Embed Size (px)
Citation preview

Seminario “Control de Gestión, Lean Process y Reingeniería”
Miércoles, 2 de Marzo de 2011 en FEMEVAL
Mejorar, Medir, Reinventar
LAS OPERACIONES Y LA ESTRATEGIA DE EMPRESA
2
3
Ámbito e impacto de las Operaciones en la empresa
“Ante dos productos similares en el mismo mercado,lo que diferencia a las empresas no es el producto,si no cómo han fabricado el producto.
Esto es lo que hará que una empresa gane dinero y otra pierda.”
Henry Ford
4
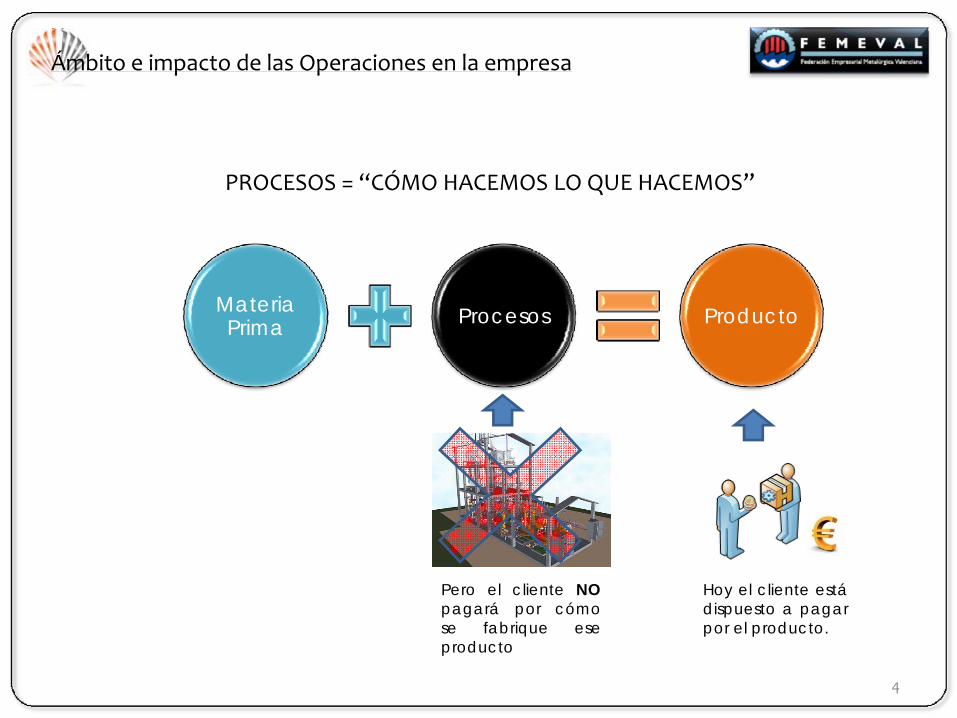
Ámbito e impacto de las Operaciones en la empresa
Materia Prima Procesos Producto
Hoy el cliente estádispuesto a pagarpor el producto.
Pero el cliente NOpagará por cómose fabrique eseproducto
PROCESOS = “CÓMO HACEMOS LO QUE HACEMOS”
5
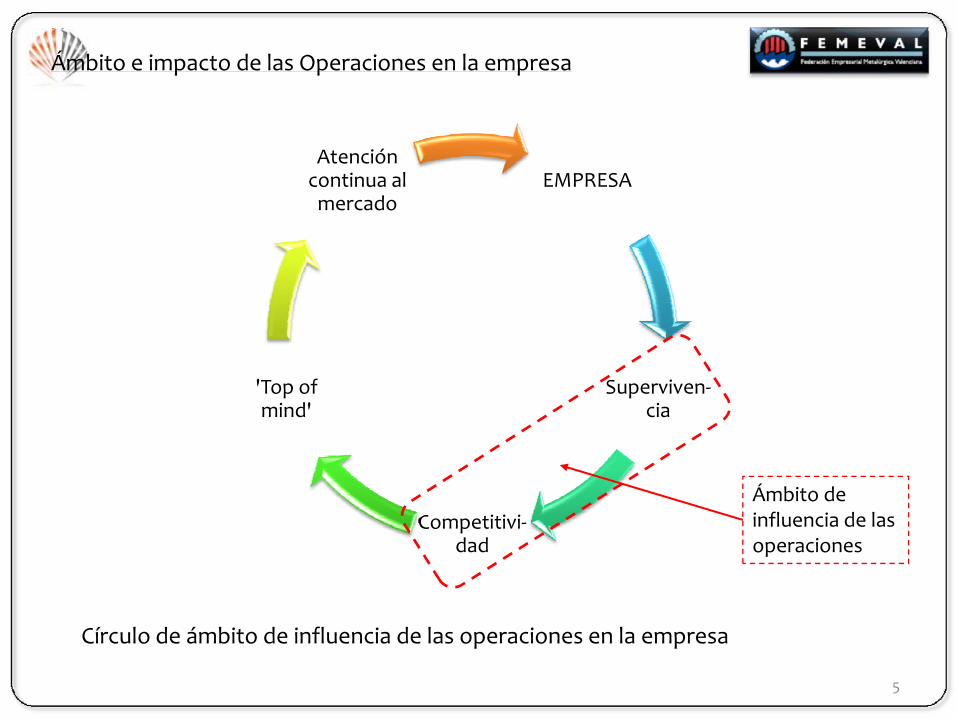
Ámbito e impacto de las Operaciones en la empresa
Círculo de ámbito de influencia de las operaciones en la empresa
EMPRESA
Superviven‐cia
Competitivi‐dad
'Top of mind'
Atención continua al mercado
Ámbito de influencia de las operaciones
6
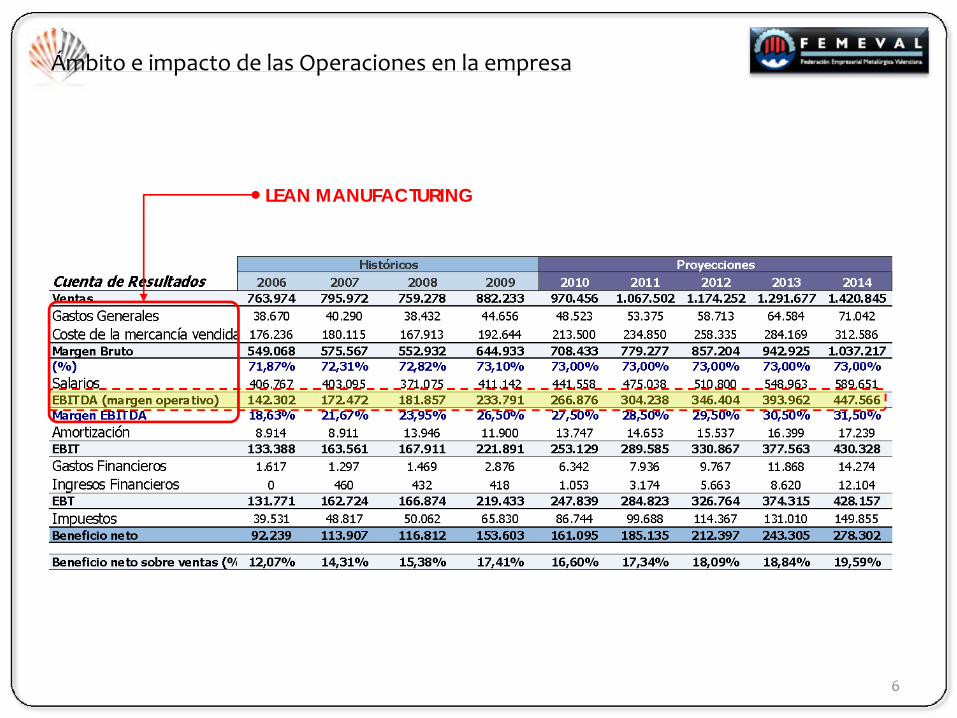
Ámbito e impacto de las Operaciones en la empresa
LEAN MANUFACTURING
7
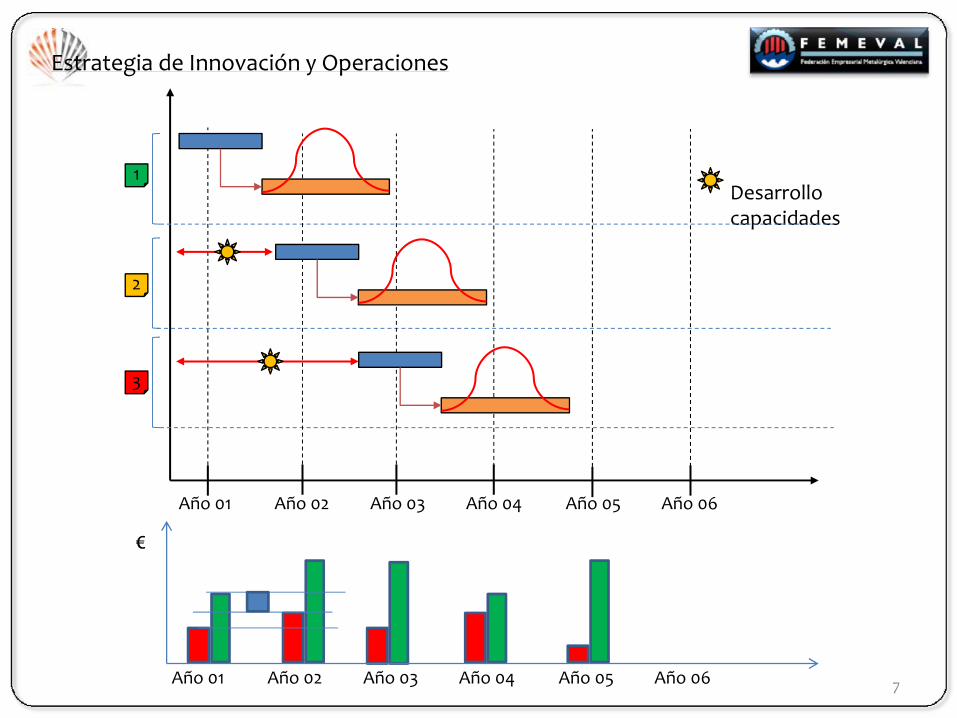
Estrategia de Innovación y Operaciones
Desarrollo capacidades
1
2
3
Año 01 Año 02 Año 03 Año 04 Año 05 Año 06
€
Año 01 Año 02 Año 03 Año 04 Año 05 Año 06
8
Estrategia de empresa y Estrategia de Operaciones
Las operaciones pueden ofrecer nuevos elementos a la estrategia empresarial para competir en el mercado.
Variables clave para competir desde las operaciones:
1. Líderes de coste / Fabricar a coste competitivos2. Líderes de calidad / Fabricar con la calidad requerida por el cliente3. Flexibilidad en los procesos de trabajo; adecuarse a la demanda4. Reducir los tiempos de respuesta a la demanda del mercado5. Servicio: intangibles añadidos para diferenciarse de la competencia6. Innovar (evolutiva o disruptiva) para satisfacer al mercado
¿Qué criterios usa un cliente cuando toma su decisión de compra?El cliente hace un MIX de criterios calificadores y criterios ganadores.
Calificadores Ganadores Compra
APLICANDO EL LEAN MANUFACTURING A LOS PROCESOS
9
10
Definición de PROCESO
Conceptos básicos
Un proceso es un conjunto de actividades relacionadas entre sí ydiseñadas para la manipulación de recursos con el fin de obtener unproducto concreto.
