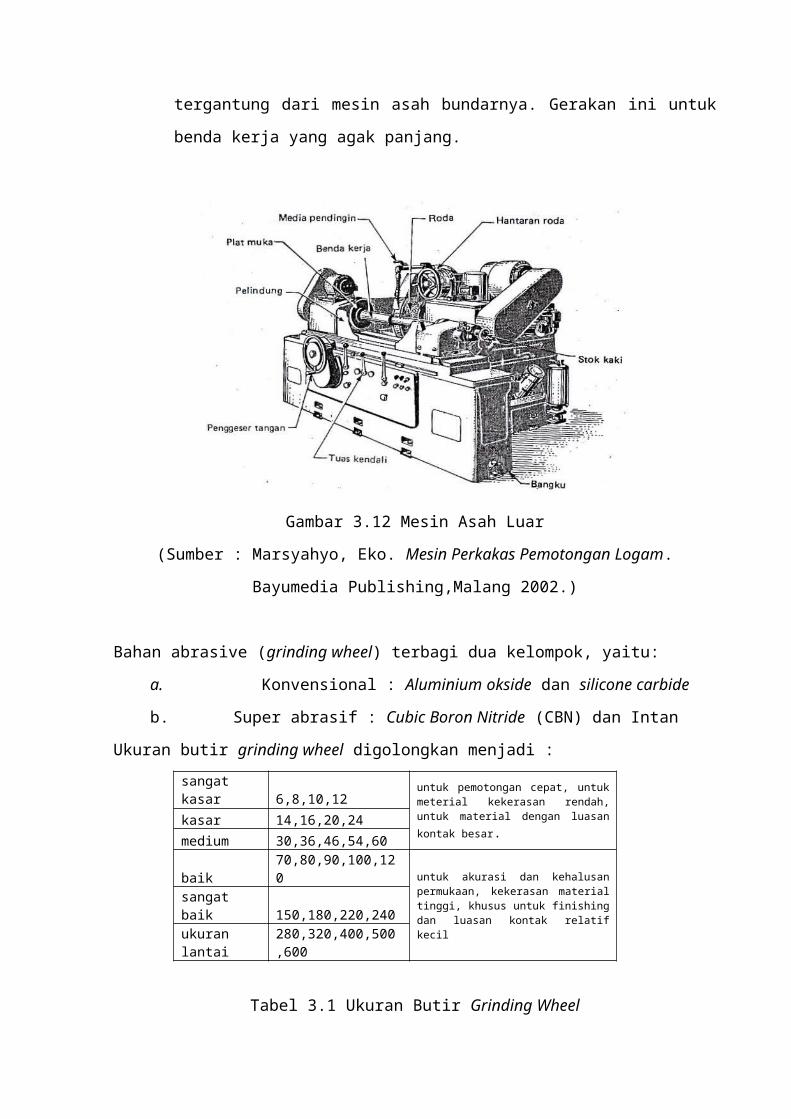
tergantung dari mesin asah bundarnya. Gerakan ini untuk
benda kerja yang agak panjang.
Gambar 3.12 Mesin Asah Luar
(Sumber : Marsyahyo, Eko. Mesin Perkakas Pemotongan Logam.
Bayumedia Publishing,Malang 2002.)
Bahan abrasive (grinding wheel) terbagi dua kelompok, yaitu:
a. Konvensional : Aluminium okside dan silicone carbide
b. Super abrasif : Cubic Boron Nitride (CBN) dan Intan
Ukuran butir grinding wheel digolongkan menjadi :sangatkasar 6,8,10,12
untuk pemotongan cepat, untukmeterial kekerasan rendah,untuk material dengan luasankontak besar.
kasar 14,16,20,24medium 30,36,46,54,60
baik70,80,90,100,120 untuk akurasi dan kehalusan
permukaan, kekerasan materialtinggi, khusus untuk finishingdan luasan kontak relatifkecil
sangatbaik 150,180,220,240ukuranlantai
280,320,400,500,600
Tabel 3.1 Ukuran Butir Grinding Wheel
(Sumber : Marsyahyo, Eko. Mesin Perkakas Pemotongan Logam.
