Embed Size (px)
Citation preview

>v:.Í~~·7~ .. - :, \ '"l s s ':) "",1§ TECNOLÓCICO '!. ,,; :1 DE MONTERREY.
Biblioteca Campus Estado de México Este libro se devolverá a más tardar en la última fecha senada. Su retención después del vencimiento lo hace acreedor a las multas aue fiia el Realamento.
Fecha de devolución Fecha de entrega

/:JH/4
O 3 JUL. 1995 BIBLIOTECJt
2ii-b

INSTITUTO TECNOLOGICO Y DE ESTUDios2 3 AD,~ ,,,..t,Q SUPERIORES DE MONTERREY .. ur, llAJv
CAMPUS ESTADO DE MEXICO
División de Graduados e Investigación Programa de Graduados en Ingeniería
BIBLI OTEGA
METODOLOGÍA PARA LA IMPLANTACIÓN DE INGENIERÍA CONCURRENTE
EN LA INDUSTRIA MANUFACTURERA
Trabajo presentado como requisito parcial para obtener el grado de:
MAESTRO EN ClENCIAS CON ESPECIALIDAD EN SISTEMAS DE MANUFACTURA POR:
EDUARDODÍAZSANTILLÁN
ASESOR: DR. PEDRO LUIS GRASA SOLER.
Siendo integrado el jurado por:
Presidente: DR DENNIS HURLEY PHEE. Secretario: M. en C. C. ENRIQUE CASTRO BENDIMEZ Vocal: DR PEDRO L. GRASA SOLER Vocal: DR. JAROMIR ZELENY
Atizapán de Zaragoza, Estado de México. 30 de noviembre de 1994

ft (J' .,. I
i;);-' e,_~--
~1 ~
.-,,
rts1s TS
t""~ ' /l( , .. ,' .. :tg .05
Jf9L/

A mis padres:
Antonia Santillán Morales. Trinidad Díaz Se"ano.
Por su apoyo y sobre todo por su cariño.
A mis ltermanos.
Roberto Luisa
Gerardo y Luz Maria

Al Sistema ITESM y su gente.
AGRADECIMIENTOS
Al Dr. Pedro Luis Grasa Soler
Al Dr. Armando Bravo Ortega
Al M.en C. Herman Gocher Tayabas

1.- Antecedentes
2.- Introducción
CONTENIDO
3.- Definición de Ingeniería Concurrente
4.- Herramientas de la Calidad Total utilizadas por la lng. Concurrente
4. 1. - Ingeniería de Calidad 4 2- Despliegue de la Función de Calidad 4.3- Diseño de Productos y Procesos 4 .4. - Control Estadístico del Proceso 4.5.- Equipos de trabajo
5. Metodologías y Tecnologías utilizadas por la Ing. Concurrente
2
4
6
10 13 23 28 35
5 .1. - Diseño para la Manufactura y el Ensamble 40 5.2.- Tecnología de Grupos 46 5 .3. - Manufactura Flexible 50 5.4.- Justo a Tiempo 57 5.5.- Soporte tecnológico para la Ingeniería Concurrente 63 5.6.- Sistemas de comunicación 69
6.- Implantación de Ingeniería Concurrente 78
6.1.- Concientización 79 6.2.- La naturaleza del proceso de desarrollo de productos 80 6.3.- Evaluación de la disposición 82 6.4- Captura de datos del proceso 90 6.5.- Herramientas del modelado 93 6.6.- Proceso de análisis y mejora 94 6.7.- Mediciones de la Ingeniería Concurrente 97
7. Caso de estudio 100
8.- Conclusiones 105
Apéndice A.- Elementos y criterios clave de la Ingeniería Concurrente 110 Apéndice B .-Cuestionario de evaluación para la disposición a la Ing. Concurrente. 112 Apéndice C.- Matriz de elementos y criterios clave para la Ing. Concurrente. 132 Apéndice D.- Medidas de la Ing. Concurrente. 151 Bibliografia. 157
1

1.- Antecedentes y Justificación.
La mayor parte de la planta productiva mexicana no tiene capacidad para afrontar la competencia externa comprometida por el TLC.
/ En un trabajo realizado por el Centro de Estudios Económicos del Sector Privado (CEESP) le-,
entre 478 empresas nacionales, se establece que solamente 17.4 por ciento fue capaz de elevar su nivel de productividad y competitividad, en tanto que 3 5. 1 por ciento apenas logró mantenerse en el mercado, mientras que 4 7. 5 por ciento no sólo no logró preservar su productividad sino que perdió niveles de competencia.
A su vez, datos del Conacyt y de Bancomer indican que dentro de un universo integrado por 34,895 empresas altamente representativas de la economía mexicana, 77.1 por ciento empleaba tecnología obsoleta, 19. 5 contaba con equipo moderno pero vulnerable, 2. 9 tenía fortaleza tecnológica pero carecía de capacidad competitiva y estratégica, y solamente 0.5 por ciento utilizaba tecnología de punta, aunque en todos los casos se observaron problemas de inversión. [ 1 P].
Ante el marco nacional de apertura comercial, México tiene que competir con el mundo desarrollado y necesita con urgencia aprender y adaptar las tecnologías de producción y administración que están revolucionando al mundo entero.
Poco sirve comprar equipo moderno y tecnología de punta si no se cambia de manera de pensar acerca de la producción, su administración y el proceso de comercialización.El empresario mexicano necesita aprender nuevas técnicas aplicadas que le permitan defender su mercado domestico y al mismo tiempo empezar a definir su posición en la famosas economías de escala. [ 6P]
Con la firma del TLC, es necesario que la industria manufacturera sea más competitiva. Lo que se necesita son mejores productos que satisfagan las necesidades de los clientes. Para alcanzar estas metas, los fabricantes deben dar mejores productos en menor tiempo y de mejor calidad, los clientes serán capaces de encontrar los mejores productos a los precios más bajos del mercado. :
Una forma de ser compet1t1vo es desarrollando nuevos productos que satisfagan las necesidades de los clientes en menor tiempo que la competencia para ganar el mercado.
1.2.- Planteamiento del problema.
El problema que presenta la industria manufacturera es el largo periodo de tiempo que utiliza en el desarrollo productos con el proceso tradicional en el que cada departamento realiza su función en el momento que le corresponde, siendo en forma secuencial:
1.- Estudio de mercado. 2o.- El diseño del producto. 3o.- Métodos de producción. 4o.- Manufactura, etc. (todos los departamentos trabajan por separado sin tomar en cuenta las limitaciones de los otros departamentos de la empresa y proveedores).
2

Esta forma secuencial de desarrollo de productos crea una división entre los diferentes departamentos que integran la empresa, que la efectan así como al desarrollo de nuevos productos, como por ejemplo:
Ingeniería del producto no conoce bien el proceso, maquinaria, capacidades de la maquinaria, tipos de herramientas, etc.
Los muros entre los departamentos provocan una mala comunicación, por lo que toda idea que pueda beneficiar al producto es frenado por la mala comunicación. Los costos relacionados con un mal diseño impactan de manera muy importante los costos en general, del 60 % al 80 % del total de los costos de un producto -Material, Mano de Obra, Costos auxiliares- son provocados en la etapa de diseño.
Otro punto importante, en la reducción de ganancias en un producto debido a su llegada tarde al mercado. La empresa que lanza primero un producto al mercado, tiene la ventaja de
· posicionamiento, gana ese segmento de mercado llegando a ser la marca principal, esta posición se puede disfrutar por largo tiempo. Un estudio de 25 marcas principales, realizado a partir de 1923, demuestra este punto. Sesenta años más tarde, 20 de esas marcas aún se mantienen en primer lugar, cuatro están en segundo y una ocupa el quinto lugar. [4].
1.3.- Objetivo.
El objetivo de esta tesis es plantear una metodología para la implantación de la Ingeniería Concurrente en la industria manufacturera nacional. La importancia de está. metodología es servir como una guía para la implantación de Ingeniería Concurrente, y obtener los beneficios que está brinda.
3

2.- INTRODUCCIÓN
En este marco de competencia internacional donde la velocidad para lanzar al mercado un nuevo producto que cumpla los requerimientos del cliente y al precio que él está dispuesto a pagar, puede ser la sobrevivencia de muchas compañías. Surge así la Ingeniería Concurrente para cubrir estás necesidades de rapidez, calidad y precio. La Ingeniería Concurrente es uno de los factores no sólo para alcanzar la sobrevivencia sino para estar dentro de las empresas líderes.
La Ingeniería Concurrente es una planteamiento sistemático para el desarrollo integral de productos. [7 A]
La meta de la Ingeniería Concurrente es dar el mayor valor al consumidor al menor costo en el menor tiempo posible. Mediante la mejora del proceso de desarrollo del producto.[12A]
La Ingeniería Concurrente se basa en la participación de todas las áreas de la empresa en el desarrollo de nuevos productos desde el inicio hasta el final del desarrollo. En la ingeniería Concurrente cada proyecto debe ser manejado por un equipo especial, multidiciplinario y de tiempo completo, ni el departamento de diseño ni los comités multidepartamentales que se reúnen cada semana son equipos de Ingeniería Concurrente. Los equipo se forman con expertos de Diseño, Manufactura, Mercadotecnia, Finanzas, Compras y Servicio.
Los ingenieros de manufactura como el resto del equipo, cuentan con la misma información del producto y pueden iniciar la planeación de la manufactura cuando cuenten con una información mínima de diseño sin que sea necesario esperar el diseño final del producto, así se crea el trabajo en paralelo de la misma forma los otros miembros del equipo trabajan simultáneamente y se interrelacionan, haciendo recomendaciones durante el proceso de desarrollo de productos para que ninguna de las áreas de la empresa sea afectada por nuevo diseño y con esto se reducen costos, tiempo y se eleva la calidad. Mercadotecnia identificará las oportunidades para hacer un buen negocio y propondrá metas de ventas alcanzables, comprobando estas metas, manufactura y compras informara si es posible adquirir los materiales propuestos por diseño y de ser así, en qué cantidades; servicio reportará cuáles son las fallas más frecuentes del producto detectadas, estas interacciones entre los distintos departamentos se realizaran durante todo el proceso de desarrollo de productos.
Una de las razones por las que Ingeniería Concurrente ha .tomando tanta popularidad es por la habilidad para tomar decisiones en las primeras etapas, del diseño. El efecto de tomar decisiones en las primeras etapas es mucho mejor que tomar decisiones en las ultimas etapas, recordemos que del 60 al 80 % de los atributos del producto son determinados en el diseño conceptual. [9A].
La toma de decisiones se realizan dentro del equipo multidiciplinario que es el eje central de la Ingeniería Concurrente. Trabajar en equipo quiere decir delegar, para delegar es necesario capacitar y entrenar a la gente para que sea capaz de tomar su función adecuadamente.
4

Para máximizar los beneficios de la ingeniería concurrente, es necesario el uso de herramientas computacionales tales como bases de datos compartidas, redes de comunicación y paquetes de CAD/CAM/CAE. El soporte computacional se da en cuatro áreas principales: Compartir información, colocación de la gente y los programas, integración de los programas con los servicios, coordinación del equipo y captura de la historia corporativa. el uso adecuado de estas herramientas reducirá los tiempos de entrega del producto.[2]
La Ingeniería Concurrente puede ser virtualmente adaptada, a cualquier organización relacionada con la manufacturera a cualquier escala, las compañías pequeñas probablemente la están llevando a cabo inconscientemente, en las empresas manufactureras la decisión de aplicarla Ingeniería Concurrente es de ellas.
La implantación de Ingeniería concurrente ha dado resultados impresionantes. Los costos de manufactura han sido reducidos entre el 30% y 40%. El retrabajo y el desperdicio hasta un 90%, el tiempo de desarrollo de productos ha sido reducido entre 40 y 60%, los cambios realizados durante la fabricación se han reducido hasta un 90%, y el mejoramiento en la calidad del producto han incrementado la satisfacción del cliente y mejorado las expectativas de vida del producto.[2]
Las barreras de la Ingeniería Concurrente son de tipo organizacional y tecnológico. Una implantación exitosa de Ingeniería Concurrente requiere que éstas barreras sean identificadas desde el inicio para prioritizar las acciones de implantación. Otro paso importante en la implantación es la caracterización del proceso; es decir, definir el conjunto de propiedades y parámetros que identifican al proceso. Conociendo las barreras y caracterizado el proceso se pueden identificar los cambios para mejorar el proceso y la capacitación requerida.[7 A]
5

3.- Definición de Ingeniería Concurrente.
El término Ingeniería Concurrente (IC) da idea de un camino sistemático y comprensible de planeación y ejecución del trabajo de tal forma que todas las entradas son coleccionadas y traídas para llevar acabo la tarea. Anteriormente se le conocía Ingeniería de Sistemas, pero con el tiempo muchos otros sistemas aproximados han sido desarrollados para direccionar costos, calidad y tiempo particularmente en el área de manufactura. Estos han dado impulso a una variedad de términos para enfatizar la calidad, de los viejos unos como control estadístico de la calidad, o el acercamiento global común llamado Total Quality Managment.
La IC es una metodología o guía para realizar una tarea; puede también entenderse como un conjunto de tecnologías para ejecutar trabajo en un grupo o equipo.
La IC consigue su gran expresión en las revistas de negocios de los Estados Unidos. Muchos artículos narran cómo las compañías han cambiado sus procedimientos administrativos y de trabajo, con la creación de equipos de personas y dando a éstos autoridad para enfatizar en la mejora de la calidad, reducir costos, e incrementar la producción. Esto generalmente es acompañado por un incremento de conciencia para la calidad en el trabajo y por un impulso en la moral. El resultado final muestra ganancia en la hoja de balance porque el cliente esta complacido por el mejoramiento en la calidad en productos y servicios, por los cambios realizados en la compañía.
Algunas compañías son grandes firmas de ingeniería de importancia nacional, mientras otras son pequeñas operando en el líimite de las ventas. Hay firmas en el servicio industrial quienes han demostrado habilidad para mejorar ellas mismas y vencer los viejos flujos jerárquicos de trabajo y de información en sus compañías, al llevar la toma de decisión al nivel más bajo donde se encuentra el problema, y asegurándose el conocimiento institucional necesario, no importando donde se este en la organización se explora para resolver el problema.
Los productos "toman mucho tiempo para el desarrollo, costo elevado para producirse y frecuentemente no se desempeña como se prometio o se esperaba" (Departamento de Defensa de USA.Winter 1988), la causa fue que el diseño del producto aislado del diseño del proceso de manufactura.
Las dos funciones son separadas en el tiempo y desarrolladas por personas bastan.te diferentes con pequeñas interacciones tal vez en departamentos distanciados geograficamente. El resultado pierde información y propósito, por la carencia de conocimientos de producción y restricciones de la manufactura inicialmente en el desarrollo del proyecto. Conduce a muchos malos funcionamientos y ciclos de cambio para reparar los problemas fundamentales tarde en el proyecto. Este movimiento espera que si únicamente el diseño del proceso para la manufactura y el soporte, se realiza más o menos al mismo tiempo como el diseño del producto, el producto podría ser diseñado para ser producido bien y funcionar eficientemente. Pocos errores de diseño quedan para ser descubiertos en la etapa de volumen de producción o fabricación del prototipo, de aquí la frecuente definición de IC para mejorar la integración del diseño de productos y sus respectivos procesos, incluyendo procesos de manufactura y soporte.
6

Esta aproximación intenta causar que los diseños consideren desde el inicio todos los elementos del ciclo de vida del producto desde el concepto a través del arreglo, incluyendo costos, planeación y requerimientos del usuario.
Una definición ideal se enfoca en la esencia de los términos. A este respecto se ha llegado a una definición que involucra y para considera las práctica actuales de la IC.
La definición es la siguiente:
La Ingeniería Concurrente es un planteamiento sistemático para el desarrollo integrado de productos, que enfatiza responder a las expectativas del cliente y encarna los valores de equipo de cooperación, confianza y participación de tal manera que la toma de decisiones se efectúa desde el principio, a través de largos intervalos de trabajo en paralelo, por todos los involucrados en el ciclo de vida del producto, sincronizados por intercambios relativamente cortos para realizar consenso. [7 A]
INGENIERÍA CONCURRENTE
DPME TG JAT MAN. FLEX. SOPORTE TECNOLÓGICO
VALORES DE EQUIPO COOPERACIÓN, CONFIANZA Y PARTICIPACIÓN
. / TRABAJO DE UN / MIEMBRO DEL EQUIPO
Fig. 3.1 Ingeniería Concurrente (Dennis P. Hurley)
7
REUNIONES DE TRABAJO PARA LLEGAR AL CONSCENSO

En el artículo [7 A] se realiza una discusión de la definición y se presenta a continuación.
La definición coloca los valores de los equipos como la parte central y reconoce que la IC, necesita todo el compromiso que alta gerencia puede dar, fallara sí la organización en todos los niveles no adopta las normas de trabajo en equipo y aprende a vivir con ellas cada día.
El deseo de compartir la información desde el principio por ejemplo, no tiene oportunidad de echar raíces institucionales, a menos que este implícita la confianza que la información será usada sin perjuicio de su donador.
El siguiente valor de importancia que se encuentra incorporado en la definición es el enfoque sobre los clientes. En la hermosa frase de Xerox II Aprendo mirando mis productos a través de los ojos de los clientes, incluso sí es doloroso". Sin embargo la definición coloca la meta del equipo de trabajo equitativamente en términos de satisfacción del cliente, más que lograr un estandar interno de la compañía, el cual frecuentemente puede ser una vez o mas removido desde
· el parámetro aplicado por el cliente.
El siguiente punto de la definición expresa que la actividad de la IC es del tipo de toma de decisiones.
Increíble como puede parecer el nombre de IC es un nombre erróneo o metodología o terminología para soportarla , que no es aplicable con una simple transformación de términos para cualquier decisión de negocios. En verdad cualquier decisión en absoluto que requiere la inteligencia colectiva de muchos papeles es planteable a través de la IC.
Esto hace sobresalir la importancia de propagar la IC a través de la empresa en todas las funciones, dado que el papel preciso que tenga relación con una decisión particular no puede .ser medida de antemano, esto es una mera extensión, de estipular el papel de los clientes como parte del equipo de desarrollo del producto con una voz importante para pensar de distribuidores, accionistas y la misma sociedad como teniendo papeles únicos en las decisiones del desarrollo de productos . Tal decisión es aparentemente tomada muy profundamente en una empresa, lejos de la mirada pública, pero ellos pueden tener un profundo impacto público.
La afirmación que la IC es un planteamiento sistemático vincula nuevos sistemas, y necesidades para ser integrados dentro de la organización como procedimientos y políticas que reemplacen las menos eficientes de ayer. Tales políticas causaron que la información no estuviera disponible para aquellos que tenían una dependencia implícita sobre ella, o la hacia viajar por caminos laberínticos para alcanzar al cliente. La IC remplazará estos sistemas lentos. Los sistemas de información deberán soportar el trabajo coordinado de las personas involucradas en tomar una decisión, no importando donde ellos esten localizados.
En el fondo de la definición aparece el s1gu1ente elemento importante: Trabajo paralelo sincronizado. La eficiencia de IC es seriamente disminuida si el trabajo es secuencial entre los papeles. Un buen líder de equipo intenta en todas las etapas la participación del trabajo de tal manera que varias tareas pueda avanzar en paralelo. Este en un aspecto separado de apresuramiento del grupo que la IC fomenta, traer varios papeles de toma de decisión juntos para que el juicio de varias mentes se tomen en cuenta en cada tema.
8

El trabajo en paralelo tiene la inevitable falla de inconsistencia después de algún tiempo, siempre queda una traslape que crea conflictos entre las decisiones individuales conforme progresan las tareas paralelas en el tiempo. Las resoluciones de estos conflictos deben ser planeadas, lo cual se hace anunciando un punto de sincronización para que las alternativas emerjan y los detalles de las decisiones pueden salir a la vista de todo el grupo. El equipo decide cómo negociar las alternativas y entregar la decisión consistente antes de que el siguiente régimen de tareas paralelas estén en movimiento.
La tesis persigue que este ciclo de convergencia sea más numeroso en la vida de un proyecto con respecto los ciclos de encontrar y reparar el pasado, pero el tiempo requerido para lograr el consenso es menor, dado que varias mentes se encuentran más frecuentemente sobre pequeñas divergencias en los puntos de vista. El trabajo coordinado entre los miembros del equipo demanda frecuentes intercambios de información, de modo que el impacto de la decisión hecha en una etapa no permite permanecer sin ser examinada por aquellos a quienes puede afectar.
La necesidad para este trabajo en paralelo desde el inicio es enfatizado a través de una observación importante: Deben darse al inicio decisiones granuladas a consideración muy complejas porque esto baja los limites en costo , tiempo, complejidad y riesgo, así como establecer limites superiores sobre la confiabilidad del producto y satisfacción del cliente. El conocimiento de gastar mucho tiempo en el diseño, más que en la etapa de ingeniería, es el principio equivalente.
Finalmente la definición habla de la importancia del consenso, el cual es dificil de lograr, pero importante para mantener como equipo gobernando con la apertura, pero conciente de tomar decisiones en cada etapa . Todas las decisiones incluyen un rico mundo de opciones , pero también incluyen un siempre rico mundo de opciones rechazadas. Si no son tomadas concientemente con el conocimiento del grupo, más que individualmente, la fe en el acercamiento del equipo básico se verá afectada . El consenso se ve como el progreso de traer armonía entre los requerimientos conflictivos y termina en el sentido de logros de grupo que vencen la perdida individual de tener que ceder terreno en el camino.
9

4.-Herramientas de la Calidad Total utilizadas por la Ing. Concurrente.
4.1. Ingeniería de Calidad.
En la competencia a nivel internacional, los clientes identifican cada vez más proveedores y se toman más exigentes, éste tipo de comercio, requiere de Calidad y Productividad. Se han presentado varios enfoques para aumentar la Calidad y la Productividad, dentro de los destaca recientemente la Ingeniería de Calidad.
La Ingeniería de Calidad ha despertado grandes expectativas en empresas que ven en élla la oportunidad de mejorar la calidad de sus productos en áreas que se enfrentan a materias primas de baja calidad, variaciones en las máquinas que a pesar de estar en control estadístico y lograr índices aceptables de habilidad del proceso, sus clientes no se sienten del todo satisfechos con el producto.
Evolución de la Calidad en las organizaciones.[32]
Etapa 1.- Inspección después de la producción. Se caracteriza por su enfoque de reacción, detección de defectos y en consecuencia un esfuerzo de solución de problemas para corregirlos, todo actividad del departamento de Control de Calidad está enfocada a diseñar y realizar la inspección, los planes de muestreo, tomar datos y señalar los defectos del producto, por lo cual, en el mejor de los casos, se tomarán acciones correctivas.
Etapa 2.- Control de calidad durante la producción. Se considera que la calidad se construye en el proceso y los departamentos de control de calidad cambian su enfoque, ahora su actividad es el Control Estadístico del Proceso, se dedican al diseño de gráficas para cada operación. Gráficas que deben ayudar a identificar problemas de proceso, Distinguen causas especiales de causas comunes; se hacen mediciones de la habilidad del proceso. Sin embargo, en muchas empresas no se ha entendido el enfoque del control del proceso, y en otras se ha llegado a la creencia de que el Control del Proceso resolverá las carencias del conocimiento tecnológico del proceso.
Etapa 3.- Aseguramiento de la Calidad. El aseguramiento de la Calidad involucra a todos los departamentos de la empresa como responsables de la calidad, se pretende identificar objetivos comunes para los distintos departamentos y hasta se hacen equipos de trabajo que involucran ventas, producción, diseño, etc. Es el llamado Control Total de la Calidad.
Etapa 4.- Diseño de Productos y Procesos (Diseño de Experimentos). Está orientada a la optimización del diseño como manera de asegurar bajos costos y alta calidad. A diferencia de etapas anteriores, en ésta existe un verdadero enfoque de prevención que un diseño que enfrente las variaciones de materia primas, condiciones de proceso, y de uso por parte
10

del usuario, sin que esto repercute en variaciones en la función del producto. A éste tipo de funcionamiento se le dice robusto. Un ejemplo es el aceite lubricante, que normalmente tiene de temperatura de operación, sin embargo viene un diseño de aceite multigrado que hace la viscosidad del aceite permanezca casi constante en un rango de temperatura más amplio, ése es un producto robusto a la temperatura.
Etapa 5.- Despliegue de la Función de Calidad. En ésta etapa, el Control de calidad, está enfocado al diseño y desarrollo de productos que cumplan con los requerimientos del consumidor. Se enfoca a establecer una manera sistemática de asignar responsabilidades para desplegar la voz del consumidor y traducir éstos requerimientos a parámetros de diseño y manufactura.
Proceso de Reducción de la Variabilidad (PRV).
La integración de QFD, Diseño de Experimentos y Control Estadístico del Proceso también se le llama PRV y se relacionan bajo el siguiente diagrama de flujo.
CLIENTE
IDENTIFICA NECESIDADES
DESPLIEGUE DE LAFUNCION DE CALIDAD
IDENTIFICA DETALLES
IMPORTANTES
DISEÑO DE
EXPERIMENTOS
HACE MEJORAS
CONTROL ESTADISTICO DEL PROCESO
SEGUIR LOS LOGROS
fig. 4.1.1 Proceso de Reducción de la Variabilidad.[32]
PRODUCTO
PROPORCIONA SATISFACCION
Habiendo escuchado la voz del cliente, el QFD da prioridad donde esta las necesidades de mejora. El diseño de experimentos da los mecanismos para identificar estas mejoras.
El Control Estadístico del Proceso contribuye a lograr estas ganancias así · como a asegurar el mejoramiento continuo de la calidad.
El siguiente diagrama de flujo describe todos los componentes del ciclo de vida de un producto o servicio desde el inicio hasta el fin.
11

PRINCIPIO
CALIDAD FUERA DE
LINEA
CALIDAD
EN LINEA
FIN
l ~
~
REQUERIMIENTOS ~
OPERACION
DISEÑO DE ~
SISTEMA
INSPECCION r-. POR MUESTREO
PRODUCTO ~ CONFIABLE
CAPACICAD DESPLIEGUE f-+ DE LA FUNCION
OPERACIONAL CALIDAD
DISEÑO DE i-.
DISEÑO DE
PARAMETROS TOLERANCIAS
CONTROL ANALISISDE ESTADISTICO f-. CAPACIDAD DEL
PROCESO PROCESO
CLIENTE ~
EMPRESARIO ENTUSIASMADO SATISFECHO
fig. 4.1.2 Ciclo de vida de un producto o servicio. [32]
Estructura de la ingeniería de calidad.
1 D N E G E C N A 1 L E 1
F C U L A E L R 1 1 A N D E A D A D E
c
QFD
DISEf;IO DEL SISTEMA
DISEf;IO DE PARAMETROS
DISEf;IO DE TOLERANCIAS
PREDICCION Y AJUSTE
PRODUCTO
PROCESO
n n -
D R A R D 1
A L L 1 1 N D E A A D
MEDICION Y AJUSTE
COMO DEBEN SER CONTROLADOS
LOS PROCESOS, MONITOREADOS
A DIAGNOSTICO DEL PROCESO Y AJUSTE
AJUSTADOS Y MANTENIDOS.
fig. 4.1.3 Estructura de la Ingeniería de Calidad.[32]
La ingeniería de calidad se divide en:
Ingeniería de linea. La calidad se realiza durante el proceso . Realizando mediciones para hace1 predicciones, tomar acciones. Se basa en el Control Estadístico del Proceso.
Ingeniería fuera de linea. La calidad se realiza durante el desarrollo del producto y del proceso, st basa en QFD y diseño de experimentos.
12

4.2.- Despliegue de la función de calidad.
El Despliegue de la Función de Calidad (QFD) no es simplemente una herramienta de calidad, sino que engloba el significado más amplio de tomar las características del producto y hacer evolucionar sus funciones hasta llegar a un producto integral.
Las palabras Despliegue de la Función de Calidad QFD ha generado mucha confusión. En la mayoría de las organizaciones, la introducción al QFD ha sido a través de los departamentos de control de calidad. Aunque los profesionales en calidad son participantes importantes en el proceso QFD, también los profesionales en mercadotecnia, ingeniería y manufactura son participantes vitales.
QFD también es conocido como Ingeniería Motivada por el Consumidor y Planificación Matricial · del Producto. No existe una definición única de Despliegue de la Función de Calidad, pero la que sigue encierra el significado esencial. QFD es:
Un sistema para la traducción de necesidades del consumidor a requerimientos apropiados de la compañía en cada etapa del proceso de desarrollo desde la investigación del producto pasando por ingeniería, manufactura, mercadotecnia/ventas hasta la distribución.[30]
Podríamos pensar en QFD como la acción de llevar la voz del consumidor ( o usuario) a lo largo del desarrollo del producto dentro de la fábrica y finalmente hasta el mercado. Por lo tanto, QFD no solo es una herramienta de calidad, sino una importante herramienta de la planificación para introducir nuevos productos y mejorar productos existentes.
Calidad/ Costo/ Tiempo. A menudo sentimos que calidad, costo oportunidad y productividad son entidades que frecuentemente entran en conflicto, creando la necesidad de un "regateo". Ciertamente podemos mejorar la calidad si invertimos más dinero. Todo ingeniero sabe como mejorar la calidad si invertimos más dinero. Podemos reducir el costo del producto disminuyendo su calidad. Podemos llegar antes al mercado si eliminamos unos cuantos pasos (a costo de calidad), o gastando más dinero para acelerar ciertas actividades.
Relación Costo / Calidad. Considere solo la relación entre costo y calidad.
CALIDAD
BAJA ALTA
c ORO fig. 4.2.1.
BAJO BASURA o Costo vs s T MAL
Calidad o ALTO NEGOCIO DESEADO
13

La mayor ventaja de QFD es que promueve el desarrollo de productos en forma preventiva más que reactiva. Esta técnica no solo ahorro dinero, sino que también ahorra tiempo. El tiempo del ciclo para la introducción de productos se ha reducido de una tercera parte hasta la mitad.
4.2.1.- Metodología del Despliegue de la Función de Calidad [30] [31]
La Casa de la Calidad. El despliegue de la Función de Calidad se lleva acabo mediante una serie de matrices que parecen muy complejas a primera vista. Existe una gran cantidad de información contenida en esta matriz. Esta matriz es muy valiosas porque contiene mucha información en una sola página. La matriz a menudo es llamada la Casa de la Calidad debido a la estructura como "techo" en su parte superior. Podemos dividir la Casa en cuartos que pueden ser fácil de entender. Haremos un recorrido por los diversos cuartos, entendiendo cada uno de ellos y la forma cómo se acoplan. Comprendiendo esto podemos ver otras matrices de QFD con una mayor comprensión.
a.- Voz del Consumidor. QFD empieza con una lista de objetivos, a los que deseamos lograr. En el contexto del desarrollo de nuevos productos, ésta es una lista de requerimientos del consumidor y es llamada Voz de Consumidor.
QUE Los elementos contenidos en esta lista son generales, vagos y difíciles de implementar directamente requieren una más detallada definición.
Uno de estos podría ser "buen manejo", el cual tiene una amplia variedad de interpretaciones. Es una característica deseable de un producto, pero no se puede trabajar con ellos directamente.
fig. 4.2.2 Que's
Estos requerimientos mencionados por el usuario se conocen como la calidad de funcionamiento Las funciones básicas del producto son todo lo que espera el usuario, esto es conocido como la calidad básica. Muchos productos deben mostrar características emocionantes o gratas sorpresas y éstas tampoco son mencionadas por los consumidores.. Estas gratas sorpresas son conocidas como calidad emotiva. Estos tres tipos de calidad (básica, de funcionamiento, emotiva) son bien representadas en el modelo Kano mostrado a continuación, el cual gráfica el tipo de calidad sobre un plano que representa la satisfacción del consumidor -vs- el grado del logro.
14

SATISFACCIÓN DEL CONSUMIDOR
· GRATAS SORPRESAS INESPERADAS ENCANTAMIENTO
SATISFECHO
fig. 4.2.3
Modelo Kano.
GRADO DE ,._ _____________ LOGRO
b.-Traduciendo para actuar.
(HABLAD~
TÍPICO ESPERADO
INSATISFECHO
Una vez desarrollada la lista de QUE' s, cada uno requiere más definición. Se refiere la lista al siguiente nivel de detalle listado uno o más COMO' s para cada QUE.
COMO
Fig.4.2.4 Como's
Este proceso es similar al proceso de refinación de objetivos de mercadotecnia para obtener especificaciones de ingeniería a nivel producto. Realmente se están traduciendo requerimientos del consumidor a características globales del producto que llamaremos requerimientos del diseño. Estos requerimientos del diseño serán características medibles que podemos evaluar en el producto terminado. El requerimiento de "buen manejo" podría traducirse a requerimientos de suspensión y estabilidad.
Relaciones complejas. Este proceso se complica por el hecho de que algunos COMO' s afectan a más de un QUE, e inclusive pueden afectarse opuestamente unos a otros.
UE
-
--, --
,r
~
-
COMO
fig. 4.2.5 Relaciones Complejas
Sólo la mitad de las mejoras en los productos son efectivas porque muchas no produjeron la deseada mejoría o introdujeron algún problema inesperado.
15
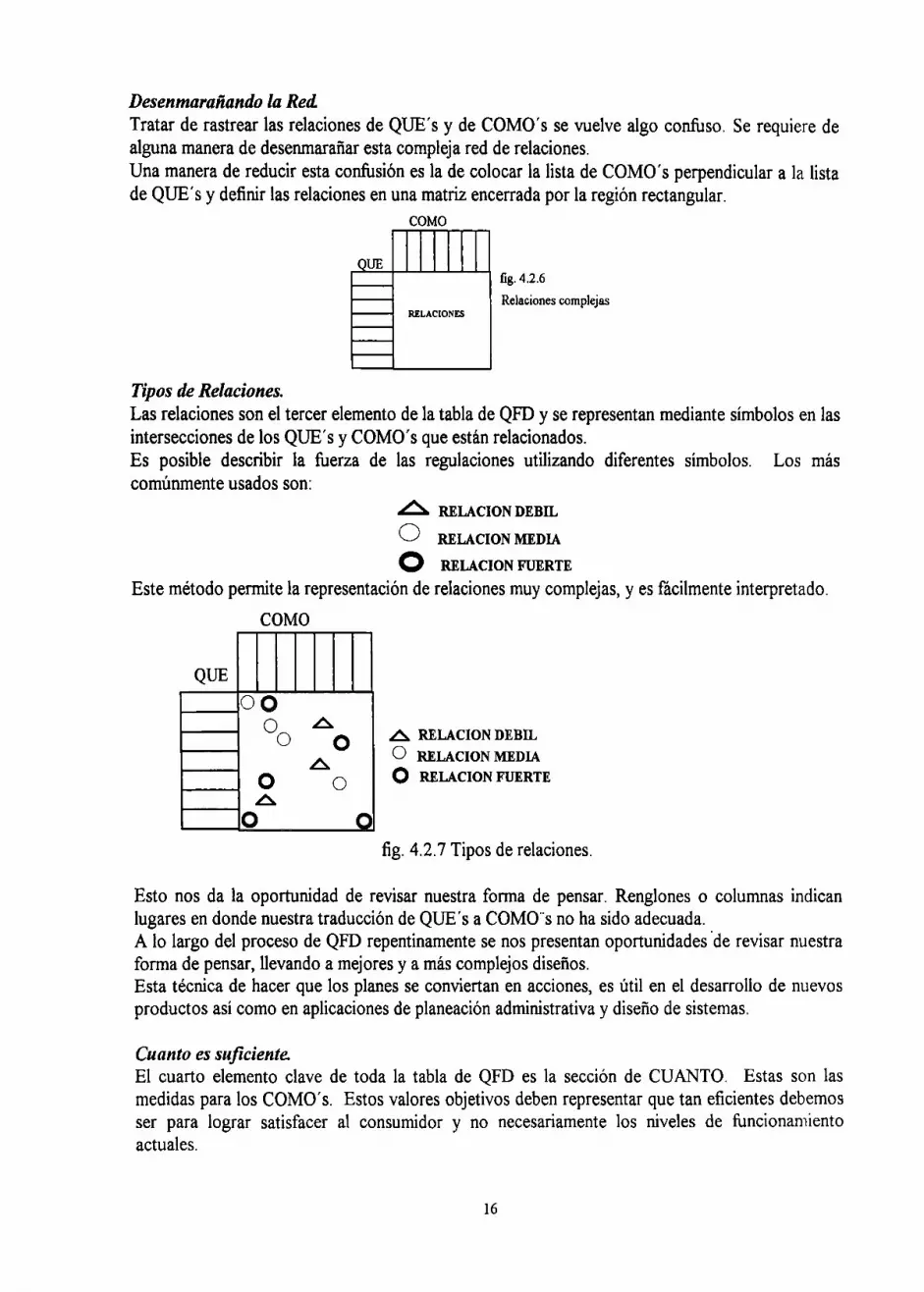
Desenmarañando la Red Tratar de rastrear las relaciones de QUE's y de COMO's se vuelve algo confuso. Se requiere de alguna manera de desenmarañar esta compleja red de relaciones. Una manera de reducir esta confusión es la de colocar la lista de COMO's perpendicular a la lista de QUE' s y definir las relaciones en una matriz encerrada por la región rectangular.
COMO
fig. 4.2.6
Relaciones complejas
Tipos de Relaciones. Las relaciones son el tercer elemento de la tabla de QFD y se representan mediante símbolos en las intersecciones de los QUE's y COMO's que están relacionados. Es posible describir la fuerza de las regulaciones utilizando diferentes símbolos. Los más comúnmente usados son:
.Ó. RELACION DEBIL
Q RELACION MEDIA
0 RELACION FUERTE
Este método permite la representación de relaciones muy complejas, y es fácilmente interpretado.
COMO
QUE
ºº ºo o ~
o
~
o ~
o e
~ RELACION DEBIL Ü RELACION MEDIA 0 RELACION FUERTE
fig. 4.2.7 Tipos de relaciones.
Esto nos da la oportunidad de revisar nuestra forma de pensar. Renglones o columnas indican lugares en donde nuestra traducción de QUE's a COMO"s no ha sido adecuada. A lo largo del proceso de QFD repentinamente se nos presentan oportunidades ·de revisar nuestra forma de pensar, llevando a mejores y a más complejos diseños. Esta técnica de hacer que los planes se conviertan en acciones, es útil en el desarrollo de nuevos productos así como en aplicaciones de planeación administrativa y diseño de sistemas.
Cuanto es suficiente. El cuarto elemento clave de toda la tabla de QFD es la sección de CUANTO. Estas son las medidas para los COMO' s. Estos valores objetivos deben representar que tan eficientes debemos ser para lograr satisfacer al consumidor y no necesariamente los niveles de funcionamiento actuales.
16

COMO
QUE
fig. 4.2.8 Cuanto RELACIONES
CUANTO
Un buen manejo, fue traducido a requerimientos detallados, se puede medir en términos de fuerza requerida para girar el volante, proporciones de muelleo y otros valores fisicos apropiados. La frecuencia de manejo sería un COMO, y su medida, en Hertz, sería un Cuanto. Queremos tener los CUANTO's por dos razones:
Para proporcionar una manera objetiva de asegurar que los requerimientos han sido satisfechos. Para proporcionar metas para un posterior desarrollo más detallado.
Los CUANTO' s deben ser lo más medibles posibles, por que los elementos medibles brindan una mayor oportunidad para el análisis y la optimización. Este aspecto nos da otra oportunidad de revisar nuestra forma de pensar. Sí la mayor parte de los CUANTO' s no son medibles entonces no hemos detallado lo suficiente la definición de los COMO's.
Matriz de Correlación. La Matriz de Correlación es una tabla triangular a menudo unida a los COMO's, estableciendo la correlación entre cada elemento de éstos. El propósito de esta estructura como techo es identificar áreas en donde decisiones de cambios e investigación y desarrollo pueden ser requeridas. Como en la Matriz de Relaciones, se utilizan símbolos para describir la fuerza d las relaciones. La Matriz de Correlación también describe el tipo de relación. Los símbolos comúnmente usados son:
Q POSITIVO • FUERTEMENTE POSITIVO X NEGATIVO X FUERTEMENTE NEGATIVO
Podemos entonces identificar cuales de los COMO's se apoyan unos a otros, y cuales están en conflicto. Correlaciones positivas son aquellas en las que un COMO apoya a otro COMO. Estas son importantes ya que podemos incrementar algunas eficiencias de recursos al no duplicar esfuerzos para obtener el mismo resultado. Sí realizamos una acción que afecta adversamente a un COMO, esta tendrá un efecto de degradación sobre otro.
17

Correlaciones negativas son aquellas en las que un COMO afecta en fonna adversa la ejecución de otro COMO. Estos conflictos son muy importantes, pues representa condiciones en las que negociación es sugerida. Si no hay correlaciones negativas probablemente exista un error. Un producto bien optimizado casi siempre será el resultado de algún nivel de regateo, que será expresado por una correlación negativa.
MATRIZDE CORRELACIONES
QUE
Evaluación Competitiva.
RELACIONES
fig. 4.2.9
Matriz
Correlación
Q POSITIVO
• FUERTEMENTE POSITIVO X NEGATIVO X FUERTEMENTE NEGATIVO
La Evaluación Competitiva consiste en una pareja de gráficas que describen partida por partida, como se comparan los productos competitivos con los productos actuales de la compañía. Esto se hace para los QUE's así como para los COMO's.
La Evaluación Competitiva de los QUE's es a menudo llamada una Evaluación competitiva del Consumidor, y debe utilizar infonnación orientada al consumidor. Los ingenieros no deberían hacer esta comparación ya que sus conocimientos técnicos los predisponen. Es muy importante entender la Percepción del consumidor de nuestro producto en relación a la competencia. La Evaluación Competitiva de los COMO 's es la llamada Evaluación Competitiva Técnica, y debe utilizar lo mejor del talento ingenieril para analizar productos competitivos. Lo más recomendables es que los ingenieros estén directamente involucrados en este proceso para así obtener la más completa comprensión de los productos competitivos. En muchas grandes organizaciones esto se lleva a cabo por diferentes departamentos que crean maquetas y reportes que luego son compartidos con los ingenieros. Esta actividad independiente no puede proporcionar el mismo nivel de conocimiento al ingeniero que el estar directamente involucrado en el proceso.
La Evaluación Competitiva proporciona aún otra fonna de revisar nuestra manera de pensar y de descubrir fallas en el razonamiento ingenieril. Si los COMO' s han sido adecuadamente desarrollados a partir de los QUE' s, las Evaluaciones Competitivas deben ser razonableme.nte consistentes. Los elementos de QUE y COMO que están muy relacionados deben también mostrar una relación en la Evaluación Competitiva.
18 1

