Embed Size (px)
Citation preview

ISSN 1067�8212, Russian Journal of Non�Ferrous Metals, 2014, Vol. 55, No. 6, pp. 592–598. © Allerton Press, Inc., 2014.Original Russian Text © V.N. Chuvil’deev, Yu.V. Blagoveshchenskii, M.S. Boldin, A.V. Moskvicheva, N.V. Sakharov, A.V. Nokhrin, N.V. Isaeva, S.V. Shotin, Yu.G. Lopatin,A.V. Pisklov, D.N. Kotkov, 2013, published in Izvestiya VUZ. Poroshkovaya Metallurgiya i Funktsional’nye Pokrytiya, 2013, No. 3, pp. 14–21.
592
INTRODUCTION
Pure tungsten carbide is of interest for variousapplications (cutting tools, dies, elements of ammuni�tion, etc.) due to its favorable combination of physicaland mechanical properties (high melting point, highhardness, low friction coefficient, and chemical resis�tance against corrosion and oxidation) [1, 2]. How�ever, the high brittleness of tungsten carbide fabricatedby the traditional technology of sintering the powdersdoes not make it possible to use it in a pure form. Theaddition of cobalt or another binder during sinteringmakes it possible to lower the brittleness of WC, but atthe same time the binding phase turns out a “weaklink” from the viewpoint of corrosion and strengthproperties of the material. Therefore, the problem ofacquiring a complex of high mechanical properties forpure WC remains topical [3–5].
The increase in strength properties of tungsten car�bide is primarily associated with the formation of anultrafine grain in the sintered alloy [6–8]. Nanosize
and ultrafine WC powders are used for this purpose asthe starting material [6, 7, 9, 10]. However, intensegrain growth and the formation of a different�grainstructure are observed during the usual sintering of WCnanopowders. The samples sintered from them have arelatively high porosity and low mechanical characteris�tics, comparable with the properties of the material sin�tered from powders with micrometer grains [1, 10, 11].
To overcome the problems that appear when sinter�ing the nanopowders, new methods of consolidation,which should make it possible to solve the problem ofretaining the ultrafine grain size and simultaneouslyattain a high density, are applied.
A promising method to prepare materials with ahigh�density nanosize and ultra�fine�grain structure isthe technology of electropulse plasma sintering (sparkplasma sintering (SPS) in foreign publications)[12, 13]. Its main idea is in the high�speed heating ofpowder materials in vacuum or an inert medium bymeans of passing the high�power dc pulse currentthrough a facility with the simultaneous application of
High�Speed Electropulse Plasma Sintering of Nanostructured Tungsten Carbide: Part 1. Experiment
V. N. Chuvil’deeva, 1, Yu. V. Blagoveshchenskiib, 2, M. S. Boldina, 3, A. V. Moskvichevaa, 4, N. V. Sakharova, 5, A. V. Nokhrina, 6, N. V. Isaevab, 7, S. V. Shotina, 8, Yu. G. Lopatina, 9,
A. V. Pisklova, 10, and D. N. Kotkova, 10
aResearch Physical�Technical Institute, Nizhni Novgorod State University, pr. Gagarina 23 kor. 3, Nizhni Novgorod, 603950 Russia
bInstitute of Metallurgy and Materials Science, Russian Academy of Sciences, Leninskii pr. 49, Moscow, 119991 Russia
1e�mail: [email protected]�mail: [email protected]�mail: [email protected]
4e�mail: [email protected]�mail: [email protected]
6e�mail: [email protected]�mail: felix�[email protected]�mail: [email protected]
9e�mail: [email protected]�mail: [email protected]
Abstract—The high�temperature consolidation of nanopowders of pure tungsten carbide by electropulseplasma sintering (spark plasma sintering) is investigated. The influence of the initial size of WC nanoparticlesand their preparation modes on the density, structural parameters, and mechanical properties of tungsten car�bide are investigated. Samples of high�density nanostructured tungsten carbide with high hardness (to 31 GPa)and crack resistance (5.2 MPa m1/2) are fabricated.
