Embed Size (px)
Citation preview

Effect of normalization temperatures on ductile–brittle transitiontemperature of a modified 9Cr–1Mo steel
Arya Chatterjee a, D. Chakrabarti a,n, A. Moitra b, R. Mitra a, A.K. Bhaduri b
a Indian Institute of Technology (I.I.T.) Kharagpur, Kharagpur 721302, West Bengal, Indiab Materials Development and Technology Group, Indira Gandhi Center for Atomic Research (IGCAR), Kalpakkam 603 102, TN, India
a r t i c l e i n f o
Article history:Received 23 July 2014Received in revised form30 August 2014Accepted 5 September 2014Available online 16 September 2014
Keywords:Modified 9Cr–1Mo steelTempered martensiteEffective grain sizePrecipitatesStrengthImpact toughness
a b s t r a c t
A modified 9Cr–1Mo steel has been exposed to three separate normalization treatments i.e. at 950 1C,1025 1C and 1100 1C from As-received (normalized at 1050 1C and tempered at 750 1C) condition. Aftersubsequent tempering treatment the impact toughness in terms of upper shelf energy (USE) and ductile-to-brittle transition temperature (DBTT) has been evaluated using Charpy impact testing (with10 mm�10 mm�55 mm specimens) following ASTM E23 procedures. A substantial improvement inUSE (�20 J) and reduction in DBTT (�20 1C) has been noticed for the 1025 1C treatment. The result hasbeen analysed in terms of change in yield strength and ductility evaluated with tensile tests. Further,effects of microstructure, precipitate and texture on the change of DBTT have been studied with TEM andEBSD analyses. The results have been attributed to the smaller ‘effective grain size’, higher fraction ofhigh-angle boundaries, presence of beneficial γ-fibre texture and dissolution of the pre-existing coarseprecipitates in the reheated sample as compared to As-received material.
& 2014 Elsevier B.V. All rights reserved.
1. Introduction
The modified 9Cr–1Mo steel is a material under active con-sideration for in-core applications in fast breeder reactors beingdeveloped in India, owing to their high void swelling resistanceunder irradiation, backed by high temperature strength, highthermal conductivity and low thermal expansion [1]. However,the irradiation induced increase in ductile–brittle transition(DBTT) and lowering of the upper shelf energy (USE) are matterof concern. As a result, even at room temperature the steel canbecome brittle and prone to cracking especially under impactloading [1]. Therefore, the DBTT of the steel has to be as low aspossible and USE as high as possible in un-irradiated condition tominimize the risk of premature brittle failure when the steel issubjected to impact loading either inside the reactor or during theexternal handling of the fuel tubes.
In general the beneficial effect of grain refinement on thedecrease in DBTT and the increase in USE of ferrite/martensitesteel are widely reported [2–7]. An inverse square-root depen-dence of DBTT with ferrite grain size or prior-austenite grain sizehas been suggested in many alloys, starting from pure iron andvery low alloyed steel [2–4], microalloyed steel [2,5], and finallylow-carbon martensitic steel [6,7]. Smaller prior-austenite grainsize has also been reported to show better dynamic fracture
resistance and lower DBTT in ferrite–martensite steels [8–10].More refined structure of tempered martensite has been foundto show lower DBTT even in neutron irradiated condition, com-pared to coarser martensitic structure [11]. A fine grained tem-pered martensite structure is also desirable for obtaining goodcreep properties [12,13]. Though earlier literature indicated mostlythe effect of ‘metallographic grain size’ on the ductile–brittletransition behaviour of ferrite/martensite steels [8–10], recentstudies on the cleavage fracture are signifying the effect ofcoherent crystallographic microstructural unit, i.e. ‘effective grainsize’ on DBTT of low-carbon ferritic steels [14–17]. The concept of‘effective grain size’ on the fracture behaviour of martensitic steelis yet to be established.
According to the recent studies on low-carbon ferritic steels,grain size is not the sole factor that determines the ductile–brittletransition behaviour of steel under impact loading condition.Several other factors such as, distribution of grain boundarymisorientation angles, precipitates, strength of the steel matrixand crystallographic texture can also influence the DBTT and USEof the steel [15,18–20]. The effect of all those factors on themechanical properties has hardly been considered earlier inmartensitic steel. Present study aims to investigate the combinedeffect of different factors that influence the impact toughness andimpact transition behaviour of 9Cr–1Mo tempered martensiticsteel with the ultimate aim of minimizing the DBTT of this steelin un-irradiated condition.
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/msea
Materials Science & Engineering A
http://dx.doi.org/10.1016/j.msea.2014.09.0210921-5093/& 2014 Elsevier B.V. All rights reserved.
n Corresponding author.
Materials Science & Engineering A 618 (2014) 219–231

The beneficial effect of cyclic heat-treatment, especially thedouble austenitization treatment, on the austenite grain refine-ment and the resultant improvement in the Charpy impacttoughness of Cr–Mo type of steels has been reported in the earlierstudies [7,21–24]. Present study throws a fresh look on this aspectin 9Cr–1M0 steel and emphasized on the effect of austenitizationtemperature on the strength, ductility and impact toughness ofthis steel.
2. Materials and experimental details
Modified 9Cr–1Mo steel plate (400 mm�250 mm�25 mm) ofcomposition as given in Table 1 has been received from IGCAR,Kalpakkam in normalized and tempered condition. The hot-rolledmaterial was normalized at 1050 1C for 25 min, air-cooled andtempered at 750 1C for 75 min. Therefore, the ‘As-received’ mate-rial has already been austenitized once after rolling.
Blocks of 100 mm�250 mm�25 mm size were cut from theAs-received plate and were reheated at a heating rate of 10 1C/minto three different austenitization temperatures: 950 1C (950-Reheat), 1025 1C (1025-Reheat) and 1100 1C (1100-Reheat). Theblocks were soaked for 1 h, air-cooled to room temperature andfinally tempered again at 750 1C for 1 h. The heat-treatmentschedule employed in the present study is summarized in theschematic diagram in Fig. 1.
