Embed Size (px)
Citation preview
1
2 – 1
ManagementAspectsofQualityChapter2
2 – 2
SixSigmasavesmillions atNationalSemiconductor
• NationalSemiconductorisacompanythatknowsalltoowellthatbeyondjusttheinitialfactoryconstruction,theentiresemiconductormanufacturingprocessisveryexpensive.• NationalSemiconductorranaverysuccessfulSix-Sigmaprojectandthenlaunched30otherSix-Sigmaprojects,leadingtotensofmillionsofdollarsincostsavings.• ThecompanyisalsoclearinnotingthatSix-Sigmahasenhanceditsproblemsolvingcapabilitiesandprovidedalogicalpathtofollowinmakingkeystrategydecisions.
2 – 3
LearningObjectives
1.DescribethequalitymanagementphilosophiesofW.EdwardsDeming,JosephM.Juran,andArmandV.Feigenbaum2.Discusstotalqualitymanagement,six-sigma,theMalcolmBaldrigeNationalQualityAward,andqualitysystemsandstandards3.Understandtheimportanceofselectinggoodprojectsforimprovementactivities4.ExplainthefivestepsofDMAIC5.KnowwhenandwhennottouseDMAIC
2 – 4
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
2
2 – 5
Introduction
§ Themanagement systemofanorganizationmustbeorganized toproperlydirect theoverall quality improvement philosophyandensure itsdeployment inallaspectsofthebusiness.
§ Theeffective management ofquality involves successfulexecutionofthreeactivities§ QualityPlanning,§ QualityAssurance,and§ QualityControlandImprovement.
2 – 6
QualityPlanning
§ Qualityplanning isa strategicactivity
§ Qualityplanning involves§ identifyingcustomers,bothexternal andthose thatoperate
internal tothebusiness,and identifying theirneeds (thisissometimes called listening tothevoiceofthecustomer [VOC]).
§ Designanddevelopproductsorservices thatmeet orexceedcustomerexpectations.
§ Determine howtheseproductsandserviceswill berealized.§ Planning forquality improvement ona specific,systematic
basisisalsoavitalpartofthisprocess.
2 – 7
QualityAssurance
§ Qualityassuranceisthesetofactivitiesthatensuresthatqualitylevelsofproductsandservicesareproperlymaintainedandthatsupplierandcustomerqualityissuesareproperlyresolved.
§ Qualitysystemdocumentationinvolvesfourcomponents.§ Policygenerallydealswithwhatistobedoneandwhy.§ Proceduresfocusonthemethodsandpersonnelthatwillimplementpolicy.§ Workinstructionsandspecificationsareusuallyproduct-,department-,
tool-,ormachine-oriented.§ Recordsareawayofdocumentingthepolicies,procedures,andwork
instructionsthathavebeenfollowed.
§ Development,maintenance,andcontrolofdocumentationareimportantqualityassurancefunctions.
“Saywhatyouaregoing todo,anddowhatyousay.”2 – 8
QualityControl
§ Qualitycontroland improvement involve thesetofactivities usedtoensure that theproductsandservices meet requirements andare improved onacontinuousbasis.
§ Variability isoftenamajor sourceofpoorqualityandstatisticaltechniques, includingSPCanddesignedexperiments, are themajor toolsofqualitycontrolandimprovement.
§ Quality improvement isoftendoneonaproject-by-projectbasisandinvolves teams ledbypersonnelwithspecializedknowledgeofstatisticalmethodsandexperience inapplying them.
§ Projects shouldbeselectedsothat theyhavesignificantbusinessimpactandare linkedwith theoverall businessgoalsforqualityidentifiedduring theplanningprocess.
3
2 – 9
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
2 – 10
HistoricalDevelopment ofQualityPhilosophy
§ Manypeoplehavecontributed tothestatisticalmethodologyofquality improvement however three individualsemerge astheleaders:§ W.E.Deming,§ J.M. Juran,and§ A.V.Feigenbaum.
2 – 11
W.EDWARDSDEMING(1900– 1993)
§ HewaseducatedinengineeringandphysicsattheUniversityofWyomingandYaleUniversity.
§ HeworkedforWesternElectricandwasinfluencedgreatlybyWalterA.Shewhart.
§ FollowingWorldWarIIhebecameaconsultanttoJapaneseindustriesandconvincedtheirtopmanagementofthepowerofstatisticalmethodsandtheimportanceofqualityasacompetitiveweapon.
2 – 12
Deming’s14points
1 Create aconstancyofpurpose focusedontheimprovement ofproductsandservices
2 Adoptanewphilosophythatrecognizeswe are inadifferenteconomicera
3 Donotrelyonmassinspection to“control”quality4 Donotawardbusinesstosuppliersonthebasisofpricealone,
butalsoconsiderquality5 Focusoncontinuousimprovement6 Practicemodern training methodsand investinon-the-job
training forallemployees7 Improve leadership, andpracticemodernsupervisionmethods
4
2 – 13
Deming’s14points
8 DriveoutFear9 Break downthebarriersbetween functionalareas ofthe
business10 Eliminate targets, slogans,andnumerical goalsforthe
workforce11 Eliminate numerical quotasandworkstandards12 Remove thebarriers thatdiscourageemployees fromdoing
their jobs13 Instituteanongoingprogramofeducation forallemployees14 Create astructure intopmanagement thatwill vigorously
advocate the first13points
2 – 14
Deming’s SevenDeadlyDiseasesofManagement
1 Lackofconstancyofpurpose2 Emphasisonshort-termprofits3 Evaluation ofperformance, merit rating,andannualreviews
ofperformance4 Mobilityoftopmanagement5 Runningacompanyonvisiblefiguresalone6 Excessivemedical costs7 Excessive legal damage awards
2 – 15
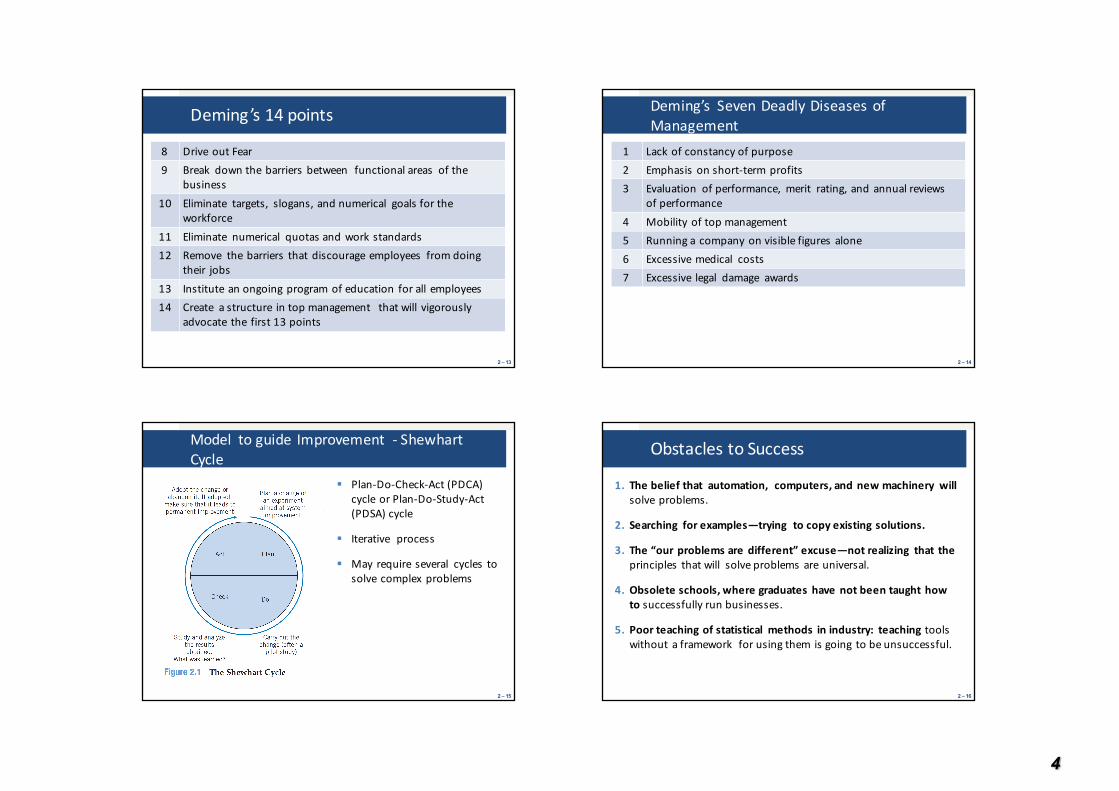
Model toguide Improvement - ShewhartCycle
§ Plan-Do-Check-Act(PDCA)cycleorPlan-Do-Study-Act(PDSA)cycle
§ Iterative process
§ Mayrequireseveral cycles tosolvecomplexproblems
2 – 16
ObstaclestoSuccess
1. Thebeliefthat automation, computers,andnewmachinery willsolveproblems.
2. Searching forexamples—trying tocopyexistingsolutions.
3. The“ourproblemsaredifferent”excuse—notrealizing that theprinciples thatwill solveproblemsareuniversal.
4. Obsoleteschools,wheregraduateshavenotbeentaughthowtosuccessfullyrunbusinesses.
5. Poorteachingofstatistical methods inindustry: teachingtoolswithoutaframework forusingthem isgoing tobeunsuccessful.
5
2 – 17
ObstaclestoSuccess
6. Relianceoninspectiontoproducequality.
7. Relianceonthe“quality controldepartment” totakecareofallqualityproblems.
8. Blaming theworkforceforproblems.
9. Falsestarts, suchasbroad teachingofstatistical methodswithoutaplanastohowtousethem, qualitycircles,employeesuggestionsystems,andother formsof“instantpudding.”
10.Thefallacy of zerodefects:Companiesfaileventhoughtheyproduceproductsandservices withoutdefects.Meeting thespecificationsisn’t thecomplete storyinanybusiness.
2 – 18
ObstaclestoSuccess
11. Inadequate testingofprototypes:Aprototypemaybeaone-offarticlewithartificially gooddimensions,butwithoutknowledge ofvariability, testingaprototypetellsvery little.Thisisasymptomofinadequate understandingofproductdesign,development, andtheoverall activityoftechnologycommercialization.
12.“Anyonethatcomestohelpusmustunderstandall aboutourbusiness.”Thisisbizarre thinking: therealready arecompetentpeople intheorganizationwhoknoweverything aboutthebusiness—excepthowtoimprove it.Newknowledge and ideas(oftenfromtheoutside)mustbefusedwithexistingbusinessexpertise tobringaboutchangeand improvement.
2 – 19
JOSEPHM.JURAN(1904–2008)
§ Juran wasoneofthefoundingfathersofthequality-controlandimprovementfield.
§ HeworkedforWalterA.Shewhart atAT&TBellLaboratoriesandwasattheleadingedgeofqualityimprovementthroughouthiscareer.
§ AftertheWorldWarII,hebecametheheadoftheDepartmentofAdministrativeEngineeringatNewYorkUniversity.
§ HewasinvitedtospeaktoJapaneseindustryleadersastheybegantheirindustrialtransformationintheearly1950s.
§ Healsocreatedanactiveconsultingpractice(theJuran Institute)andlecturedwidelythroughtheAmericanManagementAssociation.
§ Hewastheco-author(withFrankM.Gryna)oftheQualityControlHandbook,astandardreferenceforqualitymethodsandimprovementsinceitsinitialpublicationin1957.
2 – 20
JuranTriology
§ Juran tookamorestrategic approachtoqualitymanagement andimprovement thanDeming.