11
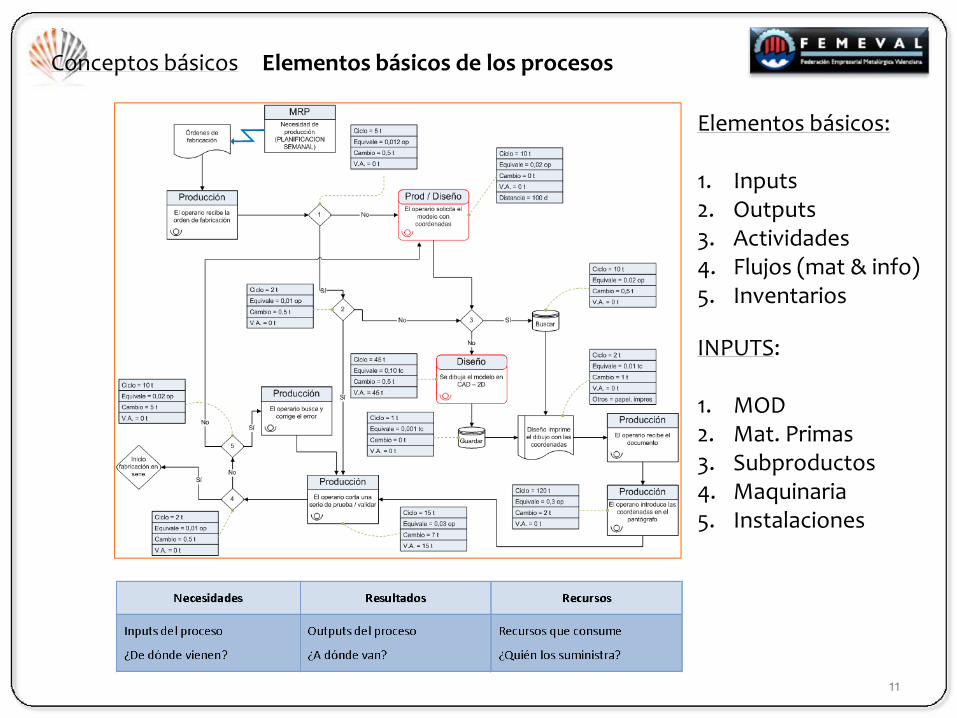
Elementos básicos de los procesosConceptos básicos
Elementos básicos:
1. Inputs2. Outputs3. Actividades4. Flujos (mat & info)5. Inventarios
INPUTS:
1. MOD2. Mat. Primas3. Subproductos4. Maquinaria5. Instalaciones
12
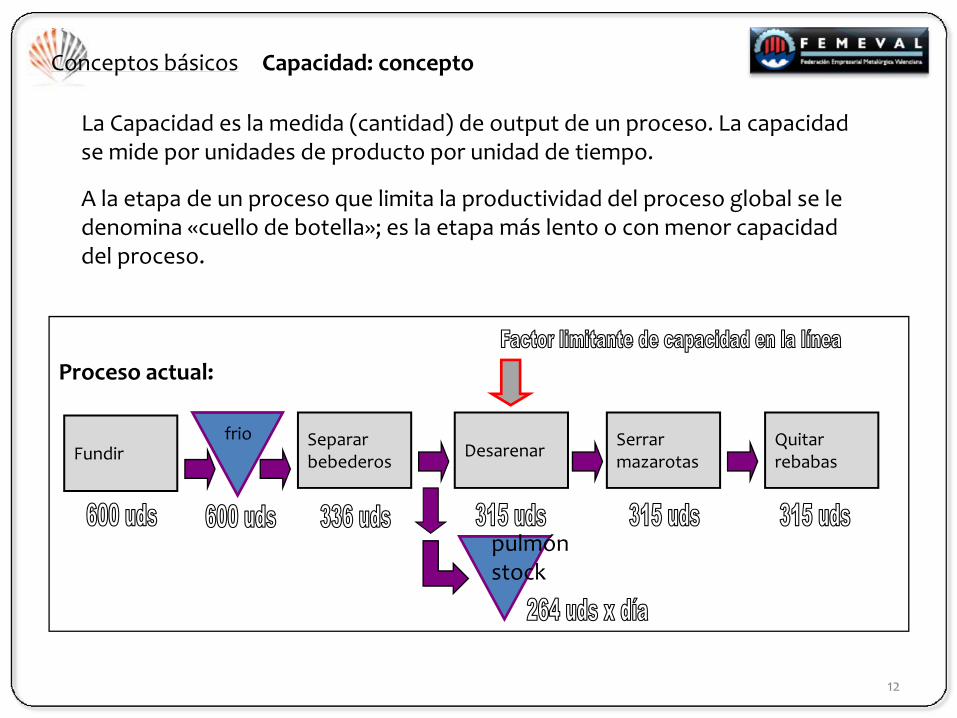
Capacidad: conceptoConceptos básicos
La Capacidad es la medida (cantidad) de output de un proceso. La capacidad se mide por unidades de producto por unidad de tiempo.
A la etapa de un proceso que limita la productividad del proceso global se le denomina «cuello de botella»; es la etapa más lento o con menor capacidad del proceso.
Proceso actual:
FundirSeparar bebederos Desarenar Serrar
mazarotasQuitarrebabas
frio
pulmónstock
13
Productividad: conceptoConceptos básicos
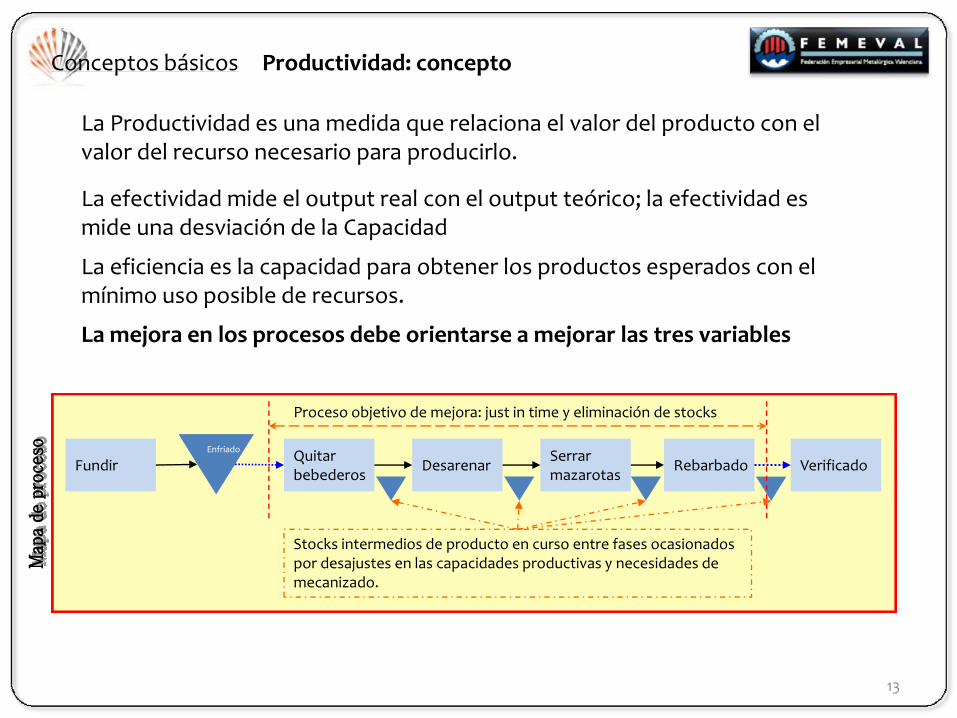
La Productividad es una medida que relaciona el valor del producto con el valor del recurso necesario para producirlo.
La efectividad mide el output real con el output teórico; la efectividad es mide una desviación de la Capacidad
La eficiencia es la capacidad para obtener los productos esperados con el mínimo uso posible de recursos.
La mejora en los procesos debe orientarse a mejorar las tres variables
Fundir Quitarbebederos
Enfriado
Desarenar Serrarmazarotas Rebarbado Verificado
Proceso objetivo de mejora: just in time y eliminación de stocks
Stocks intermedios de producto en curso entre fases ocasionados por desajustes en las capacidades productivas y necesidades de mecanizado.
INTRODUCIÉNDONOS EN EL LEAN MANUFACTURING
14
15
Los 7 + 1 despilfarros en el Lean Manufacturing
1. Sobreproducción2. Tiempos de espera3. Transporte4. Exceso de procesado5. Inventario6. Movimientos7. Defectos
1. Asignar mal los Recursos Humanos
El Lean Manufacturing es un método sistemático de detección y eliminación de ocho (7 + 1) desperdicios – MUDA – tipificados.
Los despilfarros del Lean son:
16
1. Sobreproducción = Producir más de la cantidad necesaria
2. Tiempos de espera = Tiempos muertos entre actividades o fasesproductivas. Muy típico en la producción por lotes.
3. Transporte = Movimiento innecesario del material entre actividades
4. Exceso de procesado = Trabajar más de lo necesario la pieza o bienretrabajos en piezas que han sido defectuosas.
5. Inventario = Acumulación de stock final o en curso innecesario
6. Movimientos = Movimientos innecesarios en el puesto de trabajo
7. Defectos = Piezas mal procesadas que acaban siendo rechazadas
8. Asignar mal los Recursos Humanos = no asignar los trabajos en funciónde las capacidades de los empleados
Los 7 + 1 despilfarros en el Lean Manufacturing
17
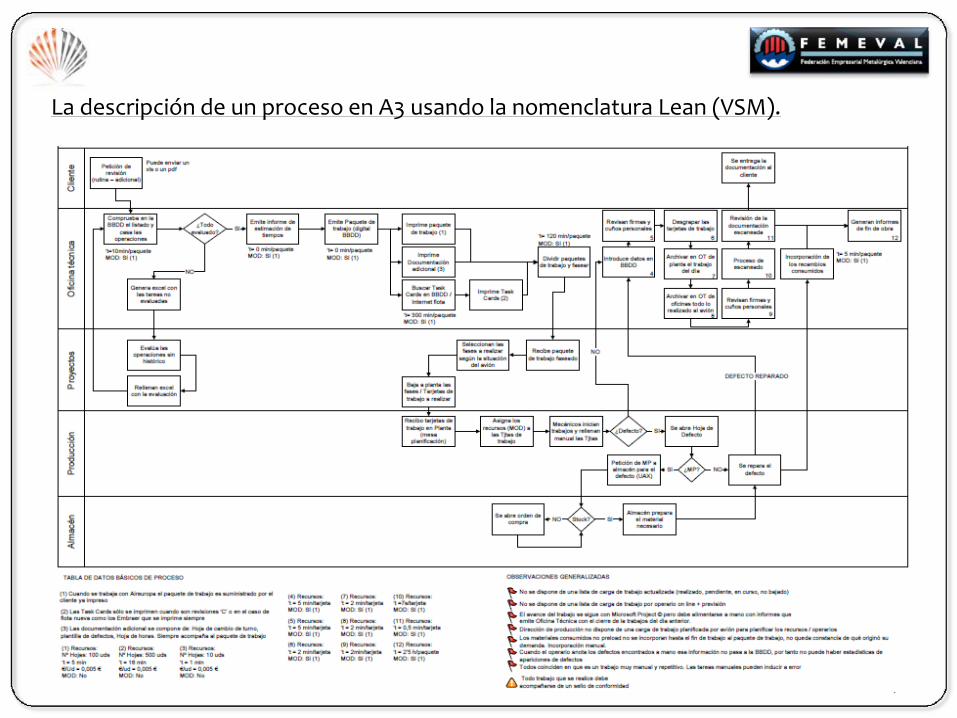
La descripción de un proceso en A3 usando la nomenclatura Lean (VSM).
