Embed Size (px)
Citation preview
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
1
FORMATION AUX TECHNIQUES INDUSTRIELLES A L’AIDE DES
ENVIRONNEMENTS VIRTUELS
Jérôme Olive (1), Indira Thouvenin (2), Domitile Lourdeaux (3), Mehdi Sbaouni (4) (1)Laboratoire Heudiasyc, Université de Technologie Compiègne, +33(0)344237994, [email protected]
(2) Laboratoire Heudiasyc, Université de Technologie Compiègne, +33(0)344234547, [email protected]
(3) Laboratoire Heudiasyc, Université de Technologie Compiègne, +33(0)344237984, [email protected]
(4) Divergent, Université de Technologie Compiègne, +33(0)344237994, [email protected]
Résumé:
Les procédures de production sont de plus en plus complexes, et nécessitent des opérateurs qualifiés. Cette
qualification s’acquière par des formations lourdes et coûteuses. La réalité virtuelle est un moyen de réduire le
temps de ces formations tout en allégeant leur coût. Nous présentons ici le projet « Réalité Virtuelle pour la
Production Industrielle », issu d’une collaboration entre Continental France SNC et l’Université de Technologie
Compiègne. Le produit de cette collaboration est un simulateur de formation sur une machine outil permettant
de réduire le temps de formation et par conséquent son coût. Ce simulateur présente aux opérateurs le mode
opératoire, ainsi que les différentes procédures à suivre pour une production idéale. Nous décrivons aussi dans
cet article la méthodologie que nous avons utilisée pour extraire et restituer les connaissances métier incluses
dans ce simulateur.
Mots clés: réalité virtuelle, formation, production industrielle, simulateur
1 Introduction
Aujourd’hui les usines françaises et occidentales en général sont dans une position délicate vis-à-
vis de la concurrence des usines des pays émergeants. Les coûts de production n’étant pas
compressibles à l’infini, on comprend donc l’intérêt direct pour les entreprises de trouver un nouveau
secteur de réduction des coûts. La formation des opérateurs prend une place prépondérante en
entreprise. Les processus de fabrication sont de plus en plus lourds à mesure que les produits se
complexifient, et exigent des opérateurs de plus en plus qualifiés, ceux-ci ont donc besoin de
formations de plus en plus précises et complexes. Ces formations ont un coût important, qui n’est pas
négligeable pour les entreprises.
En réduisant le temps de formation, on réduit de la même façon le coût budgétaire imputé par
celle-ci. Cette réduction ne doit pas s’accompagner d’un défaut de connaissances acquises, si l’on veut
garder des opérateurs qualifiés. Le principal problème de l’apprentissage sur machine industrielle, et la
mobilisation de moyen de production, typiquement l’opérateur devra s’entrainer sur une machine
réelle et donc celle-ci ne pourra être utilisée pour la confection. Cela entraine une chute de la
productivité. La réduction du coût dans ce cas passera par une réduction du temps de formation sur
une machine réelle. Il faut donc trouver un palliatif a cette formation en environnement réel, sans pour
autant l’altérer et en garantissant la qualification et la productivité immédiate d’un nouvel opérateur.
La réalité virtuelle (RV) est moyen efficace et peu onéreux (en comparaison à la mobilisation d’un
moyen de production) d’assurer une formation dans le milieu industriel. Un simulateur de la machine
de production en question est donc envisageable pour la formation. De plus la RV présente plusieurs
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
2
avantages par rapport à une formation en environnement réel. Le premier est la sécurité de l’opérateur,
celui-ci pourra commettre des erreurs sans craindre pour sa sécurité. Le second est la possibilité de
simuler des dysfonctionnements à volonté et ainsi étudier les problèmes inhérents (même rares) à la
production et leurs solutions. Ceci sans à avoir à attendre qu’ils surviennent et sans arrêter une
machine dédiée à la production.
C’est dans cette optique que nous présenterons un simulateur de production industrielle,
actuellement implanté chez Continental SNC France et conçu au sein de l’Université de Technologie
Compiègne. L’objectif principal de ce simulateur est de réduire de deux semaines le temps de
formation d’un opérateur novice, en passant de huit semaines à six semaines.
2 Le simulateur RVPI
Le sigle RVPI signifie Réalité Virtuelle pour la Production Industrielle [1]. C’est un projet de
transfert technologique réalisé par l’UTC (Université de Technologie Compiègne – 60 – France) pour
l’usine Continental SNC France de Clairoix (60 – France) appartenant au groupe Continental AG. Il
est supporté par le Conseil Régional de Picardie. Ce projet a pour but de proposer un nouvel
environnement de formation des opérateurs de confection sur la machine PU15SB, machine qui
permet l’assemblage de différents éléments composant un pneumatique automobile.
Cet environnement de formation est composé de deux éléments principaux : un simulateur et un
banc physique. Le premier simule le comportement de la machine en temps réel et permet à
l’apprenant de se familiariser avec la machine, le mode opératoire, les réglages de celle-ci ainsi que les
dysfonctionnements et leurs résolutions. Il est inséré dans un site Web intranet. Le second, le banc
physique, est une ancienne machine désaffectée permettant à l’utilisateur de s’exercer aux gestes
techniques non-simulables.
Lors de ce projet nous avons en collaboration avec Continental collecté les connaissances métier
relatives à l’utilisation de cette machine, de manière à en extraire un point de vue commun à tous les
acteurs de la confection (opérateurs, formateurs, chefs d’équipe…). Ce point de vue a été retranscrit
dans le simulateur ainsi que dans un kit de formation, afin de créer une formation complète.
Le simulateur comprend les connaissances nécessaires à un apprenant débutant pour piloter une
machine réelle. Il contient aussi des informations relatives à la qualité et la sécurité. Il est relié au
pupitre réel de la PU15Sb afin que l’apprenant puisse apprendre à le maitriser.