"
MATRIZDE CORRELAOONES
QUE
BUENO
RELACIONES
MALO
EVALUAOON COMPETITIVA
B
u E
fig. 4.2.10
Evaluación
Competitiva
Por ejemplo, si creemos que una mejor amortiguación logra un mejor manejo, es de esperarse que la evaluación Competitiva muestra que productos con una superior amortiguación tienen también . . un supenor maneJo. Si esto no ocurre, existe la probabilidad de que algo significativo no se haya tomado en cuenta. Si no se toman las medidas adecuadas podríamos obtener un funcionamiento superior en nuestras pruebas y estándares, pero no lograr los resultados esperados en manos de nuestros consumidores.
Grado de Importancia. El Grado de Importancia es útil para priorizar esfuerzos y tomar ciertas decisiones. Las tablas numéricas ó gráficas mostrarán la importancia relativa a cada QUE ó COMO para el logro del resultado final deseado. El grado de importancia del QUE se establece con base en la evaluación del consumidor. Es expresado como una escala relativa (típicamente 1-5 ó 1-10) con los números más altos indicando una mayor importancia para el consumidor. Es importante que estos valores realmente representen al consumidor, y no a creencias internas de la compañía. Debido a que solo podemos actuar con los COMO' s, son necesarios los grados de importancia calculados.
Se asignan pesos a los símbolos de las Relaciones, tales como: .A RELACION DEBII.,
Ü RELACION MEDIA
0 RELACION FUERTE
Con estos pesos se obtiene una buena variación entre elementos importantes y menos importantes pero también pueden usarse otros sistemas. Para cada columna ( ó COMO), el valor de importancia del QUE se multiplica por el peso de Símbolo, produciendo un valor para cada Relación. Sumando estos valores se define el valor di importancia del COMO.
19

El grado de importancia para la primera columna se calcula como sigue. El peso del símbolo del circulo (3) se multiplica por el valor de importancia del QUE (5), formando un valor de la relación de ( 15). El peso del símbolo del círculo oscuro (9) se multiplica por el valor del QUE (2), formando un valor de Relación de 18. Estos dos valores ( 15 + 18) forman el valor de importancia del Como que es de 33. Este proceso se repite para cada columna.
COMO
QUE
soo 3 o 6. 2 L::i:) A 1 06. o 5 o o 2 o oºº 4 20 ~ o
&1 :IJ t:l!:I !:I ;:, ;¿1 '!l .!l t:I
fig. 4.2.11
Grado de
Importancia
BIBLJ(>T~C~
El grado de importancia para los COMO's proporciona la importancia relativa de cada uno de estos en el logro de los QUE's. Estos valores no tienen un significado directo sino que deben ser interpretados comparando las magnitudes entre ellos. si es necesaria una decisión entre los COMO's con grado de importancia 89y 9, se debe poner más énfasis en el COMO con grado 89. ¡Es importante que no seamos ciegamente manejados por estos números¡ Los números deben ayudarnos, no limitarnos. Debemos verlos como otras oportunidades adicionales de revisar nuestra forma de pensar. Debemos cuestionar los valores relativos de los Números utilizando nuestro criterio.
4.2.2.- Las Cuatro Fases del QFD [30][3 l]
Este proceso continúa hasta que cada objetivo sea refinado a su nivel funcional. Sin embargo, para mantener las tablas de un tamaño manejable, debemos ser muy selectivos con los elementos elegidos para la siguiente fase. El principio de Pareto se utiliza para determinar los elementos Críticos o COMO's. A aquellos COMO's que son nuevos, importantes o dificiles y por lo tanto de alto riesgo a la organización se llevan a la siguiente fase en QFD. A continuación se muestra como sacamos de un "embudo" solo aquellos elementos críticos para convertirlos en los QUE's para la siguiente fase. En el proceso de desarrollo del producto esto significa tomar los requerimientos del consumidor y definir requerimientos de diseño, algunos de los cuales se pasan a la siguiente tabla para establecer las características de las partes. Así se continúa hasta definir las operaciones de manufactura y los requerimientos de producción. Todo esto se ilustra en cuatro tablas, aunque en realidad pueden usarse tantos niveles de tabla como sea necesano.
20 .,,...i,N: ~

Aunque es posible obtener ganancias sustanciales implementando QFD solo hasta nivel de características de las partes, las mayores ganancias se realizan cuando se llega hasta el más detallado nivel de requerimientos de producción.
REQUERIMIENTOS DEDISEAO -
D C E L S 1 E E CARACTERISTICAS -O N PRODUCTO
S T R D
E E 1 Q s OPERACIONES U E -E A PROCESO R c p 1 o A R
R o A c D T u REQUERIMIENTOS E R c
PRODUCCION 1 T s o o p
p R E R O c e 1 O E N S E
fi . 4.2.12 Las Cuatro fases del FD s o g Q
A continuación se ilustra, a través del ejemplo de una puerta de carro, como se puede desplegar en las diferentes fases la voz del consumidor, que específicamente quiere una puerta que sea fácil de cerrar, puede ser desplegada en las diferentes fases. El deseo del consumidor se transforma en el requerimiento de diseño "esfuerzo para cerrar la puerta", Medida física en ft-lb. Suponiendo que un esfuerzo de 7 lb-ft. es nuevo, importante y dificil, este COMO se vuelve QUE para la fase 11, Matriz de despliegue de las partes. Los COMO's para la segunda fase son las partes y características de las partes de nuestro diseño que influyen en el esfuerzo para cerrar la puerta. La fuerza de compresión de la burlete (facilidad de oprimir el apagador) y el diámetro del foco están entre las características críticas de la parte. Podríamos llevar la fuerza de compresión a la Fase III, planificación del Proceso, como el que. En la Planificación del Proceso, los COMO' s son los parámetros críticos del proceso que, al ser controlados, "proporcionan" -las características críticas de las partes. En este caso, las r.p.m. del extrusor es crítico para generar la compresión requerida. Nuevamente podríamos decidir llevar el R.P.M. del extrusor a la fase IV, Planificación de la Producción. En la Fase IV buscamos los controles de producción diarios y seguramos que estén en posición. en este ejemplo, el control de las perillas, el entrenamiento específico del operador, así como los procedimientos de mantenimiento preventivo están ajustados. Este conjunto de controles nos dan la seguridad de que las operaciones de extrusión, en relación al esfuerzo para cerrar la puerta, está ajustada. A Continuación, el equipo de ingenieros podría optar por regresar y tomar los parámetros del horno "dejados pendientes" en la Fase III y llevarlos a la fase IV. Estos ciclos de
21

regresar y tomar la siguiente prioridad continúan por el tiempo que el equipo crea necesario. Este proceso se acopla muy bien a la filosofia de un mejoramiento continuo.
ti 4 2 13 D ag. • • esp e2an d 1 11 o a voz e consum1 or d 1 'd 11
FC CAfilUEI 1 ¡¡ l u R~ ~ H ~~ EE trn PT ~ o
: ~ 1ft R ~R :>~ ~ ZR ,-,u P N
5 ~ o "O ~ o /E N ~ ,.. 119: l. {J • u L PUERTA CIERRE ··1~ ~ PUERTA CIERRE
.. FUERZA DE PRES • () '.') • RPM DEL EXTRU ~
ETC ETC
ETC ETC
7
11
OT
1 1
OT
1 1
OT
11
lb-ft BI BI JV BI JV EO JV EO
EO
1 1 1
PLANIFICACION DEL PRODUCTO DESPIEGUE DE LAS PARTES PLANIFICACION DEL PROCESO PLANIFICACION DE LA PRODUCCION
FASE I FASE II FASE III FASE IV
Fases de QFD [30][3 l] Fase] Planificación del Producto El propósito de la fase de Planificación del Producto en QFD es:
Identificar los requerimientos del consumidor. Determinar Oportunidades Competitivas. Determinar oportunidades globales del Diseño del Producto. Detenninar requerimientos para un estudio a fondo.
Fase 11 Despliegue de las partes. El propósito de Despliegue de partes es:
Seleccionar el mejor concepto de diseño. Determinar partes críticas. Determinar caracteristicas de las partes criticas. Detenninar valores objetivo de partes críticas. Detenninar partes para mayor desarrollo.
Fase 111 Planificación del Proceso. El propósito de la Fase de Planificación del Proceso del QFD es:
Determinar la mejor combinación proceso/diseño. Detenninar los parámetros de proceso críticos Establecer valores objetivo para los parámetros de proceso. Detenninar elementos para mayor desarrollo.
Fase IV. Planificación de la Producción. El objetivo de la Fase de la Planificación de la Producción debe ser asegurar que la voz del consumidor se refleje realmente en la planificación, comunicación y ejecución de requerimientos de producción.
22

4.3 Diseño de Productos y Procesos.
Un experimento diseñado es una prueba o serie de pruebas en las cuales se inducen cambios deliberados en las variables de entrada de un proceso o sistema, de manera que sea posible observar o identificar las causas de los cambios en las respuestas de salida. ~uele ser posible visualizar el proceso como una combinación de máquinas, métodos, personas y otros recursos que transforman alguna entrada ( a menudo un material) en una salida que tiene una o más respuestas observables. Algunas de las variables del proceso son controlables, mientras que otras son incontrolables.
Entre los objetivos del experimento pueden incluirse:[21]
1. Determinar cuáles variables tienen mayor influencia en la respuesta, y. 2. Determinar el mejor valor de las variables controladas que influyen en la respuesta y,de modo
que y se tenga casi siempre un valor cercano al valor nominal deseado. 3. Determinar el mejor valor de las variables controladas que influyen en la respuesta y de modo
que la variabilidad de la respuesta y sea pequeña. 4. Determinar el mejor valor de las variables controladas que influyen en la respuesta y, de modo
que se minimicen los efectos de las variables incontrolables.
La aplicación de técnicas de diseño experimental en una fase temprana del desarrollo de un proceso puede dar por resultado: • Mejorar el rendimiento del proceso. • Menor variabilidad y mayor apego a los requerimientos nominales u objetivo. • Menor tiempo de desarrollo. • Menores costos globales.
Los métodos de diseño experimental también tienen un cometido importante las actividades de diseño técnico ( o diseño de ingeniería), en las cuales se desarrollan nuevos productos y se mejoran otros ya existentes. Algunas aplicaciones del diseño experimental en el diseño técnico son: • Evaluación y comparación de configuraciones de diseño básicas. • Evaluación de materiales alternativos. • Selección de diseño de parámetros de diseño de modo que el producto funcione bien en una
amplia variedad de condiciones de campo (uso real); de modo que el producto sea robusto.[36]
El Diseño Estadístico de Experimentos es el proceso de plantear un experimento para obtener datos apropiados, que pueden ser analizados mediante métodos estadísticos, con objeto de producir conclusiones válidas y objetivas. Se requiere de un enfoque estadístico del diseño de experimentos para obtener conclusiones significativas a partir de los datos. La metodología estadística es el único enfoque objetivo para analizar un problema que involucre datos sujetos a errores experimentales. Así hay dos aspectos en cualquier problema experimental: el diseño del experimento y análisis de los datos. Estos dos temas están estrechamente relacionados, ya que el método de análisis depende directamente del diseño empleado. ·
23

"
Dificultades aliviadas con los métodos estadísticos.[36] Las fuentes de dificultad más generales a las que se enfrenta el investigador son: • Error experimental ( o ruido). • Confusión entre correlación y casualidad. • Complejidad entre los efectos estudiados.
Error experimental. La variación producida por factores distorsionantes, tanto conocidos como desconocidos, se denomina error experimental, solo una parte de él puede ser atribuido a error en la medición. Efectos importantes pueden quedar ocultos total o parcialmente por el error experimental. Y a la inversa a causas del error experimental, el investigador puede equivocarse y creer en efectos que no existan. Los efectos perniciosos del error experimental pueden reducirse mucho mediante el análisis y diseño experimental adecuados. Más aún, el análisis estadístico nos da medidas de precisión de las cantidades estimadas objeto de nuestro estudio y en particular hace posible juzgar si hay evidencia empírica fuerte de la existencia de valores no nulos para tales cantidades. El efecto neto es incrementar la probabilidad de que el investigador siga un camino correcto y no uno falso.
Confusión entre correlación y casualidad. Utilizando principios fidedignos científicos de diseño experimental y, en concreto, la aleatorización se puede generar datos de mayor calidad para poder deducir las relaciones causales.
Complejidad de los efectos. Se dispone de diseños experimentales que generan los datos de tal forma que pueden estimarse con la menor influencia posible del error experimental, no sólo los efectos lineales y aditivos, sino también los iterativos y los no lineales.
4.3.1. Método Taguchi para el diseño de experimentos.[32][21]
Taguchi recomienda el empleo de métodos estadísticos de diseño experimental para auxiliar el mejoramiento de la calidad, en particular durante el diseño de parámetros y el diseño de tolerancias. Pueden emplearse métodos de diseño experimental para hallar un mejor diseño del producto o del proceso, donde por mejor quiere decirse un producto o proceso que es robusto a factores incontrolables que influyen en ese producto o proceso una vez que se encuentra en funcionamiento normal.
Un componente clave de la filosofia de Taguchi es la reducción de la variabilidad. Por lo general, cada característica de funcionamiento de un proceso tendrá un valor objetivo o nominal. La finalidad es reducir la variabilidad alrededor de este valor objetivo.
La Ingeniería de Calidad fuera de línea, es la optimización del diseño de procesos y de productos, de manera que soporten con robustez las variaciones. Pero ¿Porqué enfocar el problema de variación en la etapa de diseño?.
24

Los productos enfrentan una serie de factores que impactan su funcionamiento, produciéndole variabilidad, a éstos factores se les llama factores de error ó Ruido. Hay tres tipos de ruido: ruido externo, ruido interno, y ruido variacional. El ruido externo está relacionado, con variables ambientales ó condiciones de uso. Por ejemplo, temperatura humedad, frecuencia de uso, etc. Es detenninado por el uso y está fuera de las manos del productor. El ruido interno o deterioro son los cambios que sufre el producto en sus componentes internos a lo largo del tiempo, aún al ser almacenado, que provocan que el producto se aleje de su función objetivo. El ruido variacional, ó de unidad a unidad, son las diferencias entre unidades de producto manufacturadas con las mismas especificaciones, bajo las mismas condiciones. La ingenieria de Calidad está enfocada a encontrar medidas para reducir el efecto de éstos tres tipos de ruido. El medio más importante para enfrentar el ruido, es el diseño, la meta del diseño es eliminar la variabilidad usando componentes baratos. Podemos dividir el proceso de diseño en tres etapas: 1. - Diseño de sistema. 2.-Diseño de parámetros. 3.-Diseño de tolerancias.
Diseño del sistema. En este paso se sondea la tecnología pertinente hasta encontrar la mejor disponible. El ingeniero utiliza principios científicos y de ingenieria para detenninar la configuración básica. El diseño del sistema es muy importante, pero no es posible estudiar todos los sistemas existentes, así que se selecciona de una a tres alternativas. esta selección se hace para todos los pasos de desarrollo de un producto ó proceso.
Diseño de parámetros. Se detenninan los valores específicos para los parámetros del sistema, que hagan que las características del sistema permanezca invariables ante las diferentes variables. Pensando en el diseño de un proceso, debemos buscar los valores de los parámetros del proceso que hagan que las variaciones en las materias primas ó en las condiciones ambientales no afecten la función del producto. El diseño de parámetros no es ajustar la máquina, es más bien un proceso de búsqueda sistemática que aplica el diseño de experimentos. Es la parte más importante del diseño, donde se logran los mayores ahorros. En esta etapa, se busca la optimización de productos procesos. Esto es que el producto ó proceso, satisfaga sus niveles deseados de funcionamiento con la menor variación en dicha función empleando materiales, mano de obra y demás insumos disponibles de bajo costo.
Diseño de tolerancias. El diseño de tolerancias se utiliza con objeto de detenninar las mejores tolerancias para los parámetros. Se utiliza como último recurso. Se emplea cuando el diseño de parámetros es insuficiente, y consiste en considerar a los factores de ruido ( como por ejemplo el medio ambiente), junto con los parámetros del sistema, de manera que se analice su efecto en la salida del sistema. Se establecen tolerancias para estos factores de ruido, siendo más estrechas para aquéllos factores que afectan más. Estamos tratando de controlar los factores de ruido y esto generalmente eleva los costos.
25

Metodología para el diseño de parámetros.
1. - Identificar el problema. ¿ Cuál es la característica de Calidad? ¿Como se mide? ¿Que impacto tiene? ¿ Cuál es su función de pérdida? ¿Porqué es problema? ¿ Cuál será la variable de respuesta?
2.- en una reunión elaborar diagrama Causa Efecto, para identificar factores de ruido, parámetros, etc. Esta reunión es tan importante, que puede suceder que los pasos 1 y 2, se resuelva el problema. Involucre al personal que está relacionado con el problema.
3.- Diseñe un experimento mediante arreglos ortogonales y gráficas lineales.
4.- Ejecute el experimento y evalúe los estadísticos pertinentes, registre la información relevante.
5.- Analice la información y determine los valores de los parámetros que proporcionan la mejor solución.
6.- Haga una estimación del valor óptimo de la variable de respuesta.
7.- Realice una corrida de comprobación, de ser necesario repita el proceso.
Siendo una técnica de Ingeniería, esta metodología es un proceso iterativo en el que tendremos una solución que siempre es susceptible de mejorar. Un aspecto que se debe vigilar es la relación que existe entre el costo de implantar la solución que propone la metodología y la disminución de costos que ésta ocasionaría.
4.3.2.- La Función de Pérdida.[32][2 l] La Ingeniería de Calidad comprende un sistema de técnicas estadísticas y de ingeniería que enfrentan el problema de la calidad desde el punto de vista integral. Uno de los problemas más comunes de los enfoques tradicionales de calidad es la definición misma de lo que es Calidad, Taguchi la define como:
Calidad es la pérdida que causa un producto a la sociedad, después de haberlo embarcado, sin considerar cualquier pérdida producida por sus funciones intrínsecas. La perdida puede ser provocada por dos causas: a.- Pérdidas causadas por la variabilidad de la función. b.- Pérdidas causadas por los efectos colaterales del dañinos.
Taguchi relaciona el concepto de Calidad con la función de pérdida a la sociedad. De ésta manera, si un producto se aleja de su objetivo, provocado por una variaciones en la función, ocasiona una pérdida. Por ejemplo, un tornillo que tiene un diámetro excedido, requiere de un esfuerzo adicional para poder utilizarlo. Si por otro lado, el tomillo produce una diferencia de potencial eléctrica en la presencia de lámina de cobre, que la erosiona, entonces tenemos un problema de efecto colateral dañino, del que se puede evaluar la pérdida provocada.
26

•
El instrumento que se utiliza para evaluar la pérdida se le denomina Función de Pérdida que es una contribución de Taguchi. La importancia de la Función de Pérdida es: a.- Define una dirección de mejoramiento de la Calidad en el sentido de reducir los costos ocasionados al consumidor por un mal funcionamiento del producto adquirido. b.- Permite interpretar los modelos del Control Estadístico de habilidad del Proceso en términos de costos para el consumidor. c.- Permite interpretar los modelos de Diseños de Experimentos en términos monetarios. (ANOVA).
La administración de empresas establece que, la misión fundamental de una empresa es producir bienes ó servicios que satisfagan, necesidades socialmente válidas, a un mínimo costo para el consumidor. La función de Pérdida es un medio para conocer qué tanto cada empresa se asemeja al ideal de cada negocio. ·
La Función de Pérdida se utiliza para: Relacionar Calidad vs Costo. Como medida de habilidad de proceso. Como criterio Económico para Establecer Tolerancias.
Taguchi modela en la Función de Pérdida las desviaciones que pueden ocurrir respecto a al valor nominal. La pérdida se refiere al costo que se carga a la sociedad cuando el consumidor utiliza un producto cuyas características de calidad difieren de las nominales. El concepto de perdida social se desvía de la forma de pensar tradicional. Taguchi da una Función cuadrática de pérdida de la forma
L(Y) - -L(y) = k(y-T)2
LIE
T y
L(y) = k (y-T)2
fig. 4.3.1 Función de LSE Perdida
Es evidente que este tipo de función penalizara incluso las desviaciones pequeñas de y respecto al objetivo T. Una vez más, esto se desvía del pensamiento tradicional, que suele imponer penalizaciones sólo a los casos en que y cae fuera de las especificaciones superiores e infe1iores (digamos, y > LSE o Y< LIE en la figura). Sin embargo, la filosofía de Taguchi acerca de la reducción de la variabilidad y la insistencia en la minimización de costos es del todo consistente con la filosofía de mejoramiento continuo de Deming y Juran. La filosofía de Taguchi implica tres ideas centrales.
1.- Los productos y procesos deben diseñarse de modo que sean robustos ente las fuentes de variabilidad externas. 2.- Los métodos de diseño experimental son un instrumento técnico 3.- La operación según lo especificado es más importante que el apego a las especificaciones. Los métodos Taguchi ayudan a poner en práctica estas ideas .
27

4.4.- Control Estadístico del Proceso.
"Todo proceso que se realiza durante algún tiempo es sujeto ha variaciones. Algunas de estas variaciones no son significativas y por eso se ignoran no aplicándose ninguna acción correctiva. Otras son tan significativas que acciona las señales de alarma del sistema de control. Estas variaciones significativas son alejamientos esporádicos del estándar y requieren que el personal responsable para el control tome los pasos necesarios para restaurar el estándar".[5]
La causa es la variación. La variación en materiales, en las condiciones de las máquinas, en los métodos de trabajo y en la inspección, son las causas de los productos defectuosos. Si no existen ninguna de estas variaciones, todos los productos serian idénticos y ni habria variaciones en la calidad.
Los productos defectuosos son causados por las variaciones. Si estas variaciones se reducen, seguramente disminuirán los productos defectuosos. Para reducir el número de productos defectuosos, la primera acción necesaria es hacer un diagnóstico correcto para ver cuales son las verdades causas de los defectos. Los método estadísticos es un medio eficaz para hacer diagnósticos.Los métodos estadísticos son herramientas eficaces para mejorar el proceso de producción y reducir sus defectos.
Las herramientas estadísticas dan objetividad y precisión a las observaciones. Estas herramientas pueden ayudar a un equipo a visualizar un proceso, localizar problemas, hallar sus causas y determinar soluciones. También proporcionan una manera de evaluar los cambios propuestos.
Las premisas de la manera de pensar estadística son:
1. Déle mayor importancia a los hechos que a los conceptos abstractos. 2. No exprese los hechos en términos de sentimientos y de ideas. Utilice cifras derivadas de los
resultados específicos de la observación. 3. Los resultados de las observaciones, acompañados como están por el error y la variación, son
parte de un todo oculto. Encontrar ese todo oculto es la finalidad última de la observación. 4. Acepte como información confiable, la distribución normal que aparece cuando hay un gran
número de observaciones.
4.4.1.- El diagnóstico de los procesos.[24]
Aunque las causas de la variación en la calidad son innumerables, no toda causa afecta a la calidad en el mismo grado. Algunas la afectan enormemente, mientras que otras, aunque teóricamente consideradas como muy importantes, tienen poco efecto sobre la variación en la calidad cuando se controlan adecuadamente.
Las innumerables causas concebibles pueden categorizar en dos grupos, el primero de los cuales consiste en un pequeño número de causas que, sin embargo, tienen un gran efecto (los pocos vitales) y en segundo grupo que incluye muchas causas que tienen sólo efectos menores (los pocos
28

triviales). Generalmente, no hay muchos factores que realmente causen defectos. Este hecho se llama principio de Pareto. Lo que necesitamos es encontrar las pocas causas vitales de los productos defectuosos y elinúnar estas causas después de que se hayan identificado claramente.
4.4.2.- Cómo obtener los datos.
Establecer objetivos claros Antes de recoger la información, es importante detemúnar que se va hacer con ella. En el control de calidad, los objetivos de la recolección de información son:
1.- El control y monitoreo del proceso de producción. 2.- El análisis de lo que no se ajusta a las normas. 3. - La inspección.
Es importante recordar que "El propósito de la colección de datos es cumplir con el compronúso de la empresa de producir un producto o servicio que cumpla con los requisitos de los clientes".[5]
Establecer una forma apropiada de recoger los datos. Cuando se recogen los datos, es importante organizarlos adecuadamente para facilitar su procesamiento posterior. El origen de los datos debe registrase claramente. Los datos cuyo origen no se conoce con claridad se convierten en información inútil. Los datos deben registrase de tal manera que puedan utilizarse fácilmente.
Las hojas de registro Una hoja de registro es un formato preimpreso en el cual aparecen los puntos que se van a registrar, de tal manera que los datos puedan recogerse fácil y concisamente. Sus objetivos principales son:
1.- Facilitar la recolección de los datos. 2.- organizar automáticamente los datos de manera que puedan usarse con facilidad más adelante.
Tipos de hoja de registro. Hoja de registro para la distribución del proceso de producción. Hoja de registro de puntos defectuosos. Hoja de registro de localización de defectos. Hojas de registro de la localización del defecto.
4.4.3.- Diagramas de flujo [15]
Los diagramas de flujo son esquemas que describen paso a paso una actividad y se usan para planificar las etapas de un proyecto o para describir el proceso que se está estudiando. Tipos de diagramas de flujo:
29

Diagrama de flujo arriba-ahajo.
Un diagrama de flujo arriba-abajo es una descripción de los pasos más importantes en un proceso o proyecto. Al limitar las cantidad de información que se usa en el diagrama, el diagrama de flujo arriba abajo obliga a la gente a concentrar su pensamiento es aquellos pasos que sean absolutamente necesarios para el proceso. La descripción que resulta, por lo tanto, sólo el trabajo útil, omitiendo la inspección, el repetir el trabajo y otros pasos que sean desarrollado para detectar o responde a los problemas de calidad.
Diagrama de flujo detallado.
Un diagrama de flujo detallado, según indica su nombre, es un diagrama de flujo que incluye mucha información acerca de lo que ocurre en cada etapa del proceso, incluye los circuitos causados por tener que repetir el trabajo. Generalmente, los diagramas de flujo Arriba - abajo son suficientes, pero algunos equipos necesitan más detalles para poder entender dónde ocurren problemas.
Diagrama de flujo de trabajo.
Un diagrama de flujo de trabajo es un dibujo de los movimientos de la gente, los materiales los documentos o la información en un proceso. Este se crea al trazar estos movimientos en un bosquejo del plano o un mapa similar del área de trabajo. Lo útil de estos bosquejos reside en su capacidad de ilustrar la ineficiencia de un sistema en forma clara.
Diagrama de despliegue.
Un diagrama de despliegue combina dos ideas: lo que pasa en un proceso o proyecto (las tareas realizadas) y quien es el responsable en cada paso. Estos diagramas muestran los pasos principales de un proceso, de la misma forma que en el nivel superior de un diagrama de flujo arriba-abajo, junto con las personas que son el centro de actividad de ese paso. Estos diagramas son útiles para los equipos de proyectos y los equipos de gerencia, para llevar la cuenta de cada persona o grupo debe hacer, para saber donde encaja la gente en la secuencia y cómo se relacionarán con las otras personas de la etapa.
4.4.4.- Diagrama de Pareto.
"Para localizar áreas en donde potencialmente la mejora puede ser mayor para la reducción de defectos se utiliza la herramienta llamada el Análisis de Pareto. Esto a su vez se basa en el principio de Pareto conocido como la ley 80% - 20% ó pocos vitales, muchos triviales. Este principio reconoce que unos pocos elementos de un conjunto ( el 20% ), generan la mayor parte del defecto (el 89%9, el resto de los elementos generan muy poco del efecto total. En control de calidad, la mayor parte del tiempo, perdido, desecho, retrabajo, fallas posventas, etc. se deben a unos "pocos vitales" productos, defectos, componentes, proceso, diseño, operaciones, etc." [5]
30

Diagramas de Pareto de fenómenos. Este es un diagrama en el cual se relacionan los resultados indeseables, y se utiliza para averiguar cuál es el principal problema, como calidad, costos, tiempo de entrega, seguridad etc[24].
Diagramas de Pareto de causas. Este es un diagrama en el cual se relacionan los resultados indeseables, y se utiliza para averiguar cuál es el principal problema, operario, máquina, materia p·rima, método de trabajo.[24]
4.4.5.- Diagramas de causa-efecto o espina de pescado.
El resultado de un proceso puede atribuirse a una multitud de factores, y es posible encontrar la relación causa efecto de esos factores. Podemos determinar la estructura o una relación múltiple de causa-efecto observándola sistemáticamente. Es dificil solucionar problemas complicados sin tener en cuenta esta estructura, la cual consta de una cadena de causas y efectos, y el método para
· expresar esto es forma sencilla y fácil es un diagrama de causa-efecto.[24]
Un diagrama de espina de pescado es un método gráfico que refleja la relación entre una característica de calidad (muchas veces un área problemática) y los factores o variables que contribuyen a ella. [5]
Actualmente, el diagrama se usa no solamente para observar las características de calidad de los productos sino también en otros campos, y ha sido ampliamente aplicado en todo el mundo.
Diagrama de Pareto y diagrama Causa-Efecto. Para la solución de problemas deben usarse varios métodos conjuntamente, y la combinación de un diagrama de Pareto con un diagrama de Causa-Efecto es especialmente útil.
4.4.6.- Definiciones Operativas.
Una definición operativa describe lo que algo es y como debe medirse. Por ejemplo, una definición operativa de "temperatura del baño" podría ser: el promedio de tres dimensiones de temperatura en el tanque #7B 104, una toma a seis centímetros del fondo cerca del lado izquierdo, otra toma a seis centímetros de la superficie, a doce centímetros del borde, y otra toma al centro a treinta centímetros por debajo de la superficie.
4.4. 7 .- Los histogramas.
Si pudiéramos recoger datos sobre un proceso en el cual todos los factores (hombre, máquina, material, método, etc.) fueran perfectamente constantes, los datos sobre cada uno de estos factores conservarían su valor. Sin embargo, en la realidad es imposible mantener todos los factores constantes todo el tiempo. Estrictamente hablando, aun algunos factores que suponemos constantes, no pueden ser perfectamente constantes. Es inevitable que los valores en un conjunto de información tenga variaciones. Los valores que toma un factor a través del tiempo no son siempre los mismos, pero eso no quiere decir que estén determinados de una manera desordenada.
31

Aunque los valores cambian todo el tiempo, están gobernados por cierta regla, y ésta es que los datos tienen una determinada distribución.[24]
Los datos obtenidos de una muestra sirven como base para decidir sobre la población. mientras más grande sea la muestra, más infonnación obtendremos sobre la población. Pero un aumento en el tamaño de la muestra también implica un aumento en la cantidad de datos, y esto puede llegar a hacer dificil comprender la población a partir de esos datos, aun cuando se organicen en tablas. en ese caso, necesitamos un método que nos pennita comprender la población de un vistazo. Un histograma responde a esa necesidad. La organización de un buen número de datos en un histograma nos permite comprender la población de manera objetiva.
4.4.8.- Diagramas de dispersión
En la práctica frecuentemente es necesario estudiar la relación de correspondencia de dos variables. Por ejemplo, ¿hasta qué punto se afectarán las dimensiones de una parte de una máquina por el cambio en la velocidad de un piñón? O suponga que a usted le gustaría controlar la concentración de un material donde es preferible sustituir la medición de la concentración por la gravedad específica, porque pr!cticamente resulta más fácil medirla. Para estudiar la relación entre dos variables tales como la velocidad del piñón y las dimensiones de una parte, o la concentración y la gravedad específica, puede usarse lo que se llama un diagrama de dispersión.
Las dos variables que trataremos pueden enmarcarse así: Una característica de calidad y un factor que la afecta. Dos características de calidad relacionadas. Dos factores relacionados con una sola característica de calidad.
4.4.9.- Gráfica de tiempo
Muchos de los factores que afectan un proceso, cambian a medida que pasa el tiempo: los ingredientes se descomponen, nuevas personas se emplean, las herramientas y los equipos se desgastan, los proveedores hacen cambios de vez en cuando. Cualquiera de estos cambios puede afectar los datos recopilados en un proceso a través del tiempo. Detectar estos cambios recopilados en un proceso a través del tiempo, es un paso esencial para lograr mejores tendencias o patrones relacionados con el tiempo, es un paso esencial para lograr mejoras duraderas. Y la mejor fonna de detectar el efecto de estos cambios es el gráficar las mediciones pertinentes con respecto al tiempo.
4.4.10.- Gráficas de control "Una carta de control es una comparación gráfica de datos que reflejan el comportamiento del proceso con los limites de control calculados, que se trazan como líneas límites en la carta. "[5].
Los límites de control, uno de ellos colocado en por encima de la línea central y otro por debajo, y en unos valores característicos registrados en la gráfica que representa el estado del proceso. Si todos los valores ocurren dentro de los límites de control, sin ninguna tendencia especial, se dice
32

que el proceso está en estado controlado. Sin embargo, si ocurren fuera de los límites de control o muestran una forma peculiar, se dice que el proceso está fuera de control. La calidad de un producto manufacturado por medio de un proceso inevitablemente sufrirá vanac1ones. Estas variaciones tienen causas y estas últimas pueden clasificarse en los siguientes tipos:
Causas debidas al azar (aleatorias). Las variaciones debidas al azar son inevitables en el proceso, aun si la operación se realiza usando materia prima y métodos estandarizados. No es práctico eliminar el azar técnicamente y en forma económica por el momento.
Causas asignables (atribuibles). La variación debida a causas asignables significa que hay factores significativos que pueden ser investigados.
Cuando los puntos se ubican por fuera de los límites de control o muestran una tendencia particular, decimos que el proceso esta fuera de control, y esto equivale a decir, "existe variación por causas asignables y el proceso está en un estado de descontrol". Para controlar un proceso, se requiere poder predecir el resultado dentro de un margen de variación debido al azar. Para hacer una gráfica de control es necesario estimar la variación debida al azar. Para esto se dividen los datos en subgrupos dentro de los cuales el lote de materia prima, las máquinas, los operadores y otros factores son comunes, de modo que la variación dentro del subgrupo puede considerase aproximadamente la misma que la variación por causas debidas al azar. Hay varias clases de gráficas de control, dependiendo de su propósito y de las características de la variable. En cualquier tipo de gráfica de control el límite de control se calcula usando la siguiente fórmula [24]:
(valor promedio) ±3 * (desviación estándar), donde la desviación estandar es la variación debida al azar. Este tipo de gráficas de control se llama una gráfica de control de 3-sigma.
4.4.11.- Tipos de gráficas de control.
Hay dos tipos de gráficas de control, , una para valores continuos y otra para valores discretos. "El tipo de gráficas que se utiliza depende de las características (variable de respuesta) que se desea controlar" [5]. Las ventajas y desventaja de cada tipo ver referencia [5]. Valor continuo:
Gráfica x - R (Valor promedio y rango) Gráfica X (Variable de medida)
Valor discreto: Gráfica pn (Número de unidades defectuosas) Gráfica p (fracción de unidades Defectuosas) Gráfica c (Número de defectos) Gráfica u (número de defectos por unidad).
33

GrlJfica x :R
Esta se usa para controlar y analizar un proceso en el cual la característica de calidad del producto que está medida toma valores continuos, tales como longitud, peso o concentración, y esto proporciona la mayor cantidad de información sobre el proceso. x representa un valor promedio de un subgrupo y R representa al rango del subgrupo. Una gráfica R se usa generalmente en combinación con una gráfica x para controlar la variación dentro de un subgrupo.
Gráficax,
Cuando los datos de un proceso se registran durante intervalos largos o los subgrupos de datos no son efectivos, se gráfica cada dato individualmente y esa gráfica puede usarse como gráfica de control. debido a que no hay subgrupo el valor R no puede calcularse, se usa el rango móvil !U' de datos sucesivos para el cálculo de los limites de control de x.
Gráfica pn, Gráfica JJ,
Estas gráficas se usan cuando la característica de calidad se representa por número de unidades defectuosas o fracción defectuosa. Para una muestra de tamaño constante, se usa una gráfica de pn del numero de unidades defectuosas, mientras que una gráfica p de la fracción de defectos se usa para una muestra de tamaño variable.
Gráfica c, Gráfica u. Estas se usan para controlar y analizar un proceso por los defectos de un producto, tales como rayones en placas de metal, número de soldaduras defectuosas de un televisor o tejido desigual es telas. Una gráfica e referida al número de defectos, se usa para un producto cuyas dimensiones son constantes, mientras que una gráfica u se usa para un producto de dimensión variable.[24]
4.12.- Estratificación y análisis Esto es/Esto no es.
La estratificación y el análisis esto es/ esto no es, son dos maneras de hacer un partición o estratificación los datos de manera de exportar los patrones fundamentales. Descubrir tales patrones ayuda a localizar un problema, haciendo más fácil la identificación de la causa de éste. Este análisis precede a la recopilación de datos ( de manera que la persona conozca qué tipo de diferencias hay que buscar) y le sucede (de manera que el equipo pueda descubrir qué factores afectaron realmente los resultados). . Cuando los mismos productos se hacen en varias máquinas o por varios operarios, es mejor clasificar los datos según la máquina o el operador de manera que la diferencia entre máquinas u operadores puede ser analizada y el control del proceso se facilite. Como regla general, el propósito de la estratificación es examinar la diferencia entre los valores promedio y la variación entre clases diferentes y tomar acciones correctivas con respecto a la diferencia, si la hay. Si es imposible tomar acciones instantáneamente, se hace necesario entonces llevar a cabo el control del proceso usando gráficas de control estratificadas. [15]
34