Keywords: tungsten carbide, nanopowders, spark plasma sintering, density, hardness, crack resistance, diffusion
DOI: 10.3103/S1067821214060066
THEORY AND PROCESSES OF FORMING AND SINTERING OF POWDER MATERIALS

RUSSIAN JOURNAL OF NON�FERROUS METALS Vol. 55 No. 6 2014
HIGH�SPEED ELECTROPULSE PLASMA SINTERING 593
pressure. High heating rates acquire a special impor�tance when sintering nanomaterials, promoting thelimitation of the nanograin growth and formation of ahomogeneous and high�density nanostructure at low�ered consolidation temperatures. Metallic andceramic materials fabricated by the SPS method arecharacterized by an increased density and improvedmechanical properties, which opens up new possibili�ties to form construction materials of different func�tional indentations [12–16].
The goal of this study is to investigate the influenceof the structure of nanopowder WC compositions onthe structure and mechanical properties of samples ofpure tungsten carbide consolidated by the SPSmethod.
EXPERIMENTAL
As the initial materials, we used WC nanopowdersfabricated by the plasma�chemical synthesis fromtungsten oxide and hydrocarbon in the jet of thereducing gas and subsequent low�temperature furnacesynthesis [17]. The variation in the average initial sizeof tungsten�carbide particles (R0) and WC content inthe synthesized charge (CWC) was performed by vary�ing the plasma temperature, as well as the temperatureand time of the furnace synthesis.
The characteristics of the samples under study arepresented in Table 1. It is noteworthy that a stable cor�relation between the initial particle size and volumefraction of WC in the charge is observed in initial pow�ders: the higher the latter quantity is, the larger R0 is.
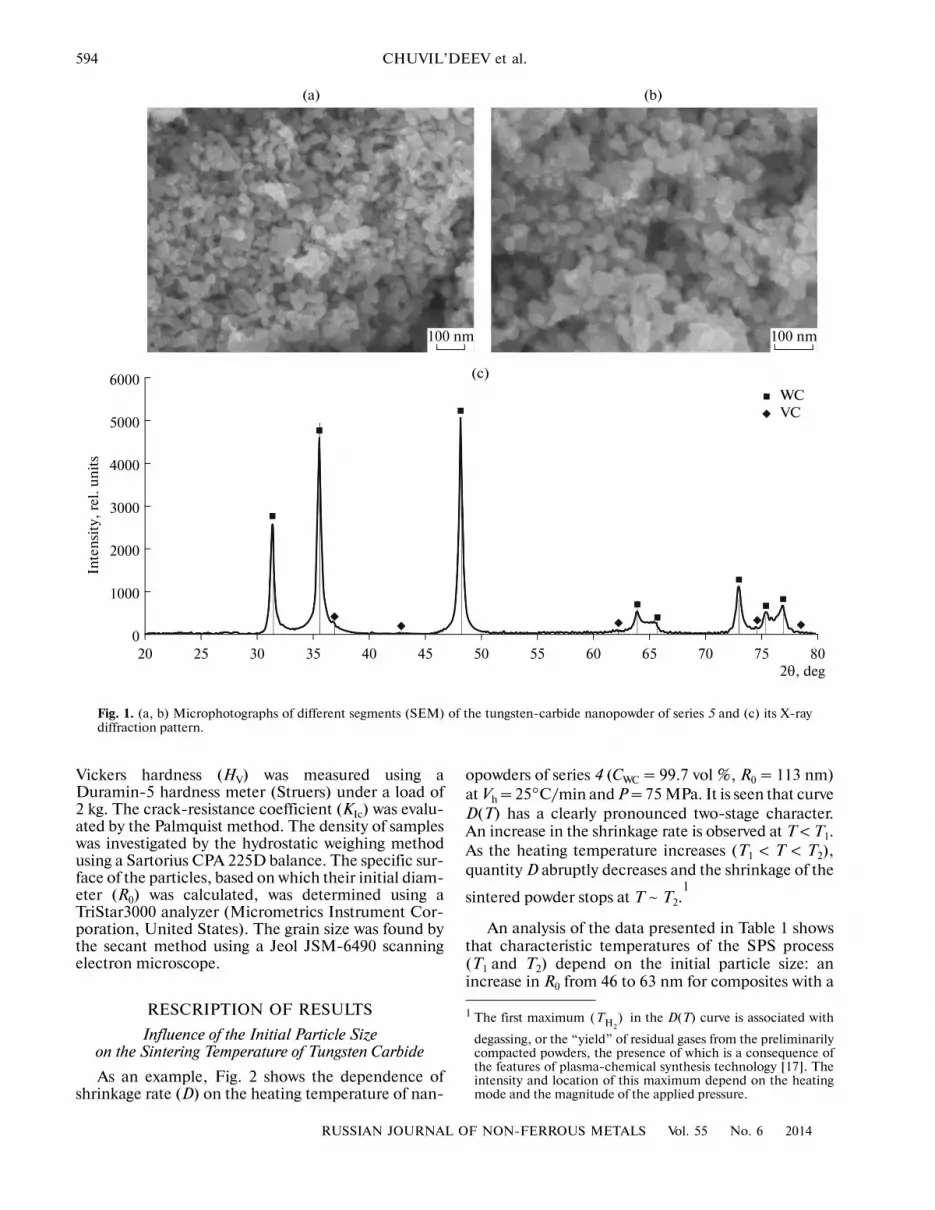
Microphotographs of the monocarbide WC nanop�owder (series 5) and its X�ray diffraction pattern areshown in Fig. 1.