Cross-sections of the As-received and reheated samples werepolished down to 0.25 mm diamond paste finish and etched eitherin Villela reagent or in hot and saturated picric acid solution toreveal the prior-austenite grain boundaries. Microstructure andinclusions were studied by Leicas DM6000M model opticalmicroscope (fitted with Leica M.W. and Leica L.A.S. image analysissoftware) and Zeiss EVO 60 model scanning electron microscope(SEM). The prior-austenite grain size (PAGS) as well as themartensitic packet size were measured in terms of equivalentcircle diameter (ECD) [25] based on the determination of grainarea (by image analysis) of more than 500 grains from eachsample. The average aspect ratio of the prior-austenite grainsand inclusions were also measured by image analysis.
Electron backscattered diffraction analysis, EBSD, was carriedout using HKL Channel 5 system from Oxford Instruments, UK,attached to a Zeisss EVO 60 SEM operated at a step-size of 0.1 mmto characterize the misorientations across the prior-austenite grainboundaries, martensite packet and lath boundaries. Macro-texturemeasurement was carried out on each set of samples using aPanalytical High Resolution X-Ray Goniometer (Model PW 3040/60). Thin foils were prepared from the quarter-thickness locationsof the As-received and reheated blocks, and were examined undera JEOL ZEM-2100 transmission electron microscope (TEM) to studythe precipitates and dislocation sub-structure inside the investi-gated samples.
Tensile specimens were prepared from the samples developedfrom the As-received and double austenitized samples followingASTM E-8M standard [26] and tested with a cross-head velocity of0.5 mm/min using Instrons 8862 servo-electric test system(10 ton) at the room temperature (25 1C). An extensometer of25 mm gage length was used for the accurate measurement ofstrain. Standard Charpy V-notch specimens were fabricated fromthe investigated steels and tested on a Instrons 400J impact
machine (Model SI-1C3) attached with an Instron DynatupImpulse data acquisition system, following ASTM E-23 standard[27], at various temperatures in the range of �196 1C to þ100 1C.The dimension and the orientation of the Charpy specimens withrespect to the initial rolled plate have been schematically shown inFig. 2. The sample temperature was maintained within 72 1Cusing a medium of methanol and liquid nitrogen. Detailed fracto-graphic study was carried out on the broken Charpy impact testedspecimens. Macro-hardness was measured at 20 kg load using LV-700 model LECOs Vickers tester and the average of twenty fivereadings is considered to be the measure of hardness for eachsample.
3. Results and discussion
3.1. Characterization of microstructure
Optical micrographs, Fig. 3, and SEM micrographs, Fig. 4, of theAs-received and reheated (i.e. double austenitized) samples showthe lath martensite structure throughout the matrix. No evidenceof ferrite was found in any of the sample. Formation of completemartensite structure is expected in the investigated samples as the
Table 1Chemical composition of the investigated steel.
Elements C Mn P S Si Cu Ni Cr Mo Al Nb V Ti N Fe
Wt% 0.1 0.41 0.016 0.005 0.21 0.06 0.20 8.94 0.86 0.01 0.08 0.2 0.003 0.05 Bal
Fig. 1. Schematic diagram showing the heat-treatment schedule used in thepresent study.
Fig. 2. Schematic diagram showing the dimension and orientation of CharpyV-notch specimens with respect to the initial rolled plate.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231220

reheating temperatures (950–1100 1C) were higher than the Ae3
temperature (complete austenite formation temperature underequilibrium condition) of 889 1C as predicted from the Thermo-Calcs software. Effect of hot-rolling remained in the As-receivedsample even after the first stage of austenitization treatment asevident from the prior austenite grain structure, which waselongated along the rolling direction, Fig. 3(a) and Fig. 4(a, b).The prior austenite grains become more equiaxed after the doubleaustenitization treatment, Fig. 3(b–d) and Fig. 4(c–h), which isreflected from the decrease in average grain aspect ratio, Table 2.The prior austenite grain size (PAGS) and martensite packet sizealso decreased after the double-austenitization treatment, Table 2.Among the reheated samples, 1100-Reheat sample showed thelargest PAGS and packet size, followed by 1025-Reheat and 950-Reheat samples, Table 2. The PAGS and martensitic packet size of950-Reheat and 1025-Reheat samples were close to each otherand within the standard deviation of the measured values, Table 2.
3.2. Characterization of boundary misorientation distributionand texture
The EBSD images were delineated with different misorientationboundaries in the investigated samples, Fig. 5. Thin ‘red lines’ in Fig. 5represents the low-angle boundaries (LAB) having 2–151 misorienta-tion angle, whilst, the thick ‘black lines’ represents the high-angleboundaries (HAB) having greater than 151 misorientation angle. Thecumulative distributions of the misorientation angles (Fig. 6) and thefraction of low-angle boundaries as listed in Table 2 indicate thelargest fraction of LAB in 950-Reheat sample, followed by As-receivedsample, 1025-Reheat sample and 1100-Reheat sample. Therefore, thefraction of LAB decreased with increase in austenitization tempera-ture in the reheated samples. This could have resulted from thedecrease in dislocation cell and sub-structure with the increase inreheating temperature (refer to the subsequent section of TEM
study). As per the earlier studies on martensitic steels, prior austenitegrain boundaries and martensitic packet boundaries are the high-angle boundaries whereas, lath boundaries are the low-angleboundaries [6,7,14,21]. The relative fraction of HAB and LAB maydepend on the variant selection during martensitic transformation[7,28,29]. The austenitization temperature and the prior austenitegrain size could have influenced the variant selection during auste-nite to martensite transformation [28,29] and hence, the relativeintensity of LAB and HAB in the investigated samples.
According to the earlier studies LAB are ineffective in retardingor deflecting the cleavage crack propagation and the HAB are onlyeffective from that respect [5,6,14–18,30]. The ‘effective grain size’measured from the EBSD analysis considering only the HAB, i.e. byconsidering 151 misorientation threshold, are listed in Table 2. As-received sample showed the largest ‘effective grain size’, followedby 1100-Reheat sample. The ‘effective grain size’ values of 950-Reheat and 1025-Reheat samples were quite close and 950-Reheatsample showed the smallest ‘effective grain size’, Table 2.