4.5.- Equipos de Trabajo
Para que un proyecto de IC tenga éxito es necesario que los miembros del equipo tengan experiencia y conocimientos de las diferentes herramientas utilizadas por la IC, pero no es suficiente también deben saber trabajar en equipo, como planificar y conducir las reuniones, recopilar información útil, y llevar a cabo los cambios.
En las organizaciones tradicionales las decisiones se toman a dos o tres niveles por encima del nivel adecuado y luego pasan la voz a los mandos medios y demás personas para que pongan en marcha las decisiones, en la IC, los equipos tienen la autoridad para tomar las decisiones y realizar las acciones.
La definición de Ingeniería Concurrente (IC) coloca los valores de equipo como su parte central y hace hincapié en adoptar normas de trabajo en equipo. En la definición también se menciona la toma de decisiones y el consenso. Fuera de la definición pero como medio para alcanzar la meta de la IC esta la mejora del proceso de desarrollo de productos, para mejóralo es necesario documentarlo.
Crear equipos implica identificar barreras, y cambiar comportamientos indeseables por otros que pueden llevar a un desempeño óptimo. Trabajar en equipo significa delegar, para delegar es necesario entrenar a la gente para que tome su función adecuadamente. El delegar significa perder poder.
Cuando varios individuos se reúnen para formar un grupo, cada cual aporta sus conocimientos personales, sus habilidades, sus ideas y sus motivaciones. La forma de interactuar de estos individuos para formar una colectividad puede ser positiva o negativa. En algunos casos, los miembros se neutralizan mutuamente, y como resultado, hay ineficiencia. Todo resulta menor que la suma de sus partes. En otros casos, pueden parcial o totalmente sumarse, y hay incluso una tercera posibilidad: la interacción puede estimular un estado excelente que supera el aporte de cada miembro o la suma de todos los miembros. Cuando esto ocurre, el equipo ha logrado sinergía: el todo es mayor que la suma de sus partes. [35]
La clave para lograr la sinergía está en la forma que funcionan las partes conjuntamente: en la participación. Si la participación se niega o se estorba, algunos de los recursos del equipo permanecen inutilizados; lo que trae como consecuencia, la falta de participación anula la posibilidad de soluciones clave.
Pero ni siquiera basta el deseo de participar ni la autorización para ello. La participación requiere que los miembros del grupo adquieran ciertas aptitudes. Estas con mucha frecuencia son débiles o son afectadas por la cultura.
La participación eficaz da por resultado un mayor flujo de ideas y posiciones, y requiere contar con los medios adecuados para manejar las diferencias que se presenten. A medida que el equipo maneja más información y más conflictos, se hace necesario disponer de habilidades de procesamiento eficaz. [3 5]
35
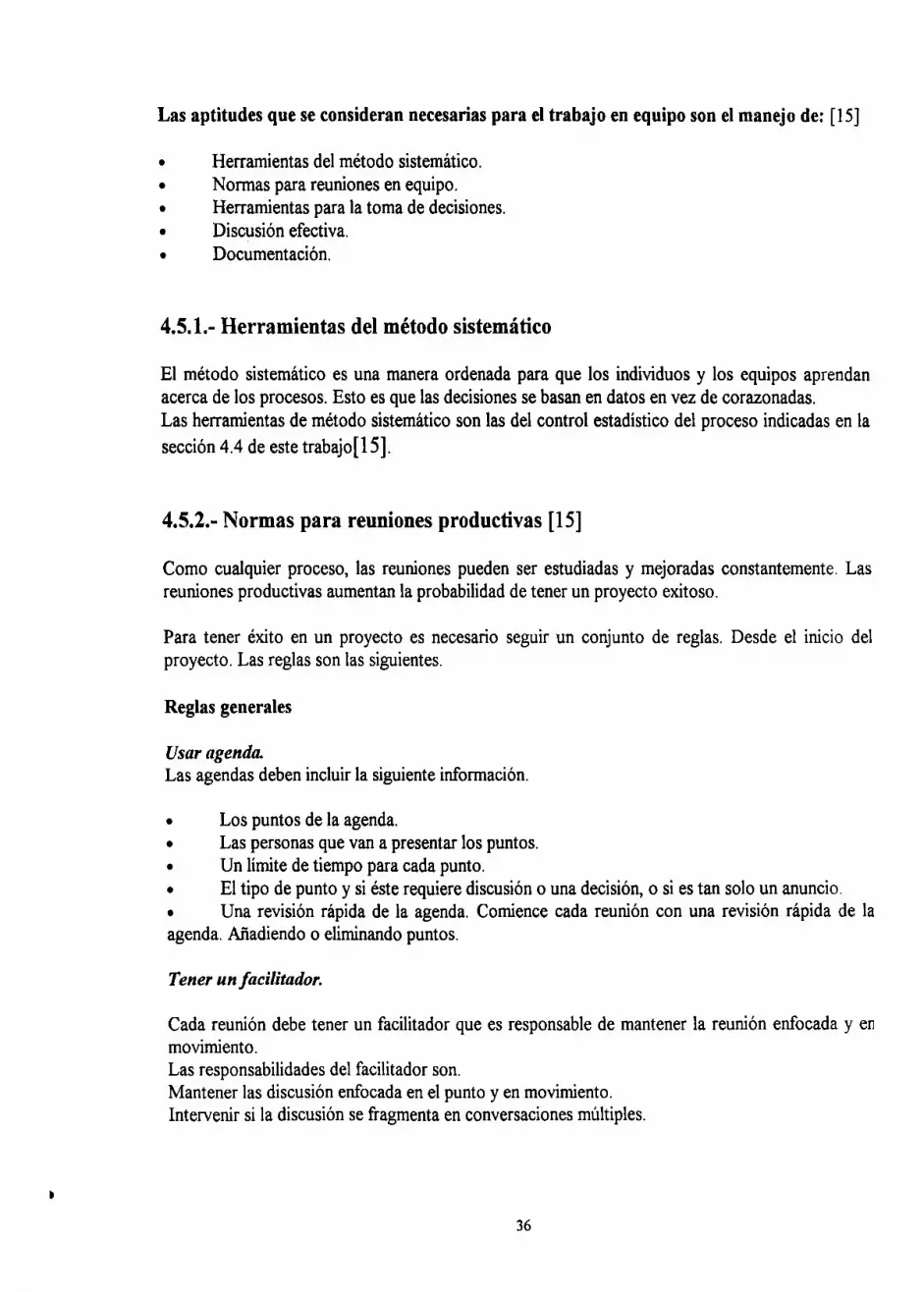
Las aptitudes que se consideran necesarias para el trabajo en equipo son el manejo de: [15]
• Herramientas del método sistemático. • Nonnas para reuniones en equipo. • Herramientas para la toma de decisiones. • Discusión efectiva. • Documentación.
4.5.1.- Herramientas del método sistemático
El método sistemático es una manera ordenada para que los individuos y los equipos aprendan acerca de los procesos. Esto es que las decisiones se basan en datos en vez de corazonadas. Las herramientas de método sistemático son las del control estadístico del proceso indicadas en la sección 4.4 de este trabajo[l5].
4.5.2.- Normas para reuniones productivas [15]
Como cualquier proceso, las reuniones pueden ser estudiadas y mejoradas constantemente. Las reuniones productivas aumentan la probabilidad de tener un proyecto exitoso.
Para tener éxito en un proyecto es necesario seguir un conjunto de reglas. Desde el inicio del proyecto. Las reglas son las siguientes.
Reglas generales
Usar agenda. Las agendas deben incluir la siguiente infonnación.
• Los puntos de la agenda. • Las personas que van a presentar los puntos. • Un límite de tiempo para cada punto. • El tipo de punto y si éste requiere discusión o una decisión, o si es tan solo un anuncio. • Una revisión rápida de la agenda. Comience cada reunión con una revisión rápida de la agenda. Añadiendo o eliminando puntos.
Tener un facilitador.
Cada reunión debe tener un facilitador que es responsable de mantener la reunión enfocada y en movimiento. Las responsabilidades del facilitador son. Mantener las discusión enfocada en el punto y en movimiento. Intervenir si la discusión se fragmenta en conversaciones múltiples.
36

Tomar minutas. Lista de decisiones a las que se llego, acciones necesarias, quién las. realizara, cuando, redactar la próxima agenda, etc.
Evaluar la reunión. Decidir como mejorar la próxima reunión.
Adherirse a la regla de los 100 Km. Nadie deberá salir de la reunión, a menos que sea tan importante, que la interrupción hubiese ocurrido aun si la reunión fuese a 100 Km. del trabajo.
4.3.- Herramientas para la Toma de Decisiones en Equipo
Las herramientas que un equipo usará durante sus reuniones y le ayudan a explorar ideas y a tomar decisiones.
Lluvia de ideas. Antes de tomar alguna decisión se deben asegurar que se han explorado una gran cantidad de ideas. Una forma de realizar esta tarea es con la técnica de lluvia de ideas.
Las reglas para conducir una lluvia de ideas. • Estimular a cada persona y dar rienda suelta a su imaginación. Aunque parezcan ideas tontas. • No se discute durante la lluvia de ideas. • No criticar. • Dejar que la gente desarrolle ideas basadas en ideas generadas por otros en el grupo. • Escribir todas las ideas en un rotafolio .
Secuencia de eventos en una lluvia de ideas. • Revisar el tema, definiendo el tema de la lluvia de ideas. Normalmente, la mejor forma de
hacer esto es usando preguntas como "porque", "como", ó "cuales". • Darle a cada uno un minuto o dos de silencio para pensar acerca de la pregunta. • Invitar a cada participante a dar sus ideas. • Un miembro del equipo debe escribir todas las ideas en el rotafolio, deteniéndose sólo para
verificar su exactitud.
Votación múltiple.
La votación múltiple es una manera de conducir una encuesta o votación para seleccionar, con una discusión limitada con poca dificultad, los temas más importantes o populares de una lista. Esto se logra por medio de una serie de votaciones, cada una reduciendo la lista a la mitad; incluso una lista de 30 ó 50 temas puede ser reducida a un número manejable en 4 ó 5 votaciones. La votación múltiple usualmente sigue a la sesión de lluvia de ideas para identificar los pocos temas que merecen atención inmediata.
· 37

1
Cómo conducir una votación múltiple:
1. Primero, genere una lista de temas y enumérelos. 2. Si dos o más temas parecen similares, pueden combinarlos, pero sólo si el grupo esté en acuerdo de que son lo mismo. 3. Si es necesario vuelva a enumerar los temas. 4. Haga que los miembros escojan varios temas que quisieran discutir o considerar, escriba los números de estos temas en una hoja de papel. Deje que cada miembro seleccione un número de alternativas por lo menos igual a un tercio del número total de temas en la lista. 5. Después de que todos los miembros hayan completado en silencio sus selecciones, cuente los votos. 6. Para reducir la lista, elimine aquellos elementos con el menor número de votos. 7. Repita los pasos 3 a 6 con la lista de temas que quedaron, con las alternativas reducidas apropiadamente. Continúe este procedimiento hasta que quede solo un número pequeño de temas. Si no hay una diferencia clara en el puntaje de los últimos temas el grupo debe decidir la prioridad.
El consenso.- La meta de cualquier equipo debe ser el alcanzar decisiones que reflejen mejor el pensamiento de todos los miembros, el consenso es estar de acuerdo en una propuesta de manera que todos los miembros puedan apoyarla y ninguno se oponga. Uno de los principales beneficios es que evita la posibilidad de que alguien pueda ser señalado como responsable de una decisión.
Técnica de Grupo Nominal (TGN).
La TGN es un método más estructurado que la lluvia de ideas o la votación múltiple, para generar una lista de opciones y reducirla. Se llama "nominal" porque durante la sesión el grupo no participa en la cantidad usual de interacción típica de un equipo real. Debido a su bajo nivel de interacción, TGN es una herramienta efectiva cuando todos o parte de los miembros del grupo no se conocen. La TGN es buena también cuando hay asuntos muy controvertidos o cuando el equipo se atasca en desacuerdo (ver Ref. 15).
4.5.4.- Técnicas para discusiones efectivas [15]
Las discusiones efectivas son necesarias para tener reuniones efectivas. Cada reunión del equipo debe incluir acciones que faciliten el proceso de discusión. Evidentemente, el líder del equipo debe tener técnicas para discusiones efectivas; el equipo será aun más exitoso si cada miembro del equipo las aprende y las práctica. Las técnicas siguientes se representan en el contexto de las reuniones del equipo, pero son útiles cada vez que sea importante tener una discusión efectiva.
Cuando sea apropiado durante una reunión, los miembros del equipo deben:
• Pedir claridad en los puntos tratados. • Fomentar la participación de todos los miembros del equipo. • Explorar las ideas de los otros miembros del equipo. • Resumir lo que se esta hablando. • No permitir que se desvíe el punto de discusión.
38
• Administrar el tiempo. • Finalizar la discusión cuando no se pueda agregar nada. • Comprobar el consenso, presentar la decisión aparente y preguntar si están de acuerdo. • Evaluar constantemente el proceso de reunión. Se esta obteniendo lo que se quería.
4.5.5.- Sistema de documentación [15]
El último elemento crítico para tener buenas reuniones y un proyecto exitoso, es mantener archivos que estén al día. Tener buenos apuntes sobre el proyecto es útil por varias razones importantes. Si hay cambios en el equipo ó agregan nuevos miembros, estos podrán estar bien documentados es un punto clave para la mejora del proceso de desarrollo de productos la memoria corporativa.
Una documentación clara servirá para dar resultados parciales o totales del proyecto.
Documentación de reuniones
La documentación es la pieza clave para la mejora del proceso de desarrollo de productos. Mantener notas sobre las decisiones y los problemas discutidos en cada reunión, evita el redebatir innecesariamente los asuntos. Las agendas, las minutas y las listas de acción y listas futuras.
Los equipos deben constantemente documentar las experiencias y el progreso del proyecto usando métodos visuales claros y atractivos. Deben planificar cuidadosamente las reuniones.
Agenda. Incorpora varios elementos útiles para documentar el proyecto. • La fecha. • Listas de acciones. • Lista futura.
Minutas. • Las minutas de la reunión recuerda a los miembros del equipo: • Los puntos de la discusión. • Las tareas a realizar entre las reuniones. • Las decisiones tomadas. • Las responsabilidades asignadas. • También ayuda a los gerentes a conocer los progresos del proyecto. • De las minutas y de las agendas se pueden realizar las memorias corporativas del proyecto de
IC.
39

5.- Metodologías y Tecnologías utilizadas por la Ing. Concurrente.
5.1.- Diseño para la manufactura y el ensamble.
Con la importancia creciente de la interacción entre Diseño y manufactura, un nuevo propósito de formalizar la relación entre ambas disciplinas es llamada Diseño para la Manufacturabilidad y el Ensamble (DPME). El Diseño para la Manufacturabilidad y el Ensamble comprueba que el diseño de un producto en todos los aspectos para integrar el producto y el proceso, y que la integración producto proceso asegure la facilidad de fabricación. Como una parte de DPME El proceso de diseño es revisado para asegurar que esta conforme con las especificaciones requeridas en el proceso de manufactura. Para el ingeniero de diseño la temprana advertencia de que los diseños son imprácticos conducirá al abandono de diseños problemáticos, lo que desde luego mejorara la productividad. El principal objetivo de DPME es asegurar que el producto y el proceso son diseñados juntos. Observando de manera crítica todos los requisitos de material, tolerancias geométricas, de forma y terminados superficiales. Si un diseño corresponde a una componente ensamblada, también se repasa el procedimiento de ensamblaje para conocer su utilidad práctica. Los materiales se revisan para saber lo estandar que son, lo sencillo que sería trabajar con ellos en la fábrica y si el departamento de compras podrá conseguirlos. Sin embargo, la ingeniería no da únicamente dibujos, listas de parte y dibujos de ensamble, si no también contiene plan de proceso. Este es el gran logro practicando el DPME. [IA]
5.1.1.- Directrices del Diseño para la Manufactura y el Ensamble.[6] [37]
Las directrices son reglas practicas para buen diseño que han sido empíricamente desarrolladas por años de experiencia. Usando estas directrices ayudan a reducir el rango de posibilidades para la mayoría de los detalles que deban ser considerados estén en la capacidad del diseñador.
Minimizar el número de partes.
La eliminación de partes es un gran ahorro económico Una parte que es eliminada es un ahorro en costo de fabricación, ensamble, movimiento, almacenamiento, limpieza, inspección, retrabajo o servicio. Una parte es una buena candidata para se eliminada si no tiene movimiento relativo o necesidad para subsecuentes ajustes entre partes, y no necesita materiales diferentes a los usados donde está localizada. Sin embargo la reducción de una pieza no debe incrementar el costo y la complejidad.
El mejor camino para la eliminación de partes es hacer un diseño funcional requerido a partir del diseño conceptual. Combinando dos o más partes dentro de un diseño integral es otra consideración. Las partes de plástico son particularmente buenas para el diseño integral. Como un ejemplo de este principio, una caja registradora, diseñada para la manufacturabilidad tiene 85% menos partes que el modelo que reemplazo , y toma únicamente el 25% del tiempo de ensamble El principal factor fue la eliminación de todos los tornillos por Snap-fastened plastic .
40

Minimizar la variedad de partes.
El riesgo de problemas de calidad es reducir la variedad de las partes Hay pocas razones para justificar el uso de muchos tamaños de tornillo o tipos de metal en una parte sencilla. Reduciendo las variación de partes también minimizo la información requerida para el sistema de producción. Un camino frecuente para minimizar las partes es el uso de piezas estandar . Un almacén de artículos estandar es siempre menos caro que un artículo de fabricación especial. Una extensión de esté concepto es la estandarización y minimización de numero de parte aprobados para partes comunes y componentes. Existen ocasiones en donde resulta más económico la manufactura de dos piezas o más que el reemplazo por una. La razón para minimizar el número de partes es mejorar, hacer partes funcionales y no eliminar las funcionales.
Diseño de partes Multif uncionales.
Un buen camino para minimizar el número de partes es diseñar las partes que puedan cumplir más de una función, por ejemplo: diseñar una parte que actúe de dos maneras, como resorte y como miembro estructural a la vez.
Diseño de partes multiusos.
Es buena razón usar partes en más de un producto. Por ejemplo, el mismo engrane puede ser usado en diferentes productos. El diseño de partes para multiusos reduce el costo por pieza. La filosofia de diseño debe construirse alrededor de esta lineamiento para minimizar el número de partes o categorías de partes y el número de variedad en cada categoría. Las partes que generalmente son necesarias en varios productos deben ser diseñadas para ser utilizadas en todos esos productos, evitando el uso de piezas casi iguales.
Diseños Modulares.
Un modulo es un contenedor propio con interface estandar con otros componentes en el sistema. La intercambiabilidad de lentes para una cámara o módulos (tarjetas) de instrumentos electrónicos son ejemplos comunes. El diseño modular ofrece la oportunidad para estandarizar permitiéndole a un producto ser adaptado para diferentes combinaciones de uso de módulos estandar. De está forma un diseño modular es relativamente resistente a la obsolescencia, desde una nueva generación de productos se puede más de los módulos viejos. El resultado de un diseño modular es un fácil servicio y reparación porque se detecta el modulo que debe ser remplazado por uno nuevo. El diseño modular simplifica el ensamble porque hay pocas partes por ensamblar. Los productos consistentes en 4 a 8 módulos con 4 a 12 partes cada modulo son preferentes para automatizar el ensamble. la principal desventaja del diseño modular puede ser costo, porque su tamaño extra y las interconexiones requeridas.
41

Diseño de partes fáciles de fabricar.
Las partes deben ser diseñadas apropiadamente para el proceso con el que se cuenta. Los procesos secundarios deben ser evitados siempre que sea posible, la fonna de evitarlos es especificando tolerancias y acabados superficiales y selección de procesos primarios (fundición precisa etc.) que cumpla con las especificaciones requeridas para el funcionamiento, seleccionar materiales que no requieran acabados, núnimo número de partes para evitar los ensambles.
Evitar el uso de tornillos.
En aplicaciones de automatización, los sujetadores separados son difíciles de alimentar, requieren monitoreo y troque, estaciones extras de alimentación. El uso de los tornillos en los ensambles es caro. En un ensamble manual el costo de colocar un tornillo representa en promedio ocho veces su valor. Los remaches deben de ser usados siempre que sea posible. Donde los tomillos deben de ser usados, El riesgo de la calidad puede ser reducida minimizando el número de partes, el tamaño y la variedad pueda de tornillos y por tornillos estandar.
Maximizar la facilidad de ensamble.
El ensamble dentro de los procesos de manufactura consiste en poner juntas todas las piezas que componen el producto o subensamble. Debido a su gran importancia el ensamble es comparado con el maquinado, proceso de soldadura. Muchas de estas operaciones de ensamble pueden ser mejoradas sin la ayuda de equipo. Se requiere una cooperación conjunta entre los ingenieros de diseño y de manufactura para la mejora en el ensamble.
Una fuerza de ensamble excesiva puede ser requerida si no están bien fabricadas o bien diseñadas. La facilidad para el ensamble debe de tomarse en cuenta en el diseño del producto. El diseño debe facilitar características como partes cónicas, chaflanes y radios.
El diseño óptimo de un producto es aquel que elimina la necesidad de ensamblar o reduce el número de partes al mínimo para ser ensambladas.
Minimizar la manipulación en el ensamble.
Las partes deben de ser diseñadas para facilitar su manejo· ,alimentación, la posición y fijación. Para ayudar a la orientación, las partes deben ser diseñadas tan simétricamente como sea posible.
Selección del material.
Uno de los puntos importantes que determinan el desempeño y precio de un producto. Aspectos que determinaran sus ventajas competitivas, es el material. El material esta relacionado con el tipo de proceso a usar.
42

Los materiales difieren ampliamente en sus propiedades físicas, sus características de maquinabilidad, su grado de conformación plástica, etc .. El diseñador debe considerar todos estos factores al seleccionar el material más económico y el proceso que sea el más adecuado al producto.
Selección del Proceso de Manufactura.
En este punto lo que resalta son los cambios en las propiedades fisicas y mecánicas que pueden ser modificadas por el proceso utilizado. Existen procesos que modifican la propiedades fisicas y mecánicas de los materiales, dentro de estos procesos se encuentran:
El trabajo en frío. (El doblado de lamina y troquelado) El trabajo en caliente. (El proceso de soldadura) Los tratamientos térmicos. Forjado.
Con el tratamiento térmico se provoca un cambio en las propiedades y en la estructura del material Por otra parte aunque el trabajo en frío como el trabajo en caliente se determinan en primer término para cambiar la forma de los materiales, estos métodos de fabricación también tienen una influencia sobre la estructura y las propiedades de los materiales. Finalmente, con forjado se logra que muchas piezas pequeñas, tales como los resortes, aumenten su resistencia a la fatiga.
Diseño para maquinado.
La operación de maquinado representa el más versátil y mas común de los procesos de manufactura. Prácticamente todas las partes están sujetas a una operación de maquinado para su acabado. Las partes que son maquinadas pueden ser fundiciones , forjadas o pueden ser totalmente maquinadas a partir de una barra de acero o placa. Existen una amplia variedad de procesos de maquinado con los cuales el ingeniero diseñador debe estar familiarizado. Podemos englobarlos en tres grandes clases: corte de metal, procesos de_ formado, procesos no convencionales o efecto eléctrico.
Los procesos de corte de material pueden ser clasificados de la siguiente forma: Herramienta de traslación o de rotación. Herramienta estacionaria mientras gira o se traslada la pieza.
Muchos de los metales y aleaciones pueden ser maquinados pero varia grandemente su facilidad de maquinado. La maquinabilidad es una propiedad técnicamente compleja que es dificil de definir. Sin embargo involucra la facilidad de poca información, la habilidad de obtener un buen acabado superficial y el tiempo de vida de la herramienta así como la potencia requerida de la máquina a usar. Usualmente esta involucrado para utilizar una operación de maquinado estandar y comparar la vida de la herramienta y el acabado superficial para un material de referencia.
Un importante factor económico en el maquinado es el acabado superficial y únicamente se debe de dar si es necesario para la función de la parte.
43

En el diseño de una parte, la secuencia con la cual la parte debe ser maquinada debe tenerse en mente para que sea fácilmente maquinable.
La pieza de trabajo debe de tener una superficie de refencia que sea conveniente.
Cuando sea posible el diseño debe pennitir que todos los maquinados se realicen sin tener que mover la pieza de trabajo . Si la parte requiere que ser colocada en una posición diferente una de las superficies maquinadas debe ser usada como superficie de refencia. Cuanto sea posible los radios de la pieza deben ser los radios de la herramienta En el taladrado el costo de un agujero se incrementa proporcionalmente con la profundidad; pero cuando la profundidad excede tres veces el diámetro, el costo se incrementa más rápidamente. Cuando una broca esta cortando debe alcanzar una resistencia igual en todas las orillas de corte
Tolerancias.
Es muy posible fijar tolerancias de diseño de manera que solo el operario altamente calificado pueda lograrlas, realizando pasos muy lentos y precisos. Esto dará lugar a una productividad muy baja (que es la contraposición de las metas de una organización industrial). Desde el punto de vista manufactura, las tolerancias estrechas se traducen en control de proceso preciso y esto significa incremento en los costos y ciclos de producción más largos.
Un aspecto importante que influye en los costos de producción son las tolerancias. Muchas de las piezas que tienen amplias tolerancias se pueden producir a altos volúmenes que esa misma pieza con tolerancias más estrictas en el mismo proceso con las mismas máquinas más fácilmente. Además el costo de la mano de obra será menor, ya que no se requiere emplear a operadores muy calificados. Así mismo serán pocas las piezas que se rechacen. También deberá evaluarse en forma crítica la relación entre las tolerancias y los acabados superficiales que se requieren . Sí se justifica la severidad señalada y la fábrica cuenta con los recursos para lograr los resultados deseados, entonces obtendremos un diseño funcional.
Capacidad de Maquinaria.
Es necesario conocer la capacidad de la maquinaria por parte del equipo de diseño para adecuar el diseño a estas. Por ejemplo. Torno en paralelo. Volteo. , distancia entre puntas, Capacidad del motor del husillo. Número de ejes en caso de máquinas de control numérico, etc.
44

Metodología el DPME [37]
1. - Existe la pieza requerida.? • ¿ Se consultara la base de datos de grupos y familias. • ¿ Sí existe una pieza semejante más no igual ¿es posible su uso ? 1.- ¿ Para que sirve la parte? 2.- ¿ Como funciona? 3. - ¿ Que análisis de ingeniería es importante para el diseño ? • Cálculo de esfuerzos de corte. • Calculo de esfuerzos por flexión • Evaluación de la fatiga. • Resistencia a la corrosión etc. 4. - ¿ Como se puede elaborar la parte ? 5.- ¿ Que se puede hacer para abatir los costos de producción? • ¿ El material seleccionado es el adecuado ? • ¿ La presentación del material es la correcta ? • ¿ La forma de la pieza es la mejor para el ensamble ? • ¿ Las tolerancias indicadas son necesarias ? • ¿ Es necesario el requisito de acabado superficial indicado ? • ¿ Seguira realizando el trabajo la parte si se hacen los cambios indicados ?
45

(_ 5.2.- Tecnologías de grupos
La tecnología de grupos [GT] es un sistema de racionalización de producción. Se basa en un procedimiento de clasificación y codificación de piezas que permite agruparlas en familias de acuerdo con características similares de diseño o fabricación. [26]
La información general se utiliza para distintas aplicaciones:[12]
• En sistemas de ingeniería del producto como sistema de localización de piezas similares para evitar el diseño de piezas nuevas sin agotar antes la posibilidad de aprovechar diseños anteriores.
• En ingeniería de proceso o producción para establecer los mismos métodos de fabricación para todas las piezas de una misma familia.
• En producción para organizar el taller en celdas o grupos de máquinas destinadas a la fabricación de todas las piezas de una familia.
• En nonnalización como herramienta de trabajo para estandarización de piezas, herramientas y procesos.
• En administración para todo tipo de estudio comparativo de tiempos, costos, precios de compra, asignación de piezas a proveedores, etc.
La organización clásica de un taller por agrupación de máquinas similares _ tomo, fresas, taladros rectificadoras, etc.- donde la pieza a mecanizar se mueve de una sección a otra, se transforma en un agrupamiento de máquinas en celdas que mecanizan siempre la misma familia de piezas. Con ello se obtiene una drástica reducción de tiempos de espera y de las necesidades de transporte de piezas entre máquinas.
Las ventajas obtenidas en las empresas que han aplicado esta tecnología son:
• Reducción del tiempo del ciclo por eliminación de tiempo de preparación de maquina. • Disminución de la obra en curso por eliminación de espera a pie de máquina. • Reducción de planos de diseño por eliminación de piezas similares • Mejora de la utilización de recursos. /'
Con la progresiva incorporación de la computadora, tanto en el diseño como en la fabricaciór CAD/CAM/CAE muchas compañías ven la Tecnología de Grupos como la herramienta mái adecuada para la integración de la base de datos de diseño y fabricación, dado que en sus sistema! de codificación se utilizan atributos propios de los dos departamentos -fonnas para diseño ) procesos para producción- por lo tanto constituye una clave válida para ambos en el archivo ) recuperación de la infonnación. Por otro lado, la aplicación de la computadora en el desarrollo de la implantación de h Tecnología de Grupos simplifica el proceso mediante la codificación interactiva de la pieza, h generación automática de los ciclos de fabricación, la simulación del recorrido de la piezas en li planta y los cálculos de carga y saturación de máquinas.[12][26]
46

5.2.1.- Familias de piezas.[12][26] /-
Uno de los problemas básicos para el desarrollo de la Tecnología de Grupos es cómo definir las familias de piezas, es decir, cómo definir su similitud. Para el ingeniero de diseño del producto la característica más importante es la forma de la pieza y su tamaño. Para un ingeniero de producción la similitud se caracteriza por el proceso de fabricación. Dos piezas de igual forma pero de distinto material, acero, plástico- son similares desde el punto de vista de fabricación. En cambio piezas de muy diferente forma pueden tener el mismo proceso de fabricación. La tecnología de grupos busca aunar ambos criterios en la clasificación de las piezas similares. Para efectuar esta clasificación se utilizan cuatro métodos: • Inspección ocular. • Nomenclator. • Análisis del ciclo de maquinado. • Codificación.
La inspección ocular es un sistema sencillo y barato de aplicar. Consiste en examinar planos o fotografias de las piezas y agruparlas por semejanza.
El nomenclator consiste en agrupar las piezas por su nombre. Sus principales inconvenientes son los diferentes nombres utilizados para una misma pieza por los diferentes diseñadores y la gran cantidad de referencias que se agrupan en un sólo nombre. En general debe completarse con otras subcodificaciones.
El último método, el de codificación, es el más completo y costoso de todos pero es el que da resultados mejores y el más aplicado.
Sistemas de codificación. Se utilizan sistemas de codificación para archivo y localización, por ejemplo en las bibliotecas. Pero no empezaron a aplicarse en la industria de forma sistemática hasta fines de los cuarenta. En general se aplican a las necesidades de ingeniería del producto. A principios de los sesenta aparecen los primeros sistemas de codificación que recogen atributos de diseño y fabricación.
Entre los atributos de diseño podemos citar: • Forma exterior. • Forma interior. • Dimensiones Principales. • Materiales. • Tratamiento térmico o superficial. • Fundición.
Entre los de fabricación destacan: • Operaciones principales. • Operaciones secundarias. • Acabado superficial. • Tolerancias.
47

• Tipo de máquina herramienta. • Secuencia de operaciones. • Dispositivos de sujeción y herramientas. • Tamaño del lote.
Las codificaciones consisten en una secuencia de símbolos que identifican estos atributos. El símbolo puede ser número o alfabético, sin embargo, la mayoría de sistemas utilizan sólo números.
La estructura del código puede ser: • Jerárquico. • En cadena. • Mixta.
En la estructura jerárquica el significado de un dígito depende del valor del dígito anterior. Se conoce también con el nombre de estructura en árbol. Permite amplias posibilidades de codificación con un reducido número de dígitos. Tiene el inconveniente de que es muy poco nemotécnica.
En la estructura en cadena cada dígito tiene un significado única sin depender de los valores de otros. Proporcionando códigos largos pero cada atributo tiene siempre el mismo código, lo que ayuda a su memorización.
Pero la mayoría de los sistemas comerciales son mixtos, es decir, con parte del código en estructura jerárquica y parte en cadena. Se utiliza jerárquica para una primera clasificación en grupos y dentro de cada grupo se utiliza una codificación en cadena.
Entre los sistemas más generalmente empleados destacan:[12]
• OPITZ Desarrollado en los años sesenta, en la universidad de Aacher (Alemania) para cubrir las necesidades de la industria de fabricación de máquinas-herramientas. Si bien está más orientado a la similitud de proceso de fabricación, cubre también las necesidades de diseño. Consta de 13 dígitos, los nueve primeros tienen un significado único para todos los usuarios, los cuatro últimos quedan a disposición del mismo. Los primeros cinco dígitos, llamados códigos de forma, registran los atributos de diseño, los cuatro siguientes se refieren a atributos de maquinado-dimensión, material, forma del material en bruto, tolerancias- y los cuatro últimos, códigos secundario, tipo de operaciones de maquinado y secuencias de las mismas.
• MICLASS-MULTICLASS. Desarrollado en los 70 por TNO-Holanda, es un sistema iterativo de codificación por computadora. El desarrollo, el MISCLASS, constante de 30 posiciones, las 12 primeras universales y las últimas 18 a disposición del usuario. Cada posición se codifica de O a 9. Dispone por tanto de una matriz de codificación de 30xl0 valores. Los cuatro primeros dígitos dan atributos de forma y los 8 restantes de mecanizado-dimensiones, tolerancias y material.
• CODE
48

Desarrollado por MAST-USA con 8 posiciones. Para cada posición utiliza 16 valores, de O a 9 de A a F. La primera posición indica la forma básica de la pieza y el resto de las 7 posiciones se codifica en función del valor de esta primero posición.
• DCLASS Desarrollado por Brigham Y oung University es un sistema muy potente de codificación interactiva con estructura jerárquica. Para otras aplicaciones distintas de mecanizado existe una gran variedad de sistemas de codificación. Destacamos aquellos que se apoyan en le reconocimiento de formas geométricas a partir de una base de datos gráfica, por ejemplo para codificación de perfiles en una trefilería. Se pueden utilizar como herramienta de codificación distintos algoritmos como: • Factor de forma. • Momento polar. • Intersecciones con una red de círculos. En la implantación de un sistema de codificación se tiende más a adquirir un sistema en el mercado que a desarrollar uno propio. Dada la importancia de la inversión que requiere, especialmente en horas hombre y plazo, es aconsejable efectuar un estudio previo que defina el objetivo y el alcance del trabajo a efectuar y se estimen costos y plazo.
49

5.3.- Manufactura flexible.
La manufactura flexible es un sistema que permite la producción automática y simultánea de una familia de piezas distintas minimizando, y a veces eliminando, los costos adicionales por el cambio de fabricación, y que proporciona por tanto una productividad y unos costos unitarios reservados hasta ahora a la fabricación de grandes series. Es por tanto, una tecnología muy adecuada para los talleres con gran variedad de piezas en series pequeñas, o con productos de rápida obsolescencia y de elevado nivel de cambio y modificaciones. [ 12] [26]
Las primeras experiencias en talleres flexibles, apoyados en un elevado número de máquinas de control numérico, manipuladores y robots coordinados todos ellos mediante un sofisticado sistema de control por computadora, hicieron pensar que la aplicación de esta tecnología estaba reservada a las grandes empresas de elevado potencial económico y tecnológico. Los desarrollos posteriores incorporan el concepto de modularidad, configurando el taller flexible como el conjunto de una serie de elementos productivos autónomos: las celdas de fabricación flexibles. Estas, tanto por costo como por nivel de conocimiento tecnológico que requieren, están al alcance de la pequeña y mediana empresa, y permiten iniciar el camino en la implantación de estas nuevas tecnologías de fabricación y de seguirlo de acuerdo con el potencial económico y tecnológico de cada una.[12][26]
5.3.1.- La fábrica flexible.
Según sea el grado de dependencia del proceso respecto del producto pueden establecerse cuatro tipos de sistemas de fabricación.[12][26]
Independiente. El proceso no depende del diseño del producto. Por ejemplo, un taller con máquinas herramientas convencionales.
Programable. El proceso puede adaptarse a una variedad de productos. Máquinas de control numérico.
Flexibles. Un proceso con una configuración única puede fabricar una amplia gama de productos. Cadenas de montaje. Celdas flexibles.
Dedicados. El proceso apto sólo para un único diseño del producto máquinas transfer.
Los sistemas independientes son los más flexibles y baratos pero también los menos productivos y de mayor costo unitario. Los dedicados son rígidos, muy costosos pero de elevada productividad y
· menor costo unitario.
50

Con relación a la estandarización vida media del producto, los sistemas dedicados son adecuados para elementos muy especializados y de vida media larga mientras que los independientes son apropiados para productos de vida corta y poco escandalizados.
Por lo tanto, un sistema de fabricación debe analizarse cuidadosamente en función de las exigencias que deba cubrir durante su período de amortización. En general, un aumento de la flexibilidad significa una pérdida de productividad y un mayor costo unitario; sin embargo, las características del mercado condicionan cada día más a un sistema de fabricación flexible. La premisa fundamental debe ser: Diseñar un sistema productivo tan rígido como sea posible y tan flexible como sea necesario. La flexibilidad no es un objetivo en sí, sino un medio para conseguir la rentabilidad de la empresa.[12]
Por esta razón, detrás del nombre de fábrica flexible encontramos no sólo un equipo de producción capaz de alcanzar productividad y costos parecidos a los de los sistemas dedicados, sino también toda una nueva política de racionalización y optimización de la producción que permite, en conjunto, alcanzar unos niveles de productividad global muy encima de la conseguida por medios convencionales.
Una estadística de la Society of Manufacturing Engeneers, en una fabrica clasificada por lotes, trabajando dos tumos, los materiales se-pasan en espera un 95 % del tiempo en fábrica, bien en el almacén o al pie de las máquinas; el 5% restante en que están montados en máquinas, un 70% es tiempo de preparación. Es decir, sólo se trabaja realmente sobre el material un 1.5% del tiempo de su permanencia en el taller. Las instalaciones están un 50% por ciento paradas y del 50% restante el 35% sólo un 15% de su tiempo disponible. En este estudio se han considerado como disponibles las 24 horas de los 7 días de la semana. Estas cifras dan una idea del enorme potencial de mejora que un sistema flexible, basado en máquinas automáticas controlados por microprocesadores, pueden ofrecer a estas empresas en cuanto mayor utilización de las instalaciones, reducción de stoks, disminución de mano de obra, en una palabra, aumenta espectacular de su productividad.[12]
5.3.2.- Sistema de Fabricación Flexible.
Un sistema de fabricación flexible, es un sistema de fabricación formado por máquinas e instalaciones técnicamente enlazadas entre sí por un sistema común de transporte y control, de forma que existe la posibilidad, dentro de un margen determinado, de realizar diversas tareas correspondientes a piezas diferentes sin necesidad de interrumpir el proceso de fabricación para el requerimiento del conjunto. Ayuda a optimizar la fabricación con mejores tiempos de respuesta, menor costo unitario y calidad más alta, mediante unos mejores sistemas de control y gestión.[26]
Dentro de una instalación de fabricación flexible encontramos:
• Equipos de producción automáticos con cambio automático de piezas y herramientas que les permite trabajar automáticamente, sin necesidad de operarios a pie de máquina, durante largos períodos de tiempo que al menos cubren un tumo de trabajo, generalmente el nocturno.
• Sistemas de manutención y transporte automáticos, tanto para piezas como herramientas, entre máquinas y entre estas los almacenes.
51

• Una entrada al azar de las piezas dentro de una gama más o menos amplia predeterminada, con sistemas de identificación de las mismas y, en correspondencia, una selección de los procesos de fabricación adecuados.
• Un sistema de monitoreo y control computarizado para la coordinación de todo el proceso. • Un sistema de gestión de materiales, máquinas herramientas, dentro de las filosofias actuales
de justo a tiempo, sistema de jalar, stock-cero, mantenimiento preventivo etc. • Vemos pues, que la fabricación flexible engloba una gran variedad de conceptos y recoge
todas las funciones propias de una empresa. Es realmente un "sistema de fabricación" pensado especialmente para mejorar la productividad de una empresa conservando su universalidad.
• La flexibilidad permite que todo, disponiendo de una producción automatizada, pueda reaccionar fácilmente a cambios de especificación del producto sea en forma, en material, en condiciones de maquinado, o a cambios de programas de fabricación.
5.3.3.- Configuraciones de los sistemas de fabricación flexible.
1- Celdas Flexibles. 2- - La Linea Flexible. 3- - Taller Flexible.
La diferencia no está tanto en el número de máquinas que las componen, sino en un nivel cada vez mayor de integración, sino en un nivel cada vez mayor de integración de las funciones de producción. Si bien no existe una definición universalmente aceptada para cada uno de estos términos, a una misma instalación unos le llaman celda flexible y otros líneas flexibles, con lo que pueden llegar a confundirse ambos conceptos.
La Celda Flexible está forma por unas pocas máquinas, en ocasiones sólo una, dotadas de control numérico con dispositivos de cambio de herramientas y piezas, con almacenes tampón para garantizar su autonomía durante varias horas, y un microprocesador que coordina los elementos de mecanizado, mantenimiento y transporte entre las máquinas. Son capaces de mecanizar totalmente o casi totalmente una cierta categoría de piezas, incluyendo fases de control de calidad. Todas las máquinas trabajan con piezas de la misma referencia.[12][26]
En las Líneas Flexibles varias máquinas de control numérico o celdas flexibles se relacionan entre sí mediante un sistema de transporte de piezas e identificación de las mismas. En general disponen en línea de almacenes de piezas y herramientas automatizadas. Permiten la entrada al azar de gran diversidad de piezas y el software de gestión de línea las asigna a la máquina más adecuada. La computadora que coordina la línea realiza también funciones de planificación y programación y programación de la producción.[12][26]
El Taller Flexible tienen todas las funciones de la fabricación incorporadas e integradas dentro de la filosofia de la fabricación flexible. Los sistemas de recepción, inspección, almacenaje, transporte, mecanización, verificación, montaje, inspección y distribución, centralizadas o distribuidas según proceda, están totalmente automatizados y coordinados por una computadora central a través de los microordenadores satélites de cada función o taller. Así como las celdas y las lineas flexibles están dimensionadas, en general, para tratar una familia más menos amplia de piezas, un taller flexible puede producir todo tiempo de pieza que se precise. La sofisticación del
52

sistema, especialmente en lo referente al software necesario, en programas, en racionalización y estandarización de producto y medios de fabricación, en sistemas de control y de gestión, hace que hoy por hoy el taller flexible esté sólo al alcance de empresas líderes en renovación tecnológica.[12][26]
La gran variedad de soluciones existentes en la diversidad de productos y procesos hace dificil establecer una clasificación de los mismos. Se utilizan en general como sistemas de clasificación:
Tipos de piezas a maquinar: piezas cilíndricas, prismáticas, planas, especiales. Tipo de procesos: torneado, centros de maquinado, rectificado, alimentación continua,
montaje, inspección. Volumen y diversidad de productos: para grandes series, para series, para series pequeñas,
para volúmenes medios. Por el sistema de transporte: robots, carrusel de palets, transportadores, carros filo
guiados, etc.
5.3.4.- Características generales de los sistemas fabricación flexible.[12]
En flexibilidad: • Posibilidad de mecanizar varias piezas de distinta forma, dimensiones y materiales. • Entradas de piezas al azar. • Almacenamiento de muchos programas de trabajo. • Flexibilidad del software de control y gestión para introducir cambios y nuevos modelos.
En automatización: • Del proceso de maquinado. • Del cambio de herramientas. • Del cambio de piezas. • Del transporte entre máquinas. • De la limpieza de las piezas. • De la evacuación de virutas. • De la comprobación de cotas y corrección del desgaste de la herramienta. • de la identificación de pieza y procesos correspondientes.
En productividad: • Funcionamiento sin operarios al menos durante un tumo de trabajo. • Rapidez en los cambios de herramienta y pieza. • Tiempos de comprobación cortos. • Optimización de las condiciones de maquinado.
Calidad en el producto: • Inspección de piezas incluida en las fases de maquinado. • Autocorreción de desviaciones. • Estabilidad térmica. • Rigidez de las máquinas. • Precisión de las guías, actuadores y sensores. • Control de desgaste de herramientas y dispositivos de fijación.
53

En fiabilidad del proceso: • Control del desgaste de útiles y herramientas. • Control de las condiciones de corte. • Control de las condiciones y corrección automática. • Mantenimiento preventivo. • Estas especificaciones determinan un equipo con las siguientes características • Capacidad de modificar rápidamente los programas de fabricación tanto en cantidad como en
tipo de piezas. • Capacidad de absorber los cambios de diseño y es especificación de las piezas. • Capacidad de trabajo desatendido en largos períodos de tiempo mano de obra-cero. • Capacidad de trabajo sin stocks intermedios. • Mantenimiento preventivo. averías-cero. • Capacidad de entrega inmediata de los pedidos. Plazo-cero.
5.3.5.- Componentes de un sistema de fabricación flexible.
Un sistema de fabricación flexibles lo podemos desglosar en los siguientes subsistemas. [ 12] • Materiales. • Producción. • Mantenimiento y Transporte. • Control. • Gestión (Administración). • Mano de obra.
Materiales.
En materiales se incluyen las piezas a fabricar, las herramientas, los dispositivos de sujeción. Todos ellos precisan de un estudio profundo de simplificación y estandarización antes de instalación de un sistema flexible. El diseño de las piezas debe revisarse para facilitar su maquinado. El número de herramientas se debe reducir. Se debe utilizar herramientas de acoplamiento rápido para reducir tiempo de cambio de herramientas. El dispositivo de sujeción es radicalmente distinto, dado que la precisión de posicionamiento de la herramienta se consigue por el posesionado de la misma y la función del dispositivo de sujeción queda reducido a la fijación y posicionado de la pieza. Además la propia flexibilidad del sistema aconseja adaptar fijaciones de tipo universal.
Los trabajos de estandarización y codificación de estos materiales se enfocan en general mediante los métodos de la tecnología de grupos.
Producción. En producción se engloban las máquinas herramientas, los puestos de montaje de piezas, medición e inspección.
54