§ Juran Triology:§ Planning
§ Identifycustomerneeds§ Designanddevelopproducts/services andprocesses§ Planforquality improvement onaregular basis
§ Control§ Ensure thatproductsandservicesmeet requirements
§ Improvement§ Aims toachieve performance andquality levels thatare
higher thancurrent levels.
6
2 – 21
ARMANDV.FEIGENBAUM(1922–)
§ Feigenbaum firstintroducedtheconceptofcompanywidequalitycontrolinhishistoricbookTotalQualityControl(1951)
§ Heproposedathree-stepapproachtoimprovingquality:§ Qualityleadership,§ Qualitytechnology, and§ Organizational commitment.
§ Heproposeda19-stepimprovementprocess,ofwhichuseofstatisticalmethodswasstep17.
§ Heinitiallysuggestedthatmuchofthetechnicalcapabilitybeconcentratedinaspecializeddepartmentwhichisincontrasttothemodernview.
§ Feigenbaum isconcernedwithorganizationalstructureandasystemsapproachtoimprovingqualitywhichisimportant.
2 – 22
OtherContributors
§ KaoruIshikawa§ HeledJUSEduringitsearlygrowthyearsandultimatelybecameoneofthe
mostimportantandinfluentialleadersoftheJapanesequalityimprovementmovement.
§ Hedevelopedmanybasicqualityimprovementtools,themostfamousofwhichisthecause-andeffectdiagram(alsocalledtheIshikawadiagram)
§ PhilipCrosby§ Crosbybelievedthatqualitywasasourceofprofitandopportunityfora
company§ Hewrotetwowidelyreadbooksonquality;QualityIsFree(publishedin
1979),andQualitywithoutTears(publishedin1984).§ Thesebookswereeasytoreadandpromisedthatimprovementwas
possiblebyrelyingonthebehavorial andmotivationalaspectsofqualityimprovement.
§ Acentralfeaturewasthezerodefectsconcept
2 – 23
OtherContributors
§ Genichi Taguchi§ Hebelievedthatunwanted
variabilitywasaleadingcauseofpoorquality.
§ Hearguedthatanydeviationfromtheidealortargetvalueforaqualitycharacteristicresultedinaloss,notjusttothecustomerandthebusiness,buttosociety.
§ thelossesbegintooccurassoonasthequalitycharacteristicdeviatesfromthetarget.
2 – 24
OtherContributors
§ Amore traditionalview wouldbe that lossesonlyoccurwhen thequalitycharacteristic exceedseither the lowerorupperspecification
§ IntheTaguchi approach, someofthisexcessvariability inproductsorprocessesoccursasaresultoffactorsthataredifficultorimpossible tocontrol,called noisevariables.
§ Taguchi suggestedusingrobustparameter designtodeterminethe levelsofthe factorsthatcouldbewell controlled tobothoptimize the target levels ofqualitycharacteristicsandoffsetthevariability transmitted fromnoisevariables.
§ The technicalmethodsheadvocated toachieve robustnesswereshowntobe inefficientandoften ineffective andbetter methodswere developed inthe late1980sandearly1990s.
7
2 – 25
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
2 – 26
TotalQualityManagement
§ Total quality management (TQM) isasetofmanagementpracticesaimed atinstillingawareness ofqualityprinciplesthroughouttheorganizationandensuring that thecustomerrequirements are consistentlymetorexceeded.
§ TQMbegan intheearly 1980swiththephilosophiesofDemingandJuran asthe focalpoint.
§ Organizations thathave implemented aTQMapproachtoqualityimprovement have§ qualitycouncilsorhigh-levelteamsthatdealwithstrategicquality
initiatives,§ workforce-levelteamsthatfocusonroutineproductionorbusiness
activities,and§ cross-functionalteamsthataddressspecificqualityimprovementissues.
2 – 27
TQM
§ TQMhasonlyhadmoderate successforavariety ofreasons§ Lackoftop-down,high-levelmanagementcommitmentandinvolvement;§ Inadequateuseofstatisticalmethodsandinsufficientrecognitionof
variabilityreductionasaprimeobjective;§ Generalasopposedtospecificbusiness-results-orientedobjectives;and§ Toomuchemphasisonwidespreadtrainingasopposedtofocused
technicaleducation.
§ Manymanagers andexecutives have regarded itas justanother“program” toimprove quality.
2 – 28
TQM
§ Duringthe1950sand1960s,programssuchasZeroDefectsandValueEngineering abounded,buttheyhad little real impactonqualityandproductivityimprovement.
8
2 – 29
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
2 – 30
QualitySystemsandStandards
§ The International StandardsOrganization (foundedin1946inGeneva, Switzerland), knownasISO,hasdeveloped a seriesofstandardsforquality systems.§ Firstissuedin1987§ CurrentversionknownasISO9000series
§ The three standardsofISO9000are:§ ISO9000:2000QualityManagementSystem—Fundamentalsand
Vocabulary§ ISO9001:2000QualityManagementSystem—Requirements§ ISO9004:2000QualityManagementSystem—GuidelinesforPerformance
Improvement
§ ISO9000isalsoanAmerican NationalStandards InstituteandASQstandard.
2 – 31
ISO9001:2000
§ The ISO9001:2000standardhaseightclauses:1. Scope,2. NormativeReferences,3. Definitions,4. QualityManagementSystems,5. ManagementResponsibility,6. ResourceManagement,7. Product(orService)Realization,and8. Measurement,Analysis,andImprovement.
§ Tobecomecertified under the ISOstandard,acompanymustselecta registrar andprepare foracertificationauditbythisregistrar.
2 – 32
ISO9001:2000
§ Preparing forthecertification audit involvesmanyactivitiesincluding§ aninitialorphaseIauditthatchecksthepresentqualitymanagement
systemagainstthestandard.§ Establishteamstoensurethatallcomponentsofthekeyclauseare
developedandimplemented§ Trainingofpersonnel§ Developmentofapplicabledocumentation§ Developingandinstallingallnewcomponentsofthequalitysystemthat
mayberequired.
§ Finallycertification audit takesplace.
§ Ifthecompany iscertified, thenperiodicsurveillance auditsbytheregistrar continue,usuallyonanannual (orperhapssix-month)schedule.
9
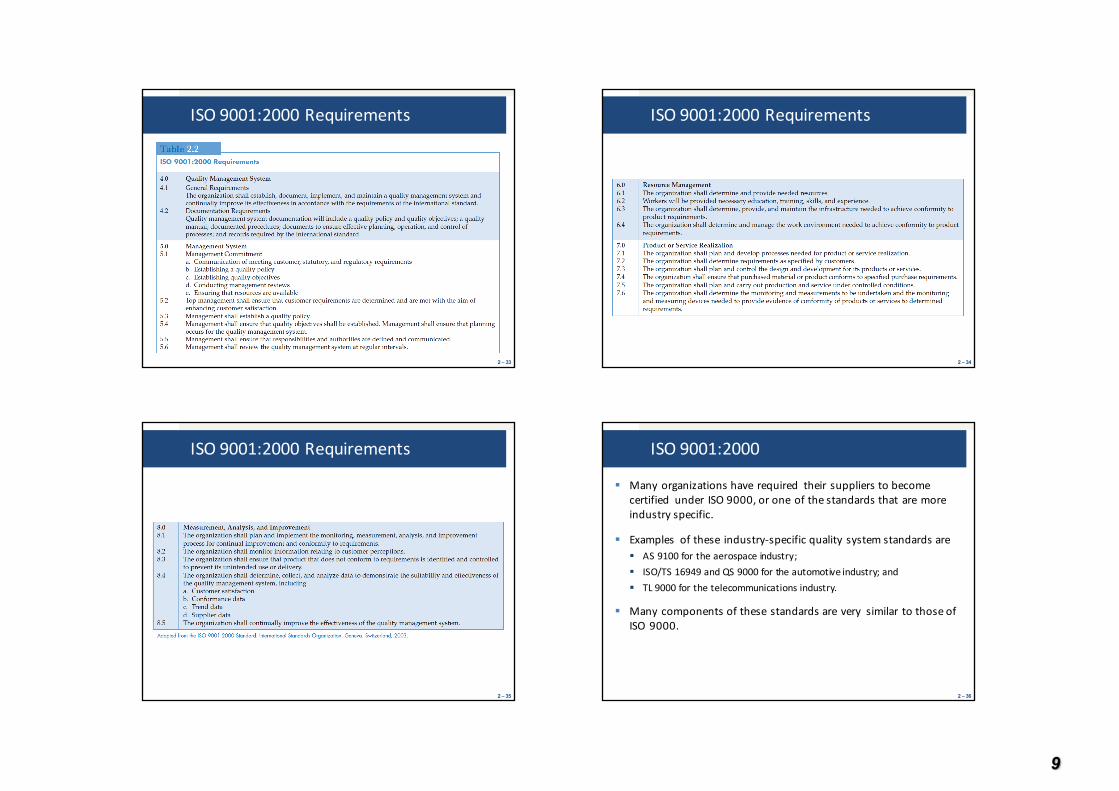
2 – 33
ISO9001:2000Requirements
2 – 34
ISO9001:2000Requirements
2 – 35
ISO9001:2000Requirements
2 – 36
ISO9001:2000
§ Manyorganizationshave required their supplierstobecomecertified under ISO9000,oroneofthestandardsthataremoreindustryspecific.
§ Examples ofthese industry-specificquality systemstandardsare§ AS9100fortheaerospaceindustry;§ ISO/TS16949andQS9000fortheautomotiveindustry;and§ TL9000forthetelecommunicationsindustry.
§ Manycomponentsofthesestandardsarevery similar tothoseofISO9000.
10
2 – 37
PitfallsofISOcertification
§ The focusofISOcertification isqualityassurance
§ There isfartoomucheffortdevoted todocumentation,paperwork, andbookkeeping andnotnearly enough toactuallyreducingvariability and improvingprocessesandproducts.
§ Manyofthethird-party registrars, auditors,andconsultantsthatwork inthisarea arenotsufficientlyeducatedorexperiencedenough inthe technical toolsrequiredforquality improvementorinhowthese toolsshouldbedeployed.
§ There isalsoevidence that ISOcertificationorcertificationunderoneoftheother industry-specificstandardsdoes little topreventpoorqualityproductsfrombeingdesigned, manufactured, anddelivered tothecustomer.
2 – 38
PitfallsofISOcertification
§ The focusofISOcertification isqualityassurance
§ There isfartoomucheffortdevoted todocumentation,paperwork, andbookkeeping andnotnearly enough toactuallyreducingvariability and improvingprocessesandproducts.
§ Manyofthethird-party registrars, auditors,andconsultantsthatwork inthisarea arenotsufficientlyeducatedorexperiencedenough inthe technical toolsrequiredforquality improvementorinhowthese toolsshouldbedeployed.
§ There isalsoevidence that ISOcertificationorcertificationunderoneoftheother industry-specificstandardsdoes little topreventpoorqualityproductsfrombeingdesigned, manufactured, anddelivered tothecustomer.
2 – 39
PitfallsofISOcertification
§ Ithasbeenestimated thatISOcertification activities areapproximately a$40billionannualbusiness,worldwide.
§ Muchofthismoney flowstothe registrars,auditors,andconsultantsanddoesnotincludealloftheinternal costsincurredbyorganizations toachieve registration.
2 – 40
MalcolmBaldrigeNationalQualityAward(MBNQA)
§ TheMalcolmBaldrigeNationalQuality Award(MBNQA)wascreated bytheU.S.Congressin1987.
§ It isgivenannually torecognizeU.S.organizationsforperformance excellence.