The φ2¼451 sections of the Orientation Distribution Function(ODF) as obtained from the macro-texture study on all theinvestigated samples are presented in Fig. 7. The As-receivedsample showed the presence of strong Goss texture ({110}⟨001⟩),Fig. 7(a). Goss texture was also present in the 1100-Reheat samplebeside the γ-fibre (⟨111⟩//ND) texture, Fig. 7(d). Traces of rotatedcube texture component have also been found in As-received and1100-Reheat samples. Goss texture or rotated cube texture was notpresent in 950-Reheat and 1025-Reheat samples and strong γ-fibre texture could be seen in those samples, Fig. 7(b, c). Theintensity of γ-fibre was sharper in 1025-Reheat sample (�2.4times random) than that in 950-Reheat sample (�1.6 timesrandom), Fig. 7(b, c). The evaluation of γ-fibre texture in doubleaustenitized ferritic–martensitic steel is a new finding. Furtherdetailed investigation is needed in this regard to understand thisphenomenon.
Fig. 3. Optical micrographs of As-received and reheated samples of 9Cr–1Mo steels: (a) As-received, (b) 950-Reheat, (c) 1025-Reheat and (d) 1100-Reheat.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231 221

3.3. Characterization of inclusions and precipitates
Both Al2O3 and MnS inclusions have been found to be presentin small quantity in all the samples, where Al2O3 inclusions weremore frequently observed (�65% of inclusions). MnS inclusionswere elongated along the rolling direction in the form of stringers,whilst, Al2O3 inclusions were more equiaxed in shape. The volumefractions (�0.00035 for Al2O3 and �0.00023 for MnS), averagesizes (�2.5 mm for Al2O3 and �3.9 mm for MnS) and average
aspect ratios (�1.1 for Al2O3 and �2.2 for MnS) of the inclusionswere similar in all the samples as the inclusions remained almostunaffected after reheating.
Transmission electron micrographs of the investigated samplesare shown in Fig. 8(a–f). Presence of dislocation cells, substructuresand high dislocation density are evident in As-received and 950-Reheated samples, Fig. 8(a, b). In 1025-Reheat sample and 1100-Reheat sample, the dislocation density was relatively low and thedislocation substructure within the martensite lath coarsened
Fig. 4. SEM micrographs of (a, b) As-received steel and (c–h) reheated samples. Micrographs of the reheated samples are taken (c–e) before tempering and (f–h) after thetempering treatment.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231222

significantly, Fig. 8(c, d). Decrease in dislocation density and thecoarsening of dislocation substructure could have resulted in thedecrease in low-angle boundary fraction with the increase inaustenitization temperature of the reheated samples.
Two types of precipitates were mostly found within theinvestigated samples: (i) M23C6 carbides, mostly Cr23C6, whichwere coarse (0.1–0.5 mm) and cuboidal in shape were found to bepresent along the prior austenite grain boundaries, martensiticlath and packet boundaries, Fig. 8(a–d); (ii) fine microalloy pre-cipitates (5–50 nm) were found to be uniformly distributed withinthe martensitic laths, Fig. 8(b, d, e), and were located at thedislocation nodes, Fig. 8(b, d). The fine microalloy precipitateswere identified as Nb(C,N) and (V,Nb)N from the analysis ofselected area diffraction pattern obtained from the precipitates,Fig. 8(e, f). The volume fractions of the coarse precipitates indifferent samples were measured from the SEM images. Volumefraction of coarse precipitates was the highest in the As-receivedsample, followed by 950-Reheat sample, 1025-Reheat sample and
Table 2Microstructural parameters of the as-received and reheated samples. Fraction of low-angle boundaries and the effective grain sizes were measured from the EBSD analysis.Cleavage facet sizes were measured from the fractographic study.
Samples As-received 950-Reheat 1025-Reheat 1100-Reheat
Aspect ratio 4.9 1.1 1.4 1.3PAGS (mm) 43.7724.1 12.174.0 14.074.4 18.677.9Martensite Packet size (mm) 6.672.4 3.471.5 3.771.5 4.671.7Effective grain size (mm) 18.6 7.8 8.14 11.4Precipitate volume fraction (%) 4.76 3.45 2.47 2.78Fraction of low-angle boundary (o151) 56% 75% 49% 42%Facet size (mm) 16.374.1 6.771.9 6.571.8 9.672.5
Fig. 5. The EBSD image quality maps showing the different misorientation boundaries in the investigated samples: (a) As-received sample, (b) 950-Reheat sample,(c) 1025-Reheat sample and (d) 1100-Reheat sample. (For interpretation of the references to color in this figure, the reader is referred to the web version of this article.)
Fig. 6. Cumulative distributions of the boundary misorientation angles measured(using EBSD) across the different boundaries present in the investigated samples.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231 223

1100-Reheat sample, Table 2. In the reheated sample, precipitatevolume fraction decreased significantly after the second stage ofaustenitization and new precipitates evolved during tempering,Fig. 4(c–h).
3.4. Hardness and tensile testing of investigated samples
The macro-hardness readings of the investigated samples wereplotted in Fig. 9. The As-received material was in normalized andtempered condition and the hardness of the reheated sampleswere measured before and after the tempering treatment, Fig. 9. Indouble austenitized and air-hardened condition 1100-Reheat sam-ple had the highest hardness, followed by 950-Reheat and 1025-Reheat samples, Fig. 9. Although the increase in reheating tem-perature caused austenite grain growth, high hardness wasachieved in the 1100-Reheat sample, before the final temperingtreatment. In 9Cr–1Mo steel the prior austenite grain size isknown to have a minor effect on hardness and martensite packetsize dictates the hardness more strongly [21,31]. As per Thermo-Calcs software, Cr23C6 precipitates showed a sharp decrease instability till the complete dissolution temperature of �900 1C,Fig. 10(a), while, on the other hand, Nb(C,N) and (V,Nb)N pre-cipitates (encircled in Fig. 10(a)) are predicted to dissolve at�1140 1C and �920 1C, respectively, under equilibrium condition,Fig. 10(b). Dissolution of Cr23C6 requires the diffusion of Cr inaustenite, which is a much slower process than the diffusion of C[21,32]. Therefore, rapid dissolution of Cr23C6 as predicted byThermo-Calcs may not be feasible during the actual reheatingtreatment and the complete dissolution temperature of Cr23C6may reach �1000 1C [19,32], as indicated by a dotted line in Fig. 10
(a). This dotted line has been plotted through experimentalobservation of precipitates on the series of reheated and air-cooled specimens indicating almost negligible existence of largeCr23C6 beyond the normalization temperature of �1000 1C. Athigh reheating temperature (say, 1100 1C) majority of the pre-existing precipitates are expected to dissolve into the austenitematrix, leading to an increase in the solute level in the matrix andthe resultant solid solution strengthening. Dissolution of theprecipitates at the reheating stage of the 1100-Reheat samplecan be further confirmed by the increase in lattice parameter ofthe sample, Fig. 11(a), which occurred due to the increase in solutelevel (especially the C content) in the matrix. The precise latticeparameter measurement has been made using lattice parameterdata obtained from the X-ray diffraction technique followed byfitting these with the Nelson–Riley function considering the low-est combination of systematic and random error [33]. Strong solidsolution strengthening contribution therefore, increased the hard-ness of 1100-Reheat sample in air-hardened condition.