3 Visite virtuelle, mode opératoire et tests
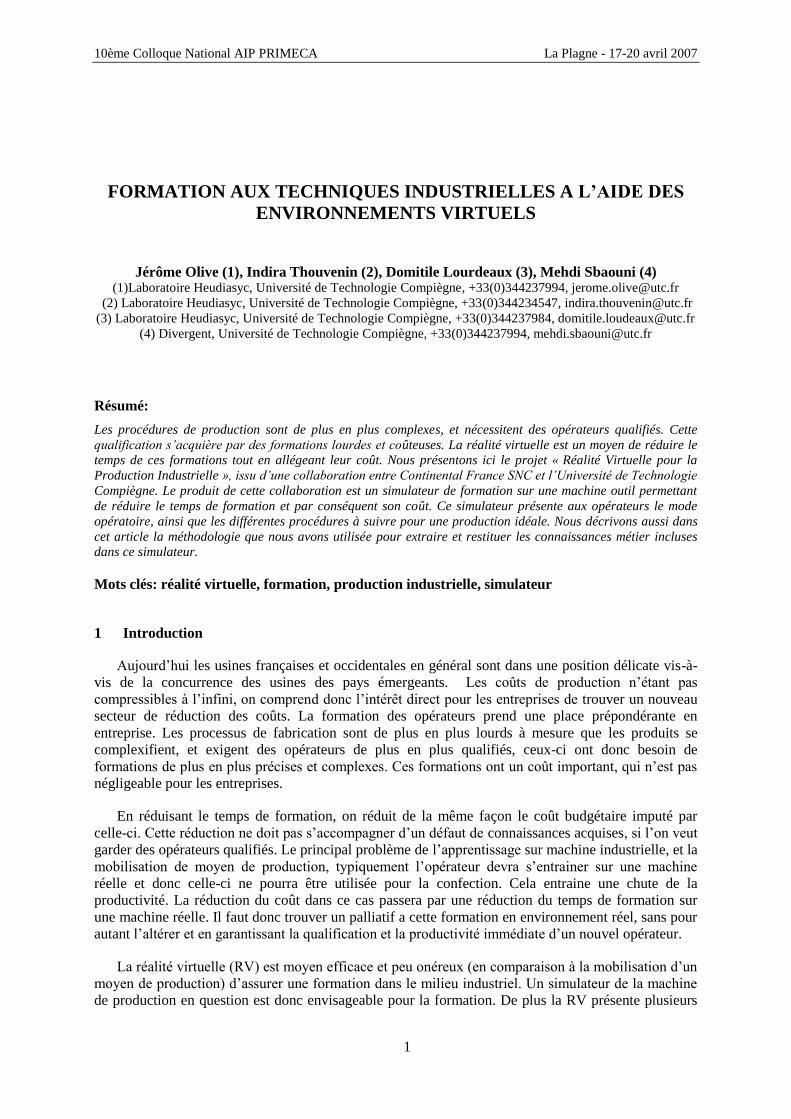
Lors de la première prise en main du système l’apprenant novice doit d’abord s’imprégner de la
machine et du vocabulaire associé à celle-ci. Pour répondre à ce besoin, il doit effectuer la visite
virtuelle (figure 1). Ce module comprend deux sous-parties, une visite guidée et une visite libre. La
première permet de suivre un parcours autour de la machine et de passer en revue l’ensemble de ses
composants. La seconde laisse libre choix de ses mouvements à l’utilisateur : il peut ainsi revenir sur
certains points. Dans ce mode l’utilisateur a accès à plusieurs points de vue prédéfinis. Durant les deux
séances de visites virtuelles l’utilisateur à accès à des données relevant de la qualité et de la sécurité.
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
3
Figure 1 : Visite virtuelle
Après s’être imprégné de l’environnement, l’utilisateur apprendra le mode opératoire complet de la
machine. Cela se déroule en trois phases successives. Pour commencer il devra suivre le mode
opératoire d’une seule traite. Dans cette phase, on suit l’avatar dans chacune des étapes du mode
opératoire pour identifier les lieux et les moments auxquels s’y rendre. La seconde phase correspond à
la même procédure à la différence près que l’avatar est stoppé à chaque étape importante. A chacune
de ces étapes l’utilisateur prend connaissance de l’action à mener. L’explication est agrémentée de
textes relatant les aspects sécurité et qualité, ainsi que des photos et vidéos montrant les bonnes et
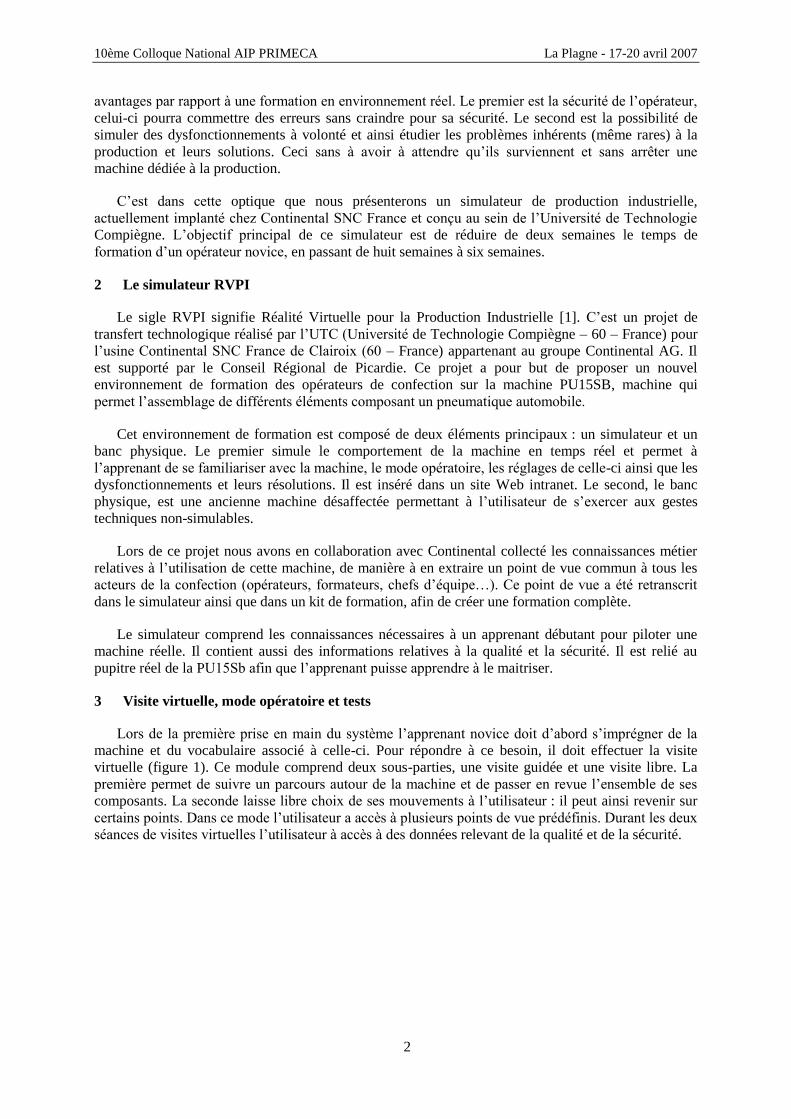
mauvaises pratiques. La dernière phase du module mode opératoire est un test de connaissances
(figure 2) qui se présente comme un QCM spatialisé. L’utilisateur doit dans un premier temps choisir,
directement dans le monde 3D, un lieu où doit se rendre l’avatar. Puis il doit choisir la bonne action à
lui faire réaliser parmi différentes solutions.
