Embed Size (px)
Citation preview
INTERNATIONAL JOURNAL OF CHEMICAL
REACTOR ENGINEERING
Volume 8 2010 Article A79
Modeling and Optimization of MeOH toDME in Isothermal Fixed-bed Reactor
Mohammad Farsi∗ Abdolhossein Jahanmiri†
Reza Eslamloueyan‡
∗Shiraz University, [email protected]†Shiraz University, [email protected]‡Shiraz University, [email protected]
ISSN 1542-6580Copyright c©2010 The Berkeley Electronic Press. All rights reserved.
Modeling and Optimization of MeOH to DME inIsothermal Fixed-bed Reactor
Mohammad Farsi, Abdolhossein Jahanmiri, and Reza Eslamloueyan
Abstract
Dimethyl ether (DME) is a green fuel that commercially produced in an adia-batic fixed bed reactor by methanol dehydration. In the present work, a shell andtube fixed bed reactor is modeled and optimized for DME production. The reactoris modeled based on mass and energy conservation equations as well as auxiliaryequations. In order to estimate the DME production and temperature profile alongthe reactor, a one dimensional heterogeneous model consist of a set of nonlin-ear differential and algebraic equations has been solved numerically. Also, TheDME production in the isothermal reactor is maximized by adjusting the optimaltemperature distribution along the reactor using genetic algorithm. Then, the per-formance of the proposed isothermal reactor is compared with industrial adiabaticfixed bed reactor. Results showed the higher DME production rate and methanolconversion in the optimized reactor.
KEYWORDS: fixed-bed reactor, DME synthesis, heterogeneous model, geneticalgorithm

1. Introduction The commitment to the production of any chemical product often depends on its profit ability and other environmental and economic factors such as pollution and resource. DME is a colorless gas at the ambient condition and easily liquefied under light pressure. Recently, DME has received high attention due to global environment pollution and energy supply problem. Features which make DME attractive include that it does not produced any particulate matter and toxic gases such as NOx at burning, when used as a fuel. It can be produced from a variety of feed-stock such as natural gas, crude oil, residual oil, coal, waste products and bio-mass (Arcoumanis et al., 2008). It is quite useful for a variety of application such as LPG substitute, transportation fuel, propellant, chemical feedstock and fuel cell (Ng, et al, 1999). Conventional DME production involves a methanol dehydration reaction, but over the last several years there have been attempts to develop the technology to synthesize DME from synthesis gas in order to produce it at low cost.
DME can be produced from natural syngas as direct synthetic and methanol dehydration as indirect synthetic method. DME production through direct synthesis from syngas using a dual catalyst system permits both methanol synthesis and dehydration in a single process, with no methanol purification. At present, DME is commercially produced by dehydration of methanol in the adiabatic packed bed reactor using acidic porous catalysts (Lu et al., 2004). Whereas, conventional adiabatic fixed bed reactors are commercially used in industry scale but fluidized bed reactor is proposed as an ideal reactor for the DME synthesis (Xiao et al., 2002). Also, between fixed bed reactors the isothermal reactor can be used for DME production.
Isothermal reactor is a heat exchanger where the reaction occurs in its tubes or shell and the heat of reaction effect eliminate using medium. The isothermal reactors are controllable and higher throughput than adiabatic reactors. Specially, conversion in the reversible reactions can be improved using isothermal reactor. For irreversible reactions, the reaction rate increases with temperature, so the optimal temperature is the highest allowable as determined by factors such as product selectivity, and product decomposition. Also, for endothermic and reversible reactions, both the reaction rate and equilibrium conversion increase when the temperature increases. Thus, the best temperature is the highest allowable temperature. However, in exothermic and reversible reactions, the reaction rate increases when the temperature is raised, although equilibrium conversion decreases. Therefore, the optimal temperature has to be a compromise of these kinetic and thermodynamic factors to obtain reasonably high reaction rate and large conversion. In other words, the optimal temperature distribution is defined for exothermic and reversible reactions in batch or plug-flow reactor.
1Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010
Temperature distribution policy is a key to optimal operation of these reactions such as ammonia, methanol and DME reaction. In this study, an optimized isothermal shell and tube reactor is proposed for exothermic and reversible reaction of methanol to DME. The heat of reaction is removed from tubes using saturated water, which is circulating as a coolant in the shell side of reactor.
There are several articles in the literature that discuss modeling of catalytic packed bed reactors. Jorgensen (1986) studied and reviewed dynamic modeling and simulation of fixed bed reactors completely. Nasehi et al. (2006) modeled and simulated DME synthesis in adiabatic fixed bed reactor and shown that difference between one-dimensional and two-dimensional modeling is negligible. Shahrokhi and Baghmisheh (2005) proposed a dynamic model for methanol synthesis in fixed-bed reactor. Also they proposed a steady state optimizer to higher methanol production. Liu et al. (2007) modeled and designed a three-phase bubble column reactor for direct synthesis of DME from syngas with considering the influence of inert carrier backmixing on transfer and the influence of catalyst grain sedimentation on reaction. Simulation of fluidized-bed reactor for DME synthesis from syngas has been performed by Lu et al. (2003) using plug flow model, which shows the great advantage of fluidized-bed over fixed-bed or slurry reactor. Moradi et al. (2007) studied DME synthesis from synthesis gas in slurry reactor experimentally and determined the optimum operating conditions of DME synthesis. Omata et al. (2003) studied DME production from syngas in a temperature gradient reactor for overcoming both the equilibrium limit of the reaction at high temperature and low activity of the catalyst at low temperature. Then, they optimized the reactor for higher CO conversion by combined genetic algorithm and neural network. Kordabadi and Jahanmiri (2005) modeled and optimized methanol synthesis reactor heterogeneously. They obtained the optimal temperature profile along the reactor using genetic algorithm as a powerful method to enhance overall production.