At the time of final tempering the dissolved solute elementswere re-precipitated in the form of Cr23C6, Nb(C,N) and (V,Nb)Nand the corresponding loss in solid solution strengtheningsignificantly decreased the hardness of 1100-Reheat sampleby�240 HV, Fig. 9. Decrease in the lattice parameter after thetempering treatment can be another indication of the precipita-tion during tempering, Fig. 11(b). Among the reheated samples thelowest hardness of 1025-Reheat sample in air-hardened conditioncan be attributed to a lower solid solution strengthening contribu-tion than the 1100-Reheat sample (due to lower precipitatedissolution than 1100-Reheat) and lower grain boundary strength-ening contribution than that of the 950-Reheat sample. After the
Fig. 7. The φ2¼451 sections of the Orientation Distribution Function (ODF) as obtained from the macro-texture study on all the investigated samples: (a) As-received sample,(b) 950-Reheat sample, (c) 1025-Reheat sample and (d) 1100-Reheat sample.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231224

Fig. 8. Transmission electron micrographs of (a) As-received sample, (b) 950-Reheat sample, (c) 1025-Reheat sample and (d) 1100-Reheat sample; (e) dark field image theprecipitates and (f) the SADP analysis identifying the precipitate circled in (e) as (Nb,V)(C,N). Precipitates are indicated by arrows in (a–e).
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231 225

final tempering treatment hardness of the 1025-Reheat samplewas decreased �170 HV and an intermediate hardness value of�240 HV was found. The decrease in hardness upon temperingwas minimum (�140 HV) in the 950-Reheat sample. This could beattributed to the lack of precipitate dissolution even at the time ofreheating at 950 1C (as per the Thermo-Calcs prediction in Fig. 10).In the tempered condition 950-Reheat sample showed themaximum hardness (possibly due to the finest packet size), fol-lowed by As-received steel, 1025-Reheat sample and 1100-Reheatsample.
The tensile stress–strain curves of the investigated samples aregiven in Fig. 12 and the tensile properties are listed in Table 3.Amongst all the investigated samples the As-received materialshowed the lowest strength and highest ductility, Fig. 12 andTable 3. Low strength and high ductility of the As-received samplecan be attributed to its coarse PAGS, packet size and the presenceof high fraction of coarse precipitates. Increase in strength of thereheated samples with the increase in austenitization temperaturecan be associated with the dissolution of pre-existing coarseprecipitates and the subsequent formation of fine and coherentprecipitates provided significant precipitation strengthening.
Increase in strength is however, accompanied by a marginaldecrease in ductility and strain-hardening ability of the steel,Fig. 12 and Table 3.
3.5. Charpy impact testing of investigated samples
The Charpy impact transition curves of the As-received andreheated samples are presented in Fig. 13. The transition curveswere drawn by fitting the ‘tanh’ function (following the procedurein [34]) within the scattered data points of the Charpy impactenergy vs. test temperature, Fig. 13. The upper shelf energy (USE)and the ductilt-to-brittle transition temperature (DBTT) have beendetermined from the impact transition curves, Table 4. DBTT wasconsidered to be the temperature corresponding to the impactenergy absorption halfway between the upper shelf energy (USE)and lower shelf energy (LSE) of the steel [35]. 27 J ImpactTransition Temperature (27 J-ITT) and 68J Impact Transition Tem-perature (68 J-ITT) have also been determined from the corre-sponding Charpy impact transition curves, Table 4. 27 J-ITT is thetemperature corresponding to impact energy absorption of 27 J(for standard Charpy specimens) and it is used to represent theCharpy impact transition behaviour of ferritic steels followingWallin Master-Curve approach as provided in BS 7910:1999 [36].68 J-ITT is typically used to represent the impact transitionbehaviour of nuclear reactor steel as per ASTM E185-82 [37]. Thegeneral yield load (Pgy) and maximum load was determined fromthe load vs. time traces obtained from the instrumented impactdata, as per the established method [38]. Considering the variationin Pgy and Pmax with respect to the test temperature, the generalyield temperature (Tgy) has been determined following the stepsgiven in Ref. [39], Table 4. Tgy can be regarded as the impacttransition temperature, where cleavage fracture coincides with thegeneral yielding.
The results in Table 4 indicate that the USE values of thereheated samples are higher than the As-received sample and theUSE increases with the increase in reheating temperature. Theimpact transition temperatures (DBTT, 27 J-ITT, 68 J-ITT and Tgy) ofthe 950-Reheat and 1025-Reheat samples are lower than theAs-received material (Table 4 and Fig. 13) indicating to thebeneficial effect of double austenitization treatment in terms ofimpact properties of the 9Cr–1Mo steel. Among the reheatedsamples, 1025-Reheat sample showed the best combination of
Fig. 9. Vickers macro-hardness of the investigated samples measured at 20 kg load.The error bar represents the standard deviation in measured hardness values withrespect to the average hardness values. Hardness of reheated samples wasmeasured before and after the reheating treatment.
Fig. 10. Volume fractions of precipitates in the investigated steel as predicted from Thermo-Calcs software at different reheating temperatures. (a) Solid line represents theequilibrium volume fraction of Cr23C6 precipitates and the dotted line represents the volume fraction of Cr23C6 precipitates expected under actual (non-equilibrium)reheating condition. (b) Equilibrium volume fractions of Nb(C,N) and V(C,N) precipitates as predicted from Thermo-Calcs.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231226

impact properties with the lowest DBTT and sufficiently high USE,Table 4. Although the 1100-Reheat sample revealed the highestUSE, DBTT of this sample was the worst, Table 4. Different factorsthat influence the impact transition behaviour of the investigatedsamples are listed below.
