Embed Size (px)
Citation preview

KERJA PRAKTEK – RE 141382
EVALUASI TEKNOLOGI PENGENDALIAN PENCEMARAN UDARA DEDUSTING SYSTEM PADA BILLET STEEL PLANT (BSP) PT. KRAKATAU STEEL (PERSERO) Tbk. W. NURUL ROISYAH AMINY B
3312 100 066 DEWI YUDIANINGRUM 3312 100 088 DOSEN PEMBIMBING Dr.Eng. ARIE DIPAREZA SYAFEI, ST, MEPM 19820119 200501 1 001 JURUSAN TEKNIK LINGKUNGAN Fakultas Teknik Sipil dan Perencanaan Institut Teknologi Sepuluh Nopember Surabaya 2015

LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL (PERSERO) Tbk.
CILEGON
“EVALUASI TEKNOLOGI PENGENDALIAN PENCEMARAN UDARA
DEDUSTING SYSTEM
PT. KRAKATAU
W. NURUL ROISYAH AMINY B
TEKNIK LINGKUNGAN
FAKULTAS TEKNIK SIPIL DAN PERENCANAAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL (PERSERO) Tbk.
CILEGON – BANTEN
EVALUASI TEKNOLOGI PENGENDALIAN PENCEMARAN UDARA
DEDUSTING SYSTEM PADA BILLET STEEL PLANT
PT. KRAKATAU STEEL (PERSERO) Tbk.”
OLEH :
W. NURUL ROISYAH AMINY B
3312 100 066
DEWI YUDIANINGRUM
3312 100 088
TEKNIK LINGKUNGAN
FAKULTAS TEKNIK SIPIL DAN PERENCANAAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
2015
PT. KRAKATAU STEEL (PERSERO) Tbk.
EVALUASI TEKNOLOGI PENGENDALIAN PENCEMARAN UDARA
BILLET STEEL PLANT (BSP)
”
FAKULTAS TEKNIK SIPIL DAN PERENCANAAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER


iv
KATA PENGANTAR
Puji syukur kami panjatkan kepada Allah SWT karena hanya dengan rahmat dan ridho
dari–Nya lah penulis dapat melaksanakan kerja praktek di PT Krakatau Steel (Persero) Tbk
dan menyelesaikan laporan magang ini tepat pada waktunya. Shalawat serta salam penulis
ucapkan kepada Nabi Muhammad SAW beserta keluarga dan para sahabatnya.
Laporan Praktikum Kesehatan Masyarakat ini diberi judul “EVALUASI TEKNOLOGI
PENGENDALIAN PENCEMARAN UDARA DEDUSTING SYSTEM PADA BILLET
STEEL PLANT (BSP) PT. KRAKATAU STEEL (PERSERO) Tbk”. Laporan ini diharapkan
dapat memberikan informasi dan meningkatkan ilmu pengetahuan akan keselamatan dan
kesehatan kerja bagi para pembacanya. Selain itu laporan ini disusun sebagai salah satu
prasyarat untuk menyelesaikan Program Sarjana Teknik Lingkungan Institut Teknologi
Sepuluh Nopember.
Dalam pelaksanaan penulisan laporan kerja praktek ini, penulis mendapat banyak
bimbingan dan bantuan dari berbagai pihak. Secara khusus ucapan terima kasih penulis
sampaikan kepada:
1. Kedua Orang Tua kedua penulis yang dengan senantiasa memberi doa serta dukungan
moral maupun materil.
2. Bapak Arseto Yekti Bagastyo, ST, MT, Mphil., PhD selaku kordinator mata kuliah
kerja praktek yang telah memberikan arahans kepada penulis.
3. Bapak Dr.Eng. Arie Dipareza Syafei, ST, MEPM selaku dosen pembimbing kerja
praktek yang telah memberikan bimbingan, masukan, kritik, saran, petunjuk serta
nasehat kepada penulis.
4. Bapak Sudi Prabowo selaku Training Kordinator Divisi HSE yang telah memberikan
banyak bantuan, bimbingan dan nasihat kepada penulis
5. Bapak Freddy selaku pembimbing lapangan magang di Divisi HSE PT. Krakatau Steel
(Persero) Tbk.
6. Bapak Nanang selaku Training Koordinator Pabrik Billet Steel Plant (BSP) PT.
Krakatau Steel (Persero) Tbk.
7. Mas Rifqi yang telah menjelaskan dan mengantar berkeliling Pabrik BSP PT. Krakatau
Steel (Persero) Tbk.
8. Mas Eko yang telah mengizinkan penulis untuk ikut serta dalam pengambilan
sampling.

v
9. Teman-teman Teknik Lingkungan ITS 2012 yang selalu memberi semangat dan
dukungan.
10. Teman-teman magang Divisi HSE; Iki, Sandy, Wina, Monic, Fitri, Kapri, Yudha, Mbak
Putri, Dian Bekasi, dan Dian Padang. Thank you so much for being very good friends
who always help and support us. Let’s keep in touch! ☺
11. Kakak-kakak angkat ASC, Mas Andri, Mas Gandos, Mas Tommy, Mas Nurhadi, Mas
Ano, Mas Andri Kun, Mas Yoyo, terimakasih atas perkenalan singkatnya, terimakasih
sudah mau direpotkan, terimakasih sudah selalu ada saat suka dan duka.
12. Sopir bus K-23, K-28, K-19 yang telah menjemput dan mengantarkan penulis setiap
harinya.
13. Serta semua pihak yang telah membantu penulis dalam penyusunan laporan kerja
praktek ini yang tidak bisa disebutkan satu per satu.
Penulis menyadari bahwa laporan kerja praktek ini masih banyak kekurangan. Oleh
karena itu, penulis mengharapkan saran maupun kritik yang membangun untuk
penyempurnaan isi dan penyajian di masa yang akan datang. Penulis berharap laporan ini
dapat memberikan kontribusi yang berarti, baik informasi maupun wawasan kepada semua
pembaca. Akhirnya hanya kepada Yang Maha Kuasa-lah penulis memohon semoga semua
keikhlasan yang telah diberikan akan dibalas-Nya. Amin.
Cilegon, Agustus 2015
Penulis

vi
DAFTAR ISI
HALAMAN JUDUL ................................................................................................................... i
LEMBAR PENGESAHAN ........................................................................................................ ii
LEMBAR PENGESAHAN PERUSAHAAN ......................................................................... iii
KATA PENGANTAR ................................................................................................................ iv
DAFTAR ISI ................................................................................................................................ v
BAB I PENDAHULUAN ............................................................................................................ 1
1.1 Latar Belakang ........................................................................................................... 1
1.2 Rumusan Masalah ...................................................................................................... 1
1.3 Tujuan ......................................................................................................................... 2
1.4 Ruang Lingkup ........................................................................................................... 2
BAB II TINJAUAN PUSTAKA ................................................................................................. 3
2.1 Pencemaran Udara ...................................................................................................... 3
2.2 Karakteristik Emisi Industri Peleburan Baja .............................................................. 3
2.3 Pengendalian Pencemaran Udara ............................................................................... 4
2.4 Peraturan Terkait Pencemaran dan Pengendalian Udara Idustri Peleburan
Besi dan Baja .............................................................................................................. 6
2.5 Baku Mutu Sumber Emisi Tidak Bergerak ................................................................ 6
2.6 Teknologi Pengendalian Pencemaran Udara .............................................................. 8
BAB III GAMBARAN UMUM ................................................................................................ 12
3.1 Sejarah Perusahaan ................................................................................................... 12
3.2 Lokasi Perusahaan .................................................................................................... 12
3.3 Visi Misi Perusahaan ................................................................................................ 13
3.4 Struktur Organisasi Perusahaan................................................................................ 14
3.5 Proses Produksi Baja Secara Umum ........................................................................ 15
3.6 Divisi Health, Safety, and Environment (HSE) ........................................................ 17
3.6.1 Struktur Organisasi HSE ................................................................................. 17
3.6.2 Kegiatan Pokok Divisi HSE............................................................................ 18
3.6.1 Program Kerja Divisi HSE.............................................................................. 18
3.7 Pabrik Billet Baja (Billet Steel Plant-BSP) .............................................................. 19
3.8 Pengelolaan Kualitas Udara PT Krakatau Steel (Persero) Tbk ................................ 22
BAB IV ANALISA DAN PEMBAHASAN ............................................................................. 23
4.1 Identifikasi Emisi Gas Buang Pada Peleburan Baja di Pabrik Billet
Baja/Billet Steel Plant (BSP) .................................................................................... 23
4.2 Dedusting System ..................................................................................................... 24
4.3 Dedusting System Billet Steel Plant (BSP) PT Krakatau Steel (Persero) Tbk ........ 27
4.4 Hasil Uji emisi Pada Billet Steel Plant (BSP) PT Krakatau Steel (Persero)
Tbk dan Perbandingannya dengan KEPMEN LH No. 13 Tahun 1995.................... 27
BAB V KESIMPULAN DAN SARAN .................................................................................... 38
DAFTAR PUSTAKA ................................................................................................................ 39

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan industri di Indonesia semakin pesat dan meluas. Namun perkembangan
ini justru menimbulkan dampak negatif bagi lingkungan. Limbah yang terbentuk dari
berbagai macam industri ini kerap kali menimbulkan pencemaran dan menyebabkan
kerusakan lingkungan. Pencemaran udara adalah salah satu contoh akibat dari adanya
kegiatan industri, utamanya industri besi dan baja. Untuk mengurangi pencemaran udara
hingga mencapai tingkat yang tidak membahayakan atau mencemari lingkungan udara
ambien dan memenuhi baku mutu emisi udara adalah dengan menggunakan alat atau
teknologi pengendalian pencemaran udara.
Sebagai perusahaan penghasil baja terbesar di Indonesia, tentu saja aktivitas industri PT
Krakatau Steel (Persero) Tbk. memberikan kontribusi terhadap kenaikan kadar emisi baik
yang berupa gas maupun partikulat ke udara sehingga menurunkan mutu udara ambien pada
lingkungan di sekitarnya. Emisi yang dibuang tanpa dikendalikan dan diolah terlebih dahulu
dapat menimbulkan bahaya karna belum memenuhi syarat yang ditetapkan. Untuk itu, emisi
hasil proses produksi pada pabrik steel making terutama debu Electric Arc Furnace (EAF)
diolah dan dikendalikan di Dedusting unit. Dust collector sebagai salah satu unit pengolah
memiliki kontribusi yang besar dalam mengolah emisi yang dihasilkan PT Krakatau Steel
(Persero) Tbk. Dengan demikian, perlu diadakan pengkajian kesesuaian kinerja Dust
collector sejak dibangun hingga saat ini. Namun, karena ada keterbatasan waktu
pengkajian/evaluasi unit pengendalian udara tidak dilakukan di semua pabrik yang ada
melainkan hanya terfokus padi pabrik steel making yang dianggap menghasilkan emisi cukup
besar. Hal tersebutlah yang melatar belakangi penyusun untuk mengangkat judul laporan
kerja praktek “EVALUASI TEKNOLOGI PENGENDALIAN PENCEMARAN UDARA
DEDUSTING SYSTEM PADA BILLET STEEL PLANT (BSP) PT. KRAKATAU
STEEL (PERSERO) Tbk.”
1.2 Rumusan Masalah
Adapun rumusan masalah kerja praktek ini adalah
1. Bagaimana proses produksi pada Billet Steel Plant (BSP) PT Krakatau Steel (Persero)
Tbk? Pencemaran apa saja yang dihasilkan?

2
2. Parameter apakah yang digunakan sebagai pedoman pengendalian pencemaran udara di
pada Billet Steel Plant (BSP) PT Krakatau Steel (Persero) Tbk?
3. Teknologi apakah yang digunakan untuk mengendalikan pencemaran udara tersebut?
Bagaimana cara kerja dan kriterianya?
4. Bagaimana efektivitas dan efisiensi kinerja teknologi tersebut?
1.3 TUJUAN
Adapun tujuan kerja praktek ini adalah
1. Mengetahui proses produksi dan pencemaran yang dihasilkan pada Billet Steel Plant
(BSP) PT Krakatau Steel (Persero) Tbk.
2. Mengetahui parameter yang digunakan sebagai pedoman pengendalian pencemaran
udara pada Billet Steel Plant (BSP) PT Krakatau Steel (Persero) Tbk.
3. Mengetahui dan memahami cara kerja dan kriteria teknologi yang digunakan sebagai
unit pengendalian pencemaran udara pada Billet Steel Plant (BSP) PT Krakatau Steel
(Persero) Tbk.
4. Melakukan pengkajian efektivitas dan efisiensi teknologi pengendalian pencemaran
udara pada Billet Steel Plant (BSP) PT Krakatau Steel (Persero) Tbk.
1.4 Ruang Lingkup
Ruang lingkup pembahasan dalam laporan kerja praktek ini meliputi evaluasi teknologi
pengendalian pencemaran udara dust collector di pabrik billet steel plant (bsp) PT Krakatau
Steel (Persero) Tbk.

