Embed Size (px)
Citation preview

Global Constraint-Insensitive Fracture in SiC Particulate-Reinforced AA 2009
BRIAN P. SOMERDAY and RICHARD P. GANGLOFF
Experimental results prove this hypothesis: The effective plastic fracture strain (~) for a discontinuously reinforced metal matrix composite (MMC) is insensitive to globally imposed triaxial tensile stress, because the elastic reinforcement independently produces high local ma- trix constraint during plastic deformation. The value ef is measured for SiC particulate- reinforced AA 2009-T6, with cylindrical circumferentially notched (global constraint ratio, trm/~, of 1.0) and smooth tensile specimens (o-m/6" of 0.3), as a function of temperature. The MMC fractures by microvoid-based processes associated with the SiC at all temperatures. The ratio (r) of smooth to notched specimen ef equals unity from 25 ~ to 200 ~ and is less than values of 2 or higher typical of monolithic A1 alloys at similar global constraint. This result establishes that global constraint does not degrade MMC fracture resistance because of the unique effect of local matrix constraint. The ratio r for the MMC increases from near 1 at 200 ~ to a maximum of 3.3 at 250 ~ indicating a loss of local matrix constraint, possibly due to reduced matrix-particle load transfer or microvoid nucleation at low strains. Uncertainties hinder precise definition of e~ vs global trm/O. Global constraint-insensitive fracture for the MMC suggests that plane strain fracture toughness differences between the composite and un- reinforced matrix are not well defined by smooth specimen ductilities. Further, MMC fracture toughness should be insensitive to global constraint and associated cracked specimen dimensions.
I. INTRODUCTION
THE intrinsic tensile fracture resistance of a discon- tinuously reinforced (DR) metal matrix composite (MMC) is generally inferior compared to that of the un- reinforced matrix, t~l Average tensile ductility, and more precisely the local strain and normal stress required to initiate microscopic damage, is reduced due to the tri- axial tensile stress which evolves in the composite ma- trix adjacent to particles or whiskers, t2-61 Residual triaxial stress forms in the matrix of DR MMCs during rapid cooling from processing or heat-treatment temper- atures because of the difference in thermal expansion coefficients between the matrix and reinforcement, t71 Additional local triaxiality develops during plastic de- formation due to the constraint of matrix plastic flow by the high stiffness elastic reinforcement, t3-5,8,91
Locally high MMC matrix constraint was demon- strated by finite element modeling (FEM) of smooth uni- axial tensile specimens under imposed uniform nominal strains t3-5,91 and was suggested based on smooth tensile experiments subjected to superimposed hydrostatic con- fining pressure, t~~ In the latter work, reduction of area (RA) at fracture for both 2XXX/SiC/15p-UA and -OA* rose from 10 to 50 pct, whereas RA values for both 6061/AI203/15p-UA and -OA increased from 10 to 80 pct, with the application of 300 MPa pressure. It was concluded that superimposed pressure suppressed both globally generated constraint from specimen neck- ing and local matrix triaxial tensile stress; MMC tensile
BRIAN P. SOMERDAY, Graduate Research Associate, and RICHARD P. GANGLOFF, Professor, are with the Department of Materials Science and Engineering, School of Engineering and Applied Science, University of Virginia, Charlottesville, VA 22903.
Manuscript submitted September 13, 1993.
ductility was accordingly improved because both ele- ments of constraint exacerbate microvoid nucleation, growth, and coalescence (MNG).**
*This MMC designation follows Aluminum Association nomenclature.tn~
**The global triaxial tensile stresses at fracture, which evolved dur- ing necking, were calculated for 6061/AI2OJ 15p-XX and monolithic aluminum alloy (AA) 6061-XX specimens tested under 150 MPa ap- plied pressure. Monolithic AA 6061-XX fractured after the neck- induced global triaxial tensile stress exceeded the imposed pressure; that is, the net triaxial stress was greater than zero. However, a net negative global triaxial stress was calculated for 6061/A1203/15p-XX at fracture, suggesting that local matrix triaxial tensile stress was superimposed on that created by global constraint, tm
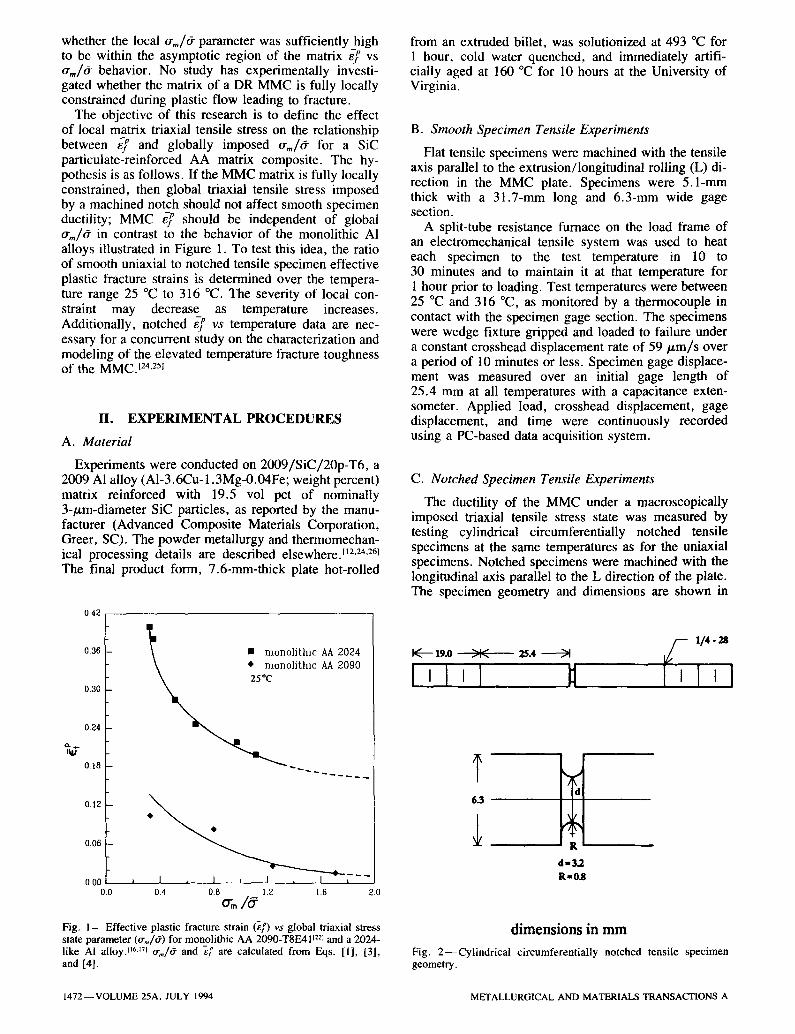
Triaxial tensile stress degrades the intrinsic fracture resistance of materials that microscopically fail via MNG. The MNG models predict that the initiation and growth stages of this dilatant fracture mode are enhanced by triaxial tensile s t ress , t13"14'151 Experiments conducted on cylindrical circumferentially notched tensile speci- mens of monolithic A1 alloys and steels demonstrate that material ductility decreases and asymptotically ap- proaches a limiting value with increasing magnitude of triaxial tensile stress, t16-231 Geometric constraint, due to cross-sectional area and plastic-to-elastic deformation gradients in the notch, produces global triaxial tensile stress. 115,171 Typical plots of effective plastic strain to failure, ~ , vs the global mean stress-to-effective stress ratio, o-,,/6-, are reproduced in Figure 1 for two mono- lithic AI alloys, tl6AT,2zl Additionally, for monolithic AA 8009, increasing global ~rm/6" from 0.3 to about 1.4 re- suited in a fivefold reduction in ~.t231
Several studies t3-Sm calculated the magnitude of local matrix triaxial tensile stress in strained smooth uniaxial tensile specimens of whisker- and particulate-reinforced A1 MMCs using FEM. This work did not indicate
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 25A, JULY 1994--1471
whether the local crm/6" parameter was sufficiently high to be within the asymptotic region of the matrix ef vs trm/6~ behavior. No study has experimentally investi- gated whether the matrix of a DR MMC is fully locally constrained during plastic flow leading to fracture.