§ Awardsare given toorganizations infivecategories: manufacturing,service, smallbusiness,healthcare, andeducation.
11
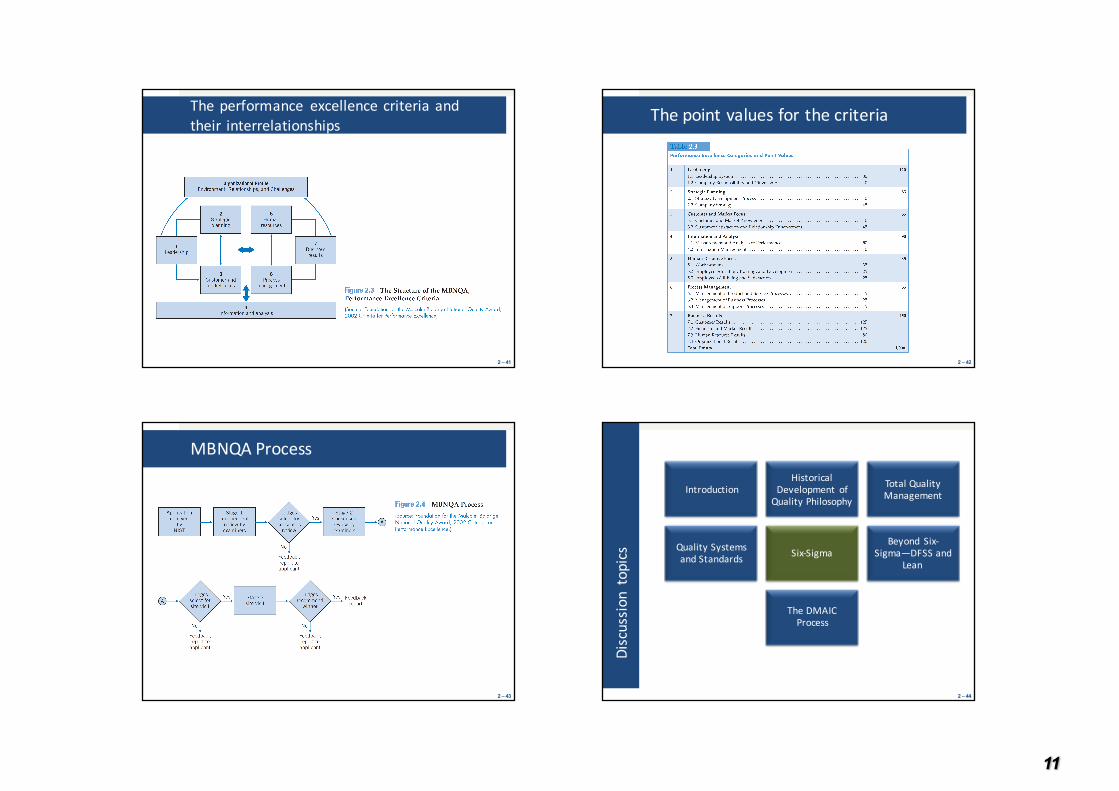
2 – 41
Theperformance excellencecriteriaandtheir interrelationships
2 – 42
Thepointvaluesforthecriteria
2 – 43
MBNQAProcess
2 – 44
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
12
2 – 45
SixSigma
§ Six-Sigma isabusinessstrategythat seeks toimprovebusinessperformance byidentifying andremoving thecausesofdefectsanderrors
§ Motoroladeveloped theSix-Sigma program inthe late 1980sasaresponse tothedemand fortheirproducts.
§ The focusofsix-sigmaisreducingvariability inkeyproductqualitycharacteristics tothe level atwhichfailureordefectsare extremely unlikely.
2 – 46
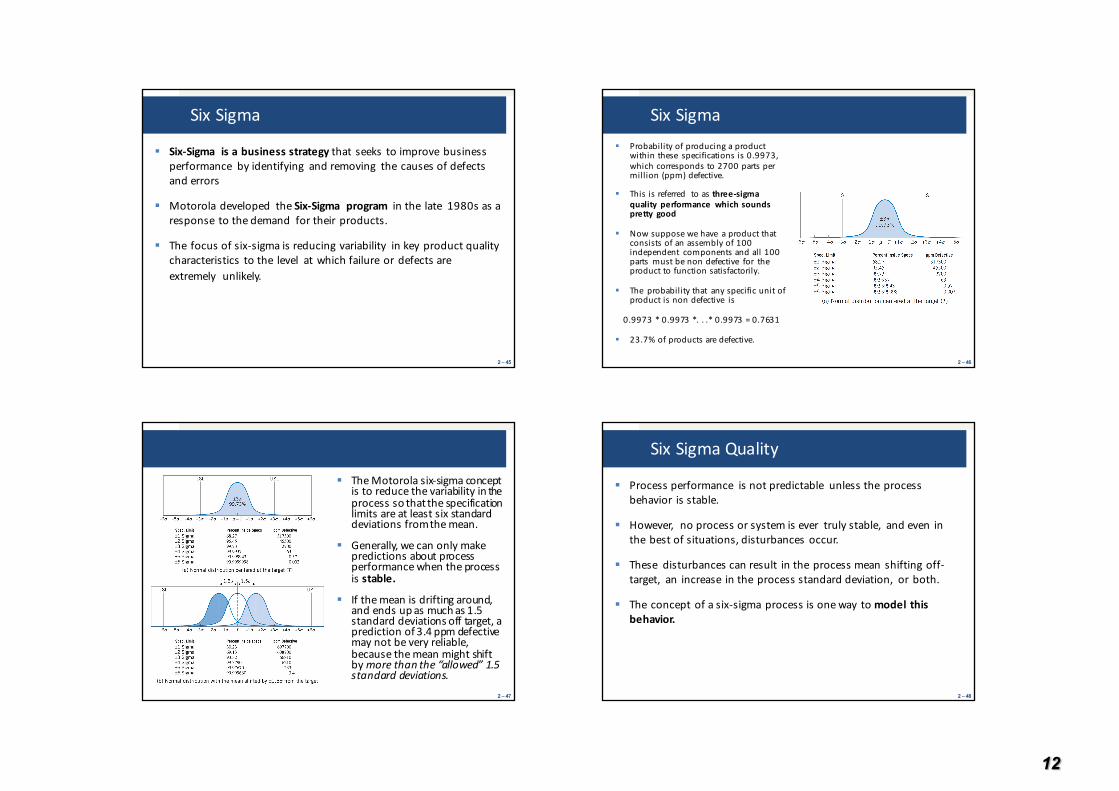
SixSigma§ Probabilityofproducingaproduct
withinthese specificationsis0.9973,whichcorrespondsto2700partspermillion(ppm)defective.
§ Thisisreferred toasthree-sigmaquality performance whichsoundspretty good
§ Nowsupposewehave aproductthatconsistsofanassemblyof100independent componentsandall100parts mustbenondefective for theproducttofunctionsatisfactorily.
§ The probabilitythat anyspecificunitofproductisnondefective is
0.9973*0.9973*...*0.9973=0.7631
§ 23.7%ofproductsaredefective.
2 – 47
§ TheMotorolasix-sigmaconceptistoreducethevariabilityintheprocesssothatthespecificationlimitsareatleastsixstandarddeviationsfromthemean.
§ Generally,wecanonlymakepredictionsaboutprocessperformancewhentheprocessisstable.
§ Ifthemeanisdriftingaround,andendsupasmuchas1.5standarddeviationsofftarget,apredictionof3.4ppm defectivemaynotbeveryreliable,becausethemeanmightshiftbymorethanthe“allowed”1.5standarddeviations.
2 – 48
SixSigmaQuality
§ Processperformance isnotpredictable unlesstheprocessbehavior isstable.
§ However, noprocessorsystemisever trulystable, andeven inthebestofsituations,disturbancesoccur.
§ These disturbancescanresult intheprocessmeanshiftingoff-target, an increase intheprocessstandarddeviation, orboth.
§ Theconceptofasix-sigmaprocessisoneway tomodel thisbehavior.
13
2 – 49
SixSigma
§ Typical six-sigmaprojectsarefourtosixmonthsindurationandare selected fortheirpotential impact in thebusiness.
§ Six-sigmausesa specificfive-stepproblemsolvingapproach:Define, Measure,Analyze, Improve, andControl(DMAIC).
2 – 50
SixSigma(Example)
§ Considerthevisittoafast-foodrestaurant.Thecustomerordersatypicalmeal:ahamburgerbun,meat,specialsauce,cheese,pickle,onion,lettuce,andtomato,fries,andasoftdrink.
§ Thisproducthastencomponents(independent).Is99%goodqualitysatisfactory?
P(Singlemealgood)=(0.99)10=0.9044
§ Nowsupposethatthecustomerisafamilyoffour.
P{Allmealgood}=(0.9044)4=0.6690
§ Nowsupposethatthishypotheticalfamilyoffourvisitsthisrestaurantonceamonth
P{Allvisitsduringtheyeargood}=(0.6690)12=0.0080
2 – 51
GenerationsofSixSigma
§ Since itsorigins, therehave been threegenerations ofsix-sigmaimplementations.§ GenerationIsix-sigmafocusedondefecteliminationandbasicvariability
reduction.- Motorola§ InGenerationIIsix-sigmatheemphasisonvariabilityanddefectreduction
remained,butnowtherewasastrongefforttotietheseeffortstoprojectsandactivitiesthatimprovedbusinessperformancethroughcostreduction.– GeneralElectric
§ InGenerationIII,six-sigmahastheadditionalfocusofcreatingvaluethroughouttheorganizationandforitsstakeholders.- CaterpillarandBankofAmerica
2 – 52
WherecanSixSigmabeapplied?
§ Someexamples ofsituationswhere a six-sigmaprogram canbeapplied toreduce variability, eliminate defects,andimprovebusinessperformance include:§ Meetingdeliveryscheduleanddeliveryaccuracytargets§ Eliminatingreworkinpreparingbudgetsandotherfinancialdocuments§ Proportionofrepeatvisitorstoane-commerceWebsite,orproportionof
visitorsthatmakeapurchase§ Minimizingcycletimeorreducingcustomerwaitingtimeinanyservice
system§ Reducingaverageandvariabilityindaysoutstandingofaccountsreceivable§ Optimizingpaymentofoutstandingaccounts§ Minimizingstock-outorlostsalesinsupplychainmanagement
14
2 – 53
WherecanSixSigmabeapplied?
§ Minimizingcostsofpublicaccountants,legalservices,andotherconsultants
§ Improvinginventorymanagement(bothfinishedgoodsandworkin-process)
§ Improvingforecastingaccuracyandtiming
§ Improvingauditprocesses
§ Closingfinancialbooks,improvingaccuracyofjournalentryandposting(a3to4%errorrateisfairlytypical)
§ Reducingvariabilityincashflow
§ Improvingpayrollaccuracy
§ Improvingpurchaseorderaccuracyandreducingreworkofpurchaseorders
2 – 54
SixSigmaOrganizationStructure
2 – 55
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
2 – 56
BeyondSix-Sigma—DFSSandLean
§ Inrecent years, twoother toolsetshavebecome identifiedwithsixsigma, lean systems,anddesign forsix-sigma (DFSS).
§ Design forSix-Sigmaseeks totakecustomer requirements andprocesscapabilities intoconsiderationtodesignproductsandservices that increase productandservice effectivenessasperceived bythecustomer.
§ DFSSspanstheentire development processfromtheidentificationofcustomerneeds tothe finallaunchofthenewproductorservice.