3
BAB II
TINJAUAN PUSTAKA
2.1 Pencemaran Udara
Pencemaran udara diartikan dengan turunnya kualitas udara sehingga udara mengalami
penurunan mutu dalam penggunaannya yang akhirnya tidak dapat digunakan lagi
sebagaimana mestinya sesuai dengan fungsinya. Pencemaran udara selalu terkait dengan
sumber yang menghasilkan pencemaran udara, salah satunya berasal dari kegiatan sumber
tidak bergerak dimana yang paling dominan adalah industri. Pencegahan pencemaran udara
dapat dilakukan dengan mengurangi atau mencegah terjadinya pencemaran udara. Upaya
yang dilakukan oleh pihak industri untuk mengendalikan pencemaran udara dengan cara tiga
tahap dalam industri itu sendiri, yang meliputi:
1. Tahap pertama, pada input dengan cara menggunakan bahan bakar yang ramah
lingkungan seperti bahan bakar gas, batubara yang mengandung kadar sulfur rendah,
atau baggase yang telah dikeringkan (bila industri tersebut menggunakan bahan
bakar biomass).
2. Tahap kedua, menggunakan proses produksi yang ramah lingkungan seperti proses
gasifikasi, pirolisis atau exhaustgas recirculation.
3. Tahap ketiga, merupakan teknologi tahap akhir berupa pemasangan peralatan
penyaring polutan debu dan gas-gas seperti bag house, EP (Elektrostatik
Precipitator), Cyclon untuk polutan debu dan De-Nox untuk mengurangi kadar Nox
dan FGD (Flue Gas Desulfurisasi) untuk mengurangi kadar SO2.
(Permen LH No.20 Th 2008)
2.2 Karakteristik Emisi Industri Peleburan Besi dan Baja
Berikut beberapa contoh emisi yang dihasilkan oleh industri peleburan besi dan baja.
1. Total Partikel
Partikulat adalah zat padat/cair yang halus dan tersuspensi di udara, misalnya
embun, debu, asap, fumes, dan fog. Debu adalah zat padat berukuran 0,1-25 mikron,
sedangkan fumes adalah zat padat hasil kondensasi gas yang biasanya terjadi setelah
proses penguapan logam cair. Dengan demikian fumes berukuran sangat kecil yakni
kurang dari 1,0 mikron. Asap adalah karbon (C) yang berdiameter kurang dari 0,1
mikron, akibat dari pembakaran hidrat karbon yang kurang sempurna, demikian pula
halnya dengan jelaga.

4
2.Hydrochloric Acid Fumes (HCl)
Asam klorida bersifat korosif pada mata, kulit, dan selaput lendir. Akut (jangka
pendek) paparan inhalasi dapat menyebabkan mata, hidung, dan iritasi saluran
pernafasan dan peradangan dan edema paru pada manusia. Paparan oral akut dapat
menyebabkan korosi dari selaput lendir, kerongkongan, dan perut dan kontak dengan
kulit dapat menghasilkan luka bakar, koreng, dan jaringan parut pada manusia.
Kronis (jangka panjang) pajanan asam klorida telah dilaporkan menyebabkan
gastritis, bronkitis kronis, dermatitis, dan photosensitization pada pekerja. Terlalu
lama untuk konsentrasi rendah juga dapat menyebabkan perubahan warna gigi dan
erosi.
3. Sulfur Dioxide (SO2)
Gas SO2 telah lama dikenal sebagai gas yang dapat menyebabkan iritasi pada
system pernafasan, seperti pada slaput lender hidung, tenggorokan dan saluran udara
di paru-paru. Efek kesehatan ini menjadi lebih buruk pada penderita asma.
Disamping itu SO2 terkonversi di udara menjadi pencemar sekunder seperti aerosol
sulfat.
Aerosol yang dihasilkan sebagai pencemar sekunder umumnya mempunyai ukuran
yang sangat halus sehingga dapat terhisap ke dalam sistem pernafasan bawah.
Aerosol sulfat yang masuk ke dalam saluran pernafasan dapat menyebabkan dampak
kesehatan yang lebih berat daripada partikel-partikel lainnya karena mempunyai
sifat korosif dan karsinogen. Oleh karena gas SO2 berpotensi untuk menghasilkan
aerosol sulfat sebagai pencemar sekunder, kasus peningkatan angka kematian karena
kegagalan pernafasan terutama pada orang tua dan anak-anak sering berhubungan
dengan konsentrasi SO2 dan partikulat secara bersamaan.
4. Nitrogen Oxide (NO2)
NOx adalah bentuk yang lebih reaktif dari oksida nitrogen yang terdiri dari nitrogen
monoksida (NO) dan nitrogen dioksida (NO2). NO2 berwarna coklat kemerahan,
sangat reaktif, dan terbentuk di udara dari oksidasi NO.
2.3 Pengendalian Pencemaran Udara
Pengendalian pencemaran udara adalah kegiatan dalam rangka untuk mengendalikan
pencemaran udara dari jenis usaha dan/atau kegiatan agar sesuai dengan standar/ baku mutu
yang ada. Adapun kegiatan pengendalian pencemaran industri sebagaimana tercantum dalam

5
Keputusan Kepala Badan Pengendalian Dampak Lingkungan Nomor 205 Tahun 1996 tentang
Pedoman Teknis Pengendalian Pencemaran Udara Sumber Tidak Bergerak, adalah sebagai
berikut:
1. Inventarisasi kualitas udara daerah dengan mempertimbangkan berbagai kriteria yang
ada dalam pengendalian pencemaran udara.
2. Penetapan baku mutu udara ambien dan baku mutu emisi yang digunakan sebagai tolok
ukur pengendalian pencemaran udara.
3. Penetapan mutu kualitas udara di suatu daerah termasuk perencanaan pengalokasian
industri dan/atau kegiatan yang berdampak mencemari udara.
4. Pemantauan kualitas udara baik ambien dan emisi yang diikuti dengan evaluasi dan
analisis.
5. Pengawasan terhadap penaatan peraturan perundang-undangan pengendalian
pencemaran udara.
6. Peran masyarakat dalam kepedulian terhadap pengendalian pencemaran udara.
7. Kebijakan bahan bakar bersih dan ramah lingkungan.
8. Penetapan kebijakan dasar baik teknis maupun non teknis dalam pengendalian pencemaran
udara secara nasional.
(Permen LH No.20 Th 2008)
Secara umum kewajiban usaha dan/atau kegiatan dalam pengendalian pencemaran
udara dalam peraturan terkait emisi sumber tidak bergerak adalah sebagai berikut:
a. Membuang emisi gas melalui cerobong yang dilengkapi dengan sarana pendukung dan
alat pengaman sesuai peraturan yang berlaku;
b. Memasang alat ukur pemantauan yang meliputi kadar dan laju alir volume untuk setiap
cerobong emisi yang tersedia serta alat ukur arah dan kecepatan angin;
c. Melakukan pencatatan harian hasil emisi yang dikeluarkan dari setiap cerobong emisi
(CEMs).
d. Melakukan pengujian emisi yang dikeluarkan dari setiap cerobong paling sedikit 2
(dua) kali selama periode operasi setiap tahunnya bagi sumber emisi tidak bergerak
yang beroperasi selama 6 (enam) bulan atau lebih;
e. Melakukan pengujian emisi yang dikeluarkan dari setiap cerobong paling sedikit 1
(satu) kali selama periode operasi setiap tahunnya bagi sumber emisi tidak bergerak
yang beroperasi kurang dari 6 (enam) bulan;

6
f. Menggunakan laboratorium yang terakreditasi dalam pengujian emisi sebagaimana
dimaksud dalam huruf d dan huruf e;
g. Melakukan pengujian emisi setelah kondisi proses pembakaran stabil;
h. Menyampaikan laporan hasil analisis pengujian emisi sebagaimana dimaksud dalam
huruf c kepada Bupati/Walikota, dengan tembusan Gubernur dan Menteri paling sedikit
1 (satu) kali dalam 3 (tiga) bulan, untuk huruf d atau e paling sedikit 1 (satu) kali dalam
6 (enam) bulan;
i. Melaporkan kejadian tidak normal dan/atau keadaan darurat yang mengakibatkan baku
mutu emisi dilampau serta rincian upaya penanggulangannya kepada Bupati/Walikota,
dengan tembusan Gubernur dan Menteri.
(BLH Daerah Prov. Jabar, 2014)
2.4 Peraturan Terkait Pencemaran dan Pengendalian Udara Industri Peleburan Besi
dan Baja
Berikut beberapa peraturan terkait pencemaran dan pengendalian udara industri
peleburan besi dan baja.
a. Keputusan Menteri Negara Lingkungan Hidup Nomor 13 Tahun 1995 tentang Baku
Mutu Emisi Sumber Tidak Bergerak.
b. Bapedal Nomor 205 Tahun 1996 tentang Pedoman Teknis Pengendalian Pencemaran
Udara Sumber Tidak Bergerak.
c. Peraturan Pemerintah Republik Indonesia Nomor 41 Tahun 1999 tentang Pengendalian
Pencemaran Udara.
d. Peraturan Daerah Provinsi Jawa Barat Nomor 11 Tahun 2006.
2.5 Baku Mutu Sumber Emisi Tidak Bergerak
Keputusan Menteri Negara Lingkungan Hidup No. 13 Tahun 1995 Lampiran IA
tentang Baku Mutu Emisi untuk Industri Besi dan Baja (berlaku efektif tahun 1995).
Tabel 2.1 Baku Mutu Emisi untuk Industri Besi dan Baja
No. Sumber Parameter Batas Maksimum (mg/m3)
1. Penanganan Bahan Baku
(Raw Material Handling)
Total Partikel 500
2. Tanur Oksigen Biasa
(Basic Oxygen Furnace)
Total Partikel 500
3. Tanur Busur Listrik
(Electric Arc Furnace)
Total Partikel 500
4. Dapur Pemanas
(Reheating Furnace)
Total Partikel 500

7
No. Sumber Parameter Batas Maksimum (mg/m3)
5. Dapur Proses Pelunakan Baja
(Annealing Furnace)
Total Partikel 500
6. Proses Celup Lapis Metal
(Acid Pickling &
Regeneration)
Total Partikel
Hydrochloric Acid
Fumes (HCl)
500
10
7. Tenaga Ketel Uap
(Power Boiler)
Total Partikel
Sulfur Dioksida (SO2)
Nitrogen Oksida
(NO2)
400
1200
1400
8. Semua Sumber Opasitas 40% Catatan:
- Nitrogen Oksida ditentukan sebagai NO2.
- Volume gas dalam keadaan standar (25°C dan tekanan 1 atm)
- Untuk sumber pembakaran, partikulat dikoreksi sebesar 10% oksigen.
- Opasitas digunakan sebagai indikator praktis pemantauan dan dikembangkan untuk memperoleh
hubungan korelatif dengan pengamatan total partikel.
- Pemberlakuan BME untuk 95% waktu normal selama tiga bulan.
Keputusan Menteri Negara Lingkungan Hidup No. 13 Tahun 1995 Lampiran IIB
tentang Baku Mutu Emisi untuk Industri Besi dan Baja (berlaku efektif tahun 2000).
Tabel 2.2 Baku Mutu Emisi untuk Industri Besi dan Baja
No. Sumber Parameter Batas Maksimum (mg/m3)
1. Penanganan Bahan Baku
(Raw Material Handling)
Total Partikel 150
2. Tanur Oksigen Biasa
(Basic Oxygen Furnace)
Total Partikel 150
3. Tanur Busur Listrik
(Electric Arc Furnace)
Total Partikel 150
4. Dapur Pemanas
(Reheating Furnace)
Total Partikel 150
5. Dapur Proses Pelunakan Baja
(Annealing Furnace)
Total Partikel 150
6. Proses Celup Lapis Metal
(Acid Pickling &
Regeneration)
Total Partikel
Hydrochloric Acid
Fumes (HCl)
150
15
7. Tenaga Ketel Uap
(Power Boiler)
Total Partikel
Sulfur Dioksida (SO2)
Nitrogen Oksida
(NO2)
200
800
1000
8. Semua Sumber Opasitas 20% Catatan:
- Nitrogen Oksida ditentukan sebagai NO2.
- Volume gas dalam keadaan standar (25°C dan tekanan 1 atm)
- Untuk sumber pembakaran, partikulat dikoreksi sebesar 10% oksigen.

