Embed Size (px)
Citation preview
Mémoire en vue de l’obtention du Master de conservation-restauration céramique-verre Délivré par l’Ecole Nationale Supérieure des Arts Visuels de La Cambre de Bruxelles
LE MOULAGE POUR LA RECONSTITUTION DES LACUNES : ETAT DES LIEUX DES MATÉRIAUX ET DES TECHNIQUES
Hélène BLANPAIN Promotrice interne : Dominique Driesmans Année académique 2010-2011 Promotrice externe : Marilena Morè

TABLE DES MATIÈRES INTRODUCTION __________________________________________________ 1 PARTIE 1 : LE COMBLEMENT EN RESTAURATION : QUELQUES CONSIDÉRATIONS PRATIQUES ET DÉONTOLOGIQUES ___________ 4 1. Précisions sur la terminologie des interventions liées au comblement _____________ 5
2. Distinction entre le moulage utilisé pour la reconstitution des lacunes
et le moulage utilisé pour la copie/fac-similé des œuvres d’art ____________________ 7 3. Du but de la restauration à la légitimité d’une de ses interventions :
le comblement des lacunes ____________________________________________________ 8
PARTIE 2 : M ISE EN ŒUVRE DU COMBLEMENT PAR MOULAGE ____________ 12
1. Techniques de comblement pour la restauration de la céramique et du verre _____13
A. « La mise en scène de l’œuvre » par la réalisation d’un support 13 B. Le comblement « traditionnel » 15 1. Comblement sans support 16 2. Comblement en papiers imprégnés de résine 17 3. Comblement en feuilles de résines préformées 19 4. Comblement à l’aide d’un support 21 a. support sans prise d’empreinte 21 b. support avec prise d’empreinte : moule ouvert 23 c. support avec prise d’empreinte : moule fermé 25 5. Comblement à l’aide d’un tesson intermédiaire 26
2. Techniques de moulage : procédés généraux et application en restauration _______ 28
A. Moule ouvert 31 1. Procédé général 31 2. Application en restauration 33 B. Moule fermé en une pièce 37 1. Procédé général 37 2. Application en restauration 41

C. Moule fermé en plusieurs pièces 46 1. Procédé général 46 2. Application en restauration 53
3. Risques du moulage. Observations et précautions préalables ____________________ 56
A. Risques du moulage sur les œuvres d’art 56 1. Les risques physiques 56 2. Les risques chimiques 58 B. Observation et précautions préalables 60 1. Constat d’état de l’œuvre 60 2. Interventions de restauration 61 3. Tests des produits 61 4. Raisonner le moule 62
4. Etapes de la mise en œuvre du moulage.
Observations à partir d’exemples pratiques __________________________________ 65
A. Préparation du plan de joint 66 B. Application de l’agent démoulant 71 C. Prise d’empreinte 72 D. Coulage/application du matériau de tirage 78 E. Démoulage 80
PARTIE 3 : LES MATÉRIAUX UTILISÉS POUR LE MOULAGE _______________ 81 1. Catégories des matériaux de moulage ________________________________________ 83
A. Matériaux d’empreinte 83 B. Matériaux de chape 84 C. Matériaux de modelage 84 D. Agent démoulant 84 E. Matériaux de coulée 85
2. Caractéristiques physico-chimiques des matériaux : rappel de quelques notions utiles pour l’opération de moulage ___________________________________________ 86
Adhésivité ; Dureté ; Hydrophobie/hydrophilie ; Résistance au déchirement ; Souplesse ; Taux de rétraction ; Temps de travail ; Temps de prise ; Tension superficielle ; Transition vitreuse ; Viscosité.

3. Matériaux de moulage : composition et caractéristiques ________________________ 90
A. Les polymères synthétiques 90
Silicone 91 Latex 101 Alcool polyvinylique (PVAL) 104 Feuilles de chlorure de polyvinyle (PVC) 107
B. Les substances naturelles 108 Plâtre 108 Argile 114 Alginate 116 Cire 119 Pâte à modeler 121 - Plastiline® 123 Vaseline 124
SYNTHÈSE GÉNÉRALE _______________________________________________________ 125
A. Tableaux récapitulatifs des critères à prendre en compte pour le choix 126 de la technique de moulage et de ses matériaux B. Incompatibilités entre les matériaux 129
CONCLUSION GÉNÉRALE ____________________________________________________ 134
BIBLIOGRAPHIE _____________________________________________________________ 137
GLOSSAIRE__________________________________________________________________ 142
ANNEXES ___________________________________________________________________ 145
- Expérimentations 146
1. Modification de la consistance et de la rigidité du silicone à l’aide de charges ou de 2. renforts 3. Observation de la précision des silicones utilisés/testés à l’atelier
- Tableau comparatif : caractéristiques des silicones testés/utilisés en atelier 151 - Tableau récapitulatif des silicones testés pour la réalisation d’un moule ouvert 152 - Liste des fabricants et fournisseurs 153 - Fiches techniques 157

Remerciements
Mes sincères remerciements vont à Dominique Driesmans professeur à l’ENSAV La Cambre et restauratrice de céramique et de verre. Je souhaiterais la remercier en tant que promotrice interne de ce mémoire, pour ses nombreuses relectures et conseils avisés, mais également en tant que professeur qui m’a suivi ces cinq ans, pour son grand sens de la pédagogie, son savoir, sa patiente et son soutien. J’aimerais également remercier Sarah Benrubi, assistante à l’ENSAV La Cambre et restauratrice de céramique et de verre, pour son implication dans ce travail, ses relectures, ses conseils pratiques et son soutien. Je tiens également à remercier ma promotrice externe, Marilena Morè, responsable technique pour les produits Science et Vie à Dow Corning, et François De Buyl, chimiste des silicones à Dow Corning. Je voudrais les remercier pour leur accueil chaleureux, leur information précieuse sur les silicones, et leur relecture. Ma reconnaissance va également à Carine Drees, professeur en prothèse dentaire à L’Institut du Mot-Couvreur, pour le partage de ses connaissances sur la technologie des matériaux. Je souhaiterais aussi remercier Nicole Minten, restauratrice de verre, pour avoir accepter de me recevoir et de répondre à mes questions. De la même manière, j’aimerais remercier Géraldine Bussienne, restauratrice de céramique et de verre, pour le partage de ses connaissances. Un grand merci à la direction de l’ENSAV La Cambre, et plus particulièrement Jean-Luc Metten, directeur adjoint, pour sa disponibilité et son aide. Merci également au corps professoral de l’atelier conservation-restauration pour ces cinq années, et plus spécifiquement Anne Lienardy pour ses relectures et commentaires. Un tout grand merci à mes camarades de cinquième, qui en cinq ans sont devenus de véritables amis. Je voudrais remercier particulièrement Justine avec qui j’ai pu partager cette année les joies et les malheurs du moulage, Margot qui m’a soutenu et supportée tout le long de ces cinq ans, Claire, Soria, Jimmy, Hélène et Caroline pour tous les services rendus et les bons moments passés ensemble. Un grand merci à Eve, Laureline et Adeline qui font partie des fans de la céramique et du verre pour les échanges et leur soutien ! Merci à ma famille et à mes proches pour leur aide morale et financière. Et enfin, je souhaiterais remercier Guy Vandenbosch, qui m’a initié à l’art du moulage, et lui rendre hommage dans ce travail.

1
LE MOULAGE POUR LA RECONSTITUTION DES LACUNES DE LA CÉRAMIQUE ET DU VERRE :
ÉTAT DES LIEUX DES MATÉRIAUX ET DES TECHNIQUES
INTRODUCTION GÉNÉRALE Ce sujet de mémoire a été choisi en fin de quatrième année suite à la tentative de traitement d’un bas-relief en verre de Joris Minne daté de 1937. Cette œuvre, de grande dimension et d’une épaisseur importante, s’était brisée en de nombreux fragments. Le manque d’équilibre de l’œuvre dans son socle en était la cause principale.
Un grand nombre de lacunes altéraient la lecture et le décor ; lui-même constitué d’éléments en reliefs et de différents aspects de surface. Etant donné la nécessité de combler ces lacunes, nous avions décidé d’opter pour des reconstitutions misent en œuvre par diverses techniques d’empreintes et de moulages. En effet, le moulage, en dehors de son usage pour la production de copies d’œuvres d’art, peut aussi être utilisé comme une étape de restauration permettant la reconstitution des lacunes.
Figure 1 : Bas-relief en verre de Joris Minne, 1937, (coll. particulière).
Œuvre dans son ensemble avant traitement (2). Détail de la partie supérieure (2). Le choix de la technique de comblement, était ici conditionné d’une part, par la forme complexe des lacunes, qui présentaient des reliefs dans la continuité du décor existant, et d’autre part, par le matériau de comblement final, une résine époxy. Le décor des formes manquantes, ne pouvait pas être modelé par simple coulage de la résine in situ car sa fluidité l’amène à former une surface plane. La réalisation d’un moule permettait donc dans ce cas-ci de donner à la résine la forme souhaitée.

2
Lorsque l’on procède à la reconstitution de lacunes par moulage, deux possibilités s’offrent au restaurateur. Il peut soit modeler la forme manquante dans un matériau plastique et ensuite la mouler, soit prendre l’empreinte d’une forme ou d’une surface similaire, qui se trouve à un autre endroit de l’œuvre ou sur une œuvre identique. Le bas-relief en verre ne présentait pas de décor répétitif, cette dernière solution n’était donc pas envisageable. Nous avons alors décidé de procéder à la réalisation d’un modèle transitoire, dans un matériau plus facilement modelable, pour ensuite en réaliser une copie en résine époxy. Ce comblement serait ensuite fixé sur l’œuvre, emboîté comme un fragment.
C’est en envisageant l’intervention et en procédant aux premiers tests, que s’est présenté une
série de problématiques liées aux choix des matériaux et des procédés de moulage. J’ai alors pu constater la complexité du sujet et les nombreux facteurs pratiques à prendre en compte.
La technique de moulage, si elle n’est pas correctement maîtrisée, est dangereuse pour l’œuvre
d’art ou s’avère longue et fastidieuse. Le choix de matériaux respectueux de l’œuvre d’art et compatibles est primordial. Le choix d’une technique adaptée à la forme de l’élément à mouler et à la mise en œuvre du matériau de comblement est également crucial.
Si les procédés et les matériaux sont correctement choisis, cette opération, contrairement à
d’autres techniques de comblement, offre un résultat de grande précision et un gain de temps énorme. Nous le verrons, la reconstitution des lacunes par moulage est souvent nécessaire voir indispensable, particulièrement pour des formes et des décors complexes.
J’ai pu constater lors de mes recherches, le manque d’information sur le moulage adapté au
domaine de la conservation-restauration des œuvres d’art. En effet, bien qu’il existe un grand nombre d’ouvrages sur le moulage traditionnel employé pour la copie d’objets ou d’œuvres d’art, très peu font mention du moulage employé dans le cadre de la reconstitution des lacunes. Encore moins sur les problématiques pratiques liées à sa mise en œuvre et sur les matériaux de moulage adaptés à la céramique et au verre, ainsi qu’à leurs matériaux de comblement. Les références existantes englobent rarement les différents aspects à prendre en compte et sont soit écrits dans une optique pratique, soit théorique, mais rarement globale.
C’est pour ces raisons qu’il ma semblé opportun de réaliser un état des lieux complet des
procédés de moulage existants, pour ensuite sélectionner les plus adaptables au milieu de la conservation-restauration. Au travers de cas pratiques rencontrés en atelier, nous essayerons de définir les critères de sélection en fonction des caractéristiques de la matière originale et de la nature des matériaux à notre disposition. Tout cela pour permettre au conservateur-restaurateur de céramique et verre de choisir la techniques de moulage la plus adaptée en fonction du cas rencontré, mais aussi de la mise en œuvre correcte de celle-ci.

3
Ce mémoire se divise en trois parties : une première approche théorique de la reconstitution des lacunes ; une seconde partie plus pratique, axée sur les techniques de comblement et la mise en œuvre du moulage ; et enfin une troisième partie consacrée aux matériaux de moulage. Afin d’introduire ce sujet, il m’a d’abord semblé nécessaire de resituer brièvement la reconstitution des lacunes d’un point de vue déontologique. En effet, le moulage permet véritablement de ré-créer des parties manquantes d’une œuvre d’art. Or cette démarche est souvent critiquée car elle pose la question de l’authenticité de l’œuvre ainsi comblée. La reconstitution ne doit pas s’appliquer systématiquement et certaines conditions et finalités doivent être prises en compte selon chaque cas rencontré. La première partie de ce travail rappellera donc les grands principes permettant de légitimer ce type d’intervention, ainsi que les larges possibilités de traitements et d’approches permettant au restaurateur d’adapter son diagnostic selon les cas de figure. Une fois l’optique de comblement choisie, plusieurs facteurs pratiques influencent le choix de sa mise en œuvre. La reconstitution des lacunes par moulage est une technique parmi d’autres, son choix n’est pas toujours pertinent mais s’avère parfois indispensable. Les grandes techniques de comblement en restauration de la céramique et du verre seront donc brièvement décrites dans le premier chapitre de la seconde partie, afin de connaître les alternatives au moulage et de mettre en évidence leurs caractéristiques respectives. La deuxième partie se consacrera davantage au sujet qui nous intéresse, à savoir les différents procédés de moulage et leurs mises en œuvres. Ce mémoire étant axé sur la restauration de la céramique et du verre, il ne s’agit pas de réaliser un manuel reprenant de manière exhaustive les différentes techniques de moulage existantes, mais bien de réaliser une sélection des procédés susceptibles d’être employés pour leur restauration. La céramique et le verre nécessitent des matériaux de comblement différents, qui vont influencer le choix de la technique. Des exemples pratiques réalisés à l’atelier ou rencontrés dans la littérature permettront d’illustrer ces différences.
Comme toutes les interventions de restauration, le moulage présente des risques et nécessite des précautions préalables : ceux-ci seront décrits dans le troisième chapitre. Enfin, le quatrième chapitre reprendra chaque étape de la mise en œuvre et tentera de mettre en évidence quelques observations pratiques et critiques. En effet, ce travail s’inscrit dans une approche résolument pratique du sujet. Mon souhait est de réaliser une étude offrant au restaurateur toutes les clés nécessaires à la bonne réalisation de l’opération. Je tenterais donc d’établir, à partir des questions types à se poser, des critères de sélection pour, d’une part, le choix d’un procédé adapté au modèle à mouler, mais aussi pour le choix de matériaux compatibles. La troisième partie sera donc consacrée aux matériaux de moulage. D’autres domaines, comme le milieu dentaire, emploient également des produits similaires aux nôtres avec souvent les mêmes conditions d’utilisation. Les matériaux que l’on peut utiliser en restauration ne sont donc pas forcément issus du domaine du moulage traditionnel, celui-ci ne se caractérisant pas toujours par une grande précision ou un véritable respect du modèle original. Il est donc intéressant d’élargir le domaine de recherche.

4
PARTIE 1
LE COMBLEMENT EN RESTAURATION : QUELQUES CONSIDÉRATIONS PRATIQUES ET DÉONTOLOGIQUES .

5
1. PRÉCISIONS SUR LA TERMINOLOGIE DES INTERVENTIONS LIÉES AU COMBLEMENT
Lorsque l’on parle des interventions liées au comblement dans une œuvre, plusieurs termes sont généralement utilisés : réintégration, restitution, reconstitution, reconstruction, copie, ou encore fac-similé. La signification de ces termes est rarement la même selon les personnes qui les emploie. Afin de préciser leurs usages, souvent contradictoires, je propose d’éclairer ces notions en me basant sur trois auteurs qui ont traités ces questions : Cesare Brandi1, Ségolène Bergeon2 et Marie Berducou3. Le terme « réintégration » semble désigner toutes les interventions visant à rétablir la compréhension d’une œuvre sur le double plan historique et esthétique. La signification de ce terme regroupe donc un champ de solutions assez vaste qui, dans le domaine de la peinture ou des arts graphiques, se substitue généralement à l’opération de retouche alors qu’elle s’apparente davantage au terme de comblement pour les objets en trois dimensions. Cependant, la notion de réintégration s’inscrit clairement dans l’acte critique de la restauration en opposition au terme de comblement qui peut s’appliquer aussi bien dans des champs extérieurs à la restauration, comme par exemple à la réparation effectuée par l’artisan ou à la rénovation créée par l’artiste. De manière générale tous les auteurs s’accordent sur la signification du terme « réintégration » et sur la justification de son emploi au sein de la restauration. Il n’en est pas de même pour les termes de « restitution » et de « reconstitution ». En effet, selon Ségolène Bergeon, si on prend acte de l’évolution récente de leur terminologie4, ces deux termes ne devraient pas faire partie du domaine de la restauration mais devraient être réservés aux entreprises parallèles : celles dans lesquelles les matériaux constitutifs originaux d’une oeuvre ou d’un objet n’entrent pas en jeu et qui produisent de nouveaux objets. Ces termes, selon elle, s’appliquent lorsque la matière d’un bien culturel n’existe plus et qu’alors on souhaite le restituer, le reconstituer, le reconstruire ou le refaire à l’identique. Dans ce contexte, la restitution est « une représentation virtuelle de ce bien et constitue une aide à la décision au cas où une intervention concrète serait décidée 5». La reconstitution, elle, serait « une proposition de retrouver les formes d’antan grâce à des références documentaires précises » celles-ci permettant de reconstituer l’original disparu en matériaux nouveaux. En opposition, la reconstruction serait une réédification des formes d’antan sans documents précis ne permettant pas une reconstitution fidèle. Ainsi le terme de reconstitution implique une certaine justesse, authenticité des formes établies. Les termes de « restitution » et de « reconstitution » sont donc pour Ségolène Bergeon de l’ordre de la reproduction d’un bien culturel perdu et non de la restauration d’une matière originale existante. On pourrait presque associer ces termes à l’opération de copie bien que celle-ci implique généralement l’existence matérielle du modèle original. La copie, reproduction à l’identique et dans sa totalité d’une œuvre ou d’un objet, se distingue du fac-similé par le fait que ce dernier intègre les variations d’apparences que le temps a fait subir à l’œuvre ou à l’objet.
1 BRANDI, Cesare, Théorie de la restauration, trad. de l’italien par Colette DEROCHE, Paris : Editions du Patrimoine, 2007. 2 BERGEON-LANGLE, Ségolène, « Les pièges du temps en restauration : réalité et conjectures », dans Le mythe du retour à l’origine. Le conservateur face à l’authenticité et l’interprétation, Journées d’étude APROA-BRK, Bruxelles : APROA-BRK et VIOE, 2008, p.7-14. 3 BERDUCOU, Marie, Le restauration quels choix ? « Dérestauration », restauration-restitution, dans TECHNé, n°13-14, 2001, p.211-218. 4 BERGEON-LANGLE, ibid., p.14. 5 BERGEON-LANGLE, ibid., p.15.

6
Brandi, quant à lui préfère écarter le terme de restitution au profit de « réintégration hypothétique ». Selon lui le terme de restitution, en opposition à la réintégration, donne à voir ce que l’œuvre ne donne plus à voir dans son état actuel sans complément de sens. Le préfixe « re » implique un retour en arrière et, l’effort de mémoire ou de déduction qu’impliquent ces retours, ouvre la voie à l’interprétation. La réintégration, elle, ne fait que lier l’existant, elle ne re-crée rien. Elle se limite à la mise en valeur de ce qui subsiste d’une œuvre : liaisons entre les parties conservées et tout procédé empêchant les manques de s’imposer et de prendre le pas sur l’œuvre. Ce sont par exemple l’assemblage des tessons d’un verre ou d’une céramique et le traitement qui estompe les lignes de cassures ; ou encore la retouche qui calme un réseau de craquelures trop présent d’un tableau. La réintégration hypothétique, quant à elle, est selon Brandi une hypothèse matérialisée sur l’œuvre ou sur un objet par une proposition totalement induite des parties conservées. C’est par exemple le manque rebouché dans la panse d’un vase, pour des raisons esthétiques ou structurelles. Brandi ne propose pas de terme lorsqu’il s’agit de véritable re-création de parties disparues, celles dont la forme ne peut être déduite par les informations restantes et contenues dans l’oeuvre. Ce n’est pas pour autant que ces opérations soient illicites ou condamnables d’un point de vue déontologique. Dans certains cas, elles permettent de rendre le statut fonctionnel d’un objet, un équilibre important dans une composition, ou encore un sens dans la structure formelle d’une oeuvre. Ces interventions, pour autant qu’elles fassent l’objet d’un diagnostic critique et qu’elles suivent certaines conditions, font bien parties du champ de la restauration. « Qu’on les nomme réintégration hypothétique, restitution ou même reconstitution est-il si important ?6». Oui dirait Ségolène Bergeon car « Rien n’est pire que le désordre des mots signifiants en général une imprécision de la pensée.7 ». En synthèse, le terme réintégration me semble trop vaste et ne permet pas de distinguer les différents degrés d’intervention formelle sur une œuvre d’art ou sur un objet. L’addition du terme « hypothétique » à cette notion par Brandi n’englobe pas, comme nous l’avons vu, les véritables re-créations de parties disparues. Hors, le sujet de ce mémoire traite en partie directement de ces dernières. Pour ma part, j’emploierai dans ce présent travail le terme « reconstitution ». Si l’évolution de cette notion tend à exclure son usage du domaine de la restauration, elle reste en ce jour, faute d’en trouver une autre, la plus apte à qualifier ce type d’intervention. Le terme de comblement sera utilisé quant à lui comme terme général regroupant tout les types de réintégrations formelles.
6 BERDUCOU, op.cit., p.217. 7 BERGEON-LANGLE, op.cit., p.16.

7
2. DISTINCTION ENTRE LE MOULAGE UTILISÉ POUR LA RECONSTITUTION DES LACUNES ET LE MOULAGE UTILISÉ POUR LA COPIE /FAC-SIMILÉ D ’UNE ŒUVRE
Il est important de distinguer le moulage pour la reconstitution des lacunes d’une œuvre et le moulage utilisé pour la copie/fac-similé d’une œuvre. Ces deux opérations ne présentent pas les mêmes buts et finalités, même si elles emploient les mêmes matériaux et les mêmes méthodes.
Dans ce mémoire, j’aborde le moulage en tant que procédé permettant la confection d’un comblement qui reconstitue une partie lacunaire d’une œuvre. Cette opération, utile ou nécessaire dans certains cas, s’inscrit comme une étape du traitement de restauration.
La réalisation d’une copie ou d’un fac-similé est quant à elle une intervention qui peut être
légitime, mais qui ne relève pas à proprement parlé de la restauration. En effet, bien qu’elle puisse avoir une utilité dans le domaine de la conservation et de la préservation du patrimoine, elle est souvent réalisée par des professionnels du moulage et pas toujours en accord avec certaines conditions de la conservation/restauration, à savoir le respect d’authenticité et le respect de la matière originale.
La copie, réalisée par prise d’empreinte directe sur l’original, est souvent la cause de nouvelles
altérations de l’œuvre. Les professionnels du moulage, peu sensibilisés à la préservation du patrimoine, n’ont pas toujours connaissances des risques (contaminations de l’œuvre par les produits d’empreintes, par l’agent démoulant, arrachages de la surface, tensions, etc.). C’est pourquoi je pense qu’il est important que ces opérations se fassent toujours en collaboration avec un restaurateur formé, faute d’avoir des restaurateurs formés à la copie des œuvres d’art.
A l’heure actuelle, avec l’arrivée de nouveaux systèmes de mesures digitales et de procédés de manufacture modernes, il existe d’autres méthodes de copie qui ne nécessitent aucuns contacts avec l’original. Malheureusement, ces procédés et les installations qu’ils nécessitent coûtent encore fort cher et ne sont pas à la portée de tous les professionnels du domaine8.
Il existe plusieurs raisons qui peuvent amener à la réalisation de « moulages-copies ». Les
différentes finalités de ces moulages nous permettent de les distinguer9 : • Moulages et copies de prestiges : dont le but est la possession de copies des plus
belles œuvres anciennes par de grandes collections, parfois privées. • Moulages didactiques : dans un but de connaissance, de comparaisons, d’études. Ils
sont souvent commandés aujourd’hui par les musées. • Moulages commerciaux : exécutés en série grâce aux évolutions techniques pour
satisfaire tous les goûts et toutes les bourses. • Moulages conservatoires : dont le but est la conservation du patrimoine.
8 Pour plus d’informations sur les techniques employées je vous renvois à l’article de ANSLIJN, Jean-Noel, « Prise d’empreinte sans contacts ? : Modélisation de documents à l’aide de capteur laser », dans La vie des Musées, n°15, Bruxelles : Association francophone des musées de Belgique, 2000-2001, p.41-47. 9 SERCK-DEWAIDE, Myriam, « Les moulages : avantages et dangers. Techniques actuelles de copie. Perspective d’avenir », dans La vie des Musées, n°15, Bruxelles : Association francophone des musées de Belgique, 2000-2001, p.33-40.

8
Ce dernier type de moulage permet de conserver l’œuvre originale à l’abri afin de stopper sa dégradation et favoriser sa bonne conservation en la substituant par une copie. Cette pratique de substitution porte à polémique car elle semble dans certains cas dominer et supplanter les opérations indispensables de conservation et de protection des ensembles in situ. Elle amène également une série de questionnement sur l’authenticité des œuvres ainsi montrées et sur la confusion que cela peut créer au près du spectateur. Cette dernière problématique est également présente lors de la reconstitution de parties lacunaires sur une œuvre. En effet, la question de la légitimité de cette intervention reste actuelle dans certains cas et peut ou doit amener au débat.
3. DU BUT DE LA RESTAURATION À LA LÉGITIMITÉ D ’UNE DE SES INTERVENTIONS : LE COMBLEMENT DES LACUNES
La restauration est un processus de reconnaissance des biens culturels, elle affirme l’intérêt
qu’on leur porte à nouveau. Elle commence par l’identification de son objet en identifiant les valeurs qu’il véhicule et qui justifient sa conservation. Ainsi, par ses interventions, la restauration peut permettre de sauvegarder ou de récupérer ces valeurs que l’œuvre dégradée ne permettait plus d’assumer10.
La restauration cherche à préserver et respecter l’authenticité11 de l’œuvre, sans compromettre
son intégrité. Cette discipline n’a cependant pas pour but de rétablir l’état originel12 de l’œuvre (pour autant qu’on puisse le déterminer objectivement). Elle serait de toute manière incapable de l’atteindre car, comme le dit Paul Philippot (théoricien de la restauration) : « La démarche créatrice étant par essence unique, irreproduisible ― en toute rigueur, même par l’artiste lui-même qui, ou se copierait, ou ferait une œuvre nouvelle ―, toute reprise du processus est donc impossible en raison de sa nature même. »13. Ainsi, la restauration est une « […] démarche critique visant à rétablir, compte tenu de l’état actuel de l’œuvre, non pas un illusoire état originel, mais l’état le plus fidèle à l’unité esthétique de l’image originelle. ». De plus l’œuvre, qui se présente à nous à travers le laps de temps qui s’est écoulé depuis sa création14, a subit des altérations irréversibles affectant irrémédiablement son état originel. Qualifier l’œuvre d’unique et d’irreproduisible, dont l’état originel est définitivement perdu, ne signifie pas qu’il faille en conclure à l’impossible restauration d’une œuvre mutilée et de renoncer à toute tentative de reconstitution des parties manquantes. En effet, l’unité de l’œuvre est un tout et non la somme de ses parties. On la retrouve dans la continuité de la forme. Si celle-ci vient à être interrompue, la lisibilité de l’œuvre en sera affectée mais chaque fragment continuera à participer à l’unité rompue, et donc à la suggérer dans la mesure où il la contient encore en puissance15.
10 BERDUCOU, op.cit., p.214. 11 Notion floue et relative qui si prise dans sa stricte acceptation − celle de la préservation absolue du message dans son état premier − s’assimile à l’utopie du retour à l’état originel. 12 L’état initial dans lequel se trouvait l’œuvre au temps de sa création. 13 PHILIPPOT, Paul, « Le problème de l’intégration des lacunes dans la restauration des peintures », dans PERIER-D’ IETEREN,C., Pénétrer l’art. Restaurer L’œuvre. Une vision humaniste. Hommage en forme de florilège, Courtrai, 1990, p.413. 14 Selon Paul Philippot, l’œuvre d’art présente un double caractère historique : celui de sa création et celui du laps de temps écoulé depuis celle-ci, et dont l’élimination est inconcevable. 15 Ce que Cesare Brandi décrit comme l’ « unité potentielle » d’une œuvre.

9
Comme le dit encore Paul Philippot : « La reconstitution, impossible en tant que reprise du
processus créateur, reste concevable, et même pleinement justifiée, si on la comprend comme un acte d’interprétation critique, destiné à rétablir une continuité formelle interrompue, dans la mesure où celle-ci reste latente dans l’œuvre mutilée, et où la reconstitution rend à la structure esthétique la clarté de lecture qu’elle avait perdue. ».
La reconstitution, ainsi légitimée dans certains cas, doit faire l’objet d’un travail critique et d’une compréhension aussi profonde que possible de la structure formelle qu’elle vise à rétablir. Pour juger du « degré de rétablissement » nécessaire de l’unité potentielle, il faudra penser l’œuvre dans son instance historique et dans son instance esthétique16. La confrontation et le dilemme que ces deux instances peuvent induire sont similaires au clivage existant entre d’une part, l’envie de garder les traces du temps (les dégradations) comme témoin historique, et d’autre part l’envie de conserver l’objet aussi intègre que possible par rapport à son état d’origine. Trouver un équilibre entre ces deux paramètres, pourra éviter au restaurateur de faire un faux historique17 ou de commettre un outrage esthétique.
La question de la falsification et de l’authenticité d’une œuvre d’art est déjà présente à partir
de la première moitié du XIXe siècle où se développe entre autre le concept de restauration « perceptible »18. Des auteurs comme John Ruskin (1819-1900), Camillo Boito (1836-1914) et plus tard Cesare Brandi et Paul Philippot ont tentés de définir le rôle de la restauration, son devoir et ses limites en réaction aux nombreuses dérives du passé. Notre héritage qu’est la pensée grecque, a souvent amené à considérer la restauration comme une opération d’entretien ou de réparation des œuvres. La conception occidentale de la Beauté est associée à la perfection − à une juste proportion ou
harmonie des formes − convaincue que l’œuvre d’art n’a de sens que complète et qu’elle doit donc être rétablie dans cet état pour pouvoir être appréciée. Aujourd’hui, grâce à certains auteurs et à l’évolution de la pensée actuelle, on s’accoutume de plus en plus à l’incomplétude des œuvres car, « l’état fragmentaire ou incomplet est-il nécessairement nuisible à la compréhension de l’œuvre et au plaisir esthétique ou intellectuel que l’on peut en tirer ? »19. Cependant, si le choix de compléter une œuvre ne semble pas toujours objectif, le choix de non intervention n’est pas neutre non plus : « Ne rien ajouter c’est mettre en évidence une rupture de l’image, accentuer le caractère matériel de l’œuvre d’art et choisir celui-ci au détriment de la signification culturelle »20.
16 BRANDI, op.cit., p.29. 17 Fait référence au second principe de la restauration dicté par Brandi : « La restauration doit viser à rétablir l’unité potentielle de l’œuvre d’art, à condition que cela soit possible sans commettre un faux artistique, ou un faux historique, et sans effacer aucune trace du passage de cette œuvre d’art dans le temps. ». 18 BOUYER, Eve, La problématique de la restauration perceptible en céramique. Réflexions sur les approches et procédés à travers des exemples de vase antiques, Mémoire de fin d’études, ENSAV La Cambre, année académique 2009-2010 19 GUILLEMARD , Denis, « Les embarras du choix : assumer l’incomplétude en restauration de céramique, dans Pourquoi restaurer les céramiques? », dans Conservation-restauration des Biens Culturels, Cahier Technique n°11, Paris : ARAAFU, 1994, p.9. 20 BERGEON-LANGLE, op.cit, p.12.

10
Les conditions du comblement
« La restauration est contrainte par la conscience du caractère interprétatif, et donc réversible, du jugement critique que l’intervention élabore et matérialise ».21
La restauration, et plus particulièrement l’opération de comblement, fait donc l’objet d’un
diagnostic critique de la part du restaurateur. Ce dernier devra juger de la nécessité ou non d’un traitement visant à rétablir une certaine lisibilité de l’œuvre, pour autant que cela soit possible. Si la décision de combler est prise, plusieurs questions s’imposent : faut-il combler une ou plusieurs parties manquantes ? Quel doit être leur degré d’intégration ? Peut-on être sûr de leur forme d’origine ? Quelle part d’hypothèse peut être acceptée ? Etc.
Ces jugements critiques font appel à un ensemble de projections et de conceptions préétablies sur l’aspect que doit prendre une œuvre restaurée par celui ou ceux qui en font l’expérience (restaurateurs, propriétaires, historiens d’art etc.). Ces derniers sont bien entendus sujets à l’actualité de notre perception, déterminée par une époque, une culture, une éducation, etc. Il est donc important qu’ils soient conscients de la relativité et de la complexité des valeurs à considérer.
C’est cet aspect relativement subjectif de la restauration qui a amené des théoriciens à établir
des principes destinés à limiter cette part d’interprétation. C’est principalement Cesare Brandi qui s’est penché sur la définition de ces principes. Selon lui, la réintégration doit toujours se positionner comme proposition pour ne pas basculer dans le négationnisme ou la falsification. C’est pourquoi elle doit être décelable22 et rigoureusement documentée pour éviter toutes confusions. De plus la reconstitution doit être réversible afin de permettre sa modification dans le futur. Le comblement d’une forme induite par les parties restantes peut donc être justifiée pour autant qu’elle suive ces principes. Cependant toutes reconstitutions hypothétiques, dont la forme ne peut être déduite par l’unité restante de l’objet ou par aucunes documentations (comme par exemple une photographie de l’œuvre ou d’une œuvre similaire dans son état d’origine) ne peut être effectuée légitimement. Cela reviendrait à créer une nouvelle œuvre qui perdrait ainsi toute authenticité. « La restauration est une opération qui doit garder un caractère exceptionnel. […]Elle s’arrête là où commence l’hypothèse. »23.
21 BERDUCOU, op.cit., p.216. 22 La reconstitution doit être décelable de préférence par le visiteur ou au minimum par un examen scientifique. 23 Extrait de la Chartre de Venise de 1964, article 9 (Chartre Internationale sur la conservation et la restauration des Monuments et des Sites).

11
Les finalités du comblement Plusieurs raisons peuvent amener à la réalisation de comblements pour une céramique ou un verre :
- l’intention esthétique : pour atteindre une certaine unité potentielle ; - l’intention pédagogique : pour permettre aux visiteurs une bonne compréhension de la forme
ou encore de la fonction exercée par l’œuvre ; - l’intention matérielle : liée à l’état du ou des matériaux constitutifs. Cette dernière intention peut comprendre plusieurs raisons :
� Le soutient de l’œuvre : comblement qui amène une stabilité à une structure lacunaire affaiblie par ses manques.
� La mise en place de tessons peu ou pas jointifs : comblement qui permet par exemple de relier un tesson flottant qui ne présente aucun contact mais dont on est certain de son emplacement.
� La sécurité de l’œuvre : comblement qui permet une meilleure manipulation de la structure qui peut présenter des parties saillantes susceptibles d’être accrochées.
La finalité d’un comblement est liée directement à la valeur qu’on attribue à l’œuvre. Ainsi par exemple, on ne comblera pas pour les mêmes raisons (ni de la même manière) un objet dit « archéologique » et un objet dit « objets d’art décoratif ». Selon la nature de l’objet à restaurer les valeurs que l’on souhaitera sauvegarder ou récupérer ne seront pas les mêmes et nécessiteront un diagnostic et des traitements différents. Il n’existe évidement pas de manuel précisant quels types de traitements sont nécessaires pour quels types d’objet. D’ailleurs, bien souvent, préciser la nature d’un objet est un exercice bien complexe car la frontière entre les termes instaurés qu’ils soient « objet, objet archéologique, objet décoratif, objet d’art, œuvre d’art etc., » est souvent floue et variable. De plus les valeurs qu’on associe à un objet peuvent changer avec le temps, selon l’évolution de sa connaissance ou encore des mentalités. Je ne m’attarderai pas davantage à ces considérations car elles ne sont pas le sujet de ce mémoire. Cependant il est nécessaire d’avoir conscience du grand nombre de formes (quelles soient du domaine de l’art ou de l’utilitaire) dans lesquelles se déclinent la céramique et le verre et des larges possibilités de traitements et d’approches permettant au restaurateur d’adapter son diagnostic selon les cas de figure. On a donc bien compris que le systématisme n’a pas sa place dans la restauration.