15
2 – 57
DFSS
§ Traditionally, six-sigma isusedtoachieve operational excellence,while DFSSisfocusedonimprovingbusinessresultsbyincreasingthesalesrevenue generated fromnewproductsandservicesandfindingnew applicationsoropportunitiesforexistingones.
§ Animportant gainfromDFSSisthe reductionofdevelopmentlead time
§ TheDMAICprocessisalsoapplicable, althoughsomeorganizationsandpractitionershaveslightlydifferentapproaches(DMADV,orDefine,Measure, Analyze, Design,andVerify, isapopularvariation).
2 – 58
DFSS
§ Animportant stepintheDFSSprocessisobtainingcustomerinput.
§ Customer inputisobtained throughvoiceofthecustomer(VOC)activities designedtodeterminewhatthecustomerreallywants, tosetprioritiesbasedonactual customerwants,and todetermine ifthebusinesscanmeet thoseneedsatacompetitiveprice thatwillenable ittomake aprofit.
§ SomeorganizationsuseQuality FunctionDeploymentorQFDtofocusthevoiceofthecustomerdirectly onthedesignofaproduct,service, orprocess.
2 – 59
QFD
§ QualityFunctionDeploymentisatechniquetotransformcustomerrequirementsintodesignquality,downtocomponentlevelandspecificelementsofthemanufacturingsystem.
§ QFDwasdevelopedinJapaninthe1970s.
§ AnessentialcomponentofQFDisthehouseofquality.
§ Thisisessentiallyamatrixwithrowscorrespondingtocustomerrequirementsandcolumnsrepresentingthetechnicalresponsetotheserequirements.
§ Informationabouttheimportanceofeachrequirementandabouthowwellthecompany’sproductsorservicescomparetothecompetitionisobtained.
§ Analysisofthisinformationleadstodirectionsofimprovementinthedesignoftheproductorservice.
2 – 60
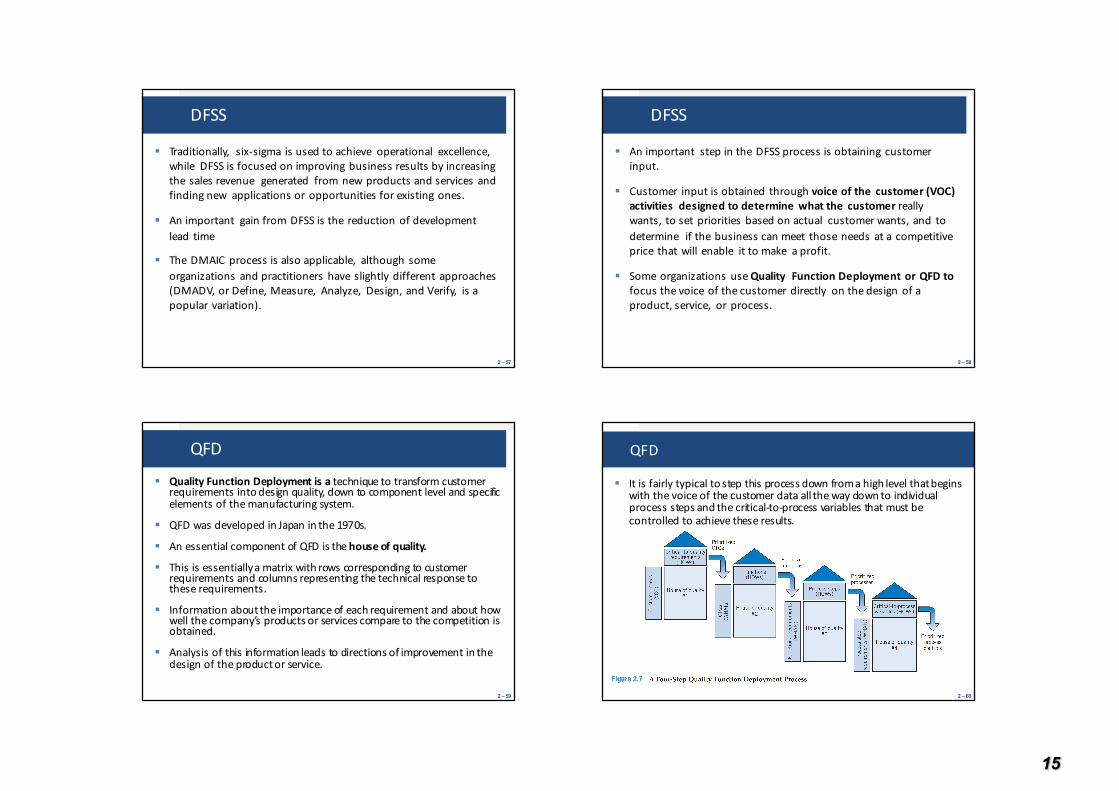
§ Itisfairlytypicaltostepthisprocessdownfromahighlevelthatbeginswiththevoiceofthecustomerdataallthewaydowntoindividualprocessstepsandthecritical-to-processvariablesthatmustbecontrolledtoachievetheseresults.
QFD
16
2 – 61
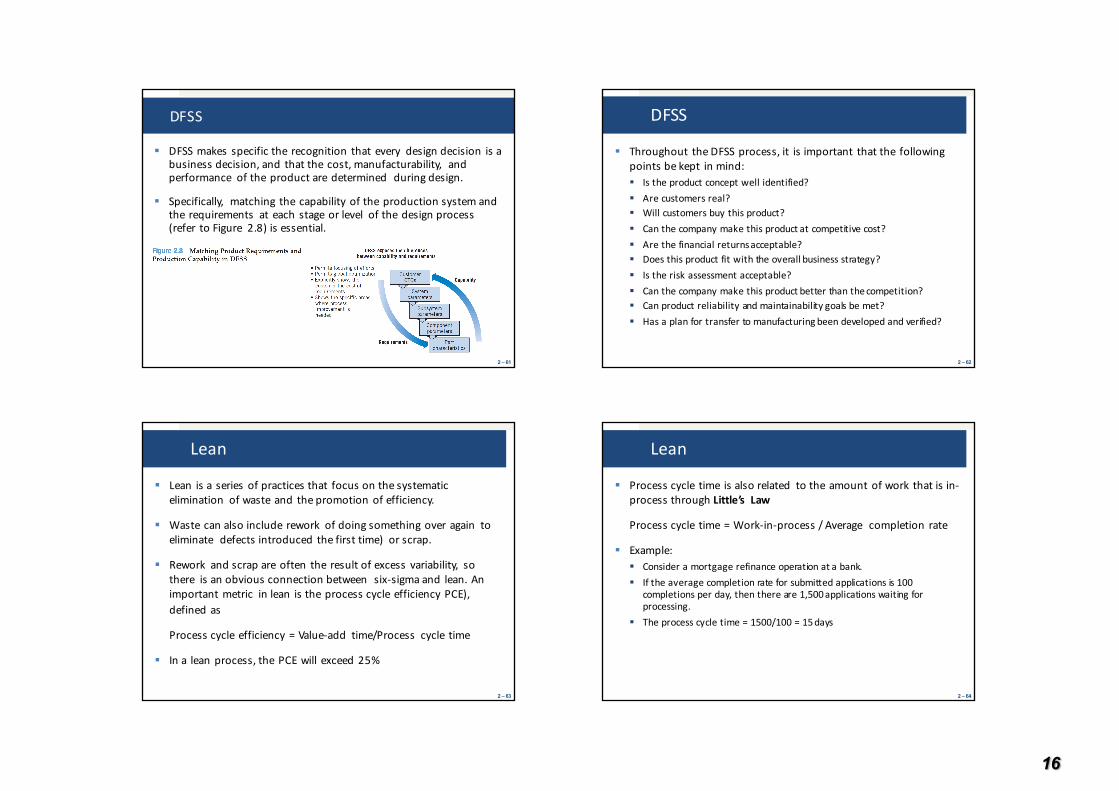
§ DFSSmakesspecificthe recognition thatevery designdecision isabusinessdecision,and thatthecost,manufacturability, andperformance oftheproductaredetermined duringdesign.
§ Specifically, matching thecapabilityoftheproductionsystemandthe requirements ateachstageorlevel ofthedesignprocess(refer toFigure 2.8)isessential.
DFSS
2 – 62
DFSS
§ Throughout theDFSSprocess,it isimportant thatthe followingpointsbekept inmind:§ Istheproductconceptwellidentified?§ Arecustomersreal?§ Willcustomersbuythisproduct?§ Canthecompanymakethisproductatcompetitivecost?§ Arethefinancialreturnsacceptable?§ Doesthisproductfitwiththeoverallbusinessstrategy?§ Istheriskassessmentacceptable?§ Canthecompanymakethisproductbetterthanthecompetition?§ Canproductreliabilityandmaintainabilitygoalsbemet?§ Hasaplanfortransfertomanufacturingbeendevelopedandverified?
2 – 63
Lean
§ Lean isa seriesofpracticesthat focusonthesystematicelimination ofwasteand thepromotionofefficiency.
§ Wastecanalsoinclude rework ofdoingsomethingoveragain toeliminate defectsintroduced thefirsttime) orscrap.
§ Rework andscrapareoften the resultofexcessvariability, sothere isanobviousconnectionbetween six-sigmaand lean.Animportantmetric inlean istheprocesscycleefficiencyPCE),definedas
Processcycleefficiency=Value-add time/Process cycle time
§ Ina leanprocess,thePCEwillexceed25%
2 – 64
Lean
§ Processcycle time isalsorelated totheamountofwork thatisin-processthroughLittle’s Law
Processcycle time=Work-in-process/Average completion rate
§ Example:§ Consideramortgagerefinanceoperationatabank.§ Iftheaveragecompletionrateforsubmittedapplicationsis100
completionsperday,thenthereare1,500applicationswaitingforprocessing.
§ Theprocesscycletime=1500/100=15days
17
2 – 65
LeanTools
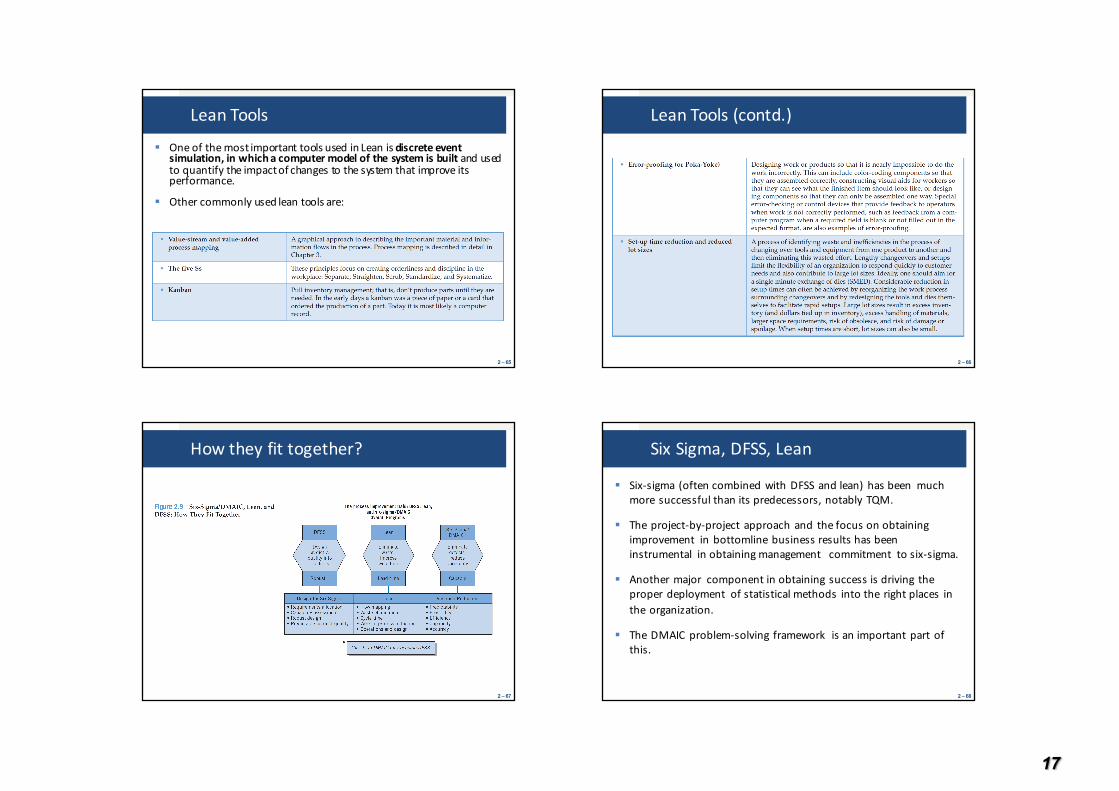
§ OneofthemostimportanttoolsusedinLeanisdiscreteeventsimulation,inwhichacomputermodelofthesystemisbuiltandusedtoquantifytheimpactofchangestothesystemthatimproveitsperformance.