8
- Opasitas digunakan sebagai indikator praktis pemantauan dan dikembangkan untuk memperoleh
hubungan korelatif dengan pengamatan total partikel.
Pemberlakuan BME untuk 95% waktu normal selama tiga bulan.
2.6 Teknologi Pengendalian Pencemaran Udara
Untuk mengurangi pencemaran udara hingga mencapai tingkat yang tidak
membahayakan atau mencemari lingkungan udara ambien dan memenuhi baku mutu emisi
udara adalah dengan menggunakan alat atau teknologi pengendalian pencemaran udara. Alat
pengendali pencemaran udara dapat dilihat pada tabel berikut.
Tabel 2.3 Alat Pengendali Partikulat Pencemaran Udara
No Nama Alat Cara Kerja Gambar
1 Wet Scrubber Arus gas kotor dibawa menuju
kontak dengan liquid pencuci
dengan cara menyemprotkan,
mengalirkan atau dengan
metode kontak lainnya.
Kemampuan alat ini terbatas
menyisihkan partikel < 0.3
mikron.
2 Gravity Settling
Chamber
Prinsip penyisihan partikulat
dalam Gravity Settler adalah
gas yang mengandung
partikulat dialirkan melalui
suatu ruang (chamber) dengan
kecepatan rendah sehingga
memberikan waktu yang cukup
bagi partikulat untuk
mengendap secara gravitasi ke
bagian pengumpul debu (dust
collecting hoppers).
3 Fabrik filter/
Baghouse
Unit pengendali pencemaran
udara yang disisihkan melalui
mekanisme impaksi, intersepsi
dan difusi. Fabric filter
menggunakan bahan filter
tertentu seperi nilon atau wol
untuk menyisihkan partikel
dari aliran gas.

9
No Nama Alat Cara Kerja Gambar
4 Siklon Peralatan mekanis yang
digunakan untuk menyisihkan
partikel dengan ukuran > 5
mikron dengan efisiensi
penyisihan 50-90%.
Prinsip kerja siklon yaitu
dengan memanfaatkan gaya
sentrifugal dan inersia dari
udara/gas buangan. Udara yang
mengandung partikulat
menyebabkan partikel
terlempar ke luar, membentur
dinding, dan bergerak turun ke
dasar siklon.
Dalam aplikasi di dunia
industri, siklon sering
digunakan sebagai precleaner
untuk alat kontrol polusi udara
yang lebih rumit seperti
electrostatic precipitator atau
baghouses.
5 Electrostatic
Precipitator
(EP)
Alat pengendali pencemar
partikulat yang didasari pada
konsep presipitasi akibat gaya
elektrostatik. EP sangat efektif
sebagai pengendali partikulat
yang berukuran kurang dari 10
mikron. Pemberian muatan
listrik oleh precipitator
discharge electrode disebut
sebagai corona discharge.
Partikel diberikan muatan
negative (negative charging)
sehingga menimbulkan gaya
elektrostatis. Gaya ini akan
berinteraksi sehingga partikulat
akan mengalami presipitasi
pada sistem pengumpul
(berbentuk plat atau tabung)
yang bermuatan positif. Setelah
menempel pada bidang
pengumpul maka akan terjadi
discharging muatan hingga
kolektor ternetralisir oleh
jumlah partikulat bermuatan
yang menempel.

10
Tabel 2.4 Alat Pengendali Gas Pencemaran Udara
No Nama Alat Cara Kerja Gambar
1 Adsorber Unit pengendali gas yang
menggunakan prinsip
adsorpsi. Adsorpsi adalah
suatu proses tertahannya
pencemar gas yang terdapat
dalam aliran gas buang pada
suatu permukaan padat.
Adsorben adalah permukaan
padat yang mampu menarik
molekul gas pencemar
(seperti karbon aktif, silica
gel, activated alumina),
adsorbat adalah molekul gas
pencemar yang tertahan
pada permukaan padat
(seperti senyawa organik
volatil, thinner cat, pelarut /
solvents).
2 Absorber/
Scrubber
Unit pengendali gas yang
menggunakan prinsip
absorpsi. Absorpsi adalah
mekanisme dimana satu
atau lebih zat pencemar
dalam aliran gas dieliminasi
atau dihilangkan dengan
cara melarutkannya dalam
cairan.
3 Kondenser Unit pengendali gas yang
menggunakan prinsip
kondensasi, yaitu proses
penyisihan gas pencemar
dengan cara merubah fasa
dari fasa gas ke fasa cair.
Kondenser bentuknya
sederhana, relatif murah
dan biasanya menggunakan
air atau udara untuk
mendinginkan dan
mengkondensasikan uap.
Umumnya digunakan
sebelum adsorber, absorber,
atau insinerator untuk
mengurangi total massa gas
buang yang akan diolah.
11
No Nama Alat Cara Kerja Gambar
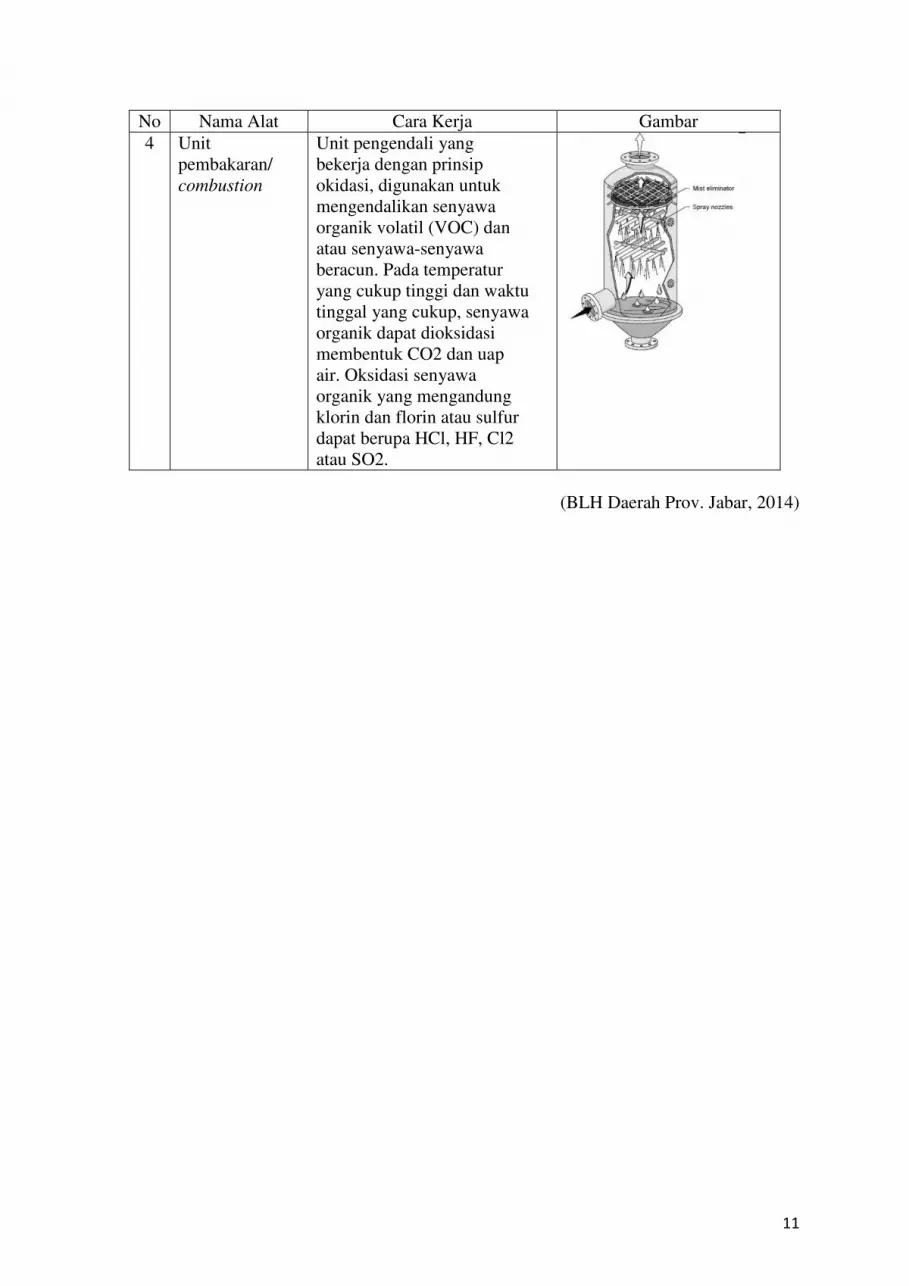
4 Unit
pembakaran/
combustion
Unit pengendali yang
bekerja dengan prinsip
okidasi, digunakan untuk
mengendalikan senyawa
organik volatil (VOC) dan
atau senyawa-senyawa
beracun. Pada temperatur
yang cukup tinggi dan waktu
tinggal yang cukup, senyawa
organik dapat dioksidasi
membentuk CO2 dan uap
air. Oksidasi senyawa
organik yang mengandung
klorin dan florin atau sulfur
dapat berupa HCl, HF, Cl2
atau SO2.
(BLH Daerah Prov. Jabar, 2014)

12
BAB III
GAMBARAN UMUM
3.1 Sejarah Perusahaan
PT. Krakatau Steel (Persero) Tbk., merupakan industri baja pertama dan terbesar di
Indonesia. Awalnya Presiden Soekarno mencanangkan Proyek Besi Baja Trikora yang
bekerjasama dengan Uni Sovyet pada tahun 1960. PT Krakatau Steel (Persero) Tbk., secara
formal didirikan pada tahun 1970 ketika pemerintah Indonesia mengeluarkan Peraturan
Pemerintah (PP) No. 35 tanggal 31 Agustus tahun 1970, yang menetapkan kelanjutan proyek
Pabrik Baja Trikora dengan mengubahnya ke dalam bentuk badan hukum Perseroan Terbatas.
Keluarnya Peraturan Pemerintah (PP) diatas, dapat dikatakan sebagai lahirnya PT Krakatau
Steel (Persero) Tbk.
Pembangunan PT Krakatau Steel (Persero) Tbk., tahap 1 dengan kapasitas produksi
500 ribu ton per tahun terjadi pada tahun 1975. Proyek itu berbentuk pabrik kawat baja,
pabrik baja tulangan dan pabrik baja profil. Pada 1977, Presiden Suharto meresmikan pabrik
Reinforcing Bar, Section Steel dan Pelabuhan Khusus Cigading PT Krakatau Steel (Persero)
Tbk. Perkembangan PT Krakatau Steel (Persero) Tbk., sebagai perusahaan yang bergerak
dibidang industri baja berlangsung cukup maju. Pengoperasian fasilitas produksi dilakukan
sejak tahun 1977 sampai tahun 1993. Hal ini terbukti diantaranya dari Peresmian Pabrik Besi
Spons PT Krakatau Steel (Persero) Tbk., yang memanfaatkan Teknologi Direct reduction
dari Hylsa, pabrik Billet Steel (Electric Arc Furnace), Pabrik Wire Rod Mill, Pembangkit
Listrik Tenaga Uap (PLTU) 400 MW, dan Fasilitas Pengolahan Air (2.000 liter/detik) serta
PT KHI Pipe oleh Presiden Suharto pada tahun 1979.
PT Krakatau Steel Tbk., memisahkan beberapa unit sebagai anak perusahaan pada
tahun 1996. Bersama sepuluh anak perusahaan Krakatau Steel sanggup memajukan usahanya
pada usaha-usaha penunjang yang menghasilkan berbagai produk baja bernilai tambah tinggi
(seperti pipa spiral, pipa ERW, baja tulangan, baja profil), menyediakan industry utilitas (air
bersih, tenaga listrik), industri infrastruktur (pelabuhan, kawasan industri), industri jasa
teknik (konstruksi, rekayasa), teknologi informasi, serta menyediakan layanan kesehatan
(rumah sakit). Produk-produk baja PT Krakatau Steel (Persero) Tbk., ini tak hanya ditujukan
untuk memenuhi kebutuhan baja nasional, tetapi juga dipasarkan secara internasional.
3.2 Lokasi Perusahaan
PT Krakatau Steel (Persero) Tbk., beralamat di Jalan Industri No.5 PO BOX 14
Cilegon. Kantor pusat bertempat di Wisama Baja Jalan Gatot Subroto Kav. 54 PO BOX 1174