Figure 2 : Mode opératoire en mode test
3.1 Réglages, Dysfonctionnements et autres
Les deux autres types de modules sont les réglages et les dysfonctionnements. Le simulateur
comporte cinq réglages et huit dysfonctionnements différents. Lors d’un dysfonctionnement virtuel
l’utilisateur doit tout mettre en œuvre pour redémarrer la machine. On retrouve ici une présentation
étape par étape ainsi qu’un test par sous module. Dans certains dysfonctionnements virtuels, en mode
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
4
test l’utilisateur utilisera le pupitre pour placer la machine virtuelle dans une configuration sécurisée et
ainsi poursuivre la résolution du problème. Pour les réglages cela se passe autrement. Ici pas de test ni
de présentation étape par étape, l’apprenant utilise le pupitre de commande pour piloter la machine
virtuelle. Il doit modifier certains paramètres afin de mettre la machine dans une configuration
optimale. Chaque paramètre modifié sur le pupitre a un impact visuel direct sur la représentation 3D
de la machine.
Le simulateur comprend aussi deux autres types de procédures qui sont le self-control et les
opérations fréquentielles. La première doit être effectuée avant de lancer la production sur la machine.
Les secondes représentent les opérations cycliques de la production, comme alimenter la machine en
matière première.
3.2 Le suivi de formation
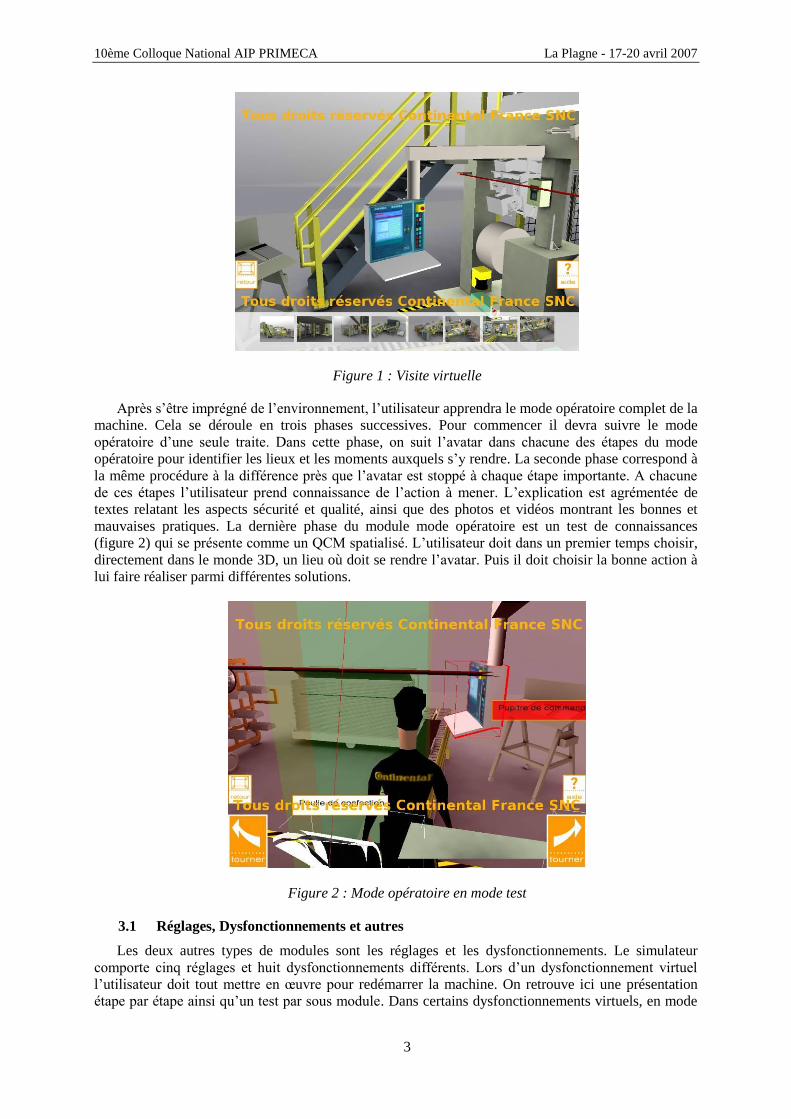
Pour pouvoir suivre sa progression l’utilisateur ainsi que le formateur ont accès à un module de
suivi de formation. Il est présenté dans le site WEB contenant le simulateur, sous la forme d’un grand
tableau regroupant toutes les données de l’utilisateur (figure 3). On y retrouve chaque module et sous-
module, leurs validations, leur pourcentage de progression, le nombre de fois que le module à été
effectué par l’utilisateur. Toutes ces données sont contenues dans une base de données. Elles sont
mises à jour directement par le module 3D en temps réel.