The objective of this research is to define the effect of local matrix triaxial tensile stress on the relationship between ~ and globally imposed o-m/# for a SiC particulate-reinforced AA matrix composite. The hy- pothesis is as follows. If the MMC matrix is fully locally constrained, then global triaxial tensile stress imposed by a machined notch should not affect smooth specimen ductility; MMC ~ should be independent of global trm/# in contrast to the behavior of the monolithic AI alloys illustrated in Figure 1. To test this idea, the ratio of smooth uniaxial to notched tensile specimen effective plastic fracture strains is determined over the tempera- ture range 25 ~ to 316 ~ The severity of local con- straint may decrease as temperature increases. Additionally, notched ~ vs temperature data are nec- essary for a concurrent study on the characterization and modeling of the elevated temperature fracture toughness of the M M C . 124,251
II. EXPERIMENTAL PROCEDURES
A. Material
Experiments were conducted on 2009/SiC/20p-T6, a 2009 AI alloy (A1-3.6Cu-1.3Mg-0.04Fe; weight percent) matrix reinforced with 19.5 vol pet of nominally 3-/zm-diameter SiC particles, as reported by the manu- facturer (Advanced Composite Materials Corporation, Greer, SC). The powder metallurgy and thermomechan- ical processing details are described elsewhere) t2,24,26~ The final product form, 7.6-ram-thick plate hot-rolled
0.42
0.36
0.30
0.34
0.t8
�9 monol i th ic AA 2024 �9 monoli thic AA 2090
012 . ~ ? .
0.06
0 O0 n 0.0 0.4 0.8 1.2 1.6 2.0
o-m/ Fig. 1 - Effective plastic fracture strain (}~) v s global triaxial stress state parameter (0%/6-) for monolithic AA 2090-T8E41 uz21 and a 2024- like AI alloy. 116.171 trm/d" and e f are calculated from Eqs. [1], [31, and [4].
from an extruded billet, was solutionized at 493 ~ for 1 hour, cold water quenched, and immediately artifi- cially aged at 160 ~ for 10 hours at the University of Virginia.
B. Smooth Specimen Tensile Experiments
Flat tensile specimens were machined with the tensile axis parallel to the extrusion/longitudinal rolling (L) di- rection in the MMC plate. Specimens were 5.1-mm thick with a 31.7-mm long and 6.3-ram wide gage section.
A split-tube resistance furnace on the load frame of an electromechanical tensile system was used to heat each specimen to the test temperature in 10 to 30 minutes and to maintain it at that temperature for 1 hour prior to loading. Test temperatures were between 25 ~ and 316 ~ as monitored by a thermocouple in contact with the specimen gage section. The specimens were wedge fixture gripped and loaded to failure under a constant crosshead displacement rate of 59/zm/s over a period of 10 minutes or less. Specimen gage displace- ment was measured over an initial gage length of 25.4 mm at all temperatures with a capacitance exten- someter. Applied load, crosshead displacement, gage displacement, and time were continuously recorded using a PC-based data acquisition system.
C. Notched Specimen Tensile Experiments
The ductility of the MMC under a macroscopically imposed triaxial tensile stress state was measured by testing cylindrical circumferentially notched tensile specimens at the same temperatures as for the uniaxial specimens. Notched specimens were machined with the longitudinal axis parallel to the L direction of the plate. The specimen geometry and dimensions are shown in
K 19.0 ~ 25.4 >I ~l 1/4- 2s
Ill
6.3
d=3,2
R=0J
dimensions in m m
Fig. 2 - -Cy l ind r i ca l circumferentially notched tensile specimen geometry.
1472--VOLUME 25A, JULY 1994 METALLURGICAL AND MATERIALS TRANSACTIONS A
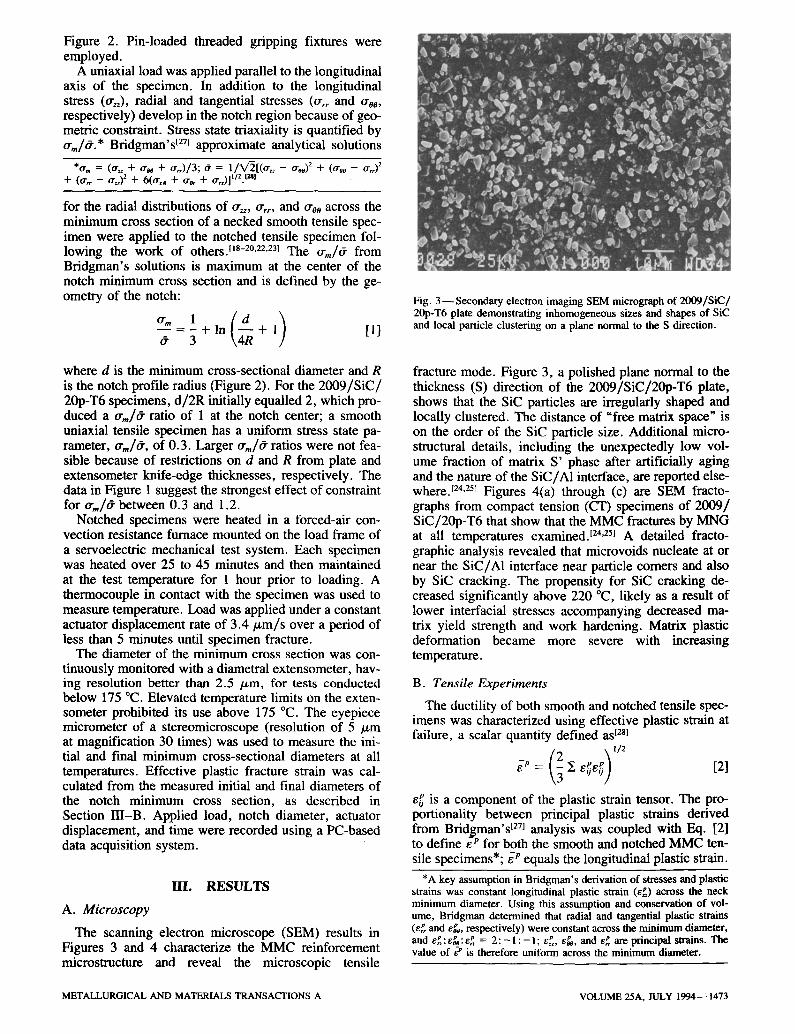
Figure 2. Pin-loaded threaded gripping fixtures were employed.