12
PARTIE 2
M ISE EN ŒUVRE DU COMBLEMENT PAR MOULAGE

13
1. TECHNIQUES DE COMBLEMENT POUR LA RESTAURATION DE LA CÉRAMIQUE ET DU VERRE
Introduction Lorsque l’on envisage de combler une céramique ou un verre, en plus du choix induit par la réflexion déontologique (voir Partie 1), il faut prendre en compte une série de contraintes pratiques. Tous ces facteurs participent au choix de la technique de comblement adaptée. Premièrement, l’état de conservation de l’œuvre. Nous le verrons plus tard, certaines méthodes de comblement nécessitent un contact direct avec la surface de l’œuvre, par exemple les matériaux d’empreintes. Il est donc indispensable que la matière originale soit suffisamment résistante. Par exemple, une attention particulière doit être portée sur le matériau et/ou les décors s’ils sont cuits à basse température, voir crus, ce qui les rends plus fragiles et plus poreux. L’état de dégradation de la matière peut également rendre un matériau plus poreux (comme par exemple pour les verres archéologiques qui se délitent). Deuxièmement, la faisabilité du comblement souhaité. Pour savoir si la réalisation d’un comblement est possible ou envisageable il faudra prendre en compte sa forme, sa grandeur, son épaisseur, son emplacement dans l’objet, etc. Ces facteurs vont influencer le choix de la technique de comblement ainsi que des matériaux à employer. Tous ces facteurs peuvent participer à augmenter grandement le temps et le coût de l’intervention.
Méthodes Deux méthodes ou tendances peuvent actuellement être envisagées pour le comblement de la céramique et du verre :
A. « La mise en scène de l’oeuvre » par la réalisation d’un support
Cette première méthode consiste à introduire une structure confectionnée sur mesure afin de soutenir une œuvre très lacunaire et/ou de suggérer la forme de ses lacunes. Cette façon de présenter l’objet est davantage employée pour les objets archéologiques, car leur aspect lacunaire est mieux accepté.
Cette alternative aux comblements traditionnels permet :
� d’éviter l’introduction de matériaux étrangers, directement en contact avec la matière de l’œuvre et pas toujours très réversibles ;
� d’empêcher d’éventuelles tensions, contaminations ou incompatibilités entre ces deux matériaux.

14
Cependant, le support peut s’avérer inadéquat si certaines exigences ne sont pas remplies24 : � les points de soutien doivent être correctement répartis ; � l’objet ou le support doit être en équilibre ; � les points de contacts et le matériau du support ne doivent pas endommager
l’œuvre ; � le support ne doit pas être trop visible pour ne pas nuire à la lisibilité de
l’œuvre. Ainsi il y a trois grands facteurs à prendre en compte : le matériau (stabilité, solidité, couleur,
poids, transparence, coût, etc.) ; la conception (équilibre, position, répartition des forces, discrétion, etc.) ; les dispositifs de retenues ou de fixations (pas de contraintes, non abrasives, etc.).
Il existe différents matériaux pour la fabrication des supports : feuilles acryliques, feuilles de
polycarbonates, panneaux de mousses polyéthylène, pâte époxy, bois et dérivés du bois, métal, etc. En conservation-restauration de céramique et de verre, c’est généralement le Plexiglas® qui est utilisé pour sa transparence, sa stabilité chimique, sa facilité de mise en œuvre et son faible coût de revient.
Figure 2 : gobelet 4e s. ap. J-C, Musée du Verre de Charleroi, traité par Sarah Benrubi, © Sarah Benrubi.
Socle en plexiglas, servant à la fois de support et de comblement pour une lacune.
24 BARCLAY , Robert et BERGERON, André et DIGNARD, Carole, Supports pour objets de musée : de la conception à la fabrication, deuxième édition, Canada : ICC et le Centre de Conservation du Québec, 2002, 74p.

15
B. Le comblement « traditionnel » Cette méthode consiste à appliquer un matériau de bouchage dans la lacune. Les techniques
employées pour son application dépendent de sa consistance : � Etat plastique : par application à la spatule ou par modelage ; � Etat solide : par découpe de la forme souhaitée et son collage dans l’œuvre (c’est la
technique des feuilles préformées, ou des fragments modelés séparément de l’objet) ; � Etat liquide : par coulage dans la forme souhaitée à l’aide d’un moule ou d’un support.
La nature et la consistance du produit sélectionné pour la réalisation du comblement, va
conditionner le choix de la technique nécessaire à sa mise en forme. Cependant, l’état d’un matériau peut souvent être modifié, par exemple en le chauffant ou en le refroidissant, permettant ainsi d’élargir ses possibilités de mises en œuvres.
On peut distinguer cinq grandes techniques de « comblements traditionnels » actuellement
employées pour le comblement de la céramique et du verre :
1. Le comblement sans support 2. Le comblement en papiers imprégnés de résine 3. Le comblement en feuilles de résines préformées 4. Le comblement in situ avec support (à l’aide d’un moule ouvert ou fermé) 5. Le comblement à l’aide d’un tesson intermédiaire (réalisation d’un moule
extérieur) Je me propose de décrire brièvement ces cinq techniques afin de connaître les alternatives au
comblement par moulage (point 4 et 5 ci-dessus), qui est une technique indispensable dans certains cas mais pas systématique. Mais ce sont les deux dernières techniques qui nous intéressent particulièrement et qui seront développées plus en détail dans ce mémoire.

16
1. Comblement sans support
C’est la technique de base qui consiste à apposer un matériau de bouchage dans la lacune de l’objet. Elle est applicable si le matériau de bouchage se présente sous la forme d’une pâte facilement modelable et si la forme de la lacune le permet. Cette opération est la plus facile et la plus rapide à mettre en œuvre.
Ce sont souvent les éclats, les lignes de cassures et les fissures, qui sont comblés avec cette méthode. Cependant certains manques, s’ils sont de petites tailles ou situés sur les bords de l’objet, peuvent également être bouchés de cette manière. Cependant, si un manque traverse la matière, la mise en place d’un support/parois facilite considérablement le travail.
Figure 3 : Encrier provenant d’Arnhem, XVIIIe siècle, © Musées royaux d’Art et d’Histoire, Bruxelles.
Détails d’un manque et d’un éclat avant et après comblement sans support.
Caractéristiques :
� Seulement pour les éclats, fissures, lignes de cassures, ou manques de petites
dimensions. � Pour des petits bouchages et non des reconstitutions.

17
2. Comblement en papiers imprégnés de résine
Cette technique consiste à utiliser une pâte à papier ou un papier (papier Japon ou « Bolloré ») que l’on va imprégner d’une résine (acrylique et/ou époxy), à la fois pour les adhérer à l’objet et pour les rigidifier, les épaissir.25. Ces comblements ne sont pas utilisés pour le soutien de l’objet, puisque le papier a une faible résistance mécanique, mais pour rétablir sa cohérence esthétique.
Cette technique est employée pour le comblement des verres archéologiques26 fragilisés ou aux parois très fines car :
� c’est une bonne alternative au coulage in situ des résines qui engendre des tensions ; � le papier imprégné est plus léger et se détache plus facilement. Cela accroît
la réversibilité du comblement ; � sa finesse et son aspect sont souvent similaires aux verres archéologiques altérés
ayant perdu de leur transparence. Le comblement en papier imprégné ne convient que pour des verres colorés ou légèrement opacifiés. Cette technique est donc moins adapté aux verres transparents mais peut être employé pour des verres destinés à être stockés ou remontés partiellement pour étude ;
� limite le travail de mise en œuvre sur l’œuvre ce qui réduit les manipulations à risques ;
� rapide et peu coûteux.
En revanche, il est difficile de restituer la courbe du verre pour les grands comblements27. Le choix du papier, de la résine et du nombre d’imprégnations dépendra de la dureté souhaitée, des caractéristiques du verre, de la dimension des manques, etc. On peut également utiliser à la place du papier, du non-tissé polyester, ou de la fibre de verre28.
25 PERDU, Bruno ed al., « Doublage & comblement du verre archéologique par papier », dans Conservation- restauration des biens culturels, Paris : ARAAFU, n°7, décembre 1995, p.45- 50. 26 FONTAINE-HODIAMONT, Chantal, « La restauration des verres mérovingiens : Problème et méthode », dans Trésors de Wallonie, les verres mérovingiens, Musée Ourthe-Amblève, Comblain-au-Pont, 1 juillet -31 octobre 1993, p.67-79 27 FONTAINE-HODIAMONT, Chantal et BENRUBI, Sarah, « Le traitement des lacunes dans la restauration des verres soufflés-moulés : le cas de deux récipients proche-orientaux de la première moitié du Ier siècle apr. J.-C. (Musée Grand Curtius, Liège) », dans Extrait de : d’Ennion au Val Saint-Lambert. Le verre soufflé-moulé, Actes des 23e Rencontres de l’Association française pour l’Archéologie du Verre (Colloque international, Bruxelles-Namur, 17-19 octobre 2008), Institut royal du Patrimoine artistique, Bruxelles : Scientia Artis 5, 2010, p.63-71. 28 DAVISON, Sandra, « Reversible fills for transparent and translucent materials », dans JAIC, vol.37, n°1, 1998 p.37.

18
Figure 4 : Fleur en verre de Fr. Zitzmann (1899), Musée royaux d’Art et d’Histoire, Bruxelles, © Chantal Fontaine. Papier japon impregné de Paraloid B72® et teinté.
Caractéristiques :
� Pour le comblement des verres archéologiques, colorés ou opacifiés, et des verres aux parois fines.
� Pas pour le soutien de l’objet. � Permet une vision critique de l’objet car les bouchages se démarquent de l’objet.

19
3. Comblement en feuilles de résines préformées
Une autre alternative au coulage in situ d’une résine est le comblement à l’aide d’une feuille préformée de résine. Celle-ci est coulée en dehors du verre à la bonne épaisseur, mise en forme selon la forme et la courbe de la lacune, et ensuite collée à son emplacement final29.
Cette opération présente plusieurs avantages :
� évite la coulée de la résine in situ et donc sa polymérisation directement sur le verre. Cela a l’avantage d’éviter les tensions entre le verre et la résine et donc des risques de dégradations futures (surtout pour les résines époxy) ;
� permet le collage de la forme préformée avec une résine plus réversible que celle utilisée pour sa confection ;
� limite le travail de mise en œuvre sur l’œuvre, ce qui réduit les manipulations à risques ;
� peut aussi être utilisée pour la confection de supports30.
En revanche, cette technique n’offre pas un résultat visuel aussi esthétique que le coulage in situ d’une résine et peut demander un plus long temps de travail pour la découpe et l’ajustement à la lacune.
Ces feuilles préformées peuvent être réalisées avec des résines époxy31 et des résines acryliques en solution32. La technique de mise en œuvre des feuilles acryliques est récente et nécessite l’emploi d’un incubateur ou d’une étuve.
L’opération de mise en œuvre des feuilles en résine époxy comprend comme étapes :
1. le choix d’un film plastique, sur lequel la résine sera coulée, pour permettre son démoulage. L’aspect de surface du film plastique peut être choisi en fonction de l’effet à obtenir : mat, satiné, brillant. La résine peut aussi être coulée dans un moule ;
2. la construction de murets en Plastiline® pour délimiter la forme des feuilles à obtenir; 3. la coulée de la résine et sa polymérisation ; 4. la découpe des feuilles après polymérisation à l’aide d’un moteur rotatif de type
Dremel ®. Une courbe peut être obtenue en chauffant la feuille. La mise en forme peut également se faire lorsque les feuilles ne sont pas tout à fait polymérisées mais plastiques. Elles sont alors appliquées sur un modèle en plâtre du profil à obtenir.
29 HOGAN, Loretta, « An improved method of making supportive resin fills for glass », dans Conservation News, n°50, mars 1993. 30 FONTAINE-HODIAMONT, Chantal, BENRUBI, Sarah, « Le traitement des lacunes dans la restauration des verres soufflés-moulés : le cas de deux récipients proche-orientaux de la première moitié du Ier siècle apr. J-C (Musée Grand Curtius) », dans Actes des 23e Rencontres de l’Association française pour l’Archéologie du Verre, Colloque internationale, Bruxelles-Namur, 17-19 octobre 2008, IRPA, Bruxelles 2010, p.63-71. 31 LACROIX, Charline, Comblements des lacunes dans le verre archéologiques. Possibilités et limites d’une méthode utilisant des feuilles de résines préformées, Mémoire de fin d’études, ENSAV La Cambre, année académique 2008-2009. LECHAT, Anne, « Le traitement de conservation- restauration d’une corne à boire en verre, provenant du cimetière de Samson (Namur), IV-Vie siècle », dans Bulletin de l’APROA, 1er trimestre, Bruxelles, 2007, p.9-13 32 KOOB, P. Stephen et HANNA, Nathalie et BENRUBI, Sarah et al., « An Old Materials, a New Technique: Casting paraloid B-72 for Filling Losses in Glass », dans CCI Adhesives Symposium, 2011, à paraître.

20
Figure 5 : La résine est coulée sur un film plastique délimité par des murets de Plastiline® (1). Un modèle de la lacune est confectionné en cire (2). La feuille de résine après polymérisation est découpée et thermoformée selon la courbe souhaitée (3). Le comblement a été collé avec une résine acrylique, le Paraloid B72®.
Caractéristiques :
� Interventions sur l’objet très limitées : comblement réalisé en dehors de l’objet. � Plus réversible et moindre risque de tensions si la forme est collée avec une résine
thermoplastique. � Pour pièces fragiles car le comblement peut être très fin.

21
4. Comblement à l’aide d’un support
Cette technique permet le comblement de manques de plus grandes dimensions et de formes plus complexes. Il permet aussi le comblement avec des matériaux à l’état plastique et liquide, contrairement à ceux réalisés sans support.
Le support peut varier d’une simple paroi plate apposée sur un seul côté de l’objet, si ce dernier est plat ou non arrondi, à un moule fermé de forme complexe, si le matériau de comblement est liquide et/ou si la forme de la lacune ou son relief sont complexes. a. Distinction entre support simple et support/moule
On parlera de moule à partir du moment où on réalise une empreinte d’une forme identique existante afin de la reproduire. De cette façon, on peut considérer la feuille de cire, servant de paroi au comblement, comme un moule car il y a empreinte. On le nommera alors « moule ouvert » car constitué d’une seule paroi. La plupart des supports utilisés peuvent donc être considérés comme des moules.
©
Figure 6 : Deux feuille de cires sont fixées sur
le verre pour réaliser les parois du moule, © Koob.
b. Les différents types de comblement avec support
o Support sans prise d’empreinte Contrairement à l’exemple précité, l’usage d’un simple papier collant comme support n’est pas considéré comme un moule car il n’y a pas de prise d’empreinte. Ce type de support est utilisé pour la confection de petits comblements plats, sans courbures, généralement réalisés pour renforcer le soutien de l’objet ou comme pont entre deux fragments peu jointifs.

22
Deux bouts de papier collant peuvent servir de support pour infiltrer une résine liquide33 (figure 6). Notez que la résine est maintenue par capillarité entre les deux parois et si l’espace est trop grand, la résine va couler.
Figure 7 : Urne gallo-romaine, Ier- IIe siècle, ©Musée d’Histoire et d’Art du Luxembourg.
Avant, pendant et après réalisation d’un comblement par coulage in situ d’une résine époxy entre deux bouts de papier collant.
Caractéristiques : � Pour les petits comblements plats.
33 Ou encore du papier transparent servant à plastifier les cahiers, si le comblement à réaliser doit être plus grand que la largeur du papier collant.

23
o Support avec prise d’empreinte : moule ouvert Le moule ouvert consiste à prendre l’empreinte sur une zone identique à celle à reconstituer. Le matériau doit être suffisamment malléable pour pouvoir épouser la forme souhaitée, et suffisamment rigide pour pouvoir soutenir le matériau de comblement sans se déformer. Par exemple, des feuilles de cire peuvent être utilisées pour donner une courbure, ou du silicone si la lacune présente des reliefs ou des décors sur une des faces de l’objet.
Figure 8 : Vase cornet de Delft, début XVIIIe siècle, ©Collection privée.
Photographie de la lacune à combler présentant des reliefs sur la surface extérieure ; la partie similaire avant moulage ; l’empreinte réalisée en silicone ; empreinte placée sur la lacune.
Figure 9 : Urne gallo-romaine, Ier- IIe siècle, ©Musée d’Histoire et d’Art du Luxembourg.
Avant et pendant infiltration de la résine époxy dans le moule ouvert à deux parois en feuilles de cire.
Ce dernier type de moule ouvert est proche du moule fermé, mais toute une tranche du comblement est restée ouverte en opposition aux seuls trous de coulée et d’évents pour un moule fermé.

24
Les possibilités d’utilisation du moule ouvert sont assez limitées car, quand la réalisation de deux parois ouvertes n’est pas possible, le moule ouvert à une paroi ne permet pas à la résine liquide de suivre une forme courbe, celle-ci restant toujours plane à cause de la gravité (figure 9.a.).
Figure 10 : Schéma de la coulée de la résine dans un moule ouvert pour la réalisation d’un comblement courbe.
Si cependant l’on souhaite réaliser un comblement courbe par cette technique, il faudra alors réaliser plusieurs couches de résine chaque fois orientées selon l’angle souhaité (figure 9.b.). Cette opération sera longue ou nécessitera un important travail d’abrasion et de polissage de la résine. Caractéristiques :
� Long travail pour les comblements à courbure avec un matériau liquide. � Pour des comblements de formes non complexes ou présentant un relief
particulier sur une seule face de la lacune. � Nécessite d’avoir un accès facile à la zone « ouverte » car elle nécessitera un
travail d’abrasion et de finition.

25
o Support avec prise d’empreinte : moule fermé C’est le même principe que le moule ouvert mais ici les deux faces de l’objet sont moulées et les parois sont scellées sur l’objet. Les seules ouvertures sont le trou de coulée et un ou plusieurs trous d’évents.
©
Figure 11 : Vase en verre, ©Paul Veysseyre.
Réalisation de plusieurs comblements à l’aide de moules fermés en silicone. Les trous de coulées et d’évents sont réalisés à l’aide de pailles en plastique.
Figure 12 : Vase Gallé 1905, traité par Sarah Benrubi, © Sarah Benrubi. Reconstitution d’une lacune au niveau du col, à l’aide d’un moule fermé en silicone putty Exaflex®. On peut observer le trou de coulée et les trous d’évents réalisés après la prise du silicone à l’aide d’un scalpel.
Caractéristiques :
� Pour la réalisation de comblements avec un matériau liquide. � Permet la réalisation de formes complexes..

26
5. Comblement à l’aide d’un tesson intermédiaire
Cette technique nécessite plusieurs étapes :
� le modelage de la forme exacte de la lacune à combler dans un matériau transitoire (plâtre ou pâte à modeler) ;
� ce fragment transitoire est détaché de l’œuvre et son négatif est réalisé (voir techniques de moulage, p. 27) ;
� un tirage du moule est réalisé dans le matériau de comblement final ; � la reconstitution ainsi obtenue est collée à l’emplacement de la lacune.
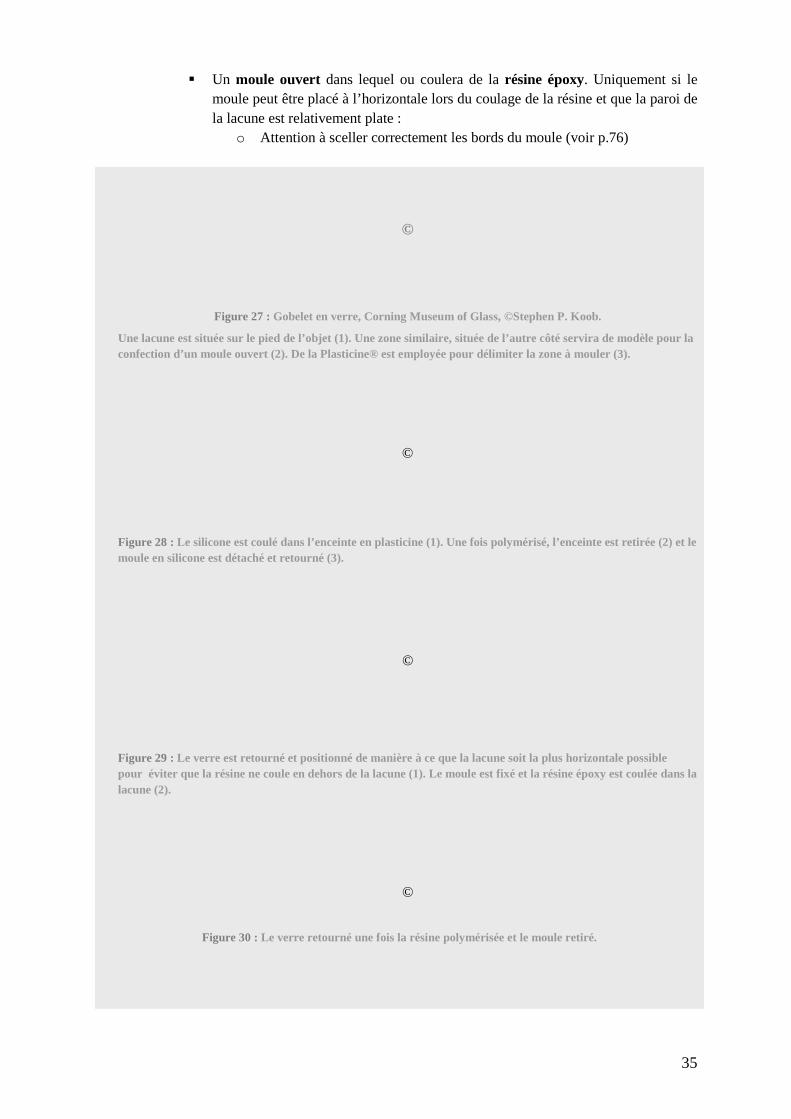
Figure 13 : Urne gallo-romaine, Ier- IIe siècle, ©Musée d’Histoire et d’Art du Luxembourg.
Pendant modelage de la lacune en Super Sculpey® (1) ; tesson intermédiaire détaché de l’œuvre et moulé en silicone MM903® (2). Le tirage est réalisé en résine époxy.
Figure 14 : Couvercle gallo-romain indépendant, Ier- IIe siècle, ©Musée d’Histoire et d’Art du Luxembourg.
Même opération mais tesson intermédiaire réalisé en plâtre par modelage et ponçage.

27
Cette technique est une bonne alternative aux comblements réalisés in situ :
� Elle limite les tensions car la polymérisation de la résine se fait en dehors de l’objet. En effet, les résines époxy, d’une grande dureté, ont tendance à se dilater en vieillissant, ce qui peut contraindre le verre34.
� Le tesson final peut également être collé avec une résine thermoplastique, plus réversible que celle employée pour le comblement.
En revanche, pour les objets en verre, le collage d’un comblement époxy avec une résine
thermoplastique, n’aura pas le même résultat visuel qu’un même collage réalisé avec une colle thermodurcissable, dont l’indice de réfraction est plus proche de celui du verre. De manière générale, coller un comblement préalablement réalisé, n’aura pas le même résultat visuel que la résine coulée directement sur les tranches et qui en épousera les moindres détails.
Cette opération est très similaire au comblement à l’aide de feuilles préformées par les avantages d’un comblement détachable limitant les interventions sur l’objet. La technique du tesson intermédiaire implique une mise en œuvre plus fastidieuse, mais permet de reproduire plus fidèlement des formes complexes.
Caractéristiques et conclusions :
� Plus grande réversibilité et risques de tensions moindres. � Pour la réalisation de formes complexes. � Implique la coulée d’un matériau liquide. � Réduit le travail de façonnage « in situ ».
34 BAILLY , Martine, « La conservation-restauration du verre : Bilan et perspectives », dans Conservation, restauration du verre. Actualité et problématiques muséales, Actes du Colloque (Atelier-musée du verre, Trélon, 28 septembre 2007), Ecomusée de l’avesnois, février 2008.

28
2. TECHNIQUES DE MOULAGE : PROCÉDÉS GÉNÉRAUX ET APPLICATION EN RESTAURATION
Introduction
Il existe un grand nombre de techniques de reproduction employées dans le domaine du moulage traditionnel. Elles ne seront pas toutes développées dans ce mémoire car il ne s’agit pas de réaliser un manuel de moulage, mais bien de décrire les techniques applicables au domaine de la restauration. Ainsi, seules les techniques permettant la reproduction d’éléments ou d’objets, à l’aide des matériaux employés en restauration, seront développées dans ce chapitre.
Ces techniques seront d’abord expliquées de manière générale, à l’aide d’illustrations, de
schémas puis seront ensuite décrites par des cas pratiques d’intervention de conservation-restauration dans des céramiques et des verres. Cependant, ces procédés sont également exploitables dans d’autres domaines de la restauration, comme pour le moulage d’éléments sculpturaux ou encore d’éléments de cadre en peinture, etc.
Afin de comparer ces procédés, un même objet a été utilisé pour chaque technique de moulage.
Ceci permettra, en plus des schémas et des exemples pratiques, de décrire pas à pas les différentes étapes de chaque technique, et de réaliser que souvent pour un même objet plusieurs techniques peuvent être employées.
Figure 15 : Figurine employée pour la réalisation des différentes techniques. L’objet fait 4,5 cm de haut et 2,2 cm de large.
Techniques
« Un beau moule est un bon moule35.»
La réalisation d’un moule est une opération qui demande beaucoup de patience, d’organisation et d’application. Il est important de bien comprendre la technique que l’on va appliquer, et les différentes étapes qu’elle nécessite, avant de se lancer dans sa réalisation. Chaque étape est cruciale pour la réussite du moule. En oublier une peut faire tout rater et faire perdre beaucoup d’heures de travail. Au plus la réalisation sera propre et précise, au plus le moule sera efficace. C’est pourquoi, de manière générale, il faut garder à l’esprit qu’un beau moule est un bon moule.
35 Phrase dite par le mouleur VANDENBOSCH Guy lors d’une conversation.

29
Pour procéder à la reconstitution d’une lacune, plusieurs types de prise d’empreintes existent :
−−−− D’une partie identique :
S’il existe un relief, une courbe ou une forme similaire à un autre endroit de l’œuvre. Egalement s’il existe une deuxième œuvre similaire. Beaucoup de céramiques et de verres sont produits à l’aide d’un moule. Les exemples similaires sont donc fréquents.
Figure 16 : Vases de Delft, XVIIIe s., manufacture des trois cloches, traité à l’atelier par Charlotte Cuvelier.
−−−− D’une ancienne restauration.
Lorsqu’une ancienne reconstitution d’une forme correcte existe, mais qui n’est plus satisfaisante d’un point de vue visuel. Il est possible d’en prendre l’empreinte et d’en réaliser une copie.
−−−− D’un tesson intermédiaire. (voir p.25)
Trois grands procédés sont susceptibles d’être employés en restauration pour mouler ces éléments :
−−−− moule ouvert en une pièce ; −−−− moule fermé en une pièce ; −−−− moule fermé en plusieurs pièces (deux ou plus). Ces trois procédés font tous les trois parties d’un groupe de moules appelés « moules à bon
creux », en opposition aux « moules à creux perdu ».

30
� Les moules à bon creux permettent d’être utilisés plus d’une fois. La durée de vie du moule dépendra de son matériau constitutif et de sa compatibilité avec les matériaux de coulée employés. Ces moules peuvent être réalisés en une pièce ou en plusieurs pièces. Dans le domaine de la restauration on privilégie des matériaux d’empreintes souples comme le silicone, afin d’éviter d’endommager les œuvres. Les moules à pièces en plâtre sont rarement utilisé en restauration à cause de leur rigidité, de leur moins grande précision et de leur complexité quand il s’agit de mouler une pièce présentant plusieurs contre- dépouilles. Le plâtre peut cependant être utilisé pour la confection de chapes rigides soutenant le moule.
� Les moules à creux perdu ne peuvent être utilisés que pour un tirage unique car le moule doit
être détruit pour permettre le retrait de la copie :
©
Figure 17 : Schéma du moule « à creux perdu », © Pascal Rosier
Cette technique n’a pas beaucoup d’intérêt pour le domaine de la restauration. Elle s’applique davantage au domaine de la création, pour les modèles en terre, qui peuvent être détruits et dont on ne désire qu’un seul tirage sans grande précision.
Plan reprenant les différents procédés qui seront développés :

31
A. Moule ouvert en une pièce
1. Procédé général
Le moule ouvert présente une face du modèle non recouverte par le matériau d’empreinte. Le modèle doit avoir une face plane, sans décors en relief, ou une face que l’on ne désire pas reproduire. L’aspect de surface uniforme à obtenir pour la surface externe peut être finalisé manuellement avec facilité (ponçage). Si le matériau d’empreinte est coulé, la forme à mouler est fixée dans un récipient sur sa face plane et le matériau d’empreinte doit être coulé sur celle-ci de manière à former un bloc. Un fois le moule confectionné, le matériau de tirage est coulé dans l’ouverture, c’est-à-dire par la face plane non moulée.
Figure 18 : la pièce est enterrée à moitié dans la pâte plastique (1) puis le silicone est coulé entre le murs (2). Le moule ouvert et son tirage en plâtre.
La face plane du modèle doit être correctement fixée sur le récipient afin d’éviter que le matériau d’empreinte ne s’infiltre en dessous, ou pire, que la forme ne se détache du fond et ne flotte dans celui-ci. Sa fixation peut être effectuée simplement avec quelques points de colle.
Si le matériau d’empreinte est estampé, c’est-à-dire moulé à l’aide d’un matériau d’empreinte plastique, deux techniques existent :
o Le matériau d’empreinte, de consistance pâteuse, est appliqué par pression sur le modèle. C’est le cas des silicones putty, permettant seulement le moulage de petites formes sans grandes contre- dépouilles. En effet, leur dureté après polymérisation ne permet pas un démoulage facile. On peut aussi employer des pâtes à modeler, mais elles risqueraient de se déformer lors des diverses manipulations.

32
Figure 19 : Le silicone putty Orma Lab 75® dont la base se présente sous la forme d’une pâte verte, et le catalyseur est rouge (1). Le mélange obtenu présente une couleur rosâtre homogène (2).
Figure 20 : La figurine en plâtre (1) est moulée en pressant la pâte de manière homogène à sa surface (2).
Figure 21 : Après 5 minutes, le silicone est polymérisé. Le moule est incisé en deux pour permettre le retrait du modèle. Le moule est refermé et fixé à l’aide de serre- joints (1). Le plâtre est coulé dans le moule. Le tirage présente des déformations car la pâte putty n’a pas imprimé correctement les fins détails du visage (2).
o Le modèle est pressé dans un matériau d’empreinte souple.
C’est une technique souvent employée pour le moulage de petites pièces plates comme les pièces de monnaies. Ces dernières sont pressées dans une pâte à modeler, ou dans de l’alginate, qui vont imprimer les reliefs de leurs faces.

33
2. Application en restauration La technique du moule ouvert, qu’elle soit réalisée par coulage ou estampage, est très simple et rapide. La large ouverture du moule permet une aération du matériau de coulée, très utile lorsque ce dernier présente une polymérisation exothermique, comme pour les résines époxy. Cependant, cette ouverture permet aux poussières de venir se coller au matériau de coulée lors de sa prise, il est donc utile de recouvrir le moule.
a. Moule réalisé sur l’œuvre
� Un moule ouvert dans lequel ou appliquera le plâtre à la spatule. Si le relief que l’on désire reconstituer n’est présent que sur une face de la lacune :
o Attention à obtenir un moule suffisamment rigide (voir p.77)
Comblement final réalisé in situ :
Figure 22 : Vase cornet de Delft, début XVIIIe siècle, ©Collection privée.
Photographie de la lacune à combler présentant des reliefs sur la face extérieure (1); la partie similaire avant moulage (2); l’empreinte réalisée en silicone MM922® (3).
Figure 23 : le moule ouvert fixé à l’emplacement de la lacune (1). Le comblement réalisé en plâtre (2).

34
Comblement final réalisé en dehors de l’œuvre :
Figure 24 : Vase chinois, période Jiaqing 1796-1820 (coll. particulière), traité par Sarah Benrubi, © Sarah Benrubi.
Le décor à grillage est moulé avec du silicone MM903®. Une feuille de cire est appliquée à l’arrière du grillage (1) et autour pour créer un muret (2).
Figure 25 : Le moule polymérisé est détaché de l’œuvre, et son tirage en plâtre est réalisé (1). Celui-ci est taillé dans la forme de la lacune et fixé sur l’œuvre (2)
Figure 26 : Le comblement final après finitions.
35
� Un moule ouvert dans lequel ou coulera de la résine époxy. Uniquement si le moule peut être placé à l’horizontale lors du coulage de la résine et que la paroi de la lacune est relativement plate :
o Attention à sceller correctement les bords du moule (voir p.76)
©
Figure 27 : Gobelet en verre, Corning Museum of Glass, ©Stephen P. Koob.
Une lacune est située sur le pied de l’objet (1). Une zone similaire, située de l’autre côté servira de modèle pour la confection d’un moule ouvert (2). De la Plasticine® est employée pour délimiter la zone à mouler (3).
©
Figure 28 : Le silicone est coulé dans l’enceinte en plasticine (1). Une fois polymérisé, l’enceinte est retirée (2) et le moule en silicone est détaché et retourné (3).
©
Figure 29 : Le verre est retourné et positionné de manière à ce que la lacune soit la plus horizontale possible pour éviter que la résine ne coule en dehors de la lacune (1). Le moule est fixé et la résine époxy est coulée dans la lacune (2).
©
Figure 30 : Le verre retourné une fois la résine polymérisée et le moule retiré.

36
b. Moule ouvert réalisé en dehors de l’œuvre (tesson intermédiaire)
Figure 31 : Elément provenant d’un autel, fin XVIIIe s., traité dans l’atelier de conservation- restauration de sculpture et moulé par Danuta Stelmasczyk, ©Danuta Stelmasczyk.
L’élément est fixé sur sa surface plane. Le silicone MM922® est coulé dans le récipient (1). Une fois le silicone polymérisé, le moule est retiré du récipient et retourné (2). On peut observer que le silicone s’est légèrement infiltré sous la surface plane.
Figure 32 : Le silicone infiltré sous la surface plane est découpé à l’aide d’un scalpel (1). L’élément est démoulé (2) et le futur matériau de tirage peut être coulé dans le moule ouvert.
Moule ouvert (conclusion) :
� Technique simple et rapide. � Le modèle doit avoir une surface plane ou une face que l’on ne désire pas mouler. � Pas de lignes de couture sur la copie. � Nécessite une grande quantité de matériau d’empreinte ( ! pour les éléments de grande
dimensions) � Aération de la réaction exothermique de certains matériaux de coulée (! poussière). � Permet une évaporation facile de l’eau pour les comblements en plâtre.