Figure 3 : Suivi avec progression individuelle
3.3 L’espace formation et le banc physique
Le simulateur est placé dans un espace de formation au sein même de l’atelier de confection de
l’usine de Clairoix. Cet espace a été spécialement créé pour accueillir le simulateur. Il est composé du
simulateur à proprement dit (les deux blocs gris et bleu sur la figure 4, à gauche le pc industriel avec le
pupitre, à droite le pc de simulation dans un meuble de protection). A droite en jaune nous retrouvons
le banc physique, c’est une machine d’ancienne génération qui précédait la PU15Sb. Elle est utilisée
pour entraîner les opérateurs aux gestes techniques et manuels. En effet, le toucher de la gomme des
éléments de pneumatique est une sensation qu’il est à l’heure actuelle impossible de simuler grâce à
des interfaces de réalité virtuelle. C’est pourquoi nous avons pris le parti d’utiliser de vraies pièces de
gommes sur une machine réelle. L’insertion du simulateur directement dans l’atelier de confection
permet principalement d’habituer l’apprenant à son futur environnement de travail. Sons, mouvement
des chariots, odeurs de la gomme sont autant de paramètres stressants auxquels l’utilisateur aura à
faire face plus tard. Le second rôle de l’insertion du simulateur dans l’environnement réel est une
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
5
meilleure acceptation ou appropriation de celui-ci par les anciens opérateurs qui devront l’utiliser pour
une remise à niveau. On retrouve aussi dans l’espace de formation un ensemble de panneaux
regroupant les différentes informations concernant la qualité, la sécurité, et l’organisation de la
formation.
Figure 4 : L'espace formation de Continental Clairoix
4 Conception du Simulateur
4.1 Méthodologie : récolte de données et conception
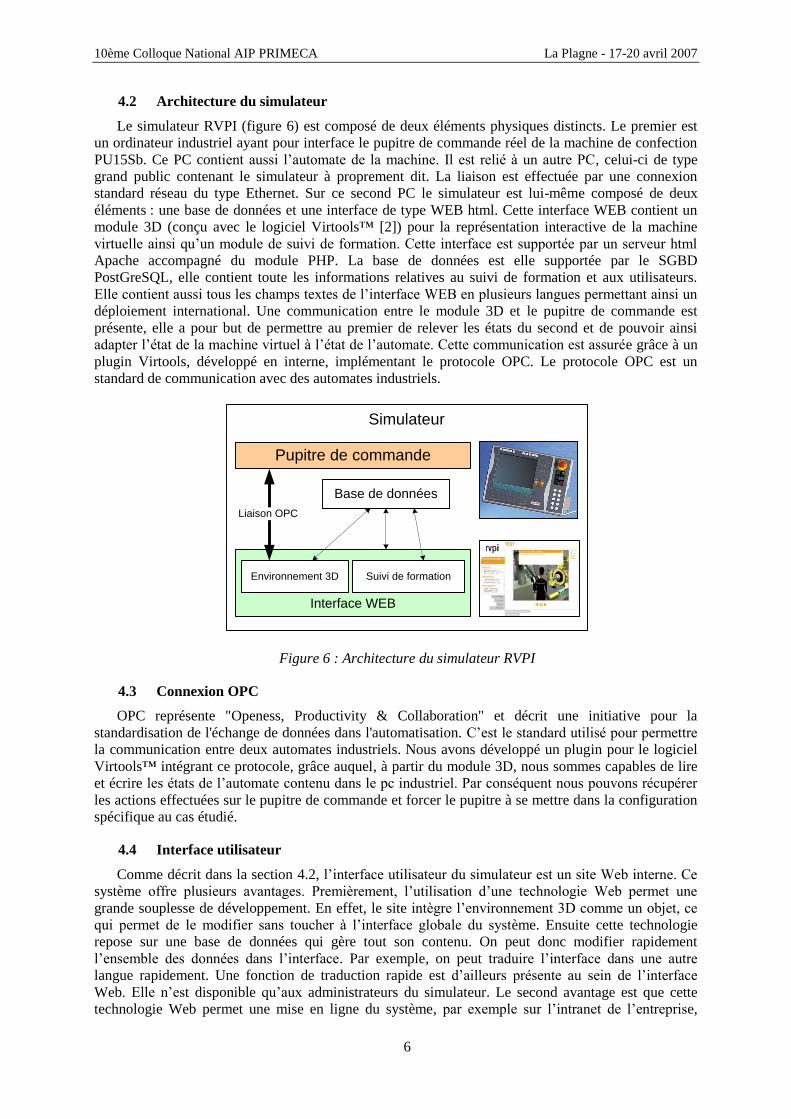
Pour la conception (figure 5) de ce simulateur nous avons suivi une procédure bien précise. Dans
un premier temps, un comité de pilotage a été formé afin de concevoir ce simulateur. Il regroupe tous
les acteurs en relation avec ce dernier, à savoir les concepteurs de l’UTC, des opérateurs et des
formateurs. La première étape de la conception était une étude ergonomique du poste de travail
effectuée par un cabinet indépendant. Suite à cette étude, le comité a défini les processus de
fabrication sur machine devant être simulés. Suite à cela, une première machine virtuelle a été
modélisée. Ensuite les processus de fabrication sont divisés en actions élémentaires (exemple : aller à
tel organe de la machine, mise en route tapis…). Ces actions sont ordonnancées selon le mode
opératoire réel de la machine, il en résulte un simogramme du fonctionnement de la machine. La
machine virtuelle et le simogramme sont ensuite évalués selon des critères industriels de sécurité et de
qualité. Dans le cas d’une évaluation négative, la conception est reprise à une étape précédente
(exemple : il manque un organe de sécurité sur la machine virtuelle, nous devons reprendre la
maquette virtuelle et ajouter l’élément manquant). Dans le cas d’une réponse positive,
l’implémentation du module est lancée, avec la création des cinématiques de la machine et de l’avatar.