A uniaxial load was applied parallel to the longitudinal axis of the specimen. In addition to the longitudinal stress (o'=), radial and tangential stresses (tr~r and or00, respectively) develop in the notch region because of geo- metric constraint. Stress state triaxiality is quantified by trm/#.* Bridgman's t~Tl approximate analytical solutions
*or, = (r + a~ + ~r,)/3; e = 1/X/2[(r - cr0o) ~ + (a,0 - r + (tr~ - G,) 2 + 6(Ge + Gr0, + or, z)]l/2-|Zal
for the radial distributions of Gz, Orrr, and ooo across the minimum cross section of a necked smooth tensile spec- imen were applied to the notched tensile specimen fol- lowing the work of o t h e r s . I18-20,22'231 The trm/6" from Bridgman's solutions is maximum at the center of the notch minimum cross section and is defined by the ge- ometry of the notch:
- - = - + I n + 1 [ 1 ] gr 3
where d is the minimum cross-sectional diameter and R is the notch profile radius (Figure 2). For the 2009/SIC/ 20p-T6 specimens, d /2R initially equalled 2, which pro- duced a trm/6" ratio of 1 at the notch center; a smooth uniaxial tensile specimen has a uniform stress state pa- rameter, O'm/# , of 0.3. Larger o'm/O" ratios were not fea- sible because of restrictions on d and R from plate and extensometer knife-edge thicknesses, respectively. The data in Figure 1 suggest the strongest effect of constraint for or,~/O" between 0.3 and 1.2.
Notched specimens were heated in a forced-air con- vection resistance furnace mounted on the load frame of a servoelectric mechanical test system. Each specimen was heated over 25 to 45 minutes and then maintained at the test temperature for 1 hour prior to loading. A thermocouple in contact with the specimen was used to measure temperature. Load was applied under a constant actuator displacement rate of 3 .4 /xm/s over a period of less than 5 minutes until specimen fracture.
The diameter of the minimum cross section was con- tinuously monitored with a diametral extensometer, hav- ing resolution better than 2.5 /xm, for tests conducted below 175 ~ Elevated temperature limits on the exten- someter prohibited its use above 175 ~ The eyepiece micrometer of a stereomicroscope (resolution of 5 /zm at magnification 30 times) was used to measure the ini- tial and final minimum cross-sectional diameters at all temperatures. Effective plastic fracture strain was cal- culated from the measured initial and final diameters of the notch minimum cross section, as described in Section III-B. Applied load, notch diameter, actuator displacement, and time were recorded using a PC-based data acquisition system.
I lL R E S U L T S
A. Microscopy
The scanning electron microscope (SEM) results in Figures 3 and 4 characterize the MMC reinforcement microstmcture and reveal the microscopic tensile
METALLURGICAL AND MATERIALS TRANSACTIONS A
Fig. 3 - -Seconda ry electron imaging SEM micrograph of 2009/SIC/ 20p-T6 plate demonstrating inhomogeneous sizes and shapes of SiC and local particle clustering on a plane normal to the S direction.
fracture mode. Figure 3, a polished plane normal to the thickness (S) direction of the 2009/SiC/20p-T6 plate, shows that the SiC particles are irregularly shaped and locally clustered. The distance of "free matrix space" is on the order of the SiC particle size. Additional micro- structural details, including the unexpectedly low vol- ume fraction of matrix S' phase after artificially aging and the nature of the SiC/A1 interface, are reported else- where, r24.25I Figures 4(a) through (c) are SEM fracto- graphs from compact tension (CT) specimens of 2009/ SiC/20p-T6 that show that the MMC fractures by MNG at all temperatures examined, t24,zs~ A detailed fracto- graphic analysis revealed that microvoids nucleate at or near the SiC/A1 interface near particle comers and also by SiC cracking. The propensity for SiC cracking de- creased significantly above 220 ~ likely as a result of lower interfacial stresses accompanying decreased ma- trix yield strength and work hardening. Matrix plastic deformation became more severe with increasing temperature.
B. Tensile Experiments
The ductility of both smooth and notched tensile spec- imens was characterized using effective plastic strain at failure, a scalar quantity defined as t281
e~ is a component of the plastic strain tensor. The pro- portionality between principal plastic strains derived from Brids t271 analysis was coupled with Eq. [2] to define e p for both the smooth and notched MMC ten- sile specimens*; e" equals the longitudinal plastic strain.
*A key assumption in Bridgman's derivation of stresses and plastic strains was constant longitudinal plastic strain (eg) across the neck minimum diameter. Using this assumption and conservation of vol- ume, Bridgman determined that radial and tangential plastic strains (e~ and eL, respectively) were constant across the minimum diameter, and ~ ' P ' P - P ezz. e~_. err - 2 : - 1 : - 1 ; G,, eL, and e~ are principal strains. The value of d is therefore uniform across the minimum diameter.
VOLUME 25A, JULY 1994~ 1473
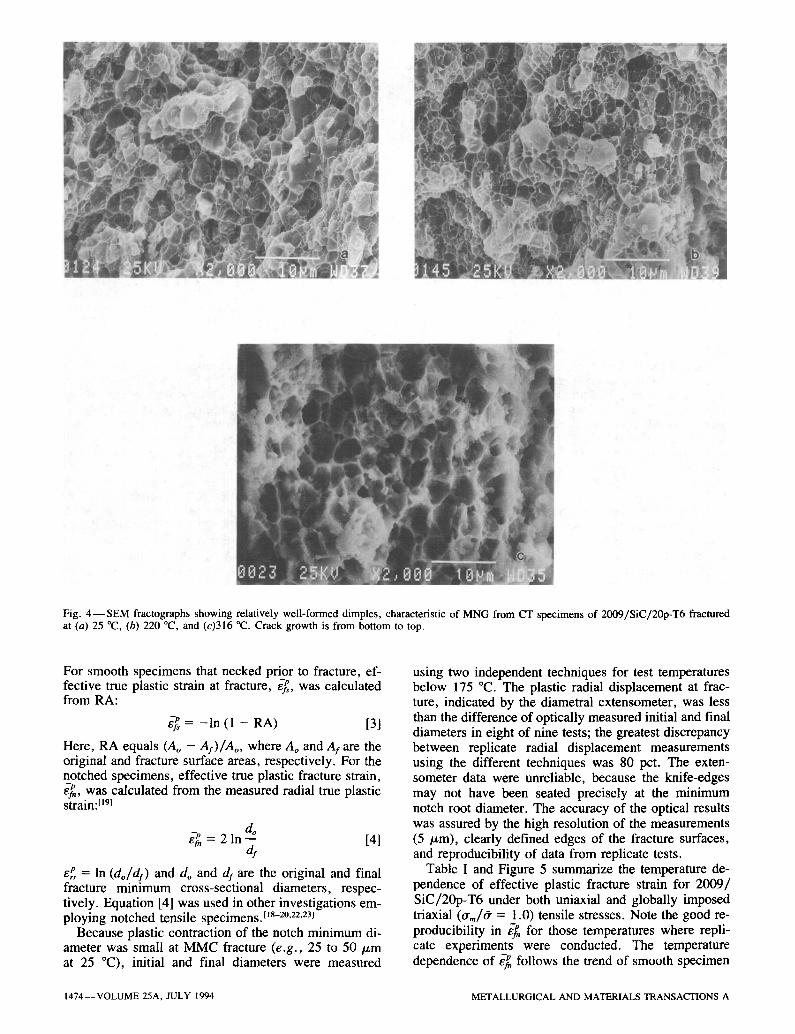
Fig. 4 - - S E M fractographs showing relatively well-formed dimples, characteristic of MNG from CT specimens of 2009/SiC/20p-T6 fractured at (a) 25 ~ (b) 220 ~ and (c)316 ~ Crack growth is from bottom to top.