18
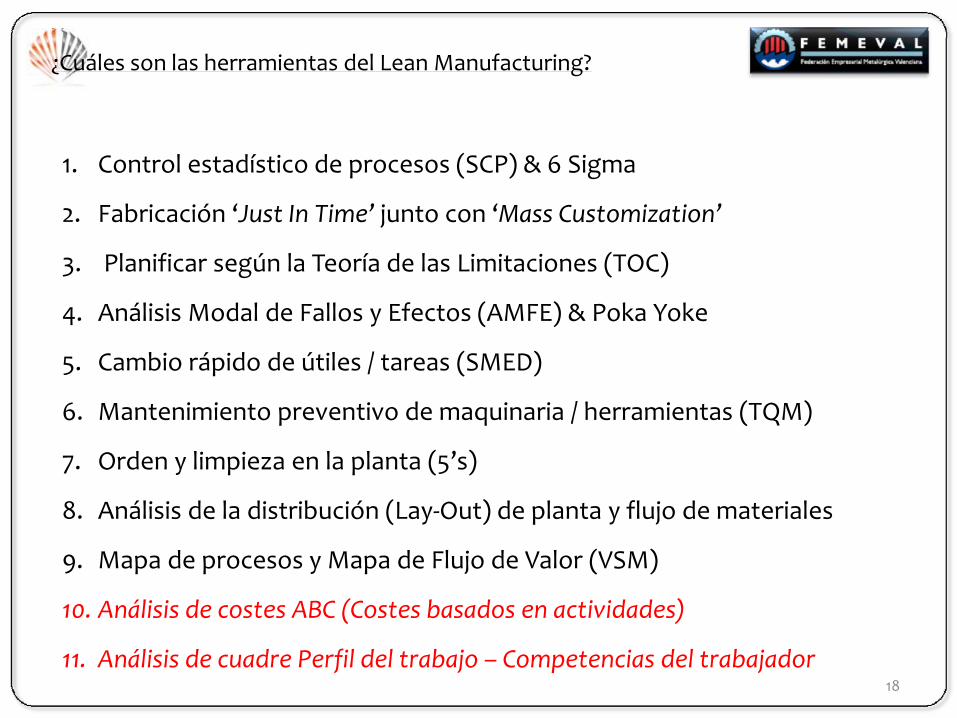
1. Control estadístico de procesos (SCP) & 6 Sigma
2. Fabricación ‘Just In Time’ junto con ‘Mass Customization’
3. Planificar según la Teoría de las Limitaciones (TOC)
4. Análisis Modal de Fallos y Efectos (AMFE) & Poka Yoke
5. Cambio rápido de útiles / tareas (SMED)
6. Mantenimiento preventivo de maquinaria / herramientas (TQM)
7. Orden y limpieza en la planta (5’s)
8. Análisis de la distribución (Lay‐Out) de planta y flujo de materiales
9. Mapa de procesos y Mapa de Flujo de Valor (VSM)
10. Análisis de costes ABC (Costes basados en actividades)
11. Análisis de cuadre Perfil del trabajo – Competencias del trabajador
¿Cuáles son las herramientas del Lean Manufacturing?
Sobr
epro
ducción
Tiem
pos de
espe
ra
Tran
spor
te
Exce
so de
proc
esad
o
Inve
ntario
Mov
imient
os
Defec
tos
RRHH
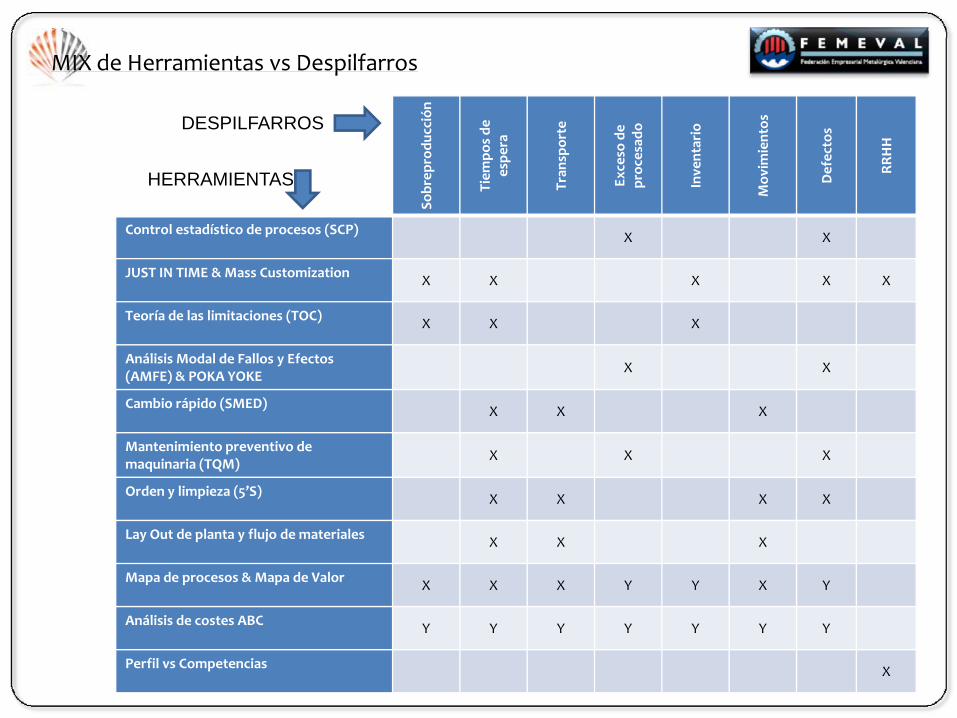
Control estadístico de procesos (SCP) X X
JUST IN TIME & Mass Customization X X X X X
Teoría de las limitaciones (TOC) X X X
Análisis Modal de Fallos y Efectos (AMFE) & POKA YOKE X X
Cambio rápido (SMED) X X X
Mantenimiento preventivo de maquinaria (TQM) X X X
Orden y limpieza (5’S) X X X X
Lay Out de planta y flujo de materiales X X X
Mapa de procesos & Mapa de Valor X X X Y Y X Y
Análisis de costes ABC Y Y Y Y Y Y Y
Perfil vs Competencias X
DESPILFARROS
HERRAMIENTAS
MIX de Herramientas vs Despilfarros
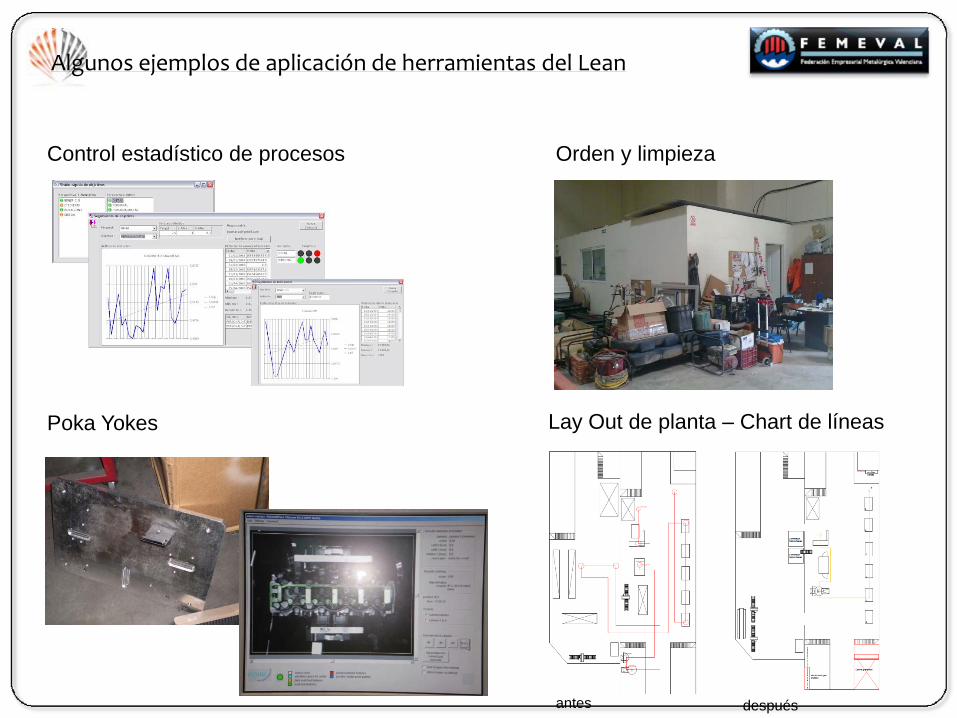
Control estadístico de procesos
Poka Yokes
Orden y limpieza
Lay Out de planta – Chart de líneas
antes después
Algunos ejemplos de aplicación de herramientas del Lean
21
¡TODAS SON PREVENTIVAS!
¿Qué tienen en común todas las herramientas de Lean?
04/03/2011 LEAN MANUFACTURING FEMEVAL 22
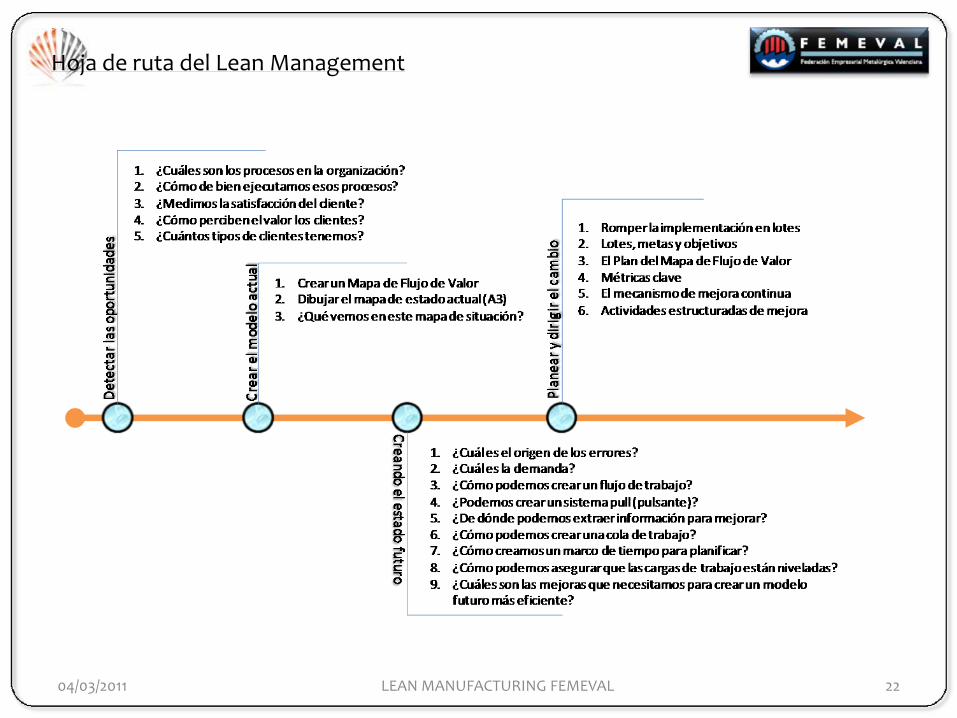
Hoja de ruta del Lean Management
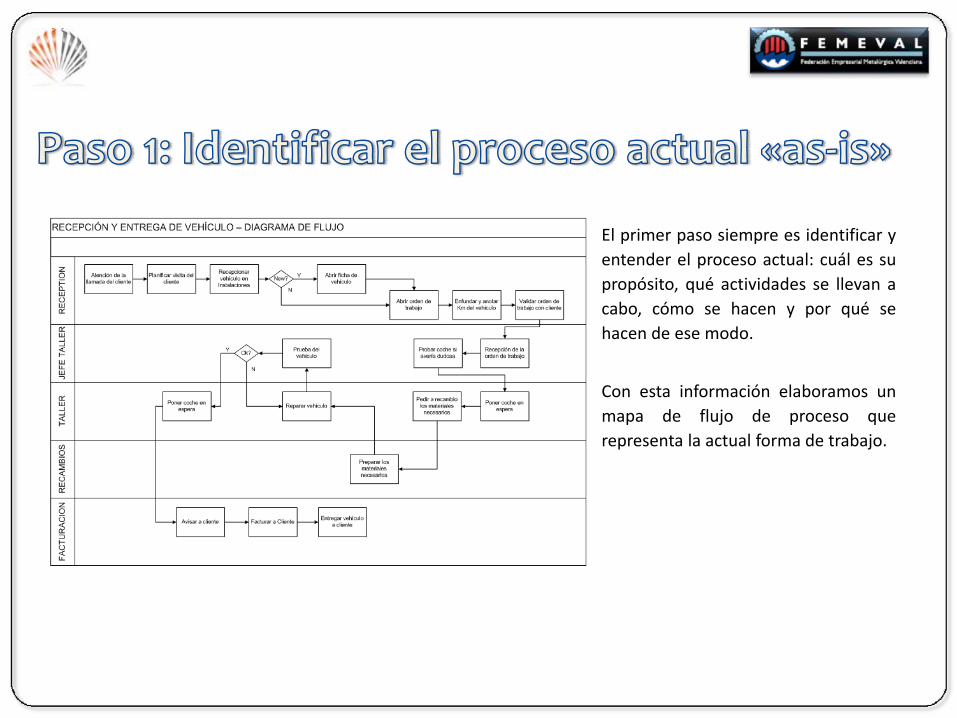
El primer paso siempre es identificar yentender el proceso actual: cuál es supropósito, qué actividades se llevan acabo, cómo se hacen y por qué sehacen de ese modo.