3.6. Effect of grain size and packet size on impact transitionbehaviour
The beneficial effect of grain refinement on the impact tough-ness of steel is well established [2–7,18,21,40]. Grain refinementprovides higher grain boundary area per unit volume and high-angle boundaries (HAB) such as, prior-austenite grain boundariesand packet boundaries retard or deviate the propagation ofcleavage crack. Low-angle boundaries (LAB) such as, lath
boundaries, block boundaries and dislocation sub-structures areineffective in resisting the cleavage crack propagation [7,8,14–16].Double austenitization treatment resulted in significant refine-ment in PAGS, martensitic packet size and especially in the‘effective grain size’ in 950-Reheat and 1025-Reheat samples andthat ensured low DBTT in those samples. Although the ‘effectivegrain size’ of the 1025-Reheat sample was slightly higher than thatof the 950-Reheat sample, the impact transition temperatures ofthe 1025-Reheat sample were lower. This could be explained fromthe intensities and relative fractions of LAB and HAB in both thesamples, Figs. 5 and 6. Higher fraction of HAB ensured moreeffective retardation of cleavage crack propagation in the 1025-Reheat sample, as compared to the 950-Reheat sample, resultingin better impact transition characteristics in earlier sample.
Fig. 11. Lattice parameters of As-received and reheated specimens as measured from the XRD analysis: (a) lattice parameters measured before the final tempering treatmentand (b) lattice parameters measured after the tempering treatment.
Fig. 12. Engineering stress–strain curves obtained from the tension tests of theinvestigated samples from the 9Cr–1Mo steel.
Table 3Tensile properties obtained from the tension test on the investigated samples.
Samples YS(MPa)
UTS(MPa)
Total elongation(%)
Strain hardeningexponent (n)
As-received 609 747 28 1.05950-Reheat 614 768 26 0.141025-Reheat 624 766 26 0.131100-Reheat 654 785 24 0.12
Fig. 13. Charpy impact transition curves obtained from the Charpy impact testingof the investigated samples from the 9Cr–1Mo steel.
Table 4Upper shelf energy (USE) and impact transition temperatures obtained from theinstrumented Charpy impact testing of the investigated samples.
Sample DBTT(1C)
27 J-ITT(1C)
68 J-ITT(1C)
Tgy(1C)
Upper shelfenergy(USE), J
As-received �37.1 �70.7 �47.2 �57 182950-Reheat �49.0 �83.6 �59.7 �109 1851025-Reheat �58.0 �116.2 �79.5 �118 2041100-Reheat �17.3 �87.7 �46.2 �96 221
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231 227

The effect of prior-austenite grain size on the formation ofdifferent crystallographic variants in the martensitic structure hasbeen discussed in earlier studies [28,29]. As the PAGS is refined,the availability of untransformed austenite region after the for-mation of one martensite packet, become less for the subsequenttransformation of more martensite packets. As a result, thenumber of martensite packet that can form within a prioraustenite grain decreases with the refinement in PAGS [28]. Highintensity of low-angle boundaries in the 950-Reheat sampleindicates to the smaller orientation difference between the differ-ent martensite blocks (composed of laths) and also the formationof lesser number of martensite packets within one prior austenitegrain, than in the 1025-Reheat sample. All these factors could haveensured better impact properties in the 1025-Reheat sample, ascompared to that of the 950-Reheat sample. Besides that thepresence of dislocation sub-structure and the low-angle bound-aries at high intensity could have resisted the plastic deformationand resulted in worse impact properties in the 950-Reheat sampleas compared to that of the 1025-Reheat sample, Table 4.
3.7. Effect of precipitate particles on impact toughness
Since the shape, size and fraction of non-metallic inclusionswere similar in all the samples, inclusions could not be responsiblefor the different mechanical behaviours of the samples. Precipitateparticles such as, M23C6 and MX type of precipitates could haveplayed a more important role in this. During impact testing of theparticle containing system, the nucleation of micro-voids at highertest temperature and initiation of cleavage cracks at lower testtemperatures usually occur either by the decohesion of particle–matrix interface or by the fracture of particles [20,40,41]. Theparticle sized crack subsequently enters inside the matrix bycrossing the particle–matrix interface and if the test temperatureis sufficiently low the crack dynamically propagates through thematrix [40]. The critical stress required to extend the crack acrossthe particle–matrix interface can be given by the followingequation [18,20,40]:
σf ¼πEγpm
2 1�ν2� �
dp
" #1=2
ð1Þ
where, E is the Young's modulus, γpm is the effective surfaceenergy at the particle–matrix interface, ν is the Poisson's ratio anddp is the particle diameter. As per Eq. (1) the fracture stress isinversely proportional to the square-root of the particle size andtherefore, larger the particle more vulnerable it is for cleavagecrack initiation. Reducing the number of coarse carbides, which actas the cleavage fracture initiation sites, near the crack tip can be aneffective way to improve the cleavage fracture toughness in thetransition region [42]. In the tempered martensitic microstructureof Mo–Ni low alloy steels, Lee et al. [42] proposed a critical carbidesize (�0.20 mm), above which the micro-crack initiated by theparticles enters into the neighbouring matrix and cause fracture.
Amongst the three different stages involved in ductile fracture,i.e., void nucleation, void growth and void coalescence, voidgrowth stage consumes the maximum deformation energy andUSE increases as long as the void growth continues. As the voidgrowth ceases, void coalescence begins, where the plastic instabil-ity sets in the ligament between the two adjacent voids, leading toligament necking [20,40,41,43]. The precipitates play an importantrole both in void growth and void coalescence process [20,40,41,43].Increase in the volume fraction and size of the precipitates anddecrease in interparticle spacing restrict the void growth and leadto premature coarsening, which reduces the ductility and toughnessof the steel [40]. In the investigated samples, coarse Cr23C6precipitates are expected to develop large primary voids, whereas,
MX type of microalloy precipitates can be responsible in joining theprimary voids by forming small secondary voids at the ligament[44,45].