Cela correspond à la mise en place des actions précédemment citées sur l’environnement virtuel.
Définition des
processus à simuler
Prototypage de la machine virtuelle
Modélisation 3D
Définitions des étapes
élémentairesOrdonancement
Evaluation
industrielle
Critères industriels :
- Sécurité
- Qualité
Implémentation
Cinématique de la machine
Cinématique de l’avatar
non
oui
Figure 5 : Méthodologie de conception
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
6
4.2 Architecture du simulateur
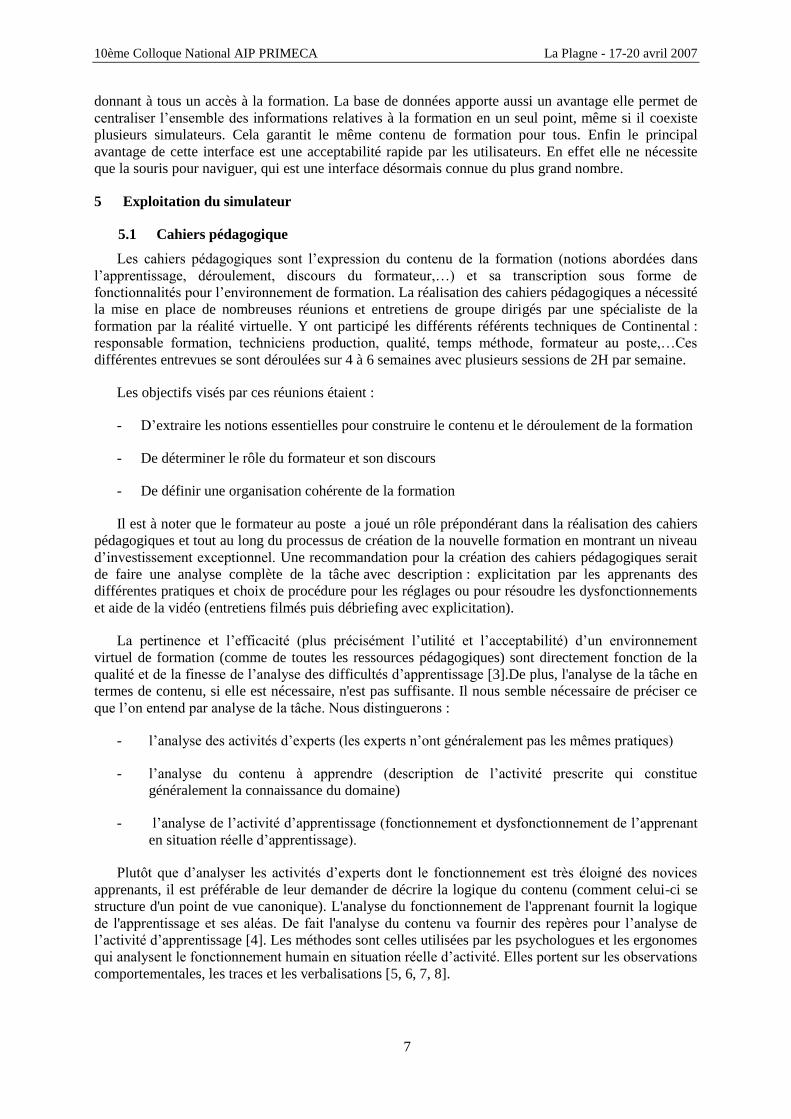
Le simulateur RVPI (figure 6) est composé de deux éléments physiques distincts. Le premier est
un ordinateur industriel ayant pour interface le pupitre de commande réel de la machine de confection
PU15Sb. Ce PC contient aussi l’automate de la machine. Il est relié à un autre PC, celui-ci de type
grand public contenant le simulateur à proprement dit. La liaison est effectuée par une connexion
standard réseau du type Ethernet. Sur ce second PC le simulateur est lui-même composé de deux
éléments : une base de données et une interface de type WEB html. Cette interface WEB contient un
module 3D (conçu avec le logiciel Virtools™ [2]) pour la représentation interactive de la machine
virtuelle ainsi qu’un module de suivi de formation. Cette interface est supportée par un serveur html
Apache accompagné du module PHP. La base de données est elle supportée par le SGBD
PostGreSQL, elle contient toute les informations relatives au suivi de formation et aux utilisateurs.
Elle contient aussi tous les champs textes de l’interface WEB en plusieurs langues permettant ainsi un
déploiement international. Une communication entre le module 3D et le pupitre de commande est
présente, elle a pour but de permettre au premier de relever les états du second et de pouvoir ainsi
adapter l’état de la machine virtuel à l’état de l’automate. Cette communication est assurée grâce à un
plugin Virtools, développé en interne, implémentant le protocole OPC. Le protocole OPC est un
standard de communication avec des automates industriels.
Simulateur
Pupitre de commande
Interface WEB
Environnement 3D Suivi de formation
Liaison OPC
Base de données
Figure 6 : Architecture du simulateur RVPI
4.3 Connexion OPC
OPC représente "Openess, Productivity & Collaboration" et décrit une initiative pour la
standardisation de l'échange de données dans l'automatisation. C’est le standard utilisé pour permettre
la communication entre deux automates industriels. Nous avons développé un plugin pour le logiciel
Virtools™ intégrant ce protocole, grâce auquel, à partir du module 3D, nous sommes capables de lire
et écrire les états de l’automate contenu dans le pc industriel. Par conséquent nous pouvons récupérer
les actions effectuées sur le pupitre de commande et forcer le pupitre à se mettre dans la configuration
spécifique au cas étudié.