Las máquinas son todas de control numérico y la tendencia es hacia una mayor robustez en el diseño, dado que están sometidas a unas condiciones de trabajo más duros y a elevado porcentaje de utilización. La precisión requerida, función exclusiva de las condiciones de la máquina, exige de las mismas una mayor rigidez tanto en el bastidor como en la cadena cinemática; una gran precisión en la guía, con la eliminación de juegos, rectitud y plenitud de los elementos de la guía, y una gran estabilidad térmica, tanto a nivel de toda la máquina como a nivel de elementos más cargados térmicamente como el mandril, los cojinetes, etc., mediante un buen sistema de refrigeración de las herramientas o un proceso de auto corrección de las desviaciones provocadas por las diferencias térmicas entre herramienta y bastidor de la máquina.
Otra tendencia general es englobar el máximo de funciones elementales de maquinado en una sola máquina para evitar cambios y transporte de piezas entre maquinados, diseño de centros de maquinado y torneado y máquinas especiales cada vez más universales. La incorporación en la misma máquina de sensores para la medición de las cotas, esfuerzos, temperatura etc., permite efectuar procesos de corrección y optimización del maquinado, así como asegurar la bondad al 100% de los puntos controlados.
La utilización de máquinas de medición de coordenadas, permite efectuar procesos de inspección visual, permite automatizar también la verificación de las piezas y modificar las condiciones de maquinado en función de los datos detectados.
Mantenimiento y transporte.
En mantenimiento y transporte se engloban los cambiadores automáticos automáticos de piezas y herramientas, los almacenes de las mismas, y el transporte de piezas entre máquinas o entre las zonas de carga y descarga y el almacén central. Se incluyen también los sistemas de eliminación de viruta.
Según la complejidad del sistema estos elementos pueden ser controlados desde el mismo control numérico de la máquina herramienta o bien disponer de su propio control coordinado con el de la maquina a través del microprocesador central.
Para posibilitar la entrada de piezas al azar se dispone de un procedimiento de identificación de piezas y herramientas que permite al sistema acceder al programa adecuado de mecanización.
Control.
El subsistema de control tiene a su cargo todas las funciones de mantenimiento, gobierno y coordinación de las variables del sistema. Su estructura depende de la complejidad del sistema, puede constar de varios niveles, desde los sensores y actuadores a nivel de máquina hasta el ordenador central de la empresa, pasando por todos los niveles intermedios necesarios. Actúa sobre el sistema a través de los controles numéricos, manipuladores robots y autómatas programables que aquél incorpora. Gestión (Administración).
55
El subsistema de gestión incluye todo el software necesario para garantizar el funcionamiento del sistema. Programas de mecanizado para cada pieza, programas de movimiento de los manipuladores y elementos de transporte: Gestión de materiales, cálculo de stocks en linea, órdenes de trabajo y el control de flujo de materiales. Gestión de recursos, carga de máquinas, planificación del trabajo y distribución. Gestión del mantenimiento preventivo tanto de máquinas como de dispositivos de sujeción. Estudios de simulación de planes de fabricación con detección de colas, saturación de máquinas y almacenes tampón, utilización de máquinas, etc. Generación de estadísticas e información y transmisión de datos a las computadoras.
Mano de obra.
Si bien la fabricación flexible es un sistema altamente automatizado, esto no significa que no precise, en su estado de desarrollo actual, de recursos humanos para su operación.
· Las máquinas operan automáticamente a través de CNC o DNC y no precisan, por tanto, de mano de obra, excepto en algunos casos y operaciones especiales imposibles de automatizar de una forma rentable. Pero se precisa del hombre para dirigir, vigilar, mantenimiento y, según los casos, alimentar el sistema. Las funciones a desarrollar por el hombre son, en general:
La dirección del equipo, es decir, planificación de la producción, resolución de las desviaciones y anomalías respecto al funcionamiento planeado y mando del equipo humano de soporte del sistema.
Mantenimiento de la instalación en todos sus elementos, mecánicos, eléctricos, hidráulicos e información.
Preparación de herramientas, su afilado y reposición. Preparación de dispositivo de sujeción para la puesta a punto y mantenimiento, tanto de
dispositivos como de transporte. Carga y descarga de piezas para la linea con su montaje en los dispositivos de fijación se
precisan.
Además de estas funciones directamente relacionadas con la operación del sistema, este requiere de equipo de preparación del proceso, especialmente de programadores de control numérico y del resto de programas informáticos para la monitorización y control del sistema.
56

5.4.- JUSTO A TIEMPO
Justo a Tiempo (JAT) es una filosofía industrial, de eliminación de todo lo que implique desperdicio en el proceso de la producción, desde las compras hasta la distribución. Con una filosofía JAT bien ejecutada, la empresa puede hacer de su fabricación una arma estratégica.
5.4.1.- Los siete elementos de la filosofía JAT.
De los siete elementos de la filosofía JAT, seis son internos y uno es externo. El primero de los elementos internos es la filosofía misma. El segundo es la calidad de la fuente. Hay tres elementos relacionados con ingeniería de producción: la carga fabril uniforme, Las operaciones coincidentes (celdas de maquinaria o tecnología de grupos) y el tiempo mínimo de preparación de máquinas. El sexto elemento interno es un sistema de control que se conoce como sistema jalar, Kanban u operaciones eslabonadas. El elemento externo son las compras JAT.
La filosofía JAT la eliminación del desperdicio es en realidad el punto clave de todo el fenómeno JAT: por tanto, aquélla queda _separada de los siete elementos y se situó en la cima. Los seis elementos restantes son técnicas y modos para la eliminación del desperdicio. La calidad constituye el segundo componente Básico necesario para el JAT. Ahora bien, aunque el JAT no es absolutamente necesario para la calidad, ésta ciertamente lo es para el JAT: Los cinco elementos restantes: carga fabril uniforme, operaciones coincidentes, habilitación en la preparación de máquinas, compras JAT y un sistema de jalar, son todos técnicos. Estas cinco técnicas se clasifican como técnicas de flujo: es decir la manera como el proceso fabril avanza de una operación a la siguiente. El elemento humano se encuentra presente en todos los elementos por lo que es necesario crear en la empresa una cultura de intervención de los empleados, del trabajo en equipo, para que el JAT funcione.[16]
5.4.2.- ¿Que significa justo a tiempo?
Ejecutada correctamente, la filosofia JAT reduce o elimina buena parte del desperdicio de las actividades de compras, fabricación distribución y apoyo a la fabricación en un negocio de manufactura. Esto es logrando utilizar los tres componentes básicos: flujo calidad e interacción con los empleados.[16]
Desperdicio.
La definición de desperdicio es la siguiente: " Todo lo que sea distinto de los recursos mínimos absolutos de materiales, maquinarias y mano de obra necesarios para agregar valor al producto" [16]. Algunos ejemplos de recursos mínimos absolutos son:
Un solo proveedor, si éste tiene capacidad suficiente. Nada de personas, equipos ni espacios dedicados a rehacer piezas defectuosas. Nada de existencia de seguridad. Nadie dedicado a cumplir tareas que no agregan valor.
57

Valor agregado.
Las únicas actividades que agregan valor son las que producen una transformación física al producto. La inspección, mover un producto, almacenar, todas estas cosas agregan costo pero no valor, son desperdicios. Todas aquellas cosas que no agregan valor al producto, se deberán de eliminar. El JAT no ha perfeccionado métodos para eliminar todo el desperdicio pero si reduce o elimina muchas de estas actividades, una vez que han sido definidas como desperdicio.
5.4.3.- Carga fabril uniforme.
El concepto de carga fabril uniforme introduce dos ideas: una es el tiempo de ciclo, que se refiere al ritmo de la producción. La otra es la carga nivelada, que se refiere a la frecuencia de la producción. En el JAT, el tiempo de ciclo no significa lo mismo que significaría para un ingeniero industrial: el tiempo necesario para que una máquina cumpla su trabajo. El tiempo de ciclo en el JAT es una medida del índice de la demanda, que muchas veces se mide por el índice de ventas. El principio de tiempo de ciclo dice que el ritmo de producción debe ser igual al índice de la demanda. Pero en realidad, estas empresas no están produciendo de acuerdo a la demanda. Están produciendo de acuerdo con la rapidez de la máquina. Luego hacen un ajuste único de acuerdo con el índice de la demanda, apagando la máquina cuando han producido lo suficiente. El concepto de tiempo de ciclo dice que la producción no debe ser equivalente a la capacidad para producir, sino que debe adaptarse a lo que se necesita. El tiempo de ciclo se pone en marcha comenzando con la última operación. El índice de la demanda en la última operación será, en la mayoría de los casos, la cantidad solicitada por los clientes. El ritmo de producción corresponde a la última operación que convierte en el índice de la demanda para las operaciones que alimenta esta última. Si continuamos retrocediendo en el proceso, podemos examinar cada operación alimentadora y grabarla. El objetivo es mantener un flujo sostenido, produciendo solamente al ritmo necesario para alimentar el siguientete paso del proceso.[16][22]
Determinación del ritmo de producción.
El ritmo de producción se puede expresar en términos tradicionales, como unidades por hora, o en segundos por unidad si se trata de un artículo de bajo volumen. Lo ideal en la producción JAT es que la empresa rediseñe la linea para que solamente produzca la demanda requerida. La :filosofia de JAT busca que al empresa diseñe una linea tan flexible que pueda producir exactamente la cantidad necesaria requerida, aumentando y disminuyendo operadores de modo que el costo laboral por unidad siga constante aunque la demanda disminuya.
Nivelación de la carga.
El principio de carga nivelada dice que los artículos han de producirse a la frecuencia que el cliente los pida. En extremo si el artículo se vende todos los días debe fabricarse todos los días. Es un cambio radical algo que nos aleja completamente de los conceptos tradicionales de la producción, pero se puede hacer. La pregunta es cómo. La meta es producir lotes cada vez más pequeños, por
58

lo cual se hace necesario cambiar las máquinas con mayor frecuencia sin incurrir en costos adicionales por concepto de alistamiento o pérdida da capacidad en los equipos. La manera práctica de pasar de fabricar cada mes la cantidad necesaria para un mes a fabricar cada día la cantidad necesaria para un día consiste en aprender a reducir el tiempo de cada preparación de máquinas y luego reinvertir el tiempo ahorrado en preparaciones más frecuentes. Al duplicar estos cambios, el tamaño de los lotes se puede reducir a la mitad. Si ahora se reduce nuevamente a la mitad el tiempo de alistamiento, entonces se podrá cuadriplicar la frecuencia de los cambios de la línea y reducir nuevamente a la mitad el tamaño de los lotes. Pasar de producir cada mes la cantidad necesaria para un mes a producir cada semana la cantidad necesaria para una semana es un paso que exige reducir el tiempo de alistamiento de las máquinas en 75 por ciento. Para llegar a la producción diaria habrá que disminuirlo un 95 por ciento. Reducciones tan drásticas exigen aplicar cabalmente el principio JAT del mejoramiento continuo.[16][22]
5.4.4.- Tiempo mínimo de preparación.
La agilización en la preparación de máquinas prepara el camino para los demás elementos del JAT, desde la nivelación de carga hasta las operaciones coincidentes, los sistemas de halar e incluso la calidad de la fuente. La agilización en la preparación de las máquinas comienza con un conjunto de reglas básicas acordadas por la administración, y luego encierran una serie de pasos específicos. Las reglas básicas se refiere a tres áreas, y se plantean en forma de preguntas. ¿que se está haciendo? ¿Por qué se está haciendo? ¿Quien lo esta haciendo? La administración tiene que estar de acuerdo con estas reglas básicas.[16][22]
¿Que se está haciendo? La definición de agilización de la preparación incluye cuatro partes: 1.- El objetivo es simplificar los aislamientos no evitarlos. 2.- Medir el tiempo de preparación concentrándose primero en el tiempo muerto de la máquina y luego en el costo. El costo es importante pero es factor primordial es el tiempo muerto. 3. - La definición del tiempo de preparación. Es el tiempo que se requiere para pasar de un producto de calidad a otro producto de calidad. 4.- El objetivo debe ser una reducción mínima del 75 por ciento sin costos o con costos bajos.
¿Por qué se está haciendo? El segundo conjunto de reglas básicas se refiere al porqué. 1.- El tiempo de preparación no se reduce con el fin de reducir el personal. No se aplica al personal en general, sino únicamente para la preparación. 2.- El tiempo de preparación no se reduce con el fin de producir más. Es para invertir el tiempo ahorrado en preparaciones más frecuentes a fin de poder reducir el tamaño de los lotes.
¿ Que lo está haciendo? La agilización de la preparación no es un proyecto de ingeniería. Es un proyecto donde participan los empleados, trabajando en equipo. Las razones por los las que deben ser los empleados. 1.- Se aprovecha mejor a los verdaderos expertos. el personal de preparación o los operarios.
59

2.- Es que entre dicho personal se genera la sensación de que el proceso de agilización de preparación es algo propio. 3.- Al participar más personas se cuenta con más recursos que cuando la reducción del tiempo queda sólo en manos de los ingenieros.
Pasos para la reducción del tiempo de preparación. La reducción incluye siete pasos. 1. - La administración deberá aceptar con su firma todas las reglas básicas 2.- Se elige una preparación: tanto máquina como cambio que es necesario mejorar. 3.- Se eligen los miembros del grupo y su jefe. 4.- Capacitación al grupo. 5. - Se documenta en video cinta la manera actual de alistar la máquina. 6.- El grupo analiza la cinta en detalle. 7.- Se ponen en práctica las ideas para agilizar los cambios.
( /s.4.5.- Operaciones coincidentes y celdas de trabajo (Tecnología de grupos).
La manera tradicional de organizar una empresa es por departamentos especializados, cada uno de ellos especializado en un tipo de tecnología. Cuando una empresa esta organizada en departamentos especializados la empresa siempre termina produciendo artículos por lotes. Ante todo, en la producción JAT es necesario que la fábrica se organice físicamente no por funciones sino por productos. La maquinaria se debe dedicar total o parcialmente a una familia de productos y se debe disponer en el orden en que van a cumplirse las operaciones para esa familia de productos. Los productos deben fluir uno cada vez de una máquina a otra. Debe ser flexible para operar a distintos ritmos de producción y con cuadrillas de diferentes tamaños ( tiempo de ciclo) En una celda de trabajo JAT, un operador maneja dos, tres o cuatro máquinas diferentes que hacen operaciones en la misma pieza pasando la pieza de una operación a otra en secuencia de una cada vez.[16][22]
5.4.6.- Sistemas de Jalar.
En el perfecto de JAT las familias de productos se fabrican en celdas de manufactura y pasarían de una operación a otra. En la práctica todavía no se puede, en muchos casos, resolver todos los problemas que impiden producir un artículo cada vez y tenemos que seguir fabricando lotes. En tales casos, las operaciones coincidentes no funcionan y tenemos que optar por la siguiente alternativa: operaciones eslabonadas dentro de un sistema de jalar. Un sistema de jalar es una manera de conducir el proceso fabril en tal forma que cada operación, comenzando con el muelle de despachos y remontándose hasta el inicio del proceso, va jalando el producto necesario de la operación anterior a medida que lo necesita. Esto contrasta con el ciclo industrial que fabrica un producto y lo empuja hacia la siguiente operación aunque ésta no esté lista para recibirlo. En un viaje a los Estados Unidos para estudiar los sistemas fabriles norteamericanos, los japoneses visitaron algunos supermercados. Se dieron cuenta de que el supermercado funcionaba de forma
60

muy distinta de la fábrica. y de estas observaciones del supennercado y su operación, los japoneses aprendieron algo que luego adaptaron a sus operaciones fabriles. En un supennercado, quienes determinan lo que va ha suceder es el cliente. Los clientes llegan a1 supennercado sabiendo que en todo momento encontrarán en los estantes pequeñas cantidades de artículos que necesiten. Como confian en que siempre habrá lo que necesiten, les basta tomar una pequeña cantidad y se van con su compra. Los clientes saben que al regresar dos o tres días más tarde, el supennercado habrá repuesto los artículos comprados y que nuevamente encontrarán en los estantes pequeñas cantidades de cada cosa que necesiten. No sienten, pues la necesidad de acumular, de llevarse la cantidad suficiente para un año. Un empleado del supennercado pasa con regularidad a ver qué se han llevado los clientes. Se repone exactamente la misma cantidad que se ha quitado de cada estante. En el supennercado no hay papeleo: no hay ordenes de compra o de entrega que le indiquen a1 empleado qué artículos se deben colocar sobre los estantes. En realidad, al retirar los artículos, los clientes mismos le han dicho a1 empleado lo que éste debe colocar allí.
· Este es un sistema de jalar, pues el cliente es quien ha determinando lo que sucede en seguida. El cliente es quien va jalando el sistema al comunicarle al negocio una demanda específica.[16][22]
5.4.7.- Las compras JAT. / El detalle típico de los costos para una fábrica es un 70 por ciento de materiales y componentes comprados, un I O por ciento en mano de obra y un 20 por ciento de gastos generales. Esto significa que el departamento de compras gasta más del doble de dinero que todas las demás funciones de la empresa juntas. También significa que una reducción del 5 por ciento en los precios de compra tendría las mismas repercusiones sobre las utilidades finales que una eliminación del 3 5 por ciento de la mano de obra directa. . Sin embargo los costos no son el único aspecto en que los proveedores influyen de manera importante en la empresa. De la calidad de sus materiales depende de éxito o el fracaso de un producto. Además, el tiempo necesario para atender la demanda de la clientela suele depender más de los tiempos de producción de los proveedores que de la empresa misma. Una compañía no puede llegar a ser fabricante de categoría mundial mientras no haya fonnado una verdadera sociedad con sus proveedores y mientras no haya logrado sólidos adelantos con ellos en materia de calidad, tiempo de producción y costos. Las compras JAT difieren de las compras tradicionales tanto como la fabricación JAT difiere de la fabricación tradicional. Y la meta buscada es exactamente la misma: eliminar desperdicios. Existen tres categorías de desperdicios en las cuales deberá ocuparse una empresa que desee aplicar debidamente la producción JAT.
• Desperdicios en el proceso fabril de la misma empresa: recuento, almacenamiento, traslados, inspección, retrabajo.
• Desperdicios en el proceso de compras, en las relaciones y en los mecanismos de control que rigen entre comprador y vendedor.
• Desperdicios en el proceso fabril de los proveedores de la empresa. Este desperdicio es análogo al que existe en el proceso fabril de la empresa misma.
• Considerando que el 70 por ciento de los costos de una empresa fabril corresponden a materiales y componentes comprados, es preciso que tarde o temprano cada empresa dedique
61

atención a esa tercera categoría de desperdicios y que les ayude a sus proveedores a eliminar tales desperdicios en sus procesos de fabricación.
Mas para ayudar a los proveedores a eliminar el desperdicio en sus procesos, la empresa deberá primero eliminar el desperdicio en su propio proceso de fabricación y en segundo término dedicarse a eliminar el desperdicio en el proceso de compras.[16][22] 1
/
Eliminación del desperdicio en el proceso de compras.
El JAT debe eliminar las siguientes operaciones. Los recuentos, la inspección, los costos de transporte, el movimiento de material, correcciones a las ordenes de compra, el almacenamiento. ¿Como? El punto de partida es la calidad. Es necesario eliminar la necesidad de hacer inspecciones de llegada. Es necesario que la empresa tenga asegurada la calidad mucho antes de la inspección de llegada. Para lograr esto es necesario forjar una nueva serie de relaciones. Hay que dedicar gente a trabajar con el personal del proveedor, para asegurar que entiendan el proceso y que resuelvan los problemas de producción. El resultado mínimo de todo aquello es que la empresa quede satisfecha con los procedimientos de la inspección del proveedor de modo que no tenga que repetirlos. Un resultado mucho mejor es que el proveedor controle su proceso y remplace la inspección con vigilancia.
Calidad de la fuente.
El JAT solamente podrá tener éxito en una empresa que fabrique artículos de calidad. El JAT ne se puede desligar de la calidad en ningún momento. La calidad es lo que hace posible al JAT. Recuerde la definición y el propósito del JAT: producción de la cantidad mínima posible en e último momento posible utilizando un mínimo de recursos, y eliminación del desperdicio en e proceso de producción. Una empresa que pretenda lograr la fabricación perfecta de un artículc cada vez, no tendrá tiempo para rehacer piezas. La eliminación del desperdicio encierra dos facetas: una es el flujo y otra es la calidad. En un ambiente del JAT se necesita calidad en la fuente, o prevención a priori. Esta hace hincapi( en la calidad ahí donde esta el operador, ente la máquina y el proceso; calidad donde está e operador o el proceso del proveedor. La manera tradicional conocida como evaluación a posterior- consiste en producir un artículo ) luego inspeccionarlo.
Para pasar de evaluación a posteriori a la priori hay que seguir tres pasos:
1. - Definir los requerimientos 2.- Controlar el proceso. 3.- Mantener el control del proceso.
62

5.5 .- Soporte tecnológico para la Ingeniería Concurrente.
El soporte tecnológico para la Ingeniería Concurrente se puede dividir en cinco áreas principales: herramientas de aplicación, Compartir información, Colocar a la gente y los programas, Integración de las herramientas con los servicios, Coordinación del equipo y Captura de la memoria corporativa [6A]. Estas áreas se describen a continuación, los sistemas de comunicación se tocarán en la sección 5.6.
Herramientas de aplicación: Las herramientas de aplicación que ayudan en la definición del producto y planificación del proceso basándose en consideraciones del ciclo de vida (ver sección 5.5.1).
Compartir información: Se refiere a compartir información de tres tipos, Del producto, del proceso y de la organización, estos tipos de acceso: manejo de materiales {importar y exportar archivos de CAD, y reparto de la información por redes y herramientas de integración) [9A][6A].
Colocación de gente y programas: Incluye dos tipos de servicios, unificar un conjunto de estaciones de trabajo en una gran máquina virtual y la reunión virtual de las personas desarrolladoras de productos por ejemplo teleconferencias, correo electrónico y otros [9A][6A].
Coordinación del equipo: servicios que contesten las preguntas. ¿Cómo se sincronizan las cada persona con las actividades de otros grupos durante el amplio alcance del ciclo de vida del producto? ¿ Como se hace disponible la información a la gente correcta en el tiempo correcto? [9A][6A].
Captura de la memoria corporativa: Proporciona los servicios que respodan a las preguntas. ¿Cómo se preserva en la organización el valioso conocimiento acumulado durante un proyecto? y ¿Cómo aplica la experiencia ganada en las situaciones pasadas hasta la actual? [9A][6A]
Existen iniciativas de Ingeniería Concurrente como la DARP A Initiative in Concurrent Enginnering (DICE), que tienen la misión de "Crear un ambiente de Ingeniería Concurrente" que reducirá el tiempo de posicionamiento de un producto en el mercado, mejora de la calidad y bajo costo del producto. Este ambiente hará posible que todas las disciplinas involucradas en el ciclo de vida del producto puedan cooperar interactivamente en su definicion, planeacion, manufactura, refinamiento y retiro del servicio. También existen La iniciativa europea Cllvl-OSA, la iniciativa CAD-Framework y el programa de sistemas de información ingenieril (ESI) [6A].
La DICE queriendo dar respuesta a estas necesidades de apoyo tecnológico a la IC cuenta con los siguientes sistemas.
Compartir Información: Tienen un modelo que permite la implantación en sistemas abiertos llamado Product Process and Organization (PPO) basado en el estándar PDES/STEP.
Colocación de la gente y los programas: Los servicios son un conjunto de herramientas computarizadas. Existen dos conjuntos de herramientas; el CM o Communication Manager y el
63

MONET o Meeting On the NETwork para interacción entre varias personas y trabajo en grupo [6A].
Integración de herramientas y servicios: DICE provee todo un arreglo de metodologías integradas, desde ambientes altamente acoplados hasta ambientes vagamente acoplados. Host Environment proporciona una integración estrecha. El aspecto clave de este modo de integración es la habilidad de envolver el acceso a los datos y el interfaz con el usuario de herramientas extranjeras. Para esto existe un prototipo [6A].
Coordinación del equipo: La noción de un marco de coordinación es que exista un espacio común de trabajo que es usado para la coordinación. Es un paradigma que mezcla el modelo de datos compartidos comunes con el de una visibilidad común del equipo en un tablero de coordinación del proyecto. Todas las decisiones y actividades se publican en el tablero. También se provee la capacidad de llegar a consensos y de registrar el avance en éstos [ 6A].
Captura de la memoria corporativa: Es proporcionada por el EDN o Electronic Design Notebook, que es un módulo integrado a los demás en DICE. Para este módulo, DICE está desarrollando herramientas en hipermedios, libretas en linea y herramientas de integración [ 6A].
Algunas de las herramientas de aplicación que ayudan el proceso de desarrollo del producto se darán a continuación.
5.5.1 Tecnologías Asistidas por Computadora.
Existen diferentes tipo de tecnologías asistidas por computadora pero se pueden mencionar tres grupos principales: Diseño (CAD), Manufactura (CAM) y Ingeniería (CAE) [34].
1.- CAD (Computer-Aided Drafting or Computer- Aided Design), Diseño y Dibujo Asistido por Computadora, puede ser definido como el uso de hardware, software y periféricos para producir imágenes · gráficas. Hay muchas aplicaciones de CAD, arquitectura, eléctrico, electrónico, civil, mecánico, etc.[34][28].
2.- CAM (Computer-Aided Manufacturing). Es la automatización de los procesos de manufactura usando computadoras, máquinas herramientas de control numérico y robots. Es utilizada en: La Fabricación (MHCN), Planeación de Recursos para la Manufactura (MRP II), Ensambla Automatizado, Calidad Asistida por Computadora (Máquinas de Coordenadas, paquetes para el control estadístico del proceso etc.), Prototipos rápidos (Estéreo litografia). Algunas de estas operaciones son creadas usando la geometría de la base de datos creada por el software del CAD. Por ejemplo, el programa de control numérico (CN) para una máquina fresadora puede ser producido desde la base de datos de la geometría del sistema de CAD si los datos geométricos de la parte tienen formato que pueda ser interpretado por la máquina de CN, Los prototipos rápidos son generados desde la base de datos del sistema de CAD [34][28].
3.- CAE (Computer-Aided Engineering). Se basa en técnicas de calculo numérico para determinar propiedades del producto, como su resistencia bajo las condiciones de trabajo, deformación,
64

calculo estructural, flujo de fluidos, fatiga de materiales, simulación de moldes de inyección, transferencia de calor [28] ..
Un software que este orientado a la IC debe tener una base común que haga trasparente el intercambio de datos entre los sistemas CAD,CAM y CAE. y además las otras disciplinas involucradas en la IC (ósea todas), tengan acceso a la base datos común.
Componentes de los sistemas CAD/CAM/CAE:[37][28].
Usuarios. • Ingenieros, técnicos, etc.
Hardware En los sistemas CAD/CAM/CAE el hardware es una estación de trabajo Monitor, cpu, teclado, plotter, mause, memoria.
Software de Aplicación. Descripción de los productos estandard de software sugeridos para satisfacer las necesidades específicas, así como cualquier otra propuesta de software de este tipo.
Software de Soporte. Descripción del sistema estandar propuesto de software para soporte, tales como: herramientas de programación, procesador para listas de materiales, administración de archivos, lenguajes de bases de datos, etc ...
¿Que es lo que se obtiene de cada sistema?
El CAD da como producto un dibujo, en pantalla y/o impreso, y/o una base de datos.
El CAM entrega un programa de control numérico, un prototipo (Estereo- litografia), un programa de recursos para la producción. La máquina de coordenadas entrega una base de datos que utilizará el sistema de CAD, ó compara dimensiones tomadas de la pieza contra la especificación y en base a esto manda una señal a un controlador central que tomara la decisión de continuar o detener la producción también, puede alimentar una base de datos para el control estadístico del proceso, etc.
El CAE nos muestra los resultados del cálculo numérico de esfuerzos, deformación etc. para que en base a ellos se tome una decisión del diseño.
"El carácter altamente interdisciplinario de los sistemas CAD/CAM/CAE, requiere que el equipo de trabajo dedicado a la instalación, operación, administración y mantenimiento de éstos, cuente con personal de las áreas de: sistemas, ingeniería, calidad, manufactura, herramientas, mantenimiento y mercadotecnia. Todo este personal no aparecerá de pronto para poner en funcionamiento el sistema, sino que se irá involucrando a medida que avance el uso del mismo".[28]
65

Los beneficios que se pueden obtener de un sistema CAD/CAM/CAE [28]..
Beneficios en velocidad • Reducción en el ciclo de diseño de productos, procesos y herramientas, al utilizar
librerías de piezas y componentes estándar .. • Reducción de tiempos para generación de información y preparación de cotizaciones
para concursos de proyectos. • Reducción de retrabajo y tareas repetitivas a través del dibujo de componentes en
forma parámetros. • Permite ahorro en tiempo para preparación y herramentaje de máquinas. • Incrementa el potencial de aprovechamiento de catálogos de piezas y herramientas
existentes. • Ahorro de materiales, tiempos de maquinado y pasos de ingeniería y producción,
debido a optimización en los métodos de trabajo.
Beneficios en simplificación y facilidades. • Incremento en la velocidad y calidad de los datos para dibujos de ensamble, a partir de
la combinación de piezas y elementos individuales. • Mejora en la visualización de ensambles, partes y componentes utilizando desplegados
a colores que faciliten identificar las diferentes partes de un ensamble. • Capacidad para realizar cálculos a partir de información geométrica en forma gráfica,
tales como áreas, perímetros, volúmenes, centroides, masas y momentos de inercia entre otros.
Beneficios en calidad de la in/ ormación. • Minimización de errores en la transcripción de información, tanto de programación para
máquinas de control numérico, como para generación y ajuste de plantillas, moldes y herramientas en general.
• Reducir pruebas en base a prototipos. • Posibilidad de evaluar una mayor cantidad de opciones en el mismo lapso de tiempo, lo
que permite obtener productos más optimizados y mejor diseñados.
Beneficios organizacionales. • Distribución de cargas de trabajo en forma más uniforme. • Ayuda a integrar en forma más efectiva los procedimientos, políticas y estándares de
diseño dentro de la empresa. • Permite obtener más resultados manteniendo el mismo tamaño en la fuerza de trabajo, o
lo que es lo mismo, aumenta la productividad. • Hacer la administración del diseño en forma más efectiva y con una tendencia a
incrementar el cumplimiento de normas oficiales, de los clientes e internas. • Incremento en la cantidad de diseños que se realizan, debido a la interacción e
intercambio de experiencias con otras áreas. Esto favorece un ambiente de automatización que hace más fecundo el proceso de diseño.
• Permite el desarrollo de actividades en paralelo de un proyecto, y al final se conjuntan archivos para obtener el resultado final.
66

• Ayuda a iniciar procesos de investigación y desarrollo más adecuados debido a la integración con la práctica actual de producción.
• Constituye una herramienta que permite mejor control de costos.
"La máxima utilidad, beneficios e incremento de productividad al usar sistemas CAD/CAM/CAE se ve reflejada al momento de realizar cambios de ingeniería y/o diseño , ya que el sistema en sí mismo puede ser usado para la producción de prototipos virtuales para verificación, reduciendo el número de iteraciones requeridas para lograr un diseño. Además la exactitud intrínseca de los sistemas CAD/CAM/CAE, limita el número de errores presentes en cada revisión de un modelo. Las modificaciones y rediseñas se hacen de manera mucho más rápida en un sistema CAD/CAWCAE comparado con métodos manuales, de modo que es más fácil usar procedimientos de prueba y error varias veces en un mismo diseño, para observar como afecta cada una de las opciones seleccionadas. Lo anterior es particularmente importante si se considera que el tiempo es un factor determinante en todos los procesos de diseño. Muchas opciones posibles no son siquiera probadas o evaluadas, debido a la falta de tiempo, más que por considerarse malas opciones de diseño" [28] ..
Maquinas de Medición tridimensional.
Conocidas también como máquinas de coordenadas; tienen su origen con la aparición de los centros de maquinado . Para conseguir un compromiso adecuado de costos-calidadproducción se hace necesario disponer de una máquina capaz de evaluar la calidad y adecuación de las piezas a las especificaciones en un breve intervalo de tiempo. Las máquinas de control dimensional han evolucionado de forma acorde como lo han hecho los restantes elementos integrados en el proceso productivo. El resultado de esta evolución ha sido la aparición de los robots de medida, cuyos objetivos más directos son resolver los problemas de la rapidez de medida y conseguir . una mayor flexibilidad y por tanto adaptabilidad. Si bien tradicionalmente se asociaba este tipo de máquinas al departamento de metrología, actualmente se ha extendido al taller, linea de producción así como a celdas flexibles de manufactura, etc. , como elemento de control en lineas para poder controlar en tiempo real la evolución del proceso y corregir aquellas etapas del mismo que presenten desviaciones respecto a las especificaciones del producto. El diseño de una máquina de medida de coordenadas tiene dos aspectos fundamentales: 1. - Desde el punto de vista hardware; la estructura mecánica, palpador utilizado, mesas posicionadoras y dispositivos de manutención. 2. - El punto de vista software: software básico, programas orientados a aplicaciones, interfases a control numérico, CAD/CAM. Las combinación de los aspectos antes descritos son la base de la precisión de la máquina de coordenadas,
Las Máquinas de Coordenadas en interface con un sistema de CAD, son utilizan para ingeniería en reversa, permite digital izar directamente desde una parte de 3D. Un paquete tridimensional de CAD como CADDINSPECTOR de CADKEY enlaza una máquina de coordenadas al paquete de CAD [34].
67

Prototipos rápidos.
La Estereo - litografia es una tecnología que permite a los diseñadores producir prototipos ó modelos plásticos en tercera dimensión sin herramientas utilizando los paquetes de CAD en 30. El proceso usa un rayo láser para solidificar un líquido polímero fotosensible, con cada pasada del rayo láser el polímero endurece, este proceso se repite hasta que el modelo es completado, después debe ser curado [34].
68

5.6.- Redes de comunicación .
Al pensar en las necesidades de comunicación que tiene una empresa moderna, puede enfocarse el problema desde distintos puntos de vista,.
De una parte, existirán _necesidades de comunicación interna dentro de la misma empresa, necesidades que afectan tanto a Ja. pl_a.nta de fabricación fil()_l)_!aniente_ dicha comoa1osclistintos departamenfos de ingeniería-y administración. Hoy en día, evidentemente,- estas comunicaciones se llevan a cabo, y cuando se carece de sistemas automáticos se utilizan procedimientos convencionales como teléfonos, intercomunicadores, etc. o simplemente transporte manual. Un aspecto más delicado de está comunicación intraempresarial es el relativo a la intercomunicación con ó entre los dispositivos programables que pueden estar ya instalados en la planta de fabricación para controlar o automatiz.ar una parte del proceso de producción.
La comunicación se produce además con el exterior de la empresa y también ésta puede llevarse a cabo actualmente por diversos procedimientos. Debido al aumento de complejidad que experimentan los problemas a resolver y a que las empresas, con vistas a mejorar su competitividad y eficiencia, están en un proceso de crecimiento de computación, es conveniente que esta comunicación con el exterior tienda a automatiz.arse aprovechando los servicios que ofrecen las redes publicas de comunicación.
La conexión a estas redes permite a la empresa hacer uso de las facilidades que ofrecen e intercambiar información con los distintos agentes del entorno social. Esta conexión con el exterior puede ser utilizada incluso para crear un nuevo ámbito en la relación interna de la empresa.
Pensemos en una industria que tiene varias plantas separadas geograficamente si las conectamos por medio de redes de comunicación de datos, se verá rápidamente una unificación de los procedimientos de la empresa. La red proporciona una comunicación transparente, de modo que la separación geográfica es superada.
Desde otro punto de vista, las necesidades de comunicación dentro de una empresa puede ser analizadas en base al tipo de información presente y su repercusión en los sistemas y agentes que la manejan. Tipos de información: 1.- comunicación de información interpretable por un cerebro humano. Es decir, aquella que se mantiene y se reproduce de forma que puede ser interpretada por las personas que trabajan en la empresa. 2.- Comunicación de información codificada de forma que sólo puede ser producida o interpretada por computadoras o dispositivos automáticos programables.
Esta clasificación sugiere ya una primera división en el tipo de soportes fisicos y lógicos que es necesario proveer para levar ·a cabo con éxito las comunicación. Las primeras están más relacionadas la automatización de oficinas. Las segundas tiene que ver con la interconexión de los sistemas de automatización, (robots, MHCN, sistemas de CAD/CAM/CAE, PLC, etc.).
Otra necesidad de importancia comparable a la comunicación es la relativa al aprovechamiento de recursos costosos, y por tanto escasos, por parte de múltiples usuarios.
69

En una empresa moderna diferentes departamentos necesitan tener comunicaciones automáticas internas y estar, además, interconectados entre sí para transferirse la información.
Redes de área extendida.
La informática pretende dar una respuesta globalizada a estas necesidades de comunicación y compartición de recursos informáticos. Las redes de área extendida (JI AN, Wide Area Network) son aquellas que tienen en primera instancia, una cobertura nacional, y gracias a la conexión a otras las redes permiten transferir informaciones a muchos países del planeta.
Red telefónica conmutada.
La red telefónica convencional puede ser usada para intercomunicar equipos computacionales. A través del teléfono se marca un número, la red busca y establece un circuito fisico que une los hilos del abonado con los correspondientes al usuario cuyo número se marco. La principal ventaja de este método de comunicar computadoras radica en la simplicidad del equipo para establecer la comunicación el modem telefónico y el teléfono. Su desventaja es la calidad de servicio es muy variable y frecuentemente mala.
Red de comunicación de paquetes.
Son redes pensadas y diseñadas especialmente para la comunicación de datos. La característica diferenciadora de estas redes consiste en la computadora que desea mandar una información secciona ésta en paquetes de tamaño predefinido que entrega a la red para ser enviados al destinatario. La red va entregando los paquetes en el mismo orden secuencial en que fueron emitidos, de manera que el receptor pueda recomponer el mensaje completo. A diferencia de la red telefónica conmutada, la red de conmutación de paquetes no establece un camino fisico permanente, sino un camino lógico entre el equipo terminal de datos emisor receptor.
Redes de área local.
La industria lleva automatizando sus procesos de fabricación desde hace bastante tiempo, y en la última década se ha caracterizado por la inclusión en las cadenas de producción computadoras y otros dispositivos programables. Por otra parte, las computadoras se han introducido en la mayoría de los procesos administrativos y de gestión de las industrias, siendo en la actualidad vitales para el funcionamiento de cualquiera de ellas.
Las redes de área local (LAN, Local Area Network, en inglés) resuelve el problema de interconexión de equipos en áreas de extensión moderada, desde unos cuantos metros a menos de una docena de kilómetros.
70

Dependiendo del tipo de información que vaya a circular por la red local, podemos clasificarla en: a. - Redes locales para el entorno de oficinas. b.- Redes locales para el entorno de fabricación.
De lo dicho aquí se deduce que las redes locales pueden dar respuesta a demandas muy diversas que se presentan en la automatización de industrias. Ante de cada problema concreto habrá que elegir una solución concreta.
Pueden crearse redes locales cuyos nodos sean interfaces de otras redes locales de menor jerarquía, pueden ser del mismo o de diferente tipo. Cuando sean del mismo tipo, las intefaces serán sencillas y la red superior se comportará de forma análoga a las subredes. En caso de que sean diferentes, Las interfaces adaptarán las características de cada una de ellas. Con este tipo de encadenamiento pueden crearse superestructuras que aumenten el ámbito de influencia de las redes manteniendo las características parciales de cada una de ellas.
5.6.1.- Conceptos básicos de las redes.
La manera de interconectar los distintos elementos de una red proporciona una primera visión de la estructura y comportamiento de éstas. A la configuración geométrica se le denomina topología de esa red. Los nodos que aparecen en esta configuración pueden representar tanto elementos terminales de comunicación ( estaciones de usuario o servidores de recursos comunes) como elementos de unión de los distintos ramales en que se divide la red.
La selección de la topología tiene un fuerte impacto en el comportamiento de la red. Aunque el eficaz aprovechamiento de ésta dependerá de una serie de protocolos de comunicación entre sus distintos elementos, también también la estructura topológica condiciona algunas características. Se mencionan las más relevantes: a. - La menor o mayor flexibilidad de la red para añadir o quitar nuevas estaciones. b.- la repercusión que en el comportamiento de la red pueda tener el fallo en una de las estaciones. c. - El flujo de información que pueda transmitir por la red sin que se produzca interferencias y los retardos mínimos a que ésta introduzca. ·
Las múltiples configuraciones que puede presentase obedecen básicamente a tres tipos:
• Estrella. - En una red en estrella todas las estaciones se comunican entre sí através de un dispositivo central.
• Anillo.- Los de la red están conectados formando un anillo de forma que cada estación tienen conexiones con otras dos. Los mensajes viajan por el anillo de nodo en nodo y en una única dirección, de manera que todas las infonnaciones pasan por todos los módulos de comunicación de las estaciones.
• Bus. - En esta topología todos los nodos están conectados a un único canal de comunicación, a diferencia de las de anillo, cada nodo no ha de actuar como repetidor de
los mensajes, sino que simplemente ha de reconocer su propia dirección para captar aquellos mensajes que viajan en el bus y van dirigidos a el.
71