Con esta información elaboramos unmapa de flujo de proceso querepresenta la actual forma de trabajo.
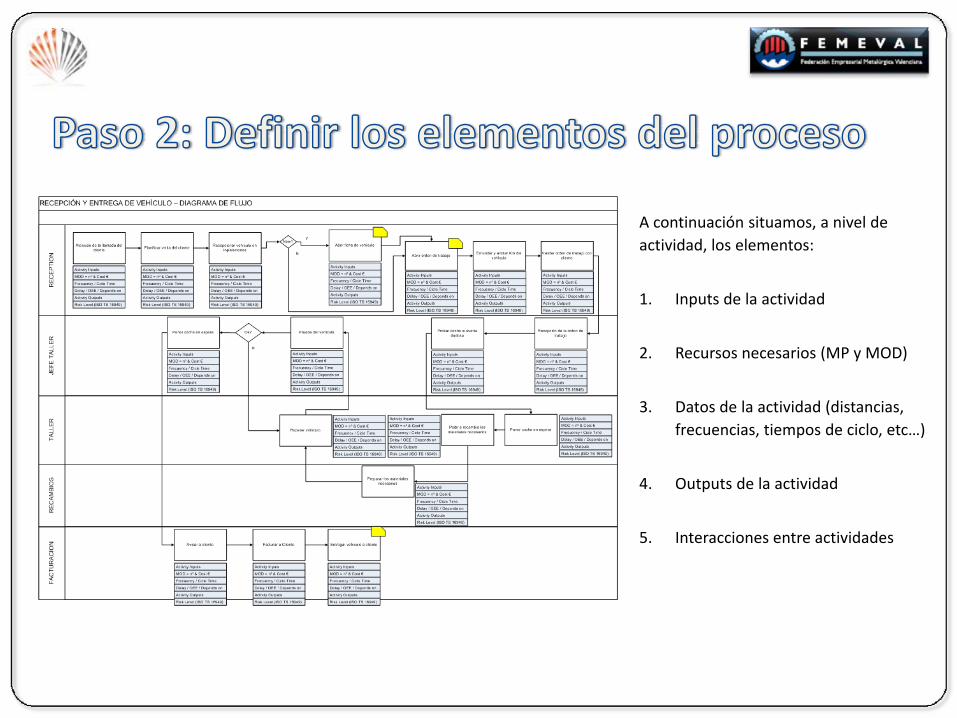
A continuación situamos, a nivel de actividad, los elementos:
1. Inputs de la actividad
2. Recursos necesarios (MP y MOD)
3. Datos de la actividad (distancias, frecuencias, tiempos de ciclo, etc…)
4. Outputs de la actividad
5. Interacciones entre actividades
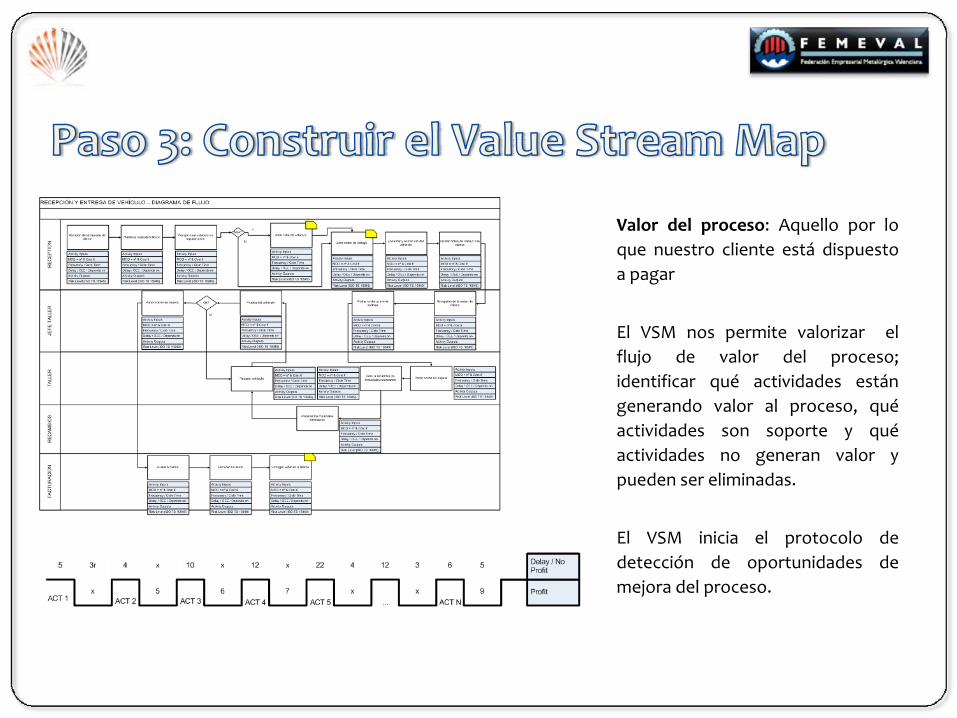
Valor del proceso: Aquello por loque nuestro cliente está dispuestoa pagar
El VSM nos permite valorizar elflujo de valor del proceso;identificar qué actividades estángenerando valor al proceso, quéactividades son soporte y quéactividades no generan valor ypueden ser eliminadas.
El VSM inicia el protocolo dedetección de oportunidades demejora del proceso.
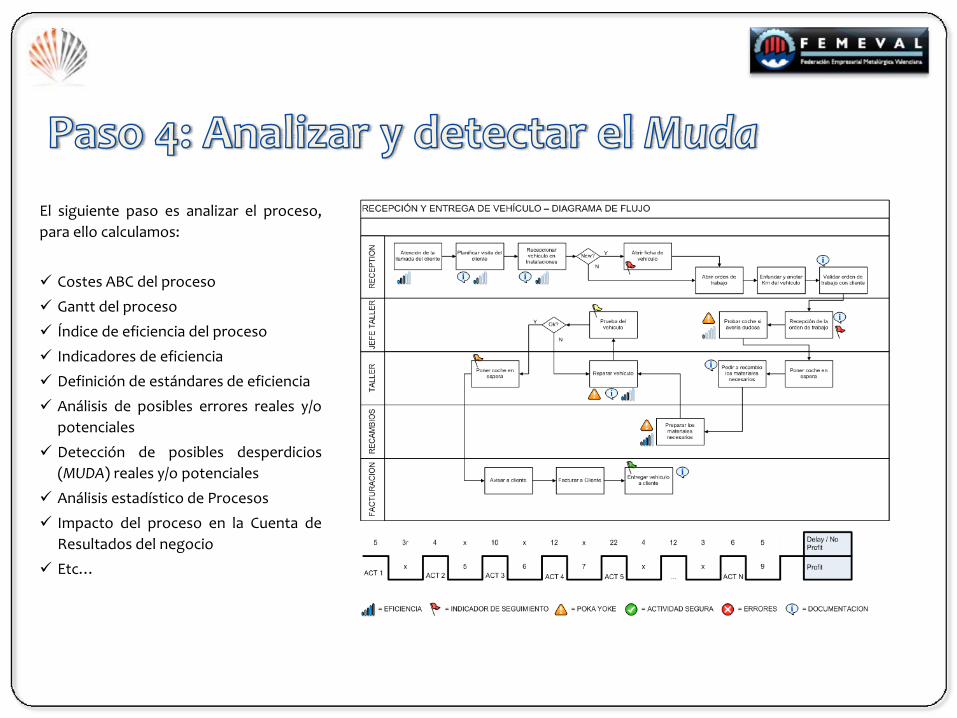
El siguiente paso es analizar el proceso,para ello calculamos:
Costes ABC del proceso
Gantt del proceso
Índice de eficiencia del proceso
Indicadores de eficiencia
Definición de estándares de eficiencia
Análisis de posibles errores reales y/opotenciales
Detección de posibles desperdicios(MUDA) reales y/o potenciales
Análisis estadístico de Procesos
Impacto del proceso en la Cuenta deResultados del negocio
Etc…
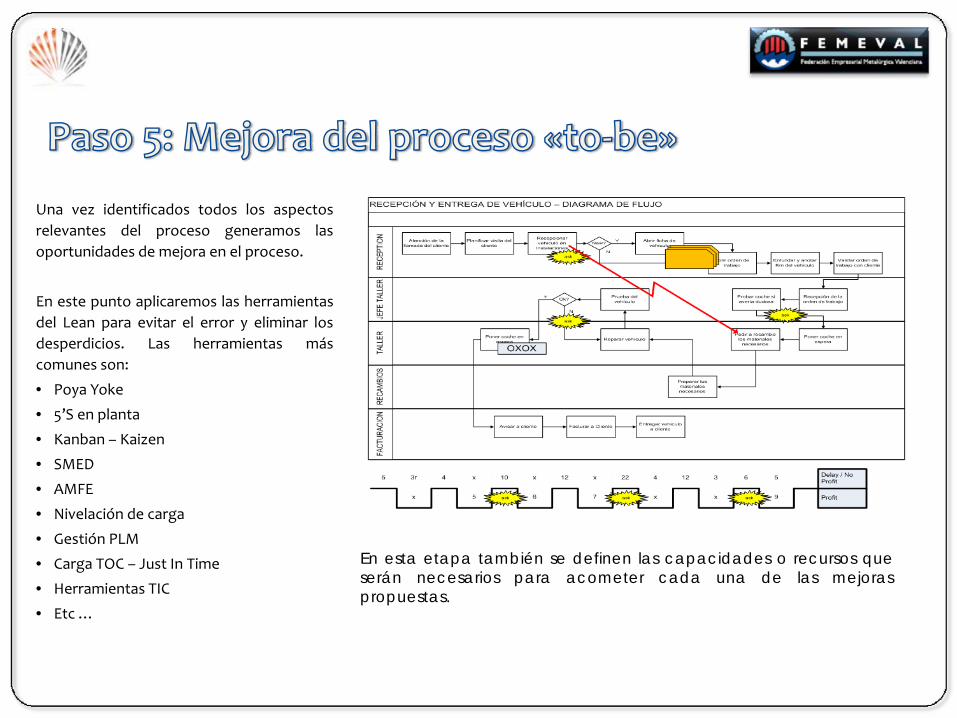
Una vez identificados todos los aspectosrelevantes del proceso generamos lasoportunidades de mejora en el proceso.