For comparison, we investigated tungsten mono�carbide powder with an average particle size of 110–115 nm produced industrially by H.C. Starck (Ger�many).
The SPS process of nanopowders was performedusing an SPS�625 installation produced by Dr.Sinterin range T = 1400–1950°C without holding. The heat�ing rate varied in limits Vh = 25–2400°C/min. Afterreaching the specified temperature, heating wasswitched off, and the sample was cooled along with themold in the natural way. Experiments were performedunder uniaxial compression pressure P = 60 and75 MPa. Shrinkage of samples was followed using adilatometer entering the installation kit. The tempera�ture was measured using a pyrometer focused on theouter side of the mold. Sintering was performed at ararefaction of 4 Pa in graphite molds with an innerdiameter of 12 mm.
The volume fraction of WC was determined byX�ray structural analysis using an XRD�7000 auto�mated diffractometer (Shimadzu). The phases wereidentified and their content was calculated using theDIFFRACplus Evaluation package Release 2009 soft�ware package and the PDF�2 Release�2009 crystallo�graphic database. The statistically reliable accuracy ofevaluation of the tungsten monocarbide content was0.1 wt %.
The chemical composition was analyzed using anUltima 2 ICP atomic emission spectrometer. The
Table 1. Influence of the initial particle size and volume fraction of tungsten monocarbide on characteristic SPS temper�atures and structural parameters of sintered samples (Vh = 25°C/min, P = 75 MPa)
Series no. Ssp, m2/g R0, nm CWC, vol %
Characteristic SPS temperatures Average grain size*
T1, °C T2, °C dm, μm dan, μm
1 8.34 46 83.5 1145 1420 0.1 3
2 6.87 55 91.7 1370–1405 1495 0.1 8
3 6.01 63 93.6 1460 1520 – –
4 3.36 113 99.7 1330 1380–1390 2.5–10 17
5 5.27 72 100 1365–1375 1490 0.1–0.15 **
6 5.03 80 100 1425 1505 0.1–0.3 **
7 (“H. C. Starck”)
3.40 112 100 1430 1515 0.2–0.3 **
* After sintering at T = 1550°C.** No anomalous grain growth is observed.
594
RUSSIAN JOURNAL OF NON�FERROUS METALS Vol. 55 No. 6 2014
CHUVIL’DEEV et al.
Vickers hardness (HV) was measured using aDuramin�5 hardness meter (Struers) under a load of2 kg. The crack�resistance coefficient (KIc) was evalu�ated by the Palmquist method. The density of sampleswas investigated by the hydrostatic weighing methodusing a Sartorius CPA 225D balance. The specific sur�face of the particles, based on which their initial diam�eter (R0) was calculated, was determined using aTriStar3000 analyzer (Micrometrics Instrument Cor�poration, United States). The grain size was found bythe secant method using a Jeol JSM�6490 scanningelectron microscope.