The single austenitization treatment could have been inade-quate in dissolving the pre-existing coarse precipitates and thepresence of high fraction of coarse precipitates (greater than�0.2 mm) in the As-received material had a negative effect onthe USE and DBTT of this steel, Table 4. Cr23C6 and Nb(C,N)precipitates remained mostly undissolved at a low reheating tem-perature of 950 1C (refer to the earlier discussion in Section 3.3) andthe coarse precipitates hampered the USE and DBTT of this sample.As a result the 950-Reheat sample showed lower USE and higherDBTT than those of the 1025-Reheat sample (Table 4) in spite of thesmaller martensitic packet size and ‘effective grain size’ in the 950-Reheat sample. Highest reheating temperature of 1100 1C wassufficient to dissolve majority of the pre-existing precipitates andsubsequent formation of fine and coherent precipitates (less than�0.2 mm in size) could have a beneficial effect on the strength andUSE of the 1100-Reheat sample, Tables 3 and 4. Although, verycoarse packet size and ‘effective grain size’ hampered the DBTT ofthe 1100-Reheat sample, Table 4. Dissolution of the coarse Cr23C6carbides during reheating along with presence of sufficiently smallpacket size as well as ‘effective grain size’ contributed to the bestimpact properties in the 1025-Reheat sample, Table 4.
3.8. Effect of macro-texture on impact toughness
From the earlier studies on ferritic steels, the γ-fibre textureand {332}⟨113⟩ component are reported to be the most beneficialfor achieving the good deep drawability and improving thestrength and toughness [46–48]. Development of the strong γ-fibre texture after double austenitizing treatment could haveoffered higher strength and better impact toughness to thereheated samples as compared to the As-received material. Onthe other hand, presence of Goss texture and rotated cube texturecould have a negative effect on the impact toughness of As-received steel and 1100-Reheat sample. Another texture compo-nent, {112}⟨110⟩ is also known to be detrimental for causinganisotropy in toughness [48]. This component was also presentin As-received steel and 1100-Reheat sample and was absent in950-Reheat and 1025-Reheat samples. Therefore, in terms ofmacro-texture, 1025-Reheat and 950-Reheat samples were super-ior to the rest, which is reflected from their low DBTT.
3.9. Fractographic studies on the impact tested specimens
The fractographs of the impact tested specimens indicates to theoccurrence of ductile fracture at the upper shelf region, Fig. 14(a–d),and the cleavage fracture at the lower shelf region, Fig. 14(e–h).Large Cr23C6 particle responsible for cleavage crack initiation asdiscussed in Section 3.7, can be observed in Fig. 14(e) and thecorresponding energy dispersive spectroscopy (EDS) analysis of theparticle is given in Fig. 14(i). The voids present on the fracturesurface of the specimens fractured under ductile fashion are largerin As-received steel and in 950-Reheat sample as compared to1025-Reheat and 1100-Reheat samples, Fig. 14(a–d). Even thenumber of coarse voids (42 mm) nucleated from the Cr23C6particles was found to be higher in As-received and 950-Reheatsamples than the rest. Large fraction of small and uniform sizedvoids was found in 1025-Reheat and 1100-Reheat samples andthose voids could have nucleated around the fine microalloyprecipitates. These observations are in agreement with the earlierdiscussion on the effect of precipitate fraction and size on impactenergy absorption under the ductile region.
Average size of the cleavage facets measured on the fracturesurface of the specimens tested at lower shelf regions are listed in
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231228
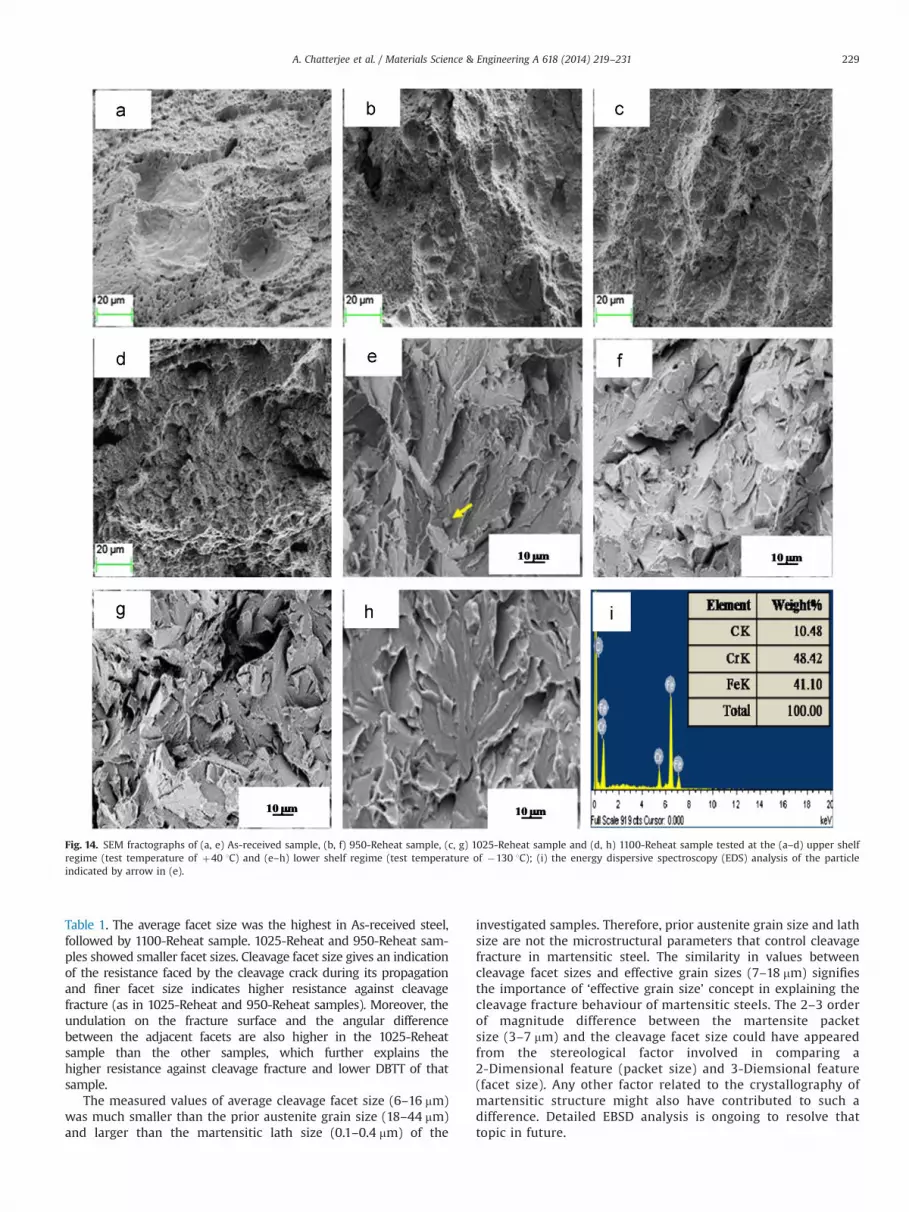
Table 1. The average facet size was the highest in As-received steel,followed by 1100-Reheat sample. 1025-Reheat and 950-Reheat sam-ples showed smaller facet sizes. Cleavage facet size gives an indicationof the resistance faced by the cleavage crack during its propagationand finer facet size indicates higher resistance against cleavagefracture (as in 1025-Reheat and 950-Reheat samples). Moreover, theundulation on the fracture surface and the angular differencebetween the adjacent facets are also higher in the 1025-Reheatsample than the other samples, which further explains thehigher resistance against cleavage fracture and lower DBTT of thatsample.