The objective of current study is to optimize DME synthesis reactor using two different approaches. In the first approach the optimal temperature profile along the reactor is obtained. Then, the second approach is followed to get an optimal cooling shell temperature to maximize production rate. Both approaches are performed by steady state optimization using genetic algorithm programming. In the first and second approaches the temperature distribution in gas flow and the constant temperature in the shell side of the reactor which yields the highest DME mole flow rate are calculated, respectively. The second approach that develops a constant temperature for the shell side is known as a practical and feasible approach.
2 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79

2. Genetic algorithm Most of optimization techniques based on gradient methods have the possibility of getting trapped at local optimum related to the degree of function non-linearity and initial guess. Thus, these techniques do not ensure global optimum of functions. Genetic algorithms (GAs) are an adaptive heuristic search algorithm premised on the evolutionary ideas of natural selection and genetic. In fact, GAs are categorized as global search heuristics for solving complex constrained and unconstrained optimization problems.
These algorithms are a particular class of evolutionary algorithms that use techniques inspired by evolutionary biology such as inherence, mutation, selection and crossover. This algorithm repeatedly modifies a population of individual solutions. At each step, the genetic algorithm selects individuals at random from the current population to be parents and uses them to produce the children for the next generation. Over successive generations, the population moves toward an optimal solution in the feasible domain.
The great difference between GAs and conventional methods is that genetic algorithms can consider infeasible individuals. In the genetic programming an objective function is considered which should be minimized or maximized by manipulation of the input variable. In this paper GA is employed as a powerful method to obtained optimal temperature distribution along the DME reactor. The optimization problem is maximization of the outlet DME mole flow rate by manipulation of the temperature distribution. The objective function is defined as follow:
( ) reactor of end atDMEFFunctionObjective max= (1)
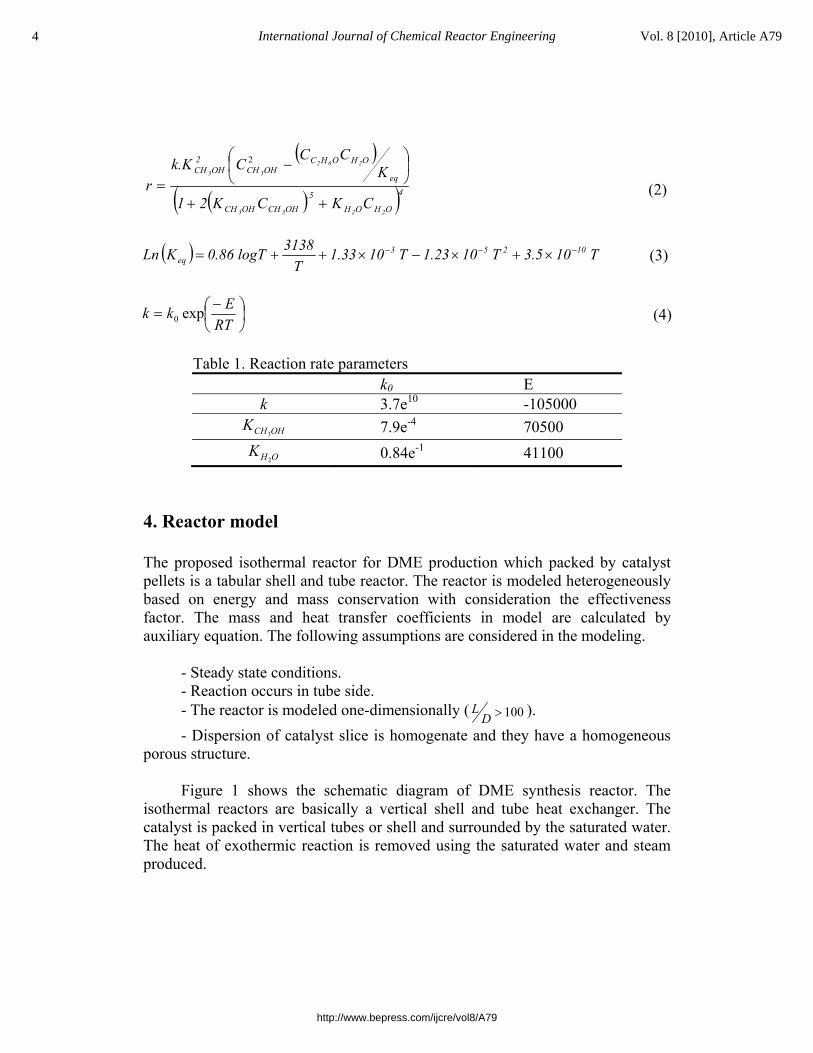
3. Reaction kinetics The reaction of DME synthesis is mainly dehydration of methanol that is exothermic and equilibrium reaction. Many researches are focused on DME synthesis reaction. In the current work, the rate expressions have been selected from Berćić et al. (1992).
molkJ -23.4HOH OCHCH OH2CH 2333 =Δ+⇔
Reaction rate parameters which occur in the formulation of kinetic
expressions are tabulated in Table 1, respectively.
3Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010
( )
( )( )4OHOH.5
OHCHOHCH
eq
OHOHCOHCH
2OHCH
2233
26233
CKCK21
KCCCk.K
r++
⎟⎠⎞
⎜⎝⎛ −
=
2
(2)
( ) T 103.5T 101.23T 101.33T
3138logT 0.86K Ln 10253eq
−−− ×+×−×++= (3)
⎟⎠⎞
⎜⎝⎛ −=
RTEkk exp0 (4)
Table 1. Reaction rate parameters
k0 E k 3.7e10 -105000
OHCHK3
7.9e-4 70500
OHK2
0.84e-1 41100
4. Reactor model The proposed isothermal reactor for DME production which packed by catalyst pellets is a tabular shell and tube reactor. The reactor is modeled heterogeneously based on energy and mass conservation with consideration the effectiveness factor. The mass and heat transfer coefficients in model are calculated by auxiliary equation. The following assumptions are considered in the modeling.
- Steady state conditions. - Reaction occurs in tube side. - The reactor is modeled one-dimensionally ( 100>D
L ). - Dispersion of catalyst slice is homogenate and they have a homogeneous
porous structure. Figure 1 shows the schematic diagram of DME synthesis reactor. The
isothermal reactors are basically a vertical shell and tube heat exchanger. The catalyst is packed in vertical tubes or shell and surrounded by the saturated water. The heat of exothermic reaction is removed using the saturated water and steam produced.
4 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79
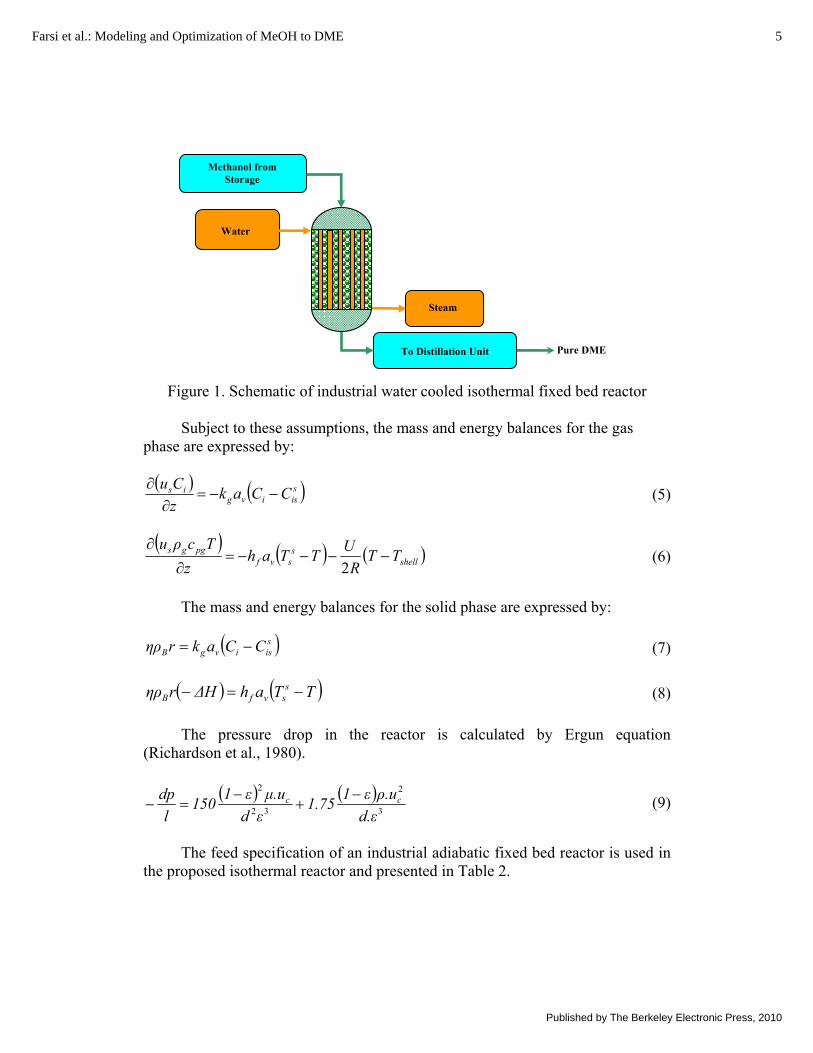
Figure 1. Schematic of industrial water cooled isothermal fixed bed reactor
Subject to these assumptions, the mass and energy balances for the gas
phase are expressed by:
( ) ( )sisivg
is CCakzCu
−−=∂
∂ (5)
( ) ( ) ( )shell
ssvf
pggs TTR
UTTahz
Tcρu−−−−=
∂∂
2 (6)
The mass and energy balances for the solid phase are expressed by:
( )sisivgB CCakrηρ −= (7)
( ) ( )TTahΔHrηρ s
svfB −=− (8) The pressure drop in the reactor is calculated by Ergun equation
(Richardson et al., 1980).
( ) ( )3
2
32
2
d.ερ.uε11.75
εdμ.uε1150
ldp cc −
+−
=− (9)
The feed specification of an industrial adiabatic fixed bed reactor is used in
the proposed isothermal reactor and presented in Table 2.