El medio fisico.
La intercinexión de las estaciones de una red local se realiza usando medios fisicos muy diversos. La elección del medio apropiado se hace en base a minimizar los costos manteniendo buenas condiciones eléctrica y mecánicas. Tipos de conductores que se emplean en las redes locales.
Par trenzado. Es más barato y el más vulnerable a los ruidos eléctricos, por lo que no es adecuado para altas velocidades o largas distancias.
Cable coaxial. El apantallamÍento evita interferencias eléctricas.
Fibra óptica. Presenta muy buenas características, tanto eléctricas como mecánicas, pero tiene un elevado costo.
Señales radio eléctricas.
Transmisión vía radio u otros medios inalámbricos.
Control de acceso.
La forma en que las estaciones de la red acceden al uso del canal común de comunicación para depositar y recoger datos y los mecanismos existentes para controlar este acceso, representa una de las características más significativas de cada red y condiciona frecuentemente el comportamiento global de ésta. Los métodos aplicados en el control de acceso a las redes locales son múltiples y variados. Dos técnicas de acceso normalizadas son:
1.- Técnica por selección por paso de testigo.
Estas técnicas de selección consisten en que los usuarios deben esperar a ser seleccionados para poder depositar su mensajes en la red. Se idearon como una forma ordenada de acceso a la red para evitar así conflictos.
2.- Técnica de contienda.
En estas técnicas de contienda se parte de la base de que, cuando una estación tenga datos que transmitir, intente competir con las restantes en el uso del canal. Ello implica un riesgo de colisión por lo que hay arbitrar los mecanismos para evitarlo en lo posible y salir de esta situación cuanto antes.
72
Banda ancha y banda y banda base.
En principio, la diferencia entre redes de banda ancha y redes de banda base radica únicamente en la forma de transmitir las señales por el canal. Los medios fisicos condicionan el tipo de señal eléctrica que puede ser enviada a través de ellos. En las redes en banda base, las señales son transmitidas, en forma de onda cuadrada, directamente sobre medios físicos, aplicando dos niveles de tensión diferenciadas cuyas transmisiones representan los dos estados binarios. Por el contrario, en banda ancha es necesario modular una onda portadora con las señales digitales a transmitir.
Servers y Gateway.
Los Servidores (Servers) son aquellas estaciones que se encargan del manejo de estos recursos comunes: impresoras de alta calidad, discos que almacenan grandes cantidades de datos, etc. Uno de los principales objetivos de la instalación de redes locales son, precisamente, los recursos compartidos, estos componentes tienen una gran influencia en el comportamiento global de las red.
Gateways son aquellos dispositivos que permiten acceder desde la red local a otras redes locales o redes de área extendida, realizando la transformación de protocolos.
Soluciones coordinadas para el entorno industrial. En forma general se puede dividir la fabrica en tres partes: Planta de fabricación, Gestión de la producción y ventas, y Dirección.
5.6.2.- Planta de fabricación.
En la planta de fabricación pueden distinguirse cuatro departamentos: Departamento de mantenimiento, departamento de planificación y control, departamento de fabricación y ensamble. Las funciones asignadas a cada uno de estos departamentos serian las siguientes: el departamento de mantenimiento tendría como función primordial la supervisión del estado de funcionamiento de todas y cada una de las máquinas; además, tendría la misión de determinar las averías ocurridas y notificarlas al departamento correspondiente para producir la replani.ficación del proceso de fabricación.
El departamento de planificación y control se encargara de recibir las órdenes de trabajo procedentes del área de gestión con objeto de determinar las características concretas de producción. Además, con la información procedente del departamento de mantenimiento, deberá reestructurar los programas de producción o modificar la secuencia de producción.
El departamento de fabricación y ensamble deberá solicitar el material directamente, cursando las ordenes oportunas al almacén con objeto de proveerse de las materias primas necesarias. Estará encargado de controlar las máquinas y dispositivos programables ( como PLC), determinando en cada momento el tipo de funcionamiento adecuado. Objetivo primordial de esta función es conseguir la máxima sincronización en la producción. La modificación del comportamiento de
73

dichos dispositivos se consigue mediante la alternación de los programas que gobiernan su funcionamiento.
Tan importante como fabricar los productos es la medición de las características de calidad de éstos. Los datos obtenidos así, servirán para realimentar la producción en caso de variación, así como para proporcionar información estadística de la calidad obtenida.
Suponiendo que estos departamentos estuvieran dotados de sistemas informaticos y de las relaciones descritas en los párrafos anteriores se quisieran realizar mediante la utilización de redes de área local, habría que destacar los siguientes requerimientos.
Tiempo de Respuesta. Los tiempos de respuesta han de estar perfectamente determinados para que puedan dar un servicio adecuado en la comunicación entre las distintas máquinas conectadas.
Tamaño de los Mensajes. El hecho de que los mensajes que han de ser intercambiados entre las distintas máquinas sean usualmente de pequeño tamaño es una característica de este tipo de comunicaciones, lo cual contribuirá a la consecución de los tiempos de respuesta.
Configuración. La elección de una red local adecuada a estas condiciones será, en muchos casos, un factor determinante del éxito. La creación de subredes, organizadas estratégicamente con una cierta jerarquía interna, puede ser un buen método de abordar este problema. La configuración de las distintas subredes podría estar relacionada con la subdivisión de departamentos; sin embargo, la elección de otro tipo de estructura, más dependiente de las necesidades reales de comunicación entre máquinas, podría ser más eficaz.
El software. El software que maneja estas redes debería regirse por protocolos de normalizados que faciliten la diversificación de la dotación del equipo en cuanto a procedencia, lo que haría más flexible y amplia la oferta que permitiría una mejor elección de la maquinaria.
Administración de la producción y ventas.
En esta área se diferencian los siguientes departamentos: departamento de ventas, departamento de ingeniería y diseño, departamento de control de producción y calidad, entre otros. El departamento de ventas conoce la demanda externa de los productos a fabricar, y será el que emitirá las ordenes de fabricación genéricas tipificando los productos que son requeridos.
El departamento de ingeniería se encargara de diseñar y crear la información para la generación de nuevos productos que son requeridos. Para ello utilizara la información procedente del departamento de ventas. Se encargara de modificar determinadas características de los productos, en base a la retroalimentación por los datos procedentes del departamento de servicio.
74

El departamento de control de calidad será el encargado de procesar estadísticamente los datos de los procesos y productos monitoreados para conocer el comportamiento del proceso productivo.
Las necesidades de los diferentes departamentos son distintas. Sobresalen los accesos a las bases de datos que contienen las características de los productos a fabricar, los datos del control estadístico del proceso y la cartera de pedidos. Otros recursos comunes ( como impresoras , plotters, ... ) deberán ser compartidos.
Tiempo de respuesta. Los tiempos de respuesta aquí son menos críticos, ya que los retardos producidos por la intervención hµmana, son de por si grandes (medios en la escala de comunicación electrónica). Además, las posibles demoras en las respuestas de los recursos comunes no representan una disminución real en el rendimiento de las personas que los utilizan. Por ello, el tipo de redes locales que se consideran más adecuadas para estas labores son las tipo Ethernet.
Volumen de datos. De otra parte, los volúmenes de información a manejar son considerables, por lo que los requerimientos en el volumen de transferencia de datos en las redes locales será previsiblemente alto. Ello abunda en la conveniencia de elegir un tipo de LAN como la citada.
Por razonamientos semejantes a los utilizados para dictaminar que el área de fabricación deben utilizar protocolos MAP (Manufacturing Automation Protocol, para la automatización de los procesos industriales) , en el área de gestión puede afirmarse que los protocolos TOP (Techinal and Office Protocol, para las aplicaciones de gestión en el entorno de las oficinas) son los más adecuados para satisfacer las necesidades presentes. No obstante, es importante resaltar que en este caso no es tan crítico como en el caso del MAP.
Dirección y supervisión.
Será esta área la encargada de hacer las estadísticas de producción y rentabilidad de la empresa. Es este área la que deberá actuar de coordinación global de la empresa y de interface con el exterior. Serían asimismo, funciones de está área la gestión de recursos de capital y la administración general. Los requerimientos, aquí son similares a los descritos en el caso anterior, aunque podría pensarse en algunas características diferentes, como puede ser el control sobre un controlador central de gran capacidad de proceso y almacenamiento. Podría gestionarse desde aquí el acceso a redes de comunicación de área extendida, coordinando el funcionamiento de la empresa con otros centros de gestión y administración de la compañía.
Integración de redes locales.
De lo visto en el apartado anterior se deduce que, para resolver los distintos problemas de comunicación y comparición de recursos que se presentan en la industria moderna, se dispone no de una única solución global, sino de múltiples soluciones parciales, adecuadas para cada departamento. Ello permite una mejor adaptación a las necesidades concretas de cada uno de ellos y, por tanto, un mejor rendimiento en su funcionamiento.
75

Además, el dividir el problema global y abordado por área que aíslen problemáticas parciales, ayuda a comprender mejor las tareas necesarias y concebir una mejor organización de la infonnación y de los mecanismos para manejarlos.
5.6.3.- Criterios de selección de una red local.
A la hora de abordar el estudio sobre la conveniencia o no instalar una red de área local, se ha de se evaluado un conjunto de parámetros que ayudarán a tomar las decisiones más adecuadas. En principio, una red local no es un elemento en el cual se genere información propiamente dicho, sino que su objetivo será únicamente la gestión de trasferencia de la información que se haya producido en los procesos y elementos de computación. Por ello será necesario determinar previamente las necesidades reales de transferencia de información, y sólo cuando estén claras se optara por la instalación de una red o un conjunto de ellas que den solución al problema planteado.
Se pueden dividir en dos categorías los parámetros, dependiendo del grado de importancia que tengan:
1.- Prioritarios. 2.-Secundarios.
Entre los parámetros prioritarios deba destacar los siguientes: Tiempo de respuesta: Es necesario conocer a priori los requerimientos de tiempo en los distintos dispositivos conectados a la red tendrán.
Volumen de datos a transferir. Esté parámetro se refiere al volumen de información que se prevé que la red deberá transferir entre los dispositivos. Distancias. Habrá que conocer con detalle las separac10nes máximas que deberán ser cubiertas para interconectar las distintas estaciones.
Número de servicios a soportar. Será necesario conocer los distintos servicios que deberán ser incluidos en la red, por ejemplo, si además de la transmisión de datos, se necesita transmitir voz e imágenes.
Prioridades. Se debe conocer si en la comunicación se requiere que algunas informaciones tengan prioridad sobre otras a la hora de ser transmitidas por la red.
Los parámetros considerados secundarios, es decir de menor repercusión en las decisiones sobre la selección y planificación de la red serian:
76
Privacidad y control de acceso. Es necesario garantizar que usuarios autorizados puedan tener acceso a determinados datos de recursos.
Tipos de estaciones. el tipo de estaciones a ser interconectadas impone un fuerte condicionamiento a la hora de elegir la configuración y modos de comunicación dentro de la red.
Acceso a otras redes. La posibilidad de comunicación con otras redes de área local o de área extendida deberá ser también prevista.
Direccionamiento. Cuando las estructuras resultantes son de gran complejidad, la flexibilidad en la asignación de direcciones será un punto que se deberá tomar en cuenta.
77

6.-Implantación de Ingeniería Concurrente
La Metodología de implantación de Ingeniería concurrente intenta dar respuesta a las siguientes preguntas ¿Como iniciar la IC en mí empresa?, ¿Que paso es el siguiente?.
La metodología es la siguiente. El punto de inicio es la concientización de la alta dirección. Siguiendo con un estudio detallado y comprensible del proceso de desarrollo de productos empleado en la organización, e investigar la disposición de la empresa a la IC. El tercer paso es dar los lineamientos para el cambio en el proceso y las prioridades de capacitación y cambios tecnológicos. Como último paso es la mejora del proceso; para realizar este paso es necesario realizar mediciones de elementos de la IC y regresa al paso tres siendo un proceso de mejora contínua.
ACTIVIDADES MEDICION DEL PROCESO
---------. MEDIDAS MEJORA
CAMBIOS EN EL PROCESO CAPACITACIÓN FORMACIÓN DE EQUIPOS
DESPLIEGUE
INVESTIGAR LA DISPOSICIÓN CAPTURA Y CARACTERIZACIÓN INFORMATICA PARA TRABJO EN EQUIPO
DEL PROCESO MODELADO DEL PROCESO
DISPOSICIÓN
ESTABLECER EL CASO DE LA EMPRES
CUESTIONARIO
TALLERES CONCIENTIZACIÓN SOBRE IC
fig. 6.1 Estrategia de implantación.[8A]
78
FACILITADORES

6.1.- Concientización.
La Ingeniería Concurrente (IC) es una estrategia de negocios que da ventajas competitivas a la empresa por lo que debe ser implantada con la participación y aprobación de la alta dirección. Esta debe tener un conocimiento claro de la IC y lo que implica su implantación en la empresa. Se trabajará de forma diferente lo que representa más trabajo (al inicio de la implantación), y requerirá el esfuerzo de todo el personal involucrado.
Es díficil cambiar la forma de hacer las cosas si se cree que se esta haciendo lo correcto y aún más si se ha hecho toda la vida de igual forma.
La implantación de IC requiere cambios en la cultura organizacional y la infraestructura tecnológica [6A]. Estos cambios requieren tiempo.
La IC implica beneficios, (rápido posicionamiento en el mercado, pocos cambios de ingeniería durante el desarrollo del producto, alta calidad, etc.), pero también implica trabajo y compromiso, la alta dirección debe estar informada de estos beneficios y sus compromisos ( capacitación en IC y las área que la soportan, formación y desarrollo de equipos) si decide adoptarla.
La toma de decisiones se realiza dentro de los equipos multiciplinarios que son el eje central de la IC. El trabajar en equipo significa delegar, para delegar es necesario capacitar y entrenar a la gente para que sea capaz de tomar su función adecuadamente. Delegar significa perder poder, el líder debe estar comprometido con el desarrollo de su gente y hacerla crecer. Un punto muy importante en la participación de la gente es que sentirá el trabajo como parte suya, lográndose un trabajo creativo que contribuye al desarrollo y satisfacción personal de los participantes, reduce la rotación de personal esto contribuye a formar mejores empresas.
79

6.2.- La naturaleza del proceso de desarrollo de productos.
El proceso de desarrollo de productos es típicamente llevado a cabo por un equipo de personas en conjunto con herramientas computacionales y otros recursos, tales como pruebas, prototipos y equipo de producción. Una forma ideal del proceso de desarrollo de productos es que este totalmente asistido por la computación, y no parcialmente asistido, esto es, la computación es parte integral del proceso.
El proceso pueden ser caracterizado en términos tales como: • interactivo. • iterativa (hay retroalimentación de una tarea a otra así como retroalimentación anticipada con
completamente parcial de las tareas). • evolutivo.
Entonces es necesario para capturar y mejorar el proceso de desarrollo de productos entre otras cosas, capturar las interacciones humanas que están ocurriendo, poner atención a los recursos, tipo de conocimientos utilizados y capturar el proceso de refinamiento del producto que ocurre como resultado del proceso [ 11 A].
Un punto clave en los negocios que nos ayuda a discriminar, es el valor del producto o servicio que un negocio entrega a sus consumidores . El valor definido como la diferencia entre el beneficio al consumidor y el precio de venta, este es ganado o perdido durante el proceso de desarrollo de productos. Por lo tanto una evaluación, análisis y medición detalladas del proceso de desarrollo de productos es un paso esencial para la comprensión de la organización y de los productos que provee. Estos son los temas clave del proceso.
6.2.1.- Metas de las tareas de Captura y Caracterizaciim.
Se busca mejorar el proceso de desarrollo del producto a través de la aplicación de los fundamentos de Ingeniería Concurrente. El objetivo de este trabajo es desarrollar los fundamentos para una estrategia estructurada de implantación. Esto involucra una evaluación del proceso, metodología de captura y caracterización, mediciones y administración llegando hasta la optimización del proceso de desarrollo del producto y la organizacion que lo soportan.
El énfasis sobre la mejora y la administración efectiva del proceso se basada en las siguientes premisas:[! IA] • El valor del producto depende del proceso del ciclo de vida usado para su desarrollo, producción
y soporte. • El proceso de desarrollo del producto puede ser caracterizado y progresivamente mejorado
usando los resultados de la caracterización. • La calidad del proceso de desarrollo de productos puede ser efectada por el uso adecuado de las
estrategias de transformación involucradas, cultura y tecnología. Los escalones para la mejora del proceso de desarrollo y administración son el proceso de evaluación, captura, y caracterización.
80

6.2.2.- Explicación de los términos clave.
La Captura de datos del proceso es la recolección de información para el entendimiento del proceso. Un proceso es "un método particular de hacer las cosas, generalmente involucra un número de pasos u operaciones" [15]. Un modelo del proceso describe quien hace que, cuando donde, porque y como. La captura de datos del proceso de desarrollo de productos requiriere la comprensión de todos los elementos invulocrados en la realización del diseño de un producto y las relaciones entre estos. El propósito de capturar el proceso es evaluarlo y caracterizarlo.
La implantación de IC en una organización involucra una transformación de la organización, su cultura, prácticas y tecnología. Para cumplir esta transformación satisfactoriamente se réquiere un entendímiento de las prácticas y del estado de la tecnología para el desarrollo de productos en la organización. Este es el enfoque de la evaluación del proceso.
La caractericación del proceso tiene que ver con definir un conjunto de propiedades y parámetros que pueden ser usados para describir el proceso en forma única. Esto involucra la definición de ciertas medidas y cifras de sustento, las cuales pueden ser aplicadas para describir cualquier proceso y predecir sus salidas.
Las metas de las mediciones del proceso de desarrollo son las siguientes.[l lA] • Medir el proceso. -Ser capaz de analizar y cuantificar las prácticas de desarrollo de productos en
la organización y comparar con las mejores prácticas. • Mejorar el proceso -Ser capaz de sugerir maneras de mejorar el proceso existente ( dar apoyo a
las decisiones) • Administración del proceso - El uso de mediciones para monitorear los procesos y para
implantar correcciones a medio camino si es necesario.
81

6.3.- Evaluación de la disposición.
Las barreras para la implantación de IC son de naturaleza cultural, organizacional y tecnológica. Una implantación exitosa requiere que estas barreras sean identificadas desde el principio. Se utiliza una metodología y una herramienta de medición para investigar la disposición de las empresas a al Ingeniería Concurrente que ayudara a los implantadores en la identificación de las barreras y pririotizar las acciones de implantación [8A].
La necesidad de una herramienta de evaluación de disposición para la Ingeniería Concurrente (IC). Evaluar la madurez o disposición para adoptar la IC es un de los pasos clave preliminares en la implantación de la IC, método de evaluación de la disposición para la IC auxilia a las organizaciones en adoptar practicas de IC y las tecnologías que la soportan.
6.3.1.- Objetivos de la evaluación.
El objetivos de evaluar la disposición para la IC es conocer el estado actual del proceso de desarrollo de productos en una organización, cultura, prácticas administrativas y la infraestructura tecnológica. Algunos de objetivos asociados a la propia investigación son:
• Desarrollo de planes de implantación de IC. • Identificación de las necesidades de capacitación y aplicaciones de tecnologías
computacional para trabajo en grupo. • Identificar las barreras para el despliegue de la IC y para utilizar las tecnologías de trabajo
en grupo. • Facilitar el entendimiento de su participación al personal en el procesos de desarrollo del
producto. • Conocer la efectividad del proceso administrativo. • Apoyar el mejoramiento del proceso usando mediciones.
6.3.2.- La evaluación de la disposición para la IC. La disposición hacia la IC puede ser conceptualizada en términos de dos principales áreas. Las prácticas del proceso de desarrollo de productos, y el área tecnología.
El proceso de desarrollo del producto se divide en nueve elementos críticos [8A]. Estos son:
1. - Enfoque al cliente. 2.- Enfoque al proceso de desarrollo del producto. 3.- Estrategias para la formación y desarrollo de equipos. 4.- Adaptación de los equipos a la organización. 5.- Sistema Administratívo. 6.- Mecanismos para obtener rápidamente productos confiables. 7. - Habilidad. 8.- Compromiso del líder. 9.- Disciplina.
82

El área tecnológica cubren cinco categorías . 1. - Herranúentas de aplicación. 2.- Servicios de Comunicación. 3. - Servicios de Coordinación. 4.- Servicio de información compartida. 5.- Servicio de Integración.
La disposición o madurez de cada elemento es vista en cinco etapas en el área de proceso y tres etapas en el área tecnológica. Un cuestionario es empleado como parte de la evaluación y clasifica los resultados.
6.3.3.- Cuestionario de evaluación.
Para evaluar la disposición de una organización para adoptar la IC, se utiliza un cuestionario [12A] que de acuerdo al modelo discutido en la sección 5.2.2 la coloca en una etapa de madurez, para cada uno de los elementos críticos del proceso y tecnológicos.
Las preguntas han sido diseñadas para reunir información sobre todos los criterios claves de los elementos del proceso y tecnológicos [8A].
Cada pregunta proporciona una evidencia de la organización y la clasifica en un cierto nivel de madurez en IC en un elemento crítico únicamente. Una organización puede tener diferentes niveles para diferentes elementos.
La lista de elementos críticos para la implantación están basada en la definición de IC [8A ]( dada en el Capitulo 3).
Elementos críticos. • La noción de un plan sistemático da los elementos críticos del enfoque al proceso, sistema
administrativo y disciplina • Responder a las expectativas del cliente motiva las categorías del enfoq.ue al cliente, enfoque al
proceso, rapidei., habilidad y productos confiables • Los valores de equipo son reflejados en las estrategias para formación, desarrollo y adaptación
de los equipos con la orgaoiz,ación, liderazgo y disciplina. • El trabajo en paralelo, sincronización y consenso son facilitados por el enfoque al proceso, por
practicas apropias de administración de equipos, sistemas administrativos, y para medios tecnológicos de comunicación, coordinación, y compartir información
Para cada elemento crítico se han identificado un conjunto de criterios clave, un cuestionario, una definición de etapas de madurez, y mediciones a ser seguidas. Todos los elementos críticos de la IC constituyen la plantilla del cuestionario de evaluación. Los criterios clave para todos los elementos críticos están listados en el apéndice A. Por ejemplo, para el elemento crítico enfoque al cliente, los criterios clave son, interacción con el cliente, metodología para la captura de los requerimientos del cliente, entendimiento de los requerimientos del cliente, evaluación de los requerimientos del cliente y adaptación a nuevas prioridades.
83

Las preguntas del cuestionario están relacionadas con los criterios clave (ver apéndice C) y las respuestas "NO" (marcadas con X en el apéndice C) nos indican sobre que criterio clave se tiene que trabajar, por ejemplo:
Para el elemento crítico de enfoque al cliente, las preguntas del cuestionario se relacionan con los criterios clave, en caso de una respuesta "NO", de la siguiente manera:
Pregunta
¿ Está el cliente involucrado en todo el proceso de desarrollo del producto ? ¿ La mayoría de los miembros del equipo conocen los requerimientos de sus clientes ? ¿ Hay procedimientos establecidos para garantizar que los equipos responden favorablemente a los cambios en las prioridades del cliente ? ¿ Existen procedimientos establecidos para integrar al proyecto aportaciones oportunas del cliente ? ¿ Existe un método establecido para evaluar sistemáticamente si los requerimientos fueron satisfechos ?.
Criterio clave
Interacción con el cliente.
Entendimiento de los requerimientos del cliente. Adaptación a nuevas priorida.des.
Interacción con el cliente
Evaluación de los requerimientos del cliente
Como un progreso organizacional hacia mejorar la disposición a la IC, la interacción con sus clientes debe cambiar desde únicamente al principio del desarrollo a un punto en el que el cliente es parte del equipo de desarrollo de productos [l lA].
Las medidas que pueden ser seguidas son: El índices de satisfacción del cliente, seguimiento del nivel de ventas y tiempo de posicionamiento de mercado.
6.3.3.1 - Evaluación del proceso.
El modelo de madurez o disposición de los procesos de IC. indica la calidad y la consistencia de los procesos, se divide en cinco etapas de madurez en la IC [6A]. Etapa 1 Esta etapa es caracterizada por estar mal definidos los procedimientos, controles y por equipos caóticos estos no entienden sus funciones o como operar eficazmente . La administración del proceso de desarrollo de productos y las herramientas tecnológicas modernas no son aplicadas consistentemente en los proyectos .. Etapa 2. Son usadas Practicas y métodos estandar para monitorear los avances, cambios de requerimientos, estimación de costos, etc. El proceso es replicable. Pueden existir equipos falsos en esta etapa. Etapa 3. El proceso esta bien caracterizado y razonablemente bien entendido. Una serie de mejoras en los procesos han sido implantadas en la organización. Un grupo es responsable de implantar y monitorear el proceso de desarrollo de productos. Es La solución de conflictos el principal foco de atención del equipo de desarrollo de productos.
84

Etapa 4. El proceso no solamente esta caracterizado y entendido es también cuantificado, medido, y razonablemente bien controlado. Son usadas herramientas para controlar y dirigir el proceso. Es reducida la incertidumbre concerniente a los resultados del proceso. Los equipos verdaderos son usados en el proceso de desarrollo de productos. Etapa 5. hay enfoque en una mejora continua significativa de las operaciones usando mediciones del proceso y expenenc1as.
En la práctica, las cinco etapas son diferentes para los elementos críticos de la ingeniería concurrente descritos en el apéndice A.
6.3.3.2.- Evaluación tecnológica.
Similar al modelo de madures del proceso los niveles o etapas incluyen la introducción y el uso de tecnologías y herramientas avanzadas para el desarrollo de productos. Se identifican tres etapas (inicial, intermedia, y avanzada) para diferentes áreas tecnológicas. La tecnología considerada bajo la de la Ingeniería Concurrente es esencialmente computacional, y las herramientas son divididas en dos categorías: Herramientas de Aplicación y Servicios Genéricos. [ 6A ][7 A]
Servicios Genéricos ,los cuales soporta al equipo virtual, bajo las siguientes categorías [6A]: Servicios de Comunicación. Servicios de Coordinación. Servicios de información compartida. Servicios de Integración.
Las herramientas desarrolladas para implantar cada uno de estos seíVlc1os dependen frecuentemente de las tecnologías en más de una categoría. Por ejemplo una herramienta para la coordinación de equipos es usada también para servicios de comunicación e información compartida.
Una breve descripción de las etapas de disposición para la aplicación de las herramientas y los siguientes servicios genéricos se da a continuación. La defuúción de las etapas no es fija lo que hoy es avanzado en pocos afias puede ser considerado intermedio.
Herramientas de aplicación. Herramientas de aplicación asistidas por computadora ayudan en la definición del producto y planificación del proceso basándose en consideraciones del ciclo de vida. Las tres etapas de disposición para las herramientas de aplicación son las siguientes. Inicial Son usados métodos y herramientas de aplicación para incrementar la efectividad individual (por ejemplo, Paquetes de Diseño asistido por computadora, hojas de calculo etc.) Intennedia. Son utilizados métodos y Herramientas de aplicación que incrementan la efectividad e interacción del grupo o equipo compartiendo información. Estas herramientas tales como Despliegue de la
85

Función de Calidad (QFD) permiten múltiples perspectivas para trabajar juntos sobre un modelo compartido.
Avanzada Son usadas herramientas de aplicación que fortalezcan el enfoque multidisciplinario para desarrollo de productos y facilita los niveles de interacción en el proyecto. La herramienta de trabajo comparte los datos del producto.
Servicios de Comunicación. Con un amplio esfuerzo en el desarrollo de productos no es posible tener frecuentemente a todos los miembros del equipo y sus herramientas en un mismo sitio fisicamente. Los servicios de comunicación abarca la tecnología que reúne a los equipos dispersos así como los datos y herramientas (por ejemplo programas) La presencia de redes y el acceso a las redes es requerido para soportar ciertos tipos de comunicación y para dar acceso a los programas. Hay tres niveles de comunicación interpersonal es decir el medio usado (texto voz y video), los mecanismos de comunicación (por ejemplo correo, teléfono, o e-mail), contenido y estilo. La comunicación entre la gente y los programas requiere instrucciones básicas de comunicación que facilite la comunicación y sea flexible entre procesos (CEP) y servicios que hagan uso optimo de los recursos de la red. Los tres niveles de comunicación en una organización son: Inicial • Uso de utilerias de sistemas para CEP, por ejemplo llamadas a procedimientos remotos. • No hay transparencia o es pequeña para invocar programas es decir se requiere un
conocimiento sustancial de las redes. • Ejecución de aplicaciones vía telnet. o remotote login. • Múltiples Redes de Área Local no están conectadas . • Redes ancho de banda media y baja. • Comunicación de texto gráficas y voz Intermedia • Hay transparencias para invocar programas es decir requiere conocimiento limitado de redes. • Es posible la ejecución remota de aplicaciones sencillas o múltiples desde la línea posibles de
comandos .. • Interconexiones parciales de redes LANs. • Redes de ancho de banda Media. • Comunicación por vía texto gráficas voz , video y video fijo. Avanzada. • Disponibilidad de todas las funciones correspondientes a la comunicación, del
directorio de recursos , invocación de aplicaciones, y la utilización de servicios descritos arriba.
• Red de banda ancha. • Comunicación por texto, gráficas, voz, video fijo y video a tiempo real.
Servicio de coordinación. Este servicio asiste en la coordinación de equipos colocados virtualmente sobre una red computacional y apoya a un grupo de trabajo estructurado, involucra: • Diagrama de flujo de trabajo de la administración • Herramientas para auxiliar el monitoreo y seguimiento del proceso de un proyecto.
86

• Apoya la toma de decisiones y la negociación de conflictos Los tres niveles del servicio de coordinación son: Inicial • Comunicación del grupo es vía sincrona (por ejemplo el teléfono), y asincronas ( e-mail), los
mensajes son posibles. • Equipos en base computacional mal definidos. • No hay estructura soporte para el trabajo en equipo. • No hay instalaciones para una interface para trabajar en equipo. Intermedia. • Es posible la comunicación e interacción en grupo por medio de la percepción de objetivos
comunes por ejemplo: • Interacción con referencia a un espacio de trabajo común. • interacción con una forma no específica común de datos. • interacción con un servício de información semi-estructurado compartido.
• Los miembros del equipo conocen la estructura del grupo de trabajo. • Apoyo para grupos de trabajo estructurados usando algunos protocolos básicos de
interacción. Avanzado • La estructura de equipo virtual esta visible bien definida . • Apoyo para equipos múltidisciplinarios . • Apoyo para grupos de trabajo estructurados.
Servicio de información compartida. Hay cinco dimensiones en este servicio genérico. 1.- Administración de la Información, Sistema Administrador de Base de Datos (DBMS), DBMS distribuida, o DBMS inteligentes. 2.- Tipo de información que esta siendo dirigido, texto, gráficas, o multimedia. 3.- Modelo de datos para la representación de información, orientada a objetos, basada en el conocimiento, relacional. 4.- Contenido de la información. Datos del producto, información del proceso, y de la organización o empresa (incluye memoria corporativa). 5. - Cumplimiento con la representación de datos y estandares de intercambio ejemplos PDES/STEP para representación y CALS para intercambio de documentos.
Los tres estados para los servícios de información compartida son. Inicial • Existencia de islotes de manejo de información. • Una gran cantidad de información en forma fisica, pero opuesta a la forma
electrónicamente. • Hay una necesidad de conocimiento o apego de representación de datos interno o externo
y intercambio estandar. • No existe un modelo maestro. • No existe menoría corporativa.
87

Intermedio. • Mucho de la infonnación esta disponible electrónicamente. • Mucha de la infonnación es dirigida por un Sistema de Administración de Base de Datos
Local. • Base de datos Heterogéneas son parcialmente integrados. • Parcialmente acorde con la representación e intercambio estandar de datos . • Existe el modelo maestro pero no esta vinculado con el proceso y las restricciones de
recursos. • Corte y pegado de la memoria corporativa. Avanzada • Toda la infonnación esta en fonna electrónica y es manejada por un apropiado DBMS y
un Sistema inteligente. • El acceso y uso de estos almacenes de infonnación es mediante una Base de Datos
federativa. • Se cumple con estandares industriales para la representación e intercambio de datos. • Existe un modelo maestro del desarrollo de productos comprensible -Incluye
descripción del producto, proceso y organización con sus interrelaciones. • Memoria corporativa completa con mecanismos de captura semiautomáticos y manejo de
infonnación multimedia.
Servicios de integración. La capacidad para la integración de herramientas y datos son altamente dependientes de el nivel de madures de los servicios discutidos anterionnente. Las tres etapas de integración son las siguientes: Inicial • Uso de aplicaciones y programas separados y desconectados. • Facilidades para transferir base de datos entre las herramientas por medio de programas de
traducción personalizados. • El usuario utiliza múltiples interfases. Intermedio • Ambiente computacional interoperable. • La comunicación de herramientas y base de datos es parte de una red común. • Los servicios computacionales pueden ser compartidos. • Los mismos datos son visibles para todos. • Los caminos de comunicación y manipulación de datos son unifonnes para todos los
miembros de equipo. Avanzada Todos los servicios genéricos, herramientas relevantes de aplicación y los datos del producto, proceso y organización son accesibles a través de una interface gráfica unifonne para el trabajo en equipo. El Hardware y el software que permitan una manipulación local de datos compartidos.
88

Interacción del Procesos y Tecnología.
La posición del grupo de producto ó proyecto en una organización con respecto a las practicas del proceso y utilización de herramientas y tecnología es representado en la Fg. 6.2. La investigación del procesos esta basada en los elementos críticos de IC y la investigación tecnológicas es conducida en cada una de las cinco categorías discutidas anteriormente [8A].
La información representada en la Fig. 6.2 dan una idea del estado actual del proceso del desarrollo de productos y de la tecnología empleada. En particular uno puede determinar que decisiones estratégicas y tácticas se necesitan hacer para implantar la IC.
Las decisiones deben ser orientadas a un avance en el proceso y la tecnología empleada por la organización a lo largo de las etapas y para asegurar un balance entre la tecnología y el proceso. El balance es crucial, por ejemplo, uno no puede tener una buena coordinación sin comunicación efectiva y el uso efectivo de herramientas avanzadas de aplicación requiere servicios firmes de comunicación y de información compartida.
PROCESO COMPROMISO DEL L IDER
INTEGRACION
TECNOLOGIA
PRODUCTOS SISTEMA CONFIABLES ADMTO
_¡,_----.L._
COMPARTIDA
ADAPTACION DE LOS EQUIPOS
FORMACION Y
DESARROLLO DE EQUIPOS
ENFOQUE AL CLIENTE
HERRAMIENTAS
COORDINACION
Fig.6.2 Resultados de la investigación a la disposición.
89

6.4.- Captura de datos del proceso.
La captura de datos del proceso es un paso importante en la identificación de mejoras del mismo. Los requerimientos preliminares para la captura y caracterización del proceso de desarrollo de productos ha sido desarrollado y es presentado mas adelante. Estos requerimientos podrían cambiar un poco dependiendo de las herramientas usadas en el modelaje del proceso para capturar y representar el proceso. Los requerimientos están enfocados sobre los datos y la información que necesita ser recopilada para la captura y caracterización de un proceso de desarrollo de productos [8A].
6.4.1.- El proceso de captura.
En el mundo real el proceso de desarrollo de productos puede ser extremadamente complejo. Se requiere de un esfuerzo significativo para desarrollar una visión global del proceso. La activad de recolección de información en el proceso de capturar es iterativa necesariamente y requiere múltiples entrevistas con representantes de todas las disciplinas del proceso de desarrollo. La iteración es necesaria debido a las siguientes razones:
• La necesidad de aclarar aspectos específicos o la necesidad de descubrir similitudes por medio de la abstracciones.
• La necesidad de validar el modelo actual con respecto a los datos recopilados. • La necesidad de adaptar las diferentes perspectivas. • La mejora en entradas obtenidas de las entrevistas acerca de como ven ellos la evolución del
modelo actual que mejora la comprensión del proceso.
Hay una necesidad para desarrollar múltiples mecanismos usando diferentes medios para recolección la información del proceso. En este momento la recolección se basa principalmente en papel y lápiz, esto necesita ser sustituido usando audio y video. Hay también una necesidad crítica de una metodología estructura de captura y se necesita trabajar mucho en esta área. Se cree que el método para evaluar la disposición puede obtener información considerable para el modelado y la comprensión del proceso .
6.4.2.- Requerimientos.
Un tema central en la creación para el modelo del proceso es el grado necesario de detalle. En general esto es dificil de determinar, pero de esto depende del nivel de la organización que esta siendo examinada así como la cantidad del tiempo y esfuerzo requerido para la comprensión y elaboración de la menoría del proceso. Se recomienda que el proceso de captura y modelaje se inicie en un nivel alto (menos detallado) y que la información adicional necesaria se adicione
Para comenzar todo el proceso de ciclo de vida de un producto debe ser determinado y definido. Un programa de recolección es un componente clave en la definición de medidas para proceso de desarrollo. Es esencial la definición de la meta del producto. El método de medición ha ser desarrollado debe ayudar a medir la efectividad del proceso de IC y debe aislar el efecto del uso especifico de tecnológicas de la IC de tal manera que no haya una predisposición al uso de estas
90

tecnologías. Tambi_én las mediciones deben ser identificadas y recoleccionadas como una parte natural de las actividades de desarrollo es decir no debe ser requerir un esfuerzo adicional. Aunque la documentación recolectada y generada en la actividad del proceso de captura puede ser mucha debido al alto nivel de detalles es extremadamente importante. El estudio debe producir un resumen para facilitar el análisis y la comunicación. Es documentar y verificar la situación actual y recolectar hechos mas que capturan sugerencias y soluciones.
La información a ser recolectada para capturar y caracterizar un proceso de desarrollo de productos cae dentro de tres categorías: Producto, Proceso y organización [lOA].
1.- Producto.- Los datos relacionados al producto a ser recolectados incluyen lo siguiente: • Un modelo del ciclo de vida del producto y una definición de los diferentes puntos de vista de
desarrollo de varios productos. • Especificaciones del producto. • Identificación de los clientes. • Medidas de calidad del producto ( de las especificaciones del producto) dependiendo del punto
de vista la medición de calidad será diferente. • Descomposición funcional y fisica del producto.
2 - Proceso- Los datos del proceso hacer recolectados incluyen los siguientes: Establecer tiempos y contenido. • Actividades del proceso, sus precedencias, duración, recursos usados, etc. • Activación de los pasos del proceso • Ciclos o pasos repetitivos. • Relaciones de las actividades del proceso, eventos del producto y organización de datos. Flujo de datos e información (manual y automatizada). • ¿Quién se comunica con quién y en que medida? • ¿ Que tipo de información es comunicada y como ? Control del proceso. • ¿Hay un proceso formal que usen los equipos ? • ¿Es un proceso informal el que usan los equipos ? • ¿Que pasos involucran grupos de trabajo múltiples o usan datos compartidos?
3.- Organización.- La organización da recursos para apoyar el proceso de desarrollo de productos. Los datos relevantes son recolectados para entender y mejorar el proceso incluye lo siguiente: Los participantes. • La estructura administrativa del equipo. • El papel realizado por cada miembro del equipo. • Identificación de quien esta trabajando sobre que parte del producto. Ambiente. • La localización fisica relativa de los miembros del equipo y la descripción de como afecta a la
comunicación y trabajo en equipo. • El ambiente fisico de cada miembro del equipo y si tiene acceso a las computadoras y otros
recursos.
91
Recursos. • El Hardware y Software son accesibles. • Las computadoras están configuradas en red. • Están integrados los niveles de sotfware y hardware • Las herramientas y tecnologías usadas para análisis y síntesis especifico del producto, ubicación
del equipo, coordinación y participación de la información. especifique cada herramienta usada (software, computadoras y otros hardware).
La meta de la actividad desarrollo de productos es entregar el máximo valor al consumidor en ténninos de productos o de servicios. El proceso de información nos auxilia en entender los mecanismos empleados para entregar este valor. La información del producto y organización es recolectada para apoyar el análisis de los procesos desde que el producto dirige al proceso en tumo que a su vez es ejecutado de acuerdo a los recursos disponibles en la organización. Adicionalmente con el fin de lograr la mejora del proceso, es esencial que los temas de la organización se traten junto con los del proceso de desarrollo de productos.
No toda la información especificada anteriormente, para ser recolectada para capturar el proceso de desarrollo de productos, es necesaria en todas los casos. Por otro lado, los requerimientos adicionales pueden ser impuestas por tipo esquema de representación y el método o herramientas usadas para el modelo de la información del proceso (por ejemplo IDEF, MacProject, etc.).
92

6.5.- Herramientas del modelado del proceso.
El enfoque en la capturar el proceso y mejoramiento se basan en modelos computacionales para representar el proceso de desarrollo de productos. Las herramientas que han de ser utilizadas para crear el modelo del proceso computacional deben hacer lo siguiente [IOA]:
• Ser capaz de capturar el proceso de desarrollo de productos existente "como es" . • Ayudar a analizar el proceso actual de desarrollo de productos. • Ser capaz de representar la mejora del proceso de desarrollo de productos "el será" • Ayudar y resaltar las diferencias entre proceso el "como es" y "como será". • Contribuir al entendimiento, mejoramiento, y administración del proceso de desarrollo de
productos.
6.5.1.- Requerimientos para las herramientas de modelado del proceso.
Los requerimientos para la captura y caracterización del proceso fueron delineados en la sección 5.4.2 desde un punto de vista de captura del proceso, es esencialmente importante la facilidad de entrada de datos ya sea que los datos para todos los aspectos del proceso, la organización y del producto se han recopilado o no. Desde un punto de vista de la caracterización del proceso es importante la capacidad analítica [IOA] que, por ejemplo:
• Permita el calculo o estimación de la ruta crítica. • Permita la recopilación de mediciones adicionales tales tiempo utilizado en actividades sin valor
agregado, etc. • Permita simulación de flujo de datos en el proceso.
Los usuarios de este tipo de herramientas, creen que desde un punto de vista funcional las herramientas tenían que seguir al menos los tres criterios ha_ ser considerados como útiles para la caracterización del proceso de IC.
• Capacidad para abstraer el proceso y representarlos jerárquicamente. • Capacidad para analizar y simular el modelo del proceso. • Facilidad para incorporar las mediciones del cliente.
93