37
B. Moule fermé en une pièce
1. Procédé général Cette technique ne fonctionne qu’avec des matériaux d’empreinte souples, comme les silicones à dureté plus faible. Au plus le profil de la forme à mouler sera complexe, au plus le silicone choisit sera souple. Le modèle doit avoir de préférence une petite surface plane qui servira par la suite de trou de coulée pour le matériau de comblement final. Le moule sera parfois incisé pour permettre le retrait du modèle. Si nécessaire, un trou de coulée supplémentaire et un trou d’évent doivent être prévus ou effectués par la suite. Il est préférable de ne pas inciser le moule car il y a toujours un risque que l’ajustement de cette fente ne se fasse pas correctement. Le matériau de coulée pourrait filer par la fente, ou bien cette fente, mal ajustée, pourrait se marquer sur la copie. Au plus le silicone sera rigide, au plus l’incision se remettra en place.
©
Figure 33 : schéma d’un moule fermé découpé Figure 34 : moule en une pièce réalisé en silicone peu souple (MM922®), le moule est incisé pour permettre le retrait du modèle.
Figure 35 : Moule en une pièce réalisé en silicone souple MM903® (1). Ce moule ne nécessite pas d’être découpé pour démouler le tirage (2, 3 et 4) car le silicone employé est suffisamment souple.

38
Deux techniques existent pour la réalisation d’un moule fermé en une pièce :
o Coulage du matériau d’empreinte en un bloc.
L’objet à mouler est fixé dans un récipient, ou entouré de murets qui retiendront la coulée du silicone.
Figure 36 : Figurine entourée de murets en Lego® (1). Silicone coulé dans les murets (2). Retrait des murets après polymérisation du silicone (3).
Figure 37 : Moule retourné avec la base de la figurine formant le trou de coulée (1). Après démoulage du modèle (2).
o Coulage du matériau d’empreinte en fines couches soutenues par une chape : « moule chaussette ».
Le moule dit « chaussette » consiste à couler sur le modèle plusieurs fines couches de silicone ou de latex, permettant ainsi d’obtenir une fine paroi régulière sur la totalité de la surface du modèle. Elle se démoulera en la retroussant comme une chaussette. Selon la consistance du silicone, seulement deux couches peuvent suffire pour un modèle de petite taille. Le latex, lui, en nécessitera davantage (de 4 à 15). On doit attendre que le silicone ou le latex polymérise entièrement entre chaque couche avant d’en appliquer une autre, il est donc préférable d’utiliser un silicone avec un catalyseur à prise rapide limitant ainsi le temps d’attente de plus ou moins 1h30 et non de 24h (selon le silicone employé).

39
©
Figure 38 : schéma de la réalisation d’un moule chaussette : la figurine (1) est recouverte d’une première couche de silicone ou de latex (2) et après séchage d’une seconde (3). Le moule peut être déchaussé de la figurine (4). Ce moule rempli de la figurine est ensuite entouré d’une chape pour permettre le coulage d’un tirage (5).
Figure 39 : Figurine recouverte d’une première couche de silicone MM903® (1) et après prise, d’une seconde (2). Une fois le silicone polymérisé, l’excédent de la base est coupé (3) et le moule est déchaussé (4). La figurine moulée et son moule chaussette.
Il peut être nécessaire de réaliser une chape à ce moule car sa finesse peut engendrer des déformations lors du coulage du matériau de tirage, et la forme du modèle permet rarement de déposer le moule chaussette à l’envers.
Figure 40 : Le moule chaussette de la figurine après la réalisation d’une chape en deux parties (1). Une fois toutes les parties du moule réunies, le matériau de tirage est coulé. La copie, le moule chaussette et sa chape (3).

40
Cette technique, en comparaison au coulage du matériau d’empreinte en bloc, permet d’économiser le silicone qui est un matériau coûteux. Cela est particulièrement utile si la forme du modèle ne s’approche pas de celle d’un bloc, ou d’un parallélépipède rectangle, laissant alors beaucoup d’espace libre dans le bloc silicone :
La fine paroi du moule chaussette présente également l’avantage de la faible pression nécessaire à son démoulage sur le tirage obtenu. Cela est particulièrement nécessaire si l’on souhaite couler des formes creuses, dont les parois fines présentent une faible résistance mécanique.
Figure 41 : la cire fondue est coulée dans le moule chaussette entouré de sa chape (1). Un fois la cire introduite dans le moule, celui-ci est tourné pour que toutes les parois soient recouvertes d’une fine couche de cire (2). L’excédent est déversé (3). Plusieurs couches successives sont appliquées de cette manière. On arrête de couler de la cire quand on parvient à l’épaisseur du tirage souhaitée (4).
Figure 42 : le moule est déchaussé, en prenant bien soin de ne pas briser le tirage (1). Le moule et son tirage creux en cire (2).

41
2. Application du moule fermé en une pièce en restauration
a. Moule réalisé sur l’œuvre
� Moule fermé dans lequel on infiltre une résine époxy : o Sceller correctement les bords du moule (voir p.76)
Coulage du comblement final in situ :
Figure 43 : Vase Gallé 1905 (coll. particulière), traité par Sarah Benrubi, © Sarah Benrubi.
Moule fermé réalisé en silicone putty Exaflex® sur une zone identique à la zone lacunaire. Les trous de coulée et d’évents ont été réalisés après polymérisation du silicone. Le comblement final est réalisé en résine époxy (2).
Coulage du comblement final in situ :
©
Figure 44 : Saucier en verre, Collection particulière, © Stephen P. Koob.
Petite lacune située sur le bord du verre (1). Une zone similaire va servir de modèle pour la réalisation d’un moule fermé afin de réaliser un comblement en résine époxy. Deux pailles sont fixées au bord du verre correspondant aux futurs trous de coulée et d’évent (2).
©
Figure 45 : Un muret en Plasticine® est confectionné pou délimiter la zone à mouler. Le silicone est coulé sur le premier côté du moule (2).

42
©
Figure 46 : Après polymérisation de la première coulée de silicone (1), l’orientation du verre est modifiée et un second muret en Plasticine® est confectionné pour permettre la réalisation du deuxième côté du moule (2).
©
Figure 47 : Après la polymérisation du deuxième côté, le moule est terminé. Il sera alors détaché et fixé à l’emplacement de la lacune. Les pailles seront retirées et les trous serviront à la coulée de la résine époxy et à l’évacuation de l’air.

43
� Moule fermé dans lequel on infiltre du plâtre :
Coulage de la reconstitution finale en dehors de l’œuvre :
Figure 48 : Vase de Chine, vers 1790, collection particulière, traité par Sarah Benrubi, © Sarah Benrubi.
L’ancienne reconstitution en métal ne convenait plus (1). L’empreinte de la tête a été effectuée sur une œuvre identique, à l’aide d’un silicone souple (MM903®) (2). Le moule et son tirage en plâtre (3).
Figure 49 : Le fragment final est fixé sur l’œuvre (1). Comblement après retouche et finitions (2)

44
Coulage du comblement final en dehors de l’œuvre :
Figure 50 : Biscuit de Louis-Simon Boizot (Sèvres), fin XVIIe s., coll. Particulière, traité par Sarah Benrubi, © Sarah Benrubi.
Les anciennes restaurations d’un bras et d’une main ne présentaient pas une forme correcte (1), en comparaison à un groupe identique conservé au Louvre (2).
Figure 51 : Ce bras et cette main présentaient les mêmes formes que celles d’une main et d’un bras d’autres personnages sur l’œuvre. Il a donc été décidé de les mouler pour en réaliser les copies. Les moules ont été réalisés à l’aide d’un silicone d’addition Elite Double 22®
Figure 52 : Détail des reconstitutions réalisées en résine époxy chargée à partir des moules (1,2). Le moule du bras a du être incisé sur un côté, pour permettre son retrait de l’œuvre (1). Malgré l’incision, la résine ne s’est pas écoulée. Détail du bras après collage de la reconstitution (3).
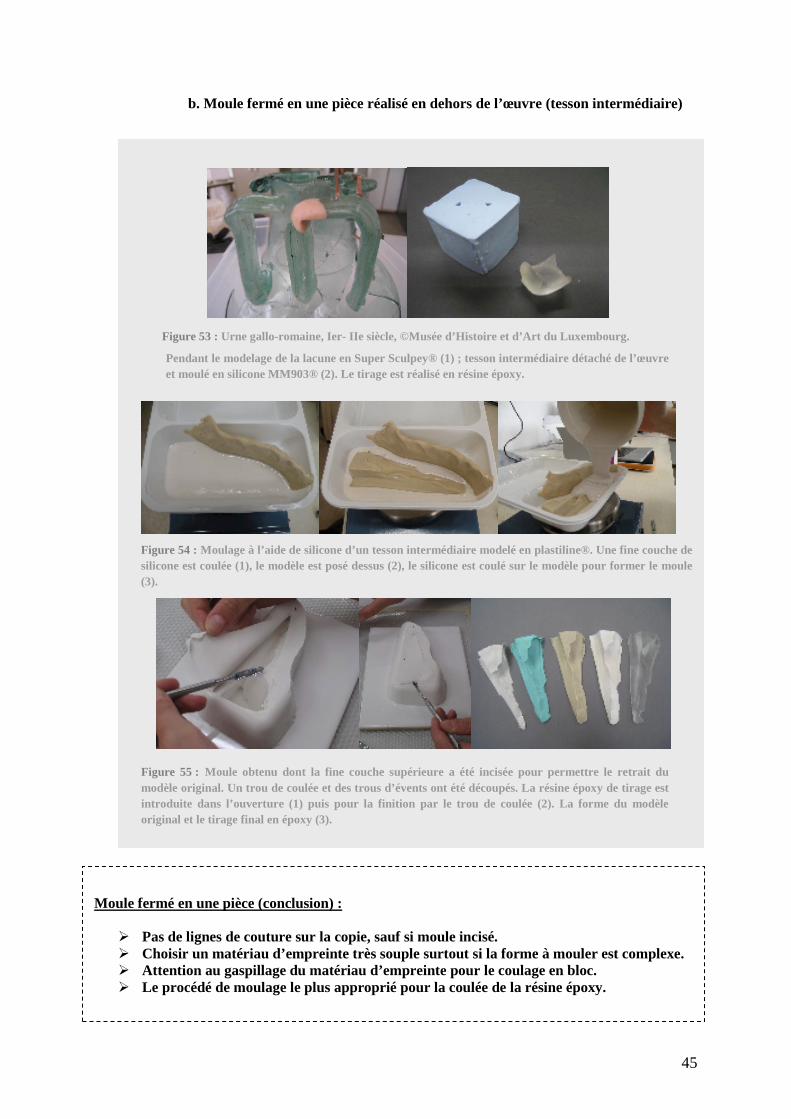
45
b. Moule fermé en une pièce réalisé en dehors de l’œuvre (tesson intermédiaire)
Figure 53 : Urne gallo-romaine, Ier- IIe siècle, ©Musée d’Histoire et d’Art du Luxembourg.
Pendant le modelage de la lacune en Super Sculpey® (1) ; tesson intermédiaire détaché de l’œuvre et moulé en silicone MM903® (2). Le tirage est réalisé en résine époxy.
Figure 54 : Moulage à l’aide de silicone d’un tesson intermédiaire modelé en plastiline®. Une fine couche de silicone est coulée (1), le modèle est posé dessus (2), le silicone est coulé sur le modèle pour former le moule (3).
Figure 55 : Moule obtenu dont la fine couche supérieure a été incisée pour permettre le retrait du modèle original. Un trou de coulée et des trous d’évents ont été découpés. La résine époxy de tirage est introduite dans l’ouverture (1) puis pour la finiti on par le trou de coulée (2). La forme du modèle original et le tirage final en époxy (3).
Moule fermé en une pièce (conclusion) :
� Pas de lignes de couture sur la copie, sauf si moule incisé. � Choisir un matériau d’empreinte très souple surtout si la forme à mouler est complexe. � Attention au gaspillage du matériau d’empreinte pour le coulage en bloc. � Le procédé de moulage le plus approprié pour la coulée de la résine époxy.

46
C. Moule fermé en plusieurs pièces (deux ou plus)
1. Procédé général Le moule fermé en deux ou plusieurs parties est nécessaire lorsque la pièce à mouler est de forme complexe. Cela est valable pour une forme présentant :
� plusieurs contre dépouilles ; � une taille importante ; � des creux, comme les espaces entre les pattes d’un animal ; � Une fragilité ou une finesse importante.
Ce type de moule est particulièrement nécessaire si la forme complexe doit être moulée dans un matériau d’empreinte peu souple, comme certains silicones à dureté importante, ou des matériaux rigides, comme le plâtre. Si le matériau d’empreinte utilisé est souple, le nombre de parties nécessaires sera moins grand qu’avec un matériau rigide dont chaque partie devra alors correspondre à une contre dépouille afin de permettre leur démoulage. Beaucoup de formes, mêmes complexes, ne nécessitent pour leur moulage que deux membranes en silicone. En revanche, dans des cas plus rares, par exemple si une forme en trois dimensions présente des creux, plusieurs parties seront nécessaires. Dans ce cas, une chape rigide en plâtre devra être confectionnée pour permettre aux parties de tenir entre elles lors de la coulée. De manière générale, il est toujours préférable de réaliser une chape. Particulièrement si l’on souhaite couler un matériau très liquide, comme des résines époxy. Dans ce cas, il est très important de s’assurer de l’étanchéité du plan de joint pour éviter que la résine ne file dans ce dernier. Si l’on ne construit pas de chape, on devra alors serrer le moule à l’aide de sangle, ce qui peut créer des déformations et donc, une reproduction non fidèle du modèle.
Figure 56 : Moulage en silicone en deux parties de la reconstitution du couvercle (1,2) ; Coulée d’une résine polyuréthane liquide dans le moule fermé et serré à l’aide de sangles (3) causant des déformations.

47
Figure 57 : Même moule auquel a été ajouté une chape en plâtre (1,2) ; Les deux copies réalisées en polyuréthane36 (3): celle du haut dans le moule sans chape, celle du bas réalisée dans le moule avec chape. Cette dernière ne présente pas de déformations au niveau de la couture.
o Moule en deux parties sans chape (moule bateau)
Le moule sans chape est appelé moule « bateau ». Il est composé de deux membranes qui entrent en contact selon un plan de joint préalablement déterminé. Des éléments de recentrage permettent d’ajuster correctement les membranes lorsque l’on ferme le moule.
Ce moule utilise la rigidité relative du silicone, il ne faut donc pas utiliser des silicones trop souples, et il ne nécessite pas la fabrication d’une chape. Cette technique permet de mouler rapidement des objets de petite taille ou, avec un minimum de risques, des objets très fragiles. Elle présente néanmoins plusieurs inconvénients : − sa précision n’est pas toujours parfaite ;
− elle implique une assez grande consommation de silicone et se révèle donc relativement coûteuse. Cette technique s’applique donc plus pour des petits éléments comme ceux rencontrés en restauration ;
− on ne peut pas trop serrer le moule à l’aide de sangles ou de serre-joints, pour éviter que le matériau de coulée ne file dans le plan de joint, autrement le moule risquerait de se déformer ; − nécessite l’emploi d’un agent démoulant entre les deux membranes de silicones et/ou de plâtre pour ne pas qu’elles adhèrent entre elles.
©
36 Le polyuréthane est légèrement plus visqueux que la résine époxy.

48
©
Figure 58 : schéma de la réalisation d’un moule bateau. L’objet est enterré selon le plan de joint choisi dans de la terre ou pâte à modeler (1). Des murets sont construits tout autour du plan de joint (2) et le silicone est coulé. Une fois le silicone polymérisé (3), le moule est retourné et le plan de joint en terre est retiré (4). Une couche d’agent démoulant est appliquée sur la membrane en silicone déjà réalisée et la deuxième membrane est coulée (5). Les deux membranes peuvent ensuite être séparées et l’original démoulé. © Philippe Clérin.
Figure 59 : la pièce est à moitié enterrée dans la pâte plastique (1), le silicone est coulé (2). Une fois le silicone polymérisé, le moule est retourné et enduit de vaseline (3). La deuxième membrane en silicone est alors coulée (4).
Figure 60 : le moule bateau en silicone et son modèle.
Plusieurs façons de couler le matériau de tirage sont possibles. Si le matériau de coulage est plastique, comme le plâtre, la fabrication d’un trou de coulée n’est pas forcément nécessaire. En effet, il est possible de couler le plâtre dans chaque partie séparément et de les joindre quand le matériau n’est plus susceptible de couler (figure 60).
©
Figure 61 : schéma de l’application du matériau de coulée en deux parties.

49
En revanche, si l’on souhaite couler un matériau vraiment liquide, comme une résine époxy fluide, il faut concevoir préalablement un trou de coulée. Cette opération se fait lors de la réalisation du plan de joint (figure 61).
©
Figure 62 : schéma de la confection d’un trou de coulée lors de la réalisation du moule bateau. Un boudin de terre, une tige métallique, une paille ou encore un cure-dent, est collé à l’objet avant le coulage de la première membrane (1). Ce trou permettra une fois le moule terminé de couler le matériau de tirage (2).
Si l’objet présente une face plane ou est posé sur un socle, cette surface pourra servir de trou de coulée. Le muret entourant l’objet doit alors être placé contre cette surface pour éviter que le silicone ne s’y infiltre (figure 62).
Figure 63 : schéma de la confection d’un moule bateau avec un objet présentant une surface plane servant de trou de coulée.

50
o Moule avec chape
Le moule avec chape est nécessaire pour des objets qui, en raison de leur forme ou de leur masse, ne se prêtent pas à la technique du moule bateau qui n’offre pas une rigidité suffisante. Deux techniques sont alors possibles : Réalisation de la membrane en silicone sous la chape préalablement réalisée. C’est ce qu’on appelle « la coulée sous chape ». Cette technique est plus longue et complexe à réaliser que la suivante, mais elle permet d’économiser du silicone car la membrane est très fine.
©
Figure 64 : schéma de la réalisation d’un moule avec chape, dont le silicone est coulé sous chape. L’objet est enterré dans un plan de joint prédéterminé et recouvert d’une fine couche de terre (1). L’épaisseur de cette couche correspondra à l’épaisseur de la membrane en silicone. La première partie de la chape est coulée en plâtre (2). Le moule est retourné, le plan de joint enlevé (3). Une fine couche de terre est à nouveau appliquée sur l’objet (4). La seconde partie de la chape est coulée (5). On aura préalablement apposé un agent démoulant pour que les deux parties en plâtre ne collent pas.
©
Figure 65 : schéma de la réalisation de la membrane en silicone sous la chape réalisée. La première partie de la chape est retirée pour permettre le retrait de la couche de terre (1). La chape est repositionnée et le silicone est coulé dans l’espace ainsi créé (2). Le moule est retourné et la seconde membrane est réalisée de la même manière (3). Une fois celle-ci polymérisée, on démoule l’objet en retirant toutes les parties du moule.
©
Figure 66 : schéma du coulage du matériau de tirage. Les différentes parties du moule sont réunies et le matériau de tirage est coulé par un trou préalablement réalisé. Pour démouler la copie, toutes les parties du moule sont retirées.

51
Figure 67 : le modèle est enterré à moitié dans de la Plastiline® (1) et recouvert d’une fine couche du même matériau. Le tout est entouré de murets, puis la chape en plâtre est coulée (3).
Figure 68 : Le moule est retourné et le plan de joint en pâte dégagé (1). Une fine couche de pâte est appliquée de la même manière sur la seconde moitié du modèle (2). Le tout est entouré de murets, et la seconde chape est coulée. Après la prise de la seconde chape et le retrait de la première fine couche de pâte placée sur le modèle (3).
Figure 69 : Les deux chapes sont refermées, et le silicone est coulé dans l’espace anciennement comblé par la fine couche de pâte (1). Le moule une fois la première membrane de silicone polymérisée (2). La seconde fine couche de pâte est dégagée, le moule est refermé, et le silicone est coulé dans le second interstice (3).
Figure 70 : Le moule en silicone polymérisé, constitué de deux chapes et d’un moule en silicone similaire à un moule chaussette.

52
� Réalisation de la chape dans un second temps sur la membrane en silicone
Figure 71 : la pièce est à moitié enterrée dans la pâte plastique (1) et une fine couche de silicone est coulée (2). Une fois cette couche polymérisée, une seconde couche du même silicone thixotropé est appliquée (3). Cette couche est ensuite lissée à l’aide de vaseline afin qu’elle ne présente aucune contre dépouille qui pourraient gêner le retrait de la future chape en plâtre.
Figure 72 : une chape en plâtre est coulée au dessus du silicone polymérisé (1). Une fois cette chape sèche, le moule est retourné et le plan de joint en pâte plastique retiré (2). Un muret est confectionné et de la vaseline est appliquée sur le silicone (3).
Figure 73 : la deuxième membrane est réalisée de la même manière que la première : une première fine couche de silicone (1) suivie d’une deuxième thixotropée après polymérisation (2). Enfin, une chape en plâtre est coulée sur le tout.
Figure 74 : le moule en deux parties, avec les deux membranes en silicone soutenues par leurs chapes respectives.

53
2. Application du moule fermé de plusieurs pièces en restauration
a. Moule réalisé sur l’œuvre
� Le coulage du comblement final in situ est difficilement envisageable avec un moule à plusieurs pièces, car la fixation des différentes parties sur l’œuvre serait plus compliquée.
Coulage du comblement final en dehors de l’œuvre :
Figure 75 : Tasse en porcelaine de Tournai à décors d’oiseaux polychromes, traité par Sarah Benrubi, ©Sarah Benrubi.
Tasse dont une anse manque (sur la photo à gauche) similaire à celle d’une autre tasse (à droite). L’anse similaire est insérée dans une pâte plastique selon un plan de joint déterminé (2).
Figure 76 : La première membrane est réalisée en silicone d’addition Elide Double 22® (1 et 2). Une fois le silicone polymérisé, l’œuvre est retournée, le plan de joint en pâte plastique enlevé, une fine couche de vaseline appliquée sur la première membrane se silicone. Ensuite, la seconde membrane est coulée.
Figure 77 : Le moule bateau en silicone, et son tirage en plâtre.

54
b. Moule fermé en plusieurs pièces réalisé en dehors de l’œuvre (tesson intermédiaire)
Figure 78 : Bouquetière en faïence, coll. Particulière, traitée par Eve Bouyer, © Eve Bouyer.
La céramique était emputée d’une anse (1). Un tesson intermédiaire de la forme manquante a été modelé en cire et ensuite moulé en silicone DC 3481® (2).
Figure 79 : Reconstitution finale réalisée en plâtre (1) et fixée sur l’objet (2). Bouquetière après traitement (3).
Moule fermé en plusieurs pièces (conclusion) :
� Lignes de coutures sur le comblement final. � Plus difficilement pour le coulage du comblement final in situ. � Pas recommandé pour le coulage de la résine époxy. � Pour les pièces à formes complexes. � Pour les pièces fragiles. � Ne nécessite pas une grande quantité de matériau d’empreinte. � Il est préférable d’utiliser un matériau d’empreinte à prise rapide pour ne pas devoir
attendre des heures entre chaque couche

55
Conclusion
� Le moule fermé en une pièce, est le plus approprié pour la réalisation d’un comblement en résine époxy car :
o ce matériau liquide est susceptible de s’infiltrer dans le plan de joint d’un moule en plusieurs parties ;
o le moule ouvert, bien qu’il permette l’aération de la réaction exothermique de la résine, n’est possible que si le comblement est plat.
Tableaux comparatif et récapitulatif :
Moule ouvert
Moule fermé en une pièce
Moule fermé en plusieurs pièces
- pas de lignes de coutures ; - permet une aération facile du matériau de coulée ; - pour des éléments avec une face plane ou une œuvre avec une seule face à mouler, sans reliefs importants ; - nécessite une grande quantité de matériau d’empreinte ( ! grands moules) ; - simple et rapide.
- pas de lignes de coutures ; - nécessite un matériau d’empreinte très souple ; - pour des formes/reliefs complexes ; - nécessite une grande quantité de matériau d’empreinte, sauf moule chaussette, ( ! grands moules) ; - plus long.
- ligne de couture correspondant au(x) plan(s) de joint(s) ; - pas pour des tirages en résines époxy ; - pour des formes/reliefs complexes et fragiles ; - ne nécessite pas beaucoup de matériau d’empreinte. - plus long et plus complexe.
Matériaux de coulée : Moule ouvert Moule fermé
Plâtre - appliqué à la spatule ;
- le moule doit être suffisamment rigide.
- si toutes les faces de la lacune nécessitent une empreinte ;
- coulé.
Résine époxy - seulement si le comblement à réaliser est plat ;
- coulée ; - attention aux poussières.
- si toutes les faces de la lacune nécessitent une empreinte ;
- coulée ; - moule fermé en une pièce.

56
1. RISQUES DU MOULAGE PRÉCAUTIONS ET OBSERVATIONS PRÉALABLES
Introduction Le moulage est une opération particulièrement délicate qui peut présenter des risques liés à la
maîtrise technique et à la qualité des matériaux employés. Depuis que le moulage est devenu un outil en conservation – restauration des œuvres d’art, on s’est davantage concentré sur le respect de la matière originale et sur le rôle que les matériaux de moulage devaient remplir.
A chaque étape du moulage, que ce soit lors de l’imprégnation de l’agent démoulant, lors du
contact avec le matériau d’empreinte ou encore lors du démoulage, l’opération peut avoir un impact sur l’œuvre et présenter différents risques. Les mauvaises manipulations par des personnes inexpérimentées constituent également un risque très important.
Le moulage est une opération invasive, comme toute opération de restauration, en raison de la
mise en contact direct de matériaux avec l’original. Au plus la fidélité du modèle sera précise, au plus l’interaction avec ce dernier deviendra importante. Lorsqu’un matériau est en contact avec une œuvre d’art on doit s’assurer de sa réversibilité, de son inertie chimique et de sa compatibilité avec la matière originale. Ainsi, comme pour toute opération de restauration, il faudra évaluer les risques et agir en connaissance de cause.
A. Risques du moulage sur les œuvres d’art
1. Les risques physiques Il s’agit de :
−−−− la perte de matière originale due à l’arrachage du matériau d’empreinte ; −−−− la perte de matière originale due à l’élimination de l’agent de démoulage ; −−−− la réduction de la capillarité de l’original par dépôt de résidus.
� La perte de matière originale due à l’arrachage du matériau d’empreinte Les silicones sont souvent employés à l’état liquide afin d’obtenir une fidélité du modèle la plus précise possible. Bien que le silicone n’adhère pas, de manière générale, ou presque pas du tout, sa fluidité peut l’amener à pénétrer dans la porosité de l’œuvre et à adhérer mécaniquement à celle-ci. Ceci est d’autant plus probable si l’œuvre sur laquelle on applique le silicone présente des pulvérulences, des desquamations37, des soulèvements ou des fissures. Afin d’éviter une éventuelle adhérence mécanique, il faudra appliquer sur l’oeuvre un agent démoulant pour boucher les pores de l’œuvre. L’adhérence mécanique peu aussi se produire avec d’autres matériaux d’empreinte, comme par exemple avec les pâtes à modeler qui ont tendance à coller.
37 Chute de la partie superficielle de la surface de l’œuvre.

57
Le démoulage du matériau d’empreinte doit se faire avec le plus grand soin afin d’éviter de créer des tensions sur des zones fragiles de l’œuvre ou sur d’anciennes restaurations. Il est nécessaire, préalablement au moulage, d’observer les zones de fragilité de l’objet, de les éviter si possible, ou d’y apporter une attention particulière tout le long de l’opération de moulage.
� La perte de matière originale due à l’élimination de l’agent de démoulage L’agent de démoulage et son dosage doivent être bien choisis afin d’assurer un rôle de démoulant et de barrière tout en ne laissant pas de résidus sur l’original. L’agent démoulant doit être soigneusement éliminé après l’opération de prise d’empreinte, c’est pourquoi le solvant qui va le dissoudre doit être compatible avec l’objet et ne pas l’altérer. Par exemple, le polyvinyle alcool se retire à l’aide d’eau, l’objet à mouler doit donc supporter un apport d’eau. La perte de matière après rinçage de l’agent démoulant s’avère parfois plus importante que celle provoquée par l’arrachement dû au démoulage du matériau d’empreinte.
� La réduction de la capillarité de l’original par dépôt de résidus Dans certains cas, les dépôts des produits de moulage peuvent réduire la capillarité des matériaux moulés38. Cette réaction peut produire une imperméabilisation de la surface et nuire aux échanges liquides et gazeux avec l’atmosphère environnante. Cela peut entraver certains traitements de restauration à suivre (déssalements, consolidation, etc.) car cela crée une hydrofugation du matériau, empêchant l’évacuation de l’eau infiltrée dans la matière39. Ceci est particulièrement dangereux pour les œuvres poreuses situées en extérieur, sujettes aux infiltrations d’eau.
38 DONNE-DONATI, Barbara, « Le moulage dans la conservation-restauration, est-il raisonnable de mouler ? », dans Conservation-restauration des biens culturels, ARAAFU, Paris, 2008, p.42 39 BROMBLET, Philippe, « Etude préalable au moulage de la statuaire », dans Monumental, 2003, p.174.

58
2. Les risques chimiques Il s’agit de :
−−−− la migration des huiles silicones ; −−−− le changement de coloration du matériau ; −−−− l’interaction avec les matériaux composant l’œuvre ; −−−− l’interaction avec des produits utilisés lors d’interventions précédentes.
� La migration des huiles silicones Les silicones sont composés d’huiles, plus ou moins mobiles selon leur type. Lorsque l’on applique un silicone, ses composants les plus mobiles de bas poids moléculaire peuvent, avant sa réticulation, migrer dans l’épiderme du matériau avec lequel il est en contact. Ces résidus huileux peuvent en assombrir la surface. De plus, ces composants extrêmement hydrophobes, si ils s’infiltrent dans la porosité superficielle, peuvent réduire davantage la capillarité du matériau et, comme cité plus haut, gêner d’autres opérations de restauration nécessitant l’emploi d’eau. Les résidus laissés par les silicones sont également acides et peuvent altérer certains matériaux ou polychromies40. Une étude s’est penchée sur la nature chimique de ces résidus et a comparé leur quantité laissée par différents silicones41. Tous les silicones testés, qu’ils soient de polycondensation ou de polyaddition, fluides ou visqueux, ont laissé sur les surfaces moulées une quantité plus ou moins importante de résidus. Il en est ressorti cependant que le taux de résidus augmentait proportionnellement à la durée de polymérisation du silicone. De plus, les silicones visqueux ont tendance à laisser moins de résidus que les silicones liquides. Ainsi, au plus le silicone sera visqueux et son temps de polymérisation faible, au moins il laissera de résidus. Cependant, quand l’usage d’un silicone visqueux n’est pas possible, car les reliefs du modèle sont trop petits et trop précis, un bon agent de démoulage peut suffire à empêcher les résidus de migrer dans l’objet.
� Le changement de coloration du matériau Comme on l’a vu, les huiles de silicones peuvent créer un assombrissement de la surface. De plus, certains catalyseurs sont parfois très colorés et peuvent libérer des composants teintés, entraînés par la migration des huiles. Il est donc prudent, face aux silicones teintés d’effectuer des tests préalables ou de n’utiliser que les catalyseurs non teintés. Les résidus d’agents démoulant peuvent également assombrir les surfaces ou jaunir avec le temps sous l’action des UV si ils ne sont pas correctement éliminés. Enfin, certaines pâtes à modeler, par leur constitution très grasse peuvent aussi tacher les matériaux poreux.
40 TOSINI, Isetta, « Moulding of historic artefacts by silicone agents », dans OPD Restauro, Italie : Assiociato all’unione stampo, n°11, 1999, p.179. 41 MAISH, P. Jeffrey, « Silicone rubber staining of terracotta surfaces », dans Studies in Conservation, n°39, 1994, p.250-256.

59
� L’interaction avec les matériaux composant l’œuvre
− Les silicones à polymérisation par polyaddition sont sensibles à certains composants que l’on retrouve parfois à la surface des œuvres. Il peut s’agir des composants du substrat de l’œuvre, comme les dérivés de soufre ou des sels d’étains. Leur contact avec le silicone d’addition crée alors une réaction d’inhibition du produit et son enlèvement devient alors très délicat. − Le silicone de condensation peut également coller à la surface du verre par sa structure chimique similaire à base de silice (Si-OH)42, ce qui ne semble pas être le cas pour le silicone d’addition. − Le latex contient une quantité plus ou moins importante d’ammoniaque qui peut altérer les marbres, les ivoires sensibles et les métaux. − Le plâtre peut altérer les matériaux sensibles à l’humidité ou à un apport d’eau, provoquant par exemple la corrosion des métaux ou le gonflement du bois.
� L’interaction avec des produits utilisés lors d’interventions précédentes
−−−− Les silicones d’addition peuvent réagir avec des éléments utilisés lors d’une intervention de restauration antérieure, comme les résines époxy (collages) ou les mastics silicones43. − En effet, les résines époxy sont très agressives et peuvent entraver la polymérisation du silicone. En revanche, il est préférable d’utiliser un moule en silicone d’addition plutôt que de condensation si l’on souhaite y couler une résine époxy car une fois ce silicone polymérisé il est plus résistant à leur agression. − Le silicone ne collant que sur lui-même, on comprend facilement la réaction qui peut s’effectuer entre le silicone de prise d’empreinte et celui utilisé préalablement pour le collage d’une œuvre. − Il faut faire attention que les solvants de l’agent de démoulage n’entravent pas la polymérisation des matériaux d’empreinte car il semble que ce soit le cas.
− Il peut y avoir du silicate d’éthyle dans la composition de certains agents de réticulation de silicones. Ce composé est couramment utilisé comme consolidant pour les matériaux pierreux et parfois pour les céramiques, et l’usage d’un silicone à base de silicate d’éthyle sur un matériau consolidé avec le même produit, créerait un « pontage » entre le silicone et la surface de l’œuvre, engendrant un arrachage de la surface lors de son démoulage.
42 MORGΌS, András, NAGY, József, PALOSSY, Lászlóné, « New Silicone Rubber Mould-Making Materials : The Addition Type Silicone Rubbers », dans ICCOM-CC, II, 1984, p.84.20.18 – 84.20.20. 43 DONNÉ-DONATI , op.cit., p. 42.