En este punto aplicaremos las herramientasdel Lean para evitar el error y eliminar losdesperdicios. Las herramientas máscomunes son:
• Poya Yoke
• 5’S en planta
• Kanban – Kaizen
• SMED
• AMFE
• Nivelación de carga
• Gestión PLM
• Carga TOC – Just In Time
• Herramientas TIC
• Etc…
En esta etapa también se definen las capacidades o recursos queserán necesarios para acometer cada una de las mejoraspropuestas.

Normalmente para alcanzar la máxima eficienciaen el proceso la empresa necesita desarrollarunas capacidades o tener unos recursos que nose hallan inmediatamente a su alcance.
En este caso se define para la empresa una seriede ítems de mejora, pequeños procesos SMARTque sí son alcanzables y que permiten irdesarrollando las habilidades necesarias que seidentificaron durante el estudio.
Factores limitantes¿Qué son los factores limitantes?
Los factores limitantes son aquellos que impiden el llevar a cabo los SmartJobs tal y como han sido diseñados.
En O’Gayar Consulting aplicamos conjuntamente las herramientas Lean yla reingeniería de procesos para eliminar los factores limitantes y crearentornos de trabajo más eficientes y dinámicos.
REINGENIERÍA & LEAN MANAGEMENT
31
32
¿Qué es la Reingeniería de procesos?
Comprendiendo qué es un proceso y cómo éste forma parte integral de las empresas e institucionespodemos llegar a a la definición de reingeniería de procesos como “la re concepción fundamental y el rediseño radical de los procesos de negocios para lograr mejoras dramáticas en medidas de desempeño tales como en costos, calidad, servicio y rapidez”
La reingeniería de procesos es radical ya que busca llegar a la raíz de las cosas, no se trata solamente de mejorar los procesos, sino y principalmente, buscareinventarlos, con el fin de crear ventajas competitivas.
¿Cuáles son las fuerzas que impulsan a la reingeniería?
1. Clientes
2. Competencia
3. Cambio
33
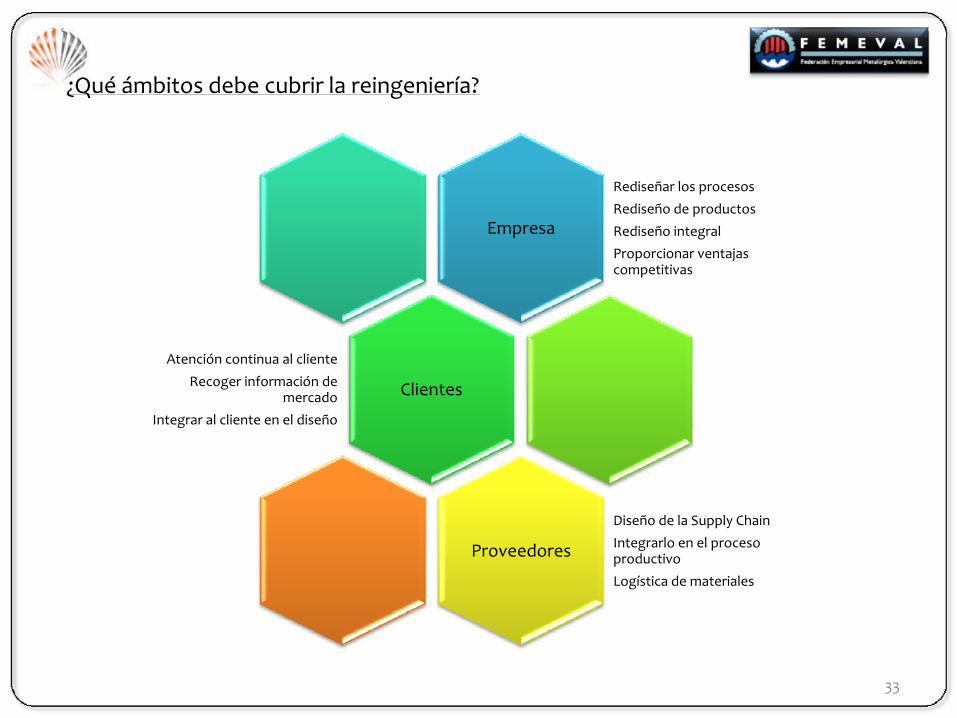
¿Qué ámbitos debe cubrir la reingeniería?
Empresa
Rediseñar los procesos
Rediseño de productos
Rediseño integral
Proporcionar ventajas competitivas
Clientes
Atención continua al cliente
Recoger información de mercado
Integrar al cliente en el diseño
Proveedores
Diseño de la Supply Chain
Integrarlo en el proceso productivo
Logística de materiales
34
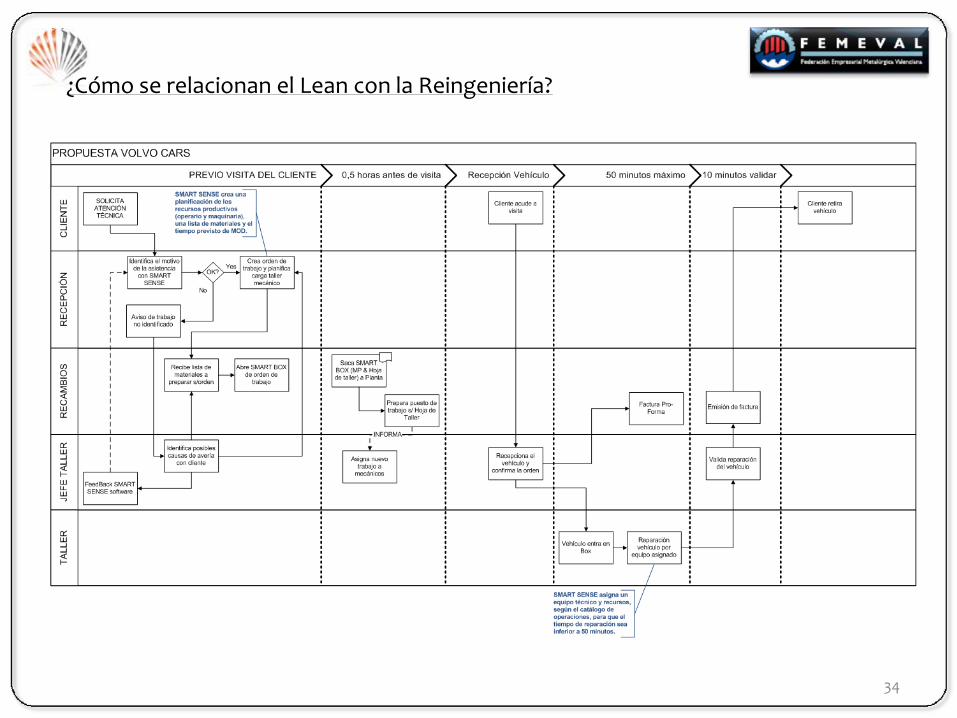
¿Cómo se relacionan el Lean con la Reingeniería?
35
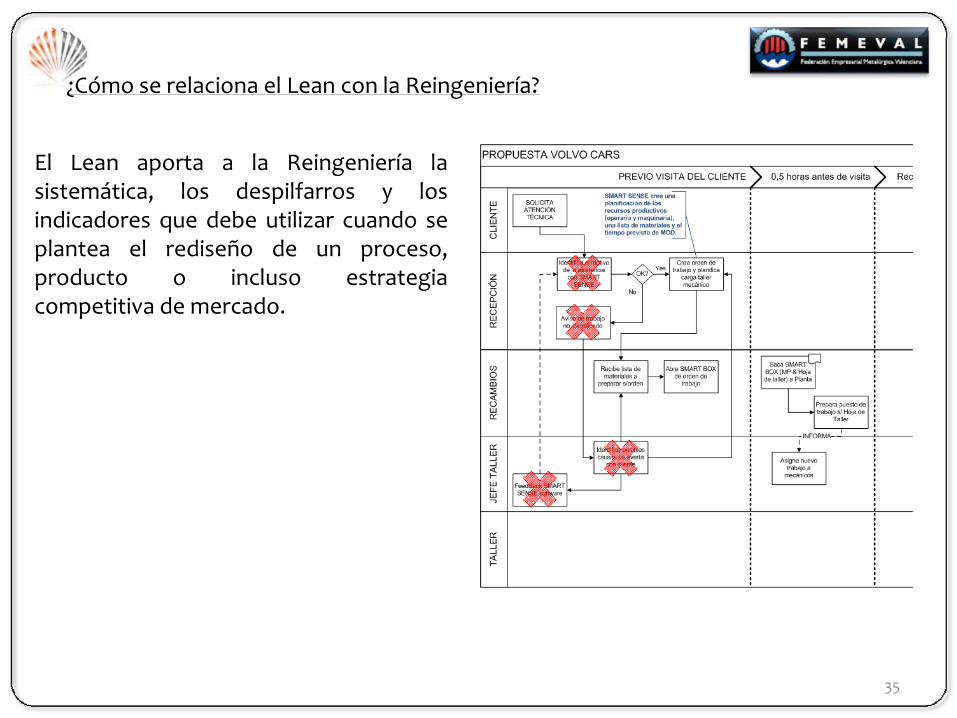
¿Cómo se relaciona el Lean con la Reingeniería?
El Lean aporta a la Reingeniería lasistemática, los despilfarros y losindicadores que debe utilizar cuando seplantea el rediseño de un proceso,producto o incluso estrategiacompetitiva de mercado.
36
¿Cómo aborda un problema de rediseño de producto con Lean?
Un producto se rediseña a partir de:1. las especificaciones de producto,2. de los requerimientos de clientes,3. de los conocimientos de la propia
empresa,4. de sus capacidades productivas.
Con esta información se diseña unproducto que satisfaga al cliente, quepueda fabricarse en nuestros centros detrabajo y que sea acorde a la estrategiade la empresa.
37
¿Cómo aborda un problema de rediseño de producto con Lean?
Etapas del rediseño:
1. Dividir el conjunto el elementos individuales2. Seleccionar los elementos o subconjuntos limitantes3. Rediseñar los elementos limitantes acorde a especificaciones4. Rediseñar los elementos colaterales afectados5. Viabilidad técnica del producto resultante6. Viabilidad económica del producto resultante
38
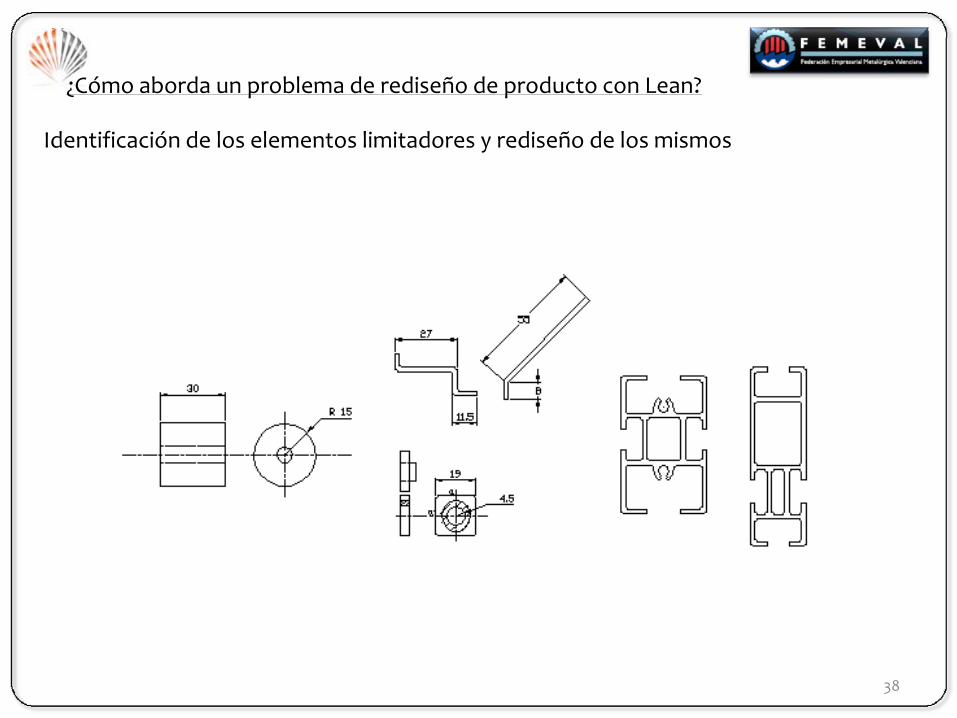
¿Cómo aborda un problema de rediseño de producto con Lean?