6.6.- Proceso de análisis y mejora.
Una de las principales metas del trabajo presentado en este trabajo es el desarrollar un método estructurado para la mejora en el proceso de desarrollo de productos en una organización. Si se considera que un proceso es un "sistema" este puede ser mejorado ya sea mejorando el propio sistema en sí o el ambiente en el cual esta operando. El ambiente esta comprometido con las prácticas organizacionales y tecnológicas que fueron sujetas a la evaluación de disposición para la IC discutidas anterionnente. La prácticas son mejoradas alterando el flujo de trabajo e información en una organización. Esto se hace usando modelos de procesos para entender como el desempeño se despliega en el tiempo y descubriendo oportunidades para mejorar el proceso. Los elementos de captura de datos del proceso fueron tratados anteriormente y también la aplicación de métodos y herramientas para representar el proceso. En esta parte son presentados algunos lineamientos de diagnostico y prescripción para la mejora del proceso.
La metodología que se propone es la siguiente: • Una serie de diagramas de los métodos del proceso. Al menos estos incluyen:
• Un diagrama de flujo del despliegue. • Modelado de actividades IDEFO . • Modelos de simulación del proceso.
• Lineamientos de diagnostico para auxiliar en el descubrimiento de áreas problema. • Lineamientos de prescripción para el diseño de nuevos procesos.
6.6. l.- Diagramas del proceso.
El diagramas de flujo del despliegue es un procedimiento simple de diagramas de flujo implantados para describir aun nivel alto de interacción de tareas entre las entidades de la organización. Las subtareas y procesos son ocultadas en este nivel pero pueden desarrollarse con más detalle en diagramas separados. El modelado de la actividad de IDEFO es adecuada para desarrollar actividades detalladas en un proceso. Un diagrama IDEFO especifica la dependencia entre las actividades, recursos utilizados y restricciones. Estos métodos y/o herramientas dan modelos de proceso estático que no provee penetración dentro de los procesos dinámicos. Por ejemplo, el modelo no da infonnación acerca de los tiempos totales de determinación, cuellos de botella de recursos, debido a las tareas concurrentes ejecutadas, etc. Esto requiere simulación de eventos discretos de los modelos del proceso.
Los lineamientos están basados en las experiencias de personas aplicadas a esta área, también están basados en ideas presentadas en literatura de negocios. Con el fin de beneficiarse de la aplicación de estos lineamientos, es muy importante ser honestos en la captura del "como es" el proceso, no registrar como debería ser o podría ser, si no como ocurre realmente, de otro modo no se actuara sobre las oportunidades de mejora.
94

6.6.2.- Lineamientos de diagnostico.
Un proceso de desarrollo de productos puede ser caracterizado por tres puntos de vista [lOA] :
• Comportamiento. • ¿ Cuando se esta haciendo ? • ¿ Como se esta haciendo ? • ¿ Porque se esta haciendo ?
• Estructura • ¿ Quien lo esta haciendo ? • ¿ Donde se esta haciendo ?
• Función. • ¿ Que se esta haciendo ?
Utilizando estos tres puntos de vista se han desarrollado y estructurado estrategias para el proceso de análisis y mejora.
Dado un modelo del proceso la identificación de las áreas de problema se obtienen aplicando las siguientes consideraciones.
• Comportamiento. • Identificar los espacios abiertos en un diagrama de despliegue. • Buscar grandes ciclos de iteraciones. • Buscar problemas causados por la perdida ó retardo en la documentación.
• Estructura • Observar la distribución de control. • Identificar problemas debido a las separaciones :fisica.
• Función. • Identificar las acciones que no agregan valor. • Buscar manejo manual de datos ( entradas, traducciones, acceso).
6.6,3.- Lineamientos de prescripción.
El diagnostico del proceso conduce a la identificación de oportunidades para mejorar el proceso. La mejora puede obtenerse por la aplicación de alguna de las siguientes lineamientos de prescripción (IOA].
Comportamiento. • Los espacios abiertos en el diagrama de flujo de despliegue revelan oportunidades para
incrementar la concurrencia. Por ejemplo si se requiere un grupo o persona para hacer una aprobación final o agregar valor al proceso de desarrollo, hay que asegurarse que esta involucrado desde el principio. Esto es congruente con el hecho de descubrir los problemas tarde es ineficiente y caro. También, hay que asegurarse que los proveedores de información para una toma de decisiones entienden los criterio de decisión.
95

• Buscar oportunidades (con frecuencia por la introducción de mejores herramientas de análisis) para romper grandes ciclos de iteraciones en ciclos más cortos. Esta actividad ahorra el tiempo de ciclo mientras incrementa la fidelidad de la información.
• Disefio para facilitar y regular el flujo de trabajo. Cambiar el flujo de información para minimizar el tiempo de espera de está. En otras palabras, sincronizar el flujo de información.
• En un escenario ideal de IC, todas las actividades estarán en una ruta critica (implicando concurrencia total). si no, esto probablemente indica el despliegue de recursos en exceso.
• Actividades Coordinadas en paralelas durante todo el proceso, no después de este. Utilice tecnologías, tales como redes de comunicación, base de datos compartida y teleconferencias.
• El problema causado por la perdida y retardo en la información puede ser solucionado por la adopción de herramientas de hipértexto y base de datos compartidas.
Estructura. • Se debe mantener una visión global del proceso con entidades sencillas. • Organizar hacia resultados, no hacia tareas,. Hacer que una persona desempeño todos los
pasos del proceso tanto como sea posible. Diseñar los puestos hacia resultados u objetivos y no para una sola tarea.
• Quienes usen las salidas de un proceso deberán desarrollar ese proceso. Esto implica que el espacio de las actividades de grupos especiales deben ser extendidas tanto como sea posible.
• Buscar áreas donde un proceso que usa información de otro procesos puede ser combinada con el proceso que genera la información.
• Usar los recursos distribuir geográficamente como sí estuvieran centralizados por medio de tecnológica colaborativa.
• Poner los puntos de decisión donde se realiza el trabajo o donde se encuentren los problemas y construir controles dentro del proceso, esto va ha ocasionar organizaciones más planas.
• Capturar la información en el origen, esto minimiza el tiempo transmisión, perdida y errores. • Buscar demoras que pueden ser resultados de colaboración ya sea fisica o virtual ( de la red). • Asegurar que todos los ciclos de reto alimentación son cerrados. Identificar pares "clientes
proveedores" dentro de la empresa. Asegurarse que los proveedores entienden los requerimientos y acciones que deben tomar para satisfacer a sus clientes y que ambos clientes y consumidores están de acuerdo y constituyan un trabajo de calidad.
Función. Eliminar actividades que no agregan valor. Organizar el trabajo para realizar las actividades que agregan valor para el cliente en tiempo real (en el momento que lo requiere). Todas las otras actividades son de apoyo es decir son actividades que preparan a la gente para agregar valor directamente ó actividades que pueden ser realizadas en cualquier momento. Eliminar cuellos de botella del proceso e iteraciones de trabajo intenso causadas por traducción de datos, comparar modelos y representaciones internas de geometría y funciones. Este remedio requiere un modelo maestro del proceso de desarrollo del producto y facilidades basadas en modelo de datos incluyendo un lenguaje de definición de datos un editor, empaquetadores de datos y control de configuración.
96

6. 7 .- Mediciones de la Ingeniería Concurrente.
El objetivo de las mediciones en IC ha recibido considerable atención en los negocios y la literatura técnica. Típicamente los reportes de las mediciones de negocios son tiempo de posicionamiento de mercado, cambios de ingeniería, retomo de la inversión, calidad, etc. Estas son macro mediciones del proceso de desarrollo de productos. Además se utilizan otras medidas por tres razones.
• Por ejemplo el proceso de desarrollo de productos en una organización debe ser capaz de determinar que fundamentos están siendo usados y en que magnitud.
• Las medidas ayudan en el proceso administrativo. • Las medidas pueden ser usadas para identificar y verificar la mejora del proceso.
Una medida es esta compuesta por dos o más mediciones donde una medición es un dato en bruto. Una medida trae significativamente más información que una simple medición Un numero de conceptos para las medidas de IC han sido desarrolladas por especialistas y se presenta en el apéndice B. Algunas ideas han sido tomadas de la literatura de sistemas de ingeniería. Las medidas se han presentado en el cuestionario de evaluación ( apéndice C) para la disposición así como para servir como medida de madurez de la organización [IOA].
6. 7 .1.- Identificación de las medidas.
Ciertos métodos de medida pueden ser identificados desde la definición. Algunas frases indican algo esencial de la IC.
• Desarrollo integral de productos y sus procesos. • Desarrollo concurrente y sus procesos. • Respuesta a las expectativas del consumidor. • Valores de equipo. • Largos intervalos de trabajo en paralelo. • Sincronización y consenso.
Es necesario enfocar estos aspectos en orden del beneficio para la IC.
Las mediciones deben ser:
• Simples. • Fácilmente obtenibles aun costo razonable. • Definibles en forma precisa de tal manera que sea claro como evaluar la medida. • Objetivas, que abarquen lo más posible, de tal manera que dos ó más observadores calificados
obtengan el mismo valor para la medición. • Valida.- El sistema de medida debe medir la propiedad que se supone debe medir. • Robusta. - Insensible a cambios significativos en el proceso ó en el producto.
97

Finalmente, las buenas mediciones deben facilitar el proceso de desarrollo de modelos que, no solamente describan al proceso. Si no que ayuden a monitorear y prevenir las mejoras en el proceso y en el producto.
6. 7 .2.- Medidas.
Las medidas se pueden dividir también en tres áreas: Organización, proceso y herramientas tecnológicas. En la categoría de organización, las áreas a ser examinadas incluyen: Alineación organizacional, practicas operacionales y cultura organizacional. En el caso de grandes organizaciones, esto puede ser más apropiado para aplicar los métodos de medición a un proyecto o a una linea de productos. Esto hace manejable el problema y también mantiene la atención sobre la entrega de valor a los consumidores por medio de productos y servicios específicos [6A][I0A].
Una Clasificación entre los métodos de medición es presentada en la Fig. 6.3
MEDIDA DE IC PRIMARIAS SECUNDARIAS
DENTRO DEL PROCESO
(EN LINEA) CUALITATIVAS/CUANTITATIVAS
POR MEDIO DE DATOS DE CAMPO
FUERA DEL PROCESO Ó ANALISIS DE MODELOS
(ANTES O DESPUES DEL-
PROCESO)
Fig 6.3 Clasificación de Medidas
La medida puede ser primaria o secundaria. Adicionalmente puede ser fuera de linea, es decir antes y después del proceso, o en línea, es decir que se realizan dentro del proceso. De particular interés son las mediciones en linea donde estas pueden facilitar un control más activo del proceso de desarrollo de productos. Estas medidas pueden ser cuantitativas o cualitativas. Algunas de las medidas pueden ser obtenidas usando modelos computacionales del proceso o analíticos, mientras otros pueden ser desde datos coleccionados en el campo , observaciones directas en caso de procesos y datos de prueba o mediciones de campo en caso de productos. Un número de medidas pueden ser clasificadas dentro de múltiples categorías, como el tiempo de respuesta de un proceso(ver apéndice D).
Dar el mayor valor al menor costo en el menor tiempo posible es la estrategia corporativa de una nueva generación de competidores. No sorprendentemente También es la meta de la Ingeniería Concurrente. Dada esta estrategia Los tres principales parámetros para medir la eficacia del Proceso de desarrollo de productos de IC son. valor, costo y tiempo (medidas primarias).
98

Las medidas primarias, sin embargo no reflejan completamente que tan bien o mal esta el proceso de desarrollo de productos. Con el fin de facilitar un análisis más detallado, para mejorar el proceso un número de mediciones secundarias deben ser recolectadas ya una de las metas de captura y caracterización es mejorar el proceso. Para hacerlo se mide el desempeño de los equipos de desarrollo del producto.
Este desempeño tiene las siguientes componentes: • Respuesta al cliente- En que medida se satisfacen los requerimientos del cliente. Como se
imparte el valor al producto que el cliente aprecie? • Comportamiento del equipo ¿ Cuál es la naturaleza de los equipos empleados en el proceso
de desarrollo del producto ? ¿ Como interactuan los miembros unos con otros ? ¿ Hay incentivos para recompensar el desempeño el equipo ?
• Emulación del equipo.- Los esfuerzos tecnológicos fundamentales son para engrandecer el trabajo en equipo. Son las herramientas de comunicación capaces de colocar virtualmente, a los miembros del equipo dispersos geográficamente, para puedan interactuar a través de estas herramientas.
Los métodos de medición fuera de línea en el apéndice D miden una o más de estas componentes.
6. 7 .3.- Validación.
La validación de las medidas en la IC involucran: • Asegurarse que las medidas miden aquello que se supone deben medir y que modifican el
comportamiento del proceso en la medida deseada. • Correlacionando las medidas unas con las otras. Es necesario asegurarse que las medidas no se
basan en señales conflictivas acerca del desempeño del proceso. • Correlacionando los datos de las medidas con algunas macro mediciones del desempeño de la
organizacional. Se identifican tres tipo de valides para los instrumentos de medición ( en el contexto actual estos son el conjunto de mediciones del proceso de IC): • Valides predictiva • Valides de contenido. • V ali des constructiva. • La valides predictiva certifica la capacidad de instrumentar y hacer predicciones para algunos
criterios~ por ejemplo, el índice de comunicación ( apéndice C) da una buena predicción de el tiempo de ciclo de desarrollo.
• La valides de contenido abarca la determinación de la adecuación con la que un dominio especifico es cubierto.
• La valides constructiva abarca la validez de mediciones que reflejen características sociológicas. En el contexto de las medidas de ingeniería concurrente se abarca la valides predictiva y la de contenido.
99

7 .- Caso de Estudio
El cuestionario para investigar la disposición de una organización para adoptar la Ingeniería Concurrente (IC) coloca a la organización en una etapa de madurez en cada uno de los nueve elementos del proceso y los cinco elementos tecnológicos.
Investigar la disposición de una organización para adoptar la IC es uno de los pasos fundamentales en la implantación. La aplicación de la encuesta auxilia en la implantación de prácticas de IC y la tecnología que la apoya. Las metas asociadas son:
• Facilitar la comprensión del proceso de desarrollo de productos. • Hacer posible una administración efectiva del proceso. • Identificar las necesidades de capacitación y de tecnología de apoyo para la IC. • Identificar barreras para desplegar la IC.
Antecedentes
El cuestionario se aplico en una empresa manufacturera del área metal mecánica. Se eligió esta empresa por que la gerencia media recibió instrucciones del la alta gerencia de trabajar con IC. El cuestionario fue llenado por 1 O personas de diferentes departamentos (lng. Producto, de Manufactura, Producción y Calidad). El nivel jerarquico de los encuestados es de gerencia media, jefes de departamento y supervisores.
Resultados.
A fin de evaluar las etapas de disposición para cada elemento crítico los resultados del cuestionario se clasificaron de la siguiente manera para cada una de las etapas [8A].
1. Determinar el porcentaje de respuestas II SI" a las preguntas relacionadas con la etapa 1 de madurez de cada elemento crítico. Si al menos el 80% del grupo responde "SI" a cada una de las preguntas relacionadas con la etapa 1 (ver apendice C) se ha alcanzado al menos esta etapa y se debe evaluar la siguiente. Si el porcentaje de "SI" es menor del 80% en alguna de las preguntas relacionada con la etapa 1 el grupo esta en esta etapa y no es necesario realizar más cálculos.
2. Determinar el porcentaje de respuestas "SI" a las preguntas que caracterizan a la etapa del mismo elemento si el porcentaje es al menos el 80% en cada una de las preguntas, entonces el grupo alcanza al menos el nivel evaluado y se debe calcular la siguiente etapa. Si no el grupo esta en la etapa anteriormente evaluada.
3. Continuar de la misma manera para todas las etapas del elemento crítico.
4. Repetir del paso 1 al 3 para cada elemento crítico.
100

Análisis de resultados
Al finalizar la clasificación de las respuestas todos los elementos críticos se encontraron en la etapa 1 como se muestra a la Fig. 8.1. Los resultados indican que todos estos necesitan ser trabajados en la empresa. El resultado no nos ayuda a diferenciar cuales son los elementos críticos más problemáticos.
PROCESO COMPROMISO DEL LIDER
1 NTEGRAC ION
TECNOLOGIA
PRODUCTOS SISTEMA ADMTO
_.¡----,L._
COMPARTIDA
ADAPTACION DE LOS EQUIPOS
FORMACION Y
ENFOQUE AL CLIENTE
HERRAMIENTAS
DE APLICACION
COORDINACION
Figrura 8.1
Los porcentajes de "No" fueron analizados.
El porcentaje total de "NO" a un elemento critico debe dar un indicador de cual elemento crítico es visto como problemático.
La impresión visual de todos los elementos en el histograma (Fig. 8.2)revela que el grupo tiene problemas en todos, esto se observa por el amplio rango entre las respuestas "SI" y "NO". Los resultados indican que los empleados creen que la mejora es necesaria en todos los elementos críticos del proceso.
101

Pox:entaj! de ReEPU,esta a cada Eanentc delPJCCeB:>
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0% 1 2 3 4 5 6 7 8
Figura 8.2
. Los elememtos son numerados de la siguiente manera.
1. Enfoque al cliente. 2. Enfoque al proceso. 3. Estrategias para la formación y desarrollo de equipos. 4. Sistema administrativo. 5. Mecanismos para productos rápidos confiables. 6. Adaptación de los equipos a la organización. 7. Agilidad. 8. Compromiso del líder para apoyar la IC. 9. Disciplina.
."SI"
0"NO"
9
El porcentaje total de respuestas "NO" mostrado en la Figura 8.2 cada barra muestra un elemento crítico sobre el eje horizontal. El total de porcentaje de respuestas "NO" es mostrado por el bloque de la derecha.
Usando las respuestas "NO" los elementos críticos más problemáticos aparentan ser:
l. 4. 8. 9.
Enfoque al cliente. Sistema administrativo. Compromiso del líder para apoyar la IC. Disciplina.
85% 76% 97% 78%
Aunque la formación y desarrollo de equipos no fue señalada como un elemento crítico problemático, se entrevisto a las personas sobre el funcionamiento de equipos de desarrollo del productos y se observa que tales equipos no estaban formados por las diferentes disciplinas de la empresa. Por otro lado el compromiso del líder a DIP es el elemento que se piensa más problemático, observe la Fig.8.2
102

' Análisis de elementos tecnológicos.
La organización esta en el nivel básico en todos los elementos. El uso de tecnología es pobre.
La empresa tiene errores en términos de herramientas de aplicación y no se cuenta con sistemas de comunicación ni con ninguno de los elementos tecnológicos evaluados. En el caso de las herramientas de aplicación únicamente son utilizadas para incrementar la efectividad individual. El sistema de comunicación que es basico en la IC tiene el 97% de respuestas "NO".
En la Fig. 8.3 se muestra el histograma de evaluación de los elementos tecnológicos.
Porcentaje de Respuestas a Elementos r----~
100% 80% 60% 40% 20%
0% 1 2
Tecnológicos
3
Figura 8.3
• 11Sr1
D ''No 11
4 5
La Fig 8.3 muestra que todos los elementos tecnológicos son problemáticos, se identifican de la siguiente manera ..
1. Herramientas de aplicación. 2. Servicios de comunicación. 3. Servicios de coordinación. 4. Servicio de información compartida. 5. Servicio de integración.
Es necesario invertir más en el área tecnológica, es recomendable que se haga con asesoria.
Respuestas "NO SE".
El porcentaje total de respuestas "NO SE" para cada elemento crítico es también un indicador de problema. El razonamiento es que un alto porcentaje de respuestas en esta categoría indica que el grupo no esta informado de lo que esta ocurriendo dentro de la organización. Una suposición fundamental en el Desarrollo Integral de Productos (DIP) es que los individuos de la organización deben conocer como esta progresando la organizacióncon con el fin de moverla hacia el completo DIP. Si la gente no esta enterada del estado de la organización, entonces es probable que sean necesarios algunos cambios en los canales de comunicación. Sin embargo un alto porcentaje de respuestas "NO SE" también indica un elemento crítico problemático.
103

Cuando resalta que una empresa "no esta bien informada" sobre un cierto elemento crítico esto no implica que la gente sea culpable. Mientras tal vez algunas personas no hagan el esfuerzo para estar informados es más probable que la organización no ponga la información disporúble.
En una empresa sin capacitación y experiencia en DIP es probable que no conozca que temas deben ser informados a sus trabajadores. No se intenta encontrar culpables; solamente descubrir áreas donde se necesita mejorar el flujo de información.
En la empresa de este caso de estudio el valor más alto de "NO SE" fue 17% del elemento Mecárúsmos para productos rápidos y confiables, por lo que creemos que los canales de información son adecuados.
Recomendaciones. En base a la encuesta las prioridades inminentes para irúciar la IC en la empresa son:
1. F armar equipos de Ingerúería Concurrente.
2. Capacitar para trabajar en equipo.
3. Dar un ambiente que apoye y recompense el trabajo en equipo.
4. Si existe un compromiso del líder para el DIP, se debe hacer del conocimiento de todos y demostrar el compromiso con acciones (por ejemplo, capacitar) no solo con palabras.
S. Mejorar el rúvel de información sobre como funciona la organización.
104

8.- Conclusiones
Empezare las conclusiones con algunas preguntas: Si la meta de Ingeniería Concurrente (IC) es dar al consumidor El mejor producto al mejor precio y lo más rápido posible. ¿Como auxilian las herramientas de IC ha alcanzar esta meta ? ¿Cuál es el logro de la IC si estas herramientas ya existían? ¿ Cuál es la importancia del ser humano en la IC ? ¿Hasta que medida debo desarrollar cada una estas herramientas dentro de la empresa?
Se dará respuesta a estas preguntas dentro de las conclusiones.
La Ingeniería de Calidad nos asegura el mejor producto. Con el Despliegue de la Función de Calidad se traducen los requerimientos del cliente a todo lo ancho de la empresa. Con el Diseño de Experimentos se logran productos y procesos robustos a una amplia variedad de condiciones ( esto quiere decir que trabajara adecuadamente en diferentes situaciones), y el control estadístico del proceso nos ayuda a mejorar los procesos de fabricación a partir de datos que lo caracterizan.
Es importante observar que las tres disciplinas de Ingeniería de Calidad están estrechamente relacionadas. De poco servirá que conocer los requerimientos del cliente en todo el proceso de fabricación si no los monitoreo durante el proceso. No sería posible aplicar diseño de experimentos si no conociera las variables que debo controlar por ser importantes para el cliente.
Debemos recordar que las necesidades del cliente son especificas, por nicho de mercado, y cambiantes. Ante unas necesidades cambiantes son necesarios Sistemas de Manufactura Flexibles, para dar respuesta rápidas a las necesidades de los clientes.
La Manufactura Flexible, Tecnología de Grupos y Justo a Tiempo, están estrechamente relacionadas y reducen el tiempo de fabricación de los productos y responden a los cambios de requerimientos en tiempos cortos. También contribuye en la reducción del tiempo de fabricación el DOME diseñando productos de fácil fabricación.
Justo a tiempo depende en gran medida de Manufactura Flexible, Tecnología de Grupos y Calidad y esto se refleja en cuatro de sus siete elementos; carga fabril uniforme, operaciones coincidentes, tiempo mínimo de preparción, calidad de la fuente.
El Soporte Tecnológico contribuye disminuyendo el tiempo de salida de los productos al mercado.
Si bien el soporte tecnológico y la manufactura flexible son de elevado costo, es importante recordar que, estas dos herramientas dan la ventaja competitiva de la velocidad, que nos posiciona en el mercado rápidamente.
Ahora veremos cual es la aportación de la Ingeniería Concurrente. Si existían las que hemos llamado herramientas de IC, pero todas trabajan por separado para incrementar la productividad en un departamento.
105

El mérito de la Ingeniería Concurrente es integrar estas herramientas mediante la formación de equipos que trabajan en el proceso de desarrollo de productos.
La IC integra todos los departamentos (procesos) de la empresa:
• Ingeniería del producto. • Ingeniería de Manufactura. • Planeación de la producción. • Calidad. • Administración. • Ventas. • Servicio. etc.
En un Sistema y aplica la Teoría General de Sistemas. El sistema es toda la empresa y los departamentos interactuan entre sí y con el medio ambiente que esta formado por; la cultura organizacional, soporte tecnológico, clientes y proveedores.
PROVEEDORES
CULTURA ORGANIZACIONAL
E R V I c
SOPORTE TECNOLOGICO
Fig. 8.1 La empresa vista por la IC como un sistema
CLIENTES
La interacción en el sistema significa que cualquier acción de los proceso provocara una reacción en los demás, tal vez de diferente magnitud en cada uno. Para prevenir efectos negativos por las acciones de los procesos, se reúnen los diferentes departamentos y participan en la toma de decisiones de las acciones a tomar.
106

El nuevo modelo de organización planteado por la IC en un ritmo de acelerado de competencia global, marca el fin de las empresas que conocemos hasta hoy. Las empresas que seguramente tendrán éxito son las que cuenten con sistemas flexibles centrados en el ser humano ( equipos de trabajo). Los métodos fragmentados por barreras departamentales resultan obsoletos para afrontar los tiempos modernos. Sólo viendo a la empresa como un sistema se puede enfrentar los tiempos modernos.
Es necesario resaltar que el trabajo en equipo es esencial ya que la rapidez y la creatividad son requisitos del éxito. Cuando se les concede suficiente autonomía y responsabilidad, a los equipos, se pasa de empleados aburridos y enajenados a socios innovadores y productivos que participan plenamente con la empresa.
¿ Hasta que medida debo de aplicar cada herramienta de IC ?
Si vemos las herramientas de la IC como pilares que la soportan
DE DESARROLLO PRODUCTOS
T E M e e A
A N N L o u 1 L F D o F A G L D I E T X
Fig, 8.2 Pilares de la IC El tamaño de los pilares me dará el nivel de Ingeniería Concurrente que se puede lograr en una empresa.
107

EQUIPOSIC
e T M
A E A
L e N
D N UF 1 o F D L A L
D E X
Fig. 8.3 Pilares pequeños nivel pequeño de IC
Los pilares que soportan la IC deben de existir a la vez , porque si hace falta alguno es imposible cumpilr con las metas de IC. Por ejemplo; si no existe manufactura flexible no se podrá dar respuesta rápida a los cambios de requerimientos de los clientes.
e A L D 1 D A
D
EQUIPOSIC
T E e N o L
Fig. 8.4 Falta de Manufactura Flexible.
La medida de desarrollo de cada herramienta es de acuerdo de como se requiera dentro de empresa.
Proceso de desarrollo de productos.
La Ingeniería Concurrente mejora el proceso de desarrollo de productos pero en la mayoría de las empresas el proceso no existe ó si existe es conocido únicamente por los directivos que, lo guardan celosamente. Por lo que en la industria nacional será necesario plantear un proceso de desarrollo de productos que se adapte a la empresa como punto de partida.
El cuestionario de evaluación
Si bien el cuestionario es concreto y directo en las preguntas es necesario interactuar mucho con el personal encestadoa porque algunas preguntas son contestadas sin tener un buen entendimiento de ellas. Lo que refleja que las personas no aceptan fácilmente no saber a que se refiere alguna pregunta y no se atreven a preguntar
108

Será necesario trabajar más con el cuestionario para refinarlo. Algo que se debe hacer es poner una hoja para comentarios sobre las preguntas que nos sirva de retroalimentación.
Metodología planteada
La metodología planteada en este trabajo es un paso inicial, que va por el camino correcto pero será necesario investigar, utilizándola en empresas que se decidan en la implantación de IC y la experiencia nos indicara las modificaciones necesarias.
La empresa que acepte implantar IC se enfrentara a muchos y variados problemas por la amplia gama de herramientas que utiliza y el tiempo que requiere cada una de estas para su capacitación, además de la inversión requerida para el apoyo tecnológico.
Terminare con las siguientes palabras.
La empresa que sobrevivirá en el futuro es aquella que escuche la voz del cliente y responda a sus deseos y necesidades antes que la competencia.
Como tliria Deming. ¿ Como quiere ver a su empresa este dentro de cinco años ?
109

APÉNDICE A.
Elementos críticos y Claves críticas del Proceso
Enfoque al cliente + Interacción con el cliente. + Metodología para capturar los requerimientos del cliente. + Extender el entendimiento de los requerimientos del cliente. + Evaluación de los requerimientos del cliente. + Adaptación a nuevas prioridades.
Enfoque al Proceso. + Documentación y estandariz.ación del proceso y métodos de medición. + Comprensión de la cadena de valor agregado y de las ligas entre las cadenas
de valor agregado entre clientes y proveedores. + Identificación y control de parámetros y eventos críticos del proceso. + Búsqueda de mejora del proceso. + Metodología para desplegar los requerimientos del cliente.
Estrategias para la + Fonnación de equipos fonnación y desarrollo de + Capacitación de equipos. equipos. + Funcionamiento de equipos.
Sistemas administrativo. + Asignación de recursos. + Proyecto de administración. + Sistemas de contabilidad. + Administración de riesgos.
Mecanismos para obtener + Programación de las actividades de aseguramiento de calidad. rápidamente productos + Adopción de las herramientas apropiadas. confiables. + Adopción de las prácticas apropiadas.
Adaptación de los equipos + Sistemas de recompensa. a la organización. + Autoridad del equipo.
+ Barreras infraestructurales.
Agilidad. + Habilidad para responder al cambio por ejemplo. cambio en el ambiente operativo, cambio en funcionamiento
+ Memoria corporativa. + Uso de experiencias.
Compromiso del Hder + Modelo del papel del líder para apoyar la Ingeniería + Papel del comité. Concurrente + Asignación de recursos.
Disciplina. + Capacitación, experiencia y Prácticas que corrigen, moldean, fortalecen o perfeccionan.
+ Atención entusiasta y orientada a las tareas. + Enfoque común y compartido para la toma de decisiones y solución de
problemas.
110

APÉNDICE A.
Elementos críticos y Claves críticas Tecnológicos
Herramientas de + Magnitud del apoyo para interactuar en equipos. aplicación. + Soporte para el conocimiento de disciplinas múltiples.
+ Ayuda proporcionada por las herramientas para la toma de decisiones.
Servicios de comunicación + Agentes involucrados. + Medios de comunicación. + Mecanismos de comunicación + Tipo de redes y cobertura. + Transparencia de la red + Acceso a recursos
Servicios de coordinación. + Planeación de actividades: Uso de herramientas, su flexibilidad y efectividad. + Seguimiento y monitoreo de actividades. Uso de herramientas, tipo y calidad
de la información resultante. + Apoyo para reconocimiento y solución de conflictos. + Visibilidad común de datos, decisiones y estado de trabajo.
Servicios de información + Medio de almacenamiento de información. compartida. + Contenido de la información.
+ Tipo de datos. + Accesibilidad de la información + Distribución de almacenes de información.
Servicios de integración. + Apego a los estandares de representación e intercambio de datos. + Técnicas de traducción de datos. + Herramientas. + Consistencia de la interface del usuario.
111

APÉNDICE B
CUESTIONARIO
Use una fonna separada para cada sección del cuestionario.
Titulo del elemento critico:
Numero de preguntas: Numero de paginas: ___ _
112

APÉNDICE B.
CUESTIONARIO
ELEMENTOS DEL PROCESO
Este documento contiene preguntas sobre la implantación de prácticas de Ingeniería Concurrente y capacidad tecnológica en su organización. El cuestionario esta organizado en grupos de elementos críticos tales como Enfoque al Cliente y Compromiso del Lider para apoyar la Ingeniería Concurrente. Por favor conteste el cuestionario desde el punto de vista de el proyecto identificado por usted y la evaluación del equipo. ·
Para auxiliarnos a interpretar mejor sus respuestas a las preguntas sobre Ingeniería Concurrente en su organización, este documento empieza con preguntas sobre su currículum. Información especifica incluyendo nombre, dirección y número telefónico estos datos son recopilados únicamente para propósitos administrativos es decir nos sirve para guiar al equipo de evaluación y ayudarlo durante el período que estemos trabajando juntos. Sus respuestas serán estrictamente confidenciales. Cualquier información que lo identifique será conservada separada de sus respuestas, estas serán reportadas junto con las de otras personas.
Por favor lea y responda todas la preguntas. Sí usted desea comentar sobre alguna pregunta por favor marque y llene el la Forma de Revisión del Cuestionario.
Gracias por su ayuda. Tecnológico de Monterrey Campus Estado de México Atii:apán de Zaragoza Edo. Mex.
113

APÉNDICE B.
Instrucciones. (Elementos del proceso)
1. - Para cada pregunta tiene cuatro posibles respuestas. Si, No, No es Aplicable, y No se.
Cuando contestar Si: La práctica esta bien establecida y se desempeña consistentemente. La practica debe ser realizada casi siempre en orden para ser considerada como bien establecida y debe realizarse consistente como un procedimiento de operaciones estandar.
Cuando contestar No: La práctica no esta establecida o es inconsistente su desempeño. La práctica puede ser desempeñada algunas veces, o aun frecuentemente, pero usted debe contestar NO si la práctica es omitida bajo circunstancias dificiles.
Cuando contestar No es Aplicable: Usted tiene los conocimientos requeridos acerca de su proyecto u organización y sabe de que hablamos , pero usted cree que la pregunta no es aplicable.
Cuando contestar No Se. Esta usted incierto como responder la pregunta.
2.- Por favor seleccione solamente una de la opciones en cada pregunta Por favor responda a todo el cuestionario.
3. - U se los espacios después del cuestionario para abundar más en cualquier de las respuestas del cuestionario.
114

APÉNDICE B.
INFORMACIÓN
NOMBRE _____________ _
FECHA --------------
DIRECCIÓN DE LA OFICINA. --------------
TELÉFONO DE LA OFICINA:
NOMBRE DEL PUESTO:
DESCRIPCIÓN DEL TRABAJO:
NIVEL: [] EJECUTIVO. ( PRESIDENTE, DIRECTOR GENERAL, DIRECTOR, SOCIO,
ETC.) [] GERENCIA :MEDIA [] COLABORADOR.
FUNCIÓN: [] FINANCIERO/ ADMINISTRATIVO. [] VENTAS/ :MERCADOTECNIA. [] INGENIERÍA . [] MANUFACTURA. [] INFORMÁTICA. [] CALIDAD. [] SERVICIO. [] INGENIERÍA DE SISTEMAS. [] CONSULTOR EXTERNO. [] OTRO. Especifique: ____________ _
115

APÉNDICE B.
ENFOQUE AL CLIENTE.
NOES NO SI NO APLICABLE SE
1.-¿ Está el cliente involucrado en todo el proceso de a a a a desarrollo del producto (desde la etapa de concepto, la etapa de disefto de detalle hasta producción, pruebas y entregas) ?
2.- ¿ La mayoría de los miembros del equipo conocen a a a a los requerimientos de sus clientes ?
3.- ¿ Hay procedinúentos establecidos para garantizar a a a a que los equipos responden favorablemente a los cambios en las prioridades del cliente ?
4.- ¿ Existen procedimientos establecidos para a a a a integrar al proyecto aportaciones oportunas del cliente ? 5.- ¿ Existen lineamientos que se sigan en toda la a a a a organización para interactuar con el cliente.?
6.- ¿ Está el cliente continuamente involucrado como a a a a miembro del equipo de desarrollo de productos ?
7. - ¿ Existen procedimientos bien documentados para a a a a recolectar los requerimientos del cliente ?
8.- ¿ Existen procedimientos establecidos para asegurar las a a a a aportaciones del cliente dentro del proyecto ?
9. - ¿ Se utilizan las herranúentas computacionales para a a a a ayudar en la recolección de los requerimientos del cliente ?
.. 10.-¿ Todos los miembros del equipo conocen los a a a a requerimientos de sus clientes ?
11. - ¿ Puede el equipo de desarrollo de productos a a a a tener acceso a los requerimientos en cualquier momento durante el proceso de desarrollo ? .
12.- ¿ Son usadas las herramientas computacionales a a a a para evaluar si los requerimientos del cliente son satisfechos ? 13. - ¿ Hay un método establecido para evaluar a a a a sistemáticamente si los requerinúentos fueron satisfechos ?
14.- ¿ Son revisados los métodos de evaluación de a a a a requerimientos del cliente con el fin de mejorarlos ?
15.-¿ Existen procedimientos establecidos para a a a a evaluar como los equipos se están adaptando a las nuevas prioridades del cliente ?
116

APÉNDICE B·.
ENFOQUE AL PROCESO.
NOES NO SI NO APLICABLE SE
1. - ¿ Esta documentado el proceso de desarrollo a a a a de productos ?
2. - ¿ Son usados procesos similares en programas [J a a a de desarrollo de productos diferentes ?
3. - ¿ Se recolectan datos para medir la efectividad [J a a a del proceso de desarrollo de productos ?
4.-? Es la documentación del proceso almacenada a a a a en forma electrónica y es accesible para los miembros de desarrollo de productos ?
S.-¿ Los especialistas de desarrollo de producto a a a a conocen las interrelaciones de las actividades del proceso de desarrollo de productos ?
6.- ¿ Son las interface críticas entre las tareas [J a a a entendidas por los participantes de desarrollo de productos ?
7. - ¿ Son entendidos y están identificados los [J a a a parámetros que son críticos en el proceso de desarrollo de producto ?
8.- ¿ Los datos recolectados para medir la [J a a a efectividad del proceso son usados para administrar el proceso ?
9. - ¿ Son analizados los problemas y decisiones a a a a pasadas para descubrir tendencias que pueden auxiliar para la mejora continua del proceso ?
10.-¿ Hay una persona o grupo responsable de a a a a enfocarse en el mejoramiento de desarrollo de productos y de entrega ?
11. - ¿ Están las herramientas computacionales a a a a configuradas de tal manera que fluyan los requerimientos del cliente al equipo de desarrollo del producto ?
12.-¿ Son revisados los métodos usados de flujo de a a a a requerimientos del cliente con el fin de ser mejorados ?
13. - ¿ Son los requerimientos del cliente a a a a transformados lógicamente dentro de la especificación funcional para el producto ?
Inteñase entre las tareas : Punto en el cual las salidas de una tarea o un conjunto de tareas son las entradas de una ó un conjunto de tareas.
11 '7

APÉNDICE B.
ESTRATEGIAS PARA LA FORMACIÓN Y DESARROLLO DE EQUIPOS.
NOES NO SI NO APLICABLE SE
1. - ¿ Son sus clientes y proveedores parte del equipo CJ CJ CJ CJ de desarrollo de productos ?
2. - ¿ Durante el proceso de desarrollo de productos CJ CJ CJ CJ participan todos únicamente para decidir puntos clave ?
3.- ¿ Durante el proceso de disedo participan todos, CJ CJ CJ CJ interactuando continuamente en lugar de solamente decidir puntos clave ?
4.- ¿ Se proporciona entrenamiento en métodos CJ CJ CJ CJ para trabajar juntos como equipo continuamente ?
5.-¿ Se proporciona algún entrenamiento para CJ CJ CJ CJ trabajar como equipo ?
6.- ¿ Usted cree que hay un compromiso CJ CJ CJ CJ organizacional para la capacitación ?
7.-¿ Es evaluada la efectividad del trabajo en equipo? CJ CJ CJ CJ
8.- ¿ Cada miembro del equipo entiende claramente CJ CJ CJ CJ su responsabilidad en el proyecto ?
9. - ¿ Hay un vocabulario y un propósito común CJ CJ CJ CJ dentro del equipo de desarrollo de productos ?
1 O. - ¿ Las juntas del equipo siguen un conjunto CJ CJ CJ CJ de reglas para su funcionamiento ?
11.- ¿ Los miembros del equipo adaptan sus CJ CJ CJ CJ agendas individuales de acuerdo a los interés del equipo ?
12.- ¿ El equipo tiende a separarse cuando surgen CJ CJ CJ CJ dificultades ?
118

APÉNDICE B.
SISTEMA ADMINISTRATIVO.
NOES NO SI NO APLICABLE SE
1. - ¿ La organización analiza el valor agregado en Cl Cl o o cada tarea del proceso ?
2. - ¿ Son asignados justamentelos recursos y Cl o o o consistentes con el nivel de dificultad tecnológico de la tarea?
3. - ¿ Hay procedimientos similares de asignación o CJ CJ CJ recursos que se sigan en la organización ?
4.- ¿ Es posible realizar un análisis del impacto de CJ CJ o o asignación de recursos ?
5.- ¿ Existe un plan maestro de integración para [J CJ o o cada esfuerzo de desarrollo ?
6.- ¿ Su sistema de administración de proyectos CJ CJ CJ o lo ayuda la evaluar la asignación de recursos ?
7.-¿ Esta integrado su sistema de administración [J CJ CJ CJ de proyectos dentro de la organización ?
8. - ¿ Esta integrado su sistema de administración de CJ CJ o CJ proyectos con el de sus proveedores ?
9.-¿ Se esta utilizando un sistema de contabilidad CJ CJ CJ CJ estandarizado en todo el proyecto ?
10.-¿ Su sistema de contabilidad refleja o o o CJ correctamente el estado financiero actual del proyecto ?
11.- ¿ Esta su sistema de contabilidad integrado CJ CJ CJ CJ con el sistema de administración del proyecto ?
12.- ¿ Su sistema de contabilidad proporciona CJ CJ CJ CJ información confiable para estimar los costos del proyecto ?
13. - ¿ Son cuantificando los factores de riegos o o o o del proyecto o producto ?
14.- ¿ Se llevan acabo estudios de ventajas y CJ CJ CJ CJ desventajas para identificar los riesgos asociados con las nuevas tecnologías ?
15.- ¿ Es utilizado un plan de administración de CJ CJ o CJ riesgos para monitorear el proceso de desarrollo de productos ?
Plan de administración de riesgos.- Método sistemático para reunir, seguir y reducir los riesgos en todo el ____ . _ _..,_