4.4 Interface utilisateur
Comme décrit dans la section 4.2, l’interface utilisateur du simulateur est un site Web interne. Ce
système offre plusieurs avantages. Premièrement, l’utilisation d’une technologie Web permet une
grande souplesse de développement. En effet, le site intègre l’environnement 3D comme un objet, ce
qui permet de le modifier sans toucher à l’interface globale du système. Ensuite cette technologie
repose sur une base de données qui gère tout son contenu. On peut donc modifier rapidement
l’ensemble des données dans l’interface. Par exemple, on peut traduire l’interface dans une autre
langue rapidement. Une fonction de traduction rapide est d’ailleurs présente au sein de l’interface
Web. Elle n’est disponible qu’aux administrateurs du simulateur. Le second avantage est que cette
technologie Web permet une mise en ligne du système, par exemple sur l’intranet de l’entreprise,
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
7
donnant à tous un accès à la formation. La base de données apporte aussi un avantage elle permet de
centraliser l’ensemble des informations relatives à la formation en un seul point, même si il coexiste
plusieurs simulateurs. Cela garantit le même contenu de formation pour tous. Enfin le principal
avantage de cette interface est une acceptabilité rapide par les utilisateurs. En effet elle ne nécessite
que la souris pour naviguer, qui est une interface désormais connue du plus grand nombre.
5 Exploitation du simulateur
5.1 Cahiers pédagogique
Les cahiers pédagogiques sont l’expression du contenu de la formation (notions abordées dans
l’apprentissage, déroulement, discours du formateur,…) et sa transcription sous forme de
fonctionnalités pour l’environnement de formation. La réalisation des cahiers pédagogiques a nécessité
la mise en place de nombreuses réunions et entretiens de groupe dirigés par une spécialiste de la
formation par la réalité virtuelle. Y ont participé les différents référents techniques de Continental :
responsable formation, techniciens production, qualité, temps méthode, formateur au poste,…Ces
différentes entrevues se sont déroulées sur 4 à 6 semaines avec plusieurs sessions de 2H par semaine.
Les objectifs visés par ces réunions étaient :
- D’extraire les notions essentielles pour construire le contenu et le déroulement de la formation
- De déterminer le rôle du formateur et son discours
- De définir une organisation cohérente de la formation
Il est à noter que le formateur au poste a joué un rôle prépondérant dans la réalisation des cahiers
pédagogiques et tout au long du processus de création de la nouvelle formation en montrant un niveau
d’investissement exceptionnel. Une recommandation pour la création des cahiers pédagogiques serait
de faire une analyse complète de la tâche avec description : explicitation par les apprenants des
différentes pratiques et choix de procédure pour les réglages ou pour résoudre les dysfonctionnements
et aide de la vidéo (entretiens filmés puis débriefing avec explicitation).
La pertinence et l’efficacité (plus précisément l’utilité et l’acceptabilité) d’un environnement
virtuel de formation (comme de toutes les ressources pédagogiques) sont directement fonction de la
qualité et de la finesse de l’analyse des difficultés d’apprentissage [3].De plus, l'analyse de la tâche en
termes de contenu, si elle est nécessaire, n'est pas suffisante. Il nous semble nécessaire de préciser ce
que l’on entend par analyse de la tâche. Nous distinguerons :
- l’analyse des activités d’experts (les experts n’ont généralement pas les mêmes pratiques)
- l’analyse du contenu à apprendre (description de l’activité prescrite qui constitue
généralement la connaissance du domaine)
- l’analyse de l’activité d’apprentissage (fonctionnement et dysfonctionnement de l’apprenant
en situation réelle d’apprentissage).
Plutôt que d’analyser les activités d’experts dont le fonctionnement est très éloigné des novices
apprenants, il est préférable de leur demander de décrire la logique du contenu (comment celui-ci se
structure d'un point de vue canonique). L'analyse du fonctionnement de l'apprenant fournit la logique
de l'apprentissage et ses aléas. De fait l'analyse du contenu va fournir des repères pour l’analyse de
l’activité d’apprentissage [4]. Les méthodes sont celles utilisées par les psychologues et les ergonomes
qui analysent le fonctionnement humain en situation réelle d’activité. Elles portent sur les observations
comportementales, les traces et les verbalisations [5, 6, 7, 8].
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
8
Cette analyse avait pour objectif de mettre en évidence les incohérences dans la formation ainsi
que les problèmes de représentation par les apprenants, i.e. savoir quelles sont les difficultés
d’apprentissage des apprenants, sont-elles d’ordre:
- Psycho-moteur : coordination des processus sensoriels, de représentation et moteurs.
- Psycho-social : relatif aux facteurs psychologiques déterminant les interactions entre les
individus.
- Affectivo-motivationnel : ensemble des processus qui déclenchent, orientent et décident de
l’arrêt des comportements moteurs ou cognitifs.
Par exemple, des opérateurs n’osent pas modifier le réglage pupitre de peur de faire plus mal.
Cette difficulté est d’ordre cognitif et affectivo-motivationnel. L’utilisation du pupitre est complexe à
intégrer. La formation sur le terrain avec la contrainte de production ne permet pas au formé de se faire
une bonne représentation du fonctionnement du pupitre. Le stress lié au quota de production ne lui
permet pas de vérifier par lui-même l’influence des paramètres sur le process. De plus son sentiment
d’efficacité personnelle diminue. L’utilisation du module « réglages » du simulateur devrait permettre
de résoudre ces difficultés d’apprentissage. Par contre, pour les dysfonctionnements, nous avons pu
noter que selon les experts (experts de la tâche et formateurs) et selon les machines, les procédures de
résolution n’étaient pas les mêmes. Montrer la procédure correcte (qui fonctionne pour toutes les
machines) ne suffira pas à modifier en profondeur les représentations du dysfonctionnement que les
formés se font. Il en est de même pour les opérateurs qui appliquent un mode opératoire différent de
celui prescrit. La solution préconisée ici, serait de pouvoir analyser la tâche des opérateurs qui ont un
mode de résolution différent et comprendre pourquoi ils dévient avec des entretiens d’explicitation.