60
− Il est également très important d’avoir une surface parfaitement propre lorsqu’on y appose un silicone, particulièrement pour le silicone d’addition très sensible, mais aussi pour le silicone de condensation. On a pu en effet constater, lors d’applications successives de silicone sur une même surface, l’adhérence du produit faute de ne pas avoir correctement nettoyé la surface entre chaque opération. En effet, mêmes si ils ne sont pas visibles, des résidus restés sur l’objet peuvent entraver la polymérisation du produit.
B. Précautions et observations préalables au moulage
Nous l’avons vu, l’opération de moulage présente des risques pour les œuvres d’art. Il faut donc, avant tout moulage, suivre quelques précautions et observations nécessaires à la bonne préservation de l’œuvre.
1. Constat d’état de l’œuvre Avant tout moulage, comme avant toute restauration, il est nécessaire d’effectuer un constat d’état complet de l’œuvre. Celui-ci se fait sur base d’un examen détaillé, d’observations, de tests ou de prélèvements, permettant de connaître les composantes, les altérations et les faiblesses de l’œuvre. On veillera plus particulièrement à observer : la cohésion superficielle de l’œuvre, la présence éventuelles de fissures, de zones fragiles, de pulvérulence, d’écaillage, d’altérations nécessitant un traitement à base d’eau (sels solubles, résidus), etc. On peut également évaluer la porosité d’un objet. Celle-ci peut être évaluée grâce au test de la microgoutte, qui consiste à déposer sur la surface une série de gouttes de volume défini au moyen d’une micropipette, puis à en analyser la forme (angle de contact entre l’eau et la céramique) et le temps qu’elles mettent à disparaître par imprégnation et évaporation44.
Figure 80 : Schéma du test de la microgoutte.
Un autre test, permettant de connaître la plus ou moins grande capillarité d’une surface, est le test de la pipette de Karsten, qui consiste à appliquer un réservoir gradué rempli d’eau sur la surface de l’objet poreux et à mesurer le temps d’absorption45. Ce test offre des résultats plus pertinents mais nécessite l’obtention d’un kit de matériel spécifique.
44 DONNÉ-DONATI, op.cit., p.41. 45 BROMBLET, op.cit., p.175.

61
Toutes ces données nous informent des risques et de la possibilité ou non de réaliser un moulage sur l’œuvre, et sous quelles conditions. Les éventuelles interventions de restauration préalables, seront déterminées. 2. Interventions de restauration Dans la mesure où des altérations ont été observées et identifiées, il est nécessaire de les contrer et de les éliminer avant l’opération de moulage. Plusieurs interventions sont alors envisageables : − Nettoyage de la surface, car l’accumulation des salissures masque les détails et ne permet pas d’obtenir un moule précis. De plus, certaines saletés pourraient créer l’inhibition des produits de moulage. − Traitements nécessitant un apport d’eau (dessalement), car les résidus des silicones peuvent diminuer la capillarité d’une œuvre. − Consolidation, car les zones fragiles peuvent être davantage endommagées par : l’éventuelle adhérence de l’agent démoulant et du matériau d’empreinte ; les mauvaises manipulations ; les tensions lors du démoulage. Certaines interventions peuvent également être nécessaires pour améliorer la précision du moule :
− Collage des tessons, afin de mouler une forme complète.
− Bouchage des fissures, des petites lacunes et des lignes de cassures, pour éviter que leur empreinte ne se retrouvent sur le moule et donc sur la copie. Il permet aussi que les matériaux de moulages ne s’infiltrent dans les cavités. 3. Tests des produits
Certains tests, permettant d’évaluer les conséquences du futur moulage, peuvent être facilement réalisés en atelier. Ils consistent à mesurer la coloration, la prise de poids et les modifications des propriétés de transfert induites par la présence des huiles silicones et des résidus d’agent de démoulage46. Les tests peuvent être réalisés sur l’œuvre ou sur un tesson intermédiaire. Un premier test consiste à peser le tesson ou la pièce sur une balance de précision avant son moulage et après celui-ci. La différence de poids permettra d’évaluer la présence de résidus à la surface de l’œuvre. Un deuxième test consiste à mesurer les modifications des propriétés de transfert, c’est-à-dire la diminution de la capillarité induite par les résidus des huiles silicones. Cela s’effectue par le test de la microgoutte, expliqué à la page précédente, avant et après l’opération de moulage. Si une différence de porosité est observée, on pourra en déduire une modification de ces propriétés. Enfin, un troisième test consiste à observer un changement de teinte après l’opération d’empreinte et l’élimination de l’agent de démoulage. Cela peut être observé visuellement par la différence de teinte entre le tesson intermédiaire moulé et un deuxième tesson identique non moulé. Cependant, il n’est pas toujours aisé d’observer un changement de teinte à l’œil, sans analyse en laboratoire.
46 BROMBLET, idem.

62
Si possible, on devrait effectuer des mesures colorimétriques à l’aide d’un colorimètre, mesurant les paramètres de luminance et les variations sur l’axe vert/rouge et l’axe bleu/jaune, avant et après moulage ainsi qu’après application et rinçage de l’agent démoulant47. Les tests en atelier sur tesson, permettent en revanche d’observer rapidement si un catalyseur silicone coloré est susceptible ou non de teinter un matériau. Il est également préférable de toujours réaliser un test sur une petite zone de l’original à mouler, afin de savoir si un de ses composants peut créer l’inhibition du silicone employé, particulièrement si on emploie un silicone d’addition. On peut aussi réaliser différents tests de moulage avec un ou plusieurs couples (agent de démoulage/silicone), si l’on a pas encore sélectionné les matériaux à employer, afin de comparer leur compatibilité et leur efficacité. Bien entendu, en plus des risques qu’ils peuvent causer sur l’original, les matériaux de moulage sont également choisi en fonction d’autres critères d’ordre plus pratique, selon l’œuvre à mouler, les types et nombres de tirages, les conditions d’application, etc. (voir synthèse générale p.125). 4. « Raisonner » le moule
Une fois la technique de moulage et les matériaux choisis, il est important de « raisonner » le moule. Cette étape consiste en la phase préparatoire au moule, durant laquelle le modèle à mouler est examiné rigoureusement afin de définir le nombre de pièces nécessaires à la confection du moule, ainsi que leurs formes et leurs dimensions. Cette approche permet de fixer à quels niveaux et suivant quelles lignes se joindront les différentes pièces, selon les zones de contre dépouilles de l’oeuvre. Il est alors important d’identifier les zones de fragilité qui pourraient se briser sous la contrainte lors du démoulage des différentes parties.
47 DONNÉ-DONATI, op.cit., p.41.

63
Conclusion
L’opération de moulage présente donc plusieurs risques qu’il est impératif de connaître avant à l’intervention. Le moulage, dans la plupart des cas, peut se faire sans dommage pour autant que l’on ai préalablement observé l’objet (ses faiblesses et ses composants), et que l’on ai choisi les matériaux et les techniques appropriés. Dans certains cas cependant, il faudra tout simplement renoncer au moulage si l’objet est trop fragile ou s’il n’est pas compatible avec les matériaux de moulage.
Comme on a pu le constater, les risques sont plus importants pour les objets poreux, susceptibles
d’absorber certains résidus de l’agent de démoulage et des matériaux d’empreinte, et sujets à l’adhérence de ces derniers. Cependant, le choix d’un bon agent de démoulage peut considérablement diminuer ces risques. Les objets présentant une faible résistance mécanique, et plus particulièrement une faible cohésion superficielle, sont également plus sujets aux fractures, fissures, desquamations, dues à de mauvaises manipulations ou des tensions lors du démoulage. Enfin, une grande attention doit être portée à la composition des œuvres et à la compatibilité de leurs matériaux avec ceux utilisés pour le moulage.
De manière générale les terres cuites et crues sont plus sujettes aux risques physiques et chimiques
à cause de leur grande porosité et faible résistance mécanique. C’est également le cas des verres altérés. Les terres vernissées et les faïences peuvent aussi présenter des risques si la glaçure ou l’émail sont fragiles, altérés, inexistants sur certaines zones, etc. Cependant les pièces présentant une glaçure, un émail, une couverte, ou un vernis sont davantage protégées contre les échanges chimiques avec les matériaux de moulage.
La matière originale n’est pas la seule susceptible d’être altérée car les anciennes restaurations
sont aussi sujettes aux risques du moulage. Une ancienne retouche peut être arrachée lors du démoulage ou changer de teinte ou encore être lustrée. Un ancien bouchage ou collage peut se détacher suite au démoulage, ou suite à un éventuel dégagement de chaleur (par exemple si un plâtre est coulé à la surface de l’objet).

64
VOICI EN RÉSUMÉ LES CAS POUVANT PRÉSENTER DES RISQUES POUR LE MOULAGE DE LA
CÉRAMIQUE ET DU VERRE :
� Si l’on veut mouler du verre ou une céramique à glaçure siliceuse :
� attention à l’accroche possible du silicone de condensation � la surface doit être propre
� Si la céramique et le verre sont poreux et/ou altérés (fissures, écailles, etc.) : � attention à l’adhérence mécanique du matériau d’empreinte � attention à la migration des résidus (huiles silicones, résidus graisseux, etc.) � attention au choix de l’agent de démoulage et à sa réversibilité (si l’on choisit
l’alcool polyvinylique, la pièce pourra t’elle supporter un apport d’eau ?) • Si trop fragile ou trop altéré, il ne faut pas faire de moulage
� Si la céramique est polychromée :
� attention à la possible inhibition du silicone d’addition � attention à l’adhérence mécanique du matériau d’empreinte � attention au choix de l’agent de démoulage et de ses solvants par rapport à la
sensibilité aux solvants de la polychromie
� Si le verre ou la céramique présentent une faible résistance mécanique (zones fragiles, parois fines, etc.) :
� attention aux tensions (démoulage, pression des matériaux) et aux manipulations
� Si l’œuvre présente d’anciennes restaurations :
� attention aux bouchages, collages présentant une faible cohésion � attention aux retouches qui peuvent s’arracher ou changer de teinte, d’aspect
� Si le substrat de la céramique contient du soufre : � attention à la possible inhibition du silicone d’addition
Enfin de manière générale :
� Il est important de connaître la suite du traitement de restauration envisagé pour la pièce. Comme on l’a vu, les résidus des matériaux de moulage peuvent entraver certains traitements postérieurs nécessitant un apport d’eau.
� Il est important d’identifier les matériaux présents sur l’œuvre, par exemple les
matériaux des précédentes restaurations, afin de s’assurer qu’ils ne réagiront pas avec les matériaux utilisés pour le moulage.
� Si on doute que l’objet puisse supporter un moulage, mieux vaut s’abstenir !

65
4. ETAPES DE LA MISE EN ŒUVRE DU MOULAGE OBSERVATIONS À PARTIR D ’EXEMPLES PRATIQUES
Introduction Ce chapitre développe une par une les étapes de la réalisation d’un moulage. Cela permet de
mettre en évidence les difficultés pratiques, que l’on peut rencontrer dans certains cas. Ces problématiques et ces observations générales seront illustrées par des exemples rencontrés à l’atelier ou dans la littérature.
Les différentes étapes développées sont les suivantes :
− Préparation du plan de joint
− Application de l’agent démoulant
− Prise d’empreinte
− Coulage/application du matériau de tirage
− Démoulage

66
A. Préparation du plan de joint
Un moule en plusieurs parties comprend au minimum un plan de joint sur lequel se joignent et s’ajustent les éléments composant le moule. La qualité des répliques que va fournir le moule est donc en grande partie fonction de sa précision.
Deux facteurs sont importants pour sa bonne réalisation ; − il doit être déterminé avec le plus grand soin ;
− il doit être matérialisé de façon propre et précise.
La détermination du plan de joint doit se faire en fonction des particularités morphologiques du modèle : sa forme, ses contre dépouilles, ses points faibles sujets aux cassures, etc. Elle est également fonction de l’usage qui sera fait des répliques : « C’est ainsi, par exemple, que pour un même document archéologique, le plan de joint pourra varier selon qu’il s’agit d’obtenir des positifs destinés à une présentation muséographique ou bien à une analyse scientifique détaillée.48»
Figure 81 : illustration d’un mauvais choix de plan de joint. La tête, préalablement moulée à l’aide d’un moule chaussette en silicone, est coincée dans une partie de la chape en plâtre car l’axe de démoulage est en contre- dépouille.
48 DAVID , René et DESCLAUX, Michel, Pour copie-conforme: les techniques de moulage en paléontologie, en préhistoire et en archéologie historique, Nice: Editions Serre, 1992, p.71

67
Pour illustrer l’importance du choix de l’emplacement du plan de joint, je vais reprendre l’exemple de la reconstitution d’une partie lacunaire d’un couvercle en verre traité à l’atelier. Nous avions, dans un premier temps, décidé de mouler cette reconstitution en plâtre à l’aide d’un moule en silicone en deux parties. Le but était ensuite d’en couler une copie en résine époxy et de la coller sur le couvercle. Le modèle présentait plusieurs contre dépouilles :
Figure 82 : Tesson intermédiaire en plâtre pour la reconstitution d’un couvercle en verre.
Parmi les différents plans de joints possibles, trois avait été retenus : − le plan de joint passant par le plus grand contour de l’objet : a.
− le plan de joint b.
− le plan de joint c.

68
En fonction des particularités morphologiques de la pièce, le plan de joint a. ne présentait aucunescontre dépouilles susceptibles de causer des difficultés au démoulage, contrairement aux plans de joints b. et c.
On aurait donc dû choisir le plan de joint a. si un autre facteur n’avait son importance, à savoir l’usage qui va être fait de la copie. Dans ce cas-ci, la copie était destinée à être fixée sur le couvercle. La reproduction fidèle des reliefs de la tranche en contact avec le couvercle, était donc impérative si l’on voulait que les deux parties s’ajustent parfaitement. Le plan de joint ne pouvait donc pas passer au milieu de celle-ci car la couture, susceptible d’apparaître, aurait faussé les reliefs de sa surface.
Finalement c’est le plan de joint c. qui a été retenu car l’axe de son plan était, en comparaison à l’axe du plan b., celui qui permettait le démoulage le plus facile des deux parties de l’objet.
D’autres facteurs importants, ne sont pas illustrés par cet exemple49 : − un bon plan de joint doit laisser en fin d’opération, le minimum de traces sur la réplique ;
− il ne doit pas affecter les endroits remarquables, par exemple les tranches, c’est-à-dire les zones futures de contact avec l’original, comme illustré ci-dessus ; − il doit être choisi de façon à limiter autant que possible la formation de bulles, lors de la coulée de l’élastomère et lors des tirages ; − il importe qu’il soit déterminé en fonction des problèmes risquant de se poser par la suite (si l’objet présente des zones fragiles) ; − il faut qu’il assure au mieux l’équilibre et la stabilité des membranes sur leur surface de jonction.
©
Figure 83 : Pour un objet de la sorte, l’équilibre des plans de joints est mieux assuré si les angles de partage entre les deux hémisphères sont égaux (1). Si les membranes sont dissymétriques (2), elles risqueront davantage de bouger et de ne pas s’ajuster correctement.
Le mouleur ne devra jamais perdre également de vue cette règle d’or : « c’est en tendant vers la ligne de plus grand contour qu’on parvient à limiter les difficultés risquant de se présenter au moment du démoulage »50.
Ainsi, tous les plans de joint possibles pour une même pièce, présentent souvent un certain nombres d’avantages et d’inconvénients qu’il est important de juger selon chaque cas. La matérialisation du plan de joint est la première phase de l’opération de moulage et peut être déterminante pour la bonne qualité du moule. Elle comprend deux étapes :
49 DAVID , R. et DESCLAUX, M. op.cit., p.74. 50 DAVID , R. et DESCLAUX, M., op.cit., p.137.

69
−−−− l’insertion du modèle dans la galette de pâte plastique, c’est-à-dire la partie du modèle délimitée par le plan de joint ;
−−−− la finition du plan de joint.
L’insertion du modèle jusqu’à la ligne du plan de joint, peut se faire en creusant la forme du modèle dans une galette de pâte préalablement modelée et aplanie. Si l’objet est de grande dimension, le plan de joint est construit par l’empilement de petits boudins en terre jusqu’à atteindre l’hauteur déterminée, ou l’on modèle une plate forme.
©
Figure 84 : la forme du modèle est creusée dans la pâte plastique, et le modèle y est inséré (1 et 2). Si l’objet à mouler est de trop grandes dimensions, on peut réaliser le plan de joint par l’empilement de boudin de terre (3), © David René.
La finition du plan de joint consiste à la mise en contact de la pâte plastique (Plastiline®) avec l’original et du lissage définitif du plan de joint. La mise en contact entre le modèle et l’original est très importante, car le plan de joint doit être parfaitement étanche pour éviter la coulée du silicone par d’éventuels interstices. Il ne doit y avoir aucun résidu de pâte plastique sur le modèle, ou alors le silicone imprimerait leurs reliefs. Enfin, le plan de joint doit être parfaitement horizontal et lisse sans aucunes irrégularités ou bosses. En effet, si l’on veut obtenir un moule de qualité il est indispensable de réaliser un plan de joint sans défaut.
Figure 85 : plan de joint terminé.

70
©
Figure 86 : schéma de la matérialisation du plan de joint. Le plan de joint être horizontal (2), et la finition est réalisée à l’aide d’une spatule.
Pour s’assurer de la bonne accroche entre les deux membranes et éviter quelles ne glissent sur elles-mêmes lors de leur ajustement, on peut créer des points de recentrages sur le plan de joint. Ceux-ci sont réalisés à l’aide d’une mirette (voir schéma ci dessous) à quelques millimètres de l’original, plus ou moins entre celui-ci et les parois du moule. Quelques points peuvent suffire pour les petits objets, et pour les grands on peut également creuser une gorge.
Figure 87 : les points de recentrages sont creusés dans la pâte plastique et réalisés entre le modèle et le bord du plan de joint (1). Les points de recentrages marqués dans le silicone (2). Une gorge peut également être confectionnée (3).
Les points de recentrage doivent être réalisés avec précision (a.). Si ils sont peu profonds ils ne permettront pas une bonne accroche (b.), et si leur forme n’est pas une demi sphère parfaite mais s’approche davantage du cercle (c.), alors les deux membranes ne pourront pas s’ajuster et se retirer correctement :

71
B. Application de l’agent démoulant
De manière générale, l’agent démoulant, sous forme liquide naturelle (vaseline, savon) ou en solution (PVAL, CMC, CDD), s’applique au pinceau. Cependant certains sont commercialisés en spray (agent démoulant à base de cire ou de silicone). D’autres encore, mais dont l’usage spécifique est plus rare, sont sous forme de poudre (talc). La quantité d’agent démoulant à appliquer est variable selon l’agent démoulant employé, le matériau d’empreinte envisagé, et la porosité ou la fragilité de l’œuvre à mouler. Plusieurs couches peuvent être apposées mais il faut garder à l’esprit qu’au plus sera épaisse cette couche, au plus les détails de l’oeuvre seront masqués au plus la précision du plan de joint sera amoindrie. De même, au plus la couche d’agent sera épaisse, au plus elle nécessitera de travail pour son élimination. L’agent démoulant peut être appliqué sur :
− L’œuvre. Si plusieurs couches sont nécessaires il faut attendre le séchage de la couche précédente avant d’apposer la suivante. Quand la dernière est appliquée, il faut attendre de préférence 24 heures avant la prise d’empreinte, pour l’évaporation complète du solvant. Si la couche est appliquée au pinceau, il faut faire attention que les stries ne soient pas imprimées dans le film. Si l’agent démoulant est appliqué en spray, il faut s’assurer de l’homogénéité du film obtenu. Pour un moule de silicone en plusieurs parties avec une chape en plâtre, l’agent démoulant peut être appliqué sur :
− Le plan de joint en terre ou en pâte à modeler. Ces matériaux ne demandent généralement pas d’agent démoulant car le silicone et le plâtre n’adhèrent pas l’un à l’autre. − Le silicone. Ce matériau ne colle que sur lui-même. Il est donc très important d’appliquer un agent démoulant lorsque l’on coule du silicone sur du silicone, comme c’est le cas pour un moule nécessitant plusieurs parties (voir silicone, partie 3, p.91) Cette couche doit recouvrir absolument toute la surface, y compris le creux des points de recentrage, ou bien l’original sera enfermé dans les deux parties ne formant alors plus qu’un bloc. Lorsque l’on applique l’agent démoulant sur le plan de joint, attention à ne pas déborder sur l’original ! Cela risquerait de le tacher et de diminuer la précision de l’empreinte. − Le plâtre. Comme pour le silicone, le plâtre colle sur lui-même. La couche d’agent démoulant doit donc recouvrir absolument toute la surface destinée à être en contact avec du plâtre (voir plâtre, partie 3, p.108)

72
C. Prise d’empreinte
Lors de l’application du matériau d’empreinte, il faut s’assurer que toute la surface à mouler est recouverte d’une couche homogène et que le produit imprègne bien tous les reliefs de la surface. Il faut aussi éviter la formation de bulles à la surface de contact avec le modèle. Pour limiter ou éviter les bulles, on peut :
� laisser reposer le matériau d’empreinte avant son application ; � le dé buller grâce à une enceinte sous vide, qui permet l’expansion complète du produit,
puis son affaissement ; � si l’on ne possède pas ce type de machine, on peut également faire légèrement vibrer le
moule une fois réalisé, manuellement ou sur un agitateur magnétique ;
Figure 88 : le moule est posé sur un agitateur magnétique faisant
légèrement vibrer le silicone afin d’en retirer les bulles d’air.
� couler une première fine couche se silicone sur le modèle, éventuellement à l’aide d’un pinceau, et attendre que cette couche soit exempte de bulles et commence à polymériser. Ensuite le reste de ce silicone est coulé dans le moule.
Figure 89 : le première couche est coulée afin d’obtenir plus ou moins 2 mm de silicone épousant parfaitement les reliefs du modèle. Une fois cette couche rigidifiée, le reste du silicone est coulé.

73
� couler le silicone toujours d’un même endroit, jusqu’à ce que le moule se remplisse. � couler le silicone contre une paroi ou un objet (bâton) pour que le choc ainsi engendré
permette aux bulles d’être évacuées.
Figure 90 : schéma de la coulée d’un silicone. Le silicone est percuté contre un objet ou contre la paroi pour évacuer l’air emprisonné dans sa matière. Le silicone est coulé toujours du même endroit, le pot ne bouge pas.
� Lorsque l’on moule en un bloc fermé un tesson intermédiaire, en dehors de l’œuvre : Si l’élément à mouler ne présente pas une surface plane, susceptible de servir de trous de coulée, il faut maintenir l’œuvre à l’aide de fins boudins de Plastiline®, de cure-dents, ou encore de bouts de paille en plastique, etc. Ces petites structures serviront à la fois, de futurs trous de coulé et d’évent, et permettront la fixation de l’élément à mouler en hauteur, pour que le silicone puisse s’infiltrer sur toute sa surface.
Figure 91 : De fins boudins de Plastiline® sont fixés sur le tesson intermédiaire (1). Celui-ci est déposé sur les boudins dans l’enceinte du moule, un espace est ainsi créé entre le fond du moule et la paroi inférieure du tesson (2). Le silicone est coulé dans le moule (3).

74
Figure 92 : Quand le silicone est polymérisé, les parois du moule sont retirées (1) et le moule est retourné. Les petits bouts de Plastiline® sont retirés créant plusieurs trous qui serviront de trou de coulée et d’évent (2). Le moule est légèrement incisé sur son côté pour permettre le retrait du tesson (3).
Figure 93 : Une des parois internes du moule est recouverte de petits trous correspondant aux bulles d’air présentes dans le silicone et qui n’ont pas pu être éliminées.
Cependant, ce procédé empêche les bulles d’air du silicone, coulé en dessous de l’élément à mouler, de remonter à la surface. Elles restent bloquées par la paroi inférieure de l’élément, et se marquent sur celle-ci (voir image ci-dessus). Le moule en silicone comprend donc une face négative interne remplie de bulles d’air qui se marqueront sur le futur tirage.

75
Pour éviter la formation de ces bulles d’air, il ne faut pas couler le silicone en une fois. On coule d’abord une première couche, correspondant à la surface située en dessous de l’élément à mouler et on attend que celle-ci se libère de ses bulles d’air. Pour accélérer le processus, on peut faire légèrement vibrer le moule. Quand cette couche ne présente plus de bulle d’air à sa surface, l’élément à mouler est déposé sur celle-ci et le reste de silicone est coulé. Les trous d’évents et de coulée ne sont donc pas réalisés dans le moule à l’aide de Plastiline®, mais réalisés mécaniquement après la prise du silicone.
Figure 94 : Une première couche de silicone est coulée (1). Après approximativement une heure, une fois que les bulles arrêtent de remonter à la surface, le tesson à mouler est déposé délicatement sur le silicone (2). Puis le reste de silicone est coulé par-dessus (3).
Figure 95 : Quand le silicone est polymérisé, des trous de coulée et d’évent sont réalisés à l’aide d’un scalpel. Le silicone est incisé sur le côté pour permettre le retrait du modèle (1). La technique fonctionne : il y a beaucoup moins de bulles sur la paroi interne du moule.
Figure 96 : Le moule et le tirage effectué en résine époxy avant finition.

76
� Lorsque le moule réalisé doit être fixé sur l’œuvre car le matériau de comblement est coulé « in situ » :
Les moules sont généralement fixés sur l’œuvre à l’aide d’une fine couche de silicone. Ce dernier permettra de sceller les parois afin que le matériau de tirage ne file pas en dehors du moule. Il est également possible de sceller les parois à l’aide d’une colle, mais le retrait du moule se fera plus difficilement. Il serait cependant intéressant de réaliser des tests afin de voir l’efficacité de cette méthode et la compatibilité des colles avec les matériaux constitutifs du moule. L’application du silicone est très délicate car il est difficile de juger de la quantité de produit nécessaire et de son emplacement. En effet, si on dispose le silicone trop près de l’espace de comblement, le silicone risque de déborder dans ce dernier (b). En revanche, si on le dispose trop loin, le matériau de coulée filera en dehors de la lacune (a).
Afin d’éviter ce problème, il est possible d’appliquer le silicone seulement aux extrémités des parois du moule sans qu’il ne rentre entre celles-ci et l’œuvre. Cependant cette technique n’empêche pas le matériau de coulée de s’infiltrer entre les parois du moule et l’œuvre, mais empêche qu’il ne file en dehors du moule. La fixation du moule peut également être renforcée à l’aide de serre-joints ou d’agrafes.

77
� Pour les moules ouvert dans lesquels est appliqué le plâtre à l’aide d’une spatule, un autre problème peut se poser :
La pression exercée par l’application du matériau peut déformer le moule ou en modifier sa position. Le comblement alors réalisé ne correspondra pas à la forme souhaitée. Pour éviter cela, on peut réaliser une chape qui rigidifiera le moule ou bien le renforcer à l’aide d’une dernière couche de silicone chargé ou additionné de renforts.
Ce fut le cas pour le moulage d’une des pièces traitées dans l’atelier :
Figure 97 : Vase cornet de Delft, début XVIIIe siècle, ©Collection privée.
Photographie de la lacune à combler présentant des reliefs sur la surface extérieure ; la partie similaire avant moulage ; l’empreinte réalisée en silicone ; empreinte placée sur la lacune.
Après plusieurs tests (voir tableau en annexe), nous avons opté pour un moule constitué d’une première couche de silicone pur recouvert d’une seconde renforcée avec plusieurs bouts de toile de jute. Le moule a été maintenu à l’aide de pinces et de serre-joints car le collage au silicone ne suffisait pas à fixer ce moule relativement épais et lourd.
Figure 98 : photographie du moule recto verso où l’on peut apercevoir à travers le silicone les morceaux de toile de jute (1,2). Photographie de la fixation du moule sur l’œuvre à l’aide de pinces et de serre-joints.
78
D. Coulage/application du matériau de tirage
Plusieurs techniques de coulage sont possibles selon le matériau de tirage employé, le matériau du moule, sa forme, ainsi que selon le résultat final de la copie souhaité. Avant de couler le matériau de tirage, il faut s’assurer que celui-ci soit correctement préparé : le mélange doit être homogène et il ne doit plus avoir de grumeaux ou de bulles dans sa matière. Il est possible de faire dé buller le produit dans une machine spécifique à cette action. Cependant si on n’a pas cette possibilité, on peut simplement laisser reposer le produit avant de le couler, pour que les bulles emprisonnées dans la matière aient le temps de remonter à la surface. Cela n’est possible que si la prise du matériau ne se fait pas trop rapidement. Pour éviter que de l’air ne soit emprisonné dans le moule lors de la coulée, il faut couler le matériau le long d’une paroi. De cette manière, l’air emprisonné dans le produit, sera libéré par le choc du matériau contre la paroi. On peut aussi faire percuter le produit sur un bâton avant sa coulée dans le moule.
Des bulles d’air peuvent aussi se former si le matériau de tirage ne mouille pas assez le matériau du moule. Le produit introduit n’épouse alors pas correctement le relief du moule. Pour éviter cela, on peut pré mouiller préalablement les parois internes du moule avec de l’éthanol. Si le matériau de coulée présente un grand coefficient de rétraction, il faudra en rajouter une fois le matériau polymérisé ou bien concevoir une « nourrice » (voir glossaire) en forme d’entonnoir. Pour les moules en silicone de condensation, il faut attendre minimum 72h avant d’y couler un matériau de tirage, afin que les éléments volatils du silicone aient le temps de s’évaporer. En effet, on a pu observer une réaction entre le matériau de tirage et le moule en silicone, alors que ce dernier venait seulement d’être polymérisé (voir silicone, partie 3, p.91). Une telle réaction est surtout susceptible de se produire avec un matériau de tirage agressif pour le silicone, comme les résines époxy. De la même manière, si on nettoie le moule en silicone à l’aide d’eau entre deux tirages, il est important que l’eau soit correctement évaporée avant d’y introduire un matériau sensible à l’humidité.

79
Trois grandes techniques de coulage existent :
� Coulage direct Le matériau de tirage liquide est simplement coulé dans le moule de manière à le remplir complètement. On obtient donc un tirage en plein. Il y a davantage de risque pour la formation de bulles par cette technique, c’est pourquoi il est toujours préférable de concevoir des trous d’évents (voir glossaire), qui permettront à l’air de s’évacuer. � Tirage par estampage On applique le matériau de tirage, dans une consistance plastique ou de liquide visqueux, en le pressant contre les parois. Cette opération peut se faire à la main ou à l’aide d’un pinceau, d’une spatule, etc. Ceci n’est possible que si l’intérieur du moule en une pièce est accessible. Si le moule est en deux parties, on procède à l’application du matériau dans chaque partie séparément, puis on les joint afin qu’elles se soudent avant la prise du matériau. La copie obtenue est creuse et donc plus légère. Grâce à ce procédé, on contrôle mieux la formation de bulles à la surface de la copie car on presse le matériau contre la surface, ce qui permet une bonne empreinte et permet d’évacuer l’air emprisonné dans la matière. Cette technique ne s’applique pas pour tous les matériaux de coulée mais fonctionne très bien avec le plâtre. � Tirage au renversé On remplit le moule du matériau de tirage, on attend quelques instants pour que ce dernier rigidifie ou se gélifie le long des parois, et ensuite on déverse l’excédent. La copie obtenue est alors creuse.
Très peu de matériaux peuvent être tirés au renversé : le plâtre, la cire, le latex et, éventuellement certaines résines polyuréthanes et le PVC (Plastisol)51. Cette technique ne s’applique également pas pour des moules de trop grande dimension.
51 ROSIER, Pascal, Le Moulage, « s.l. » : Dessain et Tolra, 1998.

80
E. Démoulage
L’étape du démoulage est une étape particulièrement délicate pour l’œuvre d’art, ou pour le modèle, et nécessite une attention toute particulière. En effet, des tensions peuvent s’exercer, susceptibles de briser les zones plus fragiles de l’objet moulé ou tiré. De manière générale, il est important de bien attendre le séchage ou la polymérisation complète du matériau d’empreinte et du matériau de tirage, avant leur démoulage. Lors du démoulage il est très important d’avoir en tête que c’est le moule qu’on démoule et non pas le modèle. C'est-à-dire qu’on doit retirer le moule du modèle et non pas le modèle du moule. Il faut donc essayer d’exercer les contraintes sur le matériau d’empreinte qui, si il a bien été choisi, est capable de les supporter. Il ne faut surtout pas être pressé, et prendre tout le temps et la délicatesse nécessaires au retrait des différentes parties.
©
Figure 99 : schéma du démoulage d’un objet et des contraintes exercées, © René David.

81
PARTIE 3
LES MATÉRIAUX UTILISÉS POUR LE MOULAGE

82
INTRODUCTION
Dans cette partie je développe les matériaux fréquemment utilisés pour le moulage. La liste n’est évidement pas exhaustive et une sélection a été réalisée. Celle-ci est basée sur les conditions qu’implique le domaine de la restauration d’œuvres d’art, à savoir la conservation de l’œuvre d’art avant la qualité du résultat. Certains matériaux ont donc été très vite écartés à cause des risques d’altérations qu’ils pouvaient engendrer sur les objets. Cela ne veux pas dire pour autant que les matériaux sélectionnés dans cette partie peuvent être utilisés sans précautions particulières. Le risque est toujours présent quand on décide de manipuler une œuvre d’art et d’y introduire des matériaux étrangers. Cependant les matériaux sélectionnés et développés permettent d’obtenir, dans certaines conditions et pour certains usages précis, de très bons résultats avec un risque, toujours existant mais minime.
Chaque mouleur ou restaurateur a ses matériaux de prédilection et sa façon de les utiliser. Il
existe aussi beaucoup de systèmes alternatifs utilisant divers matériaux et techniques. Ils ne seront pas tous développés ici, faute de les connaître, ou parce qu’ils ne donnent pas de résultats optimaux, tant dans le résultat du moule obtenu que dans la bonne conservation de l’objet ainsi traité.
83
1. CATÉGORIES DES MATÉRIAUX DE MOULAGE
On utilise souvent le terme générique « matériaux de moulage » pour désigner spécifiquement
les matériaux d’empreinte qui servent à la réalisation de la forme négative de l’objet à reproduire. Cependant, ce terme générique regroupe tous les matériaux jouant un rôle dans les différentes étapes de l’opération de moulage.
Ces matériaux peuvent être classés dans différentes catégories : les matériaux d’empreinte, de
chape, de modelage, de démoulage ou encore de coulée. Certains matériaux peuvent être utilisés dans plusieurs catégories différentes selon les techniques de moulage choisies. Par exemple le plâtre, peut être utilisé selon les cas comme matériau d’empreinte, de modelage, de chape ou encore de coulée.
A. Matériaux d’empreinte Ce sont tous les matériaux employés pour réaliser l’empreinte, c’est-à-dire le négatif de la forme que l’on souhaite reproduire.
Ceux-ci doivent avoir des propriétés permettant de réaliser une empreinte précise et, par la suite, une reproduction fidèle de l’original sans l’endommager. Selon le moulage à effectuer, des propriétés comme l’élasticité, l’adhérence, l’inertie chimique, la tension superficielle, etc. peuvent être autant de critères de choix pour les matériaux d’empreinte.
De manière générale, on cherchera un produit suffisamment élastique pour permettre un
démoulage facile et éviter toute distorsion plastique ou fissuration du moule. Pour augmenter la précision de ce dernier, on optera pour un matériau d’empreinte qui offre une bonne reproduction des détails et un faible retrait . Enfin, pour éviter d’endommager l’original, on choisira un produit compatible avec l’orignal, qui ne laisse pas de résidus et n’adhère pas à sa surface.
Bien d’autres critères sont à prendre en compte, selon la nature du matériau à mouler, son état de conservation, sa forme, sa taille, son poids, la technique de moulage choisie, le temps imparti, le budget, etc.
Le plâtre, matériau de prédilection avant l’arrivée des matières synthétiques, a longtemps été
utilisé comme matériau d’empreinte. Cependant, sa rigidité limite son emploi ou nécessite la confection de moules à plusieurs parties, ce qui en fait davantage un matériau de chape ou de coulée. Aujourd’hui, le matériau d’empreinte le plus employé est le silicone, pour sa grande élasticité et sa grande fidélité dans la reproduction des détails. Le latex et l’alginate sont également utilisés dans des cas de plus en plus rares. Enfin, les matériaux plastiques, comme les pâtes à modeler ou les cires, peuvent également être utilisés, mais leurs déformations rapides sous la contrainte en font des matériaux peu utilisés pour la prise d’empreinte.
La composition et les caractéristiques de ces matériaux, sont développées dans cette seconde
partie. La liste n’est évidemment pas exhaustive et beaucoup d’autres produits peuvent être utilisés comme matériaux d’empreinte. Les gélatines et les polyuréthanes, par exemple, sont également utilisés dans le domaine du moulage, mais ces deux produits ne sont pas adaptés à la restauration d’œuvres d’art, à cause en partie, de l’apport de chaleur qu’ils impliquent.