For smooth specimens that necked prior to fracture, ef- fective true plastic strain at fracture, e~, was calculated from RA:
= - l n (1 - RA) [3]
Here, RA equals (Ao - Aj)/Ao, where Ao and A I are the original and fracture surface areas, respectively. For the notched specimens, effective true plastic fracture strain, ~ , was calculated from the measured radial true plastic strain:t 19]
= 2 In --d~ [4] dl
eff~ = In (do/dy) and do and dy are the original and final fracture minimum cross-sectional diameters, respec- tively. Equation [4] was used in other investigations em- ploying notched tensile specimens, t*s-2~
Because plastic contraction of the notch minimum di- ameter was small at MMC fracture (e.g., 25 to 50/xm at 25 ~ initial and final diameters were measured
using two independent techniques for test temperatures below 175 ~ The plastic radial displacement at frac- ture, indicated by the diametral extensometer, was less than the difference of optically measured initial and final diameters in eight of nine tests; the greatest discrepancy between replicate radial displacement measurements using the different techniques was 80 pct. The exten- someter data were unreliable, because the knife-edges may not have been seated precisely at the minimum notch root diameter. The accuracy of the optical results was assured by the high resolution of the measurements (5 /zm), clearly defined edges of the fracture surfaces, and reproducibility of data from replicate tests.
Table I and Figure 5 summarize the temperature de- pendence of effective plastic fracture strain for 2009/ SiC/20p-T6 under both uniaxial and globally imposed triaxial (0",./6- = 1.0) tensile stresses. Note the good re- producibility in i~, for those temperatures where repli- cate experiments were conducted. The temperature dependence of ~ follows the trend of smooth specimen
1474--VOLUME 25A, JULY 1994 METALLURGICAL AND MATERIALS TRANSACTIONS A
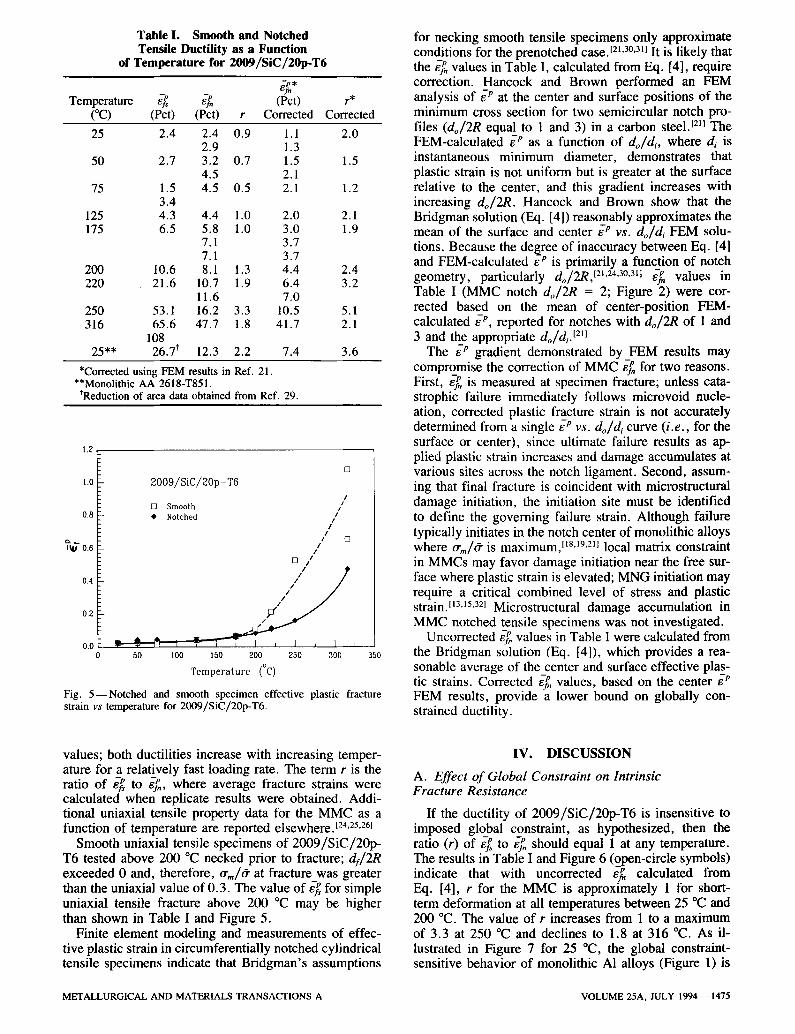
Table I. Smooth and Notched Tensile Ductility as a Function
of Temperature for 2009/SiC/20p-T6
Temperature e~ e~ (Pct) r* (~ (Pct) (Pct) r Corrected Corrected
25 2.4 2.4 0.9 1.1 2.0 2.9 1.3
50 2.7 3.2 0.7 1.5 1.5 4.5 2.1
75 1.5 4.5 0.5 2.1 1.2 3.4
125 4.3 4.4 1.0 2.0 2.1 175 6.5 5.8 1.0 3.0 1.9
7.1 3.7 7.1 3.7
200 10.6 8.1 1.3 4.4 2.4 220 21.6 10.7 1.9 6.4 3.2
11.6 7.0 250 53.1 16.2 3.3 10.5 5.1 316 65.6 47.7 1.8 41.7 2.1
108 25** 26.7* 12.3 2.2 7.4 3.6
*Corrected using FEM results in Ref. 21. **Monolithic AA 2618-T851. *Reduction of area data obtained from Ref. 29.