Steam
Pure DME To Distillation Unit
Water
Methanol from Storage
5Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010

Table 2. Feed specification of an existing industrial DME reactor Parameter value T (oc) 260 P (bar) 18.2 Mass flow rate (kg/s) 50.81 Mass fraction (%)
Methanol Water DME
94 % 1 % 5 %
In order to evaluate the mathematical model, an industrial adiabatic fixed-
bed reactor for DME synthesis is modeled and simulation results compared with plant data. The assumptions considered in simulation of the adiabatic reactor are as bellow:
- Steady state conditions, Dispersion of catalyst slice is homogenate, - The reactor shell is well insulated, - Due to plug flow pattern and low heat of reaction the radial dispersion is
neglected in the adiabatic reactor. - The catalyst slice is assumed lumped body, (Boit number less than 0.1). The energy and mass balances for the adiabatic reactor in the gas phase are
expressed by:
(10)( ) ( )s
isvgis CCiak
zCu
−−=∂
∂
(11)( ) ( )TTah
zTcρu s
svfpggs −−=
∂∂
The mass and energy balances in the solid phase are expressed by:
( )sisivgB CCakrηρ −= (12)
( ) ( )TTahΔHrηρ s
svfB −=− (13) In above equations iη is the effectiveness factor which is defined as actual
reaction rate per particle to theoretical reaction rate in absence of internal mass transfer that could be expressed as follow.
6 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79

(14)surfacep
pi r.V
dV rη ∫=
The mass and heat transfer coefficients, gk and fh , are estimated using the
following correlations (Cussler, 1984).
(15)3g
0.67ig
0.42gi 10u . Sc.u1.17Rek −−=
(16)( ) 32
gpm
0.407gp
f .Pr .ρρ.c μ
ρ .u .Dε
0.485h −−
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛=
5. Numerical solution The governing equations combined with the kinetic expressions and auxiliary correlations are comprised nonlinear algebraic, ordinary differential equations. This set of equations is solved using backward finite difference approximation followed with 4th order Runge-Kutta method. 120 nodes are considered along the reactor which was small enough for the required accuracy. Mass balance equation for gas phase for each nod is as follow:
(17)( ) 1N1,2,...,iCCakΔz
CCu kis
kivg
1ki
ki
s −=−−=− −
The obtained nonlinear algebraic equations should be solved by numerical
method. This procedure should be repeated for all the nodes in the reactor. The results of node k are to be used as inlet conditions for the next node (k+1).
At the end of this procedure it is possible to plot the concentration of components and temperature versus length.
6. Results and discussion In order to evaluate the model accuracy, Table 3 shows the comparison of steady state simulation results of the adiabatic reactor with plant data. The plant data used for evaluation is taken from Zagros Petrochemical Complex. As it is seen, the maximum absolute error is about 1.95% which is acceptable.
7Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010
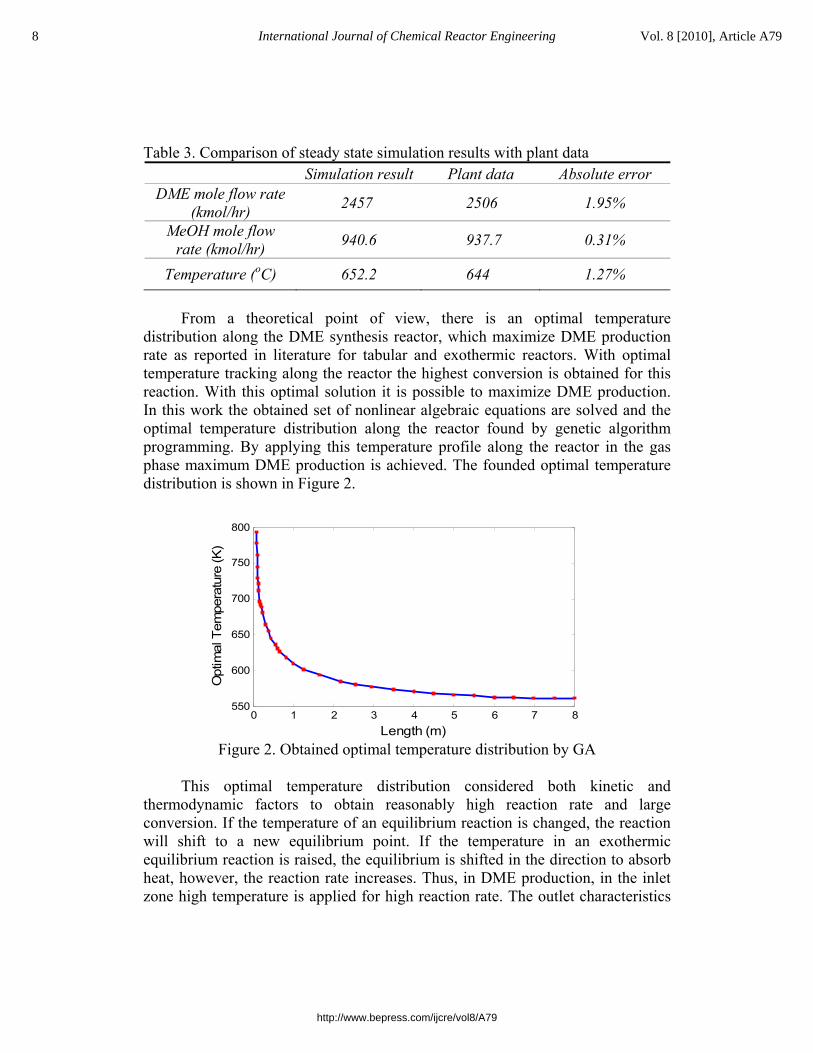
Table 3. Comparison of steady state simulation results with plant data Simulation result Plant data Absolute error
DME mole flow rate (kmol/hr) 2457 2506 1.95%
MeOH mole flow rate (kmol/hr) 940.6 937.7 0.31%
Temperature (oC) 652.2 644 1.27% From a theoretical point of view, there is an optimal temperature
distribution along the DME synthesis reactor, which maximize DME production rate as reported in literature for tabular and exothermic reactors. With optimal temperature tracking along the reactor the highest conversion is obtained for this reaction. With this optimal solution it is possible to maximize DME production. In this work the obtained set of nonlinear algebraic equations are solved and the optimal temperature distribution along the reactor found by genetic algorithm programming. By applying this temperature profile along the reactor in the gas phase maximum DME production is achieved. The founded optimal temperature distribution is shown in Figure 2.