Bayumedia Publishing,Malang 2002.)
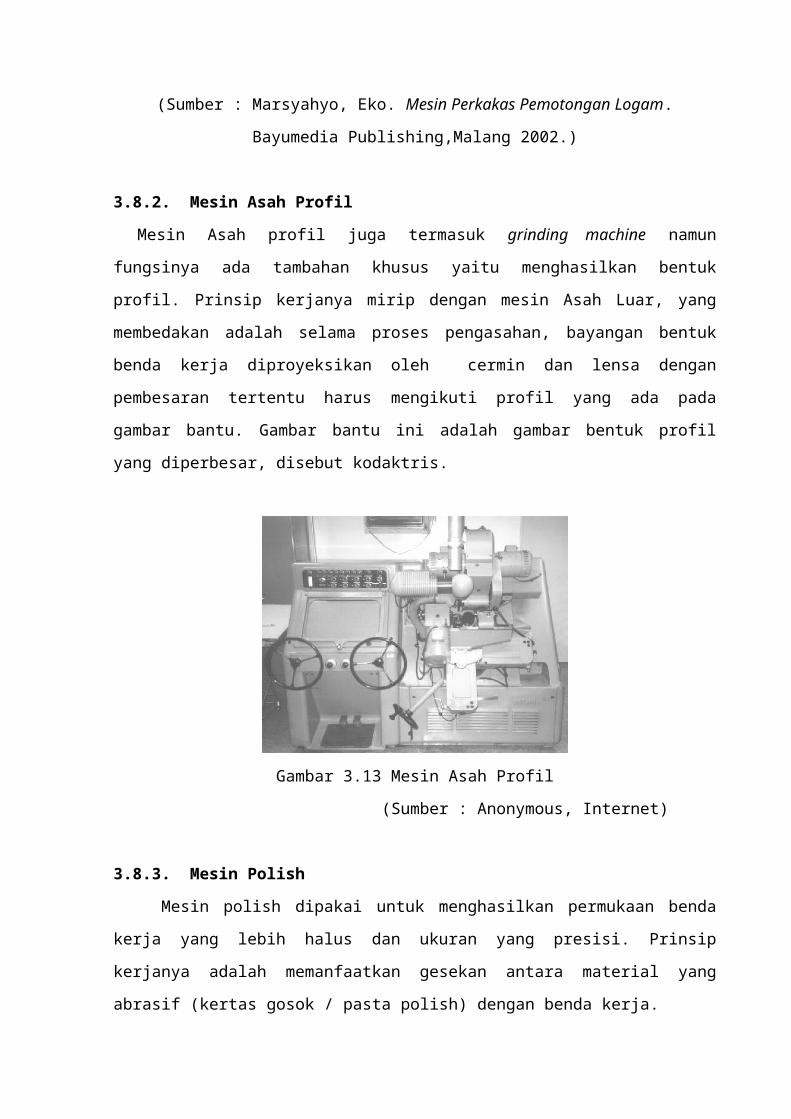
3.8.2. Mesin Asah Profil
Mesin Asah profil juga termasuk grinding machine namun
fungsinya ada tambahan khusus yaitu menghasilkan bentuk
profil. Prinsip kerjanya mirip dengan mesin Asah Luar, yang
membedakan adalah selama proses pengasahan, bayangan bentuk
benda kerja diproyeksikan oleh cermin dan lensa dengan
pembesaran tertentu harus mengikuti profil yang ada pada
gambar bantu. Gambar bantu ini adalah gambar bentuk profil
yang diperbesar, disebut kodaktris.
Gambar 3.13 Mesin Asah Profil
(Sumber : Anonymous, Internet)
3.8.3. Mesin Polish
Mesin polish dipakai untuk menghasilkan permukaan benda
kerja yang lebih halus dan ukuran yang presisi. Prinsip
kerjanya adalah memanfaatkan gesekan antara material yang
abrasif (kertas gosok / pasta polish) dengan benda kerja.