84
B. Matériaux de chape
Contrairement aux matériaux d’empreinte, en contact direct avec le modèle original puis avec le matériau de coulée, les matériaux de chape servent de support externe, de renfort à l’empreinte.
Les matériaux utilisés pour la confection d’une chape doivent être rigides, raison pour laquelle
le plâtre est le plus communément utilisé pour cette opération. Certaines résines sont aussi utilisées, comme par exemple le polyester. On peut également rigidifier des matières souples en additionnant des charges telles que le talc, le kaolin, la silice ou en introduisant des renforts, tels que de la toile de jute, la toile de lin, la fibre de verre, la gaze, un treillis métallique, etc. La réalisation d’une chape est nécessaire quand la taille d’un objet à mouler est si grande que les parois du moule, d’une épaisseur limitée, pourraient se déformer en raison de la quantité et du poids du matériau de coulée nécessaire au tirage. Un autre exemple est lorsque l’étanchéité du plan de joint, d’un moule souple à deux pièces, n’est pas assurée pour le coulage d’un matériau liquide, qui risquerait de s’échapper dans ce dernier. On doit alors réaliser un support rigide au moule souple faute de pouvoir fermer celui-ci avec des sangles ou serre-joints qui exerceraient une pression pouvant déformer sa forme (voir plan de joint, partie 2, p.66).
C. Matériaux de modelage Les matériaux de modelage peuvent avoir plusieurs fonctions lors du moulage. Selon leur dureté, leur plasticité et leur adhérence, ils peuvent servir soit à modeler une forme manquante – forme transitoire qui sera ensuite moulée (voir technique du tesson intermédiaire p.25) – soit comme barrières ou plans de joints pour les matériaux d’empreinte et de chape. Dans les deux cas, si le matériau est en contact avec l’objet, on fera attention à ce qu’il ne graisse pas l’objet ou n’adhère pas à ce dernier. Afin de prévenir ce type de problèmes, on peut appliquer au préalable sur l’objet un agent de démoulage, un film alimentaire ou d’aluminium sur l’objet. Les matériaux employés sont généralement des pâtes à modeler, ou de la cire. Le plâtre peut également être employé pour la réalisation d’un tesson intermédiaire.
D. Matériaux de démoulage/ de barrière
Les agents de démoulage sont des substances qui bouchent les pores de l’original ou de la surface interne du moule empêchant l’adhérence et les échanges entre les matériaux.
Ces agents se doivent d’avoir une action détachante efficace afin de pouvoir retirer le matériau
d’empreinte. Pour permettre cette action, il faudrait dans l’idéal que l’agent de démoulage reste solidaire du produit de prise d’empreinte : il doit donc avoir une parfaite affinité avec ce dernier, mais aucune avec les matériaux constitutifs du modèle original. Cependant, cela est rarement le cas et l’agent reste le plus souvent solidaire de l’œuvre après avoir exercé sa fonction52.
L’action détachante fonctionne souvent par simple bouchage des pores de la surface de
l’original par l’agent démoulant. La surface lisse ainsi obtenue, empêche le matériau d’empreinte d’adhérer mécaniquement au modèle en rentrant dans les cavités de ses pores.
52 DONNÉ-DONATI, op.cit., p.40.
85
Dans le domaine de la conservation-restauration, quand il y a contact d’un produit avec une œuvre ce dernier doit être réversible, compatible avec elle et totalement inerte afin d’éviter toutes altérations ou contaminations, ce qui n’est pas toujours le cas des agents démoulants.
L’agent de démoulage n’est malheureusement pas le seul élément à prendre en compte. En effet, la contamination de l’œuvre peut également provenir des matériaux constituant le produit de prise d’empreinte (huiles de silicones, catalyseurs, fluidifiants etc.,). Il faut alors interposer un autre agent qui exerce un effet barrière53. Celui-ci, par sa grande affinité avec l’œuvre et son affinité nulle avec les produits de prise d’empreinte, doit efficacement isoler l’œuvre des éléments contaminants du matériau d’empreinte.
L’idéal serait d’avoir un agent «deux en un » exerçant à la fois la fonction de détachant et celle
de barrière. En effet, moins on accumule de produits plus il est facile de s’assurer de leur réversibilité et de leur inertie par rapport à l’original. De plus, moins épaisse sera la couche intermédiaire entre l’œuvre et le matériau d’empreinte, plus grande sera la précision et la finesse du rendu de surface. Dans certains cas, la porosité de l’œuvre et la grande précision nécessaire de la copie ne permet pas l’usage d’un agent démoulant54.
Ainsi, l’usage et le choix de l’agent démoulant et/ou de barrière est d’une grande importance car ces derniers, au contact de l’œuvre, peuvent la contaminer et provoquer des modifications de teinte et d’aspect de surface. Cela se produit particulièrement si l’objet à mouler est poreux et présente une surface rugueuse ou à reliefs. Une irrégularité de surface augmente l’accroche du produit. A l’opposé, certains objets non ou peu poreux ne nécessitent pas toujours d’agents intermédiaires si le matériau de prise d’empreinte n’a pas tendance à adhérer à leur surface. Les agents de démoulage peuvent être classés en quatre catégories : − Les films : le Cellophane, le papier aluminium, etc.
− Les liquides : des résines synthétiques en solution comme l’alcool polyvinylique, la gomme-laque en solution dans de l’alcool, le cyclododécane en solution, etc.
− Les poudres : le talc.
− Les lubrifiants gras : la vaseline (aussi sous forme liquide), les cires, le savon liquide, etc.
E. Matériaux de coulée
Ce sont les matériaux utilisés pour le tirage de la reproduction, c’est-à-dire les matériaux constitutifs du positif.
Ces matériaux de coulée ou de comblements doivent être compatibles avec les matériaux
constitutifs du moule afin d’éviter toute adhésion ou échanges chimiques (taches, coloration, brillance). En cas de risque d’adhérence, il est conseillé de disposer sur les parois internes du moule un agent de démoulage avant la réalisation du tirage.
53 TOSINI, op.cit. p.180. 54 C’est le cas par exemple du moulage d’un marbre romain représentant le buste d’un pugiliste datant du Ier-IIe siècle : MAISH, P. Jeffrey et RISSER, Erik, « A Case Study in The Use of Cyclododecane and Latex Rubber in The Molding of Marble », dans JAIC, vol.41, n°2, été 2002, p.127-136.

86
2. CARACTÉRISTIQUES PHYSICO -CHIMIQUES DES MATÉRIAUX : RAPPEL DE QUELQUES NOTIONS UTILES POUR L ’OPÉRATION DE MOULAGE
Lors de la présentation des différentes catégories de matériaux intervenant dans les opérations
de moulage, nous avons introduit une série de propriétés des matériaux qu’il est utile de connaître et de comparer afin de choisir le produit le mieux adapté. Pour bien comprendre ces propriétés et leurs conséquences, il est nécessaire de les définir et de poser quelques pistes de réflexions sur leurs effets pour le moulage. Les définitions et caractéristiques de ces notions physico-chimiques sont basées sur l’ouvrage de Liliane Masschelein-Kleiner « Liants, vernis et adhésifs anciens » publié par l’Institut royal du Patrimoine artistiques en 1992 ainsi que sur le syllabus du cours « Les résines synthétiques et les substances naturelles » donné à l’Ecole du Louvre par Henri Valot et Jean Petit.
� Adhésivité
C’est l’aptitude que présente un matériau à adhérer sur un autre matériau.
Les causes de l’adhésivité peuvent être :
- Mécaniques : le film liquide pénètre dans les irrégularités de la surface de l’objet et y reste ancré après séchage ou polymérisation.
Pour éviter cela, il faut donc que le matériau d’empreinte ne soit pas trop liquide et qu’il ne mouille pas l’objet à mouler. Ce dernier, s’il est poreux, doit recevoir une couche d’un agent de protection qui évitera les échanges entre les deux matériaux.
- Physico-chimiques : les causes mécaniques ne suffisent pas à elles seules à expliquer le
phénomène d’adhésion, l’adhésion fait également intervenir un ensemble complexe de diverses forces d’attractions (forces de Van der Waal, liaisons polaires, covalentes, liens d’hydrogène,…) qui interviennent selon la nature des deux matériaux.
En effet, certains matériaux, bien qu’ils soient peu poreux ou qu’ils présentent des surfaces lisses, ont tendance à adhérer ensemble.
� Dureté
Elle définit la résistance qu’opposerait une surface à la pénétration d’un corps plus dur. C’est une grandeur complexe qui dépend de plusieurs facteurs : les interactions inter- et intramoléculaires qui existent entre les molécules, ainsi que les substances additives ajoutées dans les matériaux donnant lieu à des différences de dureté.

87
Pour le moulage, elle exprime la consistance du matériau après sa prise. La forte dureté d’un matériau d’empreinte peut provoquer, lors de son démoulage, des fractures dans le moule et dans l’original ou la copie, si l’objet moulé présente des saillies. En revanche, la forte dureté d’un matériau de coulée permettra au matériau d’empreinte de mieux se démouler sans risquer de briser la forme coulée.
� Hydrophobie/ Hydrophilie
Se dit d’un matériau qui montre une forte répulsion (hydrophobe) ou au contraire une grande affinité pour l’eau (hydrophile).
L’hydrophobie d’un matériau d’empreinte peut poser problème si le matériau de coulée utilisé est constitué d’eau, comme par exemple le plâtre. Dans un tel cas, le matériau de coulée risquerait de ne pas épouser parfaitement les reliefs du moule, créant ainsi une reproduction moins fidèle.
� Résistance au déchirement
Elle correspond à la force de traction maximale supportée avant la rupture du matériau.
Plus un matériau sera résistant, moins il sera susceptible de se déchirer au niveau des zones les plus anfractueuses ou suite à une manipulation brusque.
� Souplesse
La souplesse d’un matériau est l’élongation maximale qu’il peut subir sans se rompre, par traction, flexion ou torsion.
La souplesse est liée à l’élasticité et à la plasticité du matériau : • Déformation élastique : cette déformation est instantanée, entièrement réversible et
proportionnelle à la force appliquée. Ainsi, elle implique, lorsque cesse l’effort, un retour à la forme initiale.
• Déformation plastique : cette déformation surgit quand l’effort dépasse la limite élastique. Le matériau peut subir une élongation plus poussée, mais cette déformation n’est pas réversible et est proportionnelle au temps d’application de l’effort. L’exemple le plus simple de plasticité est celui de la pâte à modeler.
L’élasticité, c’est-à-dire la capacité d’un matériau à retrouver ses dimensions après un allongement un raccourcissement transitoire, est une propriété très importante pour les matériaux d’empreinte. En effet ces derniers doivent pouvoir être démoulés facilement de l’objet, il est donc nécessaire que ces matériaux possèdent une certaine souplesse, tout en évitant d’éventuelles distorsions permanentes de leur forme.

88
� Taux de rétraction
Diminution de taille d’un matériau après polymérisation.
La rétraction, qui peut être causée par l’évaporation d’un produit lors de la polymérisation ou par les conditions de stockage du moule, peut être gênante pour la fidélité du tirage ou pour l’ajustement de ce dernier sur l’objet lacunaire. Il est donc important que le moule reste stable durant au moins plusieurs jours ou semaines, le temps nécessaire à la restauration. En revanche, si le matériau de coulée présente un léger retrait, il peut se décoller de lui-même du matériau d’empreinte permettant un démoulage plus facile, c’est le cas de l’argile ou encore de la cire.
� Temps de travail
C’est le temps dont on dispose, une fois la polymérisation entamée, avant que le matériau ne devienne trop visqueux ou trop dur pour pouvoir être appliqué, coulé ou modelé etc.
Si le temps de prise est très court, le matériau, qui peut être liquide à la base, devient très vite visqueux et solide. Cela ne permet pas toujours une bonne empreinte des détails car la substance visqueuse n’épousera pas fidèlement tous les reliefs. En revanche, comme il reste peu de temps, voire pas du tout en contact avec l’oeuvre dans sa consistance liquide, il y a moins de risque de contamination de l’œuvre.
� Temps de prise
C’est le temps nécessaire à la polymérisation complète du matériau.
Si le matériau prend beaucoup de temps à polymériser (parfois plus de 24 h), cela peut ralentir fortement la suite des opérations de restauration ou entraver l’avancement d’un chantier etc. Cet aspect peut être un grand inconvénient si l’on dispose d’un temps et/ou d’un budget limité.
� Tension superficielle
C’est une force à la surface du liquide qui tend à rendre cette surface minimale.
Par exemple, pour un matériau d’empreinte, plus sa tension superficielle sera basse, mieux il s’appliquera sur le modèle original, et ainsi plus grande sera la finesse du rendu des détails.
Figure 100 : Schéma de la tension superficielle en fonction de l’angle de mouillage

89
� Transition vitreuse (Tg)
Elle correspond au niveau énergétique minimum permettant la mise en mouvement par effet thermique de portions de la chaîne macromoléculaires. Concrètement, c’est la température à laquelle le matériau solide devient un solide déformable, que ce soit de manière élastique ou plastique. Ce matériau reste un solide déformable jusqu’à sa température de fusion, température à laquelle il devient alors liquide.
Figure 101 : Schéma des différents états d’un polymère selon sa température.
Ainsi, si l’on souhaite qu’un polymère soit plastique ou élastique à température ambiante, il faut qu’il ait une température de transition vitreuse inférieure à la température ambiante. C’est le cas pour certains matériaux de moulage, comme les élastomères et certaines cires.
� Viscosité
Elle caractérise la résistance d’un fluide à l’écoulement. C’est une des grandeurs pour mesurer les propriétés rhéologiques d’un matériau, c’est-à-dire, l’étude des phénomènes d’écoulement et de déformation de la matière sous l’effet de contraintes.
Elle renseigne sur la consistance du matériau juste après son mélange et avant sa prise (correspondant à sa « durée de travail »). En général, plus le matériau est fluide plus il épousera les reliefs de l’objet à mouler et augmentera la finesse des détails.

90
3. MATÉRIAUX DE MOULAGE : COMPOSITION ET CARACTÉRISTIQUES .
A. LES POLYMÈRES SYNTHÉTIQUES − Les Elastomères Le terme élastomère est un terme générique regroupant plusieurs polymères présentant des
mêmes propriétés spécifiques. Une de ces propriétés est une grande élasticité leur permettant de subir une série de contraintes sans créer de déformations irréversibles. Cette propriété est due, en partie, à leur température de transition vitreuse située en dessous de la température ambiante et à la grande réticulation de ces polymères.
L’élastomère le plus connu est le caoutchouc obtenu naturellement par la transformation du latex sécrété par certaines plantes ou de manière synthétique grâce à la chimie du pétrole.
D’autres élastomères sont connus dans le domaine de la restauration, comme par exemple le
néoprène, anciennement utilisé pour le collage d’œuvres d’art et le nitrile employé notamment pour la confection de gants protecteur. On retrouve aussi bien d’autres élastomères dans les colles, peintures et médias d’œuvres d’art contemporain.
Dans le domaine du moulage, deux élastomères sont particulièrement utilisés : le silicone et le
latex, que je développerais dans cette partie. Ils présentent plusieurs avantages et inconvénients liés à leur nature, leurs propriétés, leurs mises en œuvre, etc.
On peut également utiliser d’autres élastomères pour le moulage, comme l’élastomère de
polyuréthane (polyurethane rubbers) et les élastomères de polysulfures (polysulphide rubbers). Ils sont utilisés pour la confection d’empreintes et comme matériaux de tirage. Cependant ils sont rarement utilisés dans le domaine de la restauration car le polyuréthane a tendance à coller aux surfaces et pas toujours compatibles avec le gypse et les cires. Quant aux polysulfures, ils libèrent des résidus huileux55.
55 MAISH, P. et J.RISSER,E., op.cit., p.128.

91
LE SILICONE 56
Nature et composition chimique
Le silicone se distingue des autres élastomères, polymères organiques, par sa structure
chimique minérale. En effet, le terme « silicone » désigne l’ensemble des molécules contenant simultanément du silicium, du carbone et de l’oxygène. Un autre terme pour le désigner est « silicone de caoutchouc » (« silicone rubber » en anglais) en raison de son premier mode fabrication, quand il était composé à partir du caoutchouc naturel. Aujourd’hui, il est fabriqué synthétiquement à partir de produits issus de la chimie du pétrole. La formulation du silicone généralement utilisé se réfère au polymère linéaire polydiméthylesiloxane dont le chaînon élémentaire est : -Si(CH³)²O- . Mais le nom silicone est aussi employé pour des polymères à structures plus complexes, où certains groupes méthyle sont remplacés par d’autres groupes. Ainsi, selon la nomenclature du polymère, le silicone peut se retrouver sous plusieurs formes : volatile, liquide, viscoélastique, solide, etc., avec différentes fonctionnalités, inerte ou capable d’interagir et réagir avec d’autres composés57.
C’est cette diversité qui explique l’usage du silicone dans un grand nombre d’industries. Il
peut être employé comme additif pour peinture et agent de polissage, agent de démoulage, fluide cosmétique, plastifiant, lubrifiant, adhésif, mastic, lentille de contact, protection solaire, conditionneur pour cheveux, etc.
56 Le mot « silicone » est un substantif féminin. Néanmoins on l’emploie souvent au masculin dans les milieux de l’archéologie et du moulage. Par convention, et en espérant ne pas choquer certains lecteurs, j’adopterai son emploi sous la forme masculine tout au long de ce travail. 57 ANDRIOT, M. et DEGROOT, J.V. et MEEKS, Jr., et al., Silicones in Industrial Applications, Dow Corning.

92
Le silicone a la particularité d’avoir certaines des ses propriétés antinomiques, en contradiction avec leur utilisation. En effet, les silicones sont hydrophobes et utilisés pour rendre un mur résistant au mouillage et paradoxalement ils restent perméables à la vapeur d’eau. Un autre exemple est l’utilisation des silicones en moulage pour permettre un démoulage facile grâce aux propriétés non adhérentes et pourtant il existe des colles et des mastics à base de silicones. Cela peu paraître contradictoire et pourtant c’est expliqué par la diversité des silicones et leurs spécificités.
Parmi les propriétés particulières des silicones nous pouvons citer58 : − la possibilité d’utilisation aux températures hautes et basses ;
− le faible changement des propriétés avec la température ;
− la grande stabilité thermique, à l’oxydation et aux rayons UV ;
− la grande compressibilité résultant du grand volume libre ;
− la grande perméabilité gazeuse ;
− la faible tension de surface ;
− la température de transition vitreuse généralement basse ;
− l’inertie aux agents chimiques et biologiques (dans la plupart des cas) ;
− la faible viscosité dans une large gamme de température et de masse moléculaire grâce à la faible interaction intermoléculaire des silicones et à la flexibilité de leur chaîne.
Polymérisation du silicone
Trois réactions chimiques transforment le polymère silicone linéaire en un réseau tridimensionnel59 :
− par le biais d’un radical ;
− par polycondensation ;
− par polyaddition.
Les deux derniers types de réactions chimiques, par polycondensation et polyaddition, permettent d’obtenir des composés macromoléculaires en mettant en jeu des fonctions chimiques autres que les doubles liaisons C=C, à savoir des fonctions alcool, acides, amines, etc.
� Polymérisation par le biais d’un radical :
Le mécanisme radicalaire consiste en « l’ouverture » d’une double liaison par désolidarisation des électrons la constituant et formation de radicaux libres. Chaque radical libre ainsi formé peut réagir avec un radical libre issu d’une autre molécule.
58 LEEMPOEL, Patrick, « Les silicones : Propriétés et applications remarquables », dans Chimie Nouvelle, vol.18, n°69, mars 2000. 59
VALOT, Henri et PETIT, Jean, Les resins synthétiques et les substances naturelles, syllabus du cours Muséologie donné à l’Ecole du Louvre.

93
Les catalyseurs nécessaires peuvent êtres : − l’énergie thermique ;
− l’énergie des rayonnements (lumière UV, rayonnements X, etc.) ;
− les peroxydes (composés chimiques contenant un groupe fonctionnel de formule générale R-O-O-R’) qui se décomposent thermiquement en radicaux libres ; − les photo initiateurs qui conduisent à des radicaux libres sous l’action de la lumière.
Cette réaction est utilisée pour les silicones de haute consistance, comme ceux utilisés pour le moulage industriel par injection ou extrusion.
� Polymérisation par polycondensation
En chimie organique classique, une réaction de condensation se produit entre deux réactifs présentant des fonctions chimiques pouvant réagir entre elles et donner deux composés, alors qu’une réaction d’addition ne conduit qu’à un seul composé.
Réaction de condensation : A + B C + D
Réaction d’addition : A’ + B’ C’
Pour les silicones employés dans le domaine du moulage, la réaction de condensation implique un système à deux composants, et c’est une fois ces deux composants mélangés que la réaction commence. Ces silicones utilisent comme catalyseur des sels d’étain. Durant la réaction, les composés d’alcool s’évaporent créant un léger retrait du matériau (± 1 %).

94
� Polymérisation par polyaddition
Comme cité plus haut, une réaction d’addition se produit entre deux réactifs résultant en un seul composé. L’absence d’un deuxième composé, susceptible de s’évaporer, permet un retrait plus faible, presque nul du matériau (± 0,1 %). Cependant, le catalyseur employé, un sel de platine, est très sensible à certains contaminants (qu’on peut retrouver à la surface de certains objets d’art) pouvant le rendre inactif et ainsi créer une inhibition de la réaction chimique60.
60 MORGΌS, András, NAGY, József, PALOSSY, Lászlóné, « New Silicone Rubber Mould-Making Materials : The Addition Type Silicone Rubbers », dans ICCOM-CC, II, 1984, p.84.20.18 – 84.20.20.

95
Caractéristiques des silicones employés pour le moulage Les silicones le plus communément utilisés pour les moulages sont les silicones élastomères
RTV « Room Temperature Vulcanizing » à deux composantes (une base et un catalyseur RTV2). Il en existe aussi à une seule composante (RTV 1) - catalysée par l’humidité atmosphérique, mais non employé pour le moulage car ils ont une forte tendance à l’adhésion. Ces silicones RTV sont des fluides visqueux qui permettent de confectionner des moules souples et élastiques. Il y a deux types de silicones RTV à deux composantes (RTV 2) : � ceux qui polymérisent par condensation : la réaction chimique qui se fait entre la base et le
catalyseur implique de l’eau, amenant un retrait du produit généralement de 1 % ; � ceux plus récents, qui polymérisent par addition : Retrait plus faible, de 0.1%. La polymérisation
peut être entravée61 par la sensibilité du catalyseur à la présence de certains contaminants, substrats, agents de démoulage, latex,… Ce type de silicone nécessite donc une surface de moulage extrêmement propre.
Tableau comparatif des propriétés générales des silicones élastomères :
RTV 1
- forte
adhésion ; - davantage
utilisé comme isolant ou comme colle.
RTV2
Par condensation (catalyseur à base de sel d’étain)
Par addition
(catalyseur à base de sel de platine)
- généralement de faible viscosité et sans produits additifs ;
- tendance à devenir brillant, à se fendre et à se déchirer après plusieurs années ;
- peut coller à la surface de certains verres, par leurs structures chimique similaires (Si-OH) ;
- plus grand retrait. - a besoin de suffisamment
d’humidité dans l’air pour pouvoir réticuler complètement.
- contient des produits
comme des sulfures, amines, étain ( ! protection de certaines œuvres) ;
- meilleure résistance chimique aux microbes et aux températures ;
- garde généralement sa flexibilité pendant des années ;
- polymérisation accélérée par un apport de chaleur ;
- sensibilité du catalyseur à certains contaminants pouvant créer une inhibition du produit (amines, soufres, sels organo-étains) ;
- Meilleure résistance aux résines époxy comme matériau de coulée.
61 On parle alors de réaction d’inhibition.

96
De façon générale, un silicone RTV2 typique, qu’il polymérise par polycondensation ou polyaddition contiendra dans sa composition les produits suivants62 :
−−−− Première composante (polymère) : o le polymère silicone (polydiméthylesiloxane) ; o des charges :
� telles que du quartz ou de la terre de diatomée pour augmenter la dureté, diminuer le gonflement et réduire le coût de production ;
� telles que du noir de carbone, de la silice colloïdale pour atteindre un taux élevé de cohésion en créant des interactions entre le polymère et les charges et entre les charges elles-mêmes.
−−−− Deuxième composante (catalyseur) : o le catalyseur de condensation ou d’addition ; o un « polyfonctionnel » silane réactif ; o autres additifs spécifiques :
� des composés de « polysiloxane diols » à chaînes courtes pour donner de la rigidité ; des groupes vinyliques qui aident à la réalisation des liaisons chimiques entre les charges et le système catalyseur et qui augmentent la dureté du mélange ;
� des plastifiants, des agents augmentant l’adhésion et des stabilisateurs thermiques.
Selon la composition du silicone, ce dernier présentera différentes propriétés, comme par
exemple une viscosité plus ou moins importante. Ainsi, il existe une large gamme de silicone à consistances variables, permettant un choix adapté à l’usage que l’on désire en faire. Par exemple, si l’on désire couler du silicone pour réaliser un moule monobloc, il sera préférable d’en choisir un suffisamment liquide pour la coulée.
D’une manière générale, je dirais qu’il existe deux grandes consistances :
− les silicones liquides, déclinés dans une large gamme de viscosité plus ou moins importante ;
− les silicones dits « putty » ayant la consistance d’une plasticine ou d’un dentifrice.
Figure 102 : Silicone putty OrmaLab 75®. La base est une pâte verte et le catalyseur d’une consistance dentifrice rouge (1). Une fois les deux composantes correctement mélangées ont obtient une couleur homogène.
62 MAISH, P.J., op.cit., p.251.

97
Les silicone « putty » sont issus du milieu dentaire où ils sont utilisés pour la prise d’empreinte des prothèses dentaires. Leur consistance pâteuse implique une certaine pression lors de leur application afin d’épouser parfaitement la surface à mouler. Les plus épais sont en général beaucoup moins souples que les silicones liquides et sont donc très utiles pour la réalisation de petites prises d’empreintes ne présentant pas de grandes contre dépouilles.
Tableau comparatif entre les silicones liquides et les silicones putty :
Silicone liquide
Silicone putty
- est coulé ; - grande précision ; - peut être très souple ; - pour le moulage de formes complexes
à contre dépouilles ; - pour des moules de grandes
dimensions ; - temps de travail et de polymérisation
long, bien que la polymérisation puisse être raccourcie selon le catalyseur employé.
- est appliqué par pression ou à l’aide d’une spatule;
- si il est épais, peut être moins précis ; - n’est pas très souple ; - ne convient pas au moulage présentant
des contre dépouilles ; - pour des moules de petites dimensions ; - temps de travail et de polymérisation
très court (quelques minutes) ; - idéal pour les surfaces verticales car ne
coule pas ; - peut être appliqué en seconde couche
comme support au moule ; - faire attention à l’appliquer de manière
homogène sinon il peut y avoir des défauts dans le rendu des surfaces.
Préparation du silicone Les silicones d’adition et de condensation se présentent sous la forme de deux composants conditionnés dans deux contenants différents : le silicone et le catalyseur. Le silicone est composé de charges en dispersion qui ont tendance à décanter. Il est donc nécessaire de mélanger le produit avant chaque utilisation de manière à obtenir un liquide homogène.
Les proportions de silicone et de catalyseur sont variables selon le produit et sont indiqués sur l’étiquette. La quantité de catalyseur peut être légèrement modifiée si l’on désire varier le temps de polymérisation. Cependant modifier les proportions de mélange peut modifier les propriétés du silicone.

98
Diminution de la quantité de catalyseur
Augmentation de la quantité de catalyseur
� La polymérisation est ralentie � Peut entraver la polymérisation
� La polymérisation est accélérée (pour
certains silicones) � Peut diminuer la résistance à la déchirure � Peut rendre le moule brillant et en
diminuer sa conservation63
Les deux composantes doivent être mélangées de manière homogène ou bien le produit final
risquerait de ne pas bien polymériser ou de perdre ses propriétés.
Figure 103 : le silicone est d’abord pesé (1), la quantité nécessaire de catalyseur est alors ajoutée à l’aide d’une pipette (2). Les deux produits dont mélangés jusqu’à l’obtention d’un mélange homogène.
Certains producteurs ajoutent un colorant dans le catalyseur permettant ainsi de visualiser
l’homogénéité du mélange obtenu. La base peut aussi présenter une couleur. Cette astuce est très pratique mais, bien que cela n’ait pas encore été observé, le colorant pourrait tacher l’objet à mouler. Si le doute s’installe, il est préférable d’effectuer un test préalable sur une zone de l’œuvre.
Cela pourrait se produire si :
� la pièce est poreuse et/ou si l’agent de démoulage n’est pas efficace ; � le silicone ne polymérise pas correctement en adhérant alors à l’original.
Il est difficile de trouver des silicones dont la base et le catalyseur soient tous les deux blancs,
c’est cependant le cas du silicone DC 3481®. Selon les marques, un même catalyseur peut être employé pour une série de silicone provenant
de la même marque. Inversement, plusieurs catalyseurs peuvent être utilisés pour un même silicone. Ces catalyseurs présentent des caractéristiques différentes : certains améliorent la durée de vie du moule, d’autres augmentent la résistance aux résines, etc.
63 KUBAN, J. Glen, Making Silicon Rubber Molds, 1991-2004 : http://paleo.cc/casting/silsum.htm

99
Les catalyseurs sont plus sensibles que le silicone et ne se conservent que pour une durée allant de quelques mois à 1 ans selon le type et la marque. Ils doivent être stockés au frais, à l’abri de la lumière et de l’humidité.
Un catalyseur souvent utilisé est le catalyseur à prise rapide. Il permet de diminuer
considérablement le temps de polymérisation du silicone. Selon les conditions ambiantes, ce dernier peut polymériser en seulement quelques minutes ou quelques heures alors qu’avec un catalyseur basique il lui faudrait 24h. Il remplace le catalyseur basique : sa quantité est équivalente et elle peut être légèrement modifiée. Il faut cependant être très prudent car si la dose de catalyseur est trop élevée, le silicone prendra très rapidement, empêchant son mélange ou sa mise en œuvre correcte.
Tableau comparatif des avantages et inconvénients du catalyseur rapide :
Avantages
Inconvénients
� Gain de temps car permet l’application
de plusieurs couches de silicone de manière plus rapide.
� Fidélité d’empreinte amoindrie car le
silicone est plus rapidement visqueux. � Ne permet pas de dé buller le silicone
avant son application
� Modification de la consistance et de la rigidité du silicone
En plus des différents catalyseurs, il existe des additifs que l’on peut ajouter au mélange pour
en faire varier la consistance. Pour augmenter la viscosité du silicone on peut utiliser un agent thixotrope et pour le fluidifier un agent diluant.
La possibilité de rendre un silicone plus visqueux et plus rigide, est très utile lorsque l’on ne
possède pas de silicone « putty ». Ceci permet d’éviter l’achat de plusieurs silicones différents, dont le prix de revient est important, et d’une conservation limitée dans le temps. Ainsi, avec un même silicone, on pourra réaliser un moule coulé (silicone de consistance liquide) et un moule estampé d’une surface verticale (silicone de consistance pâteuse). On pourra également réaliser un moule constitué d’une première couche souple, et d’une seconde couche plus rigide, permettant le soutien du moule.
L’agent thixotrope s’ajoute une fois le mélange silicone/catalyseur réalisé. Sa quantité est
variable selon la consistance souhaitée. Il n’est pas nécessaire d’en mettre beaucoup pour obtenir un mélange plus visqueux. Si on en ajoute trop, le silicone devient trop pâteux et ne permet pas d’être appliqué correctement.
Les agents diluants, destinés à rendre le mélange plus fluide, sont moins utilisés. En effet,
leur efficacité est relative et pour obtenir un mélange vraiment fluide, une grande quantité est nécessaire, ce qui affaiblit la polymérisation du silicone64. Il est alors préférable de choisir un silicone suffisamment fluide, quitte à en augmenter la consistance pour un autre emploi grâce à un agent thixotrope.
64 KUBAN, J. Glen, op.cit.

100
Pour modifier la consistance et augmenter la rigidité d’un silicone, il est également possible
d’y ajouter une charge ou un renfort. Dans la littérature on fait souvent mention de charges comme le talc, le kaolin, la silice, et de renforts comme la gaze, la toile de jute, la fibre ou le mat de verre, le treillis métallique, etc. Quelques tests de silicones chargés et renforcés ont été réalisés (voir tableau en annexe). Un tableau en annexe reprend également tous les silicones employés ou testés à l’atelier et en compare les grandes caractéristiques (voir tableau en annexe). Informations liées à la mise en œuvre du silicone
- Manipuler le silicone avec des gants. - L’agent démoulant à employer entre deux couches de silicone est de la vaseline. - L’agent démoulant entre l’œuvre et le silicone peut-être une solution de PVAL (voir p.104) - Si un pinceau est nécessaire pour l’application du silicone, il peut être nettoyé avec du white
spirit. - Le silicone peut être dé bullé avant son application (voir partie 2, p.72)
Avantages
- Grande élasticité (sauf pour les silicones à grande dureté) - Empreinte de grande précision - N’adhère que sur lui-même ou que dans quelques rares cas - Faible retrait - Diverses consistances, duretés, temps de polymérisation, temps de travail. - Différents catalyseurs et agents additifs pouvant modifier la consistance et le temps de
polymérisation - La consistance et la rigidité peuvent être augmentées par l’ajout de charges ou de renforts - Bonne conservation du moule à long terme - Peu polymériser en couche épaisse (contrairement au latex) - Le silicone est neutre
Inconvénients
- Prix de revient élevé - Peut adhérer dans quelques cas rares - Risques de contamination de l’original par les résidus des huiles silicone - Sensibilité du catalyseur d’addition à certains composés - Sensibilité à l’humidité - Silicone de condensation pas recommandé pour le coulage de résine époxy

101
LE LATEX
Nature et composition chimique
Le latex est sécrété naturellement par l’Hévéa, arbre de la famille des Euphorbiaceae ou synthétiquement grâce à la chimie du pétrole. Son nom chimique est le polyisoprene et sa formule chimique est65 :
[− CH² − C = CH – CH² −]n CH³
Caractéristiques du latex utilisé pour le moulage Le latex est un liquide fluide auquel est souvent ajouté de l’ammoniaque (+/- 0,5 à 1,7 %).66 A cause de ce composant, certains latex ne peuvent pas être utilisés comme matériau d’empreinte sans agent protecteur pour les métaux, les marbres et les ivoires sensibles à l’ammoniaque. Ainsi, pour la restauration de la céramique et du verre, une attention particulière doit être portée aux dorures susceptibles d’être endommagées.
Le latex est de moins en moins utilisé dans le domaine du moulage au profit du silicone plus performant. En effet, bien que le latex soit beaucoup moins cher, il présente un taux de retrait élevé, à cause de l’évaporation de son eau, une finesse d’empreinte souvent moins précise, la présence d’ammoniaque et une durée de vie courte du moule. Les tirages doivent donc être effectués rapidement après la confection du moule. En revanche, comme le silicone, il est flexible, il adhère peu ou pas sur les surfaces, selon la porosité de l’œuvre et le latex employé. Plusieurs duretés existent. La vaseline ne peut être employée comme agent démoulant avec le latex car elle le dissout. Réalisation d’un moule en latex
Le latex est relativement facile à mettre en œuvre bien qu’il ne polymérise qu’en fines couches, car il a besoin d’air pour sécher. Il faut attendre que la première couche sèche avant d’apposer la suivante. Le temps de séchage est assez rapide et dépend du latex employé et la température ambiante (+/- une heure). Le latex ne demande aucunes préparations ou mélanges préalables à son utilisation. Il est utilisé tel quel à sa sortie du flacon.
Généralement les dernières couches de latex sont rigidifiées et épaissies à l’aide de charges ou
de renforts. Il est également possible de réaliser les premières couches en contact avec l’œuvre en latex, et ensuite de réaliser une couche en silicone, qui peut polymériser en couche épaisse, pour élargir les parois du moule67 et gagner du temps.
65 MORTON, Maurice., Rubber technology, The Rubber Division of the American Chemical Society, 1998, p.11. 66 LARSEN, E.B., Moulding and Casting of Museum Objects, Copenhague : The school of conservation, The Royal Danish Art Academy,1981, p.20. 67 MAISH, P. Jeffrey et RISSER, Erik, « A Case Study in The Use of Cyclododecane and Latex Rubber in The Molding of Marble », dans JAIC, vol.41, n°2, été 2002, p.129.