RESCRIPTION OF RESULTS
Influence of the Initial Particle Size on the Sintering Temperature of Tungsten Carbide
As an example, Fig. 2 shows the dependence ofshrinkage rate (D) on the heating temperature of nan�
opowders of series 4 (CWC = 99.7 vol %, R0 = 113 nm)at Vh = 25°C/min and P = 75 MPa. It is seen that curveD(T) has a clearly pronounced two�stage character.An increase in the shrinkage rate is observed at T < T1.As the heating temperature increases (T1 < T < T2),quantity D abruptly decreases and the shrinkage of the
sintered powder stops at T ~ T2.1
An analysis of the data presented in Table 1 showsthat characteristic temperatures of the SPS process(T1 and T2) depend on the initial particle size: anincrease in R0 from 46 to 63 nm for composites with a
1 The first maximum in the D(T) curve is associated with
degassing, or the “yield” of residual gases from the preliminarilycompacted powders, the presence of which is a consequence ofthe features of plasma�chemical synthesis technology [17]. Theintensity and location of this maximum depend on the heatingmode and the magnitude of the applied pressure.
TH2( )
200
25 30 35 40 45 50 55 60 65 70 75 802θ, deg
1000
2000
3000
4000
5000
6000
Inte
nsi
ty,
rel.
un
its
WCVC
100 nm100 nm
(a) (b)
(c)
Fig. 1. (a, b) Microphotographs of different segments (SEM) of the tungsten�carbide nanopowder of series 5 and (c) its X�raydiffraction pattern.

RUSSIAN JOURNAL OF NON�FERROUS METALS Vol. 55 No. 6 2014
HIGH�SPEED ELECTROPULSE PLASMA SINTERING 595
lowered content of tungsten monocarbide (CWC =83.5–93.6 vol %) leads to an increase in T1 from1145°C to 1460°C and T2 from 1420°C to 1520°C. Forpowders with R0 = 113 nm and CWC = 99.7 vol %, T1 =1330°C and T2 = 1380–1390°C (see Table 1).
Thus, we can affirm that a nonmonotonic (with themaximum) character of dependences T1(R0) andT2(R0) is observed in the case of SPS of nanopowderswith a lowered content of tungsten monocarbide (seeTable 1).
When sintering nanopowders completely consist�ing of WC (series 5–7), an increase in the initial parti�cle size from 72 to 112 nm leads to a nonmonotonicincrease in T1 (from 1365–1375°C to 1430°C) and aninsignificant rise of T2 (from 1490°C to 1515°C).
Influence of the Composition of Powders on Parameters of the Forming Structure
Results of electron�microscopy investigations indi�cate that anomalous grain growth is observed in thestructure of the material sintered from nanopowderswith a reduced content of tungsten monocarbide(CWC = 83.5–99.7 vol %). As an example, Fig. 3 showsmicrophotographs of the structure for samples ofseries 1 (CWC = 83.6 vol %) and 3 (CWC = 93.5 vol %).It is seen from its data that, after heating to T = 1460–1550°C, an inhomogeneous anisomerous structure, inwhich the average size of anomalous grains (dan = 3–20 μm) exceeds the grain size of the matrix (dm ~0.1 μm) by more than an order of magnitude, isformed in tungsten carbide. It is noteworthy that poresin anomalous growth conditions are arranged prefer�entially along the boundaries of anomalously coarsetungsten carbide grains. As the sintering temperatureincreases to 1700°C, a homogeneous coarse�grainstructure is formed. The pores are arranged both alongthe boundaries and in the volume of the grains of thesintered material in this case.
An analysis of the data presented in Table 1 showsthat, as the WC content increases from 83.5 to 99.7 vol %,a rise in the average grain size of anomalously coarsegrains from 3 to 17 μm is observed.
Investigations into the structure of the samples sin�tered from nanopowders, which completely consist ofWC (series 5–7), showed that normal grain growthoccurs in these materials and their monomodal sizedistribution takes place, although its “bell” is ratherwide. The average grain size for samples sintered atT = 1400 and 1800°C is 90 and 350 nm, respectively.In all materials under study, intense grain growth lead�ing to the formation of the coarse�grain structure wasobserved at T > 1800°C in all materials under study.
0.007
0.006
0.005
0.004
0.003
0.002
0.001
013001100900700
T1
T2
T, °C
D, mm/s
TH2
Fig. 2. Dependence of the shrinkage rate on the heatingtemperature of WC nanopowders (series 4) for SPS. CWC =99.7 vol %, R0 = 113 nm, Vh = 25°C/min, and P = 75 MPa.