APÉNDICE B.
, MECANISMOS PARA OBTENER RAPIDAMENTE PRODUCTOS CONFIABLES.
NOES NO SI NO APLICABLE SE
1. - ¿ Hay métodos para asegurar la calidad del CJ CJ CJ CJ producto además de la inspección después de la manufactura ?
2.-¿ Existe un sistema de recolección y análisis de CJ CJ CJ CJ fallas de campo y datos de las reparaciones para retroalimentar el diseflo y la manufactura ?
3. - ¿ Existen herramientas de diseflo asistido por CJ CJ CJ CJ computadora y de simulación para revisar el funcionamiento del producto ?
4.-¿ Existen herramientas de diseflo asistido por CJ CJ CJ CJ computadora y de simulación para revisar la manufacturabilidad, confiabilidad, etc.?
5.- ¿ Son utilizados durante el desarrollo CJ CJ CJ CJ de productos los prototipos rápidos ?
6.- ¿Es utilizada alguna herramienta computacional D CJ CJ CJ en el trabajo de equipo (dos o más personas) en el proceso de aseguramiento de calidad ?
7. - ¿ Hay estandares de desarrollos de productos CJ CJ CJ CJ internamente que se utilizan en toda la compaflía ?
8.- ¿ Son compatibles los estandares del producto d CJ CJ CJ de la compaflía con los estandares externos por ejemplo: nacionales internacionales, cliente, proveedor ?
9. - ¿ Son compatibles los estandares del producto CJ CJ CJ o y los estandares de intercambio de datos entre la organización y sus proveedores ?
10.-¿ Existen técnicas implantadas en forma CJ CJ CJ CJ extensiva para la administración de la calidad tales como, Despliegue de la Función de Calidad, Análisis y Diseño de Experimentos y/o Métodos Taguchi ?
11. - ¿ La organización ha adoptado internamente CJ CJ CJ CJ estandares de intercambio de datos ?
120
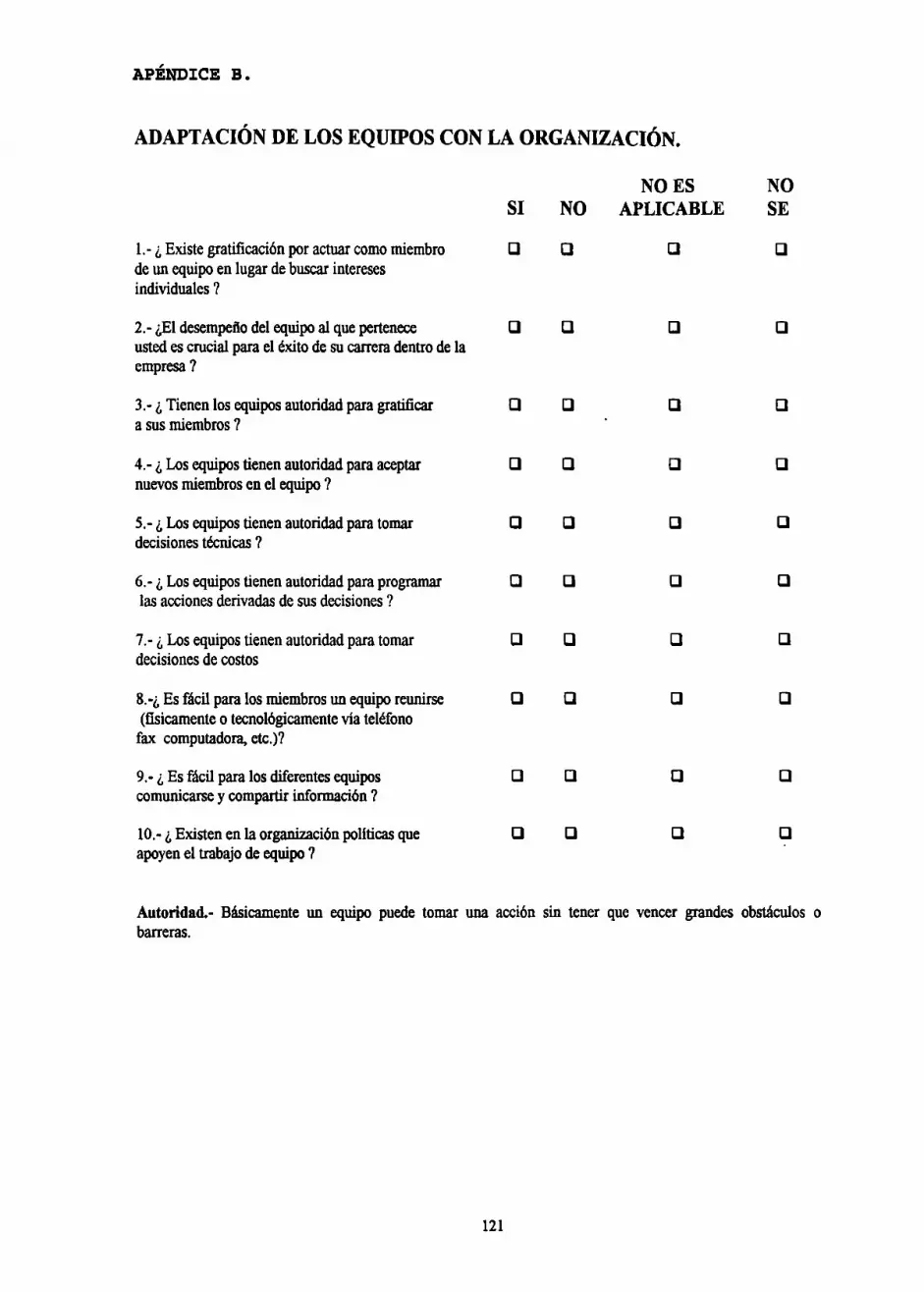
APÉNDICE B.
, ADAPTACION DE LOS EQUIPOS CON LA ORGANIZACIÓN.
NOES NO SI NO APLICABLE SE
1. - ¿ Existe gratificación por actuar como miembro [J [J CJ CJ de un equipo en lugar de buscar intereses individuales ?
2.-¿El desempeño del equipo al que pertenece CJ CJ CJ CJ usted es crucial para el éxito de su carrera dentro de la empresa?
3. - ¿ Tienen los equipos autoridad para gratificar [J CJ [J CJ a sus miembros ?
4.- ¿ Los equipos tienen autoridad para aceptar CJ [J CJ CJ nuevos miembros en el equipo ?
5.- ¿ Los equipos tienen autoridad para tomar [J [J [J a decisiones técnicas ?
6.- ¿ Los equipos tienen autoridad para programar [J a a a las acciones derivadas de sus decisiones ?
7. - ¿ Los equipos tienen autoridad para tomar [J [J [J [J
decisiones de costos
8.-¿ Es fácil para los miembros un equipo reunirse [J [J [J [J
(fisicamente o tecnológicamente vía teléfono fax computadora, etc.)?
9. - ¿ Es fácil para los diferentes equipos a a [J a comunicarse y compartir información ?
10.- ¿ Existen en la organización politicas que a a a a apoyen el trabajo de equipo ?
Autoridad.- Básicamente un equipo puede tomar una acción sin tener que vencer grandes obstáculos o barreras.
121

APÉNDICE B.
AGILIDAD.
NOES NO SI NO APLICABLE SE
1. - ¿ Son usados procedimientos documentados o [J [J [J
para asegurar que la organización puede responder a cambios en el ambiente de desarrollo de productos. ?
2.- ¿ Personas de diferentes disciplinas (tres ó más [J [J [J [J
diferentes disciplinas) toman decisiones de evaluación en forma concurrente (al núsmo tiempo) que involucran la tecnología o arquitectura del producto ?
3. - ¿ Existe un procedinúento para utiliz.ar [J [J [J [J
información de proyectos anteriores ?
4.- ¿ Es rastreado el tiempo de respuesta a los a a a a cambios de requerimientos ?
5.- ¿ Es mejorado el tiempo de respuesta en los [J [J [J a cambios de requerimientos ?
6.-¿ La organización tiene una política para [J [J [J [J
documentar los esfuerzos de desarrollo de productos ?
7.-¿ La documentación del desarrollo del producto [J [J [J [J
incluye inf orrnación de las causas de las decisiones en el proceso de desarrollo ?
8.- ¿ Se mantiene por medio electrónico la a a a a documentación del desarrollo del producto ?
9.-¿ Existen sistemas que puedan recomendar [J [J [J [J
información histórica del disedo aplicable al proyecto actual ?
10.- ¿ Los esfuerzos de desarrollo de productos [J [J [J [J
actuales usan extensamente información de experiencias pasadas?
122

APÉNDICE B.
COMPROMISO DEL LÍDER PARA APOYAR LA INGENIERÍA CONCURRENTE.
NOES NO SI NO APLICABLE SE
l. - ¿ Ha sido impuesta la Ingeniería Concurrente D D a a como una política organizacional ?
2.- ¿ La administración intenta delegar la solución a a a a de los problemas a el nivel más bajo apropiado en la organización.?
3. - ¿ La alta gerencia monitorea el proceso de a a IJ IJ implantación de Ingeniería Concurrente ?
4.- ¿ Participa activamente la alta gerencia en D IJ IJ IJ proceso de Ingeniería Concurrente ?
5.- ¿ Se ha fonnado un grupo o comité para IJ IJ IJ IJ vigilar la implantación de Ingeniería Concurrente ?
6.- ¿ Es activo el comité en la Implantación de D IJ IJ IJ Ingeniería Concurrente ?
7. - ¿ Está el comité autorizado para hacer cambios IJ IJ IJ IJ organizacionales durante el proceso de implantación de Ingeniería Concurrente ?
8.- ¿ Reciben fondos adecuados las primeras IJ IJ IJ IJ actividades de diseño y manufactura ?
9.-¿ La organización ha promovido capacitación en IJ IJ a IJ Ingeniería Concurrente a todos los niveles de la organización (por ejemplo, entrenamiento para trabajar en Equipos, Diseflo para la Manufactura, QFD, CAD/CAM, Control Estadístico del Proceso, etc.)?
123

APÉNDICE B.
DISCIPLINA
NOES NO SI NO APLICABLE SE
1.- ¿ Se capacita a los miembros del equipo para a a a a mejorar sus habilidades ?
2.-¿ Se proporciona capacitación a cada persona a a a a en el uso de procedimientos, herramientas y estandares relevantes para ser usados en los proyectos ?
3.- ¿ Se proporciona capacitación para ayudar a [J a a a todos los miembros del equipo a superar deficiencias en habilidades y conocimientos ?
4.- ¿ Existe algún intento para evaluar el efecto a a a a de la capacitación en el desempefto del trabajo ?
5.- ¿ Son los problemas de desarrollo, registrados, a a a a prioritizados y programados para ser solucionados y rastreados hasta su solución. ?
6.-¿ Esta el equipo formado con gente entusiasta? a a a a
7. - ¿ Existe tendencia para permitir que ante las [J a a a crisis se omitan pasos para llegar a la meta ?
8.-¿ Las decisiones más importantes del proyecto a a a a y sus fundamentos están documentados. Son distribuidas y analizadas para guiar otros proyectos ?
9. - ¿ Las personas por lo general ponen los intereses a a a a del equipo sobre los intereses personales ?
124

APÉNDICE B.
CUESTIONARIO
ELEMENTOS TECNOLÓGICOS
Este documento contiene preguntas sobre la implantación de prácticas de Ingeniería Concurrente y capacidad tecnológica en su organización. El cuestionario esta organizado en grupos de elementos críticos tales como Servicios de Comunicación y Servicios de Información Compartida. Por favor conteste el cuestionario desde el punto de vista de el proyecto identificado por usted y la evaluación del equipo. ·
Para auxiliarnos a interpretar mejor sus respuestas a las preguntas sobre Ingeniería Concurrente en su organización, este documento empieza con preguntas sobre su curriculum. Información especifica incluyendo nombre, dirección y número telefónico estos datos son recopilados únicamente para propósitos administrativos es decir nos sirve para guiar al equipo de evaluación y ayudarlo durante el periodo que estemos trabajando juntos. Sus respuestas serán estrictamente confidenciales. Cualquier información que lo identifique será conservada separada de sus respuestas, estas serán reportadas junto con las de otras personas.
Por favor lea y responda todas la preguntas. Sí usted desea comentar sobre alguna pregunta por favor marque y llene el la Forma de Revisión del Cuestionario.
Gracias por su ayuda. Tecnológico de Monterrey Campus Estado de México Atizapán de Zaragoza Edo. Mex.
125

APÉNDICE B.
Instrucciones.
(Elementos Tecnológico)
1. - Para cada pregunta tiene cuatro posibles respuestas. Si, No, No es Aplicable, y No se.
Cuando contestar Si: La práctica esta bien establecida y se desempefla consistentemente. La practica debe ser realizada casi siempre en orden para ser considerada como bien establecida y debe realizarse consistente como un proced~ento de operaciones estandar.
Cuando contestar No: La práctica no esta establecida o es inconsistente su desempeño. La práctica puede ser desempeñada algunas veces, o aun frecuentemente, pero usted debe contestar NO si la práctica es omitida bajo circunstancias difíciles.
Cuando contestar No es Aplicable: Usted tiene los conocimientos requeridos acerca de su proyecto u organización y sabe de que hablamos , pero usted cree que la pregunta no es aplicable.
Cuando contestar No Se. Esta usted incierto como responder la pregunta.
2.- Por favor seleccione solamente una de la opciones en cada pregunta Por favor responda a todo el cuestionario.
3.- Use los espacios después del cuestionario para abundar más en cualquier de las respuestas del cuestionario.
126

APÉNDICE B.
HERRAMIENTAS DE APLICACIÓN.
NOES NO SI NO APLICABLE SE
1. - ¿ Las herramientas usadas se amoldan al modelo a a a a cliente servidor y usan ambientes de ventanas ?
2.- ¿ Alguna de las herramientas permiten un análisis a a a a de evaluación multidiciplinario ?
3.- ¿ Alguna de las herramientas de aplicación a a a a proporciona soporte inteligente ( sistemas expertos) para la toma de decisiones ?
3.- ¿ Las herramientas permiten un análisis de a a a a ventajas y desventajas ?
5.- ¿ Se utilizan herramientas de diseff.o parametrico a a a a en el proceso de diseff.o ?
6.- ¿ Existe alguna herramienta que permita la interacción a a a a sincronizada entre personas utilizando la red ?
Modelo cliente senridor.- Un modelo de interacción entre computadoras dando gran flexibilidad, en el que el un módulo requiere servicio (llamado cliente) esta separado del modulo que actualmente tiene la estructura de datos y desempeff.o computacional para dar servicio llamado servidor. La separación podría extenderse a diferentes computadoras, diferentes programas etc. pero el protocolo de interacción entre cliente servidor esta definido.
Diseño paramétrico.- Sistemas orientados geométricamente, en el que se mantiene la fonna geométrica de las piezas y permite al diseñador trabajar cambiando los valores de los parámetros seleccionados sin tener que realizar varios dibujos de geometrias semejantes.
127

APÉNDICE B.
SERVICIOS DE COMUNICACIÓN.
NOES NO SI NO APLICABLE SE
1. - ¿ Hay capacidad de correo electrónico para cada [J [J [J [J
persona?
2. - ¿ Esta toda la organi7.ación del proyecto conectada [J [J [J [J
en la red?
3. - ¿ Es posible intercambiar gráficas y video [J [J [J [J
utili7.ando la red ?
4.-Es posible compartir los programas de [J [J [J [J
aplicación en la red ?
5.- ¿ Pueden los usuarios ejecutar herramientas en [J [J [J [J
forma remota usando la red ?
6.- ¿ Es posible que los programas intercambien [J [J [J [J
datos e interactuen fácilmente ?
7.- ¿ Es posible ejecutar múltiples programas y [J [J [J [J
ligar computadoras usando comandos sencillos ?
8.- ¿ Es permitido el acceso a una base de datos en [J [J [J [J
redes de banda amplia (W ANs) ?
9.-¿ Se utili7.an las computadoras para que las [J [J [J [J
personas interactuar como si estuvieran reunidas cara a cara?
10.- ¿ Esta interconectada toda la organii.ación por [J [J [J [J
canales de vía ancha medio a alto ?
11. - ¿ Existen redes de área local (LAN) que [J [J [J [J
no estén conectadas ?
12.- ¿ Es posible ejecutar herramientas remotas con [J [J [J [J
un mínimo de conocimientos de la red ?
Red.- Conexiones vía LANs, WANs, o otros medios que permitan la comunicación entre las computadoras.
Red de Banda Baja.- 56 Kbps o menos. Tipo Tl, puede manejar gráficas y audio.
Red de Banda Media- 3 a 10 Mbps. Tipo Ethernet, puede manejar texto, gráficas, audio y video lento.
Red de Banda Alta.- Mayor de 150 Mbps. Tipo SONET, B-ISDN; puede manejar texto, graficas, audio, y video en tiempo real a 30 cuadros por segundo.
128

, APENDICE B.
SERVICIO DE COORDINACIÓN
NOES NO SI NO APLICABLE SE
1.- ¿ Es posible para los núembros del equipo a D a a visualizar sus diagramas de flujo de trabajo del proyecto desde sus estación de trabajo ?
2.- ¿ Existe un sistema que automáticamente a a a a actualice los diagrama de flujo de trabajo a medida que las tareas son completadas ?
3. - ¿ Está completamente automatizado el a a a a monitoreo del proyecto ?
4.- ¿ Existe algún soporte computacional para a [J a a soportar el monitoreo del proyecto ?
5. - ¿ Son infonnados automáticamente en forma a a a a interactiva los problemas que pueden resultar
de sus decisiones los miembros del equipo ?
6.- ¿ Se usan herranúentas computacionales para a a a a la adnúnistración de requerimientos (almacenar, distribuir ,evaluar, aplicar, y seguimiento de los requerimientos)?
7. - ¿ Son visibles electrónicamente los datos del a a a a producto para todos los miembros del equipo ?
8.- ¿ Es posible para todos los núembros del equipo a a a a actualizar los datos del producto ?
129
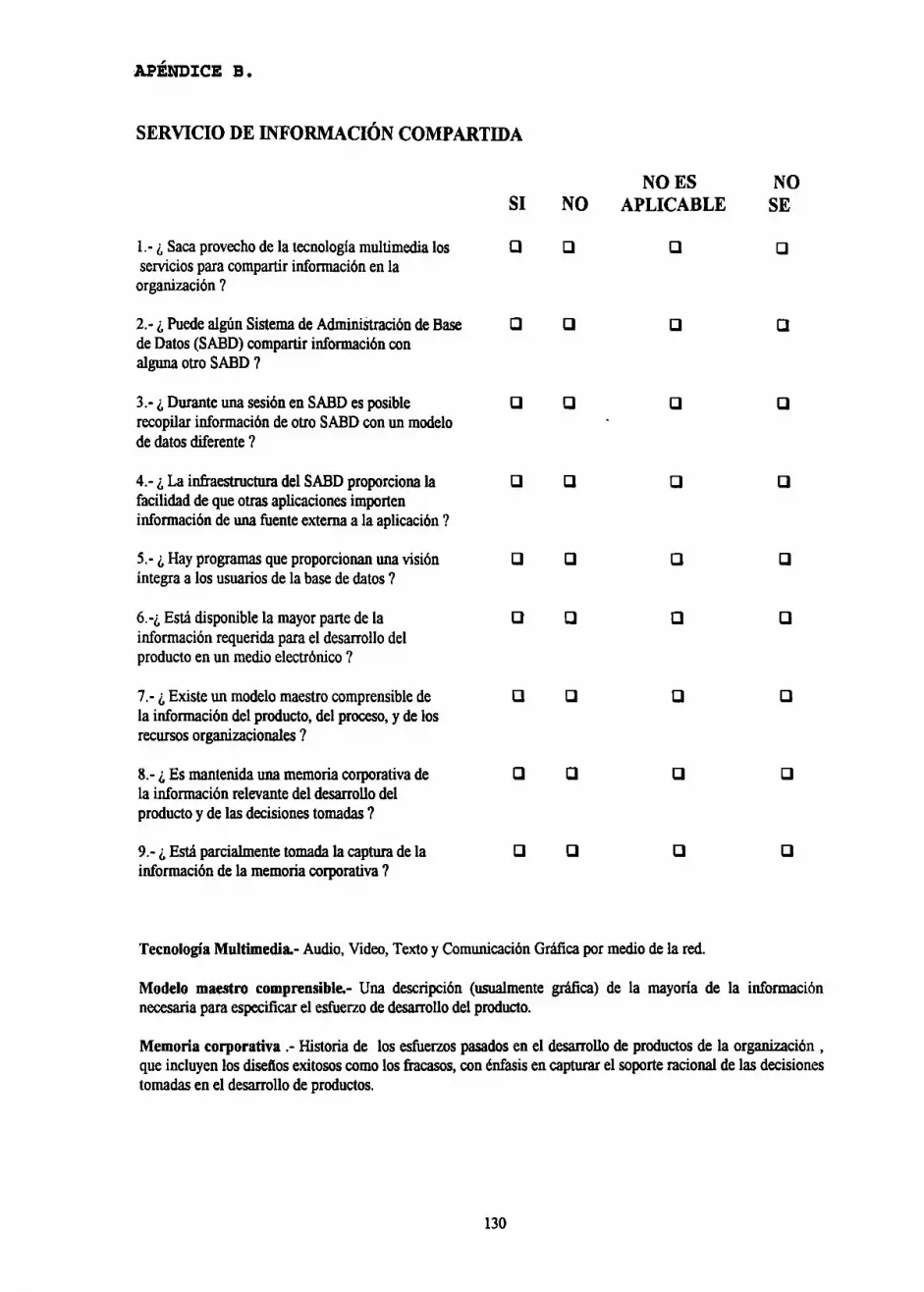
, APENDICE B.
SERVICIO DE INFORMACIÓN COMPARTIDA
NOES NO SI NO APLICABLE SE
1.- ¿ Saca provecho de la tecnología multimedia los a o a a servicios para compartir infonnación en la organización ?
2.- ¿ Puede algún Sistema de Administración de Base a a a a de Datos (SABD) compartir información con alguna otro SABD ?
3. - ¿ Durante una sesión en SABD es posible a a a a recopilar infonnación de otro SABD con un modelo de datos diferente ?
4.- ¿ La infraestructura del SABD proporciona la a a a a facilidad de que otras aplicaciones importen información de una fuente externa a la aplicación ?
5.- ¿ Hay programas que proporcionan una visión a o a a íntegra a los usuarios de la base de datos ?
6.-¿ Está disponible la mayor parte de la a a a a información requerida para el desarrollo del producto en un medio electrónico ?
7. - ¿ Existe un modelo maestro comprensible de a a a a la infonnación del producto, del proceso, y de los recursos organizacionales ?
8.-¿ Es mantenida una memoria corporativa de a a a a la información relevante del desarrollo del producto y de las decisiones tornadas ?
9. - ¿ Está parcialmente tomada la captura de la a a a a infonnación de la memoria corporativa ?
Tecnología Multimedia.- Audio, Video, Texto y Comunicación Gráfica por medio de la red.
Modelo maestro comprensible.- Una descripción (usualmente gráfica) de la mayoáa de la información necesaria para especificar el esfuerzo de desarrollo del producto.
Memoria corporativa .- Historia de los esfuerzos pasados en el desarrollo de productos de la organización , que incluyen los diseflos exitosos como los fracasos, con énfasis en capturar el soporte racional de las decisiones tornadas en el desarrollo de productos.
130

, APENDICE B.
, SERVICIOS DE INTEGRACION
NOES NO SI NO APLICABLE SE
1.- ¿ Tiene la organización una política para [J [J [J [J
comprar computadoras con un sistema operativo común ?
2.- ¿ Tiene la organización un enfoque para [J [J [J [J
soportar estandares de intercambio de datos y herramientas interoperativas ?
3.-¿ Los usuarios accesan todas sus herramientas [J [J [J [J
por medio de la misma interface ?
4.- ¿ Pueden los usuarios transferir datos entre las [J o [J [J
diferentes herramientas fácilmente ?
5.- ¿ Las herramientas accesan datos por medio de [J [J [J [J
un modelo de infonnación compartida ?
6.- ¿ El usuario puede configurar las interfaces de [J [J [J [J
las herramientas ?
7.- ¿ Todas las herramientas proporcionan [J [J [J [J
interfaces a algunas de sus funciones (por ejemplo, interfaces programables de tal manera que algunas de las funciones de las herramientas sea accesible por otras herramientas o servicios) ?
8.- ¿ Son modificables y expandibles los sistemas de [J [J [J [J
interface de las herramientas ?
9. - ¿ Las diferentes interfaces de las herramientas [J [J [J [J
tienen la misma apariencia y textura visual ?
131

APÉND:ICE C Elemento crítico.- Enfoque al cliente
Clave crítica: • Interacción con el cliente. • Metodología para capturar los requerimientos del cliente. • Extender el entendimiento de los requerimientos del cliente. • Evaluación de los requerimientos del cliente. • Adaptación a nuevas prioridades.
Definición d
Etapa 1
Etapa2
Etapa3
Etapa4
Etapas
-\.oJ N
d d Interacción con el cliente
En etapas iniciales y no estructurada En etapas iniciales y estructurada Amplia y estructurada
Amplia y estandarizo.da
Continuo. -
Método cap. requerimientos
Limitada
Limitada
Método Sistemático
Método sistemático
Asistido tecnológicamente
Comprensión requerimientos Evaluación requerimientos. Adaptación nuevas prioridad
Limitada y pocos participantes En las últimas etapas Aleatoriamente
Limitada y pocos participantes En las últimas etapas método Ocasional y estructurado estructurado
Moderada Durante todo el proceso y con Frecuente y estructurado método estructuro.do
Todos los participantes Método estandarizado y Frecuente y con seguimiento asistido tecnolóc¡ico.mente
Todos los participantes Mejora de métodos Mejoro en el funcionamiento

APÉNDJ:CB C. Enfoque al cliente
PREGUNTAS
1 .-¿ Está el diente involucro.do en todo el proceso de desarrollo del producto ? 2.- ¿Lo.mayoría de los miembros del equipo conocen los requerimientos de sus clientes 7
3.- ¿ Hay procedimientos establecidos paro. go.ro.ntizor que los equipos responden favorablemente o. los cambios en las ¡prioridades del cliente ? 4.- ¿ Existen procedimientos establecidos poro. integrar al proyecto aportaciones oportunas del cliente 7
5.- ¿ Existen lineamientos que se sigan en todo lo organización para interoctuar con el diente.?
6.- ¿ Está el cliente continuo.mente involucrado como miembro del equipo de desarrollo de productos 7
7.- ¿ Existen procedimientos bien documentodos para recolector los requerimientos del cliente ?
8.- ¿ Existen procedimientos estoblec1dos poro o.seguro.r los
-w w
o.porto.cienes del cliente dentro del proyecto 7
9.- ¿ Se utilizan las herromientas computacionoles poro ayudar en lo. recolección de los requerimientos del cliente ?
1 O.- ¿ Todos los miembros del equipo conocen los requerimientos de sus clientes 7
11 .- ¿ Puede el equipo de desorrollo de productos tener acceso o los requerimientos en cuolquier momento durante el proceso de desorrollo 7 12.- ¿ Son uso.dos lo.s herrorniento.s computacionales poro evoluor si los requerimientos del diente son sotisfechos 7
11- ¿ Hay un método establecido poro. evoluor sistemáticomente s1 los requerimientos fueron sot1slechos 7
14.- ¿ Son revisados los métodos de evoluación de requerimientos del cliente con el fin de mejororlos
15.-¿ Existen procedimientos establecidos paro evaluar como los equipos se están adaptondo a las nuevos priondodes del diente?
ETAPA1 ETAPA2 ETAPA3
- - SI
- - SI
- - SI
- SI -
- - -
- - -
- - SI
- SI -
- - -
- - -
- - SI
- - -
- SI -
- - -
- - -
ETAPA4 ETAPAS INTCLTE CAPREO ENTREQ EVALREO ADAPPRI
- - X
- - X
- - X
- - X
SI - X
- SI X
- - X
- - X
- SI X
SI - X
- - X
SI - X
- - X
- SI X
SI - X

... l.,.)
~
APÉND:ICE C. Elemento crítico.- Enfoque al Proceso.
Clave crítica: • Documentación y estandarización del proceso y métodos de medición. • Comprensión de la cadena de valor agregado y de las ligas entre las cadenas de valor agregado entre clientes y proveedores. • Identificación y control de parámetros y eventos críticos del proceso. • Búsqueda de mejora del proceso. • Metodología para desplegar los requerimientos del cliente.
Definición d d d Documentación y Estend. Proceso Compren. de lo cadena de Identificado y controlodo Mejoramiento
cadena de valor agregado Etepo 1 No documentado ni medido Ninguno Ninguno Ninguno
Etopo2 Parcialmente documentado Moderado ldentificodo y no controlodo Ninguno
Etepo J Documentado y medido Moderado Identificado y no controlo.do Discreto (local y ocasional)
!:topo 4 Documentado medido y Difundidos Identificado y controlado Discreto estondorizodo
Etopo5 Computo.rizo.do flexible y Difundidos Identificado y controlado Continuo compartido
Despliegue de requerimientos
Lim,toda
Llmitodo
lmplontodo y estructure.do
Asistidos por tecnología
S1steme. me¡orodo

APÉNDJ:CE C. Enfoque al Proceso PREGUNTAS
1.- ¿Esté.documentado el proceso de desarrollo de productos ?
2.- ¿ Son usados procesos similares en programas de desarrollo de productos diferentes ? 3.- ¿ Se recolectan datos para medir la efectividad del proceso de desarrollo de productos ? 4.- ¿ Es la documentación del proceso almacenada en forma electrónica y es accesible para los miembros de desarrollo de IProductos ? 5.- ¿ Los especialistas de desarrollo de producto conocen las interrelaciones de las actividades del proceso de desarrollo de IProductos ? 6.- ¿ Son las interfaces críticas entre las tareas entendidas por los participantes de desarrollo de productos ? 7.- ¿ Son entendidos y están identificados los paré.metros que son críticos en el proceso de desarrollo de producto? 8.- ¿ Los datos recolectados paro medir la efectividad del proceso
-w VI
son usados para administrar el proceso ? 9.- ¿ Son analizados los problemas y decisiones pasadas para descubrir tendencias que puedan auxiliar para la mejora continua del proceso ? 1 O.-¿ Hay una persona o grupo responsable de enfocarse en el mejoramiento de desarrollo de productos y de entrega ? 11.- ¿ Están las herramientas computacionales configuradas de tal manera que fluyan los requerimientos del diente al equipo de desarrollo del producto ? 12.-¿ Son revisados los métodos usados de flujo de requerimientos del diente con el fin de ser mejorados ? 13.- ¿ Son los requerimientos del diente transformados lógicamente dentro de la especificación funcional para el producto ?
ETAPAl
-
-
-
-
-
-
-
-
-
-
-
-
-
ETAPA2 ETAPA] ETAPA<!
SI
- SI
- SI -
- - -
- - SI
SI - -
SI - -
- - SI
- - -
- SI -
- - SI
- -
SI - -
ETAPAS DOC ENTEND IDENTIF MEJORA DESPLIE
- X - - - -
- X - - - -
- X - - - -
SI X - - - -
- - X - - -
- - X - - -
- - - X - -
- - - X - -
SI - - - >s -
- - - - X -
- - - - - ><
SI - - - X
- - - - - ><
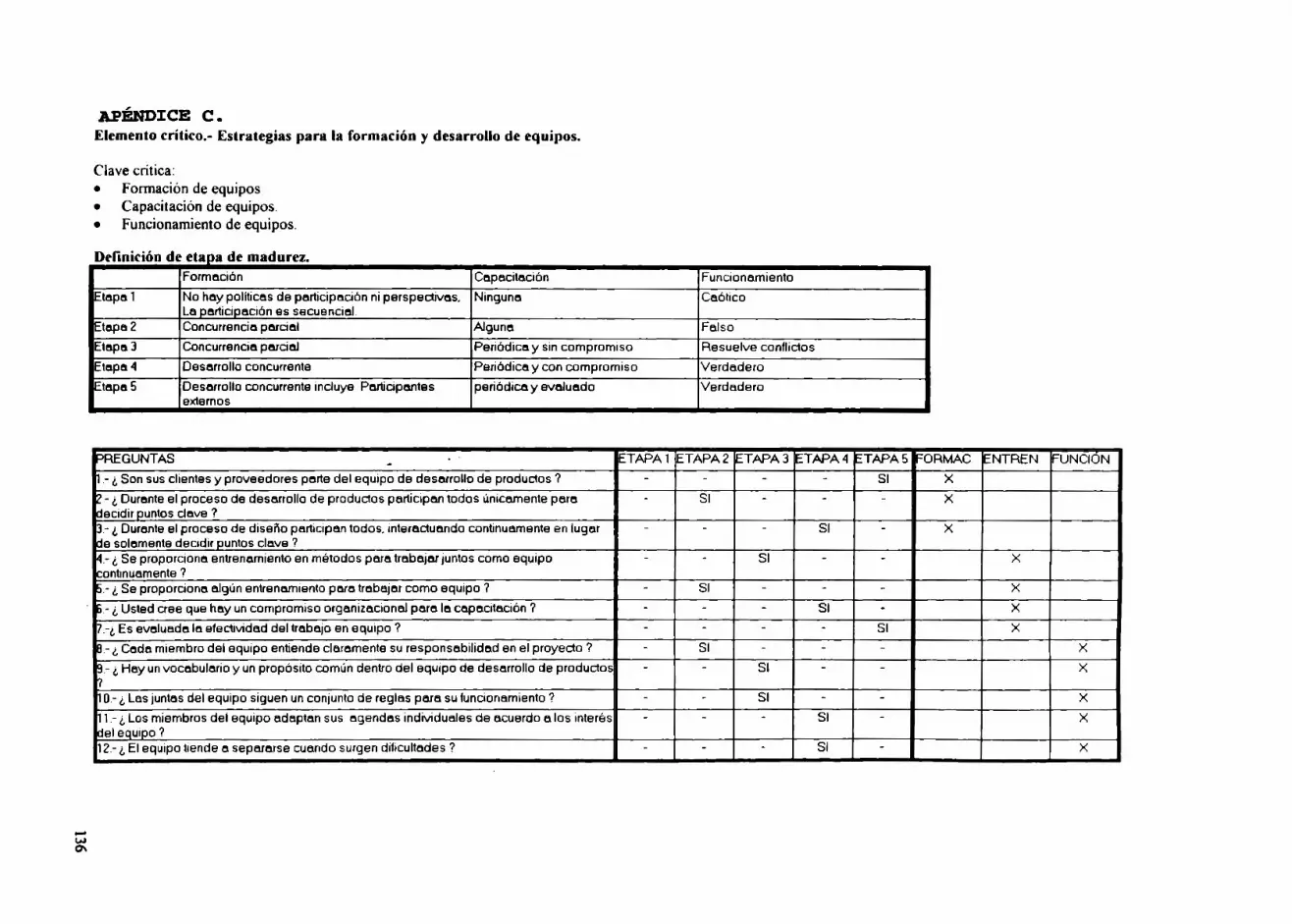
-w
°'
APÉND:ICE C. Elemenlo crílico.- Eslralegias para la formación y desarrollo de equipos.
Clave critica: • Formación de equipos • Capacitación de equipos. • Funcionamiento de equipos.
Delinición d d d Formación Capacitación
Etopo 1 No hoy políticos de participación ni perspectivos, Ninguno La oorticiooción es secuencial.
Etapo2 Concurrencia parcial Alguna
EtapaJ Concurrencia parcial Periódica y sin compromiso
Etapa4 Desarrollo concurrente Periódica y con compromiso
Etapa5 Desarrollo concurrente induye Participantes pe rió dice y evaluado externos
PREGUNTAS - ETAPA 1
h - ¿ Son sus clientes y proveedores porte del equipo de desarrollo de productos ? -12 - ¿ Durante el proceso de desarrolla de productos participen todos únicamente paro -k:lecidir puntos de.ve ? 13.- ¿ Durante el proceso de diseño participan todos. interactuando continuamente en lugar -k:le solamente decidir puntos clave ? 4.- ¿ Se proporciona entrenamiento en métodos para trabajar ¡untos como equipo -continuamente ? >.-¿Se proporcione. olgún entrenamiento pero trabajar como equipo ? -
b .- ¿ Usted cree que hoy un compromiso organizocional para la capacitación? -7.-¿ Es evaluado lo efectividad del trabajo en equipo? -
8.- ¿ Ce.da miembro del equipo entiende claramente su responsabilidad en el proyecto ? -
9.- ¿ Hoy un vocabulario y un propósito común dentro del equipo de desarrollo de productos -~ ~ 0.- ¿ Las juntos del equipo siguen un conjunto de regios para su funcionamiento ? -
11 .- ¿ Los miembros del equipo adoptan sus agendas individuales de acuerdo a los interés -k:lel eauioo? 12.- ¿ El equipo tiende o separarse cuando surgen dificultades ? -
F uncionomiento
Caótico
Falso
Resuelve conflictos
Verdadero
Verdadero
ETAPA2 ETAPA3 l;::TAPA4 ETAPAS i=oRMAC ENTREN ~UNCION
- - - SI X
SI - - - X
- - SI - X
- SI - - X
SI - - - X
- - SI . X
- - - SI X
SI - - - >< - SI - - ><
- SI - - X
- - SI - X
- - SI - ><
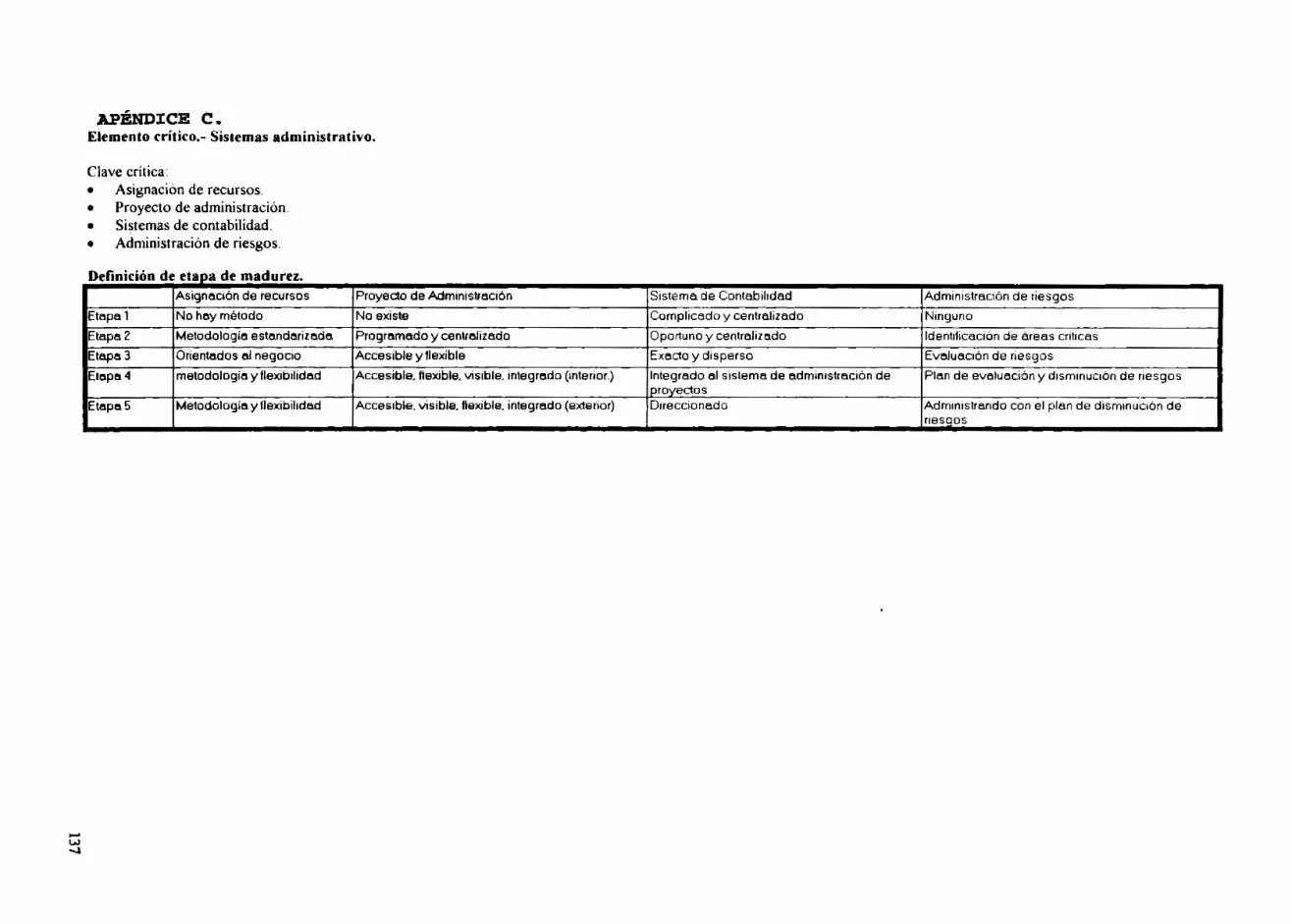
.... 1.,,,1 ....J
APÉNDICE C. Elemento crítico.- Sistemas administrativo.
Clave crítica: • Asignación de recursos. • Proyecto de administración. • Sistemas de contabilidad • Administración de riesgos.
Definición de et d d Asignoción de recursos Proyecto de Administración
Eto.pol No hoy método No existe
Etapo2 Metodologío estandorizodo Progromodo y centralizado
Etopo3 Orientodos ol negocio Accesible y flexible
Etopo4 metodologío y llexibilidod Accesible. flexible. visible. integrodo (interior.)
Etopo5 Metodologío y flexibilidod Accesible. visible. flexible. integrodo (exterior)
Sistema de Contabilidad Administración de riesgos
Complicado y centralizado Ninguno
Oportuno y centralizodo ldenti11cac1ón de éreas críticas
Exacto y disperso Evoluac1ón de riesgos
Integrado ol s1slemo de odministración de Plan de evaluación y d1sminuc1ón de riesgos provectos Direccionado Administrando con el plan de disminución de
riesqos