The measured values of average cleavage facet size (6–16 mm)was much smaller than the prior austenite grain size (18–44 mm)and larger than the martensitic lath size (0.1–0.4 mm) of the
investigated samples. Therefore, prior austenite grain size and lathsize are not the microstructural parameters that control cleavagefracture in martensitic steel. The similarity in values betweencleavage facet sizes and effective grain sizes (7–18 mm) signifiesthe importance of ‘effective grain size’ concept in explaining thecleavage fracture behaviour of martensitic steels. The 2–3 orderof magnitude difference between the martensite packetsize (3–7 mm) and the cleavage facet size could have appearedfrom the stereological factor involved in comparing a2-Dimensional feature (packet size) and 3-Diemsional feature(facet size). Any other factor related to the crystallography ofmartensitic structure might also have contributed to such adifference. Detailed EBSD analysis is ongoing to resolve thattopic in future.
Fig. 14. SEM fractographs of (a, e) As-received sample, (b, f) 950-Reheat sample, (c, g) 1025-Reheat sample and (d, h) 1100-Reheat sample tested at the (a–d) upper shelfregime (test temperature of þ40 1C) and (e–h) lower shelf regime (test temperature of �130 1C); (i) the energy dispersive spectroscopy (EDS) analysis of the particleindicated by arrow in (e).
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231 229

4. Conclusions
Samples collected from a modified 9Cr–1Mo steel plate,received in normalized and tempered starting condition, weresubjected to reheating treatment (i.e. double austenitization treat-ment) at three different temperatures namely, 950 1C (950-Reheat), 1025 1C (1025-Reheat) and 1100 1C (1100-Reheat) andthe samples were finally tempered. The major findings derivedfrom the detailed microstructural and precipitation study, EBSDanalysis, macro-texture study and mechanical property evaluation(hardness, tensile and Charpy testing) of the samples are listedbelow:
� The double austenitization treatment converted the coarse andelongated prior austenite grain structure of the As-receivedsteel to finer and more equiaxed grain structure in the reheatedsamples. 1025-Reheat and 950-Reheat samples showed finerprior austenite grain size and martensitic packet size than theremaining samples (As-received and 1100-Reheat sample). Thiscould suggest that the first normalization treatment (i.e.1050 1C for 25 min) might be insufficient to completely elim-inate the initial rolled microstructure and to dissolve theprecipitates. If the first heat treatment was optimized in thisregard, the necessity of the double austenitization treatmentcould be different.
� EBSD analysis showed the highest fraction of low-angle bound-aries (o151 misorientation) in the 950-Reheat sample, fol-lowed by As-received sample, 1025-Reheat sample and 1100-Reheat samples. The ‘effective grain size’, also measured fromEBSD analysis considering only the high angle boundaries(Z151 misorientation), was the highest in As-received sample,followed by 1100-Reheat sample, 1025-Reheat sample and 950-Reheat sample.
� From the transmission electron microscopy study, the presenceof dislocation cells and sub-structures were evident in As-received and 950-Reheat samples, whilst, reheating at highertemperatures significantly reduced and coarsened the disloca-tion sub-structure.
� Two types of precipitates were observed in the investigatedsamples. Coarse Cr23C6 precipitates (0.1–0.5 mm) were locatedpreferentially along the lath and packet boundaries. Whereas,fine Nb(C,N), V(C,N) and (Nb,V)N precipitates (5–50 nm) wereuniformly distributed within the martensitic laths.
� Tensile testing results indicated minimum strength (both YSand UTS) and maximum ductility (percentage elongation) inthe As-received steel. Strength of the reheated samples increasedwith the increase in austenitizing temperature, accompanied by amarginal loss in ductile and strain-hardening ability. Such phe-nomenon could be associated with the dissolution of pre-existingprecipitates upon reheating to higher temperatures (1025–1100 1C) and the subsequent formation of fine precipitates duringthe final tempering treatment, offering precipitation strengthen-ing to the steel.
� Double austenitization treatment at the intermediate reheatingtemperature (1025 1C) improved the impact properties byincreasing the upper shelf energy, USE (by �20 J) and reducingthe ductile-to-brittle transition temperature, DBTT (by �20 1C).This could be explained from the smaller ‘effective grain size’,higher fraction of high angle boundaries, presence of beneficialγ-fibre texture and dissolution of the pre-existing coarseprecipitates in the reheated sample as compared to the As-received steel.
� Reheating to 1100 1C provided maximum USE, but increasedthe DBTT by increasing the ‘effective grain size’ and packet sizeof that steel. On the other hand, reheating at 950 1C resulted inlow DBTT as a result of small ‘effective grain size’, but low USE
possibly due to the presence of coarse precipitates even afterthe reheating treatment.
� Overall, reheating treatment improved the strength as well asthe impact toughness of the 9Cr–1Mo steel with a marginal lossof ductility. In terms of strength–impact toughness combination1025 1C appeared to be the optimum reheating temperature.
Acknowledgements:
Authors acknowledge the financial support received from theBoard of Research in Nuclear Sciences (BRNS), India. Authors alsoacknowledge Indira Gandhi Centre for Atomic Research (IGCAR)for providing the material and Indian Institute of Technology,Kharagpur for the provision of research facilities.