§ Othercommonlyusedleantoolsare:
2 – 66
LeanTools(contd.)
2 – 67
Howtheyfittogether?
2 – 68
SixSigma,DFSS,Lean
§ Six-sigma (oftencombinedwithDFSSandlean)hasbeen muchmoresuccessfulthanitspredecessors,notablyTQM.
§ Theproject-by-projectapproachand thefocusonobtainingimprovement inbottomlinebusinessresultshasbeeninstrumental inobtainingmanagement commitment tosix-sigma.
§ Anothermajor componentinobtainingsuccessisdriving theproperdeployment ofstatisticalmethods intothe rightplaces intheorganization.
§ TheDMAICproblem-solving framework isanimportantpartofthis.
18
2 – 69
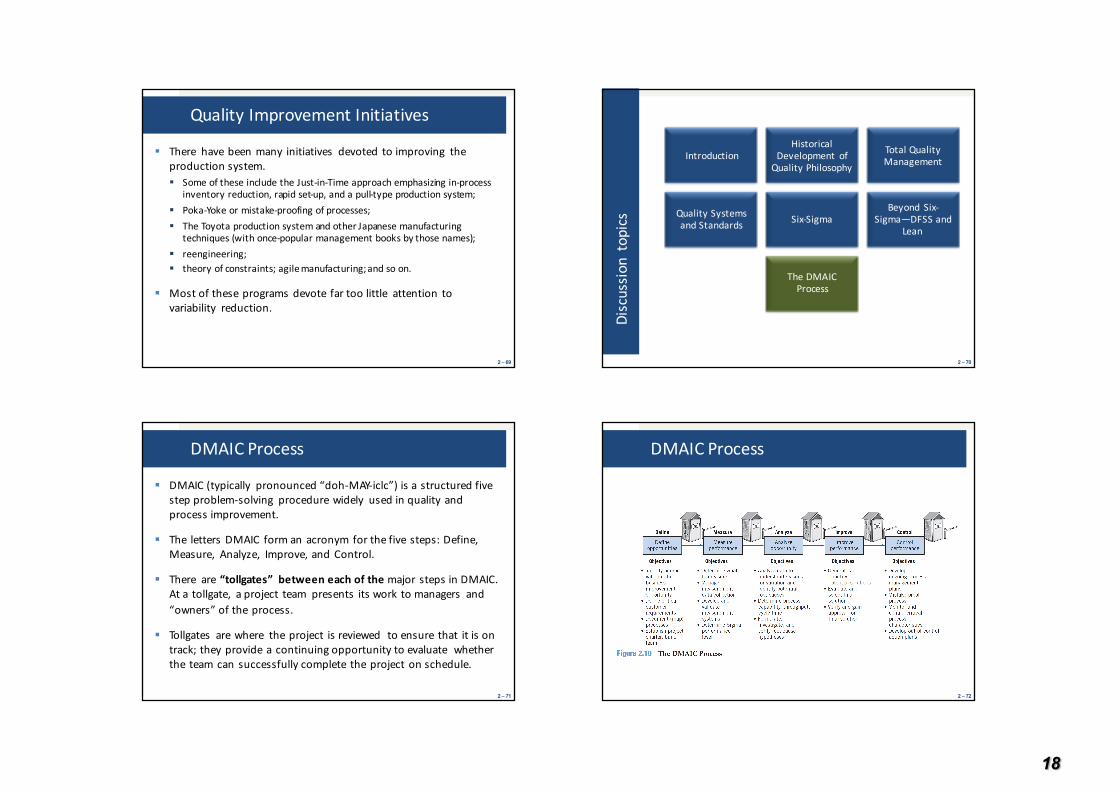
QualityImprovementInitiatives
§ There havebeenmany initiatives devoted toimproving theproductionsystem.§ SomeoftheseincludetheJust-in-Timeapproachemphasizingin-process
inventoryreduction,rapidset-up,andapull-typeproductionsystem;§ Poka-Yokeormistake-proofingofprocesses;§ TheToyotaproductionsystemandotherJapanesemanufacturing
techniques(withonce-popularmanagementbooksbythosenames);§ reengineering;§ theoryofconstraints;agilemanufacturing;andsoon.
§ Mostoftheseprogramsdevote fartoolittle attention tovariability reduction.
2 – 70
Discussiontopics
IntroductionHistorical
Development ofQualityPhilosophy
TotalQualityManagement
QualitySystemsandStandards Six-Sigma
Beyond Six-Sigma—DFSSand
Lean
TheDMAICProcess
2 – 71
DMAICProcess
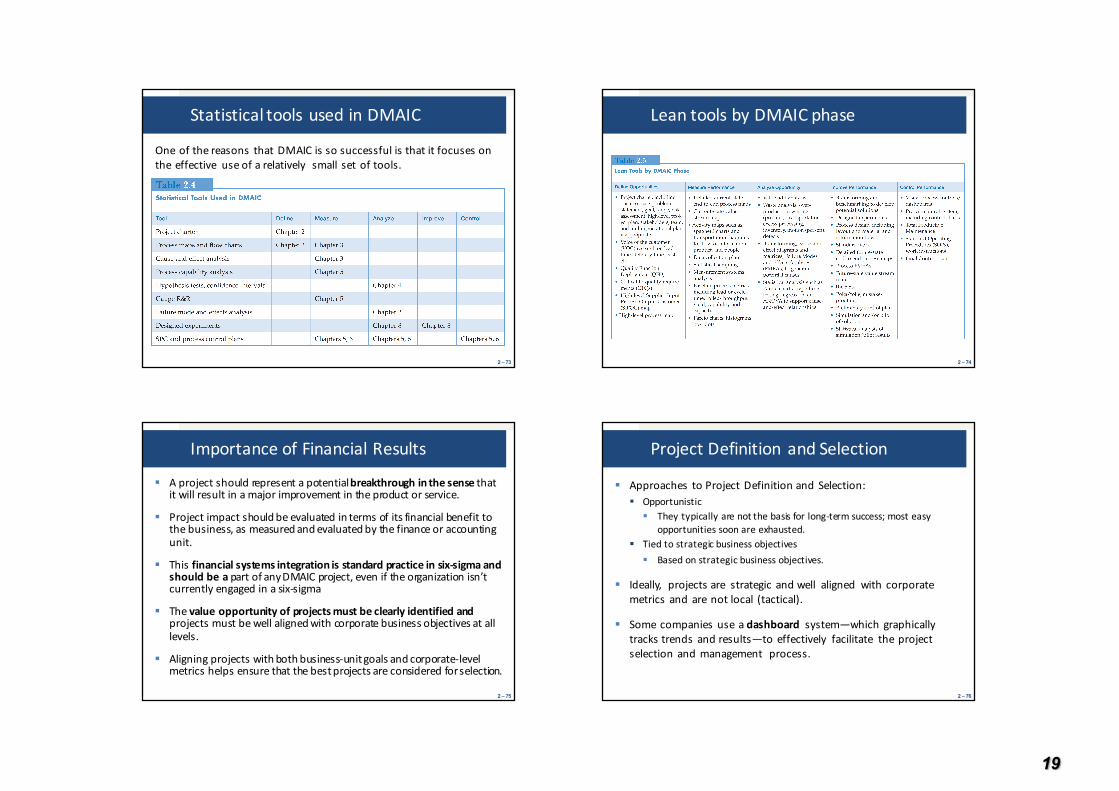
§ DMAIC(typically pronounced“doh-MAY-iclc”)isa structuredfivestepproblem-solving procedurewidely usedinqualityandprocessimprovement.
§ The lettersDMAIC formanacronymforthefivesteps:Define,Measure, Analyze, Improve,andControl.
§ There are“tollgates” betweeneachofthemajor stepsinDMAIC.Ata tollgate, aproject team presents itswork tomanagers and“owners”oftheprocess.
§ Tollgates arewhere theproject isreviewed toensure that itisontrack; theyprovideacontinuingopportunitytoevaluate whetherthe teamcansuccessfullycomplete theprojectonschedule.
2 – 72
DMAICProcess
19
2 – 73
Statisticaltools usedinDMAIC
Oneofthereasons thatDMAICissosuccessfulisthatitfocusesontheeffective useofarelatively small setoftools.
2 – 74
LeantoolsbyDMAICphase
2 – 75
ImportanceofFinancialResults
§ Aprojectshouldrepresentapotentialbreakthroughinthesensethatitwillresultinamajorimprovementintheproductorservice.
§ Projectimpactshouldbeevaluatedintermsofitsfinancialbenefittothebusiness,asmeasuredandevaluatedbythefinanceoraccountingunit.
§ Thisfinancialsystemsintegrationisstandardpracticeinsix-sigmaandshouldbeapartofanyDMAICproject,eveniftheorganizationisn’tcurrentlyengagedinasix-sigma
§ Thevalueopportunityofprojectsmustbeclearlyidentifiedandprojectsmustbewellalignedwithcorporatebusinessobjectivesatalllevels.
§ Aligningprojectswithbothbusiness-unitgoalsandcorporate-levelmetricshelpsensurethatthebestprojectsareconsideredforselection.
2 – 76
ProjectDefinition andSelection
§ Approaches toProjectDefinitionandSelection:§ Opportunistic
§ Theytypicallyarenotthebasisforlong-termsuccess;mosteasyopportunitiessoonareexhausted.
§ Tiedtostrategicbusinessobjectives§ Basedonstrategicbusinessobjectives.
§ Ideally, projectsare strategicandwell aligned withcorporatemetricsandarenotlocal (tactical).
§ Somecompaniesuseadashboard system—whichgraphicallytrackstrendsandresults—toeffectively facilitate theprojectselectionandmanagement process.
20
2 – 77
Example2.1Whatshould beconsideredwhenevaluatingproposed projects?
§ Supposethatacompany isoperating atthe4σ level (that is,about6,210ppmdefective, assuming the1.5σ shiftinthemeanthat iscustomarywithsix-sigmaapplications).Thisisactuallyreasonably goodperformance, andmanyoftoday’sorganizationshaveachieved the4–4.5σ level ofperformance formanyoftheirkeybusinessprocesses.Theobjective istoachieve the6σperformance level (3.4ppm).What implicationsdoesthishaveforproject selectioncriteria? Suppose thatthecriterion isa25%annual improvement inquality level. Then toreach thesix-sigmaperformance level, itwill takexyears,where xisthesolutionto
3.4=6210(1- 0.25)x
2 – 78
Example2.1Whatshould beconsideredwhenevaluatingproposed projects?