13
Jakarta 12950 yang terletak kurang lebih 110 km dari Jakarta dan memiliki luas keseluruhan
350 Ha. Lokasi ini sangat strategis dimana sarana dan prasarana yang ada di daerah Cilegon
sangat menunjang untuk pertumbuhan industrI baja. Tata letak perusahaan dan anak
perusahaannya dapat dilihat pada Gambar 3.1 Berdasarkan letak geografisnya, PT. Krakatau
Steel (Persero) Tbk., dibatasi oleh:
1. Arah Utara : berbatasan dengan pabrik-pabrik di Kawasan Industri Krakatau
2. Arah Selatan : berbatasan dengan jalan raya Anyer
3. Arah Barat : berbatasan dengan Selat Sunda
4. Arah Timur : berbatasan dengan pabrik-pabrik di Kawasan Industri Krakatau
Gambar 3.1 Peta PT Krakatau Steel (Persero) Tbk. Sumber : Data Sekunder PT. Krakatau Steel (Persero) Tbk, 2013
3.3 Visi Misi Perusahaan
Visi PT. Krakatau Steel yaitu Perusahaan baja terpadu dengan keunggulan kompetitif
untuk tumbuh dan berkembang secara berkesinambungan menjadi perusahaan terkemuka di
dunia. (An integrated steel company with competitive to grow continuously toward a leading
global enterprise).
Misi PT. Krakatau Steel yaitu Menyediakan produk baja bermutu dan jasa terkait bagi
kemakmuran bangsa. (Providing the best-quality steel products and related services for the
prospery of the nation).

3.4 Stuktur Organisasi Perusahaan
Sebagai salah satu industri baja ter
(Persero) Tbk., mempunyai organisasi yang besar. Dewan Direksi bertanggung jawab
menjalankan perusahaan sesuai dengan Anggaran dasar dan Anggaran Rumah Ta
(AD/ART). Organisasi di PT
utama dan dibawahi 6 (enam) direktur
Gambar 3.2 Struktur Organisasi PT Krakatau Steel (Persero) Tbk.
Sumber : Data
Stuktur Organisasi Perusahaan
industri baja terpadu terbesar di Indonesia, PT
mempunyai organisasi yang besar. Dewan Direksi bertanggung jawab
menjalankan perusahaan sesuai dengan Anggaran dasar dan Anggaran Rumah Ta
Krakatau Steel (Persero) Tbk., dipimpin oleh seorang direktur
6 (enam) direktur.
Struktur Organisasi PT Krakatau Steel (Persero) Tbk.
Sumber : Data Sekunder PT Krakatau Steel (Persero) Tbk., 2013
14
padu terbesar di Indonesia, PT Krakatau Steel
mempunyai organisasi yang besar. Dewan Direksi bertanggung jawab
menjalankan perusahaan sesuai dengan Anggaran dasar dan Anggaran Rumah Tangga
dipimpin oleh seorang direktur
Struktur Organisasi PT Krakatau Steel (Persero) Tbk.

3.5 Proses Produksi Baja Secara Umum
Kegiatan proses produksi
produk akhir yaitu hot rolled coil
proses produksi terbagi menjadi 3 (tiga) yaitu proses reduksi besi, proses peleburan dan
pengecoran, dan proses pengerolan. Proses produksi ini dapat
Gambar 3.3 Alur Proses Produksi PT Krakatau Steel (Persero) Tbk
Sumber: Data sekunder (Dokumentasi PT Krakatau Steel (Persero) Tbk., 2012)
PT Krakatau Steel (Persero) Tbk.
baja yang berbeda menurut bentuk, ukuran, dan jenisnya. Proses produksi dimulai dari
pengolahan bijih besi atau pellet sampai menjadi produk
Dimana proses produksi dilakukan dari Pabrik Besi
Baja 1 dan 2, Pabrik Hot Strip Mill
dengan uraian proses produksi sebagai berikut:
1. Pabrik Besi Spons (Direct Reduction Plant
Pabrik besi spons atau biasa dikenal dengan DR
bahan baku bijih besi atau pellet, lalu dilakukan proses reduksi dengan menggunakan gas
alam yang berupa CH4 dan H
tersebut akan kembali ke reformator sampai bahan baku menjadi produk berupa besi
Besi spons ini merupakan bahan baku dari Pabrik
Slab Baja II.
Pabrik ini memanfaatkan gas alam dengan proses yang dikenal reduksi langsun
menggunakan teknologi Hyl dari Meksiko. Bahan mentah berupa bijih besi
Fe3O4) diubah menjadi besi spons
Proses Produksi Baja Secara Umum
Kegiatan proses produksi di PT Krakatau Steel (Persero), Tbk.
rolled coil, cold rolled coil, dan wire rod. Secara umum kegiatan
proses produksi terbagi menjadi 3 (tiga) yaitu proses reduksi besi, proses peleburan dan
pengecoran, dan proses pengerolan. Proses produksi ini dapat dilihat pada gambar berikut.
Alur Proses Produksi PT Krakatau Steel (Persero) Tbk
Sumber: Data sekunder (Dokumentasi PT Krakatau Steel (Persero) Tbk., 2012)
Krakatau Steel (Persero) Tbk., terdiri dari 7 unit pabrik yang memproduksi jenis
baja yang berbeda menurut bentuk, ukuran, dan jenisnya. Proses produksi dimulai dari
pengolahan bijih besi atau pellet sampai menjadi produk coil, sheet, plates
Dimana proses produksi dilakukan dari Pabrik Besi Spons, Pabrik Billet
Hot Strip Mill, Pabrik Wire Rod Mill dan Pabrik
proses produksi sebagai berikut:
Pabrik Besi Spons (Direct Reduction Plant-DR Plant)
atau biasa dikenal dengan DR Plant, melakukan proses produksi dari
bahan baku bijih besi atau pellet, lalu dilakukan proses reduksi dengan menggunakan gas
dan H2O dari reformator dimana sisa gas alam dari proses produksi
kembali ke reformator sampai bahan baku menjadi produk berupa besi
ini merupakan bahan baku dari Pabrik Billet Baja, Pabrik Slab
Pabrik ini memanfaatkan gas alam dengan proses yang dikenal reduksi langsun
dari Meksiko. Bahan mentah berupa bijih besi
spons (Fe) dengan memanfaatkan gas alam (CH
15
di PT Krakatau Steel (Persero), Tbk. menghasilkan tiga
. Secara umum kegiatan
proses produksi terbagi menjadi 3 (tiga) yaitu proses reduksi besi, proses peleburan dan
gambar berikut.
Alur Proses Produksi PT Krakatau Steel (Persero) Tbk.
Sumber: Data sekunder (Dokumentasi PT Krakatau Steel (Persero) Tbk., 2012)
pabrik yang memproduksi jenis
baja yang berbeda menurut bentuk, ukuran, dan jenisnya. Proses produksi dimulai dari
coil, sheet, plates dan wire rod.
Billet Baja, Pabrik Slab
dan Pabrik Cold Rolling Mill
melakukan proses produksi dari
bahan baku bijih besi atau pellet, lalu dilakukan proses reduksi dengan menggunakan gas
O dari reformator dimana sisa gas alam dari proses produksi
kembali ke reformator sampai bahan baku menjadi produk berupa besi spons.
Slab Baja II dan Pabrik
Pabrik ini memanfaatkan gas alam dengan proses yang dikenal reduksi langsung
dari Meksiko. Bahan mentah berupa bijih besi pellet (Fe2O3 and
(Fe) dengan memanfaatkan gas alam (CH4) dan air (H2O).

16
DR plant memiliki tiga pabrik yaitu hyl I, II, dan III yang terdiri dari unit pembangkit gas
pereduksi dan unit reduksi iron ore (bijih besi). Pada saat ini hanya hly III yang masih
beroperasi, dikarenakan usia pengunaan hyl I dan II sudah tidak ekfektif lagi.
2. Pabrik Billet Baja (Billet Steel Plant-BSP)
Pabrik Billet Baja mulai beroprasi pada tahun 1979. Pada pabrik billet ini memproduksi
baja batangan dengan bahan baku utamanya terdiri dari spons, scrap, kapur, alloys (Al,
FeMn, FeHg, FeSi). BSP menghasilkan baja berupa batangan (long iron) dengan kapasitas
produksi 675.000 Ton/tahun. Jenis billet yang dihasilkan meniliki ukuran penampang 120 x
120 mm, 130 x 120 mm dan Panjang maksimumnya mencapai 12.000 mm.
3. Pabrik Slab Baja (Slab Steel Plant-SSP)
Pabrik Slab baja PT Krakatau Steel mulai berproduksi tahun 1983. Pada awalnya pabrik
slab baja ini terdiri dari 4 dapur yang masing-masing berkapasitas 250.000 Ton/tahun pada
(SSP I). Sejak tahun 1992 pabrik ini lebih dikembangkan dengan menambah 2 dapur dengan
kapasitas 800.000 Ton/tahun yaitu (SSP II). Pabrik ini menggunakan bahan baku utama sama
dengan pabrik billet. Slab baja yang dihasilkan mempunyai ukuran tebal 150 - 200 mm, lebar
600 - 2080 mm dan panjang maksimumnya mencapai 12.000 mm. Berat maksimal masing-
masing slab 30 ton.
4. Pabrik Baja Lembaran Panas (Hot Strip Mill-HSM)
Pada pabrik HSM terdiri dari Rolling Mill yang memproduksi coil, Shearing Line dan
SPM (Skin Pass Mill) yang memproduksi plate. Produksi slab baja PT Krakatau Steel
digunakan sebagai bahan baku pabrik baja lembaran panas. Pabrik baja lembaran panas ini
mulai beroperasi pada tahun 1983. Memiliki ukuran ketebalan 1,8 – 25 mm dengan lebar 650
– 2080 mm dan berat maksimal mencapai 30 ton/(sheet/plate/coil). Hasil dari Pabrik Baja
Lembaran Panas banyak dimanfaatkan untuk pipa, bangunan, bahan konstruksi kapal, dan
lainnya.
5. Pabrik Baja Lembaran Dingin (Cold Rolling Mill-CRM)
Pabrik ini bergambung sebagai unit produksi PT. Krakatau Steel (Persero) Tbk. pada
tanggal 1 Oktober 1991. Bahan baku pabrik ini adalah baja lembaran panas (coil) dari pabrik
HSM, yang kemudian mengalami pengerolan dingin untuk mendapat produk baja lembaran
dengan ketebalan 0,18 mm – 3 mm. Kapasitas produksi per tahunnya adalah 850.000 ton.
Produk baja yang dihasilkan digunakan untuk komponen bagian dalam mobil atau motor,
peralatan rumah tangga, kaleng, dan lainnya.
6. Pabrik Baja Batang Kawat (Wire Rod Mill-WRM)
Pabrik Wire Rod awalnya bernama Wire Rod and Strip Mill (WRSM), karena pabrik
ini didesain untuk memproduksi dua jenis produk yaitu Wire Rod dengan diameter 5,5-12