Identificación de los elementos limitadores y rediseño de los mismos
39
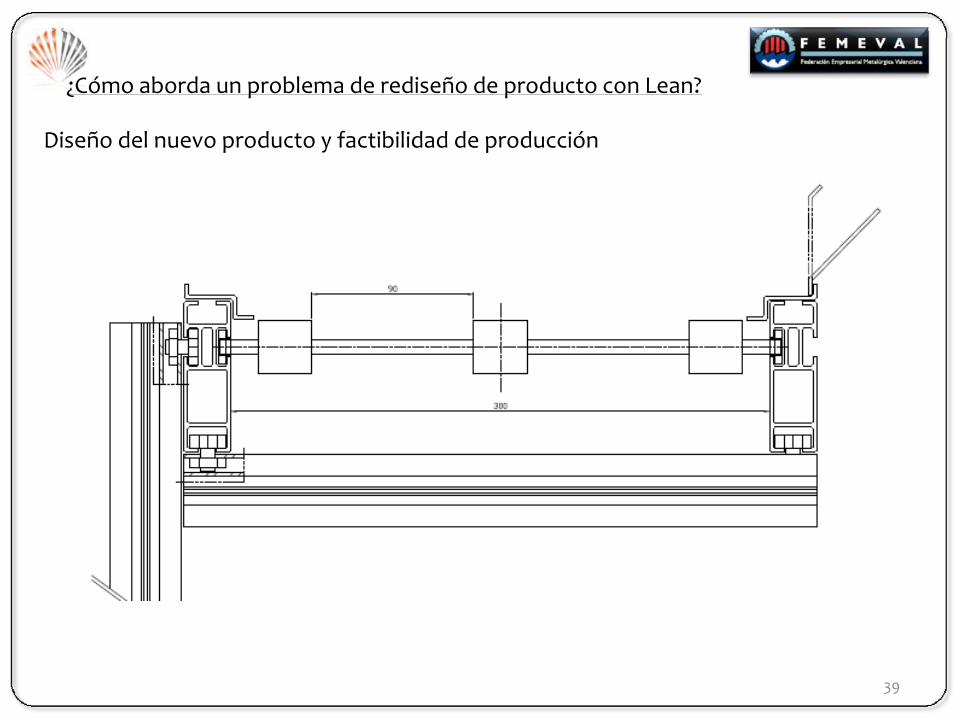
¿Cómo aborda un problema de rediseño de producto con Lean?
Diseño del nuevo producto y factibilidad de producción
40
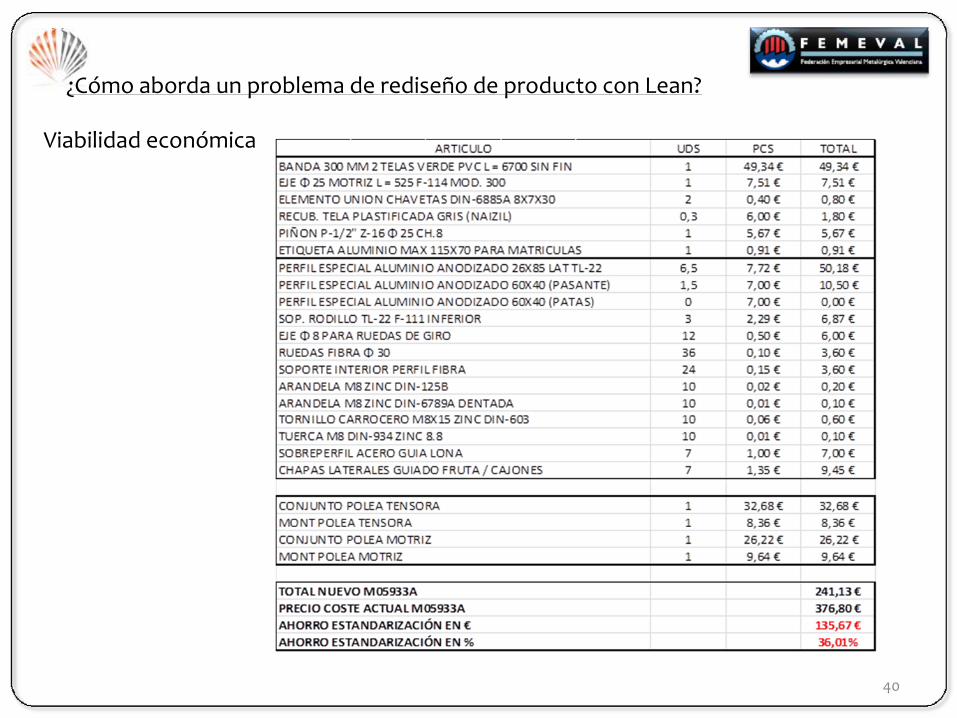
¿Cómo aborda un problema de rediseño de producto con Lean?
Viabilidad económica
"Si un dato no puede ser medido, no puede ser comprendido;si no puede ser comprendido, no puede ser controlado;
si no puede ser controlado, no puede ser mejorado”
Howard S. Gitlow
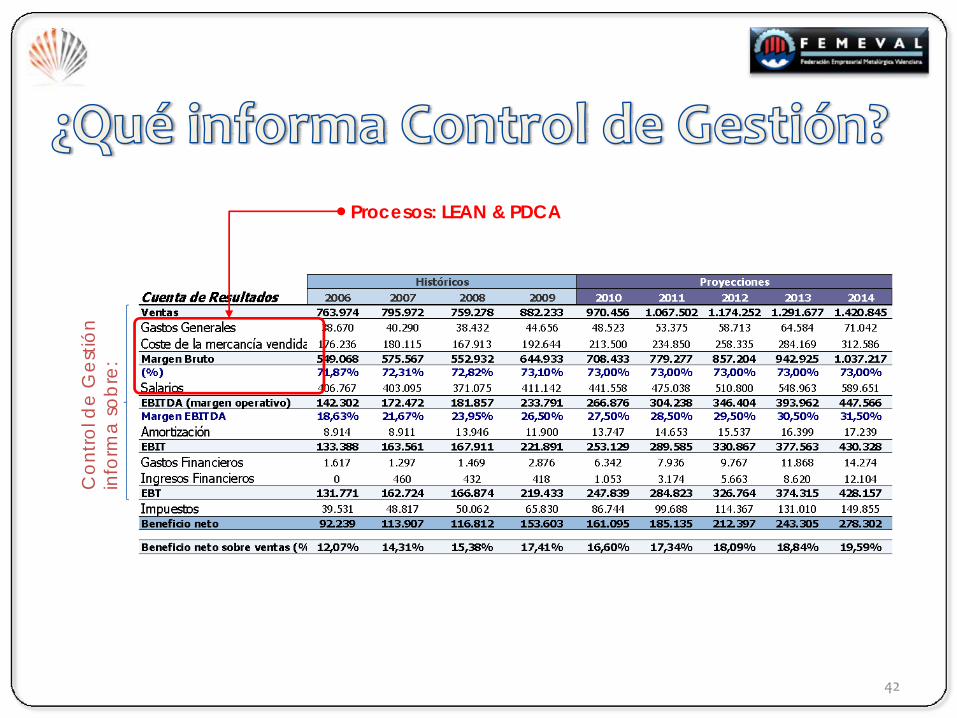
Control de Gestión
"Si un dato no puede ser medido, no puede ser mejorado”
41
42
Con
trol d
e G
estió
n in
form
a so
bre:
Procesos: LEAN & PDCA

La experiencia muestra …
Analiza
Evalúa
INFORMES DE GESTIÓN
Oportunidades
Orienta
Mejora
43
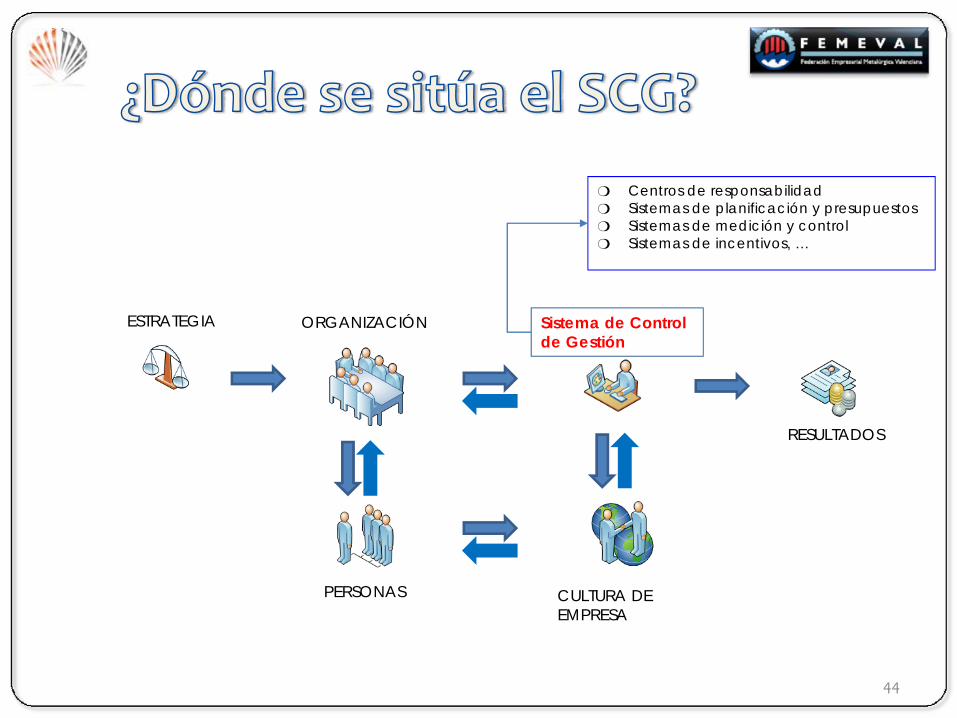
Centros de responsabilidadSistemas de planificación y presupuestosSistemas de medición y controlSistemas de incentivos, …
PERSONAS
ORGANIZACIÓN
CULTURA DE EMPRESA
ESTRATEGIA Sistema de Control de Gestión
RESULTADOS
44
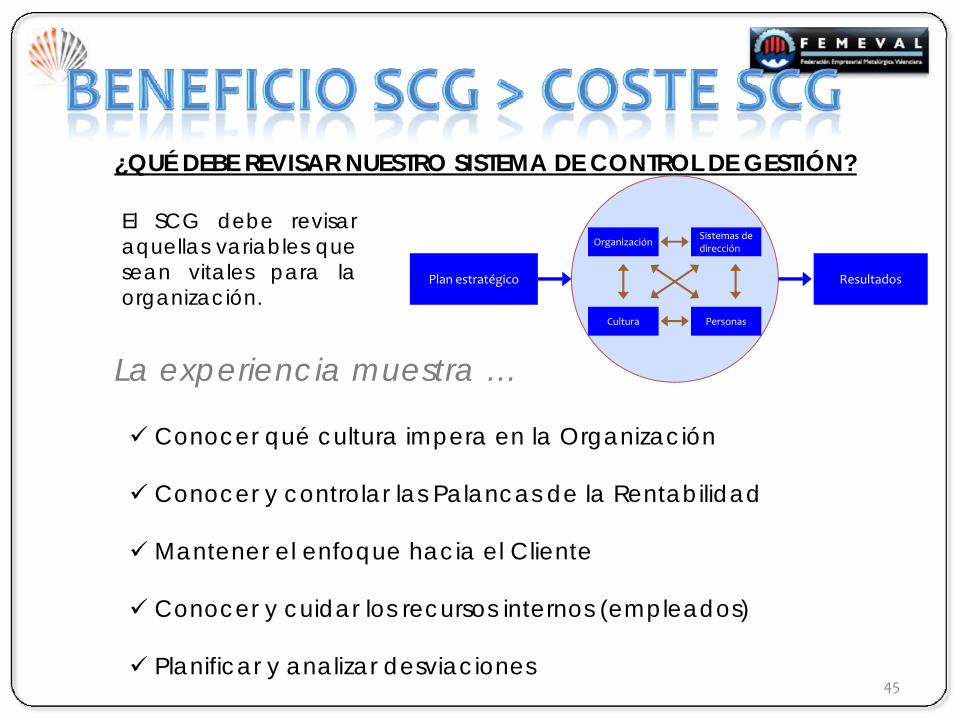
¿QUÉ DEBE REVISAR NUESTRO SISTEMA DE CONTROL DE GESTIÓN?