§ It turnsoutthatxisabout34years.Clearly, agoalofimprovingperformanceby25%annually isn’tgoing towork—noorganizationwillwait for34years toachieve itsgoal.Qualityimprovement isanever-ending process,butnomanagementteam thatunderstandshowtodotheabovearithmetic willsupportsuchaprogram.
§ Raising theannualprojectgoal to50%helpsa lot,reducingxtoabout11years,amuchmore realistic time frame. Ifthebusinessobjective istobea six-sigmaorganizationin fiveyears, then theannualproject improvement goal shouldbeabout75%.
2 – 79
Example2.1Whatshould beconsideredwhenevaluatingproposed projects?
§ These calculationsare thereasonswhymanyquality-improvement authorities urgeorganizationstoconcentrate theireffortsonprojects thathave real impactandhighpayback totheorganization.Bythat theyusuallymeanprojects thatachieve atleasta50%annual return intermsofquality improvement.
§ Isthislevel ofimprovement possible?The answer isyes,andmanycompanieshaveachieved thisrateofimprovement. Forexample, Motorola’sannual improvement rateexceeded 65%during thefirstfewyearsoftheir six-sigma initiative. Todothisconsistently,however, companies mostdevoteconsiderableefforttoprojectdefinition,management, execution, andimplementation. It’salsowhythebestpossiblepeople intheorganizationshouldbeinvolved intheseactivities.
2 – 80
ProjectCharter- Example
21
2 – 81
TheDefineStep
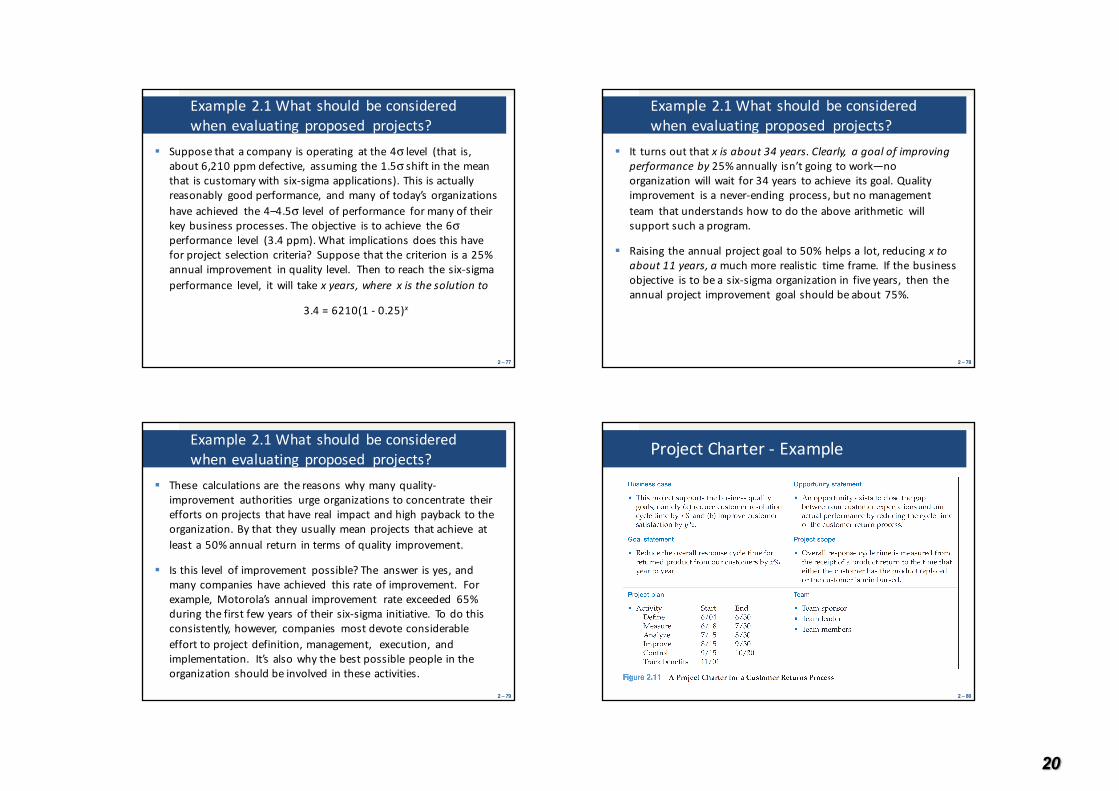
§ ProjectCharter - Oneofthe firstitems thatmustbecompleted inthedefinestepisaprojectcharter.
§ Thecharter shouldalsoidentify thecustomer’s critical-to-qualitycharacteristics(CTQs)thatareimpactedby theproject.
§ Graphicaidsarealsousefulin thedefine step;themostcommononesusedincludeprocessmapsandflowcharts,value streammaps (seeChapter 3),andtheSIPOCdiagram.
2 – 82
SIPOC
§ SIPOC isanacronymforSuppliers, Input,Process,Output,andCustomers,defined thus:§ Thesuppliersarethosewhoprovidetheinformation,material,orother
itemsthatareworkedonintheprocess.§ Theinputistheinformationormaterialprovided.§ Theprocessisthesetofstepsactuallyrequiredtodothework.§ Theoutputistheproduct,service,orinformationsenttothecustomer.§ Thecustomeriseithertheexternalcustomerorthenextstepinthe
internalbusiness.
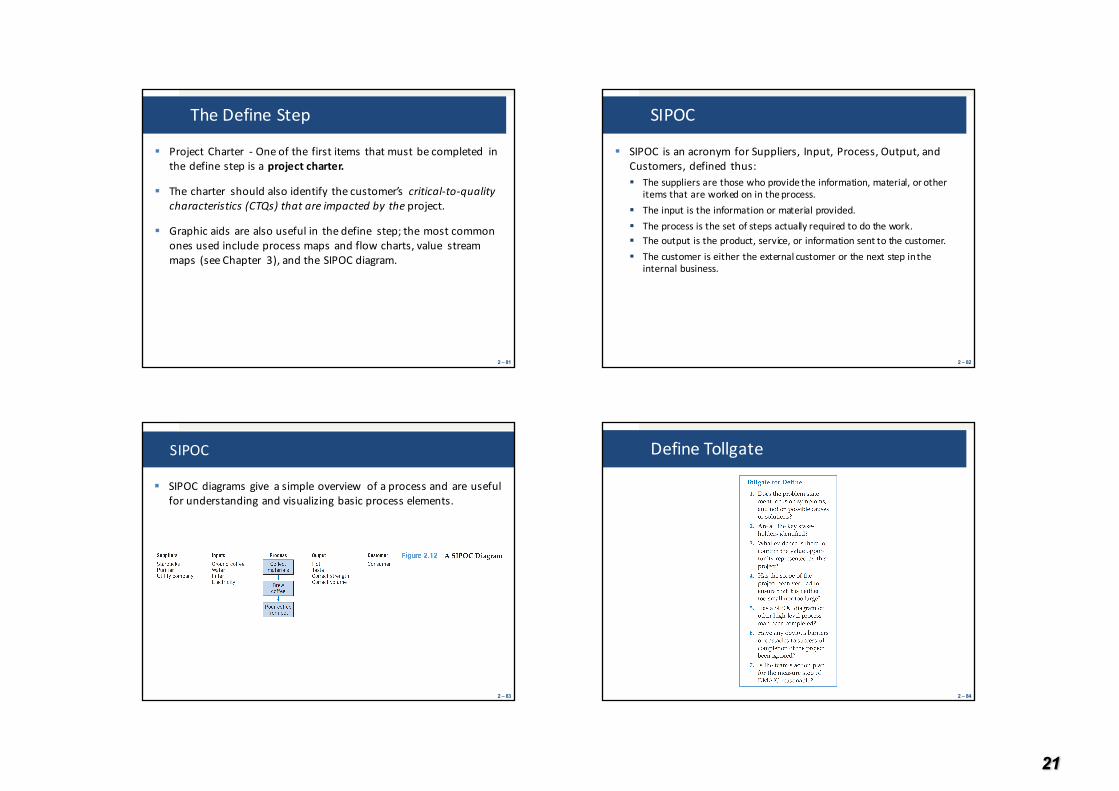
2 – 83
§ SIPOCdiagramsgive asimpleoverview ofaprocessandareusefulforunderstandingandvisualizingbasicprocesselements.
SIPOC
2 – 84
DefineTollgate
22
2 – 85
TheMeasureStep
§ Thepurposeofthemeasure stepistoevaluate andunderstandthecurrent stateoftheprocess.
§ Thisinvolvescollectingdataonmeasures ofquality, cost,andthroughput/cycle time.
§ It isimportant todevelopa listofallofthekeyprocessinputvariables (sometimesabbreviated KPIV)and thekeyprocessoutputvariables (KPOV).
§ Datamaybecollected byexamining historicalrecords,butthismaynotalwaysbesatisfactory,asthehistorymaybe incomplete,themethodsofrecordkeeping mayhavechangedover time, and,inmanycases, thedesired informationnevermayhave beenretained.
2 – 86
TheMeasureStep
§ Thedata thatarecollectedare usedasthebasisfordeterminingthecurrent stateorbaselineperformanceoftheprocess.
§ Thecapability ofthemeasurementsystemshouldbeevaluated.
§ Thismaybedoneusingaformalgauge capability study(calledgaugerepeatabilityandreproducibility, orgaugeR&R).
§ Thedatacollectedduring themeasure stepmaybedisplayed invariouswayssuchashistograms, stem-and-leaf diagrams, runcharts, scatterdiagrams, andParetocharts.
§ Attheendofthemeasure step, the teamshouldupdate theprojectcharter (ifnecessary), re-examine theprojectgoalsandscope,and re-evaluate team makeup.
2 – 87
MeasureTollgate
2 – 88
TheAnalyzeStep
§ Intheanalyze step,theobjective istousethedata fromthemeasure steptobegin todetermine thecause-and-effectrelationships intheprocessandtounderstandthedifferentsourcesofvariability.
§ It isimportant toseparate thesourcesofvariability intocommoncausesandassignablecauses.
§ CommonlyusedAnalyze Step toolsare§ ControlCharts§ HypothesisTesting§ ConfidenceInterval§ RegressionAnalysis§ DiscreteEventComputerSimulation
23
2 – 89
FMEA
§ Failure modesandeffectsanalysis (FMEA) isanotherusefultoolduring theanalyze stage.
§ FMEA isusedtoprioritize thedifferentpotential sourcesofvariability, failures,errors,ordefects inaproductorprocessrelative to threecriteria:§ Thelikelihoodthatsomethingwillgowrong(rankedona1to10scalewhere1=
notlikelyand10=almostcertain).§ Theabilitytodetectafailure,defect,orerror(rankedona1to10scalewhere1=
very likelytobedetectedand10=veryunlikelytobedetected).§ Theseverity ofafailure,defect,orerror(rankedona1to10scalewhere1=little
impactand10=extremeimpact).
§ The three scoresforeachpotential sourceofvariability, failure,error, ordefectaremultiplied toobtaina riskprioritynumber(RPN).
2 – 90
AnalyzeTollgate
2 – 91
TheImproveStep
§ Inthe improvestep, they turntocreative thinkingabout thespecificchanges thatcanbemade in theprocessandother thingsthatcanbedonetohave thedesired impactonprocessperformance.