0 1 2 3 4 5 6 7 8550
600
650
700
750
800
Length (m)
Opt
imal
Tem
pera
ture
(K)
Figure 2. Obtained optimal temperature distribution by GA
This optimal temperature distribution considered both kinetic and
thermodynamic factors to obtain reasonably high reaction rate and large conversion. If the temperature of an equilibrium reaction is changed, the reaction will shift to a new equilibrium point. If the temperature in an exothermic equilibrium reaction is raised, the equilibrium is shifted in the direction to absorb heat, however, the reaction rate increases. Thus, in DME production, in the inlet zone high temperature is applied for high reaction rate. The outlet characteristics
8 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79
of the optimal reactor are presented in Table 4. Also, because the DME commercially produced in adiabatic fixed-bed reactor, the optimal results are compared with the adiabatic reactor.
Table 4. Comparison between optimal and adiabatic reactor
adiabatic reactor optimized reactor Methanol conversion 81.9 % 85.75 % DME mole flow rate
(kmol/hr) 2453 2560
It is shown that the DME mole flow rate and methanol conversion are
increased about 107 kmol/hr and 4.7%, respectively. Although the percentage of conversion improvement appears not too high, the total annual DME production for 8000 hours of operation will be about 856 mega mol greater than that of the conventional industrial reactor. But, this temperature distribution is difficult to apply and therefore a proper strategy should be considered in industrial scale. For this purpose, the reactor always operates at optimal constant temperature or it can be divided to several segments so that each segment operates at different temperature. Characteristics of the proposed isothermal reactor are presented in Table 5.
Table 5. Isothermal reactor characteristics