10 μm1 μm(a) (b)
Fig. 3. Microstructures of the samples sintered from nanopowders with a reduced WC content (SEM). T = (a) 1550°C and(b) 1460°C, Vh = 25°C/min, and P = 75 MPa; (a) series 1 (CWC = 83.5 vol %, dm = 0.1 μm, and dan ≈ 3 μm), and (b) series 3(CWC = 93.6 vol %, dm = 0.1 μm, and dan ≈ 20 μm).

596
RUSSIAN JOURNAL OF NON�FERROUS METALS Vol. 55 No. 6 2014
CHUVIL’DEEV et al.
Influence of the Initial Grain Size on the Density of Sintered Samples
A decrease in the initial particle size leads to anincrease in density (ρ) of sintered materials. As anexample, Fig. 4 presents dependences ρrel(R0) of thesamples sintered at T = 1500°C and 1550°C (Vh =25°C/min).
It should be noted that the density of the samplessintered at T = 1550°C from powders, which com�pletely consist of tungsten monocarbide (CWC = 100%)but with higher R0, turns out to be higher than for thesamples prepared from powders with a reduced WCcontent and smaller R0 (see lines 3 and 2 in Fig. 4).
No substantial difference in densities of sampleswith different WC contents is observed at T = 1500°C.
Influence of the Sintering Temperature on Density and Mechanical Properties of Sintered Materials
It is seen from Fig. 5 that the dependence of densityon the sintering temperature has a traditional two�stage character; in this case, no substantial variation inρ is observed as the SPS temperature increases above1700°C (P = 60 MPa, Vh = 2400°C/min).
A density close to the theoretical one (series 5, R0 =72 nm) is attained at T = 1800°C (P = 60 MPa) for allsamples heated at a rate of ≤500°C/min. The maximaldensity drops at higher Vh.
The hardness of sintered samples exceed the valuesfound by other authors for the electropulse plasma sin�tering of tungsten carbide at ρ > 97% (Table 2). Hard�ness reaches 31.1 GPa at the SPS temperature T =1700°C.
Similar results are also found for the H.C. Starkpowders. It is seen from Table 2 that an increase in thesintering temperature from 1460 to 1700°C is accom�panied by a decrease in the HV and KIc of sintered sam�ples.
Influence of the Heating Rate on Mechanical Properties
Materials prepared in this study by the SPS methodat high heating rates possess exclusively high hardness,demonstrating an excellent combination of hardness–crack resistance properties. An increased crack resis�tance of the samples at low values of hardness (HV =24.2 GPa, KIc = 6.7 MPa m1/2) is observed at low heat�ing rates (25°C/min), while at high heating rates (Vh =2400°C/min), on the contrary, high hardness takesplace with a slight decrease in crack resistance (HV =31.1 GPa, KIc = 5.2 MPa m1/2).
The data found when studying the WC samples sin�tered by the SPS method (Vh = 25°C/min and P =75 MPa) are presented in Table 2. A decrease in crackresistance is also observed for samples with increasedhardness in this case. The sintering of WC nanopow�ders (series 6) at T = 1550°C, Vh = 25°C/min, and P =75 MPa makes it possible to fabricate samples withrecord hardness HV = 34 GPa and satisfactory crackresistance KIc = 4.3 MPa m1/2.
98
96
94
92
90100604020 80
1
2
3
ρrel, %
R0, nm
Fig. 4. Dependence of the relative density on the initialparticle size of the WC sample fabricated by plasma�chem�ical synthesis. Consolidation was performed by theSPS method at T = (1) 1500°C and (2, 3) 1550°C, Vh =25°C/min; sintering of nanopowders containing(2) 93 vol % WC and (3) 99.7–100 vol % WC.
15.0
14.5
14.0
13.5
13.0
12.5
12.0170015001300 16001400 1800 1900 2000
2400
2800
2000
1600
1200
800
400
0
1
2
3
ρ, g/cm3
dm, nm
Sintering temperature, °C
HV
Fig. 5. Dependence of density (1), hardness (2), and grainsize (3) of sintered WC samples (series 5) on the sinteringtemperature at Vh = 2400°C/min.