1.2
[]
2009/SiC/ZOp-T6
0.8
t~O 0.6
0.4
0.2
0.0 0
1.0 /
[] Smooth / �9 Notched /
I / / []
/ /
[] / r
50 100 150 200 250 300
Temperature (~
350
Fig. 5 - - N o t c h e d and smooth specimen effective plastic fracture strain v s temperature for 2009/SiC/20p-T6.
for necking smooth tensile specimens only approximate conditions for the prenotched case. [21,3~ It is likely that the ~ values in Table I, calculated from Eq. [4], require correction. Hancock and Brown performed an FEM analysis of ~P at the center and surface positions of the minimum cross section for two semicircular notch pro- files (do/2R equal to 1 and 3) in a carbon steel, tzl] The FEM-calculated e e as a function of do/di, where dl is instantaneous minimum diameter, demonstrates that plastic strain is not uniform but is greater at the surface relative to the center, and this gradient increases with increasing do/2R. Hancock and Brown show that the Bridgman solution (Eq. [4]) reasonably approximates the mean of the surface and center e p vs. do/di FEM solu- tions. Because the degree of inaccuracy between Eq. [4] and FEM-calculated e p is primarily a function of notch geometry, particularly do/2R, {2~,24,3~ f~, values in Table I (MMC notch do/2R = 2; Figure 2) were cor- rected based on the mean of center-position FEM- calculated fP, reported for notches with do/2R of 1 and 3 and the appropriate do/di .t211
The fP gradient demonstrated by FEM results may compromise the correction of MMC f~n for two reasons. First, e~ is measured at specimen fracture; unless cata- strophic failure immediately follows microvoid nucle- ation, corrected plastic fracture strain is not accurately determined from a single e" vs. do/di curve (i.e., for the surface or center), since ultimate failure results as ap- plied plastic strain increases and damage accumulates at various sites across the notch ligament. Second, assum- ing that final fracture is coincident with microstructural damage initiation, the initiation site must be identified to define the governing failure strain. Although failure typically initiates in the notch center of monolithic alloys where O'm/# is maximum, ttS'~9,2u local matrix constraint in MMCs may favor damage initiation near the free sur- face where plastic strain is elevated; MNG initiation may require a critical combined level of stress and plastic strain, t~3,~5,321 Microstructural damage accumulation in MMC notched tensile specimens was not investigated.
Uncorrected ~ values in Table I were calculated from the Bridgman solution (Eq. [4]), which provides a rea- sonable average of the center and surface effective plas- tic strains. Corrected ~ values, based on the center e p FEM results, provide a lower bound on globally con- strained ductility.
values; both ductilities increase with increasing temper- ature for a relatively fast loading rate. The term r is the ratio of e~ to e/,, where average fracture strains were calculated when replicate results were obtained. Addi- tional uniaxial tensile property data for the MMC as a function of temperature are reported elsewhere. [24,z5,26]
Smooth uniaxial tensile specimens of 2009/SiC/20p- T6 tested above 200 ~ necked prior to fracture; dl/2R exceeded 0 and, therefore, trm/d" at fracture was greater than the uniaxial value of 0.3. The value of ~ for simple uniaxial tensile fracture above 200 ~ may be higher than shown in Table I and Figure 5.
Finite element modeling and measurements of effec- tive plastic strain in circumferentially notched cylindrical tensile specimens indicate that Bridgman's assumptions
IV. DISCUSSION
A. Effect of Global Constraint on Intrinsic Fracture Resistance
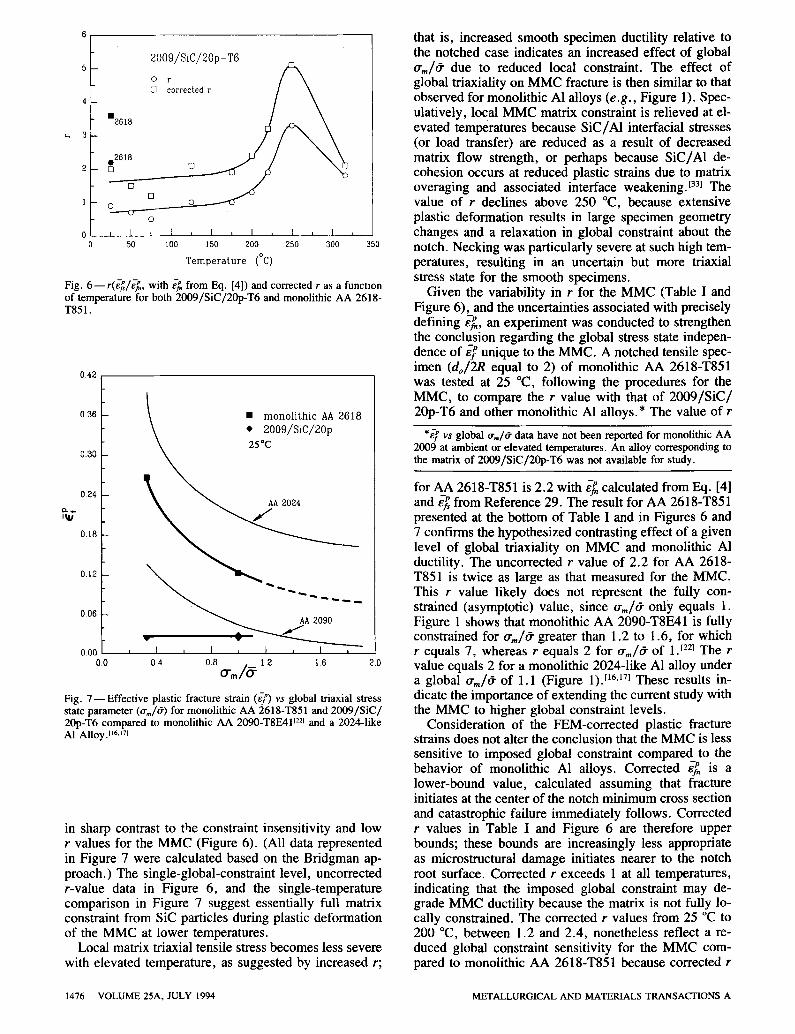
If the ductility of 2009/SiC/20p-T6 is insensitive to imposed global constraint, as hypothesized, then the ratio (r) of e~ to ~ should equal 1 at any temperature. The results in Table I and Figure 6 (open-circle symbols) indicate that with uncorrected e~ calculated from Eq. [4], r for the MMC is approximately 1 for short- term deformation at all temperatures between 25 ~ and 200 ~ The value of r increases from 1 to a maximum of 3.3 at 250 ~ and declines to 1.8 at 316 ~ As il- lustrated in Figure 7 for 25 ~ the global constraint- sensitive behavior of monolithic A1 alloys (Figure 1) is
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 25A, JULY 1994--1475
2009/SiC/20p-T6 5 0 r /tEk~
4 I~ correc~.ed r / \
oz618 Y / \ \
[]
0
0 I I ~ I , I , I , I i I I
0 50 100 150 200 250 300 350
Tempera ture (~
Fig. 5 - - r (~ / [~ , , with i~ from Eq. [4]) and corrected r as a function of temperature for both 2009 /S iC/20p-T6 and monolithic AA 2618- T851.