§ Abroad rangeoftoolscanbeusedinthe improve step.§ Redesigningtheprocesstoimproveworkflowandreducebottlenecksand
work-inprocesswillmakeextensiveuseofflowchartsand/orvaluestreammaps.
§ Mistake-proofing(designinganoperationsothatitcanbedoneonlyoneway—therightway)anoperationwillbeuseful.
§ Designedexperimentsareprobablythemostimportantstatisticaltoolintheimprovestep.
2 – 92
ImproveTollgate
24
2 – 93
TheControlStep
§ Theobjectivesofthecontrolsteparetocompleteallremainingworkontheprojectandtohandofftheimprovedprocesstotheprocessowneralongwithaprocesscontrolplanandothernecessaryprocedurestoensurethatthegainsfromtheprojectwillbeinstitutionalized.
§ Theprocessownershouldbeprovidedwithbeforeandafterdataonkeyprocessmetrics,operationsandtrainingdocuments,andupdatedcurrentprocessmaps.
§ Theprocesscontrolplanshouldbeasystemformonitoringthesolutionthathasbeenimplemented,includingmethodsandmetricsforperiodicauditing.
§ ControlchartsareanimportantstatisticaltoolusedinthecontrolstepofDMAIC
2 – 94
ControlStep
§ The transitionplanfortheprocessownershouldincludeavalidationcheckseveral monthsafterprojectcompletion.
§ It isimportant toensure thattheoriginal resultsarestillinplaceandstablesothatthepositive financial impactwillbesustained.
§ It isnotunusualtofindthatsomethinghasgonewrong inthetransition totheimproved process.
§ Theability torespondrapidly tounanticipated failures shouldbefactored intotheplan.
2 – 95
ControlTollgate
2 – 96
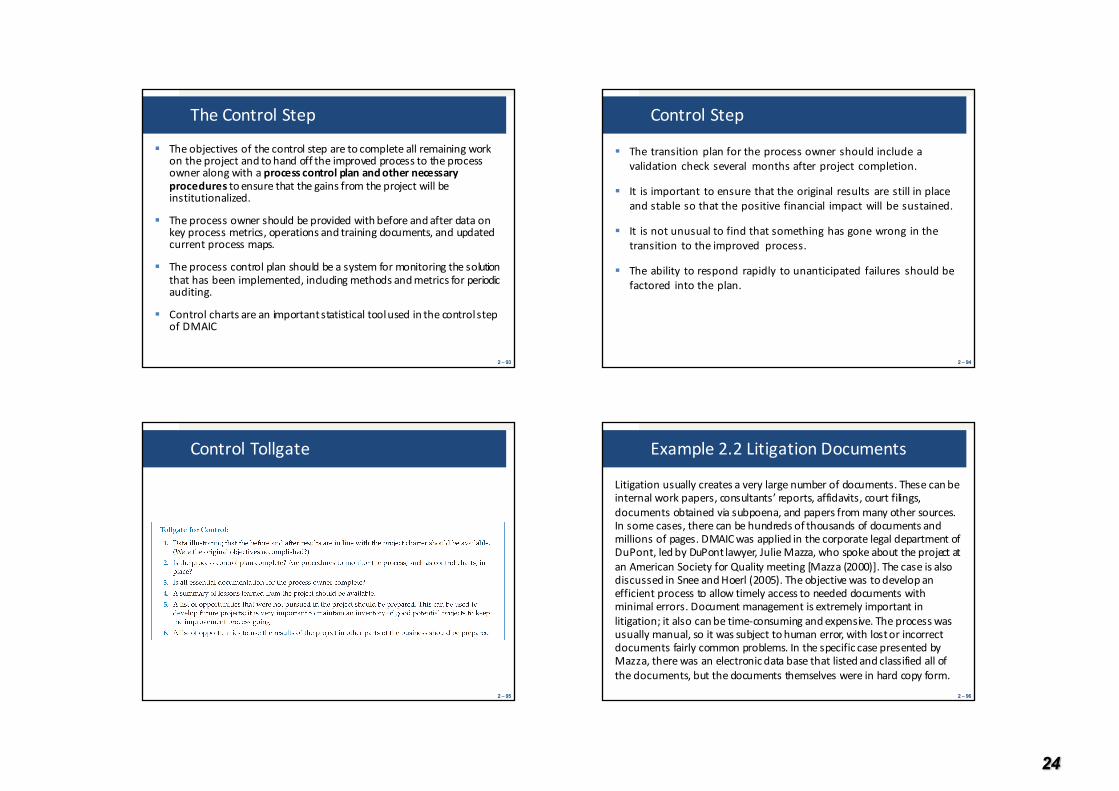
Litigationusuallycreatesaverylargenumberofdocuments.Thesecanbeinternalworkpapers,consultants’reports,affidavits,courtfilings,documentsobtainedviasubpoena,andpapersfrommanyothersources.Insomecases,therecanbehundredsofthousandsofdocumentsandmillionsofpages.DMAICwasappliedinthecorporatelegaldepartmentofDuPont,ledbyDuPontlawyer,JulieMazza,whospokeabouttheprojectatanAmericanSocietyforQualitymeeting[Mazza (2000)].ThecaseisalsodiscussedinSnee andHoerl (2005).Theobjectivewastodevelopanefficientprocesstoallowtimelyaccesstoneededdocumentswithminimalerrors.Documentmanagementisextremelyimportantinlitigation;italsocanbetime-consumingandexpensive.Theprocesswasusuallymanual,soitwassubjecttohumanerror,withlostorincorrectdocumentsfairlycommonproblems.InthespecificcasepresentedbyMazza,therewasanelectronicdatabasethatlistedandclassifiedallofthedocuments,butthedocumentsthemselveswereinhardcopyform.
Example2.2LitigationDocuments
25
2 – 97
Example2.2LitigationDocumentsDEFINETheDuPontlegalfunctionandthespecificlegalteaminvolvedinthisspecificlitigationwerethecustomersforthisprocess.Rapidanderror-freeaccesstoneededdocumentswasessential.Forexample,ifarequestforadocumentcouldnotbeansweredin30days,thelegalteamwouldhavetofilearequestforanextensionwiththecourt.Suchextensionsaddcost,time,anddetractfromthecredibilityofthelegalteam.Aprojectteamconsistingofprocessowners,legalsubject-matterexperts,clerks,aninformationsystemsspecialist,andMazza (whowasalsoablackbeltinDupont’s six-sigmaprogram)wasformed.TheteamdecidedtofocusonCTQsinvolvingreductionofcycletime,reductionoferrors,eliminationofnon-value-addedprocessactivities,andreductionofcosts.Theybeganbymappingtheentiredocument-productionprocess,includingdefiningthestepsperformedbyDuPontlegal,outsidecounsel,andtheoutsidedocuments-managementcompany.Thisprocessmapwasinstrumentalinidentifyingnon-value-addedactivities.
2 – 98
Example2.2LitigationDocuments
MEASURE
Inthemeasurestep,theteamformallymeasuredthedegreetowhichtheCTQswerebeingmetbyreviewingdataintheelectronicdatabase;obtainingactualinvoices;reviewingcopyingandotherlaborcharges,thecostsofdataentry,andthechargesforshipping,courtfeesforfilingforextensions;andstudyinghowfrequentlyindividualdocumentsinthedatabasewerebeinghandled.Itwasdifficulttoaccuratelymeasurethefrequencyofhandling.Manyofthecostcategoriescontainednon-value-addedcostsbecauseoferrors,suchashavingtocopyadifferentdocumentbecausethewrongdocumenthadbeenpulledandcopied.Anothererrorwasallowingaconfidentialdocumenttobecopied.
2 – 99
Example2.2LitigationDocuments
ANALYZE
Theteamworkedwiththedataobtainedduringthemeasurestepandtheknowledgeofteammemberstoidentifymanyoftheunderlyingcausesandcostexposures.Afailuremodesandeffectsanalysishighlightedmanyofthemostimportantissuesthatneededtobeaddressedtoimprovethesystem.Theteamalsointerviewedmanyofthepeoplewhoworkedintheprocesstobetterunderstandhowtheyactuallydidtheworkandtheproblemstheyencountered.Thisisoftenveryimportantinnonmanufacturingandserviceorganizationsbecausethesetypesofoperationscanhaveamuchgreaterhumanfactor.
2 – 100
Example2.2LitigationDocuments
ANALYZE
Someoftherootcausesofproblemstheyuncoveredwere:
1. Ahighturnoverrateforthecontractor’sclerks
2. Inadequatetraining
3. Inattentiontothejob,causedbyclerksfeelingtheyhadnoownershipintheprocess
4. Thelargevolumeofdocuments
Theteamconcludedthatmanyoftheproblemsinthesystemweretheresultofamanualdocument-handlingsystem.
26
2 – 101
Example2.2LitigationDocuments
IMPROVE
Toimprovetheprocess,theteamproposedadigitalscanningsystemforthedocuments.Thissolutionhadbeenconsideredpreviouslybutalwayshadbeendiscardedbecauseofcost.However,theteamhaddoneaverythoroughjobofidentifyingtherealcostsofthemanualsystemandtheinabilityofamanualsystemtoeverreallyimprovethesituation.Thebetterinformationproducedduringthemeasureandanalyzestepsallowedtheteamtosuccessfullyproposeadigitalscanningsystemthatthecompanyaccepted.
2 – 102
Example2.2LitigationDocuments
IMPROVE
TheteamworkedwithDuPont’sinformationtechnologygrouptoidentifyanappropriatesystem,getthesysteminplace,andscanallofthedocuments.Theyremappedthenewprocessand,onthebasisofapilotstudy,estimatedthattheunitcostofprocessingapageofadocumentwouldbereducedbyabout50%,whichwouldresultinabout$1.13millioninsavings.About70%ofthenon-value-addedactivitiesintheprocesswereeliminated.Afterthenewsystemwasimplemented,itwasproposedforuseinalloftheDuPontlegalfunctions;thetotalsavingswereestimatedatabout$10million.
2 – 103
Example2.2LitigationDocuments
CONTROL
Thecontrolplaninvolveddesigningthenewsystemtoautomaticallytrackandreporttheestimatedcostsperdocument.ThesystemalsotrackedperformanceonothercriticalCTQsandreportedtheinformationtousersoftheprocess.Invoicesfromcontactorswerealsoforwardedtotheprocessownersasamechanismformonitoringongoingcosts.Explanationsabouthowthenewsystemworkedandnecessarytrainingwereprovidedforallthosewhousedthesystem.Extremelysuccessful,thenewsystemprovidedsignificantcostsavings,improvementincycletime,andreductionofmanyfrequentlyoccurringerrors.
2 – 104
Example2.3ImprovingOn-TimeDelivery
Akeycustomercontactedamachine toolmanufacturer aboutpoorrecentperformance theyhadexperienced regarding on-timedelivery oftheproduct.On-time deliveries were at85%,insteadofthedesired target valueof100%,and thecustomercouldchoosetoexercise apenalty clause toreducebyupto15%ofthepriceofeachtool,orabouta$60,000lossforthemanufacturer.Thecustomerwasalsoconcernedabout themanufacturer’s factorycapacityanditscapability tomeet their productionscheduleinthe future.Thecustomer represented about$8millionofbusinessvolume fortheimmediate future—the manufacturer needed arevised businessprocesstoresolve theproblemor thecustomermightconsiderseeking asecondsourcesupplierforthecritical tool.
27
2 – 105
Example2.3ImprovingOn-TimeDelivery
Ateam was formed todetermine therootcausesofthedeliveryproblemand implement a solution.Oneteam member wasaprojectengineer whowassenttoa supplier factory,with thepurposetoworkcloselywith thesupplier, toexamine all theprocessesusedinmanufacturingofthe tool,and toidentifyanygapsintheprocessesthataffecteddelivery. Some ofthesupplier’sprocessesmightneed improvement.