PersonasCultura
Organización
Resultados
Sistemas de dirección
Plan estratégico
El SCG debe revisaraquellas variables quesean vitales para laorganización.
La experiencia muestra …
Conocer qué cultura impera en la Organización
Conocer y controlar las Palancas de la Rentabilidad
Mantener el enfoque hacia el Cliente
Conocer y cuidar los recursos internos (empleados)
Planificar y analizar desviaciones45
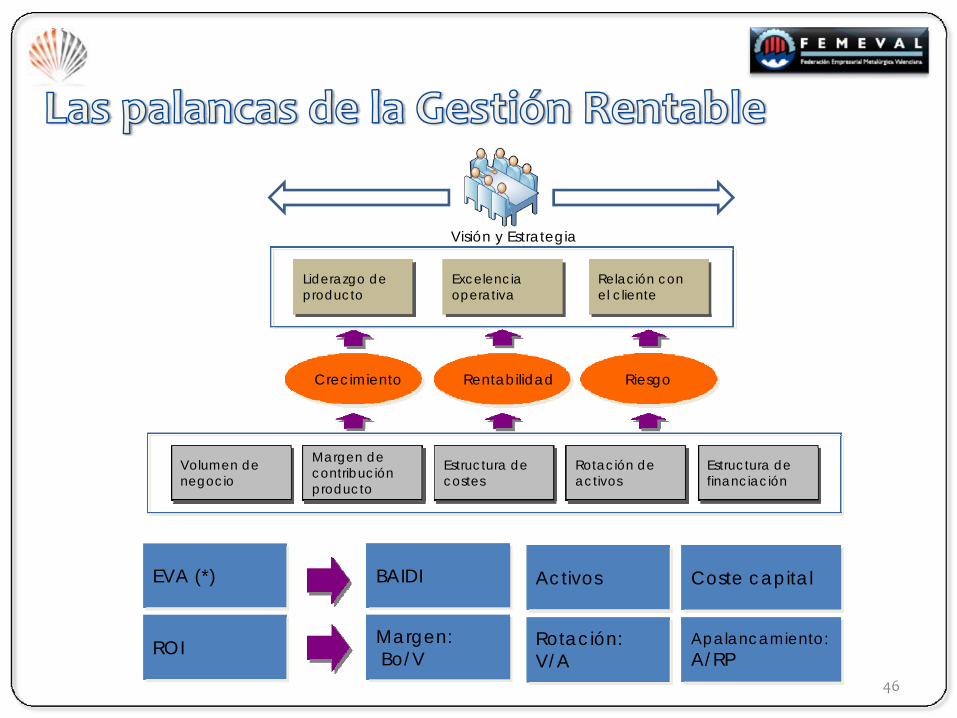
Liderazgo de producto
Excelencia operativa
Relación con el cliente
Crecimiento Rentabilidad Riesgo
Margen de contribución producto
Estructura de costes
Rotación de activos
Estructura de financiación
Volumen de negocio
Margen:Bo/V
Rotación:V/A
Apalancamiento:A/RPROI
BAIDI Activos Coste capitalEVA (*)
Visión y Estrategia
46
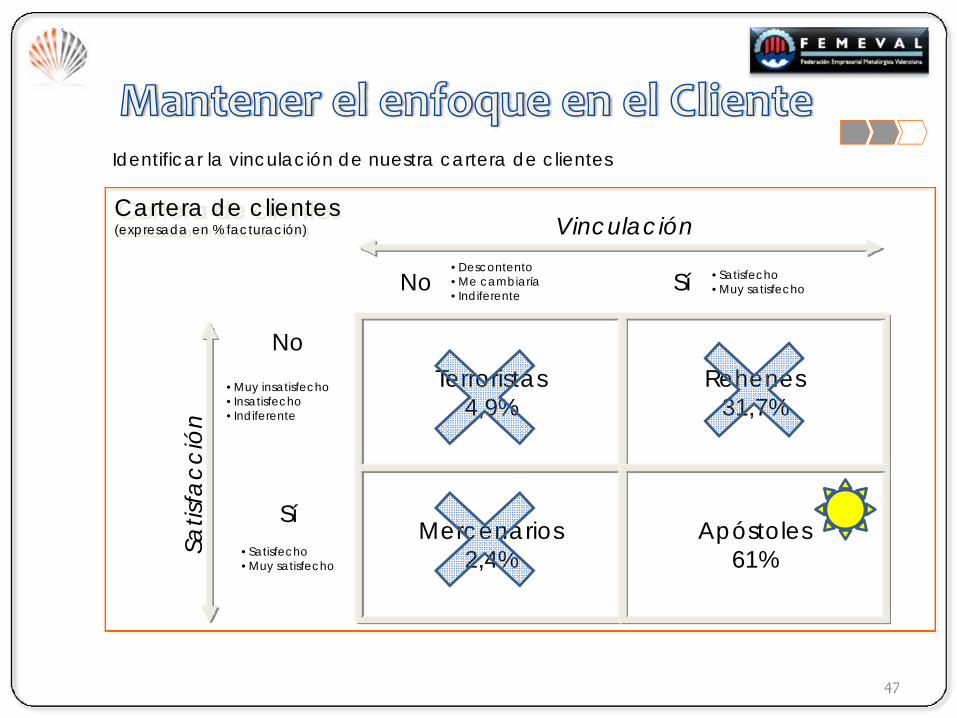
Identificar la vinculación de nuestra cartera de clientes
Cartera de clientes(expresada en % facturación)
Satis
facc
ión
Vinculación
•Muy insatisfecho•Insatisfecho•Indiferente
No Sí
•Satisfecho •Muy satisfecho
•Descontento•Me cambiaría•Indiferente
•Satisfecho •Muy satisfecho
No
Sí
Terroristas4,9%
Rehenes31,7%
Mercenarios2,4%
Apóstoles61%
47
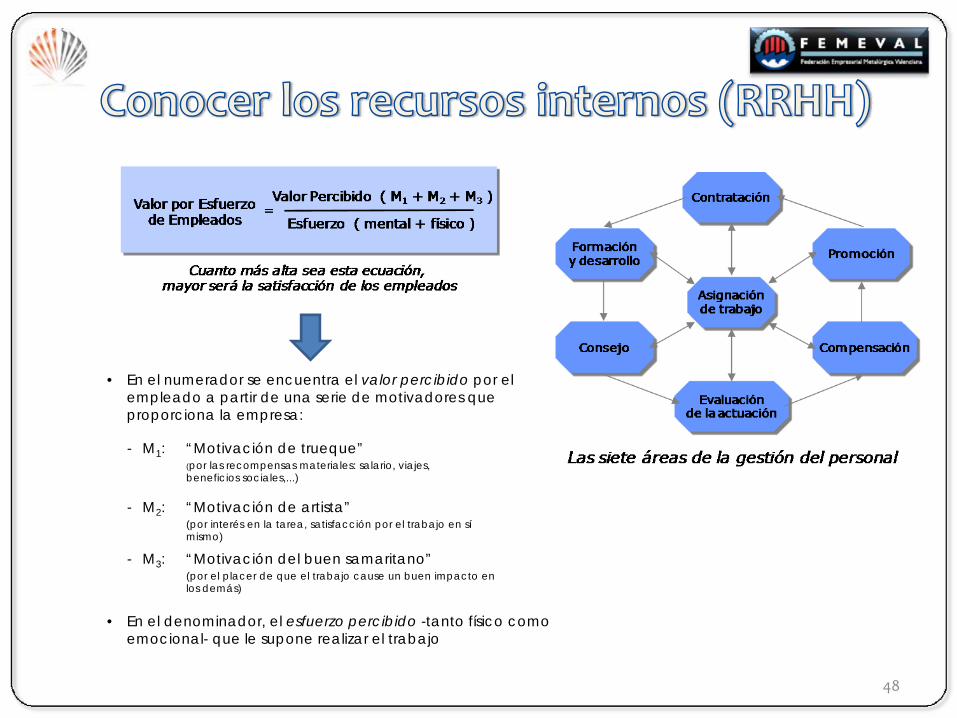
• En el numerador se encuentra el valor percibido por el empleado a partir de una serie de motivadores que proporciona la empresa:
- M1: “Motivación de trueque”(por las recompensas materiales: salario, viajes,beneficios sociales,...)
- M2: “Motivación de artista”(por interés en la tarea, satisfacción por el trabajo en símismo)
- M3: “Motivación del buen samaritano”(por el placer de que el trabajo cause un buen impacto enlos demás)
• En el denominador, el esfuerzo percibido -tanto físico como emocional- que le supone realizar el trabajo
48
49
PLANIFICAR Y HACER EL PRESUPUESTO ESTRATÉGICO NOS AYUDA A:
1. CENTRAR EL MARCO DE REFERENCIA CONTRA EL QUE NOS VAMOS AMEDIR EN LA CONSECUCIÓN DE OBJETIVOS Y EL USO DE RECURSOS.
2. NOS AYUDA A CONOCER, CON EXACTITUD, DE QUÉ RECURSOS NOASIGNADOS DISPONEMOS PARA PLANTEAR NUEVAS LÍNEAS DECRECIMIENTO ESTRATÉGICO (¡DIVERSIFICAR!)
50
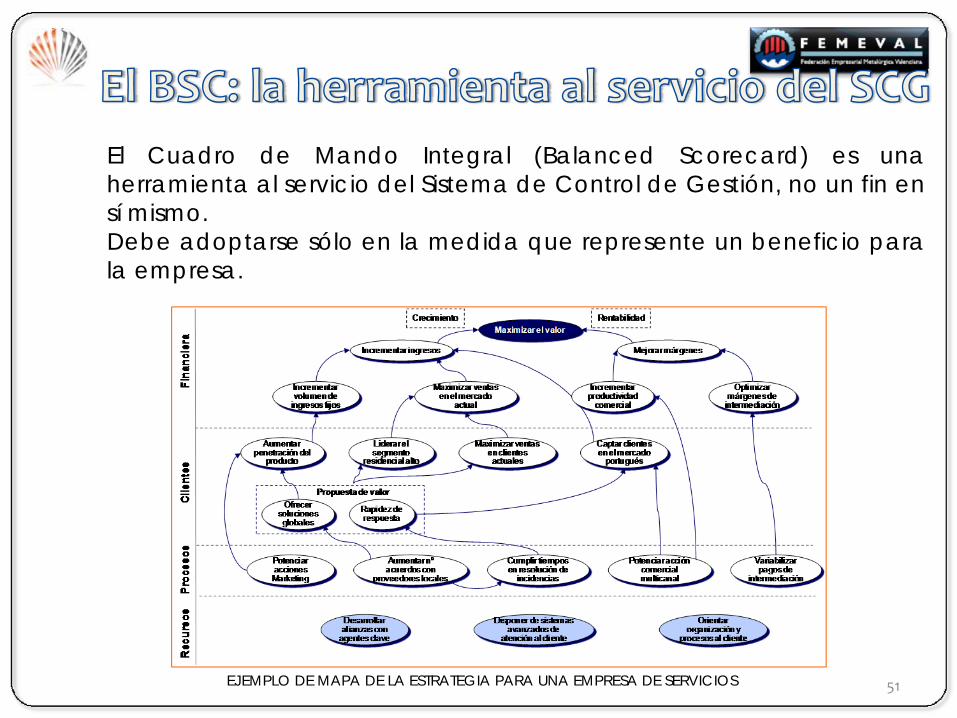
El Cuadro de Mando Integral (Balanced Scorecard) es unaherramienta al servicio del Sistema de Control de Gestión, no un fin ensí mismo.Debe adoptarse sólo en la medida que represente un beneficio parala empresa.