0.42
0 .36
0 .30
0.24
0.18
0.12
0.06
0.00 J
0.0
�9 mono l i th i c A A 2618 5o2O00/s,c/ 0p
04 0.8 1.2 1 6 o-.,/@
2,0
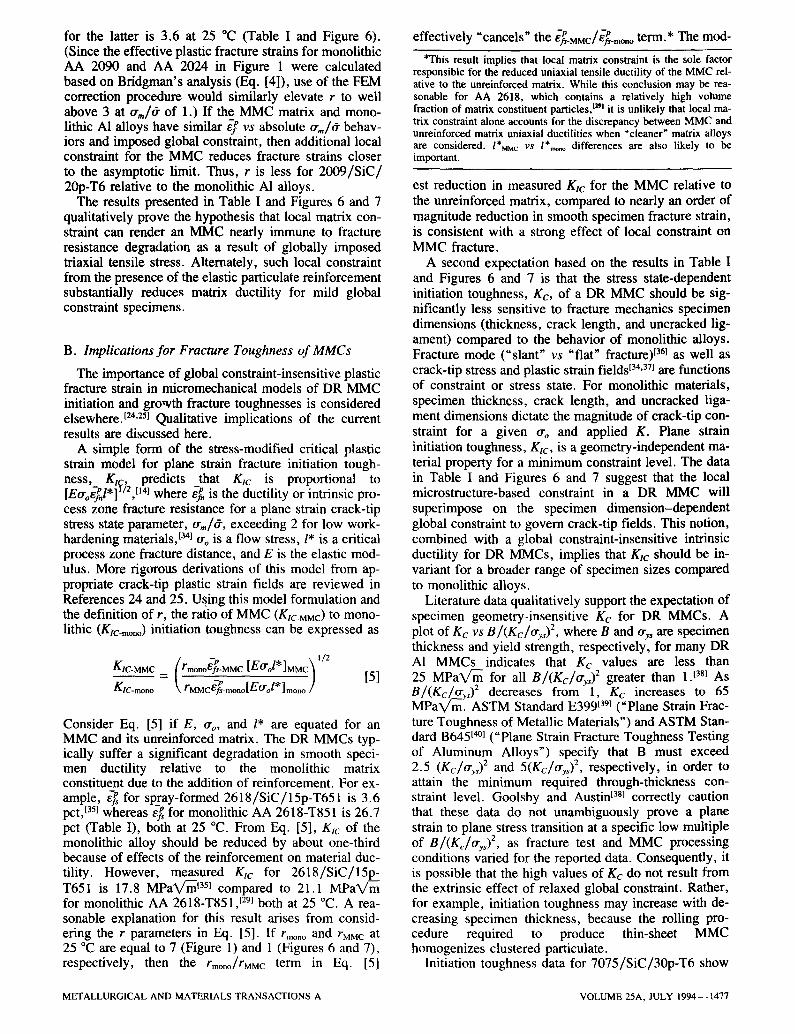
Fig. 7 - - E f f e c t i v e plastic fracture strain (~P) vs global triaxial stress state parameter (tr,,/O') for monolithic AA 2618-T851 and 2009 /S IC / 20p-T6 compared to monolithic AA 2090-T8E411221 and a 2024-1ike AI Alloy. 116.171
in sharp contrast to the constraint insensitivity and low r values for the MMC (Figure 6). (All data represented in Figure 7 were calculated based on the Bridgman ap- proach.) The single-global-constraint level, uncorrected r-value data in Figure 6, and the single-temperature comparison in Figure 7 suggest essentially full matrix constraint from SiC particles during plastic deformation of the MMC at lower temperatures.
Local matrix triaxial tensile stress becomes less severe with elevated temperature, as suggested by increased r;
that is, increased smooth specimen ductility relative to the notched case indicates an increased effect of global o-m~6- due to reduced local constraint. The effect of global triaxiality on MMC fracture is then similar to that observed for monolithic A1 alloys (e.g., Figure 1). Spec- ulatively, local MMC matrix constraint is relieved at el- evated temperatures because SiC/A1 interfacial stresses (or load transfer) are reduced as a result of decreased matrix flow strength, or perhaps because SiC/AI de- cohesion occurs at reduced plastic strains due to matrix overaging and associated interface weakening. [331 The value of r declines above 250 ~ because extensive plastic deformation results in large specimen geometry changes and a relaxation in global constraint about the notch. Necking was particularly severe at such high tem- peratures, resulting in an uncertain but more triaxial stress state for the smooth specimens.
Given the variability in r for the MMC (Table I and Figure 6), and the uncertainties associated with precisely defining el,, an experiment was conducted to strengthen the conclusion regarding the global stress state indepen- dence of ~ unique to the MMC. A notched tensile spec- imen (do/2R equal to 2) of monolithic AA 2618-T851 was tested at 25 ~ following the procedures for the MMC, to compare the r value with that of 2009/SIC/ 20p-T6 and other monolithic AI alloys.* The value of r
*~P vs global tr,./6- data have not been reported for monolithic AA 2009 at ambient or elevated temperatures. An alloy corresponding to the matrix o f 2009 /S iC /20p-T6 was not available for study.
for AA 2618-T851 is 2.2 with el, calculated from Eq. [4] and ~ from Reference 29. The result for AA 2618-T851 presented at the bottom of Table I and in Figures 6 and 7 confirms the hypothesized contrasting effect of a given level of global triaxiality on MMC and monolithic A1 ductility. The uncorrected r value of 2.2 for AA 2618- T851 is twice as large as that measured for the MMC. This r value likely does not represent the fully con- strained (asymptotic) value, since o-,,/6- only equals 1. Figure 1 shows that monolithic AA 2090-T8E41 is fully constrained for o',,/6- greater than 1.2 to 1.6, for which r equals 7, whereas r equals 2 for o-,./6- of 1 .[z2] The r value equals 2 for a monolithic 2024-1ike A1 alloy under a global tr,,/6- of 1.1 (Figure 1). 116,171 These results in- dicate the importance of extending the current study with the MMC to higher global constraint levels.
Consideration of the FEM-corrected plastic fracture strains does not alter the conclusion that the MMC is less sensitive to imposed global constraint compared to the behavior of monolithic A1 alloys. Corrected el, is a lower-bound value, calculated assuming that fracture initiates at the center of the notch minimum cross section and catastrophic failure immediately follows. Corrected r values in Table I and Figure 6 are therefore upper bounds; these bounds are increasingly less appropriate as microstructural damage initiates nearer to the notch root surface. Corrected r exceeds 1 at all temperatures, indicating that the imposed global constraint may de- grade MMC ductility because the matrix is not fully lo- cally constrained. The corrected r values from 25 ~ to 200 ~ between 1.2 and 2.4, nonetheless reflect a re- duced global constraint sensitivity for the MMC com- pared to monolithic AA 2618-T851 because corrected r
1476--VOLUME 25A, JULY 1994 METALLURGICAL AND MATERIALS TRANSACTIONS A
for the latter is 3.6 at 25 ~ (Table I and Figure 6). (Since the effective plastic fracture strains for monolithic AA 2090 and AA 2024 in Figure 1 were calculated based on Bridgman's analysis (Eq. [4]), use of the FEM correction procedure would similarly elevate r to well above 3 at tr,~/6" of 1.) If the MMC matrix and mono- lithic A1 alloys have similar ef vs absolute ~,,/6- behav- iors and imposed global constraint, then additional local constraint for the MMC reduces fracture strains closer to the asymptotic limit. Thus, r is less for 2009/SIC/ 20p-T6 relative to the monolithic AI alloys.
The results presented in Table I and Figures 6 and 7 qualitatively prove the hypothesis that local matrix con- straint can render an MMC nearly immune to fracture resistance degradation as a result of globally imposed triaxial tensile stress. Alternately, such local constraint from the presence of the elastic particulate reinforcement substantially reduces matrix ductility for mild global constraint specimens.
B. Implications for Fracture Toughness of MMCs
The importance of global constraint-insensitive plastic fracture strain in micromechanical models of DR MMC initiation and growth fracture toughnesses is considered elsewhere, t24,251 Qualitative implications of the current results are discussed here.