RUSSIAN JOURNAL OF NON�FERROUS METALS Vol. 55 No. 6 2014
HIGH�SPEED ELECTROPULSE PLASMA SINTERING 597
CONCLUSIONS
The electropulse plasma sintering (SPS) methodmakes it possible to effectively control the structuralparameters and mechanical properties of tungstencarbide and form a high�density nanostructured statewith a high hardness and acceptable crack resistance.It is possible to fabricate the material with HV =31.1 GPa and KIc = 5.2 MPa m1/2 at high heating rates(2400°C/min).
Sintering of tungsten�carbide nanopowders by theSPS method is performed at lower temperatures thanduring usual sintering, and the characteristic temper�ature of shrinkage completion T2 = 1380–1520°C (seeTable 1), which corresponds to ~0.53–0.57Tm (whereTm = 3143°C [2] is the absolute melting point of WC).
It is established that the T2(R0) dependence is non�monotonic for the SPS of the samples with a reducedWC content: an increase in the average initial size ofthe particles from 46 to 63 nm leads to an increase inT2 from 1420°C to 1520°C. However, the furtherincrease in R0 to 112 nm lowers T2 to 1380–1390°C.
In the case of sintering of powders completely con�sisting of tungsten monocarbide (CWC = 100%), an
increase in R0 from 72 to 112 nm leads to an insignifi�cant (by 25°C) increase in T2.
It is shown that anomalous grain growth occurs inthe structure of the material fabricated by the SPSmethod from powders with a reduced WC content,and an anisomerous structure is formed. In this case,an increase in CWC from 83.5 to 99.7 vol % leads to anincrease in the size of anomalously coarse grains from3 to 17 μm. A homogeneous coarse�grain structure isformed at sintering temperatures higher than 1700°C.
Anomalous grain growth is observed for the SPS ofnanopowders with CWC = 100 vol %, and their mono�modal size distribution takes place. The average grainsize for the samples sintered at T = 1500–1550°C doesnot exceed 0.1–0.3 μm, while intense grain growth,which leads to the formation of the coarse�grain struc�ture in tungsten carbide, is activated at T > 1800°C. Inthis case, the density of the samples sintered from nan�opowders completely consisting of WC turns outhigher than that of the materials sintered at the sametemperature from the powders with a reduced WCcontent.
These results will be analyzed in the second part ofthis study.
Table 2. Density and mechanical properties of tungsten�carbide samples fabricated by various methods
Preparation method of the samples WC ρrel, % HV, GPa Klc, MPa ⋅ m1/2 Reference
SPS (Vh = 25°C/min, P = 75 MPa) of the WC nanopowder produced by H. C. Stark
98.3 16.5 6.0
98.6 19.5 5.7
99.1 24.2 6.7
99.3 26.5 5.4
99.5 27.1 5.2 This study
99.7 31.1 5.2
99.7 34.0 4.3
SPS (Vh = 25°C/min, P = 75 MPa) of the WC nanopowder produced by H. C. Stark
99.2 26.6 5.1
99.4 31.0 4.0
99.8 26.0 4.5
94.7 23.9 –
SPS 97.8 25.9 – [6]
99.2 26.7 –
SPS – 26.2 6.6 [7]
SPS 96.0 13.8 – [19]
High�frequency induction heating* 99.0 30.2 7.1 [3]
High�frequency induction heating 98.5 28.5 7.1 [20]
High�frequency induction heating 98.5 27.0 4.8 [21]
SPS 97.5 24.8 6.6 [22]
Domestic industrial VK�6–VK�10 hard alloys
99–100 11–15 7–9 [1]
* Original name “High frequency induction heating sintering method” (HFIHS).

598
RUSSIAN JOURNAL OF NON�FERROUS METALS Vol. 55 No. 6 2014
CHUVIL’DEEV et al.
ACKNOWLEDGMENTS
This study was supported by the Ministry of Educa�tion and Science of the Russian Federation, state con�tract no. 14.513.11.0040, according to the Federal Tar�get Program “Investigations and Implementations ofthe Scientific�and�Technology Complex of Russia for2007–2013,” and state contract no. 14.740.11.1371according to the Federal Target Program “Scientificand Scientific and Pedagogical Staff of an InnovativeRussia for 2009–2013.”
REFERENCES
1. Panov, V.S., Chuvilin, A.M., and Fal’kovskii, V.A.,Tekhnologiya i svoistva spechennykh tverdykh splavov iizdelii iz nikh (Technology and Properties of SinteredHard Alloys and Wares Made of Them), Moscow: Nats.Issl. Tekhnol. Univ. MISiS, 2004.