Ensuite, il faudra trouver les moyens de remédier à ces difficultés. Il faudra peut être trouver des
solutions adaptatives selon les formés puisque les causes doivent différer. Ici, la solution adoptée a été
de montrer la bonne procédure pour tous et ne pas travailler sur des apprentissages personnalisés.
Cette solution est économique en temps mais est beaucoup moins efficace.
5.2 Plan de formation par la RV
L’utilisation du simulateur et des cahiers pédagogiques s’insère dans un plan de formation
prédéfini qui guide les formateurs dans leurs tâches. Il partitionne les journées de formation en
différentes sessions de une à deux heures. Ses sessions se partagent en exercices sur le simulateur, en
travaux pratiques sur le banc physique pour apprendre les gestes techniques et en sessions de
production sur la machine PU15Sb. Les premiers jours sont réservés aux travaux sur le simulateur et
sur le banc physique avec un glissement progressif sur les sessions de production. Cette transition
progressive permet à l’apprenant de se mettre en confiance face à la machine. Elle s’effectue sur les
trois premières semaines, avec un temps total sur simulateur et banc physique équivalent à deux
semaines. Les trois semaines suivantes sont passées sur machine de production en doublon avec un
formateur. La formation est considérée comme terminée lorsque l’apprenant arrive à 100%
d’efficience, c'est-à-dire qu’il produit le nombre de pneus journalier suffisant selon les critères de
Continental. Dans tous les cas la formation ne dépassera pas six semaines.
5.3 Evaluation de la RV
Aujourd’hui le simulateur est utilisé chez Continental au sein de l’usine de Clairoix. Deux
formations différentes sont dispensées en ce moment. La première est une remise à niveau des
opérateurs expérimentés. Dans ce cas le simulateur n’est pas exploité à son potentiel maximum et est
juste utilisé pour rappeler les bonnes pratiques aux opérateurs. Il n’y aura pas d’évaluation de cette
formation. La seconde formation concerne l’opérateur novice n’ayant aucune expérience la machine
PU15Sb. C’est cette formation qui sera évaluée. Aujourd’hui trop peu d’opérateurs ont suivi cette
formation pour pouvoir évaluer celle-ci correctement. En effet nous désirons évaluer le simulateur sur
des critères de productivité (efficience, TRS), qualité (nombre de rebus), temps d’arrêt machine et
temps de formation. Aujourd’hui seul le dernier critère peut être évalué. La formation à été diminuée
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
9
de deux semaines passant celle-ci de huit à six semaines, c’est donc déjà un premier succès. Nous
avons même observé un opérateur qui était opérationnel en quatre semaines, mais il faut le considérer
comme un cas exceptionnel. Une autre amélioration est à mettre en évidence. Si l’on considère que la
partie de la formation passée sur le simulateur était avant effectuée sur machine, nous réduisons encore
de deux semaines l’occupation de celle-ci.
Pour résumer, aujourd’hui l’opérateur novice passe 25% de temps en moins en formation et 50%
de temps en moins sur la machine pendant sa formation. Cette machine peut donc être utilisée quatre
semaines de plus en production.
6 Perspectives
6.1 Un autre besoin industriel : la maintenance
Une des autres causes du coût de production élevé est la maintenance. S’il est évident que l’on ne
peut pas réduire les coûts des pièces de rechange qui sont souvent déjà négociées aux meilleurs prix, il
n’en est pas de même des surcoûts générés par l’immobilisation d’une machine pour une action de
maintenance. De la même façon que nous voulions réduire les temps de formation sur machine, ici
nous désirons réduire les temps d’intervention des techniciens de maintenance sur site. Un seul
moyen : augmenter la réactivité des techniciens, en leur proposant un outil d’aide et de formation à la
maintenance industrielle. Il y a plusieurs obstacles à une bonne réactivité des techniciens :
Le manque de connaissances : un technicien peut être spécialiste d’un groupe de machines et
devoir intervenir sur d’autres. Il devra donc comprendre en premier lieu le fonctionnement de la
machine.
Le manque de capitalisation : bien souvent l’expérience des techniciens chevronnés n’est pas
transmise et les connaissances se perdent, notamment sur les machines anciennes.
L’accessibilité des documents : les documents ne sont souvent pas centralisés et pas accessibles on
situ.
6.2 Intérêt de la réalité augmentée pour la maintenance
Une étude [9] a permis de démontrer la supériorité de la réalité augmentée en tant que support
d’aide à l’assemblage par rapport à la réalité virtuelle simple ou au support papier. Les opérations
d’assemblage sont la première utilisation de la RA dans le domaine industriel et représentent une
grande proportion des actions de maintenance industrielle. Plusieurs projets utilisent la RA comme
outils dédiés à la maintenance. Le premier se nomme ARVIKA [10]. C’est un projet sponsorisé par
l’état allemand visant à promouvoir la réalité augmentée dans le milieu industriel. Il référence
plusieurs applications de maintenance notamment dans l’aéronautique et dans la construction
automobile. Le second STAR-MATE [11] (SysTem using Augmented Reality for Maintenance,
Assembly, Training and Education) propose d’aider les opérateurs à la maintenance en proposant des
guides à la pose et dépose d’éléments mécaniques, des documentations techniques, le tout agrémenté
d’aides visuelles et sonores. Celui-ci est utilisé dans la construction aéronautique, optronique ou
encore dans la maintenance nucléaire. AMRA (Assistance à la Maintenance par la Réalité Augmentée)
est un projet qui a pour but de fournir à l’opérateur de maintenance les informations nécessaires sur
son poste de travail, base de données GMAO, plans, vidéos de démontage... Le dernier, KARMA [12]
(Knowledge-based Augmented Reality for Maintenance Assistance), est un prototype d’aide à la
maintenance d’imprimante permettant de visualiser en transparence l’objet maintenu et ses différents
éléments, ainsi que leur chemin de pose et dépose.