102
Plusieurs charges pour le rigidifier ont été testées à l’atelier : le talc, le kaolin, la silice lourde MK125 et une couche de fibre de verre. Les échantillons ont nécessités plusieurs jours pour polymériser car ils faisaient entre un et deux centimètres d’épaisseur. Les charges ne sont pas restées dispersées de manière homogène et ont migrées vers la surface.
Une fois les échantillons polymérisés ont a pu constater un léger retrait de la matière. Ce
retrait s’accentue avec les jours passants. Lorsque l’on réalise un moule en latex, il faudrait donc procéder rapidement au tirage de la forme.
Figure 104 : Le latex chargé a été appliqué dans des gobelets en plastiques pendant sa polymérisation (1). Ils ont ainsi pu imprimer leurs détails, ce qui permet de comparer leur précision d’empreinte (2). Photos recto verso des échantillons après leur polymérisation (1 et 2).
Informations liées à la mise en œuvre du latex
- Manipuler le latex avec des gants, particulièrement si il est constitué d’ammoniaque. - Si le latex est appliqué à l’aide d’un pinceau, celui-ci doit être trempé préalablement dans du
savon et rincé après chaque application. - Si un moule chaussette est réalisé en latex, il faut appliquer du talc sur sa surface extérieure
pour éviter que le latex ne colle sur lui-même lors du déchaussement du moule.

103
Avantages
- Faible coût - Elasticité - Bonne fidélité des rendus de surface - N’adhère que sur lui-même, ou sur les surfaces poreuses - La consistance et la rigidité peuvent être modifiées par l’ajout de charges.
Inconvénients
- Retrait relativement important s’accentuant de jour en jour. Le tirage doit être réalisé rapidement.
- Fidélité des rendus de surface moindre par rapport au silicone - Contient de l’ammoniaque - Colle à lui-même ( ! démoulage moule chaussette) - Polymérise difficilement en couche épaisse

104
L’ ALCOOL POLYVINYLIQUE (PVAL)
Nature et composition chimique L’alcool polyvinylique est une résine vinylique sous la forme d’une poudre blanche. Le monomère de départ des dérivés vinyliques peut-être représenté par CH² = CH.R. Suivant la nature du R on obtient : − un acétate de polyvinyle (PVAC);
− un alcool de polyvinyle (PVAL) ;
− un chlorure de polyvinyle (PVC) ;
− des acétals polyvinyliques (par exemple le PVB). L’alcool polyvinylique est formé de monomères ramifiés de formule : CH² = CH −−−− OH. Il est obtenu par hydrolyse à 40°C de chaînes d’acétates de vinyle en solution alcoolique, soit à l’aide d’un catalyseur acide (acide sulfurique), soit à l’aide d’un catalyseur basique (potasse alcoolique)68 :
La réaction est arrêtée avant l’hydrolyse complète, il reste donc dans l’alcool polyvinylique des groupes acétates. Ces derniers, selon leur nombre, vont plus ou moins influencer les propriétés physiques du produit. Propriétés de l’alcool polyvinylique
Cette résine, généralement utilisée comme agent démoulant entre l’original et le matériau
d’empreinte, est apposée en fin film directement sur l’original à mouler. La question de sa réversibilité et de sa stabilité est donc essentielle.
Deux grands facteurs influencent les propriétés du PVAL :
− le degré d’hydrolyse : pour un degré d’hydrolyse de 100% il ne reste plus de groupes acétates, pour un degré d’hydrolyse de 80% il en reste 20%, etc. ;
− le poids moléculaire : qui dépend de la longueur des chaînes de polymères et donc du degré de polymérisation du produit. Le poids moléculaire de l’alcool polyvinylique dépend aussi du poids moléculaire de l’acétate de polyvinyle utilisé comme matière première.
68 HEBRARD, Michel et SMALL , Sophie, “Essais d’utilisation de l’alcool polyvinylique comme substitut des colles animales dans la conservation des bois dorés”, dans Technologie industrielles : Conservation-restauration du patrimoine culturel, Colloque AFTPV-SFIIC (Nice, 19-22 septembre 1989), Paris : AFTTPV-SFIIC, 1989, p.98.

105
Tableau des variations des propriétés du PVAL selon le degré de polymérisation et d’hydrolyse69 :
Si le degré de polymérisation
Si le degré d’hydrolyse
- la viscosité ; - l’allongement et la résistance à la
rupture ; - le pouvoir dispersant ; - la souplesse ; - la résistance à l’arrachement.
- solubilité dans l’eau ; - allongement à la rupture ; - résistance à l’arrachement ; - résistance aux solvants.
- souplesse ; - propriétés d’adhérence ; - pouvoir dispersant.
L’alcool polyvinylique est soluble dans l’eau et insoluble dans les solvants organiques (benzine, essences de pétroles, huiles, etc.). Un apport de chaleur est préférable pour facilité sa solubilité dans l’eau, mais une fois le mélange refroidit il reste parfaitement liquide.
D’une façon générale, l’alcool polyvinylique donne des films d’excellentes qualités mécaniques. Lorsqu’on le dissout dans l’eau, la tension de surface de l’eau va décroître, ce qui permet d’avoir un effet mouillant et une pénétration suffisante à l’obtention d’un bon film. Plus l’alcool polyvinylique contiendra de groupes acétates, plus la tension superficielle va décroître. Cependant, on peut ajouter une faible quantité de détergent neutre (non ionique) au mélange afin de diminuer davantage la tension superficielle.
L’alcool polyvinylique est relativement stable, cependant, comme la plupart des composés
organiques, il évolue au contact de certains produits et dans certaines situations. Plusieurs facteurs sont donc à prendre en compte70 :
− sa réaction avec des sels inorganiques pouvant le rendre insoluble. Cette réaction dépendra de la nature des sels et du degré d’hydrolyse du produit : plus celui-ci sera élevé, plus le produit sera sensible aux sels ; − sa sensibilité aux milieux acides et aux fonctions aldéhydes pouvant le rendre insoluble ;
− sa sensibilité à l’humidité qui dépendra du degré d’hydrolyse : plus celui-ci sera élevé, plus le produit sera sensible à l’humidité ; − sa possible sensibilité aux attaques des bactéries et des micro-organismes. Ce risque peut être évité par l’ajout d’un fongicide au mélange. Le risque de réaction de l’alcool polyvinylique avec des sels inorganiques pourrait donc être un facteur inquiétant lors d’une opération de moulage. En effet, le plâtre est fréquemment utilisé comme matériau de coulée ou de modelage et on a généralement recourt à l’application d’un film de PVAL sur ce dernier afin de l’isoler de l’original ou du matériau d’empreinte. Le plâtre, contenant des sels solubles, pourrait donc par contact avoir des conséquences néfastes sur le vieillissement de l’alcool polyvinylique. Cependant, il est utile de rappeler que l’agent démoulant ne joue qu’un rôle
69 CREYF, M. Eric, L’alcool de polyvinyle. Etude de ses caractéristiques, de ses propriétés physico-chimiques et de son application dans le domaine de la restauration de papier, Travail d’étude, ENSAV La Cambre, année académique 2000-2001. 70 HEBRARD, M. et SMALL , S., op.cit., p.99.

106
ponctuel, le temps de l’opération de moulage, et qu’une fois l’opération terminée il est soigneusement retiré. Le temps de contact entre les deux matériaux est donc relativement court et ne permet pas à une telle réaction d’avoir lieu, pour autant qu’il ne reste pas de résidus sur le modèle.
Enfin, pour éviter tout contact de l’alcool polyvinylique avec des sels solubles, il est préférable d’utiliser de l’eau déminéralisée pour la réalisation de la solution car les sels dissous dans l’eau peuvent engendrer un phénomène de floculation.
Recette : L’alcool polyvinylique à 5% dans l’eau déminéralisée est une solution idéale pour l’usage du PVAL comme agent démoulant. La poudre est ajoutée dans l’eau et le mélange est chauffé au bain-marie. Il faut +/- une journée pour atteindre une solution sans résidus. Deux gouttes d’un détergent neutre, comme le Varzapon®, pour 100 ml d’eau peuvent être ajoutées au mélange.
Son usage comme agent démoulant est largement répandu. Cependant d’autres agents peuvent également être employés pour isoler les œuvres. Par exemple les résines acryliques, comme le Plextol b500® et le Paraloid®, ou des dérivés de cellulose, comme la méthylcellulose71 et le carboxyméthylcellulose (CMC). Enfin, certains articles font mention de l’usage du cyclododécane comme agent démoulant72. Il est important de vérifier la compatibilité de ces produits et de leurs solvants avec les matériaux de moulage et avec le substrat de l’œuvre d’art à mouler. Le PVAL est compatible avec tous les matériaux développés dans ce mémoire. On ne peut cependant pas couler à sa surface du plâtre car l’eau solubiliserait le film de PVAL. Avantages
� Formation d’un film fin et isolant, bouchant les pores de l’original. � Bonne réversibilité � Relativement stable � Facile à préparer
Inconvénients
� Réversibilité à l’eau, ne convient pas pour les objets sensibles à l’eau � Sensibilité aux sels inorganiques
71 LARSEN, op.cit., p. 24. 72 MAISH, (2002), op.cit.

107
LES FEUILLES DE CHLORURE DE POLYVINYLE (PVC)
Nature et composition chimique Les feuilles de PVC sont constituées d’une résine vinylique, à savoir un chlorure de polyvinyle. Il existe une large gamme de feuilles PVC, de couleurs et de textures différentes selon la nature du PVC. Caractéristiques des feuilles de PVC utilisées pour le moulage
Les feuilles de PVC qui nous intéresse sont transparentes et lisses. Elles sont utilisées en restauration du verre pour la confection d’un moule fermé dont le comblement est coulé in situ73. Ce matériau peut épouser une forme par thermoformage. Il peut donc épouser la courbure d’un objet.
Ces feuilles de PVC sont utilisées dans l’industrie pour réaliser des emballages transparents et
rigides. Elles existent en différentes épaisseurs selon le fournisseur. Leurs surfaces n’adhèrent pas aux résines et offrent aux comblements un rendu lisse et brillant.
Avoir une paroi d’un moule fermé transparente présente plusieurs avantages. Particulièrement
lorsque l’on souhaite couler le comblement en résine car cette paroi permettra une meilleure observation de74 :
− l’étanchéité des parois du moule ;
− la régularité de l’épaisseur de l’espace maintenu entre les deux parois ;
− l’éventuelle formation de bulles lors de la coulée ;
− la réaction de retrait lors de la polymérisation.
L’inconvénient du matériau est cependant qu’il doit être chauffé et pressé à chaud sur la forme dont il doit prendre l’empreinte75. Cette opération ne peut clairement pas être réalisée à même l’objet, il faut donc confectionner un modèle de la forme désirée, généralement en plâtre. Le PVC est chauffé à l’aide d’un sèche cheveux et poser sur ce modèle pour en prendre le profil. La paroi du moule est ensuite fixée sur l’œuvre, à l’emplacement de la lacune, à l’aide de silicone (voir partie 2, p.76).
Cette technique est assez récente et encore peu répandue. Elle nécessite un travail de moulage plus
long mais, comme on l’a vu, présente plusieurs avantages, particulièrement intéressants pour le moulage de grandes reconstitutions en résine époxy.
73 LEMAJIT, Gorazd, « Transparent PVC Mould : Replacing Missing Pieces on Hollow Glass objects », dans Icon News, n°3, 2006, p.46-48. 74 LEMAJIT, ibid., p.46. 75 Principe du thermoformage.

108
B. LES SUBSTANCES NATURELLES
LES MATIÈRES MINÉRALES : LE PLÂTRE
Origine du plâtre
• Le gypse naturel
Le gypse, matière première du plâtre, est un sulfate de calcium naturel di hydraté : . Il fait partie des roches sédimentaires « évaporites » car elles proviennent de l’évaporation d’eau saline76.
• Le gypse synthétique
Il est le résultat d’une réaction chimique : le sulfate de sodium et le chlorure de calcium sont
traités dans des conditions de température et de concentration afin d’obtenir du sulfate de calcium et des résidus de chlorure de sodium. Le plâtre synthétique ainsi obtenu, est d’une grande pureté ce qui favorise une recristallisation mieux ordonnée. De plus, il nécessite un rapport eau/plâtre moindre pour son hydratation.
Les gypses naturels sont cependant les plus utilisés, en particulier dans le domaine des plâtres spéciaux destinés à la décoration et au moulage.
Tableau comparatif du gypse naturel et du gypse synthétique77 :
GYPSE NATUREL
GYPSE SYNTHETIQUE
Source
NATURE
INDUSTRIE CHIMIQUE ET
PETROLIERE
Composition CaSO4 2H2O CaSO4 2H2O Degré de purification 85% - 90% ˃ 97% Avantages
− bon marché ; − inoffensif pour la santé et respecte les principes écologique.
− haut degré de purification ; − stable, de très bonne qualité ; − inoffensif pour la santé et respecte les principes écologiques.
Désavantages
− pas stable, dépend de la source ; − contamination par les pollutions.
− cher, dépend des processus de production.
76 Il existe également d’autres hypothèses de formations naturelles par l’action chimique sur le calcaire ou encore pas l’action de bactéries. 77 DREES, Carine, Technologie des matériaux, Syllabus du cours donné à l’Institut De Mot-Couvreur, 2009-2010, p.11

109
Fabrication du plâtre
Le plâtre est un produit manufacturé à partir de gypse naturel ou synthétique. Le gypse est une structure feuilletée présentant une alternance de couches d’eau et de sulfate de calcium. On peut lui retirer une partie de son eau de cristallisation et le transformer en semi hydrate ou plâtre de formule :
Cette réaction est réversible car en le mélangeant avec de l’eau78, le plâtre se réhydrate et reforme le gypse de départ.
Tous les procédés de fabrication du semi hydrate, donc du plâtre, comprennent les étapes suivantes :
− extraction du gypse, suivi quelquefois d’un traitement initial (tri, lavage des pierres, séchage) ; − séparation en poudre et blocs de gypse ;
− cuisson et traitement post-cuisson ;
− broyage ou « broyage sélectage » ;
− mélange d’une ou plusieurs variétés de plâtre avec des additifs ;
− conditionnement (sac, vrac).
Il existe deux procédés de cuisson différents pour déshydrater le gypse79 :
� Procédé par voie sèche : le plus répandu qui consiste à cuire le di hydrate sous pression atmosphérique à une température voisine de 150 °C. Il permet d’obtenir le semi hydrate bêta.
� Procédé par voie humide : consiste à cuire sous une pression de vapeur d’eau de deux à huit bars,
éventuellement en présence d’agents chimiques modificateurs de cristallisation. Il permet d’obtenir le semihydrate alpha. Ce procédé a un coût de production plus élevé et représente un très faible pourcentage du plâtre produit. Il est cependant à l’origine du développement des plâtres de moulage de grande dureté.
Selon le procédé de cuisson effectué, les qualités du plâtre seront changeantes. Les plâtres alpha et
bêta, bien qu’ils aient la même structure chimique, présentent des propriétés différentes :
Tableau comparatif du plâtre alpha et du plâtre bêta :
Plâtre αααα (ex. plâtre dur)
Plâtre ββββ (ex. plâtre tendre, plâtre de Paris)
Cuisson Voie humide Voie sèche
Forme des cristaux Réguliers, fins Irréguliers, en agrégats, plus gros
Rapport eau/plâtre Faible, peu poreux Elevé, poreux
Dureté, résistance Importante car contient peu d’eau Faible car demande beaucoup d’eau
78 Cette eau ajoutée est appelée eau de gâchage, le gâchage du plâtre ayant pour but de lui faire récupérer l’eau perdue lors de la cuisson. 79 BARTHE, G., Le plâtre, l’art et la matière, Paris: Créaphis, 2001

110
Propriétés des plâtres de moulage Il existe une très grandes diversités de plâtre : plâtre de moulage, plâtre fin, plâtre pierre, plâtre spécial, plâtre de Paris (devenu dans de nombreux pays synonymes de plâtre de moulage), etc., ayant tous des propriétés spécifiques à leur application.
Parmi les plâtres dits « de moulage » on peut citer : les plâtres pour le moulage artistique et le staff80, les plâtres dentaires, ceux destinés à la fonderie, à la céramique, aux applications médicales.
Tous ces plâtres contiennent le même produit de base, le sulfate de calcium, mais présentent soit des modifications de fabrication, soit de composition par ajout de petites quantités de produits additifs. Ces derniers permettent de formuler des plâtres ayant la cinétique de prise, la rhéologie, l’expansion souhaitée par les utilisateurs.
Plusieurs caractéristiques principales permettent de distinguer et de comparer les plâtres de
moulage : • Le rapport eau/plâtre Le rapport eau/ plâtre est un facteur déterminant pour les propriétés chimiques finales du plâtre. C’est pourquoi il est très important de bien respecter les proportions prescrites par le fabricant. Ce rapport peut varier dans de larges proportions selon le plâtre employé. Avec des plâtres bêta, les P/E (rapport plâtre sur eau) seront voisins de 125 à 150 %, avec des plâtres alpha des P/E seront supérieurs à 250 %.
Influence du P/E sur les caractéristiques des plâtres de moulage81 :
P/E
125
150
175
200
225
250
275
300
E/P
0,80
0,67
0,57
0,50
0,44
0,40
0,36
0,33
Résistance mécanique (compression en MPa)
9,0
13,0
17,6
23,0
29,2
36,0
43,6
51,8
Porosité (cm3/100g de plâtre)
57
46
37
31
27
23
20
17
Expansion (%)
0,13
0,18
0,23
0,28
0,33
0,38
0,43
0,48
Densité de pâte (kg/l)
1,52
1,59
1,64
1,70
1,74
1,78
1,82
1,86
Densité apparente du produit sec (kg/l)
1,05
1,20
1,32
1,44
1,54
1,64
1,72
1,80
• Le temps de prise Comme cité précédemment, le temps de prise est la transformation progressive du semi hydrate en dihydrate par réaction avec l’eau de gâchage. Pour l’utilisateur, il y a trois points de repères : le temps limite de coulabilité ; les débuts et fin de prise ; le temps de démoulage. On choisira un plâtre avec une limite de coulabilité importante si l’on désire couler un grand nombre de pièces, et inversement, un plâtre à prise rapide pour la réalisation de petites pièces.
80 Le staff est un plâtre mélangé avec des fibres (pouvant être végétales, synthétiques ou de verre). 81 BARTHE, op.cit., p.26.

111
• La granulométrie de la poudre Les plâtres de moulage sont généralement fins, débarrassés des particules supérieures à 160 µm gênantes aux opérations de lissage. Au plus grande sera la finesse du plâtre, au plus précise sera la reproduction des détails.
• Le taux d’expansion Durant sa prise, le plâtre subit une expansion pouvant aller de 1 mm/m à 5 mm/m. Plus il y a d’eau, plus le gonflement sera élevé. Cette propriété d’expansion rend le plâtre particulièrement apte aux moulages car le plâtre pénètre en force dans tous les creux du moule. Parallèlement, si on veut obtenir une réplique parfaitement identique dimensionnellement on évitera un plâtre qui gonfle beaucoup. Il existe à cet usage des plâtres spéciaux sans expansion grâce à l’ajout de catalyseurs qui la diminue (cadmium, nickel, cuivre, zinc).
• La dureté, résistance La dureté du plâtre est fonction de son mode de fabrication, de sa contenance en eau et donc de sa porosité. Plusieurs charges ou additifs peuvent également être ajoutés pour augmenter la dureté comme par exemple de la poudre d’époxy82. Plus un plâtre sera dur, plus il résistera à l’opération délicate du démoulage. Inversement, plus il sera dur plus il nécessitera un moule à membrane souple. Enfin, généralement plus un plâtre sera dur, plus il sera lourd. Dans certains cas, un comblement lourd peut être nécessaire pour l’équilibre de l’œuvre.
Préparation du plâtre La préparation du plâtre consiste en sa réhydratation jusqu’à l’obtention d’une consistance
crémeuse afin d’obtenir après séchage une masse solide inerte de même composition que le gypse de
départ.
Lorsque l’on prépare du plâtre il est important d’évaluer le volume dont on aura besoin pour
éviter tout gaspillage et de mesurer correctement le rapport d’eau nécessaire à la quantité de plâtre
souhaitée. Selon le plâtre utilisé, le rapport eau/plâtre ainsi que le volume obtenu après gâchage est
variable. Ces informations sont généralement indiquées sur l’emballage ou données par le fournisseur.
Une fois la quantité d’eau préparée, le plâtre est saupoudré délicatement dessus afin d’éviter la
formation de grumeaux. Il est très important de ne pas verser l’eau sur le plâtre car alors la réaction de
prise de ce dernier ne se ferait pas correctement. Avant de mélanger le plâtre on attend un peu qu’il se
soit bien humidifié. Le gâchage peut alors se faire avec une spatule ou avec ses mains pour mieux
sentir l’emplacement des grumeaux. Le gâchage doit se faire dans un geste lent et délicat pour éviter la
formation de bulles dans le mélange. Cependant cette opération ne doit pas être trop lente sinon le
plâtre risquerait de commencer à prendre et tous mouvements supplémentaires empêcheraient le plâtre
de durcir convenablement et le matériau serait affaibli.
Le temps de prise est encore une fois variable au type de plâtre utilisé et il est très important
d’attendre que le plâtre soit bien sec avant de procéder à son démoulage. Lorsque le plâtre est coulé
dans un moule on doit laisser refroidir complètement la masse avant de procéder à son démoulage car
un refroidissement brusque pourrait provoquer des fractures. 82 c’est le cas du plâtre Gsuper® testé en atelier et fournit par Mida composites.

112
Pour permettre que le plâtre une fois utilisé et durcit se décolle facilement de son récipient, on
peut utiliser des récipients souples comme des balles ou bols de caoutchouc ou encore apposer de
l’huile de vaseline (voir p.124) sur les parois du récipient avant la préparation du plâtre, celle-ci jouant
le rôle d’agent démoulant.
Réaction de prise du plâtre La prise est la transformation progressive du semi hydrate par réaction avec l’eau de gâchage. Ce phénomène est complexe et présente plusieurs étapes : 1. Stade de suspension Le semi hydrate plongé dans l’eau devient une solution qui reste fluide. Les
particules de sulfate deviennent transparentes par la pénétration de l’eau dans les cristaux.
2. Stade de formation Durcissement et réaction exothermique provenant du changement d’état. du di hydrate 3. Stade de sursaturation Ralentissement du durcissement, la surface devient brillante. 4. Stade de cristallisation Formation de longs cristaux fibreux sous formes d’aiguilles qui grossissent et
s’agglomèrent en augmentant de volume : expansion de prise.
5. Stade d’évaporation L’évaporation de l’eau physiquement liée entre les cristaux amène le séchage du di hydrate et provoque des porosités dans le plâtre ainsi qu’un léger retrait (inférieur au taux d’expansion).
La réaction de prise du plâtre peut être accélérée ou ralentie grâce à certains facteurs83. Il n’est pas souvent nécessaire d’avoir recours à ces moyens et il n’est pas recommandé de trop retarder la prise du plâtre car cela peut rendre le matériau trop fragile.
Tableau des modifications de la réaction de prise du plâtre :
Réaction de prise
Réaction de prise
- Par un gâchage « dur » avec un minimum d’eau, le plâtre est renforcé mais les propriétés changées ;
- utilisation d’eau chaude ; - utilisation d’eau blanche, c.à.d. de l’eau qui
contient déjà un peu de plâtre pris ; - utilisation d’eau salée ; - adjonction de sulfate de potassium pour
empêcher la dilatation du plâtre ; - adjonction d’un alun potassique.
- Par un gâchage « clair » avec un excès d’eau
mais ce n’est pas recommandé car cela affaibli le matériau ;
- utilisation d’eau froide ; - adjonction d’une solution saturée de borax ; - adjonction de chaux calcinée.
83 CLÉRIN, Philippe, La sculpture, toutes les techniques, Paris : Dessain et Tolra, 2002, p.75.

113
Informations liées à la mise en œuvre du plâtre - l’agent démoulant à utiliser entre deux couches de plâtre est du savon liquide ou de la vaseline (par exemple pour la confection d’une chape en deux parties). Avantages
� Grande variété présentant plusieurs duretés, taux d’expansion, temps de
travail, temps de prise, etc. � Permet un travail de surface précis � Peu cher (dépend des plâtres) � Préparation facile � Se dilate légèrement et prend bien les reliefs du moule (si il est coulé) � Peut être renforcé � Durée de stockage illimitée � Prise rapide, temps de travail court
Inconvénients
� Non élastique, non plastique (peu aussi être un avantage) � Faible résistance mécanique (dépend des plâtres) � Non réutilisable � Lourd � Colle aux surfaces � Réaction exothermique pendant sa prise � Apport d’eau, d’humidité � Présence de sels

114
LES ARGILES
Nature et composition L’argile est une matière naturelle produite par l’érosion des couches superficielles de la croûte terrestre, ce qui en fait un matériau abondant dans la nature. Elle est issue de la dégradation des roches silicatées, formées en profondeur et qui s’altèrent sous l’effet du climat, lorsqu’elles affleurent84. Elle est composée principalement de silice et d’alumine et d’autres éléments en quantité plus faible considérés comme impuretés : fer, magnésium, soude, calcium, potassium etc. On distingue deux types d’argiles : l’argile dit « primaire », que l’on trouve à proximité de la roche- mère, et l’argile dite « secondaire » ou « sédimentaire », qui est charriée et sédimentée à distance, constituée d’un mélange de sédiments de différentes origines. Ce dernier type d’argile, davantage en contact avec des matières organiques en décomposition, présente une plasticité plus importante. Il faut également distinguer « argile » et « pâte céramique ». L’argile est la matière naturelle extraite et la pâte céramique est un mélange d’argile avec d’autres matières minérales ou un mélange d’argiles de différentes origines. Les pâtes de céramiques permettent donc d’obtenir des pâtes dont on pourra modifier les propriétés, comme par exemple, la plasticité, la quantité de retrait, la température de cuisson, la couleur, etc.85 Caractéristiques de l’argile pour le moulage L’argile, selon sa composition, peut être extrêmement plastique et d’une granulométrie fine permettant un modelage facile et précis. Elle est donc souvent utilisée pour la confection de modèles transitoires destinés à être ensuite moulés. L’inconvénient majeur est alors son plus ou moins grand retrait, variable selon la composition de l’argile, se produisant lors de son séchage et de sa cuisson. Elle ne peut donc pas être utilisée lorsque les dimensions du modèle doivent être d’une précision fidèle. De plus, l’argile peut être très collante et grasse ce qui n’en fait pas un matériau de prédilection pour le contact direct avec l’original. Le retrait de la terre lors de son séchage peut aussi être un avantage. En effet, si de la barbotine est coulée dans un moule poreux, comme du plâtre, son retrait permettra au tirage de ne pas coller aux parois internes du moule, et facilitera son démoulage. L’inverse est également valable, si du plâtre est coulé dans un moule de terre encore humide. L’argile peut aussi être utilisée pour la confection de barrières ou de plans de joints lors de la réalisation d’un moulage d’un modèle transitoire, c’est-à-dire d’un tesson intermédiaire. En effet, ce dernier, d’un usage temporaire, peut être taché sans en empêcher pour autant son usage. Son avantage majeur est alors son faible coût de revient en opposition aux pâtes à modeler et sa plus grande plasticité facilitant sa mise en œuvre.
84 BERDUCOU, Marie, « La céramique archéologique », dans La conservation en archéologie : Méthodes et pratiques de la conservation des vestiges archéologiques, Paris : Masson, 1990, p.80. 85 RHODES, Daniel, Terres et glaçures : les techniques de l’émaillage, Dessain et Tolra, 2006, p. 29.

115
Figure 105 : Tesson intermédiaire réalisé en Plastiline®.
Figure 106 : De la terre est utilisée pour la réalisation du plan de joint. Sa grande plasticité diminue le temps de mise en œuvre, en comparaison à la Plastiline® de dureté 55. Les murs du moule sont cependant réalisés en Plastiline® car ils nécessitent une certaine rigidité pour supporter le poids du plâtre qui sera coulé.
Avantages
� Faible coût de revient � Grande plasticité (il existe cependant de la Plastiline® très souple) � Mise en œuvre facile, bon travail de surface
Inconvenients
� Adhère et est plus ou moins grasse ! aux contacts direct avec l’original � N’est pas élastique et peut se déformer plastiquement � Sèche et se rétracte (parfois un avantage)

116
LES MATIÈRES GLUCIDIQUES : L’A LGINATE Nature et composition L’alginate est un hydrocoloïdes tiré d’une algue brune de la famille des laminaires provenant des mers extrême-orientales. Cette substance fait partie des mucilages végétaux, comme l’amidon ou les dextrines, qui sont des polysaccharides produits par le métabolisme de certaines plantes.
Ces composés contiennent des fonctions hydroxyles OH en très grand nombre. Ces fonctions sont très hydrophiles ce qui explique que ces matières sont plus ou moins solubles ou gonflables dans l’eau86.
Le produit se présente sous la forme d’une poudre, généralement de couleur bleu, verte ou
rose, que l’on mélange à de l’eau afin d’obtenir une pâte. Ce matériau est utilisé dans le domaine dentaire, pour la prise d’empreinte servant à la confection de prothèse, car il n’est pas toxique et sa propriété hydrophile convient à l’humidité de la bouche. L’alginate est alors composé de87 :
− Alginate de potassium ;
− Sulfate de calcium ;
− Terre de Diatomée. Caractéristiques de l’alginate utilisé pour le moulage
On peut l’obtenir chez des fournisseurs dentaires qui le conditionnent en petite quantité et de
manière hygiénique. Plusieurs types d’alginate sont alors fournis, à l’élasticité et temps de prise variables. .On peut aussi la trouver en plus grande quantité, chez des fournisseurs de matériaux de moulage.
L’alginate est donc utilisé pour la prise d’empreinte car il offre une relativement bonne
précision de surface. Il a cependant tendance à buller ou a faire des grumeaux si il n’est pas correctement mélangée. Les dentistes utilisent un mélangeur automatique, ce qui leur permet d’obtenir une précision d’empreinte importante. D’autant plus que son temps de prise est très court, on ne peut donc pas passer trop de temps à son mélange. Il est souvent employé pour la prise d’empreinte de grande dimension car son prix de revient est faible. Sa neutralité, en fait un matériau de prédilection pour le moulage du corps humain (voir figure page suivante). Il a en revanche, tendance à adhérer aux surfaces poreuses.
Son inconvénient majeur est son fort retrait lorsque l’empreinte ou le tirage confectionné n’est
pas directement emballée sous vide ou en atmosphère saturée d’eau (voir figure page suivante), évitant ainsi l’évaporation rapide de son eau constituante. La copie doit donc être rapidement coulée et le moule obtenu ne peut être conservé. L’alginate a une résistance mécanique faible et son élasticité n’est pas bonne. Sa manipulation ou son démoulage doit donc se faire en douceur pour éviter qu’elle ne se déchire. De plus, l’alginate en séchant a tendance à s’effriter et à devenir cassante.
86 MASSCHELEIN-KLEINER, Liliane, Liants, vernis et adhesives anciens, Bruxelles : Institut royal du Patrimoine artistiques, 1992, p.65. 87 DREES, C., Prothésiste dentaire : aspects cliniques, syllabus de l’Institut de Mot-Couvreur, non publié.

117
Dans des cas plus rares, l’alginate peut être utilisé pour la réalisation d’un tesson intermédiaire. Ce tesson ne pourra cependant pas être moulé avec un matériau sensible à l’humidité, comme le silicone. (voir synthèse générale p.125). Il ne pourra pas non plus être moulée en latex, car celui-ci demande plusieurs couches nécessitant un long temps de séchage. A peine le latex aura-t-il commencé à sécher que l’alginate aura déjà rétrécit (voir synthèse générale).
Figure 107 : Une main est moulée à l’aide d’alginate (1). Une fois l’alginate prise, la main est délicatement retirée du moule (2). Du plâtre est coulé directement dans le moule (3).
Figure 108 : Le moule en alginate est retourné et détruit à l’aide d’un scalpel pour permettre le retrait du tirage (2 et 3). Le moule ainsi réalisé est un moule à creux perdu, ne servant que pour un seul tirage.
Figure 109 : Le moule et le tesson intermédiaire en alginate
sont placé à l’abri de l’air dans un sachet sous vide.

118
Avantages
� Prix faible � Temps de prise rapide (peut parfois être un inconvénient) � Bon rendu des détails mais à tendance à buller � Hydrophile
Inconvénients
� Retrait important et rapide à l’air � Moule humide, ce qui limite les matériaux de coulée (pas pour la résine époxy) � Le moule ne se conserve pas � Temps de prise rapide (peut parfois être un inconvénient) � Résistance mécanique et élasticité faible � A tendance à adhérer

119
LES MATIÈRES GRASSES SOLIDES : LES CIRES Nature et composition Les cires appartiennent à la famille des cérides qui sont des lipides ou matières grasses contenant des esters d’acides organiques et d’alcools à longue chaîne que l’on appelle acides gras. Ce sont des substances solides et facilement fusibles, insolubles dans l’eau mais pour la plupart solubles dans les hydrocarbures aromatiques, aliphatiques ou chlorés, ainsi que dans l’éthanol à chaud.88 Il existe différentes catégories de cires selon leurs origines : minérales (ozokérite, paraffine, cires microcristallines), végétales (cire candelilla, carnauba) et animales (cire d’abeille, cire chinoise). Il existe également des cires synthétiques. Ces cires ne sont pas considérées comme des cérides de même que les cires minérales, extraites des terres bitumeuses ou du pétrole. Caractéristiques des cires utilisées pour le moulage
Les cires d’origines minérales ne sont pas utilisées comme matériau principal dans le domaine du moulage mais sont ponctuellement utilisées comme additif, afin de modifier les propriétés des autres cires. Ainsi, la dureté, l’adhésivité, la température de transition vitreuse ou de fusion, l’élasticité ou encore la tension superficielle d’une cire peuvent être augmentées ou diminuées grâce à son mélange avec une cire aux propriétés différentes89.
De manière générale, la température de fusion d’une cire peut aller d’environ 50 à 120°C. En
refroidissant, selon leurs compositions et qualités, les cires subissent une légère rétraction. Cette caractéristique, bien qu’elle diminue la fidélité de reproduction, peut faciliter dans certains cas le démoulage des cires, la rétraction les détachant des parois du moule.
Les cires de manière générale, sont utilisées comme matériau de modelage pour la confection
d’une forme qui servira de modèle à mouler. Leur dureté parfois élevée ne permet pas toujours un modelage facile, et inversement si elles s’avèrent trop molles, elles deviennent poisseuses et trop facilement déformables plastiquement sous la contrainte ou la chaleur. Elles sont cependant très utiles dans la réalisation de moules à cire perdue dont je ne développerai pas la technique dans ce travail car peu utile en restauration du verre et de la céramique.
Les cires, plus rarement, peuvent également être employées comme matériau d’empreinte mais
encore une fois, leur dureté implique une pression importante sur l’original et leur manque d’élasticité peut causer des déformations lors de leur démoulage. Pour une meilleure fidélité des détails, elles peuvent être coulées à l’état liquide mais alors leur température relativement élevée peut endommager l’original. Un dernier inconvénient est bien sûr leur aspect gras et poisseux nécessitant une bonne protection de l’original pour éviter toute contamination. Cette protection peut se faire à l’aide de PVAL (voir p.104) et d’une fine couche de talc.
88 MASSCHELEIN-KLEINER, Liliane, op.cit, p.53. 89
DELCROIX, Gilbert, « Les cires », dans Les cires :Matériaux de sculpture, matériaux de restauration, Actes de Colloque, Tours : Les rencontres de l’ARSET, n°1, p.7-16.