EJEMPLO DE MAPA DE LA ESTRATEGIA PARA UNA EMPRESA DE SERVICIOS 51
El Balanced Scorecard nos permiteenfocar la “fotografía” de cómoestamos acometiendo HOY nuestraestrategia a MEDIO o LARGO PLAZO.
Para enfocar la imagen es necesarioconcretar la visión de la Organizaciónen objetivos estratégicos relacionadosentre sí, agrupados en diferentesperspectivas.
52
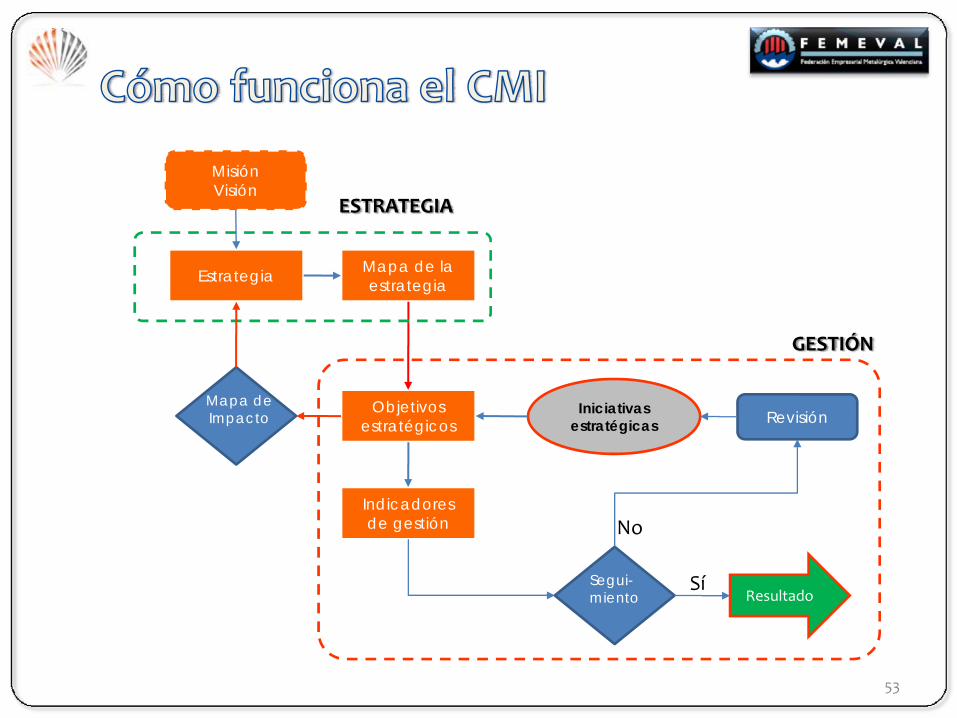
Estrategia Mapa de la estrategia
Objetivos estratégicos
Indicadores de gestión
Iniciativasestratégicas
MisiónVisión
Segui-miento
Revisión
ResultadoSí
No
GESTIÓN
ESTRATEGIA
Mapa de Impacto
53
El Mapa de la Estrategia: Perspectivas
Perspectiva financiera:¿Qué debemos hacer para optimizar los recursos económicos y materiales de los que disponemos?
Perspectiva cliente:¿Qué debemos hacer para satisfacer las expectativas de los ciudadanos?
Perspectiva interna:¿En qué procesos debemos ser excelentes para satisfacer las expectativas y hacer un uso eficiente de los recursos?
Perspectiva aprendizaje:¿Qué aspectos son críticos para mantener la excelencia en la gestión?
54
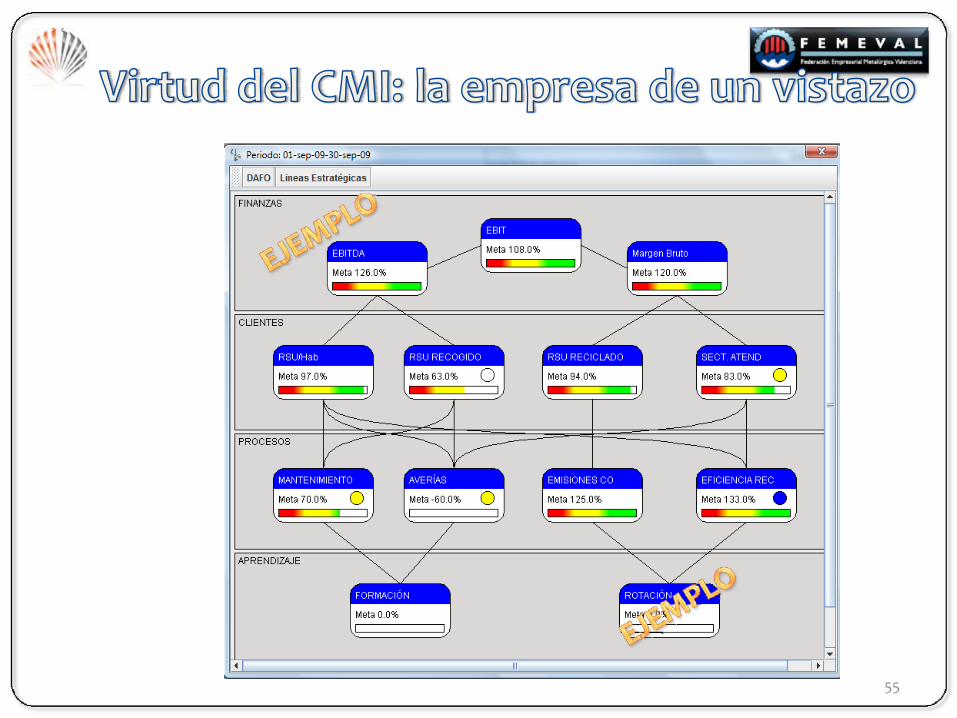
55
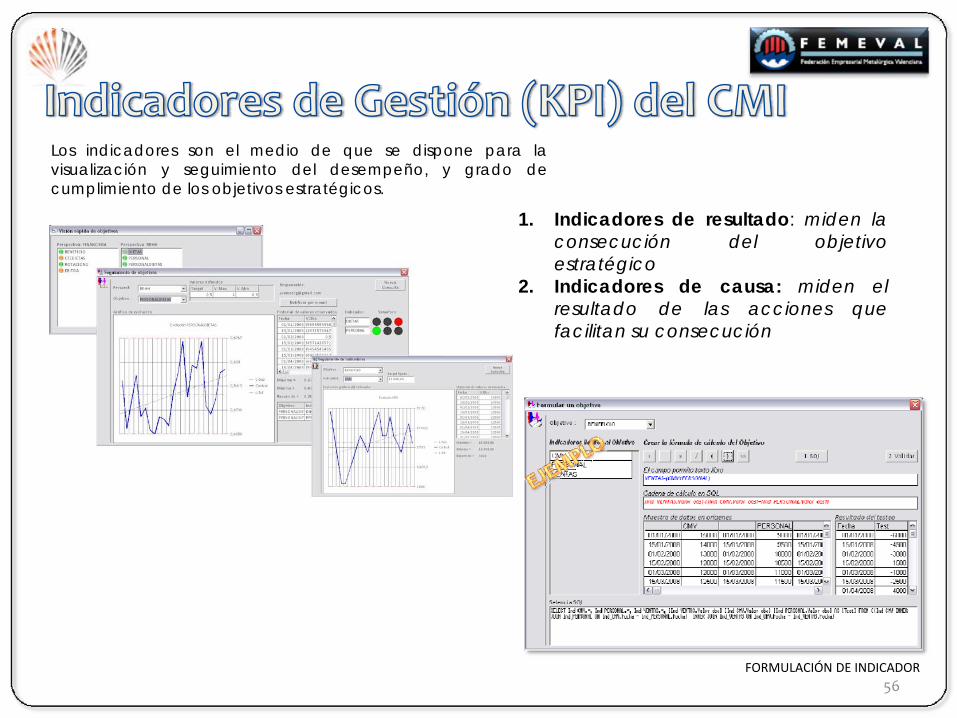
FORMULACIÓN DE INDICADOR
Los indicadores son el medio de que se dispone para lavisualización y seguimiento del desempeño, y grado decumplimiento de los objetivos estratégicos.
1. Indicadores de resultado: miden laconsecución del objetivoestratégico
2. Indicadores de causa: miden elresultado de las acciones quefacilitan su consecución
56
EN RESUMEN:
04/03/2011 LEAN MANUFACTURING ‐ ESCUELA DE NEGOCIOS LLUIS VIVES 57
04/03/2011 LEAN MANUFACTURING ‐ FEMEVAL 58
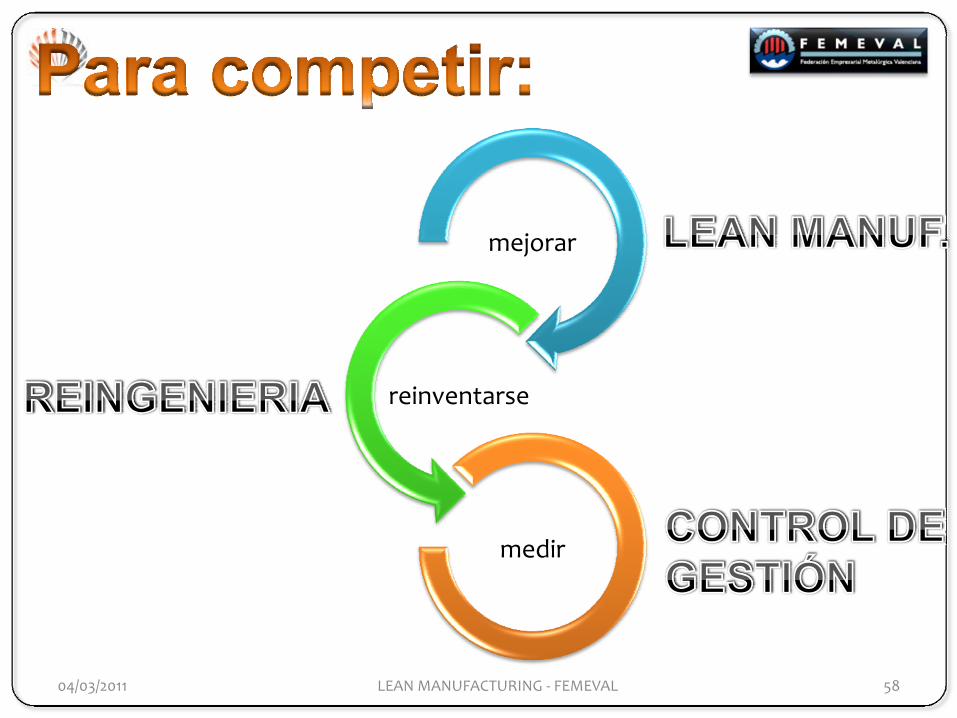
mejorar
reinventarse
medir