2. Andrievskii, R.A. and Spivak, I.I., Prochnost’tugoplavkikh soedinenii i materialov na ikh osnove(Strength of Refractory Compounds and MaterialsBased on Them), Chelyabinsk: Metallurgiya, 1989.
3. Shon, I.�J., Kim, B.�R., Doh, J.�M., et al., J. AlloysCompd., 2009, vol. 489, pp. L4–L8.
4. Zhang, J., Zhang, G., Zhao, Sh., and Song, X.,J. Alloys Compd., 2009, vol. 479, pp. 427–431.
5. Tsai, K.�M., Int. J. Refract. Met. Hard Mater., 2011,vol. 29, pp. 188–201.
6. Zhao, J., Holland, T., Unuvar, C., and Munir, Z.A.,Int. J. Refract. Met. Hard Mater., 2009, vol. 27,pp. 130–139.
7. Kawahara, M. and Tokita, M., Corros. Eng., 2001,vol. 50, pp. 63–71.
8. Sivaprahasam, D., Chandrasecar, S.B., and Sundare�san, R., Int. J. Refract. Met. Hard Mater., 2007, vol. 25,pp. 144–152.
9. Sommer, M., Schubert, W.D., Zobetz, E., and War�bichler, P., Int. J. Refract. Met. Hard Mater., 2002,vol. 20, pp. 41–50.
10. Cha, S.I. and Hong, S.H., Mater. Sci. Eng. A, 2003,vol. 356, pp. 381–389.
11. Mannesson, K., Borgh, I., Borgenstam, A., and Agren, J.,Int. J. Refract. Met. Hard Mater., 2011, vol. 29,pp. 488–494.
12. Munir, Z.A., Anselmi�Tamburini, U., and Ohyanagi, M.,J. Mater. Sci., 2006, vol. 41, pp. 763–777.
13. Yanagiasawa, O., Kuramoto, H., Matsugi, K., andKomatsu, M., Mater. Sci. Eng., A, 2003, vol. 350,pp. 184–189.
14. Chuvil’deev, V.N., Moskvicheva, A.V., Lopatin, Yu.G.,Baranov, G.V., Blagoveshchenskii, Yu.V., Kotkov, D.N.,Lopatin, Yu. G., and Belov V.Yu., Dokl. Phys., 2011,vol. 56, no. 2, pp. 109–113.
15. Chuvil’deev, V.N., Nokhrin, A.V., Baranov, G.V.,Moskvicheva, A.V., Boldin, M.S., Kotkov, D.N.,Sakharov, N.V., Blagoveshchenskii, Yu.V., Shotin, S.V.,Melekhin, N.V., and Belov V.Yu, Nanotechnol. Russ.,2013, vol. 8, nos. 1–2, pp. 108–121.
16. Orlova, A.I., Koryttseva, A.K., Kanunov, A.E., et al.,Neorg. Mater., 2012, vol. 48, no. 2, pp. 71–83.
17. Tsvetkov, Yu.V. and Panfilov, S.A., Nizkotemperaturnayaplazma v protsessakh vosstanovleniya (Low�Tempera�ture Plasma in Reduction Processes), Moscow: Nauka,1980.
18. Rahaman, M.N., Ceramic Processing and Sintering,New York: Marcel Dekker, 2003, 2nd ed.
19. Srivatsan, T.S., Woods, R., Petraroli, M., and Sudars�han, T.S., Powder Technol., 2002, vol. 122, pp. 54–60.
20. Kim, H.C., Yoon, J.K., Doh, J.M., et al., Mater. Sci.Eng. A, 2006, vols. 435–436, pp. 717–724.
21. Kim, H.C., Shon, I.J., Yoon, J.K., Lee, S.K., andMunir, Z.A., Int. J. Refract. Met. Hard Mater., 2006,vol. 24, pp. 202–207.
22. Kim, H.C., Shon, I.J., Garay, J.E., and Munir, Z.A.,Int. J. Refract. Met. Hard Mater., 2004, vol. 22,pp. 257–263.
Translated by N. Korovin





