Ces systèmes présentent les mêmes inconvénients. Le premier est qu’ils ne sont principalement
que des outils d’affichage de l’information, on ne peut qu’accéder à l’information par des ordres ou
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
10
par des évènements. Très peu d’interaction est présente dans ces projets. Les informations sont
présentées séquentiellement, l’utilisateur ne peut naviguer dans les connaissances à son gré. Le second
inconvénient est la rigidité de tels produits. En effet, l’utilisateur ne peut pas ajouter du contenu à
l’environnement. Par exemple, sur un cas de maintenance, s’il s’aperçoit qu’une procédure n’est pas
conforme il ne peut pas directement la modifier. Seuls les concepteurs du logiciel sont à même de
construire un nouveau cas de maintenance. De plus cette modification est souvent effectuée en dehors
de l’environnement immersif. Dans notre nouveau projet nous désirons apporter le même genre
d’outil aux techniciens de maintenance que dans les projets précédemment cités, en apportant une
notion de capitalisation des connaissances. En effet nous sommes actuellement en phase de conception
d’un système de réalité augmentée pour l’aide aux actions de maintenance. Cet outil permettra
d’afficher les procédures de pose et dépose d’éléments mécaniques sous différentes formes : 3D,
vidéo, audio ou encore simplement textuelle. Ces connaissances seront centralisées et pourront être
mises à jour par les techniciens eux-mêmes. Nous afficherons aussi des informations de GMAO
comme l’historique de maintenance de chaque pièce ou encore leurs références et disponibilité en
magasin. Cet outil devra permettre de réduire les temps d’immobilisation des machines de production
en panne. Cela ne sera possible que si l’on est capable de fournir à tout instant et à tout endroit (dans
les zones de production principalement) les connaissances métier, c’est ce que nous nommerons
l’ubiquité de l’information.
7 Conclusion
Nous avons présenté le simulateur de production de pneumatiques de Continental, son utilisation
en entreprise ainsi que sa conception. Ce simulateur a été créé dans le but de diminuer le temps de
formation des opérateurs de confection, et le coût global de production. Ce but est désormais atteint. Il
nous reste toutefois à évaluer les retombées sur le plan quantitatif et qualitatif sur des critères de
production. Nous espérons réduire les temps d’arrêt machine, augmenter le rendement et diminuer le
nombre de rebus, et cela grâce à l’amélioration générale des connaissances des opérateurs. La
réduction du temps de formation est un succès : dans un temps plus réduit, les opérateurs arrivent au
moins au même niveau de compétence que dans la formation précédente.
Nous sommes actuellement en phase de conception d’un nouvel outil d’assistance aux techniciens
de maintenance qui nous l’espérons aura les mêmes répercutions sur les coûts de production que le
précédent projet. Cela en diminuant les temps d’arrêt machine imputables aux actions de maintenance
quelles soient préventives ou curatives.
Références
[1] J. OLIVE., I. THOUVENIN, G. LEMASSON, M. SBAOUNI, "Tire Manufacturing
supported by virtual environment", Procedings of Laval Virtual 2006, april 2006, Laval-
France. avril 2006, pp.159-163
[2] Virtools™ : http://www.virtools.com
[3] MICHEL G. (1996). Analyse et modélisation du fonctionnement cognitif - Thèse de
doctorat de l’Université de Provence (Tome 1). In MICHEL G. & GUGLIELMI-
DOMENECH C. Conception et réalisation d’un outil de développement cognitif
intelligemment assisté par ordinateur. Université de Provence, 1996.
[4] MELLET-D'HUART D., MICHEL G. Faciliter les apprentissages avec la réalité virtuelle.
Faciliter les apprentissages avec la réalité virtuelle In PASTRE P. Ed. Approche par la
simulation : de l'analyse du travail aux apprentissages professionnels. Octares, 2005.
[5] BASTIEN, C. (1987). Schèmes et stratégies dans l'activité cognitive de l'enfant. Paris :
P.U.F.
[6] CAVERNI, J.P. (1988). La verbalisation comme source d'observables pour l'étude du
fonctionnement cognitif. In J.P. CAVERNI, C. BASTIEN, P. MENDELSOHN & G.
TIBERGHIEN (Eds.), Psychologie cognitive : modèles et méthodes (253-274). Grenoble:
PUG.
10ème Colloque National AIP PRIMECA La Plagne - 17-20 avril 2007
11
[7] HOC, J.M. (1984). La verbalisation provoquée pour l'étude du fonctionnement cognitif,
Psychologie Française, n° 29-3/4, 231-234.
[8] HOC, J.M., LEPLAT, J. (1981). Verbalisation et résolution de problèmes : évaluation de
diverses modalités de verbalisation pour une tâche de sériation. Rapport du laboratoire de
psychologie du travail. Paris.
[9] A. TANG, C. OWEN, F. BIOCCA, W. MOU , “Comparative Effectiveness of Augmented
Reality in Object Assembly”, in New Techniques for Presenting Instructions and Transcripts
Ft. Lauderdale, Florida, USA, April 5-10, 2003
[10] ARVKA: http://www.arvika.de/www/e/home/home.htm
[11] STAR-MATE: http://starmate.iff-upl.fhg.de/
[12] KARMA: http://www1.cs.columbia.edu/graphics/projects/karma/karma.html




![Créativité et mondes virtuels : Sur le potentiel artistique et culturel de Second Life [File: English version]](https://img.pdfslide.net/doc/110x75/6312a172b22baff5c40ec2fd/creativite-et-mondes-virtuels-sur-le-potentiel-artistique-et-culturel-de-second.jpg)


