120
Une bonne alternative aux cires en bloc est les cires sous forme de feuilles utilisées entre autre dans le domaine de la dentisterie. Ces feuilles, de quelques millimètres d’épaisseur, peuvent être facilement ramollies à la chaleur et ensuite appliquées sur la surface dont elles doivent prendre l’empreinte. Une fois refroidies, elles gardent la forme ainsi obtenue et peuvent être utilisées comme support ou parois d’un moule pour la réalisation de comblements.
Figure 110 : Feuille de cire Cavex®, disponibles en plusieurs duretés :
soft, regular et hard.
Enfin, les cires peuvent aussi être utilisées comme matériau de coulée, pour la restauration des objets en cires ou pour la restauration d’objets à l’aspect proche ou similaire, par exemple l’albâtre.
La diversité des cires et leurs possibilités de mélange permettent de sélectionner la cire ou le
mélange adapté à leurs usages que ce soit le modelage, la taille, la coulée, etc. De plus, certains fournisseurs proposent des cires à modeler composées de cires, de résines, d’huiles, etc. Ces mélanges, à base de diverses substances naturelles, doivent cependant être utilisés avec prudence car leur composition n’est pas toujours précisé et certains de leurs constituants pourraient endommager l’original. Avantages
� Grandes diversités aux propriétés variables � Permet un bon travail de surface � Peut être fondue ou ramollie à la chaleur � Faible adhérence
Inconvénients
� Pas toujours facile à modeler à cause de leurs duretés � Ne sont pas élastiques, peuvent se déformer plastiquement
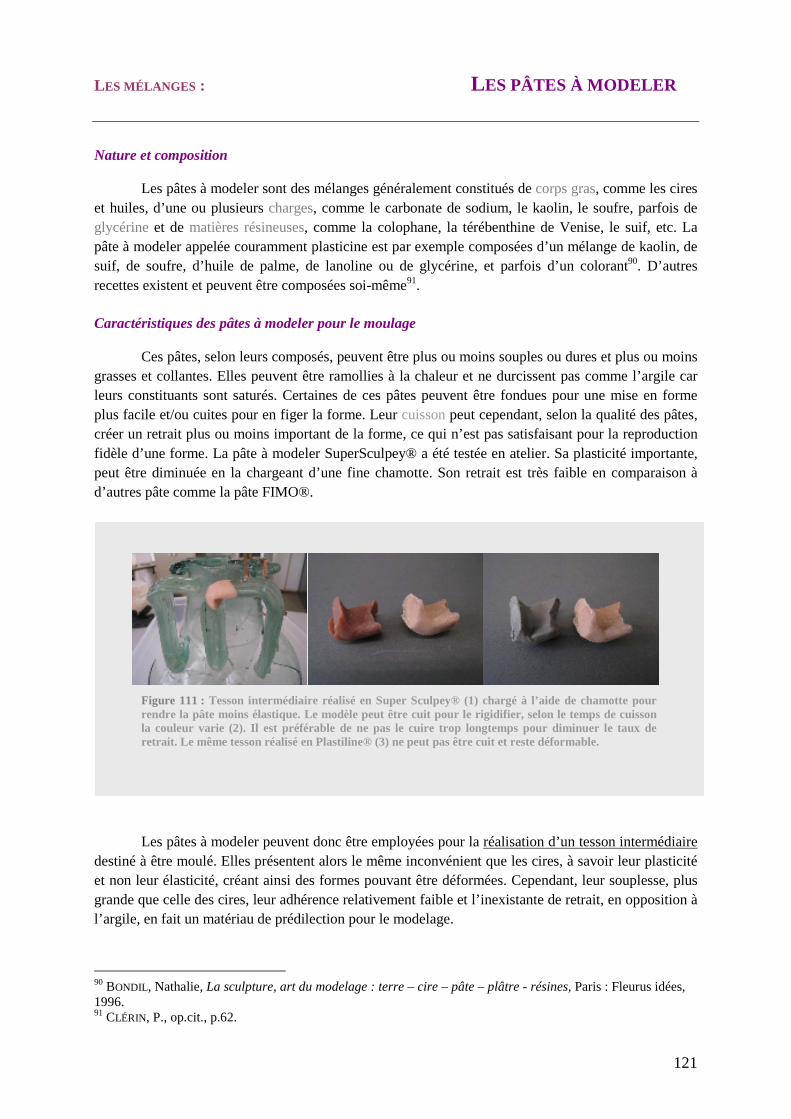
121
LES MÉLANGES : LES PÂTES À MODELER Nature et composition Les pâtes à modeler sont des mélanges généralement constitués de corps gras, comme les cires et huiles, d’une ou plusieurs charges, comme le carbonate de sodium, le kaolin, le soufre, parfois de glycérine et de matières résineuses, comme la colophane, la térébenthine de Venise, le suif, etc. La pâte à modeler appelée couramment plasticine est par exemple composées d’un mélange de kaolin, de suif, de soufre, d’huile de palme, de lanoline ou de glycérine, et parfois d’un colorant90. D’autres recettes existent et peuvent être composées soi-même91. Caractéristiques des pâtes à modeler pour le moulage Ces pâtes, selon leurs composés, peuvent être plus ou moins souples ou dures et plus ou moins grasses et collantes. Elles peuvent être ramollies à la chaleur et ne durcissent pas comme l’argile car leurs constituants sont saturés. Certaines de ces pâtes peuvent être fondues pour une mise en forme plus facile et/ou cuites pour en figer la forme. Leur cuisson peut cependant, selon la qualité des pâtes, créer un retrait plus ou moins important de la forme, ce qui n’est pas satisfaisant pour la reproduction fidèle d’une forme. La pâte à modeler SuperSculpey® a été testée en atelier. Sa plasticité importante, peut être diminuée en la chargeant d’une fine chamotte. Son retrait est très faible en comparaison à d’autres pâte comme la pâte FIMO®.
Figure 111 : Tesson intermédiaire réalisé en Super Sculpey® (1) chargé à l’aide de chamotte pour rendre la pâte moins élastique. Le modèle peut être cuit pour le rigidifier, selon le temps de cuisson la couleur varie (2). Il est préférable de ne pas le cuire trop longtemps pour diminuer le taux de retrait. Le même tesson réalisé en Plastiline® (3) ne peut pas être cuit et reste déformable.
Les pâtes à modeler peuvent donc être employées pour la réalisation d’un tesson intermédiaire
destiné à être moulé. Elles présentent alors le même inconvénient que les cires, à savoir leur plasticité et non leur élasticité, créant ainsi des formes pouvant être déformées. Cependant, leur souplesse, plus grande que celle des cires, leur adhérence relativement faible et l’inexistante de retrait, en opposition à l’argile, en fait un matériau de prédilection pour le modelage.
90 BONDIL, Nathalie, La sculpture, art du modelage : terre – cire – pâte – plâtre - résines, Paris : Fleurus idées, 1996. 91 CLÉRIN, P., op.cit., p.62.

122
Elles sont rarement utilisées comme matériau d’empreinte ou comme support à un comblement. En revanche, elles sont régulièrement employées pour la confection de barrières ou de plans de joints lors de la réalisation d’un moulage. L’argile, généralement employée pour cette tâche et moins chère, est moins utilisée en restauration d’œuvres d’art car elle adhère davantage à l’original, sèche vite et peut être une source d’humidité. Une attention particulière doit être portée à la composition des pâtes à modeler si elles entrent en contact avec du silicone d’addition lors du processus de moulage. En effet, ce dernier est sensible à certains contaminants susceptibles d’être présents dans les pâtes, comme le soufre, pouvant créer une inhibition du matériau. Il est donc toujours préférable de tester la compatibilité des matériaux entre eux avant de les employer sur l’original. Mise en œuvre
- Du talc peut être utilisé en addition d’un agent démoulant
Avantages
� Grande diversité aux propriétés variables � Ne sèchent pas � Peuvent être ramollies à la chaleur et parfois être fondues � Peuvent parfois être cuites ce qui permet d’éviter toute déformation plastique � Facile à mettre en œuvre et permettent en général un bon travail de surface
Inconvénients
� Sont généralement grasses et adhérent aux surfaces � Ne sont pas élastiques, peuvent se déformer plastiquement � Peuvent présenter un retrait à la cuisson � Attention à leur composition si en contact avec du silicone d’addition � Prix parfois élevés mais souvent réutilisable
123
LA PLASTILINE ®
Nature et composition La Plastiline® est une pâte à modeler commercialisée par la marque J.Herbin. Cette dernière ne donne pas beaucoup d’indications sur la composition du produit qui serait une préparation à base d’huile, de cires minérales et de charges92. Selon une autre source, la charge serait du carbonate de sodium et la cire minérale serait de la paraffine93. Caractéristiques de la Plastiline® pour le moulage Malgré les informations peu précises sur la composition du produit, le producteur affirme qu’elle est compatible avec le silicone d’adition. Jusqu’à présent, nos observations ont pu confirmer cette caractéristique. Ceci permet donc d’utiliser la Plastiline® pour la confection de modèles ou de plans de joints directement en contact avec le silicone d’adition. Cette pâte à modeler est la plus utilisée en restauration d’œuvres d’art car elle n’est pas grasse et n’adhère presque pas à l’original. Les risques de contamination ou d’altération de l’original sont donc plus faibles. De plus, le produit existe en cinq duretés différentes : 40,50, 55, 60, 70. La dureté 55, est idéale pour la confection de tesson intermédiaire. Celle de 40, plus élastique se prête davantage pour la confection de plans de joints et de barrières. La pâte peut être ramollie à la chaleur ou fondue et ne sèche pas. Avantages
� Ne crée pas d’inhibition du silicone d’addition à son contact � Pâte à modeler non grasse � Adhérence faible � Plusieurs duretés existantes � Peut être fondue � Facile à mettre en œuvre et permet un bon travail de surface � Ne sèche pas, est réutilisable
Inconvénients
� N’est pas élastique et peut se déformer plastiquement
92 http://www.plastiline.fr/plastiline_techniques.php (consulté le 23 janvier 2011) 93 BONDIL, N., op.cit., p.34

124
LA VASELINE
Nature et composition La vaseline est un mélange de substances naturelles telles que des huiles minérales, de la paraffine et des cires microcristallines94. C’est une graisse incolore. Caractéristiques de la vaseline pour le moulage La vaseline est utilisée dans le domaine du moulage comme agent démoulant empêchant, entre autre, le collage du silicone sur lui-même dans la confection d’un moule à deux ou plusieurs parties, ou le collage du plâtre sur lui-même lors de la confection d’une chape. Elle peut être achetée sous forme de gelée ou sous forme liquide, appelée huile de vaseline ou huile à polir. Il est intéressant de mélanger les deux produits pour obtenir un liquide visqueux afin de permettre la formation d’une couche suffisamment fine et étanche.
Après moulage, la vaseline peut être enlevée à l’aide d’un coton et d’acétone. Ce produit est très gras et il est donc préférable de ne pas en apposer directement sur un modèle original poreux. La vaseline ne peut pas être utilisée avec du plâtre car elle dissout ce matériau. Avantages
� Permet au silicone de ne pas coller sur lui-même � Se présente sous la forme de gelée et sous la forme liquide
Inconvénients
� Produit gras qui peut contaminer l’original � Pas compatible avec le latex
94 http://www.vaseline.ca/Product.aspx?Path=Consumer/OurProducts/PetroleumJelly&locale=fr-CA (consulté le 4 avril 2011)

125
SYNTHÈSE GÉNÉRALE
CRITÈRES À PRENDRE EN COMPTE POUR LE CHOIX DU PROCÉDÉ DE MOULAGE ET DE SES MATÉRIAUX

126
Trois grands facteurs influencent le choix du procédé de moulage et de ses matériaux : la
forme de l’élément à mouler, son matériau constitutif, et le matériau du comblement final. De ces facteurs, découlent une série de critères à poser (nature, contre- dépouilles, fragilité, porosité, etc.). Enfin, ces critères aboutiront à la nécessité d’employer tels procédés et/ou tels matériaux. Souvent, il faudra procéder à des compromis car par exemple, la forme de l’élément à mouler conditionnera le choix d’un matériau spécifique alors que sa nature ne préconisera pas son emploi. FORME DE L’ÉLÉMENT À MOULER : TAILLE
- GRANDE DIMENSION : ! gaspillage matériau d’empreinte :
� Privilégier un moule en plusieurs parties avec chape (p.50) � OU utiliser un matériau d’empreinte peu coûteux (latex p.101,
alginate p.116)
RELIEFS
- TRÈS FINS : ! précision du matériau d’empreinte :
� Privilégier l’emploi d’un silicone liquide ou de consistance dentifrice, bien que certains silicones putty soient aussi très précis (p.97)
! choix du plan de joint si un moule en plusieurs parties est nécessaire :
� Ne pas faire passer le plan de joint sur une zone dont l’empreinte doit être précise (p. 66)
CONTRE- DÉPOUILLES
- OUI : ! souplesse du matériau d’empreinte :
� Au plus les contre- dépouilles seront grandes et nombreuses, au plus le matériau d’empreinte devra être souple (privilégier un silicone de type M903)
! choix du procédé de moulage :
� Privilégier un moule en plusieurs parties OU un moule en une pièce mais avec un matériau d’empreinte très souple
! choix du plan de joint si un moule en plusieurs parties est choisi :
� Déterminer le plan de joint selon l’emplacement des contre- dépouilles (p.66)

127
MATÉRIAU DE L’ÉLÉMENT À MOULER : NATURE
! compatibilité avec les matériaux de moulage (agent démoulant, empreinte) (voir risques p.56)
POROSITÉ
! contamination par le matériau d’empreinte (p.56) :
� Privilégier un silicone putty à polymérisation rapide (p.97)
� Appliquer un agent démoulant si nécessaire ! contamination par l’agent démoulant (p.56) :
� Choisir un agent réversible et compatible ! adhérence mécanique des matériaux de moulage (p.56) :
� Appliquer un agent démoulant si nécessaire
ZONES FRAGILES/ RÉSISTANCE MÉCANIQUE FAIBLE
! aux manipulations et tensions :
� Privilégier un matériau d’empreinte souple � Privilégier un procédé de moulage qui permet
un démoulage facile : moule en plusieurs pièces, moule chaussette, etc.
� Consolider ces zones (p.60) � Attention lors du démoulage (p.80)
! au choix du plan de joint si un moule en plusieurs pièces est nécessaire
PLASTICITÉ
- DU TESSON INTERMÉDIAIRE : ! aux déformations lors de son retrait de l’œuvre et du moule :
� Privilégier un matériau d’empreinte souple � refroidir la pâte à modeler pour lui donner
plus de dureté
ANCIENNES RESTAURATIONS SUR L’OEUVRE
! compatibilité de leurs matériaux avec le matériau d’empreinte (p.56) ! dégâts physiques, pourrait se détacher, s’abîmer et contamination (p.56)

128
MATÉRIAU DU COMBLEMENT FINAL : NATURE
! compatibilité avec matériaux de moulage (voir pages suivantes) ! compatibilité avec technique de moulage (pas de moules en plusieurs parties pour résine époxy) (p.55)
RÉSISTANCE MÉCANIQUE
(voir « zones fragile/résistance mécanique du matériau de l’élément à mouler)
RÉACTION EXOTHERMIQUE
! apport de chaleur, réaction avec le silicone :
� Privilégier un silicone d’addition plutôt que de condensation (p.91)
� Privilégier le moule ouvert si possible pour aérer le matériau pendant sa polymérisation
TEXTURES
� Choisir le matériau pour la confection du
tesson intermédiaire et le matériau d’empreinte en fonction de la texture que l’on souhaite obtenir
POIDS
! aux déformations du moule si le poids du tirage est important :
� Privilégier un matériau d’empreinte suffisamment rigide
TYPE DE COULAGE
� Choisir un procédé de moulage qui
correspond au type de coulage que l’on souhaite. (p.78)
NOMBRE DE TIRAGE
� Si l’on souhaite effectuer plusieurs tirages il
faut s’assurer de la résistance du moule, et de sa compatibilité avec le matériau de coulée, sur le long terme.

129
INCOMPATIBILITÉS ENTRE LES MATÉRIAUX DE MOULAGE :
� PLÂTRE � Résine époxy : à ne pas utiliser comme matériau de coulée car adhère au
moule en plâtre. � PVAL : ne pas couler du plâtre sur une surface isolée à l’aide d’une solution
de PVAL dans l’eau car l’eau du plâtre solubilise le film. En revanche, le PVAL peut être employé pour isoler un élément en plâtre.
� LATEX � Vaseline : cette dernière solubilise le latex. � Matériaux humides : éviter de couler le latex sur une surface humide cela
pourrait entraver sa polymérisation. � ALGINATE
� Résine époxy : à ne pas utiliser comme matériau de coulée pour un moule en alginate car elle le détruit.
Figure 112 : Une pièce de monnaie a été moulée à l’aide d’alginate. De la résine époxy a été ensuite coulée dans le moule ouvert. La réaction exothermique de la résine a fait buller l’alginate et a crée des tensions qui ont fait fissurer le moule. La résine est devenue opaque et n’a pas polymérisée correctement.
� Latex et silicone : un tesson intermédiaire en alginate ne peut pas être moulé
en silicone à cause de son humidité (voir page suivante), ni en latex à cause de sa rétraction.
Figure 113 : L’alginate se rétracte à l’air suite à l’évaporation de son eau. Modèle coulé le jour même et le même modèle coulé trois jours avant (1). Le latex, coulé sur le modèle, dont le temps de prise est de quelques heures, n’a pas polymérisé correctement sur la surface humide et n’a pas su prendre une prise d’empreinte fidèle du modèle suite à sa rétraction constante.

130
� SILICONE
� Alginate : le silicone forme des bulles de gaz à sa surface si il polymérise en contact avec un matériau humide.
o DE CONDENSATION
� Résine époxy : peut adhérer au moule après plusieurs tirages et le faire jaunir.
o D’ADDITION
� Certaines pâtes à modeler : si elles contiennent du soufre dans leur composition
� Silicone de condensation : les résidus des sels organo-étains de son catalyseur inhibent la polymérisation du silicone d’addition.
� Certains plâtres : si ils contiennent du soufre dans leur composition � Latex : la polymérisation du silicone d’addition peut être entravée par le
latex. ! aux gants en latex ! � Trois caractéristiques des silicones sont donc particulièrement importantes à prendre en
compte pour son choix et ont pu être observées à l’atelier :
1. LE SILICONE EST SENSIBLE À UN APPORT D’HUMIDITÉ PENDANT SA POLYMÉRISATION
On a pu constater que les surfaces humides ou mouillées peuvent entraîner la formation de bulles de gaz pendant la polymérisation de la zone en contact le substrat. Un moule en silicone ne peut donc pas être réalisé à partir de matériaux humides, comme l’alginate.
Figure 114 : Moule en silicone (1) réalisé à partir d’un élément en alginate (3). L’alginate humide, a entraîné la formation de bulle de gaz à la surface du silicone pendant sa polymérisation (2).

131
2. LE SILICONE D ’ADDITION EST SENSIBLE À CERTAINS CONTAMINANTS Comme cité précédemment, le silicone d’addition est sensible aux amines, au soufre (présents
dans certains substrats et pâtes à modeler) et aux sels organo-étains (présents dans les silicones de condensation).
Il est donc préférable d’être attentif si on utilise un silicone d’addition quand : - une surface qui a été moulée préalablement à l’aide d’un silicone de condensation car
les résidus du silicone pourraient entraîner son inhibition ; - les récipients employés pour son mélange ne sont pas propres ou quand les matériaux
employés pour la construction du moules (pâte à modeler) comportent des contaminants ;
- le matériau de l’élément à mouler contient un de ces contaminants.
Ces trois cas de figure ont pu être observés à l’atelier lors des différents moules réalisés en
silicone d’addition. Il n’est pas toujours facile de déterminer la cause de cette réaction. C’est pourquoi, par prudence, il faudrait toujours utiliser des récipients neufs pour le ménage du silicone et de la Plastiline® (pâte à modeler sans soufre) qui n’ait pas déjà servi pour d’autres moulages. Certains plâtres peuvent aussi contenir du soufre dans leur composition.
3. LES MOULES EN SILICONE D ’ADDITION SONT DONC PLUS RÉSISTANTS AU COULAGE
DES RÉSINES AGRESSIVES, COMME LES RÉSINES ÉPOXY
Cependant ces résines attaquent à la longue les moules en silicone, modifiant leurs propriétés physiques, les propriétés anti-adhérentes de la surface et parfois les dimensions du moule. Ainsi, dans le cas de longs cycles de production, il convient périodiquement de vérifier les moules. Lors d’un moulage en atelier, nous avons pu observer une réaction entre le moule en silicone de condensation et le tirage effectué en résine époxy. Les parties du moule en contact avec la résine ont légèrement jauni ainsi que le tirage en résine :
Figure 115 : le moule en silicone de condensation MM922 de Finress Group®, et son tirage en résine époxy Epotek 301-2®.

132
Suite à une conversation avec le vendeur du magasin Mida Composite (fournisseur du silicone utilisé) il semblerait que cette réaction ait pu avoir lieu pour deux raisons :
� Les composantes volatiles du silicone de condensation n’avaient pas finit de s’évaporer et auraient réagit avec la résine époxy pendant sa polymérisation.
� La polymérisation de la résine est accompagnée d’une réaction exothermique et donc d’un
apport de chaleur brusque et intense, qui aurait fait jaunir le moule et la résine. En effet, le catalyseur du silicone de condensation, à base de sels d’étain, est très sensible aux réactions exothermiques. De plus, trois facteurs ont pu augmenter cette réaction :
o Le moule était un moule fermé ce qui n’a pas permis à l’apport de chaleur d’être
évacué facilement. o La grande masse de résine nécessaire au tirage était telle que l’apport de chaleur
induit était important.
o Le temps de la polymérisation de la résine époxy utilisée est très court95. En effet, l’Epotek 301-2, polymérise en seulement trois jours, contrairement à d’autres résines époxy qui nécessitent 8 jours de polymérisation. Il semblerait qu’au plus la polymérisation d’une résine est courte, au plus le pic de chaleur engendré par la réaction exothermique est brusque et intense. Ainsi, une résine polymérisant lentement répartira de manière plus douce et homogène son apport de chaleur.
Ainsi, si l’on souhaite couler de la résine époxy dans un moule en silicone de condensation,
il faut de préférence :
- attendre 72h après la polymérisation du silicone, ou chauffer à 40°C dans un four à incubateur pendant 24h96, avant d’y couler un matériau agressif ;
- mouler de petites formes, pour éviter la polymérisation de grandes quantités de résine ; - utiliser une résine époxy qui polymérise lentement pour éviter un apport de chaleur
brusque et intense.
95 Par rapport aux résines employées dans notre domaine. 96 KOOB, P. STEPHEN, Conservation and Care of Glass Objects, Londres: Archetype Publications, 2006, p. 85.

133
Tableau comparatif sur l’usage pratique du silicone de condensation et d’addition :
Silicone de condensation
Silicone d’addition
� Pas recommandé pour le coulage de
résine époxy, sauf si le moule est ouvert, ou pour le moulage de modèles de petites dimensions (réduit l’apport de chaleur).
� De préférence pour le moulage de pièces
ne nécessitant pas une très grande précision (car le taux de retrait est légèrement plus élevé).
� De préférence pour la prise d’empreinte
sur plâtre, car ce dernier ne risque pas d’entraver sa polymérisation.
� Pour le moulage en un bloc de pièces à
nombreuses contre- dépouilles, car il existe une large gamme de silicone de condensation suffisamment souple.
� Pour le coulage de résine époxy, surtout si
plusieurs tirages sont nécessaires. � Pour le moulage de pièces nécessitant une très
grande précision (car le taux de retrait est plus faible). A utiliser de préférence pour mouler les fins reliefs, l’empreinte d’une tranche, etc.
� De préférence pour la prise d’empreinte sur
verre, car ne risque pas d’y adhérer.
� Les silicones d’additions sont moins souples. Il est difficile de s’en procurer des suffisamment souple, pour permettre la réalisation de moules en un bloc de formes à contre- dépouilles.
134
CONCLUSION GÉNÉRALE
La reconstitution des lacunes par moulage est une opération qui peut être très simple et très
complexe. Sa réussite et son résultat final dépendent de nombreux facteurs, ce qui peut rendre l’intervention imprévisible lorsque ceux-ci ne sont pas maîtrisés.
D’une manière générale, on parle de moule à partir du moment où on réalise une empreinte d’une forme identique existante afin de la reproduire. Le moulage peut être employé dans le cadre de deux grandes techniques de comblement en restauration de la céramique et du verre : le comblement ‘in situ’ avec support, et le comblement à l’aide d’un tesson intermédiaire dont le moule et le comblement final sont confectionnés en dehors de l’oeuvre d’art. Ces deux techniques peuvent être réalisées à l’aide de différents procédés et matériaux de moulage.
La technique de reconstitution des lacunes par moulage est donc très vaste. J’ai tenté dans ce
travail de me restreindre au moulage pour la restauration d’œuvres d’art, et plus particulièrement de la céramique et du verre. Cependant les techniques et matériaux développés dans ce mémoire peuvent également servir, selon les cas, aux restaurateurs de cadres, de meubles, de sculptures, etc. Les conditions et matériaux employés ne seront probablement pas les mêmes mais les questions à se poser restent identiques.
Trois grandes techniques de moulage sont susceptibles d’être employées en restauration : le moule
ouvert, le moule fermé en une pièce et le moule fermé en plusieurs pièces (deux ou plus). Ceux-ci servent à la prise d’empreinte d’une forme identique, située sur la même œuvre ou sur une œuvre identique, ou d’un tesson intermédiaire. Ces trois techniques permettent la réalisation d’un grand nombre de comblements différents, allant d’un petit comblement sans décor, à une grande reconstitution de forme et de décors complexes. Elles peuvent être réalisées à l’aide de divers matériaux de moulage et permettent la mise en œuvre de plusieurs matériaux de comblement.
Trois grands facteurs vont influencer le choix de la technique et des matériaux de moulage.
Premièrement, la nature et la consistance du produit de comblement final. Pour le comblement de la céramique et du verre, ce sont généralement des produits à base de plâtre ou la résine époxy qui sont employés. Bien que la consistance du plâtre puisse être modifiée, celle de la résine époxy reste fluide. Ceci va considérablement conditionner sa mise en œuvre et limiter le choix de la technique. Par exemple, un moule fermé en plusieurs parties ne convient pas car la résine liquide est susceptible de couler à travers le plan de joint. Quant au plâtre, s’il est appliqué dans un moule ouvert à l’aide d’une spatule, il faut s’assurer de la bonne rigidité du moule, afin d’éviter d’éventuelles déformations par pression.
La nature du matériau de comblement est également importante et peut poser des problèmes de
compatibilités avec les matériaux de moulage. Par exemple, le silicone d’addition est particulièrement sensible à certains composants comme le soufre contenus dans certains plâtres. Si lors de sa polymérisation il se trouve en contact avec ce composant, la prise du silicone est entravée. Le silicone de condensation est quant à lui sensible aux composants du catalyseur de la résine époxy et à sa réaction exothermique. Ce silicone peut être employé pour la coulée de la résine pour autant que certaines conditions soient remplies. Il ne faut pas effectuer un grand nombre de tirages, la forme du

135
comblement ne doit pas être trop grande, ce qui accentue l’apport de chaleur, ou encore le procédé doit être un moule ouvert, ce qui permet une meilleure aération du matériau de coulée. Cependant, il est préférable d’employer un silicone d’addition plus résistant à la résine époxy.
Ceci nous amène au second facteur à prendre en compte pour le choix du procédé de moulage et
de ses matériaux, à savoir la forme de l’élément à mouler. D’une manière générale, il faut être attentif à ses reliefs et contre dépouilles. Si l’élément présente des formes saillantes, il faut privilégier un matériau d’empreinte souple pour permettre un démoulage facile et sans tensions. Les zones fragiles de l’œuvre ou du tesson intermédiaire doivent être déterminées avant l’intervention.
La précision de l’empreinte à obtenir ou d’une zone en particulier doit aussi être déterminée en
fonction de la finesse des reliefs. Si une grande précision est nécessaire, il faut privilégier l’emploi d’un silicone. Si un moule en plusieurs parties est nécessaire, il faut faire attention à l’emplacement du plan de joint afin d’une part, de faciliter le démoulage et d’autre part, de ne pas faire passer la couture sur une zone importante. Ceci est également valable pour les moules fermés nécessitant une incision pour le retrait de l’élément moulé et du tirage.
Le troisième facteur est similaire au premier, à savoir la nature de l’élément à mouler. La matière
constitutive des œuvres d’art n’est pas toujours compatible avec les matériaux de moulage. Par exemple, le soufre, qui nous l’avons vu entrave la polymérisation du silicone d’addition, peut être présent dans certains substrats de céramique. Le silicone de condensation peut coller à la surface de certains verres par sa structure chimique similaire. D’une manière générale, les matériaux de moulage peuvent contaminer l’œuvre d’art, particulièrement pour les œuvres poreuses. L’emploi d’un agent démoulant est donc nécessaire et toujours préférable. Celui-ci doit aussi être choisi en fonction de sa compatibilité avec l’œuvre et/ou le tesson intermédiaire car il peut également engendrer des risques physiques et chimiques.
La prise en compte de ces facteurs peut s’apparenter à un véritable casse-tête chinois, jonglant
sans cesse entre une condition et une autre afin de trouver l’agencement idéal entre un procédé de moulage et ses matériaux. C’est selon moi ce qui fait tout le charme de cette technique : être sans cesse confronté à de nouvelles problématiques nécessitant la recherche de solutions adaptées. Par cet aspect, le moulage s’inscrit bel et bien dans le domaine de la conservation-restauration d’œuvres d’art, où le systématisme n’a pas sa place.
C’est pourquoi j’espère avoir pu réunir, mettre en évidence et transmettre dans ce travail les
informations nécessaires pour que le restaurateur qui souhaite réaliser une reconstitution par moulage, effectue ses choix de manière la plus éclairée possible.
D’une manière plus spécifique, le silicone m'est apparu comme étant le matériau d’empreinte par
excellence. Il présente de nombreux avantages et sa large gamme de produits lui permet d'être adapté à presque toutes les techniques et tous les matériaux. Il est parfois mal aisé d’effectuer un choix parmi toutes les déclinaisons du silicone. Beaucoup de produits de marques différentes présentent en fait des propriétés très similaires et leur sélection par le restaurateur dépend surtout de la facilité à se les procurer et des prix d’achat. En effet, aucune différence entre un silicone de marque et un silicone générique n’a pas pu être observée pour l’usage qu’on en fait dans notre domaine. Cependant, les marques proposent généralement un plus grand choix de silicones avec des propriétés très différentes et divers catalyseurs ou additifs, ce qui peut être avantageux dans certains cas spécifiques.

136
La possibilité de rendre un silicone plus visqueux et plus rigide, est très utile lorsque l’on veut éviter l’achat de plusieurs silicones différents, dont le prix de revient est important, et d’une conservation limitée dans le temps. Ainsi, avec un même silicone, on peut réaliser un moule coulé (silicone de consistance liquide) et un moule estampé d’une surface verticale (silicone de consistance pâteuse). On peut également réaliser un moule constitué d’une première couche souple, qui offre une très grande précision et d’une seconde couche plus rigide, permettant le soutien du moule.
Nous avons tenté, à travers quelques expérimentations menées en atelier, de modifier la
consistance du silicone par l’ajout de charges et de renforts. Ces test ont permis de répondre à quelques questions que cette technique amène, à savoir si la charge ajoutée peut entraver la polymérisation du silicone, quelle est la quantité nécessaire pour la modification sensible de la rigidité du silicone et enfin quelles charges ou quels renforts sont les plus efficaces. De ces tests, il ressort, d’une part que la charge en générale n’entrave pas la polymérisation du silicone mais que la quantité nécessaire est importante, en comparaison aux renforts mécaniques (toile de jute, fibre de verre) qui offrent une bonne rigidité selon le nombre de couches ajoutées.
Un test de précision a également été réalisé afin de déterminer le niveau de précision du silicone et
si ce niveau variait en fonction de la consistance ou de la marque. Il semble que ce ne soit pas le cas à l’exception des silicones putty qui peuvent présenter des défauts de surface. Enfin, un tableau reprenant tous les silicones testés ou employés à l’atelier permet de comparer leurs caractéristiques générales.
Il serait cependant intéressant d’effectuer des tests en laboratoire sur des silicones facilement
disponibles en Belgique. En effet, nous avons pu déterminer qu’un moule en silicone de condensation peut être endommagé par le coulage de résines époxy, cependant nous n’avons pas pu déterminer concrètement les effets engendrés. Cette réaction peut-elle entraîner une modification des propriétés de la résine ? La faire jaunir plus rapidement ? Nous ne connaissons pas non plus l’ampleur des résidus laissés sur l’œuvre d’art par les silicones employés à l’atelier. Ni à quel point l’emploi de l’alcool polyvinylique comme agent démoulant joue un effet barrière efficace. Nous pouvons juste observer que, jusqu’à présent, aucune des œuvres traitées à l’atelier n’a présenté un changement visible de couleur ou d’aspect de surface suite à un moulage. Cependant, il est rare que nous procédions au moulage de pièces poreuses comme les terres cuites ; le plus souvent, la technique de reconstitution par moulage est utilisée sur des faïences, porcelaines ou verres ayant une résistance mécanique élevée et une porosité relativement faible en surface.
Enfin, le silicone présente également le grand désavantage de son coût très élevé. Il est donc utile
de connaître d’autres matériaux d’empreinte, comme le latex ou l’alginate, et de se tenir au courant des avancées industrielles dans le domaine de la chimie des matériaux. Des produits encore plus performants apparaîtront certainement sur le marché d’ici quelques années, car le domaine des élastomères est vaste et en perpétuelle recherche. D’autres domaines que celui du moulage ou de la restauration sont susceptibles d’employer des produits similaires, comme la réalisation de prothèses médicales (dentaires et auditives) ou d’effets spéciaux (maquillage de spectacle). Il est donc important de rester curieux et à l’écoute des évolutions et des innovations.
Certains restaurateurs ingénieux continuent également à trouver sans cesse de nouvelles techniques ou astuces qui facilitent considérablement la mise en œuvre du moulage. L’esprit pratique et inventif est un atout précieux lorsque l’on se lance dans la réalisation de moulage. Chaque restaurateur a sa propre manière d’agir et il est donc très intéressant de partager les connaissances.