3.8.4. Mesin Hard Chrome
Elektroplating adalah proses finishing dengan tujuan
melapisi logam dengan logam lain yang memiliki kelebihan dari
logam yang dilapisi (substrat). Elektroplating dilandasi oleh
bidang elektrokimia yang mengkaji perubahan energi listrik
dari/ke energi kimia. Elektroplating merupakan proses
pengendapan logam pada permukaan logam yang dilapisi akibat
adanya elektrodeposisi. Reaksi elektrodeposisi pada
elektroplating adalah salah satu aplikasi sel elektrolitik
yang memerlukan dua buah elektroda, larutan elektrolit dan
sumber arus listrik DC.
Hard chromium plating adalah salah satu proses elektroplating
yang bertujuan untuk menghasilkan permukaan yang tahan aus,
tahan korosi dan juga menambah nilai artistik suatu benda.
Prinsip kerjanya adalah menggunakan prinsip elektrolisa yaitu
memanfaatkan proses reduksi – oksidasi pada elektroda. Pada
katoda berlangsung reduksi (menerima elektron), ion positif
(kation), dilarutkan akan tereduksi dan membentuk endapan yang
melapisi katoda.
Mn+ + ne- →M
Pada anoda berlangsung proses oksidasi (melepaskan elektron),
logam yang larut ke dalam elektrolit akan membentuk ion
positif. Sedangkan elektron menuju katoda melalui sirkuit
luar. Anion terbentuk masuk ke dalam elektrolit dan berada
dalam kesetimbangan dengan kation yang bergerak menuju anoda.
M→Mn+ + ne-
Untuk melaksanakan pelapisan krom diperlukan tiga komponen
utama, yaitu :
1. Larutan Elektrolit ,H2SO4 + CrO3
Larutan Elektrolit adalah larutan yang dapat menjadi
penghantar listrik. Bila zat ( senyawa ion, basa atau asam)
melarut kedalam air, ion-ion yang tidak bergerak menjadi dan
bergerak sehingga memungkinkan larutan tersebut menghantarkan
listrik.
Larutan elektrolit harus mengandung bahan-bahan terlarut yang
memiliki fungsi menyediakan sumber logam yang akan diendapkan,
membentuk kompleks ion logam yang akan diendapkan dan
menyediakan sarana listrik.
Terdapat dua jenis utama bak plating asam kromat,
yakni ; jenis konvensional dengan ion katalis sulfat (dapat
encer atau pekat tergantung faktor macam garapan, waktu dan
ekonomi), serta bak katalis tercampur (katalis yang
berkandungan fluorida/fluorosilikat).
2. Katoda (Baja yang akan dilapisi)
Pada katoda terjadi 3 reaksi : (Anton-Tanijiro,
1992;56)
Deposisi Khrom Cr2O72- + 14H+ + 12e- 2Cr + 7H2O
Pengeluaran hidrogen 2H2 + 2e- H2
Pembentukan Cr(III)Cr2O72- + 14H+ + 6e- 2Cr3+ + 7H2O
3. Anoda (Timbal)
Anoda krom jauh lebih mahal dari bentuk CrO3. Oleh karena
Ion khrom diberikan oleh larutan khrom, maka diperlukan
katalis, dalam percobaan ini H2SO4.
Pada anoda terjadi 3 reaksi : (Anton-Tanijiro, 1992;56)
Pengeluaran oksigen 2H2O O2 + 4H+ + 4e-
Oksidasi Ion Kromat 2Cr+ + 6H2O 2CrO3 + 12H+
+ 6e-
Produksi timbel Oksida Pb + 2H2O PbO2 + 4H+ + 4e-
Spesifikasi Mesin :
- Merk : Blasberg,
A.Technik GmbH West Germany
- Tegangan / Arus In : 3 x 220V (AC) /
34,7A
- Tegangan / Arus Out : 0 – 10V (DC) / 1000A
Elektrolit :
- Larutan : Asam Kromat





