-~ 00
APÉNDJ:CE C. Sistemas administrativo.
PREGUNTAS
1.- ¿ La organización analiza el valor agregado en cada tarea del proceso ? 2.- ¿ Son asignados justamente y consistentemente los recursos con el nivel de dificultad tecnolóqico de la tarea ? 3.- ¿ Hay procedimientos similares de asignación de recursos que se sigan en la organización ? 4.- ¿ Es posible realizar un análisis del impocto de asignación de recursos ? 5.- ¿ Existe un plan maestro de integración para cada esfuerzo del proceso de desarrollo ?
6.- ¿ Su sistema de administroción de proyectos le ayudo la evaluar lo asiqnación de recursos ? 7.-¿ Esté. integrado su sistema de administración de proyectos dentro de la orqanizoción ? 8.- ¿Esté.integrado su sistema de administración de proyectos con el de sus proveedores ? 9.-¿ Se esta utilizando un sistema de contab1hdod estandarizado en todo el provecto ? 1 O.-¿ Su sistema de contabilidad refleja correctamente el estado finonciero actual del provecto ? 11 .- ¿ Esté. su sistema de contabilidod integrado con el sisteme de administración del provecto ? 12.- ¿ Su sistema de contabilidad proporciono información confiable para estimar los costos del proyecto ? 13.- ¿ Son cuantificados los factores de riego del proyecto o !Producto? 14.· ¿ Se llevan acabo estudios de ventoJas y desventajas paro identificar los riesgos asociados con los nuevas tecnoloqías ? 15.- ¿ Es utilizado un plan de administración de riesgos para monitorear el proceso de desarrollo de productos ?
ETAPA 1 ETAPA2
- -
- SI
- SI
- -
- SI
- -
- -
- -
- SI
- -
- -
. -
- SI
. -
. -
ETAPAJ ETAPA4 ETAPAS RECURS PROYECT CONTABI RIESGO
SI - - X
- - - X
- - - X
- SI - X
- - - X
SI - - X
- SI - X
- - SI X
- - - X
SI - - X
- SI - X
. - SI X
- - - X
SI - - X
- SI . X

.... w
"°
APÉNDJ:CE C. Elemento crítico.- Mecanismos para obtener rápidamente productos confiables.
Clave crítica: • Programación de las actividades de aseguramiento de calidad. • Adopción de las herramientas apropiadas. • Adopción de las prácticas apropiadas.
Definición d d d Programación Adopción de herramientas
Etapa 1 No hay Inspección de herramientas
Etapa2 Revisión periódica Lista de verificación. CAD. análisis y simulación
Etapa J Revisión periódica Soft-prototyping tools
IEtapo 4 Continuo Herramientas de simulación poro manufocturabilidad. luncionobilidad etc.
Etapa5 Continuo Herramientas de colaboración
Adopción de prácticas
Los especificaciones del producto tienen control esporádico fuera de lineo Calidad en lineo en toda la empresa
Las especificaciones del producto de acuerdo con el cliente. principios de diseños robustos Existen estondares de intercambio de dotas del producto internos
Existen estandores de intercomb10 de datos del producto internos y externos

APÉNDICE C. Mecanismos para obtener rápidamente productos confiables
PREGUNTAS ETAPAl ETAPA2 ETAPA3 ETAPA4 ETAPAS [TIEMPO HERRAMI bRACTIC
1 - ¿ Hoy métodos poro asegurar lo colidod del producto - SI - - - X ~demás de la insoecc,ón desoués de lo manufacturo? ~--¿ Existe un sistema de recolección y onélísis de folios de - - - SI - X ~ampo y datos de los reporociones poro retroolimentor el ~iseí'io y lo manufacturo ? ~-- ¿ Existen herramientas de diseí'io asistido por computadora - SI - - - X ~ de s1muloción oaro revisor el funcionamiento del oroducto ? 14-¿ Existen herromientos de diseí'io l!lsistido por computodorl!l - - - SI - X tf de simulación poro revisor lo ml!lnufl!lcturobilidod. ¡c;onfil!lbilidad. etc.? 15.- ¿ Son utilizados durante el desarrollo de productos los - - SI - - X lorototipos rápidos ? ~-- ¿Es utilizl!ldo olguno herrl!lmienta compull!lcionoles el - - - - SI X b'l!lb~o de equipo (dos o més persones) en el proceso de l!lseauramiento de colidod ? 7.- ¿ Hoy eslandores de desarrollos de productos - SI - - - X internl!lmente que se utilizan en todo lo comooí'iía ? M:1.- ¿ Son compl!ltibles los estl!lndores del producto de ll!l - - SI - - X compl!lí'iío con los estl!lndl!lres externos por e¡emplo: nocionl!lles internl!lcionoles. cliente. oroveedor? 9.- ¿ Son compl!ltibles los estl!lndl!lfes del producto y los - - - - SI X estando.res de intercambio de dotas entre lo organización y sus proveedores ? 1 O-¿ Existen técnicos impll!lnlodas en formo extensivo poro ll!l - - SI - - X l!ldministración de lo cl!llidod ll!lles como. Despliegue de lo ~unción de Cl!llidad. Análisis v Diseí'io de Experimentos ? 11 .- ¿ Lo orgl!lnización ho adoptado internamente estando.res - - - SI - X de intercambio de dotas ?
-~

APÉNDICE C. Elemento crítico.- Adaptación de los equipos a la organización.
Clave critica: • Sistemas de recompensa. • Autoridad del equipo. • Barreras infraestructuralesales.
finición d Sistemo de recompenso Autoridod Del equipo Borreros infroestructuro
Etopo 1 Desempei'lo individual Ninguno Lim1todo otención o los equipos. borreros paro interactuor
Etopo2 Desempeño individuo! Alguno técnico Existe político de equipos pero no implontodo uniformemente. borraros de interocción
Etopo 3 El desempei'lo del equipo contribuye en formo mlnimo Alguno sobre lo progromoción y Política de implontoción los barreros pueden ser ooro lo recomoenso individual técnico. suoerúJo.s
!Etapa 4 El desempeño del equipo determino lo recompensa Significotivo técnica, progromoción y Político de implonto.ción las borreros pueden ser individuo! de costo suoerodos
Etopo.5 El desempeño del equipo determino. lo recompenso. Total Técnico. costo. progromoción Equipos consolidados y reconocidos físico y individual oolítico.s de administración virtualmente
PREGUNTAS ETAPA 1 ETAPA2 IETAPAJ ETAPA4 ETAPAS RECOMPE AUTORIDA
-~ -
1.- ¿ Existe gratificación por octuor como miembro de un equipo en lugor de tiuscor intereses individuoles ? 2.- ¿El desempei'lo del equipo ol que pertenece usted es cruciol poro el éxito de su carrero dentro de lo empresa ? 3.- ¿ Tienen los equipos outoridod poro grottficor a sus miembros?
4.- ¿ Los equipos tienen outondod poro aceptar nuevos miembros en el equipo ~ ~--¿Los equipos tienen autoridad p,.ro tomar decisiones técnicas ?
6.- ¿ Los equipos tienen outoridod poro progromor los occiones derivo.das de ~us decisiones ? 17 .- ¿ Los equipos tienen outoridod pora tomar decisiones de costos
B.-¿ Es fácil poro los miembros un equipo reunirse {físicomente o ecnolóqicomente vío teléfono fox compute.dora etc.)? 9.- ¿ Es fácil poro los diferentes equipos comunicarse y compartir información ?
1 O.-¿ Existen en lo orgo.nizoción políticos que opoyen el trobojo de equipo ?
-
- -
-- SI
- SI
-
- -
- -
- -
- SI
SI - - X
- SI - X
- - SI X
- - X
- SI X
SI - - X
SI - X
- SI
- -- SI
NFRAEST
X
X
X

-"" N
APÉND:ICE C. Elemento crítico.- Agilidad.
Clave critica: • Habilidad para responder al cambio por ejemplo. cambio en el ambiente operativo, cambio en funcionamiento • Memoria corporativa • Uso de experiencias.
Delinición d d d Respuesto hábil Mamario corporotivo. Uso de experiencias
Eto.po. l Lento e inconsistente Documento.da no organizado. Mínimas y no planeo.das
Etapa 2 consistente Documentado en papel. procedimientos. diseños, Modero.dos y pl6.11eadas oraonizacionol
Etapa 3 Consistente y medida Documento.do en papel diseño y razonamientos Modero.dos y planeo.das
Etapa 4 Rápida y predic1ble Almo.ceno.do electrónicamente pero estática (no es posible Extenso Asistido tecnológicamente modificar)
Eto.po.5 Rópida consistente y mejoro.da Almaceno.do. electrónicamente y dinámico (es posible Extenso Asistido tecnológicamente modificar)
PREGUNTAS l:.lAPAl l:TAPA2 E:TAPAJ l:TAPA4 ~TAPAS RESPTA MEMORIA
1.- ¿ Son uso.dos procedimientos documento.dos para o.segurar que lo - SI - - - X !Organización puede responder o. cambios en el ambiente de desarrollo de productos. ? ?.- ¿ Personas de diferentes disciplinas toman decisiones de evaluación en - - - SI - X armo concurrente aue involucran lo tecnoloaío. o arquitectura del oroducto ?
13.- ¿ Existe un procedimiento poro. utilizar información de proyectos anteriores - SI - - -I? 4.- ¿ Es rastreo.do el tiempo de respuesto a los cambios de requerimientos ? - - SI - - >< b .- ¿ Es mejoro.do el tiempo de respuesto en los cambios de requerimientos ? - - - - SI X
6.-¿ La organización tiene uno política paro documentar los esfuerzos de - SI - - - >< desarrollo de oroductos ? 7.-¿ La documentación del desarrollo del producto incluye información de los - - SI - - X :::ousos de los decisiones en el oroceso de desarrollo ? ~ - ¿ Se mantiene por medio electrónico lo documentación del desarrollo del - - - SI - >< llroducto? ~.-¿ Existen sistemas que puedan recomendar información histórica del diseño - - - - SI >< lftnlicoble al orovecto octuol ? ~ 0.- ¿ Los esfuerzos de desarrollo de productos actuales usan extensamente - - - SI -iinformación de experiencias no.sodas ?
REUSO
><
X

.... ~ 1.,,1
APÉHDJ:CE C. Elemento crítico.- Compromiso del líder para apoyar la Ingeniería Concurrente
Clave crítica : • Modelo del papel del líder • Papel del comité. • Asignación de recursos .
Definición d d d Liderazgo P6pel del comité Asignación de recursos
Ete.pCI 1 No se involucro en lo tronsición C1 la lngenieríCI Concurrente Ninguno No
Ete.po 2 Ve o la lng. Concurrente como uno necesidod poro vivir con ello Alguno, sin poder, no actúa Si pera capacitación
Ete.po 3 Participa en el proceso de implontoción de lng. Concurrente, da Apoyo Visible Alguno, actúe, pero poder limitado Si para cap1:1.citación
EtopC14 Los gerentes muestron valores de lng. Concurrente Sí y tiene poder Reprogrameción de presupuesto
Etopo5 Lo olio gerencio monitoreo lo implantoción y ovonce de lo lng. Concurrente SI y tiene poder Reprogramoción de presupuesto
PREGUNTAS ETAPA1 ETAPA2 ETAPA3 ETAPA4 ETAPAS ENTRENA ENFOQUE DECISION
~ . - ¿ Ho sido impuesta lo Ingenie ria Concurrente como uno político - SI - - - X orQanizocional? ' --¿Lo administroción intento delegar lo solución de los problemos CI el nivel - - SI - - X más bC1¡0 oorooiado en la oraanizoción ? 13.- ¿ LCI olla gerencio monitoreo el proceso de implantoción de lngenierío - - - SI - X '"'oncurrente ? 4.- ¿ Participo activomente lo olto gerencia en proceso de Ingeniarlo - - - - SI X Concurrente ? 5.- ¿ Se ho formodo un grupo o comité poro vigilar la implontoción de lngenierío - - - SI - X Concurrente ? 6.- ¿ Es activo el comité en lo Implantación de lngenierío Concurrente ? - - - SI - X
7.- ¿ Está el comité autorirndo para hocer cambios organizocionales duronte el - SI - - - X proceso de implont6ción de lnaenierlo Concurrente ? B.-¿ Reciben tondos adecuados los primeros actividades de disei'lo y - - SI - - X monufocturo ? 9.- ¿ Lo organización ho promovido copoc1tación en Ingeniería Concurrente a - - - - SI X odas los niveles de la organización (por e¡emplo. entrenomiento poro reboior. QFD. CAD/CAM.etc

APÉND:CCE C.
Elemento crítico.- Disciplina.
Clave critica : • Capacitación, experiencia y Prácticas que corrigen, moldean, fortalecen o perfeccionan • Atención entusiasta y orientada a las tareas. • Enfoque común y compartido para la toma de decisiones y solución de problemas.
Definición d d d Capacitación Enfoque Enfoques comptutidos
Etapa 1 Ninguna Poca iniciativa seden fácilmente Pocos. agenda propia
Etapa2 Periódica. relativa al puesto y desarrollo personal. Temporadas de inactividad están en curso mucho Pocos orientado a costos y programación limitado acceso tiempo
Etapa 3 Periódica y accesible relativo al puesto. periódica y Temporadas de inactividad están en curso mucho Uso de conocimiento compartido no se oculta la limitado acceso para el desarrollo profesional tiempo información
.tapa4 Continua relativa al puesto y desarrollo profesional Entusiasta y voluntarioso. orientado a metas Uso de conoamiento compartido no se oculta la amplio acceso información
Etapas Continua y con evaluación Entusiasta y voluntarioso. orientado a metas Compromiso así el equipo
PREGUNTAS TAPAl :TAPA2 ETAPAJ ETAPA4 :TAPAS CAPACITA :NFOOUE DECISION
1.- ¿ Se capacita a los miembros del equipo para mejorar sus habilidades ? - SI - - - X
'> .-¿ Se proporciono capacitación a ceda persona en el uso de - - SI - - X procedimientos. herramientas y estandares relevantes para ser usados en los proyectos? 3.- ¿ Se proporciono capacitación para ayudar a todos los miembros del - - - SI - X eauipo a suoerar deficiencias en habilidades v conocimientos ? 4.- ¿ Existe algún intento para evaluar el efecto de lo capacitación en el - - - - SI X desemoeño del troboio ? ~--¿Son los problemas de desarrollo. registrados. pririotizados y - - - SI - X proaramados paro ser solucionados y rastreados hasta su solución. ? b -¿ Esta el equipo formado -con gente entusiasta? - - - SI - X
7.- ¿ Existe tendencia poro permitir que ante los crisis se omitan pasos para - SI - - - X legar a lo meta ? ~.-¿ Las decisiones más importantes del proyecto y sus fundamentos están - - SI - - X documentados. Son distribuidas v analizadas cara auiar otros orovectos ? 9.- ¿ Las personas por lo general ponen los intereses del equipo sobre los - - - - SI X ·ntereses personales?
-:t

APÉND:ICE C. Elemento crítico.- Herramientas de aplicación.
Clave crítica: • Magnitud del apoyo para interactuar en equipos. • Soporte para el conocimiento de disciplinas múltiples. • Ayuda proporcionada por las herramientas para la toma de decisiones.
Definición d d d Grupo de interacción Soporte multidic1plinario Torna de decisiones
B6sico 1 Interacción individue! efectivo no hoy Ninguno Soluciones cuemtitativas aisladas opoyo poro los grupos
ntermedio Apoyo poro equipos Si Análisis de ventajas y desventaJas ( Diseño paramétrico y anólisis de disciplines relacionadas estrechamente) sens1b1lidad cuantitativo
avonzada Apoyo para equipos Si Anillisis de ventajas (muchas Resultados cuantitativos como cualitativos disciclinasl
PREGUNTAS BÁSICA NTERME AVANZAD 1NTRGPO MULDISP PECASIS
1.- ¿ Las herramientas usadas se amoldan al modelo diente - SI - X - -servidor y usan ambientes de ventanas ? ' ··¿Alguno de las herramientas permiten un análisis de - - SI - X -evaluación muhidiciclinario ? 3.- ¿ Alguna de las herramientas de aplicación proporciona - - SI - - X soporte inteligente ( sistemas expertos) para la toma de decisiones ? 3.- ¿ Las herramientas permiten un análisis de venta.Jas y - SI - - X -desventajas ? 5.- ¿ Se utilizan herramientas de diseño parámetrico en el - SI - - - X proceso de diseño ? ~--¿Existe alguna herramienta que permita la interacción - SI - X - -sincronizada entre personas utilizando una red ?
-,f:>,, VI

APÉNDICE C. Elemento crítico.- Servicios de Comunicación.
Clave crítica. • Agentes involucrados. • Medios de comunicación. • Mecanismos de comunicación • Tipo de redes y cobertura. • Transparencia de la red • Acceso a recursos
Deti . d d d Agendas Medios Mecenismos Redes Tronsparencia Acceso
Básica 1 Persono o persona. Cara o cara mediente Correo, teléfono fax Acceso Múltiples redes LAN no Poca o ninguna transparencia Recursos computacionales no persona a programa tecnología. texto restringido a e-mail en LANs, conectadas para evocar progre.mas conectados
gráficas y voz acceso o base da dolos por LAN
Intermedio Persona e. persona. Caro a cara mediante e-mail en WAN. acceso de LAN parcialmente conecte.dos. Poca o ninguna tre.nspe.renc1a Es posible e¡ecute.r persona a programa tecnología, texto basa da datos en WAN, talnat Redes de ancho de bando pora avocar progre.mas aplicaciones remotas desde
gráficos y voz llamado o procedimiento mediayba1a le. linea de comandos remoto (APC) y manse.jas empoquetodos no trensporantas .
avenzada Persono a persona. Texto, gráf1ce.s, voz, Comunicoción vía Redes totalmente conecte.dos. a red es significativamente Execuc1ón de aplicaciones persono o programa. video fijo y video a computodoro con un grupo. e- redes de oncho de banda tronsparente remotos sencillas y múltiples programo a programa tiempo real mail con gráficas, RPC y media y e.Ita desde le. lineo de comandos
mensajes empaquetados tronsporentes
i

o U)
UJ
u 'i o UJ
et
~ ¡¡::
U)
~ X
1~
U)
o o 1
~
(/) U
J 1-z U
J ¡í) <
N
z ~
I<!
UJ
~ ü5
UJ
1-4
e, e o V
,
jjj c. e, -e e, u e, ¡:¡ a. o u e: ·O
u Q)
ai
X
X
X
X
X
X
' ü5
ü5
X
X
X
X
X o E
e: ·e e ::, e 8
147

APÉND:ICE C.
Elemento crítico.- Servicios de coordinación.
Clave crítica: • Planeación de actividades: Uso de herramientas, su flexibilidad y efectividad • Seguimiento y monitoreo de actividades. Uso de herramientas, tipo y calidad de la información resultante. • Apoyo para reconocimiento y solución de conflictos. • Visibilidad común de datos, decisiones y estado de trabajo.
Definición d d d Planee.ción de actividades Seguimiento Detección de conflictos Vis1b1lidad común
Básica 1 Herramientas del proyecto de Colección de de.tos principalmente No hay soporte computacional Pobre administración Vlsiblemente privadas manual. de.tos organizados en
IV espore.dicamente actualizadas computadora Intermedia Herramientas de administración pare. Apoyo computacional limitado para la Existen herramientas para capturar, Espacio común de trabajo y acceso
planeación compartidas recolección de datos almacenar y evaluar los limitado requerimientos
avanzada Administración de ple.nee.ción sobre la La recolección de de.tos y Apoyo para negociar Espacio común de trabajo con total red v planes flexibles orqanize.ción es automé.tica acceso
PREGUNTAS aASICO INTERME ~VANZAD DIAFLUJO ISEGIMIEN CONFLICT BASEVISI
1.- ¿ Es posible pe.re. los miembros del equipo visualizar sus die.gramas de flujo de - SI - X rabe.io del orovecto desde sus este.ción de traba10 ?
I?_- ¿ Existe un sistema que automáticamente actualice los diagrama de flujo de trabajo - - SI X la medida aue las tareas son completadas ? t3.- ¿ Está completamente automatizado el monitoreo del proyecto ? - - SI X
- ¿ Existe algún soporte computacional para soportar el monitoreo del proyecto ? - SI - X
S.-¿ Son informados automáticamente en forma interactiva los problemas que pueden - - SI X resultar de sus decisiones los miembros del eauioo ? ~-- ¿ Se usan herramientas computacionales para la administración de requerimientos almacenar. distribuir ,evaluar, aolicar. v seau1miento de los reauerimientosl ?
- SI - X
' - ¿ Son visibles electrónicamente los datos del producto para todos los miembros - SI - X del eauipo? e.-¿ Es posible para todos los miembros del equipo actualizar los datos del producto ? - - SI X
-~ 00

.... ""' \Q
APÉND:ICE C. Elemento crítico.- Servicios de integración.
Clave crítica : • Apego a los estandares de representación e intercambio de datos. • Técnicas de traducción de datos. • Herramientas. • Consistencia de la interface del usuario.
Definición d d d Representación e intercambio de Traducción de de.tos Herromientos obiertas datos
ai!lsico 1 Un enfoque no organizacionol Manual Progromas sepe.rodos y no conectodos
Intermedio lmplontoci6n local Programas configure.bles Un limitado de herramientas son abiertos
e.ve.nz odo Se adhiere o esto dores comerciales Modelo de información comportido Muchas herramientas son obiertas
PREGUNTAS aASICO INTERME IA,VANZAD INTERCA
1 - ¿ Tiene lo organización uno política poro comprar compute.doras con un sistemm - SI - X ooerativo común ?
? .- ¿ Tiene lo orgonización un enfoque por a soportar estandares de intercambio de - SI - X dotas y herramientas interooerotivas ? 3.-¿ Los usuarios accesan todas sus herramientas por medio de la misma interfoce ? - - SI
4.- ¿ Pueden los usuarios transferir datos entre las diferentes herramientas fi!lcilmente ? - SI -
~ - ¿ Los herramientas accesan datos por medio de un modelo de información - - SI tomoartida? 6.- ¿ El usuario puede configurar las interfaces de los herramientas ? - - SI
7 - ¿ Todas las herramientas proporcionan interfoces o algunas de sus funciones (por - SI -e1emplo.interfaces programables de tal manera que olgunos de las funciones de los tierramientos sea accesible por otros herramientas v serv. ? ~--¿Son modificables y expandibles los sistemas de interface de los herramientas? - - SI
9.- ¿ Los diferentes interfaces de las herramientos tienen le. misma apariencia y textura - SI -visuol?
Uso de interface
Múltiple e inconsistente
Consistente
Consistente e integre.de.
TRANSFE ACCESO NTERCO
X X X
X
X
X
X
X
X
X

-V, o
APÉNDJ:CE C. Elemento crítico. Servicios de información compartida.
Clave crítica : • Medio de almacenamiento de información. • Contenido de la información. • Tipo de datos. • Accesibilidad de la información • Distribución de almacenes de información.
d Medio de mmocen Contenido Información
!Básica 1 Principalmente físico p.e . Muy poca organizados los loe.oel datos del oroducto
Intermedie. Principalmente administración Los datos del producto no electrónica por SABD están ligados m proceso y
recursos, lo memoria corporativa se capturo me.nue.lmente
avanzada Principalmente electrónica Modelo me.estro comprensible, memoria corporativa capturada semi-eutomáticamente
PREGUNTAS
1 - ¿ Saca provecho de la tecnología multimedia los seNicios pe.ra compartir nformación en la orqe.nización ? 2 - ¿ Puede algún Sistema de Administración de Bese de Datos (SABD) compartir información con e.lquna otro SABD ? l- ¿ Durante uno sesión en SABD es posible recopilar información de otro SABD con un modelo de datos diferente ? 4.- ¿ Lo infraestructura del SABD proporciona le. facilidad de que otros nolicaciones imoorten información de uno fuente externa a la aplicación ? ~-- ¿ Hoy programas que proporcionan una visión íntegra a los usuarios de lo base de delos ? ~-¿Está disponible lo mayor porte de la información requerida para el k:Jesorrollo del producto en un medio electrónico ? 7.- ¿ Existe un modelo maestro comprensible de la información del producto. k:Jel proceso. y de los recursos orqonizoc1one.les ? '3.- ¿ Es mantenida una memoria corporativo de la información relevante del ctes1mollo del producto v de las decisiones tomadas ?
9.- ¿ Está parcialmente tome.de. la captura de la información de la memoria corporativa ?
Tipo de datos Acceso información Distribución de almacenes
Texto, gráfica e imágenes Complicado indirecto. formal o Centros de información informal aislados
Texto. grcifica e imagines Directo formal por lotes Porcie.lmente i_ntegrados
Texto, gráfica. imágenes, voz Directo, formal en linea Integrados, amplio acceso y video
BASICA NTERM AVANZA MEDIOINF CONTINF TIPODAT IA.CCESINF DISTRIDU
- - SI X
- SI - ><
- SI - X
- - SI X
- - SI X
- SI - ><
- - SI ><
- SI - X
- - SI ><

APENDICE A.
Una taxomia de las medidas de IC fue presentada en el capítulo 7. En esté apéndice se da una descripción de las medidas. Las medidas secundarias son presentadas primero seguidas por las primarias.
Medidas secundarias.
Índice de satisfacción del cliente. Descripción. Es una medida de la satisfacción proporcionada por el producto. El método de
medición será especificado para el producto, organización y consumidor.Se puede rastrear la trayectoria completa o simplemente la satisfacción delconsumidor. Esto es importante para rastrear la tendencia.
Seguimiento del negocio. Descripción. Es una medida indirecta de la satisfacción del consumidor. La satisfacción del
consumidor producirá contratos adicionales (ya sea repetir ó nuevos contratos). En el sector comercial la medida podría ser la participación del mercado la cual debería incrementarse si los consumidores están satisfechos.
Tiempo de posicionamiento en el mercado. Descripción El tiempo tomado desde el principio de la captura de requerimientos para un
producto hasta su aparición en el mercado.
Tiempo utilizado por etapa. Descripción Seguimiento del perfil y tendencia en proyectos de IC, comparados con los
proyectos pasados, las fases iniciales tomarán mayor tiempo pero debe haber una contracción general del tiempo.
Costos generados por etapa. Descripción Seguimiento del perfil y tendencia. En proyectos de IC, comparados con
proyectos pasados, una gran parte de los costos son generados en las primeras etapas del diseño sin embargo, el costo total debe ser bajo.
Ruta crítica estimada. Descripción Sí se usa una red para representar el proceso se puede calcular la trayectoria
critica. El tiempo correspondiente es el tiempo más corto en el que se puede completar el proyecto. Este tiempo puede ser reducido cambiando el orden de las actividades, en un escenario ideal de IC ( concurrencia total) todas las actividades de un proceso deben estar en la ruta crítica, así indicando un despliegue optimode los recursos.
151

APÉNDICE A.
Integración funcional. Descripción Número de disciplinas que participan en el desarrollo de producto.
Índice de concurrencia. Descripción Número de procesos del ciclo de vida que se llevan acabo simultáneamente.
La razón de conocimiento común. Descripción. Este método es usado para medir el grado de entendimiento común de la
terminología clave para los miembros del equipo de desarrollo y da una medida de la efectividad de la comunicación interpersonal de los equipos.
Índice de dispersión de equipo. Descripción. Es una medida de la distribución espacial de los equipos de desarrollo y los
miembros de los equipos.
Máxima incertidumbre crítica. Descripción. Es una medida del grado de incertidumbre concerniente al diseño del producto en
cualquier etapa del desarrollo del producto.
Plan de reducción de incertidumbre. Descripción. El uso de esta medida esta considerada en el monitoreo del proceso de desarrollo
del producto. La medida resalta la comparación de la incertidumbre crítica con los planes para la reducción de la incertidumbre.en cualquier etapa del desarrollo del producto
Valor agregado vs Recursos. Descripción. El seguimiento de la asignación de recursos basandose en el valor. Esta medida
puede ser utilizada para distribuir los recursos en el desarrollo del producto y para el plan del proceso. La planeación del proceso es realizada por medio del aseguramiento de que las actividades que no agregan valor ó aquellas que solo agregan valor marginal no esten en la ruta crítica del proceso.
Ordenes de cambios de ingeniería. Descripción. El número de veces que los requerimientos de diseño ó diseños en si son
cambiados ó actualizados, durante el proceso de desarrollo . El tiempo, naturalez.a y el grado de estos cambios son anotados.
152

APÉNDICE A.
Inspección efectiva. Descripción. Esta medida da el grado de efectividad del proceso de aseguramiento del
producto.
Requerimientos de estabilidad. Descripción. Indica en que grado la captura de los requerimientos su comprensión y su
desplieguen son realizados. Una combinación de esta y el tiempo de respuesta proveerá una estimación de la agilidad del proceso.
Tiempo de respuesta del proceso. Descripción. El tiempo que se toma el proceso existente en responder a cambios en los
requerimientos en las etapas del proceso.
Adaptabilidad del producto. Descripción. Esta medida es propuesta para medir la flexibilidad del diseño del producto ante
cambios tecnológicos es decir, que también el diseño de un producto se adapte a los avances tecnológicos. Este aspecto es crítico, el diseño de un producto esta basado sobre la tecnología actual y lo que implicación es que la evolución de un producto debe ser planeada.
Índice de partes de re-uso. Descripción. Este criterio evalúa el alcance del uso de partes estandar, reutilización de partes
anteriores comunes entre varios productos.
Compromiso del líder. Descripción. Esta es una medida del compromiso de alta gerencia para la IC. Se nota el
compromiso en los esfuerzos del líder para la IC por medio de la membresia en el eqwpo.
Presupuesto para mejoramiento del proceso. Descripción. Es una medida del compromiso para mejorar el proceso. Si se ha dado un apoyo
explícito para la mejora del proceso. El resultado de esta asignación puede verse por medio de mejoras en el proceso en un periodo dado.
Desempeño planeado vs real. Descripción. Esta es una relación de los parámetros, Tiempo, Costo, y Calidad en desarrollo del
producto de lo planeado y lo real.
153

APÉNDICE A.
Cumplimiento del proceso. Descripción. Esta medida es utilizada después del analisis del esfuerzo de desarrollo del
producto. La medida sigue el cumplimiento del plan de procesos y los lineamientos. Las desviaciones necesarias son exploradas de tal forma que pueden ser eliminadas en el futuro ó corregir adecuadamente los lineamientos del proceso.
Soporte computacional para las disciplinas. Descripción. Esta medida da una idea del número de disciplinas que tienen acceso a las
herramientas de diseño computacional. Es la relación entre las disciplinas con herramienta computacional y las disciplinas totales.
Índice de uso de herramientas. Descripción. Esta medida puede ser usada para obtener una estimación, que tan amplio es el
uso de las herramientas de aplicación. Por ejemplo: El número de desarrolladores que usan las herramientas y la frecuencia de uso.
Ahorro potencial de tiempo por el uso de herramientas. Descripción. La medida es relevante en la decisión de introducir nuevas herramientas y como
disminuirá el tiempo de trabajo por el uso de estas.
Facilidad de conectarse. Descripción. Es usada para medir si los miembros de un equipo pueden comunicarse con otros y
sí es así, cual es la calidad (velocidad) y la riqueza de los medios de comunicación.
Índice de comunicación. Descripción. Una medida de comunicación efectiva y eficiente entre las personas de un proyecto
ó dentro de una empresa.
Esfuerzo de coordinación. Descripción. Con el avance de la tecnología de trabajo en grupo y a la coordinación tecnológica
a base de computación. La coordinación del proceso de desarrollo de productos será distribuida y activada por la facilidad que dan las redes de computacionales. Esto requerirá menos trabajo del director y de las partes involucradas, reduciendo el tiempo empleado en la coordinación.
Representación de la programación. Descripción. El tiempo de programación tiene implicaciones sobre la accesibilidad, flexibilidad
visibilidad común de la programación, existen cinco posibilidades. 1.- Un plan sobre pizarrón permanente y central. 2.- Sobre papel con copias para los miembros del equipo.
154
APÉNDICE A.
3. - U san do computadoras ó herramientas gráficas. 4. - Usando una herramienta de administración de proyectos. 5. - Usando un ambiente de desarrollo de productos integrado con capacidad de programación.
Visibilidad de la información. Descripción. Dos tipos de información necesita ser compartida en un proyecto~ información
relativa al proyecto (parámetros) y la relativa al proceso ( estructura de tareas, asignaciones, etc.) El valor de la información , es que puede tomarse mejores decisiones, sobre la disponibilidad de la información, perteneciente al proyecto.
Proporción de datos archivados electronicamente. Descripción. El tipo de datos incluyen, texto, gráficas, audio, video. Esta medida puede ser
seguida por cada miembro del equipo de un proyec_to. Una importante suposición de esta medida es que el acceso a los datos almacenados electronicamente es fácil.
Índice de acceso a la base de datos. Descripción. Para el archivo electrónico en una organización, esta es una medición del acceso a
la base de datos.
Desempeño del sistema de información. Descripción. Tiempo para accesar y recuperar la información.
Índice de acceso a las herramientas. Descripción. Es una medida del alcance de traducción y transferencia de datos manualmente vs
automáticamente. Múltiples herramientas usadas en procesos de desarollo de productos pueden intercambiar o compartir datos de trabajando de un modelo de datos común el intercambio puede ser transparente o puede requerir traducción. Esta es un actividad que no agrega valor y debe ser minimizada. La medida dará información sobre interacción de las herramientas. Existen las siguientes posibilidades.
• Intercambio de datos a través de traducción manual. • Intercambio de datos a través del uso de un software traductor externo. • Intercambio por medio de un formato estandar de intercambio.
155

APÉNDICE A.
Medidas primarias.
Tiempo total de desarrollo del producto. Descripción. El tiempo total de desarrollo del producto es el tiempo desde el inicio del proyecto
a la puesta en marcha de la producción.
Costo del ciclo de vida del producto. Descripción. Los costos atribuidos al producto son generados en el proceso de desarrollo del
producto. Ya que el enfoque de IC es sobre todo el ciclo de vida del producto se debe dar seguimiento al costo en todo el ciclo. Estos costos tienen numerosos componentes, por ejemplo, costos de desarrollo del producto, costos de manufactura, etc. El costo total de desarrollo del producto es el desembolso realizado desde el inicio del proyecto hasta la puesta en marcha de la producción. Los componentes del costo pueden ser separados mas ampliamente dentro de sus componentes como mano de obra, materiales. etc. Para auxiliar en el aislamiento de las áreas problemáticas.
Calidad del producto. Descripción. Las medidas de calidad del producto pueden ser seguidas en el desarrollo producto
por todas las diciplinas y serán diferentes en cada una de estas. Por ejemplo, En el diseño mecánico se puede utilizar las siguientes mediciones.
Diseño- peso, esfuerzo y número de partes. Manufactura- Acabado superficial, tolerancias, repetitibilidad del proceso, tiempo
e producción, cantidad de desperdicio y retraso. Etc.
156

Bibliografia.
[ 1 ].- J. M. Juran. España. 1990.
Juran y la Plamificación de la Calidad. Diaz de Santos, S. A. Madrid,
[2].- John R. Hartley Concurrent Engineering. 1992.
Productivity Press, Cambrige Massachusetts,
[3].-"C. Wesley Allen; Robert E. King; Doris A. Skiver. Simultaneous Engineering Society of Manuf~ctiring Engineers Dearborn, Michigan, 1990.
[4].-Al Ries Jack Trout. La guerra de la mercadotecnia la. Ed. McGraw-Hill/lnteramericana de Mexico. 1988.
[5].-Dennis P. Hurley, fose Landeros Control de Calidad Centro de Investigación y de Estudios Avanzados del IPN. Mexico 1985.
[6].-John Corbett; Mike Dooner; John Meleke; Chistopher Pym. Desing For Manufacture. la. Ed. Addison-Wesley Publishing Company. Great Britain. 1991.
[7].-Kaoru Ishikawa. ¿Que es el control Total de la Calidad? Colombia 1986.
Editorial Moma.
[8].-Ronald Eugene Kmetovicz. New Product Development John Wiley & Sons, Inc. New York 1992.
[9].-Robert H. Lochner; Joseph E. Matar Quality Resources; American Society for Quality Control. U:S:A: 1992.
[10].-Phillip J. Ross. Taguchi Techiques for Quality Engineering. McGraw-Hill Intematinal Editions. USA.1989
[11].-W. Edwards Deming. Calidad, Productividad y Competitividad La salida de la crisis Diaz de Santos. S.A. Madrid,España. 1989.
[12].-Rafael Ferré Masip. La fabrica Flexible Compañia Editorial Marcombo. Barcelona España 1989.
[13].-Masaaki Imai, KAIZEN La Clave de la Ventaja Competitiva Japonesa. Compañia Editorial Continental, S:A: CECSA. Mexico 1992.
[14].-Howards. Gitlow Planificando Para La Calidad La Productivudad y una Posicion Competitiva, Ventura Ediciones, S:A: de C:V: Mexico 1991.
[15].-Peter R. Scholtes. El Manual del Equipo (Como Usar Equipos Para Mejorar la Calidad) Joiner Madison, Wisconsin. 1991.
157

[16].-Edwar J. Hay. Justo a Tiempo Editorial Norma Colombia. 1992.
[17].-Nigel Slack. La Ventaja Manufacturera Panorama Editorial. Mexico. 1993.
[18].-Roco L.Martino. Sistemas Integrados de Fabricación Limusa. Mexico. 1979.
[19].-David G. Ullman. The Mechanical Design Process. MacGraw-Hill, Inc. Highstown, NJ USA. 1992
[20].-Leonard Bertain; Lee Hales A Program Guide for CIM Implementatión Society of Manufacturing Engineers. Dearborn, Michigan. 1987.
[21].-Douglas C. Montgomery. Diseño y Ana.lisis de Experimentos Grupo Editorial lberoamerica. Mexico,D.F. 1991.
[22].-P.J: ó Grady Just- In- Time (Una estrategia fundamental para los jefes de producción) la. ed.McGraw-Hill. España. 1992.
[23].-Hiroyuki HiranoEl Jit Revolución en las fabricas. S.A. Mexico. 1990.
Tecnlogias de Gerencia y Producción
[24].-Hitoshi Kume Editorial Norma Referencias.
Herramientas Estadísticas Básicas para mejorar la Calicad Colombia. 1993.
[25].-Glenn Palrner. Feature-Base Design Methods for Predictive Design Paradigm Small Business Innovation Resfarch Program. Richardson. USA. 1990
[26].- Pedro Luis grasa Soler. Apuntes Curso de Sistemas Flexibles de Manufactura. ITESM-CEM México 1992 .
[27].- Pedro Luis grasa Soler México 1992.
..... A..,.pun_t ... es .... T ... e .... c .... no .... lo...,.gi,..' as-.....d ... e-As.-ist ..... e .... n ... ci_a ___ lTESM-CEM
[28].- Enrique Rustrian Tesis de Maestia Metodología para la implantación de un Sitema de Diseño e Ingenieáa Auxiliado por Computadora en dos Empresas de Carrocerias de Autobuses.
ITESM-CEM México 1993.
[30].- Varios QFD Quality Funtion Deployment. Centro de Calidad, DGI, ITESM Campus Monterrey. México 1991.
[31].- Jackb. Revelle. The New Quality Tecnology and Introductión to Quality Function Deployment (QFD) and Taguchi Methods. Hughes Airgraft Methods. U: S: A: 1990.
158
[3 2]. -V arios. Programas de Ingenieóa de Calidad metodología Taguchi Modulos I II lil. ITESM-CEM México 1992.
[33].- Justo Carracedo Gallardo Barcelona España 1988
Redes Locales en la Industria
[34].- Paul Reseteris., Gary Bertoline. Using Cadkey. Inc. U:S:A. 1994.
[35].- Robert R. Blake, Jane Srygley Mounton, Robert L. Allen. Equipo Editorial Norma. Bogotá, Colombia. 1989
Articulos e informacion tecnica.
Editorial Marcombo
Editorial Delmar Publishers
Como Trabajar en
1 A.-Paul Heldenrelch. Designing for Manufacturability. Quality Process.Magacine. USA.1988.
2A.-Pohlenz,M.H: Taguchi experiment to desig for low cost, high reliability surface mounted components p 153-60. IEEE New York USA. !990.
3A.-Keys, L:K:; Rao, R.; Balakrishnan,K. Concurrent engmeeang for consumer, indutrial products IEEE. New York, USA. 1991.
4A.-Pennell, J:P:; Winner,R:I. Concurrent engieneering· practices and prospects IEEE:New York. USA. 1989.
5A.- W.D.Bradnt. CE Considerations in Software Evaluatión I CERC West Virginia University (WVU) U.S.A: 1992.
6A.- H. M.Karandikar, R:T. Wood. Implementing Concurrent Engineering.
Process and Technology Readiness Assessment For CERC West Virginia University (WVU)
U.S.A: 1992.
7 A.- K:J:Cleetus. Definition ofConcurrent Ingineering CERC. WVU. U:S:A: 1992
8A.- H. M.Karandikar, R:T. Wood, M. M. E. Fotta., M. Lawson. Assessing Organizational Readinees for Implementing Concurrent Engineering Practices and Collaborative Techonologies. CERC. WVU. U:S:A: 1992
9A.- H. M.Karandikar, K:J:Cleetus. et al Engineering CERC. WVU.
Computer U.S.A 1991.
10.- A.I: Lowenstein., Steve Shloseer and Gregory Winter. Intemational Test Conference U.S.A 1990.
159
Sopport for Concurrent
Concurrent Engineering

11. - Varios. Process Issues in Concurrent Engineeóng. 1992.
CERC. WVU. U.S.A
12.-Advance Research ProyectsAgency (ARPA) Concurrent Engineeóng (RACE) for DICE
Periodicos.
[IP].-El Finaciero. [2P].-El Finaciero. [3P].-El Finaciero. [4P].-El Finaciero. [5P].-El Finaciero. [6P].-El Finaciero.
22-Dic.-1993. p.20 29-Dic.-1993. p.8 3-Ene .. -1994. p.3 16-Jun .. -1994. p.28 22-May.-1994.p. la. 14-Feb.-1994.p.12
Final Report Readi'ness Assesment for U.S.A. 1993.
160





