Tube diameter [m] 0.09 Reactor length [m] 8
Tube number 2000 In this section an optimal constant temperature distribution is obtained for
shell side in order to achieve maximum DME production using genetic programming. Then, the performance of optimized reactor is compared with adiabatic fixed-bed reactor. Calculated optimal temperature for shell side is 589 K. In the inlet zone of the reactor heat is transferred from the shell side to the tube side that cause higher reaction rate and DME production. Since the reactor is exothermic and reversible, due to temperature increasing and produced heat, DME production decreased and heat removal along the reactor causes an increase in the DME production. By this strategy energy saving and maximum production rate are achieved. The methanol conversion of the isothermal and adiabatic fixed-bed reactor are % 4.78 and % 9.18 , respectively.
The performance of second approach is compared with conventional adiabatic reactor and it is shown that methanol conversion is increased about
% .43 . The outlet characteristics of the isothermal and adiabatic reactors are presented and compared in Table 6.
9Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010
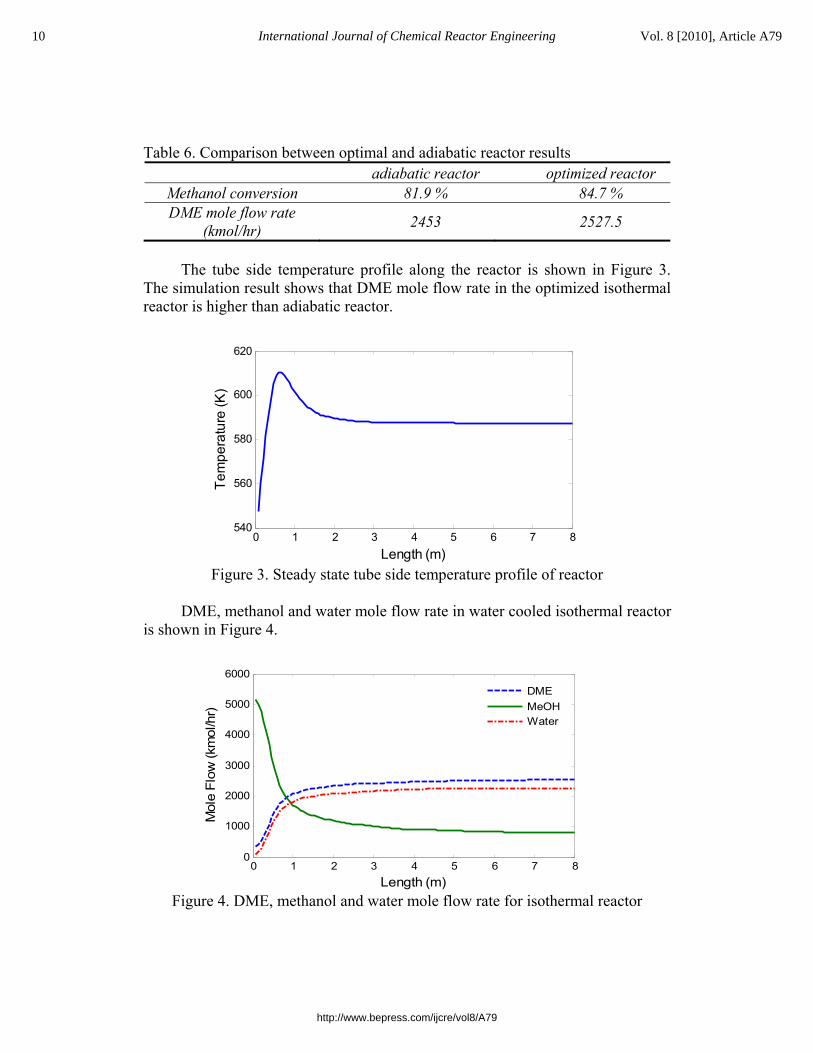
Table 6. Comparison between optimal and adiabatic reactor results adiabatic reactor optimized reactor
Methanol conversion 81.9 % 84.7 % DME mole flow rate
(kmol/hr) 2453 2527.5
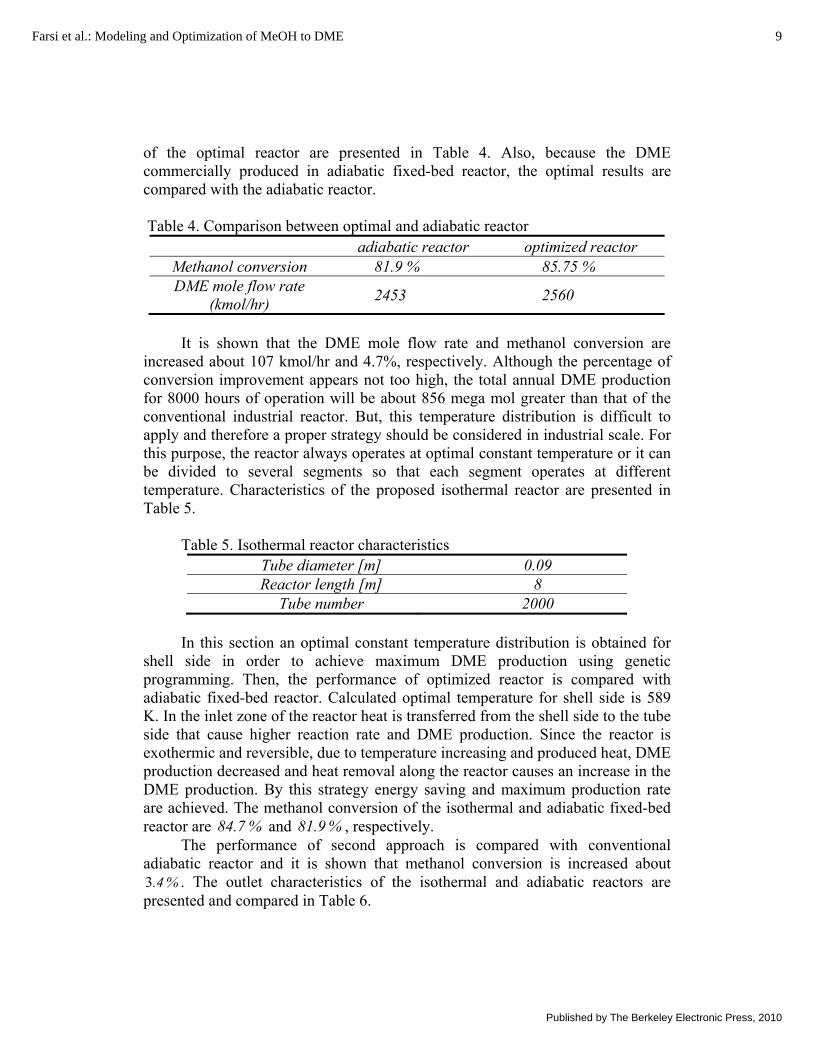
The tube side temperature profile along the reactor is shown in Figure 3.
The simulation result shows that DME mole flow rate in the optimized isothermal reactor is higher than adiabatic reactor.
0 1 2 3 4 5 6 7 8540
560
580
600
620
Tem
pera
ture
(K)
Length (m) Figure 3. Steady state tube side temperature profile of reactor
DME, methanol and water mole flow rate in water cooled isothermal reactor
is shown in Figure 4.