2 – 106
Example2.3ImprovingOn-TimeDelivery
DEFINE
Theobjectiveoftheprojectwastoachieve100%on-timedelivery.Thecustomerhadaconcernregardingon-timedeliverycapability,andalatedeliveriespenaltyclausecouldbeappliedtocurrentandfutureshipmentsatacosttothemanufacturer.Latedeliveriesalsowouldjeopardizethecustomer’sproductionschedule,andwithoutanimprovedprocesstoeliminatetheon-timedeliveryissue,thecustomermightconsiderfindingasecondsourceforthetool.Themanufacturercouldpotentiallyloseasmuchashalfofthebusinessfromthecustomer,inadditiontoincurringthe15%penaltycosts.Themanufactureralsowouldexperienceadelayincollectingthe80%equipmentpaymentcustomarilymadeuponshipment.
Thepotentialsavingsformeetingtheon-timedeliveryrequirementwas$300,000perquarter.Maintainingasatisfiedcustomeralsowascritical.
2 – 107
Example2.3ImprovingOn-TimeDelivery
MEASURE
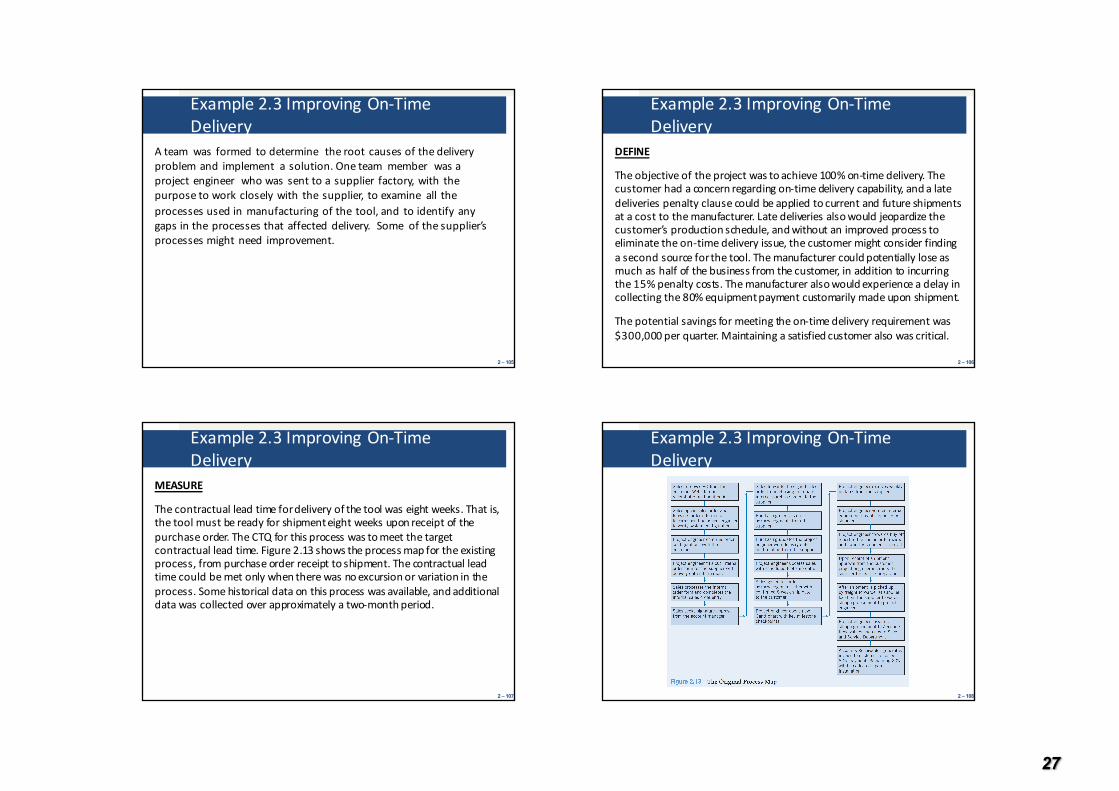
Thecontractualleadtimefordeliveryofthetoolwaseightweeks.Thatis,thetoolmustbereadyforshipmenteightweeksuponreceiptofthepurchaseorder.TheCTQforthisprocesswastomeetthetargetcontractualleadtime.Figure2.13showstheprocessmapfortheexistingprocess,frompurchaseorderreceipttoshipment.Thecontractualleadtimecouldbemetonlywhentherewasnoexcursionorvariationintheprocess.Somehistoricaldataonthisprocesswasavailable,andadditionaldatawascollectedoverapproximatelyatwo-monthperiod.
2 – 108
Example2.3ImprovingOn-TimeDelivery
28
2 – 109
Example2.3ImprovingOn-TimeDelivery
ANALYZE
Basedonthedatacollectedfromthemeasurestep,theteamconcludedthatproblemareascamefrom:
1. Supplierqualityissues:Partsfailedprematurely.Thiscauseddelayinequipmentfinaltestingduetotroubleshootingorwaitingforreplacementparts.
2. Purchaseorderprocessdelay:Purchaseorderswerenotprocessedpromptly,resultingindelayedinternalprojectstartdates.
3. Delayincustomerconfirmation:Ittookuptothreedaystoconfirmthefinalequipmentconfigurationwiththecustomer.Thisdelayedmostoftheearlymanufacturingstepsandcomplicatedproductionscheduling.
2 – 110
Example2.3ImprovingOn-TimeDelivery
ANALYZE
4. Incorrecttoolconfigurationorders:Thereweremanyprocessesonthecustomerside,leadingtofrequentconfusionwhenthecustomerplacedtheorderandoftenresultinginanincorrecttoolconfiguration.Thiscausedreworkatthemid-streamofthemanufacturingcycleandcontributedgreatlytothedeliverydelayproblem.
2 – 111
Example2.3ImprovingOn-TimeDelivery
IMPROVE
Inordertomeettheeight-weekcontractualleadtime,theteamknewthatitwasnecessarytoeliminateanypossibleprocessvariation,startingfromreceiptofthepurchaseordertoshipmentoftheequipment.Threemajorcorrectiveactionsweretaken:
1. SupplierQualityControlandImprovement:Aninternalbuy-offchecklistforthesupplierwasimplementedthatcontainedallrequiredtestingofcomponentsandsubsystemsthathadtobecompletedpriortoshipment.Thisactionwastakentominimizepartfailuresbothinmanufacturingandfinaltestaswellasinthefield.Thesupplieragreedtoprovideconsignedcriticalsparepartstothemanufacturersothatitcouldsaveonshippingtimeforreplacementpartsifpartfailureswereencounteredduringmanufacturingandfinaltesting.
2. ImprovetheInternalPurchaseOrderProcess:Acommone-mailaddresswasestablishedtoreceiveallpurchaseordernotifications.Threepeople(asales
2 – 112
Example2.3ImprovingOn-TimeDelivery
IMPROVEsupportengineer,aprojectengineer,andanaccountmanager)weretohaveaccesstothee-mailaccount.Previously,onlyonepersoncheckedpurchaseorderstatus.Thisstepenhancedthetransparencyofpurchaseorderarrivalandallowedthecompanytoactpromptlywhenaneworderwasreceived.
2. ImprovetheOrderingProcesswiththeCustomer:Theteamrealizedthatvarioustoolconfigurationsweregeneratedovertheyearsduetonewprocessrequirementsfromthecustomer.Inordertoensureaccuracyoftoolconfigurationsinapurchaseorder,acustomizedspreadsheetwasdesignedtogetherwiththecustomertoidentifythekeydataforthetoolonorder.ThespreadsheetwassavedunderapurchaseordernumberandstoredinapredefinedWeblocation.Thetoolowneralsowastotakeownershipofwhathe/sheorderedtohelptoeliminatetheconfirmationstepwiththecustomerandtoensureaccuracyinthefinalorder.
Figure2.14showsaprocessmapofthenew,improvedsystem.Thestepsintheoriginalprocessthatwereeliminatedareshownasshadedboxesinthisfigure.
29
2 – 113
Example2.3ImprovingOn-TimeDelivery
2 – 114
Example2.3ImprovingOn-TimeDelivery
CONTROL
Toensurethatthenewprocesswasincontrol,theteamrevisedtheproductiontrackingspreadsheetwithfirmmilestonedatesandprovidedamorevisualformat.Anupdatingprocedurewasprovidedonabiweeklybasisbythefactorytoreflectup-to-dateinformation.Theprojectengineerwouldbeabletomonitortheprogressofeachtoolonorderandtakeactionaccordinglyshouldanyunplanneddeviationfromthescheduleoccur.
Afterimplementingthenewprocess,includingthenewproductiontrackingprocedure,themanufacturerwasabletoshiptoolswith100%on-timedelivery.Thecostsavingsweremorethan$300,000eachquarter.Equallyimportant,thecustomerwassatisfiedandcontinuedtoremainconfidentinthemanufacturer’scapabilityandcapacity.
2 – 115
Example2.4ImprovingServiceQualityinaBank
Kovach(2007)describeshowtheDMAICprocesscanbeusedtoimproveservicequalityforabankingprocess.Duringthedefineandmeasurephasesofthisproject,theteamidentifiedseveralCTQstobeimproved:1. Speedofservice2. Consistentservice3. Aneasy-to-useprocess4. Apleasantenvironment5. Knowledgeablestaff
ThereweremanyfactorsthatcouldbeinvestigatedtoimprovetheseCTQs.Theteamdecidedtofocusontwoareasofimprovement:improvedtellerandcustomerworkstationsandnewtrainingforthestaff.Intheimprovestage,theydecidedtouseadesignedexperimenttoinvestigatetheeffectsofthesetwofactorsontheCTQs.Fourdifferentbrancheswereselectedinwhichtoconducttheexperiment.
2 – 116
Example2.4ImprovingServiceQualityinaBank
Noticethatthisisaphysicalexperiment,notanexperimentwithacomputersimulationmodelofthebranchoperations.Newtellerandcustomerworkstationsweredesignedandinstalledintwoofthebranches.Theteamdesignedanewtrainingprogramanddeliveredittothestaffattwoofthebranches,onewiththenewworkstationsandonewithoutthenewfacilities.(Thiswasatwo-factorfactorialexperiment,witheachofthetwofactorshavingtwolevels.Wediscussthesetypesofexperimentsextensivelyinthisbook.)
Theteamdecidedtoconducttheexperimentfor30workingdays.Eachdaywasconsideredtobeablock(blockingisadesigntechniqueforeliminatingtheeffectsofnuisancefactorsontheexperimentalresults;herethenuisancefactorsweretransactiontypes,volumes,anddifferentcustomersateachofthefourbranches).TheresponsedatawasobtainedbyaskingcustomerstocompleteasurveyinstrumentthatregisteredtheirdegreeofsatisfactionwiththepreviouslyidentifiedCTQs.
30
2 – 117
Example2.4ImprovingServiceQualityinaBank
TheresultsoftheexperimentdemonstratedthattherewasastatisticallysignificantdifferenceintheCTQsresultingfromboththenewworkstationsandthenewtraining,withthebestresultsobtainedfromthecombinationofthenewworkstationsandthenewtraining.Implementationofthenewstationsandtrainingwasexpectedtosignificantlyimprovecustomersatisfactionwiththebankingprocessacrossthebank’sbranches.
2 – 118
End- Chapter2





