17
mm dan Strip dengan lebar maksimal 360 mm dan tebal minimum 2 mm, dengan kapasitas
220.000 MT/tahun. Pabrik ini mulai beroperasi pada tahun 1979. Pabrik ini menghasilkan
batang kawat baja yang diaplikasikan untuk senar piano, mur, paku, baut, pegas, kawat baja,
dan lainnya.
3.6 Divisi Health, Safety, and Environtment (HSE)
Menyadari akan pentingnya pengendalian terhadap faktor pencemaran lingkungan, baik
di lingkungan kerja perusahaan maupun di luar lingkungan sekitar perusahaan PT Krakatau
Steel (Persero) Tbk, maka dibentuklah Divisi Safety And Environment (S&E). Pembentukan
Divisi S&E merupakan bentuk perwujudan dari komitmen Pemimpin Perusahaan yang
tertuang dalam kebijakan Direksi PT. Krakatau Steel. Selain itu, tercantum pula dalam
Kesepakatan Kerja Bersama (KKB) yang ditandatangani oleh direktur Utama dan Ketua
Serikat Karyawan Krakatau Steel (SKKS). Divisi Health, Safety, And Environment (HSE)
membawahi empat dinas dengan bidang dan tugas yang berbeda. Namun dalam operasional
antara satu dengan yang lainnya tidak dapat dipisahkan. Keempat dinas tersebut adalah Dinas
Keselamatan Kerja, Dinas Hyperkes, Dinas Laboratorium Lingkungan dan Dinas
Pengendalian Lingkungan.
3.6.1 Struktur Organisasi HSE
HSE merupakan organisasi srtuktural pengelola program lingkungan kerja, kesehatan
kerja dan perlindungan industri. Divisi ini dipimpin oleh seorang manager. Struktur
organisasi Divisi S&E diterangkan dalam diagram alir seperti disajikan pada gambar berikut.
Gambar 3.4 Struktur Organisasi HSE PT Krakatau Steel (Persero) Tbk.
Sumber : Data Sekunder PT Krakatau Steel (Persero) Tbk., 2013
Manager Safety & Environment
Superintendent Safety & Disaster
Prevention
Superintendent Safety Work
Superintendent Environmental
Laboratory
Superintendent Environmental
Control
Sr Engineer Environment Mgt
SystemStaff *)
Sr Engineer Safety Mgt
System

18
Manager membawahi 4 (empat) dinas yang dipimpin oleh superintendent:
1. Dinas Keselamatan Kerja: bertanggung jawab terhadap penyelenggaraan keselamatan
kerja instalasi berbahaya, proses dan sarana produksi, serta keselamatan kerja
karyawan, kontraktor, labour suplay dan tamu perusahaan.
2. Dinas Hyperkes: bertanggung jawab terhadap penyelenggaraan perlindungan kesehatan
tenaga kerja secara promotif dan preventif, pelayanan fasilitas P3K, pengawasan dan
pembinanaan hygiene sanitasi tempat kerja, dan pengawasan dan pembinanaan
penyelenggaraan norma ergonomi di tempat kerja.
3. Dinas Laboratorium Lingkungan: bertanggung jawab terhadap pemantauan, pengujian,
penelitian parameter lingkungan kerja, dan lingkungan hidup.
4. Dinas Pengendalian Lingkungan: bertanggung jawab atas pengawasan dan
pengendalian pencemaran lingkungan.
3.6.2 Kegiatan Pokok Divisi HSE
Kegiatan Divisi S&E yang telah disusun adalah:
1. Menyelenggarakan kegiatan pembinaan, penelitian, pemantauan, pengujian, dan
pencegahan dalam bidang keselamatan kerja, kesehatan kerja serta pengendalian
lingkungan industri.
2. Menyelenggarakan kegiatan penelitian dan aplikasi pemanfaatan kembali (reduce),
daur ulang (recycle), dan recovery limbah industri.
3. Menyelenggarakan kegiatan pemeriksaan dan uji ulang peralatan serta instalasi
berbahaya di lingkungan pabrik.
4. Mengembangkan dan memelihara Sistem Manajemen Lingkungan (SML) dan ISO
14001 serta pengembangan Sistem Manajemen Keselamatan dan Kesehatan Kerja
(SMK3), serta ISO 17025.
3.6.3 Program Kerja Divisi HSE
1. Meningkatkan Rona lingkungan
Kegiatan yang dilakukan untuk meningkatakan rona lingkungan yaitu melakukan
pemantauan dan analisis. Beberapa komponen lingkungan yang dipantau yaitu limbah, air
permukaan, air tanah, iklim, debu daerah industri, perkampungan, dan perumahan, kebisingan
di tempat kerja dan perkampungan, gas emisi, gas ambient, dan gas explosive. Selain itu pula
melakukan penanganan oli bekas dan drum kosong, evaluasi kondisi kebersihan lingkungan
kerja serta pengendalian limbah B3 dan limbah non B3.

19
2. Implementasi SML ISO 14001
Kegiatan implementasi SML ISO 14001 yaitu evaluasi progres perbaikan
lingkungan/ISO 14001, menindaklanjuti audit ISO 14001, evaluasi progres pelatihan ISO
14001, evaluasi hasil pemantauan dan pengukuran, Audit ISO 14001, dan tinjauan
manajemen. Kegiatan tersebut dilakukan untuk meningkatkan dan mempertahankan kondisi
lingkungan perusahaan.
3. Implementasi SMK3
Kegiatan implementasi SMK3 yaitu Identifikasi risiko dan potensi bahaya,
pendokumentasian hasil identifikasi faktor dan potensi bahaya, penilaian resiko,
pengendalian resiko, dan program perbaikan untuk evaluasi progress.
4. Menurunkan Tingkat Kekerapan Kecelakaan Kerja (IFR) dan Tingkat Keparahan
Kecelakaan Kerja (ISR)
5. Meningkatkan pengetahuan/keterampilan TTD pabrik bidang P3K serta mutu pengujian
kesehatan karyawan.
6. Menyelesaikan penelitian limbah padat industri hingga tahap layak produksi.
7. Kebijakan perlindungan lingkungan, keselamatan, dan kesehatan kerja PT Krakatau Steel
(Persero) Tbk.
Gambar 3.5 Pola Kegiatan Divisi S&E Sumber : Data Sekunder PT Krakatau Steel (Persero) Tbk., 2013
3.7 Pabrik Billet Baja (Billet Steel Plant-BSP)
Daerah studi/observasi selama kerja praktek di PT Krakatau Steel (Persero) Tbk.,
adalah Pabrik Billet Baja/Billet Steel Plant (BSB) yang merupakan unit steel making. Pabrik
Billet Baja mulai beroperasi pada tahun 1979. Pabrik ini menerapkan teknologi MAN GHH
dari Jerman dan memiliki kapasitas produksi sebesar 500 ribu ton per tahun. Pabrik Billet
Baja menghasilkan baja lempengan. Adapun bahan baku utama yang digunakan yaitu besi

spons, scrap, dan batu kapur yang semuanya dilebur dalam dapur listrik kemudian dicetak.
Pabrik Billet Baja ini mampu memproduksi
Kapasitas produksi pabrik ini 500.000 ton billet baja per tahun.
Pada proses pembuatan baja batangan di pabrik
Hanya saja yang berbeda adalah bentuk cetakannya. Produk baja ini dipakai sebagai bahan
baku wire road, bar, dan section mill process
Fasilitas produksi yang dimiliki pabrik ini adalah:
- Electric Arc Furnace (EAF)
EAF menghasilkan baja cair dari bahan baku berupa besi spons, besi
untuk mengontrol kandungan fosfor dan sulfur.
- Ladle Furnace
Aktivitas utama didalam
� Menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium;
� Homogenisasi temperatur dan komposisi kima dengan
� Menambahkan alloy untuk mendapatkan spesifikasi yang diinginkan.
- Continuous Casting Machine
Billet diperoleh dari proses pencetakan kontinyu dimana perlindungan menggunakan
gas argon diperlukan antara
110x110 mm, 120x120 mm, 130x130 mm, dan panjang maksimum m
Gambar 3.6 Bagan Alir Proses Pabrik Billet Baja (
Proses peleburan baja meliputi
a. Tahap Reparasi
Menyiapkan Electric Arc Furnace
tapping (penuangan baja cair). Bagian yang direparasi adalah :
, dan batu kapur yang semuanya dilebur dalam dapur listrik kemudian dicetak.
Baja ini mampu memproduksi billet baja dari berbagai jenis kelas baj
Kapasitas produksi pabrik ini 500.000 ton billet baja per tahun.
Pada proses pembuatan baja batangan di pabrik billet ini, sama seperti pada pabrik
Hanya saja yang berbeda adalah bentuk cetakannya. Produk baja ini dipakai sebagai bahan
section mill process.
Fasilitas produksi yang dimiliki pabrik ini adalah:
EAF menghasilkan baja cair dari bahan baku berupa besi spons, besi
untuk mengontrol kandungan fosfor dan sulfur.
Aktivitas utama didalam Ladle Furnace adalah:
Menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium;
Homogenisasi temperatur dan komposisi kima dengan bubbling argon;
untuk mendapatkan spesifikasi yang diinginkan.
Continuous Casting Machine
diperoleh dari proses pencetakan kontinyu dimana perlindungan menggunakan
gas argon diperlukan antara ladle dan tundish. Ukuran billet yang dihasilkan berdimensi
110x110 mm, 120x120 mm, 130x130 mm, dan panjang maksimum mencapai 12000 mm.
Bagan Alir Proses Pabrik Billet Baja (Billet Steel Plant
meliputi tahap-tahap berikut.
Electric Arc Furnace untuk heat (proses peleburan) berikutnya setelah
baja cair). Bagian yang direparasi adalah :
20
, dan batu kapur yang semuanya dilebur dalam dapur listrik kemudian dicetak.
baja dari berbagai jenis kelas baja.
ini, sama seperti pada pabrik slab.
Hanya saja yang berbeda adalah bentuk cetakannya. Produk baja ini dipakai sebagai bahan
EAF menghasilkan baja cair dari bahan baku berupa besi spons, besi scrap, dan kapur
Menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium;
diperoleh dari proses pencetakan kontinyu dimana perlindungan menggunakan
yang dihasilkan berdimensi
encapai 12000 mm.
Billet Steel Plant)
(proses peleburan) berikutnya setelah

21
� Menambal bata tahan api (refractory) yang sudah tipis pada saat peleburan dan mesin
penembak
� Memonitor kondisi Elektroda
� Memonitor kondisi roof saat swing in dan swing out
� Memonitor kondisi EBT (Excentric Bottom Tapping)
b. Tahap Persiapan
Menyiapkan Electric Arc Furnace untuk proses operasi yang berikutnya setelah proses
tapping. Persiapan yang dilakukan adalah melindungi lapisan refractory pada dinding furnace
yang sudah tipis dengan menembakkan material-material refractory untuk melapisi dinsing
tersebut.
c. Tahap Pengisian
Pengisian bahan baku (muatan) yang berupa besi tua (scrap), besi spons, dan batu kapur
(limestone) ke dalam furnace. Susunan pemuatan scrap di dalam furnace dimulai dari mengisi
bagian bawah furnace dengan besi spons kemudian scrap ringan untuk melindungi kerusakan
dasar furnace, kemudian scrap beratdiletakkan di tengah dan bagian atas diletakkan scrap
ukuran sedang untuk menghindari kemungkinan tertimpanya elektroda oleh scrap berat yang
longsor saat bagian bawah bahan baku mulai melebur. Peletakan scrap sedang di bagian atas
untuk memudahkan terjadinya peleburan oleh elektroda. Pemasukan besi spons diletakkan
setelah scrap untuk mengisi rongga-rongga kosong diantara scrap berat. Perbandingan
komposisi pengisian scrap dan spons adalah 30% dan 70%.
d. Tahap Peleburan
Terjadi proses peleburan bahan baku menggunakan radiasi arc (busur listrik) dari
ujung-ujung elektroda. Proses ini terdiri dari 2 tahap :
� Tahap Penetrasi (Penetration)
proses penembusan elektroda pada bahan baku menggunakan tap tegangan rendah
terlebih dahulu dengan short arc (busur listrik yang pendek) agar atap furnace dapat
terlindungi dari terjangan arc yang besar. Selanjutnya tap tegangan dinaikkan secara
bertahap untuk mempercepat penembusan. Bila telah menembus sampai dasar furnace,
tap tegangan dinaikkan lagi
� Tahap Meltdown
Setelah tahap penetrasi dimana arc terbenam di dalam bahan baku, maka tap tegangan
dinaikkan maksimum agar dihasilkan arc yang panjang dengan daya yang sebesar-
besarnya untuk meleburkan bahan baku menjadi baja cair. Pada tahap ini pemasukan

22
besi spons dan batu kapur dituangkan ke furnace secara terus-menerus dengan system
pengisian kontinyu (continuous feeding system) saat muatan telah melebur 40%.
e. Tahap Pemurnian
Proses pengaturan komposisi baja sesuai dengan komposisi yang dikehendaki. Setelah
bahan baku melebur 90%, dilakukan pengurangan daya listrik dengan menurunkan tap
tegangan pada tegangan menengah yang akan menghasilkan short arc yang cukup untuk
meleburkan sisa material yang belum melebur atau untuk mempertahankan temperature
sambil dilakukan proses pengaturan komposisi cairan baja.
3.8 Pengelolaan Kualitas Udara PT Krakatau Steel (Persero) Tbk.
Pabrik di lengkapi dengan Dedusting System, sehingga kualitas udara terjaga (tidak
melebihi baku mutu) sebagaimana dipersyaratkan dalam ketentuan peraturan.
Pemantauan terhadap Kualitas udara emisi, ambient dilakukan 2 kali dalam setahun,
pemantauan kebisingan lingkungan, debu jatuh di area perkampungan, kawasan dan
perkotaan setiap bulan dan hasilnya dilaporkan melalui Laporan Pelaksanaan RKL/RPL
secara rutin setiap triwulan ke Instansi Pemerintah terkait.
Berikut beberapa alternatif yang dilakukan PT Krakatau Steel (Persero) Tbk. terkait
pengelolaan kualitas udara.
1. Dilakukan program penyiraman jalan secara rutin untuk menghindari debu fugitive
berlebih
2. Pemasangan alat ukur emisi secara kontinyu / CEMS (Continuous Emission Monitoring
System) untuk memantau emisi secara terus menerus.
3. Pemasangan Alat Ukur Udara Ambient (Air Ambient Quality Monitoring System)
4. Program penanaman pohon untuk menyerap CO2 yang dihasilkan.
5. Pemanfaatan gas buang CO2 oleh pihak 3 untuk digunakan sebagai bahan baku CO2
cair.