0 1 2 3 4 5 6 7 80
1000
2000
3000
4000
5000
6000
Length (m)
Mol
e Fl
ow (k
mol
/hr)
DMEMeOHWater
Figure 4. DME, methanol and water mole flow rate for isothermal reactor
10 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79
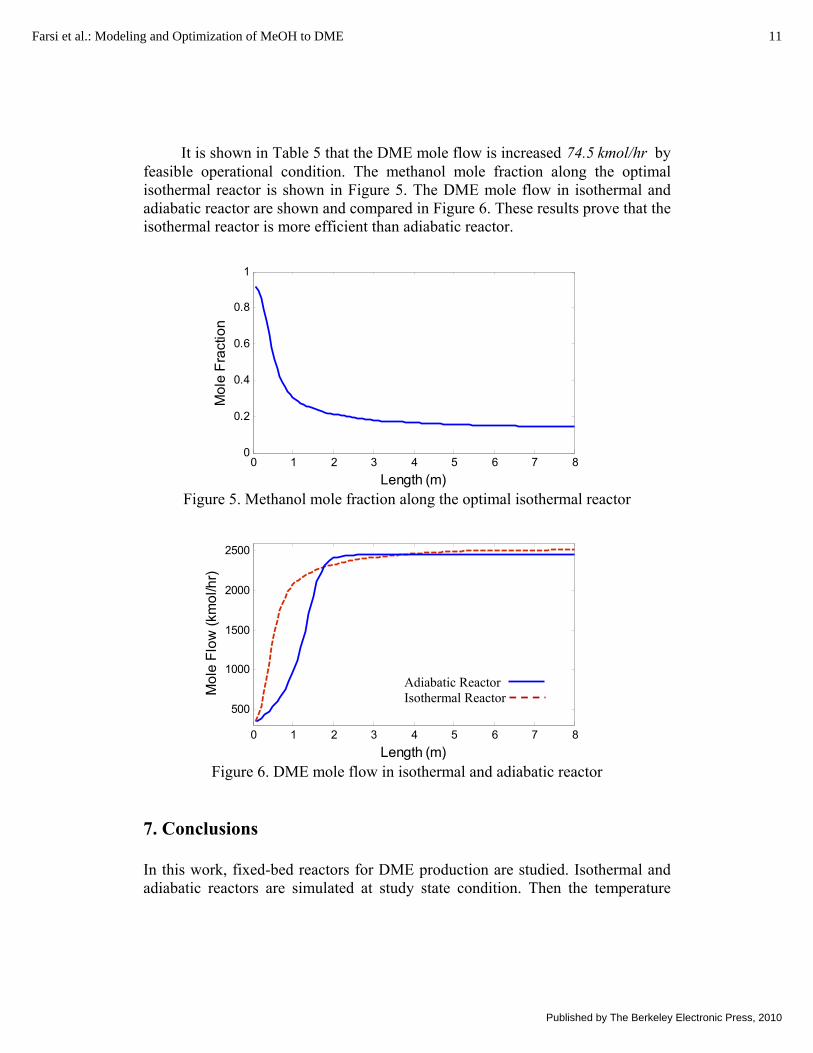
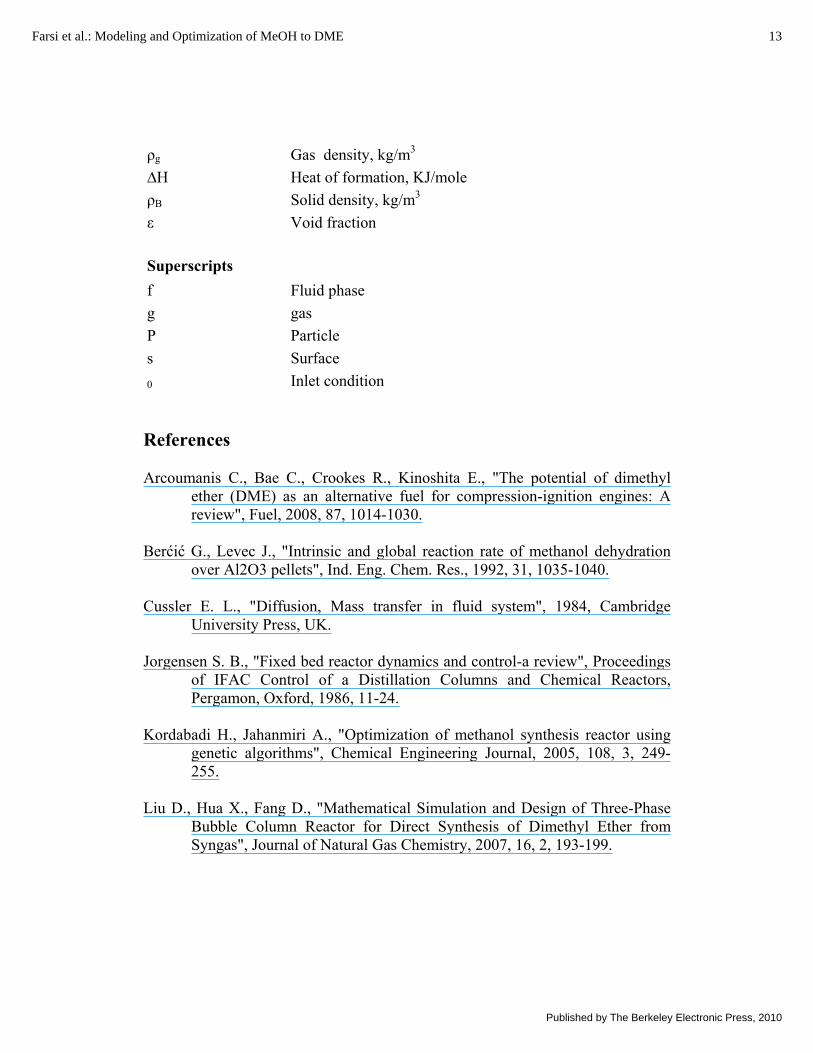
It is shown in Table 5 that the DME mole flow is increased kmol/hr 4.57 by feasible operational condition. The methanol mole fraction along the optimal isothermal reactor is shown in Figure 5. The DME mole flow in isothermal and adiabatic reactor are shown and compared in Figure 6. These results prove that the isothermal reactor is more efficient than adiabatic reactor.