137
BIBLIOGRAPHIE ANSLIJN, J-N., « Prise d’empreinte sans contact ? Modélisation de documents du Patrimoine à l’aide de capteurs laser », dans La Vie des Musées, Dossier Le Moulage, n°15, 2000-2001, p. 41-47. ANDRIOT, M. et DEGROOT, J.V. et MEEKS, Jr. et al., Silicones in Industrial Applications, Dow Corning. BAILLY , Martine, « La conservation-restauration du verre : Bilan et perspectives », dans Conservation, restauration du verre. Actualité et problématiques muséales, Actes du Colloque (Atelier-musée du verre, Trélon, 28 septembre 2007), Ecomusée de l’avesnois, février 2008. BARCLAY , Robert et BERGERON, André et DIGNARD, Carole, Supports pour objets de musée : de la conception à la fabrication, deuxième édition, Canada : ICC et le Centre de Conservation du Québec, 2002. BARTHE, G., Le plâtre, l’art et la matière, Paris: Créaphis, 2001. BAROV, Z., « The Reconstruction of a Greek Vase : the kyknos krater », dans Studies in Conservation, n°33, 1988, p.165-177. BERDUCOU, Marie, « La restauration : quels choix ? ‘Derestauration’, restauration-restitution », dans TECHNé, n°13-14, 2001, p.211-218. BERDUCOU, Marie, « La céramique archéologique », dans La conservation en archéologie : Méthodes et pratiques de la conservation des vestiges archéologiques, Paris : Masson, 1990, p.78-119. BERGEON-LANGLE, Ségolène, « Les pièges du temps en restauration : réalité et conjectures », dans Le mythe du retour à l’origine. Le conservateur face à l’authenticité et l’interprétation, Journées d’étude APROA-BRK, Bruxelles : APROA-BRK et VIOE, 2008, p.7-19.
BERTIN-BENGTSSON, Florence et MASSE, Frédérick, « Technique de moulage en série d’un trésor monétaire», dans La conservation-restauration en archéologie. Urgences : problématiques et applications. Actualité, XVIIe journées des restaurateurs en archéologie, 26 et 27 septembre 2001 (conservation-restauration de biens culturels. Cahier techniques, n°9), Paris : ARAAU, 2002, p. 68-71. BRANDI, Cesare, Théorie de la restauration, trad. de l’italien par Colette DÉROCHE, Paris : Editions du Patrimoine, 2007. BUYS and OAKLEY , The Conservation and Restoration of Ceramics, Oxford: Butterworth-Heinemann, 1993. BROMBLET, Philippe, « Le moulage de la statuaire en Pierre », dans Monumental, 2003, p.174-190.

138
BROMBLET, Philippe, « Etude préalable au moulage de la statuaire », dans Monumental, 2003, p.174-182. BOITEL, Angélique, La reconstitution de porcelaines par moulage:étude comparative de quelques matériaux de coulée translucides, mémoire de fin d’études, ENSAV La Cambre, Bruxelles, année académique 1995-1996. BONDIL, Nathalie, La sculpture, art du modelage : terre-cire-pâtes-plâtre-résines, Paris : Fleurusidées, 1996. BOUYER, Eve, La problématique de la restauration perceptible en céramique. Réflexions sur les approches et procédés à travers des exemples de vase antiques, Mémoire de fin d’études, ENSAV La Cambre, année académique 2009-2010. BUTTLER, Lorna, « A Comparative Study of Moulding Materials for Use on Ceramic and Glass Objects », dans Modelling, Moulding & Casting, Transcripts of Lectures Given at the Ceramics and Glass Conservation Group Meeting, (The Conservation Centre, Liverpool, 24-26 April 1998), Ceramic & Glass Conservation Group (A Section of th UKIC) (éd.), p 1-12. CHANTEPIE, Frédérique, « Un agent de démoulage réversible faisant écran à la migration des huiles de silicone dans le matériau plâtre. Etude et application », dans Techné, n°25, 2007, p.51-57. CHASE, W.T. et ZYCHERMAN, L., « Choosing Dental Plasters for Use in The Conservation Workshop », dans JAIC, vol.21, N01, automne 1981, p.65-67. CLÉRIN, Philippe, La sculpture, toutes les techniques, Paris : Dessain et Tolra, 2002. COLAS, A., Silicones : Preparation and Performances, Sophia Antipolis: Dow Corning, 1995. CREYF, M. Eric, L’alcool de polyvinyle. Etude de ses caractéristiques, de ses propriétés physico-chimiques et de son application dans le domaine de la restauration de papier, Travail d’étude, ENSAV La Cambre, année académique 2000-2001. DAVID , René et DESCLAUX, Michel, Pour copie-conforme: les techniques de moulage en paléontologie, en préhistoire et en archéologie historique, Nice: Editions Serre, 1992. DAVISON, Sandra, « Reversible Fills for Transparent and Translucent Materials », dans JAIC, vol.37, n°1, printemps 1998, p.35-47. DAVISON, S. et NEWTON, R.G., Conservation and Restoration of Glass, Buttherworth-Heinemann, 1996. DELCROIX, Gilbert, « Les cires », dans Les cires :Matériaux de sculpture, matériaux de restauration, Actes de Colloque, Tours : Les rencontres de l’ARSET, n°1, p. 7-16. DONNÉ-DONATI, Barbara, « Le moulage dans la conservation-restauration, est-il raisonnable de mouler ? », dans Conservation-restauration des biens culturels, ARAAFU, Paris, 2008, p.39-43.

139
DREES, Carine, Technologie des matériaux, Syllabus du cours donné à l’Institut De Mot-Couvreur, non publié, 2009-2010. DREES, Carine., Prothésiste dentaire : aspects cliniques, syllabus de l’Institut de Mot-Couvreur, non publié, 2009-2010. ERHARDT, David, « Removal of Silicone Adhesives », dans JAIC, n°22, 1983, p.100. FISHER, P. et NORMAN, K., « A New Approach to The Reconstruction of Two Anglo-saxon Glass Claw Beakers », dans Studies in Conservation, n°32, 1987, p.49-58. FONTAINE-HODIAMONT, Chantal, « Conservation of Glass at The Institut Royal du Patrimoine Artistique (Brussels): From The Earthquake in Liège to The Stained Glass of Loppem », dans The Conservation of Glass and Ceramics, Researcg, Practice and Training, 1999, p.199-216. FONTAINE-HODIAMONT, Chantal, « La restauration des verres mérovingiens. Problème et méthode », dans Trésors de Wallonie. Les verres mérovingiens, Comblain-au-Pont : Musée Ourthe-Amblève, 1 juillet – 31 octobre 1993, p.67-79. FONTAINE-HODIAMONT, Chantal et BENRUBI, Sarah, « Le traitement des lacunes dans la restauration des verres soufflés-moulés : le cas de deux récipients proche-orientaux de la première moitié du Ier siècle apr. J.-C. (Musée Grand Curtius, Liège) », dans Extrait de : d’Ennion au Val Saint-Lambert. Le verre soufflé-moulé, Actes des 23e Rencontres de l’Association française pour l’Archéologie du Verre (Colloque international, Bruxelles-Namur, 17-19 octobre 2008), Institut royal du Patrimoine artistique, Bruxelles : Scientia Artis 5, 2010, p.63-71. FRONTEAU, G., « La durabilité des produits de moulage », dans Monumental, 2003, p.184-190. GUILLEMARD , Denis, « Les embarras du choix : assumer l’incomplétude en restauration de la céramique », dans Pourquoi restaurer les céramiques ?, Table ronde Musée de la Vie Bourguignonne (Dijon, 4 décembre 1998), Conservation-restauration des biens culturels, Cahier technique n°11, p. 6-11. HAYNES, Janet, « Replicating Moulded Lalique Glass in situ: A Case Study », dans Modelling, Moulding & Casting, Transcripts of Lectures Given et the Ceramics and Glass Conservation Group Meeting, (The Conservation Centre, Liverpool, 24-26 avril 1998), C&G CC (A section of the UKIC) (éd.), p.1-5. HEBRARD, Michel et SMALL , Sophie, « Essais d’utilisation de l’alcool polyvinylique comme substitut des colles animales dans la conservation des bois dorés », dans Technologie industrielles : Conservation-restauration du patrimoine culturel, Colloque AFTPV-SFIIC (Nice, 19-22 septembre 1989), Paris : AFTTPV-SFIIC, 1989, p.96-101. HENAU, « Inconvénients et dangers du moulage de la sculpture », dans le Bulletin de l’IRPA, XXII, 1988-89, p.169-173. HEULIN, R-M., LECLERC, P., LECONTE, S., « Doublage et comblement du verre archéologique par papier », dans conservation-restauration des biens culturels, revue de l’ARAAFU, décembre 1990, p.43-44.

140
HOGAN, Loretta, « An Improved Method of Making Supportive Resin Fills for Glass », dans Conservations News, n°50, mars 1993. p… KOOB, P. Stephen, « New Techniques for The Repair and Restorations of Ancient Glass », dans Tradition and Innovation, Contributions to the Melbourne Congress, (Melbourne, 10-14 Octobre), Londres: The International Institute for Conservation of Historic and Artistic Works, …. p.92-95. KOOB, P. Stephen, « Detachable Plaster Restorations for Archaeological Ceramics », dans Recent advances in the Conservation and analysis of artefacts, Jubilee Conservation conference, London, 1987, p.63-65. KOOB, P. STEPHEN, Conservation and Care of Glass Objects, Londres: Archetype Publications, 2006 KOOB, P. Stephen et HANNA , Nathalie et BENRUBI, Sarah et al., « An Old Materials, a New Technique: Casting Paraloid B-72 for Filling Losses in Glass », dans CCI Adhesives Symposium, 2011, à paraître. KUBAN, J. Glen, Making Silicone Rubber Molds: 1991-2004, [En ligne], <http://paleo.cc/casting/silsum.htm>, (Consulté le 15 juillet 2010). LACROIX, Charline, Comblements des lacunes dans le verre archéologiques. Possibilités et limites d’une méthode utilisant des feuilles de résines préformées, Mémoire de fin d’études, ENSAV La Cambre, année académique 2008-2009. LARNEY, J., Restoring Ceramics, Londres: Barrie & Jenkins,1978. LARNEY, J., « Ceramic Restoration in The Victoria and Albert Museum », dans Studies in Conservation, n°16, 1971, p.69-82. LARSEN, E.B., Moulding and Casting of Museum Objects, Copenhague : The school of conservation, The Royal Danish Art Academy,1981. LECHAT, Anne, « Le traitement de conservation-restauration d’une corne à boire en verre, provenant du cimetière de Samson (Namur), IV-VIè siècle », dans Bulletin de l’APROA, Ier trimestre 2007, p.9-13. LEEMPOEL, Patrick, « Les silicones : Propriétés et applications remarquables », dans Chimie Nouvelle, vol.18, n°69, mars 2000. LEMAJIT, Gorazd., « Support Mould for the Restoration of Large Archaeological Ceramics », dans ICOM Glass and Ceramics conservation, 2007, p. 155-158. LEMAJIT, Gorazd, « Transparent PVC Mould : Replacing Missing Pieces on Hollow Glass Objects », dans Icon News, n°3, 2006, p.46-48. MAISH, P. Jeffrey, « Silicone Rubber Staining of Terracotta Surfaces », dans Studies in Conservation, n°39, 1994, p.250-256.

141
MAISH, P. Jeffrey et RISSER, Erik, « A Case Study in The Use of Cyclododecane and Latex Rubber in The Molding of Marble », dans JAIC, vol.41, n°2, été 2002, p.127-136. MASSCHELEIN-KLEINER, Liliane, Liants, vernis et adhesives anciens, Bruxelles : Institut royal du Patrimoine artistiques, 1992. MERTIK, N. and LEMAJIC, G., « Conservation of a Glass Cup Using a Transparent Mould Technique », dans ICOM Glass and Ceramics Conservation, 2007, p.83-84. MORGΌS, András, NAGY, József, PALOSSY, Lászlóné, « New Silicone Rubber Mould-Making Materials : The Addition Type Silicone Rubbers », dans ICCOM-CC, II, 1984, p.84.20.18 – 84.20.20. MORTON, Maurice (éd.), Rubber Technology, New-York: Van Nostrand Reinhold, 1987. PERDU, Bruno (éd.), « Doublage & comblement du verre archéologique par papier », dans Conservation-restauration des biens culturels, Paris : ARAAFU, n°7, décembre 1995, p.45-50. PHILIPPOT, Paul, « Le problème de l’intégration des lacunes dans la restauration des peintures », dans PERIER- D'IETEREN, C.,PHILIPPOT, P., Pénétrer l'art, Restaurer l'oeuvre. Une vision humaniste. Hommage en forme de florilège, Courtrai, 1990. PHILIPPOT, Paul, « Le traitement des lacunes dans les peintures murales : Le problème critiques », dans PERIER- D'IETEREN, C.,PHILIPPOT, P., Pénétrer l'art, Restaurer l'oeuvre. Une vision humaniste. Hommage en forme de florilège, Courtrai, 1990. RIGAUT, Morgane, Le moulage et la conservation-restauration des moules. De la préservation à la réhabilitation. Approche technologique et traitements, considérations éthiques, mémoire de fin d’études, ENSAV La Cambre, année académique 2004-2005. RHODES, Daniel, Terres et glaçures : les techniques de l’émaillage, Dessain et Tolra, 2006. ROSIER, Pascal, Le Moulage, « s.l. » : Dessain et Tolra, 1998. SERCK-DEWAIDE, Myriam, « Les moulages : avantages et dangers. Techniques actuelles de copie. Perspective d’avenir.», dans La Vie des Musées, « dossier thématique » le moulage, n°15, 2000-2001, p.3-38. TOSINI, Isetta, « Moulding of Historic Artefacts by Silicone Agents », dans OPD Restauro, n°11, 1999, p.178-190. VALOT, Henri et PETIT, Jean, Les resins synthétiques et les substances naturelles, syllabus du cours Muséologie donné à l’Ecole du Louvre. WIHR, R., « Repair and Reproduction of Ancient Glass », dans Recent Advances in Conservation, Londres: Butterworths, 1963, p.152-154. WILLIAMS , N., Porcelain Repair and Restoration, a Handbook, Londres: The British Museum Press, 2002.

142
GLOSSAIRE Il existe une terminologie particulière au domaine du moulage liée à la fois aux techniques et
aux matériaux impliqués dans ce procédé. Ces deux aspects ne sont pas toujours distingués et par exemple, en langue française, le mot moulage désigne d’une part, la technique qui permet de fabriquer un objet au moyen d’un moule, et d’autre part, le résultat même, c’est-à-dire la reproduction obtenue en fin d’opération. Dans certains cas encore, le substantif moulage peut désigner le moule, c’est-à-dire l’empreinte en négatif de l’objet moulé, qui permet d’en réaliser une copie. Ainsi, un même mot, utilisé dans un contexte différent, peut avoir une toute autre signification. On comprend donc la nécessité de définir les termes utilisés dans le domaine du moulage et d’en préciser l’usage qui en sera fait dans ce présent travail afin d’éviter toute confusion.
Glossaire des termes utilisés97 Agent de démoulage Film qui empêche un matériau d’adhérer sur une surface. (cf. matériaux de
démoulage p.23) Bas-relief Sculpture exécutée sur un plan et dont les volumes ne comportent pas de
saillies (figure 1.A). Chape Il s’agit de la partie extérieure d’un moule qui permet de maintenir les
membranes souples ou les différentes pièces d’un moule lors de la coulée. Elle est réalisée dans un matériau rigide, comme le plâtre.
97 ROSIER, Pascal, Le moulage, Turin : Dessain et Tolra, 2001, p.8-9. PIPONIER, Denis, « Moulage et prise d’empreinte : glossaire, dans Moulages, copies, fac-similés, Actes des Ixe Journées des restaurateurs en archéologie, Paris : Bulletin de liaison, n°11, 1994, p.165-167.

143
(Synonymes : contre-moule, moule porteur, moule mère) Chapette La complexité de certains moules en plâtre nécessite la mise en place de
chapes intermédiaires ou chapettes, destinées à réunir un ensemble de pièces pour former une « dépouille ». Les différentes chapettes sont elles-mêmes réunies à l’intérieur une chape principale extérieure.
Contre-dépouille Une forme est en contre dépouille lorsqu’un ou plusieurs points de sa surface
contrarient l’axe de démoulage en échappant au regard lorsqu’on se place à leur verticale. Une « ronde-bosse » présente souvent des contre dépouilles, les différentes faces se démoulant chacune suivant des axes différents. Il est alors nécessaire de fabriquer un moule en plusieurs parties, dit « moule à pièces », chaque pièce étant délimitée par des plans de joints. (figure 1.2.)
Coutures Il s’agit des fines traces en relief correspondant aux interstices des plans de
joints entre les différentes pièces du moule. Dépouille On dit d’une forme qu’elle est de « dépouille » lorsque tous les points qui
composent sa surface se démoulent parallèlement suivant le même axe et que la forme ne présente donc pas de rentrant. (figure 1.A) L’expression « dépouiller un moule » signifie séparer de son modèle l’empreinte que l’on vient de prendre, c’est-à-dire l’opération de démoulage.
Empreinte L’empreinte est la cavité du moulage correspondant à la forme extérieure du
modèle. La forme et la texture de ce modèle sont imprimées dans un matériau malléable ou liquide appliqué sur une surface, qui se solidifie après séchage. C’est en quelque sorte la forme du modèle en négatif qui prend souvent le nom de « femelle ». Aux parties convexes du modèle correspondent les cavités de l’empreinte et inversement. (figure 2.5)
Estampage Prise d’empreinte directe sur la surface à reproduire ou à étudier, à l’aide
d’un matériau malléable comme l’argile. Ce matériau est appliqué manuellement sur le modèle recouvert d’une couche protectrice. Le matériau malléable prend la forme parfaite du modèle par pression manuelle.
Events Canaux par lesquels s’échappe l’air contenu dans le moule lors de la coulée
du matériau de tirage. L’event traverse nécessairement toutes les couches du moule : membrane, chapette, chape. (figure 2.7)
Haut-relief Se dit d’un relief dont les volumes sont presque totalement détachés du fond
et comportent des saillies importantes. (figure 1.B) Membrane Pellicule de matière souple directement en contact avec le modèle, puis avec
le matériau de tirage et dans certains cas, maintenue en forme par une chape extérieure. (figure 2.5)
Modèle original Se dit de la forme originale que l’on veut reproduire ou dupliquer.
(Synonymes : original, modèle, document original, pièce originale, etc.) Moulage Il y a opération de moulage chaque fois qu’on utilise un négatif pour obtenir
par coulage ou par estampage, des répliques qui sont autant de positifs. Ce terme peut aussi désigner la copie obtenue et dans quelques cas plus rares désigner le moule créé afin de réaliser la copie.
Moule Empreinte négative fabriquée à partir d’un modèle original en vue de sa
reproduction (positif). Le moule est obtenu par la mise en œuvre d’une matière plastique caractérisée par : − sa capacité à épouser les formes du document original dans ses moindres détails ; − sa capacité à changer d’état, soit naturellement (prise du plâtre) soit sous l’effet de traitements spécifiques (ajout d’un catalyseur), pour tendre vers, puis se stabiliser à un degré de consistance satisfaisant.
144
Les moules peuvent être autoportants ou souples (membrane) avec une chape.
Sa fabrication et le choix du matériau constitutif dépendent de la forme de l’objet à mouler (bas, moyen, haut-relief, ronde-bosse, avec dépouille ou contre dépouille), de la nature du matériau qui le constitue et du nombre de tirages à effectuer. (figure 2)
Moule en bateau Ce type de moule est composé de deux membranes qui se rejoignent suivant
un plan de joint déterminé durant la phase préparatoire à la réalisation du moule (le raisonnement du moule). Des éléments de recentrage (repères ou clés) sont réalisés permettant de positionner correctement les membranes lors de la fermeture du moule pour le tirage. Le modèle original est placé dans un récipient ou entouré d’un muret (par exemple en plastiline) et est directement recouvert par le matériau de moulage. Ce type de moule permet d’obtenir aisément des copies d’objets de petites dimensions.
Nourrice Réserve de matière destinée à compenser le retrait lors de la coulée, localisé à
l’extrémité de la tige de coulée. (figure 2.8) Plan de joint C’est le plan de coupe, la ligne qui délimite les différentes parties du moule
en tenant compte des contre dépouilles. Dans le cas des moules à pièces rigides, les plans de joints peuvent être nombreux et complexes. La réussite d’un moulage et la qualité d’un moule dépendent directement de la bonne position des plans de joints. (figure 2.1)
Positif Qualifie une forme reproduite dans un moule défini, a contrario, de négatif. Raisonner un moule Se dit de la phase préparatoire à la réalisation d’un moule, durant laquelle le
modèle à mouler est examiné rigoureusement afin de définir le nombre de pièces nécessaires à la confection du moule, ainsi que leurs formes et leurs dimensions. Cette approche permet, tout d’abord de fixer à quels niveaux et suivant quelles lignes se rejoindront les différentes pièces, ensuite de localiser précisément les zones en contre dépouille.
Repères ou clés Ce sont des « encoches » ou des « goujons » que l’on taille sur les plans de
joints afin de faciliter l’ajustage des différentes pièces entre elles. (figure 2.3 et 4)
Ronde-bosse Se dit de toutes les formes travaillées sur plusieurs faces. (figure 1.C) Tige de coulée Canal par lequel est coulé le matériau de moulage. (figure 2.6) Tirage, épreuve Qualifie une ou plusieurs reproductions exécutées dans le même moule. Vulcanisation Dans son acceptation originelle, la vulcanisation consistait à réunir entre elles
les longues molécules de caoutchouc naturel à l’aide de soufre et d’un apport de chaleur. Le concept a été étendu et est devenu un terme générique pour tous les élastomères, avec d’autres agents que le soufre et une large plage de températures. Synonymes : -réticulation : c’est la seule appellation correcte au sens stricte ; -polymérisation.

145
ANNEXES

146
EXPÉRIMENTATION
1. MODIFICATION DE LA CONSISTANCE ET DE LA RIGIDITÉ DU SILICONE À L’AIDE DE CHARGES ET DE RENFORTS
Cette technique amène plusieurs questions :
� Quelles quantités de charges ou de renforts sont nécessaires pour modifier
sensiblement la consistance d’un silicone ? � Quelle charge ou renfort permet d’obtenir la plus grande rigidité ? � Ces charges peuvent-elles modifier ou entraver la polymérisation du silicone si elles
sont ajoutées en trop grandes quantités ? Peuvent-elles également diminuer la précision de l’empreinte ?
Le but de cette expérimentation98 est de comparer la rigidité d’un même silicone chargé avec
différentes charges. Cela permettra d’observer si certaines charges, pour la même quantité ajoutée de silicone, rigidifient mieux que d’autres. Ces tests permettront également d’observer si l’ajout de charges entrave ou non la polymérisation du silicone. Enfin, on pourra comparer la précision d’un silicone chargé à celle d’un silicone non chargé, ainsi que sa facilité de mise en œuvre.
Silicones testés : − Silicone MM922®, silicone de condensation de 22 shore de dureté. C’est une dureté moyenne, idéale pour la plupart des moulages. Vouloir rendre ce silicone plus rigide peut être utile pour la réalisation d’une couche externe qui soutiendra le moule. − Silicone MM903®, silicone de condensation de 03 shore de dureté (le moins dur des trois). C’est une dureté très faible, ce qui rend le silicone très souple et idéal pour les moules chaussettes ou les moules fermé en une pièce. Cependant sa grande souplesse ne rend pas ce silicone apte à des moules de grande dimension aux parois fines. Le rigidifié permettrait donc d’en faire un usage plus large. − Silicone Elastosil 4643®, silicone d’addition de 48 shore de dureté (le plus dur des trois). Cette dureté est assez élevée et il est rare d’avoir besoin d’employer un silicone plus rigide. Ce silicone a surtout été choisit pour voir si l’ajout d’une charge n’entrave pas sa polymérisation. En effet, le fait qu’il soit d’addition et non de condensation le rend plus sensible aux agents extérieurs.
Charges testées99 : − Kaolin ; talc ; silice colloïdale lourde MK125
Renforts testés100 : − Toile de jute ; fibre de verre (le mat de verre n’étant plus commercialisé)
98 Tests empiriques, réalisés en atelier. Résultats constatés sans l’aide de quelconque appareil scientifique de mesure. 99 Ces charges ont été choisies par leur usage fréquent dans la littérature. 100 Ces renforts ont été choisis par leur usage fréquent dans la littérature.

147
La quantité de silicone est la même pour chaque échantillon, ainsi que la quantité de charge : pour 21g de silicone, 5g de charge a été ajouté101.
Les silicones chargés ou renforcés ont été disposés dans des gobelets en plastique pendant leur polymérisation (1). Ils ont ainsi pu imprimer leurs détails, ce sui permet de comparer leur précision d’empreinte (2).
Silicone testé
Proportion silicone/catalyseur
Charge ou renfort additionné
Quantité de charge ou de renfort
Polymérisation du silicone
Rigidité du silicone102
MM922® catalyseur normal bleu
20 : 1 Pas de charge Pas de charge Oui 4
Idem 20 : 1 fibre de verre 1 feuille Oui 6 Idem 20 : 1 Toile de jute Deux couches Oui 5 Idem 20 : 1 Kaolin 5 g Oui 8 Idem 20 : 1 Talc 5 g Oui 9 Idem 20 : 1 Silice MK125 5 g Non / Idem 20 : 1 Silice MK125 +/- 1 g Oui 7
MM903® catalyseur normal bleu
20 : 1 Pas de charge Pas de charge Oui 1
Idem 20 :1 Toile de jute Une couche Oui 3 MM903® catalyseur rapide rouge
20 : 1 Kaolin 5 g Oui 2
Elastosil 4643® catalyseur normal gris
18 : 2 Pas de charge Pas de charge Oui 10
Idem 18 : 2 Talc 5 g Oui 11
101 Ce rapport a été choisit en fonction de la consistance obtenue lors d’un premier test. 102 La rigidité obtenue est estimée approximativement par pression manuelle du silicone. Elle est estimée sur une échelle de 1 à 11, du plus souple au plus rigide.

148
Constations :
- la silice MK 125 peut entraver la polymérisation du silicone si une quantité trop importante est additionnée ;
- le talc semble rendre le silicone plus rigide que le kaolin ;
- les charges rendent le silicone plus rigide que les renforts. Cependant un seul bout de toile de
jute a été additionné au silicone et une seule feuille de fibre de verre. Suite à d’autres tests effectués pour un autre cas, on a pu remarquer que le silicone devenait très rigide si il était chargé de plusieurs couches de toile de jute (voir p.77) ;
- le silicone MM903® chargé de 5g de kaolin ou renforcé d’une feuille de fibre de verre ne
semble pas atteindre la dureté du silicone MM922® ;
- la polymérisation du silicone d’addition Elastosil 4643® n’est pas entravé par l’apport de talc.
- l’ajout de charges, pour les quantités testées, ne semblent pas modifier la précision d’empreinte du silicone.

149
2. OBSERVATIONS DE LA PRÉCISION DES SILICONES UTILISÉS/TESTÉS À L’ATELIER
Les silicones utilisés à l’atelier présentant tous des temps de prise et des viscosités différentes, il était intéressant d’observer quel était leur niveau de précision et de voir si elle était identique. Pour cela, l’empreinte d’un bouchon de bouteille de pharmacie a été réalisée avec chaque silicone. En effet, ce type de bouchon présente sur son dessus, un aspect de surface extrêmement précis et de fines rayures sur son côté.
Type de bouchon employé pour la réalisation des empreintes.
Liste des silicones testés : MM903®, MM922®, MM922® avec catalyseur rapide, Elite Double 22®, DC 3481®, Elastosil 4643®, ZA 33 HT®, Elite HD Putty soft®.
Les huit empreintes réalisées à l’aide des différents silicones.
Constations : tous les silicones sont parvenus à prendre d’empreinte de l’aspect de surface et des fines rayures du bouchon. Cela démontre la grande précision du silicone. Seul le silicone putty Elite HD putty soft® présente de légers défauts de surface dû à une mauvaise application de sa pâte. En effet, l’application des silicones putty nécessite une grande homogénéité et planéité de la pâte.

150
MM922® MM903®
Elite Double 22® Elastosil 4643®
MM922® catalyseur rapide DC 3481®
ZA 33 HT® Elite HD Putty soft®

151
Tableau récapitulatif des silicones testés pour la réalisation d’un moule ouvert (voir p.77)
7.
6.
5.
4.
3.
2.
1.
Orm
a Lab
7
5
Ela
stosil
4643
M922
M922
M922
M922
M922
Silicone
testé
Ca
talyseu
r n
orm
al
Ca
talyseu
r n
orm
al
Ide
m
Ide
m
Ide
m
Ca
talyseu
r ra
pid
e
Ca
talyseu
r n
orm
al
Catalysuer
75
48
22
22
22
22
22
Dureté
1 cou
che (3
-5mm
)
1 cou
che ép
aisse
(7,5
-10 m
m)
1 fin
e couche
(1-2
m
m)
1 cou
che ép
aisse
avec cha
rge : 40g
d
e kaolin
pou
r 1
05g d
e silicon
e
(7,5
-15 m
m)
1 fin
e couche
(1-2
m
m)
1 fin
e couche
(1-2
m
m)
1 cou
che (7
,5-15
m
m)
Prem
ière couche
No
n
No
n
I couch
e avec b
outs d
e toile
de
jute
(5-10
mm
)
No
n
I couch
e Orm
a
Lab 75
(2-4
mm
)
1 cou
che M
922
avec cha
rge : 15g
d
e talc po
ur 52g
d
e silicon
e (7
,5-10
m
m)
No
n
Deuxièm
e couche
Em
preinte m
oins fid
èle
Plu
s rigide
ma
is pas a
ssez
Bonn
e rigidité
Em
preinte m
oins fid
èle
Plu
s rigide
ma
is pas a
ssez
Plu
s rigide
ma
is pas a
ssez,
silicone
enco
re très liqu
ide
ma
lgré
la ch
arge
Pa
s asse
z rigide
Observations

152

153
LISTE DES FABRICANTS/FOURNISSEURS PRODUITS FABRICANTS FOURNISSEURS Plastiline®
J.Herbin www.plastiline.fr
Mida composite Avenue de Stalingrad 106 1000 Bruxelles 02/5124566 www.finres-sa.com Schleiper Chaussée de Charleroi 149 1060 Bruxelles www.schleiper.com
Super Sculpey®
www.sculpey.com
Mida composite
Plaques de cire dentaire
Plusieurs producteurs dont : Cavex (produits dentaires) www.cavex.nl
Dentalbiolux Chaussée de Haecht 547 1030 Bruxelles Tel. 02/7351277 www.dentalbiolux.com
Cire de modelage
Tiranti www.tiranti.co.uk Finres Group
Mida composite
Vaseline®
Aussi en pharmacie
Dans les grands commerces
Latex
Plusieurs types/marques dont : Finres Group
Mida composite La procure Pyrallis sprl 067 335980 [email protected] www.laprocure.be
Alginate
Plusieurs marques dont : Zhermack (produits dentaires) www.zhermack.com Finres Group
Dentalbiolux Mida composite

154
PRODUITS FABRICANT FOURNISSEUR Feuilles de PVC
Nous n’avons pas trouvé de fournisseur en Belgique
Polyvinyle alcool (PVAL)
Sigma Aldrich www.sigmaaldrich.com
En poudre : Le lion Rue de Laeken 55 1000 Bruxelles [email protected] www.le-lion.be En solution : La procure ; Mida composite ; Schleiper
Plâtre Gsuper®
Finres Group
Mida composite
MM922® MM903®
ACC silicones www.acc-silicones.com
Mida composite
DC 3481®
Dow Corning www.dowcorning.com
MAVOM Chemical Solutions Molenberglei 14 2627 Schelle Tel. 03 880 07 60 [email protected] www.mavom.be La Procure
Orma Lab75®
Major Prodotti Dentari s.p.a. www.majordental.com
Dentalbiolux
Elite Double 22®
Zermack
Dentalbiolux
ZA 33 HT®
Zhermack
Mida composite
Elastosil 4643®
Wacker www.wacker.com Finres Group
Mida composite (mais à arrêté de le fournir)
Exaflex regular®
GC America inc. www.gcamerica.com
Dentalbiolux
Elite HD putty soft®
Zhermack
Dentalbiolux

155

156

157

158

159

160

161

162

163

164

165

166

167

168
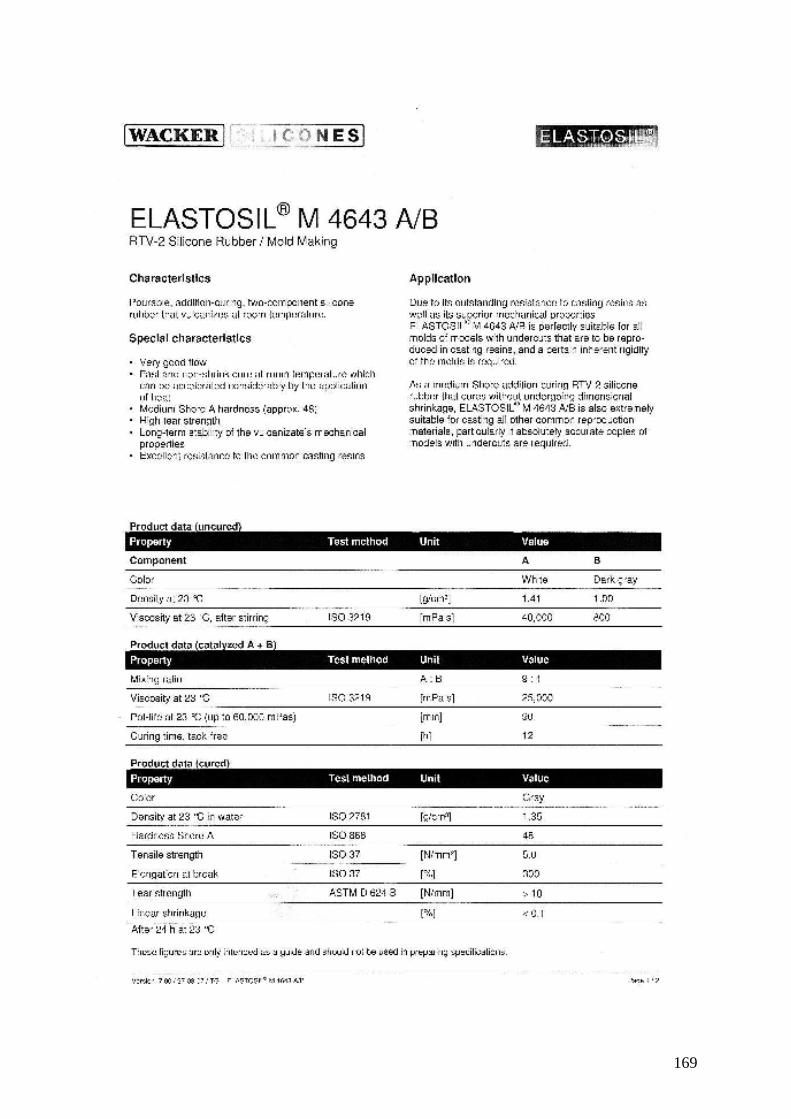
169

170





