23
BAB IV
ANALISA DAN PEMBAHASAN
4.1 Identifikasi Emisi Gas Buang Pada Peleburan Baja di Pabrik Billet Baja/ Billet
Steel Plant (BSP)
Pabrik Billet Baja/Billet Steel Plant (BSP) melakukan proses produksi dari bahan besi
spons, dimana besi spons ini akan dilebur bersama scrap dan bahan tambahan lainnya, seperti
granit, dolomite dan batu kapur. Proses pembuatan billet baja di BSP terbagi dalam 3 tahap
utama, yaitu proses peleburan dan pemurnian di dapur EAF (Electric Arc Furnance), proses
pemurnian sekunder dan proses pengecoran kontinyu di CCM (Continous Casting Machine).
Peleburan baja di BSP banyak menimbulkan masalah, khususnya pada kualitas udara.
Beberapa tahapan dalam proses peleburan baja secara aktual menimbulkan emisi berupa gas
dan partikel debu utamanya pada saat peleburan baja di EAF, sehingga menyebabkan
pencemaran udara baik di dalam maupun di luar/sekitar pabrik. Umumnya debu (dust)
terbentuk karena adanya partikel-partikel halus yang terbentuk secara mekanik, keluar dari
tanur dan atau adanya senyawa yang mudah menguap dan keluar tanur. Untuk menangani hal
tersebut PT Krakatau Steel (Persero) Tbk. menggunakan Dedusting System sebagai salah satu
langkah pengendalian pencemaran udara. Selain itu diadakan pula pemantauan berkala
menggunakan setiap 6 bulan 2 kali pada cerobong/stack dari proses peleburan baja di BSP.
Khusus untuk partikulat dan opasitas pemantauan dilakukan setiap hari dengan menggunakan
CEMs. Pemantauan emisi gas ini berdasarkan Keputusan Menteri Lingkungan Hidup No. 13
Tahun 1995 tentang Tentang Baku Mutu Emisi Sumber Tidak Bergerak. Berikut salah satu
hasil pengukuran uji emisi pada BSP.
Tabel 4.1 Hasil Uji Emisi Pada Billet Steel Plant (BSP), Billet Barat, Februari 2014
Parameter Hasil Uji Satuan
Nitrogen Oksida 3 mg/Nm3
Partikel Debu/TSP 12,9 mg/m3
Sulfur dioksida 0 mg/Nm3
Oksigen 19,9 %
Karbon Monoksida 1236 mg/Nm3
Karbon Dioksida 0,3 %
Nitrogen Dioksida 21 mg/Nm3
NOx 17 mg/Nm3
T-Gas 84 oC
Opasitas 3 % Sumber: Laporan Hasil Pegujian Emisi Udara, Laboratorium Lingkungan PT Krakatau Steel (Persero) Tbk.

4.2 Dedusting System
Dedusting System merupakan sistem penyaring debu sebelum diteruskan ke
Dedusting dan sistem penyaring emisi gas buang sebelum diteruskan ke cerobong dan
dilepaskan ke udara ambien yang dalam pengoprasian
utama dari dedusting system
dengan prinsip kerja seperti penghisap debu
dan emisi yang dibuang ke udara
Dedusting Plant adalah unit pengolahan debu hasil proses
dengan cara menghisap, mendinginkan, menyaring, dan membuang udara hasil pengolahan
baja cair ke udara bebas. Bagian
1. Elbow
Elbow adalah sebuah saluran yang berfungsi untuk menghisap
pada saat furnace beroperasi.
- Roof Elbow
Terletak di atas roof dan mengikuti pergerakan roof naik dan turun, serta pergerakan
roof membuka (swing out) dan menutup (swing in).
- Fix Elbow
Berada setelah roof elbow yang terletak diluar furnace. Posisinya tidak mengalami
perubahan pada saat furnace beroperasi atau stop produksi.
Gambar 4.1 Elbow
2. Canopy
Bagian dari dedusting plant yang
Canopy ini hanya menghisap debu yang terbang keatas dari furnace
pada saat proses peleburan baja dan saat tutup
merupakan sistem penyaring debu sebelum diteruskan ke
stem penyaring emisi gas buang sebelum diteruskan ke cerobong dan
dilepaskan ke udara ambien yang dalam pengoprasiannya di bantu oleh
dedusting system adalah menggunakan serangkaian alat yaitu
seperti penghisap debu yang kemudian diproses/difilter sehingga debu
ke udara memenuhi standar baku mutu.
adalah unit pengolahan debu hasil proses produksi (peleburan baja)
dengan cara menghisap, mendinginkan, menyaring, dan membuang udara hasil pengolahan
Bagian-bagian dedusting antara lain:
Elbow adalah sebuah saluran yang berfungsi untuk menghisap debu secara langsung
pada saat furnace beroperasi. Bagian dari elbow ini terdiri dari 2 unit
dan mengikuti pergerakan roof naik dan turun, serta pergerakan
membuka (swing out) dan menutup (swing in).
erada setelah roof elbow yang terletak diluar furnace. Posisinya tidak mengalami
perubahan pada saat furnace beroperasi atau stop produksi.
Elbow Billet Steel Plant PT Krakatau Steel (Persero) Tbk
Bagian dari dedusting plant yang menghisap debu pada furnace secara tidak langsung.
ini hanya menghisap debu yang terbang keatas dari furnace
pada saat proses peleburan baja dan saat tutup furnace (roof) dibuka.
24
merupakan sistem penyaring debu sebelum diteruskan ke Bag House
stem penyaring emisi gas buang sebelum diteruskan ke cerobong dan
nya di bantu oleh ID Fan. Konsep
adalah menggunakan serangkaian alat yaitu dedusting plant
yang kemudian diproses/difilter sehingga debu
produksi (peleburan baja)
dengan cara menghisap, mendinginkan, menyaring, dan membuang udara hasil pengolahan
debu secara langsung
Bagian dari elbow ini terdiri dari 2 unit:
dan mengikuti pergerakan roof naik dan turun, serta pergerakan
erada setelah roof elbow yang terletak diluar furnace. Posisinya tidak mengalami
PT Krakatau Steel (Persero) Tbk
secara tidak langsung.
ini hanya menghisap debu yang terbang keatas dari furnace ke atap pabrik
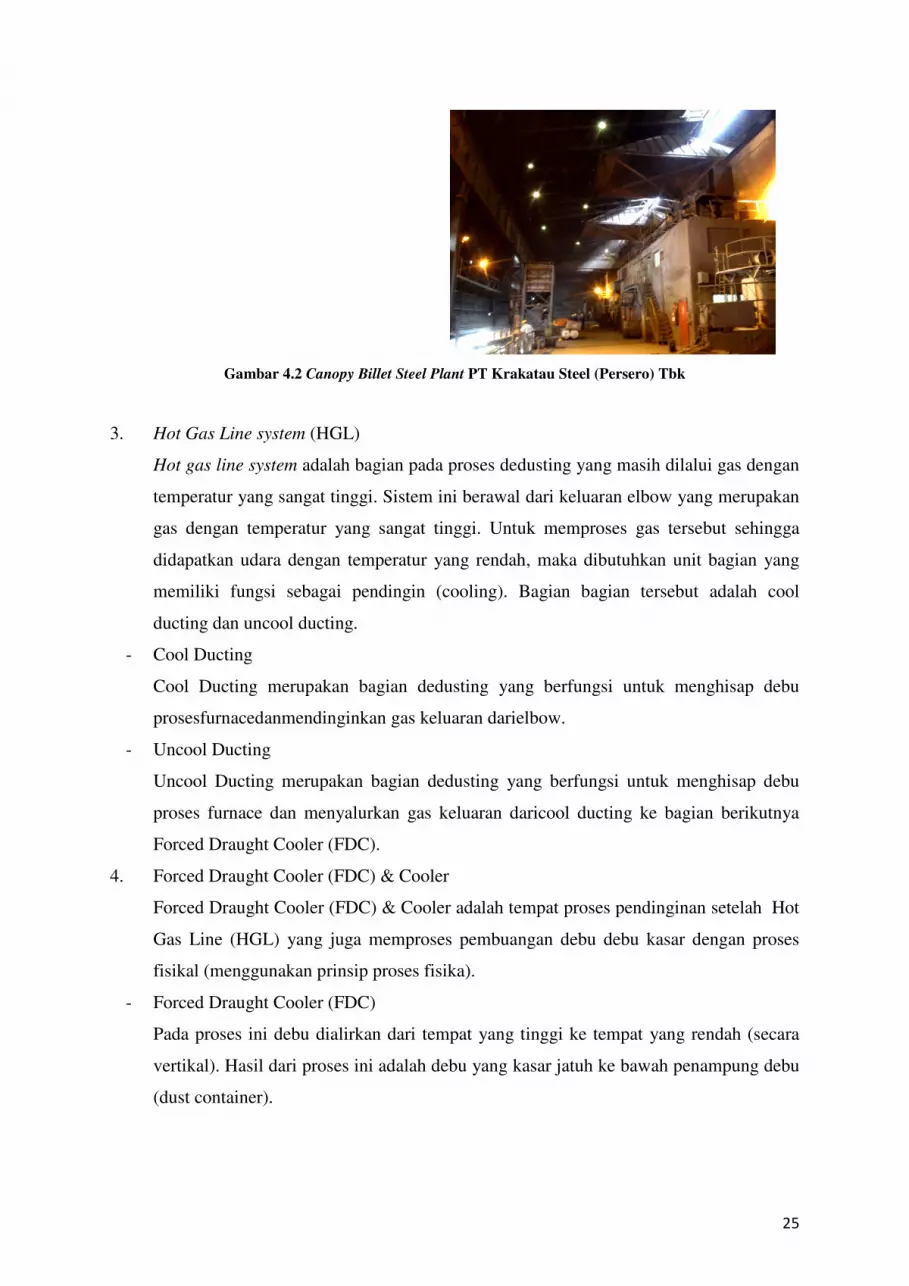
Gambar 4.2 Canopy
3. Hot Gas Line system (HGL)
Hot gas line system adalah bagian pada proses dedusting yang masih dilalui gas dengan
temperatur yang sangat tinggi. Sistem ini berawal dari keluaran elbow yang merupakan
gas dengan temperatur yang sangat tinggi. Untuk memproses gas tersebut sehingga
didapatkan udara dengan
memiliki fungsi sebagai pendingin (cooling). Bagian bagian tersebut adalah c
ducting dan uncool ducting.
- Cool Ducting
Cool Ducting merupakan
prosesfurnacedanmendinginkan gas keluaran darielbow.
- Uncool Ducting
Uncool Ducting merupakan bagian dedusting yang berfungsi untuk menghisap debu
proses furnace dan menyalurkan gas keluaran daricool ducting ke bagian berikutnya
Forced Draught Cooler (FDC).
4. Forced Draught Cooler (FDC) & Coole
Forced Draught Cooler (FDC) & Cooler adalah tempat proses pendinginan setelah Hot
Gas Line (HGL) yang juga memproses pembuangan debu debu kasar dengan proses
fisikal (menggunakan prinsip proses fisika).
- Forced Draught Cooler (FDC)
Pada proses ini debu dialirkan dari tempat yang tinggi ke tempat yang rendah (secara
vertikal). Hasil dari proses ini adalah
(dust container).
Canopy Billet Steel Plant PT Krakatau Steel (Persero) Tbk
(HGL)
adalah bagian pada proses dedusting yang masih dilalui gas dengan
temperatur yang sangat tinggi. Sistem ini berawal dari keluaran elbow yang merupakan
gas dengan temperatur yang sangat tinggi. Untuk memproses gas tersebut sehingga
didapatkan udara dengan temperatur yang rendah, maka dibutuhkan unit bagian yang
memiliki fungsi sebagai pendingin (cooling). Bagian bagian tersebut adalah c
ducting dan uncool ducting.
merupakan bagian dedusting yang berfungsi untuk menghisap debu
prosesfurnacedanmendinginkan gas keluaran darielbow.
merupakan bagian dedusting yang berfungsi untuk menghisap debu
proses furnace dan menyalurkan gas keluaran daricool ducting ke bagian berikutnya
Forced Draught Cooler (FDC).
Forced Draught Cooler (FDC) & Cooler
Forced Draught Cooler (FDC) & Cooler adalah tempat proses pendinginan setelah Hot
Gas Line (HGL) yang juga memproses pembuangan debu debu kasar dengan proses
fisikal (menggunakan prinsip proses fisika).
t Cooler (FDC)
Pada proses ini debu dialirkan dari tempat yang tinggi ke tempat yang rendah (secara
Hasil dari proses ini adalah debu yang kasar jatuh ke bawah
25
PT Krakatau Steel (Persero) Tbk
adalah bagian pada proses dedusting yang masih dilalui gas dengan
temperatur yang sangat tinggi. Sistem ini berawal dari keluaran elbow yang merupakan
gas dengan temperatur yang sangat tinggi. Untuk memproses gas tersebut sehingga
temperatur yang rendah, maka dibutuhkan unit bagian yang
memiliki fungsi sebagai pendingin (cooling). Bagian bagian tersebut adalah cool
bagian dedusting yang berfungsi untuk menghisap debu
merupakan bagian dedusting yang berfungsi untuk menghisap debu
proses furnace dan menyalurkan gas keluaran daricool ducting ke bagian berikutnya
Forced Draught Cooler (FDC) & Cooler adalah tempat proses pendinginan setelah Hot
Gas Line (HGL) yang juga memproses pembuangan debu debu kasar dengan proses
Pada proses ini debu dialirkan dari tempat yang tinggi ke tempat yang rendah (secara
bawah penampung debu