A simple form of the stress-modified critical plastic strain model for plane strain fracture initiation tough- ness, K~c, predicts that K~c is proportional to
"~p,,lI[2 [14] where ef~ is the ductility or intrinsic pro- [Etroe],,t j , cess zone fracture resistance for a plane strain crack-tip stress state parameter, tr,/6", exceeding 2 for low work- hardening materials, [34[ tro is a flow stress, l* is a critical process zone fracture distance, and E is the elastic mod- ulus. More rigorous derivations of this model from ap- propriate crack-tip plastic strain fields are reviewed in References 24 and 25. Using this model formulation and the definition of r, the ratio of MMC (K~c-MMc) tO mono- lithic (K~c-~o~o) initiation toughness can be expressed as
Z'p , KIC-MMC _ (rmonoEfs-MMC [E~rol ]MMC~ I/2
- - - - T - - k rMMcer . . . . . [EO'ol ] . . . . / [5]
Consider Eq. [5] if E, cro, and l* are equated for an MMC and its unreinforced matrix. The DR MMCs typ- ically suffer a significant degradation in smooth speci- men ductility relative to the monolithic matrix constituent due to the addition of reinforcement. For ex- ample, ~ for spray-formed 2618/SiC/15p-T651 is 3.6 pct, t351 whereas e~ for monolithic AA 2618-T851 is 26.7 pct (Table I), both at 25 ~ From Eq. [5], K~c of the monolithic alloy should be reduced by about one-third because of effects of the reinforcement on material duc- tility. However, measured Ktc for 2618/SiC/15p- T651 is 17.8 MPaX/-m ~351 compared to 21.1 MPaX/-m for monolithic AA 2618-T851, t29[ both at 25 ~ A rea- sonable explanation for this result arises from consid- ering the r parameters in Eq. [5]. If r . . . . and rMMC at 25 ~ are equal to 7 (Figure 1) and 1 (Figures 6 and 7), respectively, then the r . . . . /VMM C term in Eq. [5]
effectively "cancels" the e~-MMC/~-mo,o term.* The mod-
*This result implies that local matrix constraint is the sole factor responsible for the reduced uniaxial tensile ductility of the MMC rel- ative to the unreinforced matrix. While this conclusion may be rea- sonable for AA 2618, which contains a relatively high volume fraction of matrix constituent particles, t~ it is unlikely that local ma- trix constraint alone accounts for the discrepancy between MMC and unreinforced matrix uniaxial ductilities when "cleaner" matrix alloys are considered. /*Muc vs 1%o~ differences are also likely to be important.
est reduction in measured K~c for the MMC relative to the unreinforced matrix, compared to nearly an order of magnitude reduction in smooth specimen fracture strain, is consistent with a strong effect of local constraint on MMC fracture.
A second expectation based on the results in Table I and Figures 6 and 7 is that the stress state-dependent initiation toughness, Kc, of a DR MMC should be sig- nificantly less sensitive to fracture mechanics specimen dimensions (thickness, crack length, and uncracked lig- ament) compared to the behavior of monolithic alloys. Fracture mode ("slant" vs "fiat" fracture) [36J as well as crack-tip stress and plastic strain f i e ld s I34'37] a re functions of constraint or stress state. For monolithic materials, specimen thickness, crack length, and uncracked liga- ment dimensions dictate the magnitude of crack-tip con- straint for a given tro and applied K. Plane strain initiation toughness, K~c, is a geometry-independent ma- terial property for a minimum constraint level. The data in Table I and Figures 6 and 7 suggest that the local microstructure-based constraint in a DR MMC will superimpose on the specimen dimension-dependent global constraint to govern crack-tip fields. This notion, combined with a global constraint-insensitive intrinsic ductility for DR MMCs, implies that Ktc should be in- variant for a broader range of specimen sizes compared to monolithic alloys.
Literature data qualitatively support the expectation of specimen geometry-insensitive Kc for DR MMCs. A plot of Kc vs B/(Kc/trys) 2, where B and O-y, are specimen thickness and yield strength, respectively, for many DR A1 MMCs indicates that Kc values are less than 25 MPaVm for all B/(Kc/trr~) 2 greater than I. [38] As B/(Kc/~_ys) 2 decreases f r o m 1, Kc increases to 65 MPaN/-m. ASTM Standard E399 t391 ( Plane Strain Frac- ture Toughness of Metallic Materials") and ASTM Stan- dard B645 t4~ ("Plane Strain Fracture Toughness Testing of Aluminum Alloys") specify that B must exceed 2.5 (Kc/try~) 2 and 5(Kc/o'ys) 2, respectively, in order to attain the minimum required through-thickness con- straint level. Goolsby and Austin 13sj correctly caution that these data do not unambiguously prove a plane strain to plane stress transition at a specific low multiple of B/(Kc/try~) 2, as fracture test and MMC processing conditions varied for the reported data. Consequently, it is possible that the high values of Kc do not result from the extrinsic effect of relaxed global constraint. Rather, for example, initiation toughness may increase with de- creasing specimen thickness, because the rolling pro- cedure required to produce thin-sheet MMC homogenizes clustered particulate.
Initiation toughness data for 7075/SiC/30p-T6 show
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 25A, JULY 1994-- 1477
that Kc is essentially constant for a range of CT speci- men crack lengths at a constant width of 62 mm (a/W ratios of 0.3 to 0.7, where a is crack length and W is specimen width)./4u Global crack-tip constraint is gen- erally reduced for either decreasing crack length at con- stant specimen width or decreasing uncracked ligament (W-a), for a given oo and applied K. 134] Although the initiation toughness data for 7075/SiC/30p-T6 suggest that local matrix constraint may be dominant because Kc is constant for all a/W between 0.3 and 0.7, absolute Kc values are low (about 30 MPaV~) compared to the MMC strength level and specimen dimensions. A two- parameter description of constraint-sensitive crack-tip fields indicates that global constraint may be similar and significant for the various crack lengths in the MMC CT specimens, t34J Experiments with fracture toughness spec- imens of widely varying thickness, crack length, and un- cracked ligament length, but from a single MMC system and strength level, are necessary to test the proposed hypothesis.
V. CONCLUSIONS
1. The effective plastic strain for tensile fracture of 2009/SiC/20p-T6 is insensitive to the magnitude of global triaxial tensile stress for deformation temper- atures between 25 ~ and 200 ~ based on an av- erage of notch ligament surface and center plastic strains. The MMC ductility is global constraint-sen- sitive above 200 ~
2. Experimental and analytical uncertainties preclude precise definition of the effect of global constraint on the strain to fracture 2009/SiC/20p-T6; nonetheless, lower-bound values of ef~ indicate significantly less global constraint sensitivity for the MMC compared to monolithic AI alloys.
3. Global constraint-insensitive fracture strains support the hypothesis that local triaxial tensile stress, evolved in a DR MMC due to constraint of matrix plastic flow by the elastic reinforcement, dominates microvoid-based fracture. Local matrix constraint is relieved at higher temperatures, possibly due to re- duced SiC/AI interfacial stresses (from lower matrix flow strength) or to microvoid nucleation at low strain.