References
[1] R.L. Klueh, Int. Mater. Rev. 50 (2009) 425–432.[2] T. Gladman, The Physical Metallurgy of Microalloyed Steels, The Institute of
Materials, London, 1997.[3] F.B. Pickering, T. Gladman, Iron and Steel Institute, report No. 81 196310–25.[4] S. Takaki, K. Kawasaki, Y. Kimura, J. Mater. Process. Technol. 117 (2001)
359–363.[5] D. Bhattacharjee, C.L. Davis, Scr. Mater. 47 (2002) 825–831.[6] C. Wang, M. Wang, J. Shi, W. Hui, H. Dong, Scr. Mater. 58 (2008) 492–495.[7] J.W. Morris, ISIJ Int. 51 (2011) 1569–1575.[8] R.L. Klueh, D.J. Alexander, J. Nucl. Mater. 191–194 (1992) 896–900.[9] Y. Li, Q. Huang, Y. Wu, T. Nagasaka, T. Muroga, J. Nucl. Mater. 367–370 (2007)
117–121.[10] A. Moitra, P. Parameswaran, P.R. Sreenivasan, S.L. Mannan, Mater. Charact. 48
(2002) 55–61.[11] I. Belianov, P. Marmy, J. Nucl. Mater. 258–263 (1998) 1259–1263.[12] A. Kostka, K.-G. Tak, R.J. Hellmig, Y. Estrin, G. Eggler, Acta Mater. 55 (2007)
539–550.[13] K. Laha, K.S. Chandravathi, K.B.S. Rao, S.L. Mannan, Int. J. Press. Vessels Pip. 62
(1995) 303–311.[14] T. Hanamura, F. Yin, K. Nagai, ISIJ Int. 44 (2004) 610–617.[15] B. Hwang, Y.G. Kim, S. Lee, Y.M. Kim, J.Y. Yoo, Metall. Mater. Trans. A 36 (2005)
2107–2114.[16] D. Bhattacharjee, C.L. Davis, J.F. Knott, Metall. Mater. Trans. A 35 (2004)
121–130.[17] M.C. Kim, Y.J. Oh, J.H. Hong, Scr. Mater. 43 (2000) 205–211.[18] A. Ghosh, A. Ray, D. Chakrabarti, C.L. Davis, Mater. Sci. Eng. A 561 (2013)
126–135.[19] R.D.K. Misra, K.K. Tenneti, G.C. Weatherly, G. Tither, Metall. Mater. Trans. A 34
(2003) 2341–2351.[20] W.J. Yang, B.S. lee, Y.J. Oh, M.Y. Huh, J.H. Hong, Mater. Sci. Eng. A 379 (2004)
17–26.[21] T. Karthikeyan, V. Thomas Paul, S. Saroja, A. Moitra, G. Sasikala,
M. Vijayalakshmi, J. Nucl. Mater. 419 (2011) 256–262.[22] E. Chang, C.Y. Chang, C.D. Liu, Metall. Mater. Trans. A 25 (1993) 545–555.[23] K.P. Balan, A. Venugopal Reddy, D.S. Sarma, J. Mater. Eng. Perform. 8 (1999)
385–393.[24] B. Smoljan, J. Mater. Process. Technol. 155–156 (2004) 704–707.[25] D. Chakrabarti, C.L. Davis, M. Strangwood, Mater. Charact. 58 (2007) 423–438.[26] ASTM E8/E8M–09: Standard test methods for tension testing of metallic
materials, Annual Book of ASTM Standards, vol. 03.01, ASTM International,Pennsylvania, USA, 2005.
[27] ASTM E23-05, Standard test methods for notched bar impact testing ofmetallic materials, Annual Book of ASTM Standards, vol. 03.01, ASTM Inter-national, Pennsylvania, USA, 2005.
[28] S. Morito, H. Saito, T. Ogawa, T. Furuhara, T. Maki, ISIJ Int. 45 (2005) 91–94.[29] S. Morito, H. Tanaka, R. Konishi, T. Furuhara, T. Maki, Acta Mater. 51 (2003)
1789–1799.[30] S.J. Wu, C.L. Davis, J. Microsc. 213 (2004) 262–272.[31] S. Saroja, M. Vijayalakshmi, V.S. Raghunathan, Mater. Sci. Eng. A 154 (1992)
59–67.[32] J. Kucera, K. Stransky, Mater. Sci. Eng. A 52 (1982) 1–38.[33] B.D. Cullity, S.R. Stock, Elements of X-ray Diffraction, 3rd Edition, Prentice-Hall,
Upper Saddle River, NJ (2001) 363–383 (Chapter 13).[34] Y. Sakai, K. Tamanoi, N. Ogura, Nucl. Eng. Des. 115 (1889) 31–39.[35] G.E. Dieter, Mechanical Metallurgy, third Ed., McGraw-Hill, New York, 1988.[36] BS 7910:1999, Guide to methods for assessing the acceptability of flaws in
metallic structures, British Standards Institution, 2000.[37] ASTM E185-82, Standard Practise For Conducting Surveillance Test For Light-
Water Cooled Nuclear Power Reactor Vessels, ASTM International, USA.[38] W.L. Server, J. Test. Eval. 6 (1978) 29–34.[39] A. Ray, S. Sivaprasad, D. Chakrabarti, Int. J. Fract. 173 (2012) 215–222.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231230

[40] J.F. Knott, Fundamentals of Fracture Mechanics, Butterworths, London, 1973.[41] D.K. Biswas, M. Venkatraman, C.S. Narendranath, U.K. Chatterjee, Metall. Trans.
A, 23, 91992), 1479-1492.[42] H. Lee, M.C. Kim, W.J. Yang, B.S. Lee, Mater. Sci. Eng. A 565 (2013) 158–
164.[43] F.A. McClintock, Int. J. Fract. Mech. 40 (1968) 101–130.
[44] A. Moitra, P.R. Sreenivasab, S.L. mannan, v. Singh, Metall. Mater. Trans. A 36(2005) 2957–2965.
[45] J. Blach, L. Falat, P. Sevc, Eng. Fail. Anal. 16 (2009) 1397–1403.[46] R.K. Ray, J.J. Jonas, M.P. Butronguillen, J. Savoie, ISIJ Int. 34 (1994) 927–942.[47] R.D.K. Misra, J.P. Anderson, Mater. Sci. Technol. 18 (2002) 1513–1516.[48] S. Nafisi, M.A. Arafin, L. Collins, J. Szpunar, Mater. Sci. Eng. A 531 (2012) 2–11.
A. Chatterjee et al. / Materials Science & Engineering A 618 (2014) 219–231 231





