0 1 2 3 4 5 6 7 80
0.2
0.4
0.6
0.8
1
Mol
e Fr
actio
n
Length (m) Figure 5. Methanol mole fraction along the optimal isothermal reactor
0 1 2 3 4 5 6 7 8
500
1000
1500
2000
2500
Length (m)
Mol
e Fl
ow (k
mol
/hr)
Figure 6. DME mole flow in isothermal and adiabatic reactor
7. Conclusions In this work, fixed-bed reactors for DME production are studied. Isothermal and adiabatic reactors are simulated at study state condition. Then the temperature
Adiabatic Reactor Isothermal Reactor
11Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010

distribution along the isothermal reactor is obtained in order to maximize the outlet DME mole flow rate. Two approaches are utilized to maximization of DME production consist of constant and variable temperature distribution along the reactor. The important key issues in DME reactor could be inserting the higher temperature at first zone of reactor for higher kinetics constant and then reducing temperature gradually at the end zone for overcoming the thermodynamic equilibrium limits. The performance of first approach is compared with conventional adiabatic reactor at same feed conditions and it is shown that methanol conversion is increased about % .74 . Also, the obtained methanol conversion in second approach is increased about %.43 . These findings lead us to conclude that the methanol dehydration and DME production is higher using the optimized isothermal reactor.
Notations
Specified surface for mass and heat transfer, m2/m3 av Gas phase concentration, Mole/m3Ci Solid phase concentration, Mole/m3Cis , W/kg.KSpecific heat capacityCp Activation energy, J/molEHeat transfer coefficient, W/m2.shf
Kinetic constant, m3/mol.s kMass transfer coefficient, m/skgi Temperature, KT Overall heat transfer coefficient, W/m2.sUVelocity, m/s uReaction rate, mol/kg.hrr Prantel number, dimensionlessPr Reactor redial, mRReynolds number, dimensionlessReSchmidt number, dimensionlessScReactor length, mz
Greek letters
Effectiveness factor i ηGas conduction coefficient, W/m2.ser λ
12 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79
Gas density, kg/m3 g ρHeat of formation, KJ/mole∆H Solid density, kg/m3 B ρVoid fractionε
SuperscriptsFluid phasefgasgParticlePSurfacesInlet condition 0
References Arcoumanis C., Bae C., Crookes R., Kinoshita E., "The potential of dimethyl
ether (DME) as an alternative fuel for compression-ignition engines: A review", Fuel, 2008, 87, 1014-1030.
Berćić G., Levec J., "Intrinsic and global reaction rate of methanol dehydration
over Al2O3 pellets", Ind. Eng. Chem. Res., 1992, 31, 1035-1040. Cussler E. L., "Diffusion, Mass transfer in fluid system", 1984, Cambridge
University Press, UK. Jorgensen S. B., "Fixed bed reactor dynamics and control-a review", Proceedings
of IFAC Control of a Distillation Columns and Chemical Reactors, Pergamon, Oxford, 1986, 11-24.
Kordabadi H., Jahanmiri A., "Optimization of methanol synthesis reactor using
genetic algorithms", Chemical Engineering Journal, 2005, 108, 3, 249-255.
Liu D., Hua X., Fang D., "Mathematical Simulation and Design of Three-Phase
Bubble Column Reactor for Direct Synthesis of Dimethyl Ether from Syngas", Journal of Natural Gas Chemistry, 2007, 16, 2, 193-199.
13Farsi et al.: Modeling and Optimization of MeOH to DME
Published by The Berkeley Electronic Press, 2010
Lu W. Z., Teng L. H., Xiao W. D., "Simulation and experiment study of Dimethyl ether synthesis from syngas in a fluidized-bed reactor", Chemical Engineering Science, 2004, 59, 5455-5464.
Lu W. Z., Teng L. H., Xiao W. D., "Theoretical analysis of fluidized bed reactor
for dimethyl ether synthesis from syngas", International Journal of Chemical Reactor Engineering, 2003, 1, Article S2.
Moradi G. R., Ghanei R., Yaripour F., "Determination of the Optimum Operating
Conditions for Direct Synthesis of Dimethyl Ether from Syngas", International Journal of Chemical Reactor Engineering, 2007, 5, Article A14.
Nasehi S. M., Eslamlueyan R., Jahanmiri A., "Simulation of DME reactor from
methanol", Proceedings of the 11th chemical engineering conference, Iran, Kish Island, 2006.
Ng K. L., Chadwick D., Toseland B. A., "Kinetics and modeling of Dimethyl
ether synthesis from synthesis Gas", Chemical Engineering Science, 1999, 54, 3587-3592.
Omata K., Ozaki T., Umegaki T., Watanabe Y., Nukui N., Yamada M.,
"Optimization of the temperature profile of a temperature gradient reactor for DME synthesis using a simple genetic algorithm assisted by a neural network: High-quality transportation fuels", Energy & fuels, 2003, 17, 4, 836-841.
Richardson J. F., Harker J. H., Backhurst J. R., "Coulson and Richardson’s
chemical engineering", 1980, 3th Edition, Pergamon International Library, New York.
Shahrokhi M., Baghmisheh G. R., "Modeling, simulation and control of a
methanol synthesis fixed-bed reactor", Chemical Engineering Science, 2005, 60, 4275-4285.
Xiao W. D., Lu W. Z., "A novel technology of DME synthesis from syngas",
2002, Patent No. CN1332141, China.
14 International Journal of Chemical Reactor Engineering Vol. 8 [2010], Article A79
http://www.bepress.com/ijcre/vol8/A79





