- Cooler
Udara yang mengalir pada FDC (dari bawah
aliran udara di cooler). Sedangkan debu kasar yang bergerak ke bawah akibat proses di
FDC akan terjatuh ke bawah yaitu pada dust container. Karena debu kasar tersebut
cukup berat sehingga tidak dapat
saluran antara FDC dengan Mixing Chamber berfungsi untuk mengatur besar hisapan
udara pada Roof Elbow.
5. Mixing Chamber
Mixing chamber merupakan bagian yang berfungsi untuk mencampur gas keluaran Hot
Gas Line (HGL) sistem
bertemperatur rendah keluaran dari pipa canopy dua dapur
gas keluaran dari canopy berfungsi untuk membantu proses penurunan temperature
gas keluaran Hot gas line.
Gambar 4.3 Mixing Chamber
6. Filter Cleaning Unit
Gas hasil peleburan baja dari
akan di teruskan ke Filter Cleaning Unit
7. Dust Transport & Dust Silo
Debu hasil proses pada
filter akan terjatuh dan ditampung di bagian
Udara yang mengalir pada FDC (dari bawah cooler) akan mengalir ke
aliran udara di cooler). Sedangkan debu kasar yang bergerak ke bawah akibat proses di
FDC akan terjatuh ke bawah yaitu pada dust container. Karena debu kasar tersebut
tidak dapat ikut terhisap ke atas dan terjatuh.
saluran antara FDC dengan Mixing Chamber berfungsi untuk mengatur besar hisapan
.
Mixing chamber merupakan bagian yang berfungsi untuk mencampur gas keluaran Hot
Gas Line (HGL) sistem yang sudah didinginkan melalui bagian dari FDC dengan gas
bertemperatur rendah keluaran dari pipa canopy dua dapur. Didalam Mixing chamber,
gas keluaran dari canopy berfungsi untuk membantu proses penurunan temperature
gas keluaran Hot gas line.
Mixing Chamber Billet Steel Plant PT Krakatau Steel (Persero) Tbk
Gas hasil peleburan baja dari dua dapur, yang telah dilaminerkan oleh
Filter Cleaning Unit (FCU).
Dust Transport & Dust Silo
ses pada Forced Draught Cooler (FDC) & Cooler, mixing chamber
filter akan terjatuh dan ditampung di bagian dust container (dust silo)
26
cooler) akan mengalir ke atas (akhir dari
aliran udara di cooler). Sedangkan debu kasar yang bergerak ke bawah akibat proses di
FDC akan terjatuh ke bawah yaitu pada dust container. Karena debu kasar tersebut
ke atas dan terjatuh.dec Dumper pada
saluran antara FDC dengan Mixing Chamber berfungsi untuk mengatur besar hisapan
Mixing chamber merupakan bagian yang berfungsi untuk mencampur gas keluaran Hot
yang sudah didinginkan melalui bagian dari FDC dengan gas
Didalam Mixing chamber,
gas keluaran dari canopy berfungsi untuk membantu proses penurunan temperature dari
PT Krakatau Steel (Persero) Tbk
kan oleh mixing chamber
Cooler, mixing chamber, dan
(dust silo).

Gambar 4.4 Dust Silo
8. Induced Draft ( ID ) Fan
Induced Draft (ID) Fan
ID Fan memiliki dec dumper
ke stack dan dec dumper inlet untuk mengatur besar udara yang dihisap
9. Stack
Tempat dikeluarkannya gas buang/emisi dari duct yang telah difilter menuju ke udara
bebas (ambient). Stack dilengkapi dengan alat pemantau udara (mis: CEMs) untuk
memantau udara keluaran apakah sudah sesuai standar baku mutu yang berlaku atau
belum.
4.3 Dedusting System Billet Steel Plant
Pada Billet Steel Plant memiliki
unit Electric Arc Furnace (EAF), 1 unit
Machine. Pada masing-ma
pengoprasiannya dibantu dengan 2 buah
dilengkapi dengan CEMs. Selain karna harga alat pemantau (CEMs) yang mahal, proses
produksi pada 4 dapur di BSP adalah sama
cukup mewakili. Berikut skema
Krakatau Steel (Persero) Tbk.
Dust Silo Billet Steel Plant PT Krakatau Steel (Persero) Tbk
Fan
merupakan kipas yang digerakan dengan motor induksi
dec dumper outlet untuk mengatur besar udara yang dibuang
ke stack dan dec dumper inlet untuk mengatur besar udara yang dihisap
dikeluarkannya gas buang/emisi dari duct yang telah difilter menuju ke udara
bebas (ambient). Stack dilengkapi dengan alat pemantau udara (mis: CEMs) untuk
memantau udara keluaran apakah sudah sesuai standar baku mutu yang berlaku atau
tem Billet Steel Plant (BSP) PT Krakatau Steel (Persero) Tbk.
memiliki 4 dapur EAF, dengan beberapa unit pendukung, yaitu 4
(EAF), 1 unit Ladle Furnace, dan 2 unit Continuous
masing dapur dilengkapi dengan Dedusting Plant
iannya dibantu dengan 2 buah ID Fan. Terdapat 4 Stack, namun hanya 1 yang
dilengkapi dengan CEMs. Selain karna harga alat pemantau (CEMs) yang mahal, proses
produksi pada 4 dapur di BSP adalah sama sehingga dianggap pemantauan pada 1 titik sudah
cukup mewakili. Berikut skema dedusting system yang ada di Billet Steel Plant
Krakatau Steel (Persero) Tbk.
27
PT Krakatau Steel (Persero) Tbk
merupakan kipas yang digerakan dengan motor induksi. Setiap
untuk mengatur besar udara yang dibuang ID Fan
ke stack dan dec dumper inlet untuk mengatur besar udara yang dihisap ID Fan.
dikeluarkannya gas buang/emisi dari duct yang telah difilter menuju ke udara
bebas (ambient). Stack dilengkapi dengan alat pemantau udara (mis: CEMs) untuk
memantau udara keluaran apakah sudah sesuai standar baku mutu yang berlaku atau
(BSP) PT Krakatau Steel (Persero) Tbk.
beberapa unit pendukung, yaitu 4
, dan 2 unit Continuous Casting
usting Plant yang
, namun hanya 1 yang
dilengkapi dengan CEMs. Selain karna harga alat pemantau (CEMs) yang mahal, proses
sehingga dianggap pemantauan pada 1 titik sudah
Billet Steel Plant (BSP) PT