4. The global constraint insensitivity of MMC fracture strain, coupled with a stress-modified critical strain model, explains why Klc for a monolithic alloy is not significantly degraded by reinforcement compared to that expected based on uniaxial smooth specimen ductility differences between the MMC and unrein- forced matrix.
5. Local MMC matrix constraint may cause initiation fracture toughness to be less sensitive to cracked specimen dimensions that otherwise govern global crack-tip constraint and toughness in monolithic alloys.
ACKNOWLEDGMENTS
This research was supported by NASA-Headquarters (Grant No. NAGW-250 with T.W. Crooker as monitor)
and by the University of Virginia Academic Enhancement Program on Thermal Structures. Material was donated by Boeing and the Advanced Composite Materials Corporation. Dr. Yang Leng contributed to the characterization of MMC microstructure and fracture be- havior. This support is gratefully acknowledged.
REFERENCES
1. S.V. Nair, J.K. Tien, and R.C. Bates: Int. Met. Rev,, 1985, vol. 30, pp. 275-90.
2. C.P. You, A.W: Thompson, and I.M. Bernstein: Scripta Metall., 1987, vol. 21, pp. 181-85.
3. T. Christman, A. Needleman, S. Nutt, and S. Suresh: Mater. Sci. Eng. A, 1989, vol. 107, pp. 49-61.
4. T. Christman, A. Needleman, and S. Suresh: Acta Metall., 1989, vol. 37, pp. 3029-50.
5. J. Llorca, A. Needleman, and S. Suresh: Acta Metall., 1991, vol. 39, pp. 2317-35.
6. D.J. Lloyd: Acta Metall., 1991, vol. 39, pp. 59-71. 7. Y. Flom and R.J. Arsenault: in 6th Int. Conf. on Composite
Materials/2nd European Conf. on Composite Materials, F.L. Matthews, N.C.R. Buskell, J.M. Hodgkinson, and J. Morton, eds., TMS-AIME, Warrendale, PA, 1987, vol. 2, pp. 189-98.
8. D.C. Drucker: J. Mater., 1966, vol. 1, pp. 873-910. 9. V. Tvergaard: Acta Metall., 1990, vol. 38, pp. 185-94.
10. D.S. Liu, M. Manoharan, and J.J. Lewandowski: Metall. Trans. A, 1989, vol. 20A, pp. 2409-17.
11. D.S. Liu and J.J. Lewandowski: Metall. Trans. A, 1993, vol. 25A, pp. 601-15.
12. A.L. Geiger and J.A. Walker: JOM, 1991, vol. 43 (8), pp. 8-15. 13. R.H. Van Stone, T.B. Cox, J.R. Low, Jr., and J.A. Psioda: Int.
Met. Rev., 1985, vol. 30, pp. 157-79. 14. R.O. Ritchie and A.W. Thompson: Metall. Trans. A, 1985,
vol. 16A, pp. 233-48. 15. W.M. Garrison, Jr. and N.R. Moody: J. Phys. Chem. Solids,
1987, vol. 48, pp. 1035-74. 16. J.D. Lubahn: in Fracturing of Metals, F. Jonassen, W.P. Roop,
and R.T. Bayless, eds., ASM, Cleveland, OH, 1948, pp. 90-132.
17. A.M. Agogino: J. Eng. Mater. Technol. Trans. ASME, 1978, vol. 100, pp. 348-55.
18. J.W. Hancock and A.C. MacKenzie: J. Mech. Phys. Solids, 1976, vol. 24, pp. 147-69.
19. A.C. MacKenzie, J.W. Hancock, and D.K. Brown: Eng. Fract. Mech., 1977, vol. 9, pp. 167-88.
20. R.O. Ritchie, W.L. Server, and R.A. Wullaert: Metall. Trans. A, 1979, vol. 10A, pp. 1557-70.
21. J.W. Hancock and D.K. Brown: J. Mech. Phys. Solids, 1983, vol. 31, pp. 1-24.
22. K.T. Venkateswara Rao, W. Yu, and R.O. Ritchie: Metall. Trans. A, 1989, vol. 20A, pp. 485-97.
23. W.C. Port, Jr. and R.P. Gangloff: Metall. Mater. Trans. A, 1994, vol. 25A, pp. 365-79.
24. B.P. Somerday: Master's Thesis, University of Virginia, Charlottesville, VA, 1993.
25. B.P. Somerday and R.P. Gangloff: University of Virginia, Charlottesville, VA, unpublished research, 1994.
26. B.P. Somerday, Y. Leng, F.E. Wawner, and R.P. Gangloff: in Advanced Metal Matrix Composites for Elevated Temperatures, M.N. Gungor, ed., ASM, Metals Park, OH, 1992, pp. 167-82.
27. P.W. Bridgman: Studies in Large Plastic Flow and Fracture, McGraw-Hill, New York, NY, 1952, pp. 9-37.
28. A. Mendelson: Plasticity: Theory and Application, Robert E. Krieger Publishing, Malabar, FL, 1968, pp. 24-63 and 98-134.
29. W.C. Porr, Jr., Y. Leng, and R.P. Gangloff: in Low Density, High Temperature P/M Alloys, W.E. Frazier, M.J. Koczak, and P.W. Lee, eds., TMS-AIME, Warrendale, PA, 1991, pp. 129-55.
30. A.S. Argon, J. Im, and A. Needleman: Metall. Trans. A, 1975, vol. 6A, pp. 815-24.
31. J.C. Earl and D,K. Brown: Eng. Fract. Mech., 1976, vol. 8, pp. 599-611.
1478--VOLUME 25A, JULY 1994 METALLURGICAL AND MATERIALS TRANSACTIONS A

32. R.M. McMeeking: J. Mech. Phys. Solids, 1977, vol. 25, pp. 357-81.
33. M. Manoharan and J.J. Lewandowski: Acta Metall., 1990, vol. 38, pp. 489-96.
34. N.P. O'Dowd and C.F. Shih: J. Mech. Phys. Solids, 1992, vol. 40, pp. 939-63.
35. J. Llorca and P. Poza: Scripta Metall., 1993, vol. 29, pp. 261-66.
36. D. Broek: Elementary Engineering Fracture Mechanics, Martinus Nijhoff, Dordrecht, The Netherlands, 1986, pp. 110-20.
37. J.W. Hutchinson: J. Mech. Phys. Solids, 1968, vol. 16, pp. 13-31, and 337-47.
38. R.D. Goolsby and L.K. Austin: in 7th Int. Conf. on Fracture, K. Salama, eds., Pergamon Press, Elmsford, NY, 1989, vol. 4, pp. 2423-35.
39. ~Standard Test Method for Plane Strain Fracture Toughness of Metallic Materials," Designation E399-90, Annual Book of ASTM Standards, ASTM, Philadelphia, PA, 1992, vol. 3.01, pp. 506-36.
40. "Standard Practice for Fracture Toughness Testing of Aluminum Alloys," Designation B646-87, Annual Book of ASTM Standards, ASTM, Philadelphia, PA, 1992, vol. 3.01, pp. 77-81.
41. N. Tsangarakis, J. Nunes, and J.M. Slepetz: Eng. Frac. Mech., 1988, vol. 30, pp. 565-77.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 25A, JULY 1994-- 1479





