28
Gambar 4.5 Skema Dedusting(Duct-Cooler)
Pada EAF Billet Steel Plant PT Krakatau Steel (Persero) Tbk
Gambar 4.6 Skema Dedusting(Mixing Chamber-Stack)
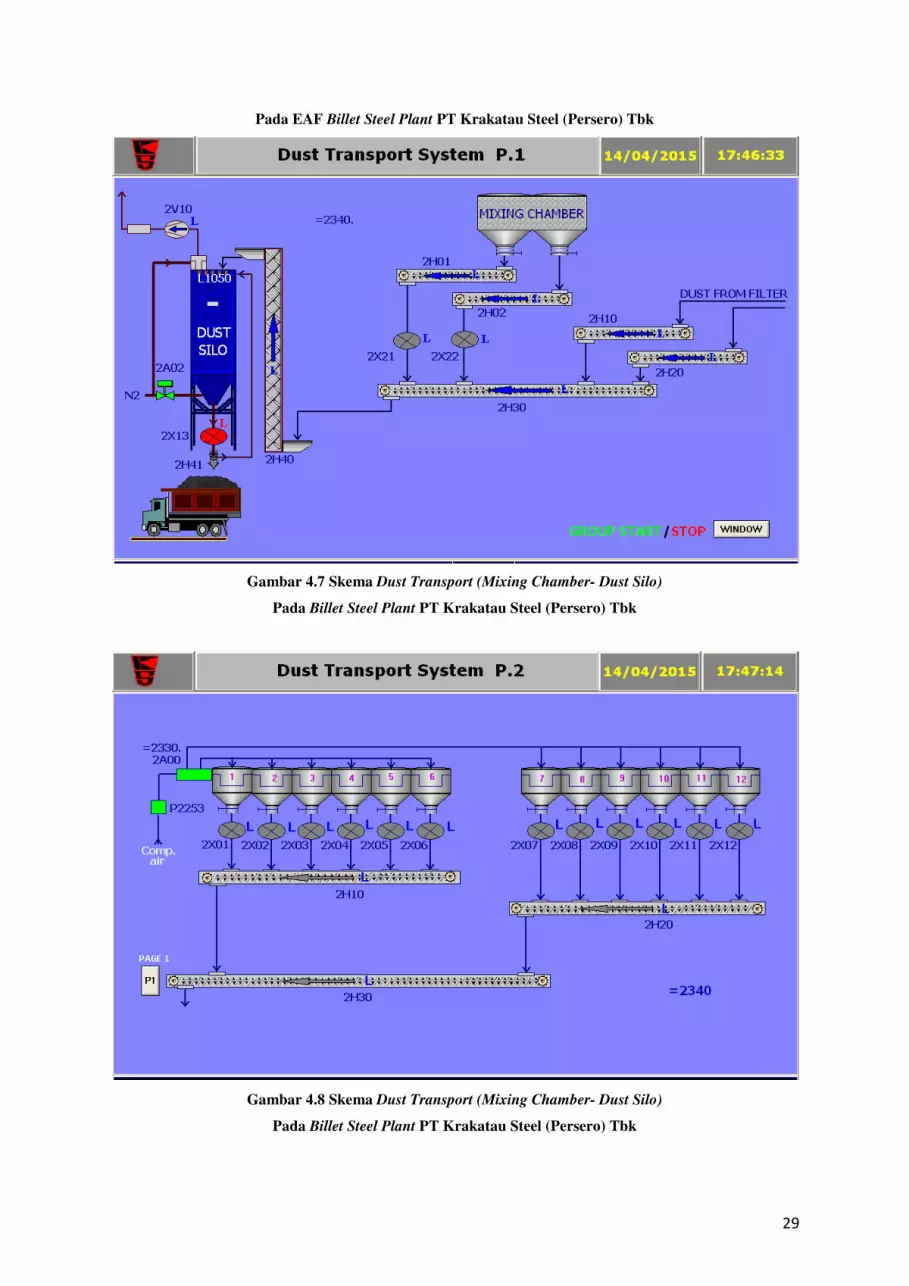
29
Pada EAF Billet Steel Plant PT Krakatau Steel (Persero) Tbk
Gambar 4.7 Skema Dust Transport (Mixing Chamber- Dust Silo)
Pada Billet Steel Plant PT Krakatau Steel (Persero) Tbk
Gambar 4.8 Skema Dust Transport (Mixing Chamber- Dust Silo)
Pada Billet Steel Plant PT Krakatau Steel (Persero) Tbk
30
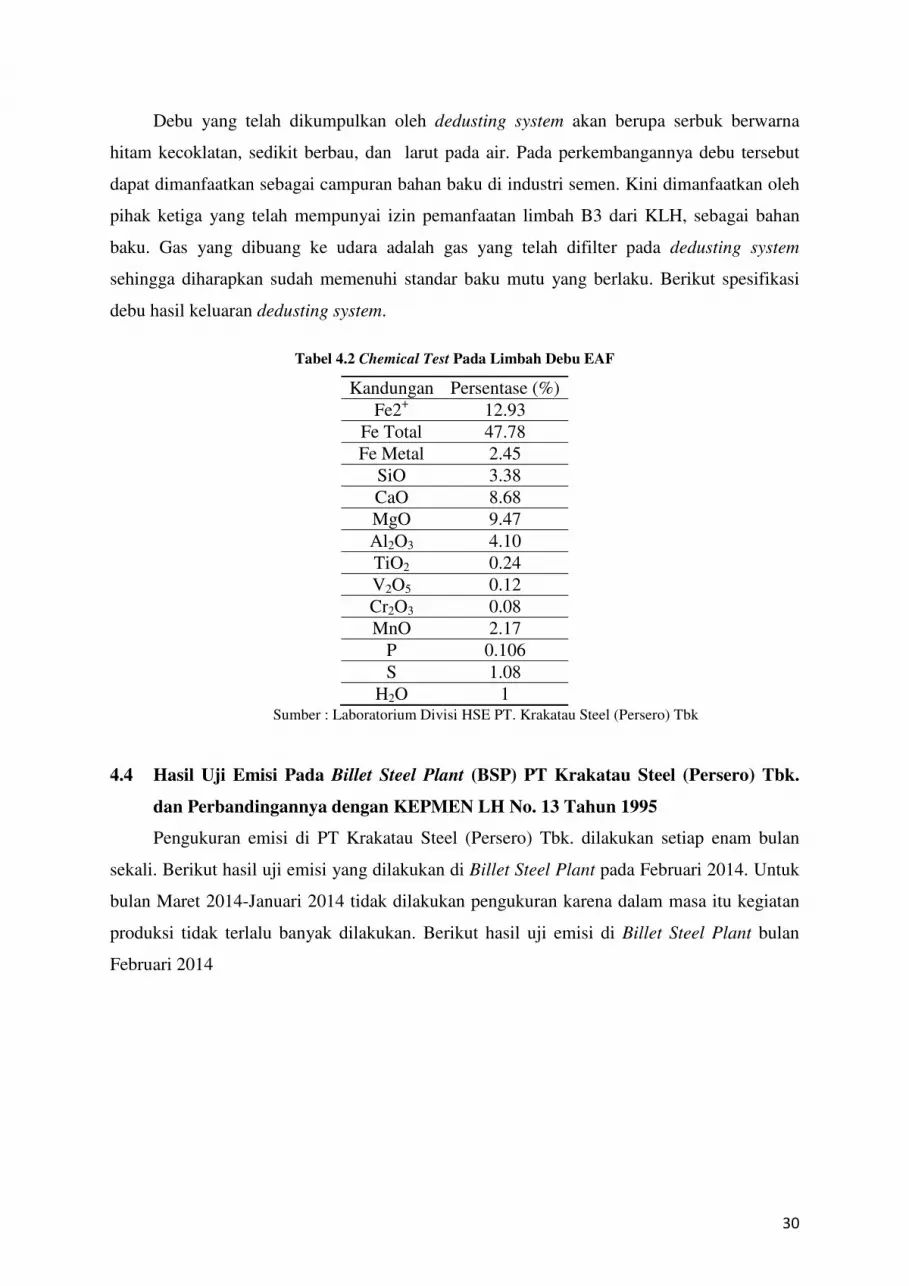
Debu yang telah dikumpulkan oleh dedusting system akan berupa serbuk berwarna
hitam kecoklatan, sedikit berbau, dan larut pada air. Pada perkembangannya debu tersebut
dapat dimanfaatkan sebagai campuran bahan baku di industri semen. Kini dimanfaatkan oleh
pihak ketiga yang telah mempunyai izin pemanfaatan limbah B3 dari KLH, sebagai bahan
baku. Gas yang dibuang ke udara adalah gas yang telah difilter pada dedusting system
sehingga diharapkan sudah memenuhi standar baku mutu yang berlaku. Berikut spesifikasi
debu hasil keluaran dedusting system.
Tabel 4.2 Chemical Test Pada Limbah Debu EAF
Kandungan Persentase (%)
Fe2+ 12.93
Fe Total 47.78
Fe Metal 2.45
SiO 3.38
CaO 8.68
MgO 9.47
Al2O3 4.10
TiO2 0.24
V2O5 0.12
Cr2O3 0.08
MnO 2.17
P 0.106
S 1.08
H2O 1 Sumber : Laboratorium Divisi HSE PT. Krakatau Steel (Persero) Tbk
4.4 Hasil Uji Emisi Pada Billet Steel Plant (BSP) PT Krakatau Steel (Persero) Tbk.
dan Perbandingannya dengan KEPMEN LH No. 13 Tahun 1995
Pengukuran emisi di PT Krakatau Steel (Persero) Tbk. dilakukan setiap enam bulan
sekali. Berikut hasil uji emisi yang dilakukan di Billet Steel Plant pada Februari 2014. Untuk
bulan Maret 2014-Januari 2014 tidak dilakukan pengukuran karena dalam masa itu kegiatan
produksi tidak terlalu banyak dilakukan. Berikut hasil uji emisi di Billet Steel Plant bulan
Februari 2014

31
Laporan Hasil Pengujian Udara Emisi
Tanggal Sampling : 13 Februari 2014
Tanggal Analisa : 13 Februari 2014
Nama Perusahaan : PT Krakatau Steel
Pabrik : BSP
Lokasi Sampling : Billet Barat (S = 06°00,444’ E = 106°00,262’)
Parameter
Parameters
Hasil
Result
Baku Mutu
Regulatory Limits
Satuan
Unit
Nitrogen Oksida 3 - mg/Nm3
Partikel/ Debu TSP 12,9 150 mg/m3
Sulfur Dioksida 0 800 mg/Nm3
Oksigen 19,9 - %
Karbon Monoksida 1236 - mg/Nm3
Karbon Dioksida 0,3 - %
Nitrogen Dioksida 21 1000 mg/Nm3
Nox 17 - mg/Nm3
T-Gas 84 - `C
Opasitas 3 20 %
Sumber: Laporan Hasil Pegujian Emisi Udara,
Laboratorium Lingkungan PT Krakatau Steel (Persero) Tbk.
Laporan Hasil Pengujian Udara Emisi
Tanggal Sampling : 13 Februari 2014
Tanggal Analisa : 13 Februari 2014
Nama Perusahaan : PT Krakatau Steel
Pabrik : BSP
Lokasi Sampling : Billet Timur (S = 06°00,432’ E = 106°00,290’)
Parameter
Parameters
Hasil
Result
Baku Mutu
Regulatory Limits
Satuan
Unit
Nitrogen Oksida 3 - mg/Nm3
Partikel/ Debu TSP 6,75 150 mg/m3
Sulfur Dioksida 29 800 mg/Nm3
Oksigen 18,2 - %
Karbon Monoksida 160 - mg/Nm3
Karbon Dioksida 1,5 - %
Nitrogen Dioksida 4 1000 mg/Nm3
Nox 3 - mg/Nm3
T-Gas 82 - `C
Opasitas 3 20 %
Sumber: Laporan Hasil Pegujian Emisi Udara,
Laboratorium Lingkungan PT Krakatau Steel (Persero) Tbk.

32
Laporan Hasil Pengujian Udara Emisi
Tanggal Sampling : 14 Februari 2014
Tanggal Analisa : 14 Februari 2014
Nama Perusahaan : PT Krakatau Steel
Pabrik : BSP
Lokasi Sampling : LF Billet 01 (S = 06°00,284’ E = 106°00,226’)
Parameter
Parameters
Hasil
Result
Baku Mutu
Regulatory Limits
Satuan
Unit
Nitrogen Oksida 2 - mg/Nm3
Partikel/ Debu TSP 7,04 150 mg/m3
Sulfur Dioksida 0 800 mg/Nm3
Oksigen 20,6 - %
Karbon Monoksida 10 - mg/Nm3
Karbon Dioksida 0,3 - %
Nitrogen Dioksida 3 1000 mg/Nm3
Nox 6 - mg/Nm3
T-Gas 46 - `C
Opasitas 4 20 %
Sumber: Laporan Hasil Pegujian Emisi Udara,
Laboratorium Lingkungan PT Krakatau Steel (Persero) Tbk.
Berdasarkan perolehan data diatas, gas buang yang dilepas ke udara ambien melalui
cerobong berada jauh di bawah baku mutu emisi berdasarkan Keputusan Menteri Lingkungan
Hidup No. 13 Tahun 1995 tentang Tentang Baku Mutu Emisi Sumber Tidak Bergerak. Hal
ini menunjukkan bahwa dedusting system sudah cukup efetif dalam menangani pengendalian
pencemaran udara di PT Krakatau Steel (Persero) Tbk.

33
KESIMPULAN DAN SARAN
Dalam rangka mengadakan pengendalian pencemaran udara, PT Krakatau Steel
(Persero) Tbk. menggunakan dedusting system dimana debu hasil proses peleburan baja
diolah di dedusting plant dengan cara menghisap, mendinginkan, menyaring, dan membuang
udara hasil pengolahan debu ke udara bebas.
Berdasarkan fungsi utamanya, unit pada dedusting plant dapat dibagi menjadi :
� Bagian penghisap debu : Canopy, Roof Elbow dan ID Fan
� Bagian pendinginan : Fix Elbow, Hot Gas Line (Cool Ducting dan Uncool
Ducting), FDC
� Bagian proses Fisikal : Mixing Chamber
� Bagian pembersihan : Filter Cleaning Unit
� Bagian Pembuangan : Dust Transport, Stack
Berdasarkan hasil uji emisi yang dilakukan, emisi yang dikeluarkan PT Krakatau Steel
(Persero) Tbk., sudah memenuhi standar baku mutu yang berlaku (KEPMEN LH No. 13
Tahun 1995).
Uji emisi dilakukan 2 kali setahun, pemantauan udara dilakukan tiap hari dengan
menggunakan CEMs. Pada BSP hanya terpasang 1 CEMs pada stack yang dianggap
mewakili semua dapur produksi. Meski demikian, agar hasil pemantauan lebih akurat PT
Krakatau Steel (Persero) Tbk. sebaiknya melakukan pemasangan CEMs pada setiap stack
yang ada karena bahan baku yang digunakan kualitasnya beragam sehingga belum tentu
emisi yang dikeluarkan sama, meski perbedaannya tipis tetap saja aka lebih baik jika pada
semua cerobong dipasang CEMs.

34
DAFTAR PUSTAKA
BLH Daerah Prov. Jabar, 2014. Buku Panduan Pengawasan dan Kumpulan Peraturan
Pengendalian Pencemaran Lingkungan. Jawa Barat.
Dokumen Manual Sistem Manajemen Krakatau Steel (SMKS).
Keputusan Menteri Negara Lingkungan Hidup No. 13 Tahun 1995 tentang: Baku Mutu Emisi
Sumber Tidak Bergerak.
Peraturan Menteri Lingkungan Hidup No.20 Tahun 2008 tentang: Petunjuk Teknis Standar
Pelayanan Minimal Bidang Lingkungan Hidup Daerah Kabupaten/Kota.
Rencana Pemantauan Lingkungan (RPL) PT Krakatau Steel (Persero) Tbk. Cilegon.
Rencana Pengelolaan Lingkungan (RKL) PT Krakatau Steel (Persero) Tbk. Cilegon.





























