Embed Size (px)
Citation preview

Applied Energy 87 (2010) 779–785
Contents lists available at ScienceDirect
Applied Energy
journal homepage: www.elsevier .com/locate /apenergy
Okra (Hibiscus esculentus) seed oil for biodiesel production
Farooq Anwar a,*, Umer Rashid a,b, Muhammad Ashraf c, Muhammad Nadeem a
a Department of Chemistry and Biochemistry, University of Agriculture, Faisalabad 38040, Pakistanb Department of Industrial Chemistry, Government College University, Faisalabad 38000, Pakistanc Department of Botany, University of Agriculture, Faisalabad 38040, Pakistan
a r t i c l e i n f o
Article history:Received 14 May 2009Received in revised form 20 September2009Accepted 20 September 2009Available online 17 October 2009
Keywords:Okra seedsOil extractionTransesterificationBiodieselGas chromatography/mass spectrometryFuel properties
0306-2619/$ - see front matter � 2009 Elsevier Ltd. Adoi:10.1016/j.apenergy.2009.09.020
* Corresponding author. Fax: +92 41 9200764.E-mail addresses: [email protected] (F. Anw
(U. Rashid).
a b s t r a c t
Biodiesel was derived from okra (Hibiscus esculentus) seed oil by methanol-induced transesterificationusing an alkali catalyst. Transesterification of the tested okra seed oil under optimum conditions: 7:1methanol to oil molar ratio, 1.00% (w/w) NaOCH3 catalyst, temperature 65 �C and 600 rpm agitationintensity exhibited 96.8% of okra oil methyl esters (OOMEs) yield. The OOMEs/biodiesel produced wasanalyzed by GC/MS, which showed that it mainly consisted of four fatty acids: linoleic (30.31%), palmitic(30.23%), oleic (29.09%) and stearic (4.93%). A small amount of 2-octyl cyclopropaneoctanoic acid withcontribution 1.92% was also established. Fuel properties of OOMEs such as density, kinematic viscosity,cetane number, oxidative stability, lubricity, flash point, cold flow properties, sulfur contents and acidvalue were comparable with those of ASTM D 6751 and EN 14214, where applicable. It was concludedthat okra seed oil is an acceptable feedstock for biodiesel production.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction cultivation in Pakistan is 2.21 � 105 hec producing about
The depletion of world petroleum reserves due to rapidly grow-ing energy demands coupled with environmental concerns hasprompted the efforts to explore some alternative sources of petro-leum-based fuels [1]. In this context, biodiesel has gained consider-able ground in public world-over [2]. Currently, biodiesel is mainlyprepared from conventionally grown edible oils such as sunflower,soybean and palm oils [1,3,4] thus leading to alleviate food versusfuel issue [5].
Exploration of some non-food and newer resources of vegetableoil for biodiesel production is becoming important not only due toappreciably high cost of commonly consumed edible oils but alsodue to their ever-increasing demand. Several non-edible oils likeJatropha-, Neem-, Karanja-, Tobacco-, and Moringa-seed oils, usedfrying oil, grease, tallow and lard have been previously investigatedfor biodiesel production [6–11].
Okra (Hibiscus esculentus) is widely distributed in the tropical tosubtropical regions from Africa to Asia, Southern European andMediterranean countries, and America [12,13]. In Pakistan, okrais locally known as ‘‘bhindi”. Okra is mainly grown as a vegetablein the plain areas of Pakistan. It grows well under warm climaticconditions (temperature above 26 �C) [14]. Total area under okra
ll rights reserved.
ar), [email protected]
2.86 � 106 tons of green pods [15].The seeds of mature okra pods, sometimes used for poultry feed
are also consumed after roasting and as a coffee substitute. Theseare considered to be a stomachic stimulant, antispasmodic, and ner-vine [16]. The okra seeds have been used on a small scale for oil pro-duction. Andras et al. [13] reported the okra seed from Greece to be apotential source of oil with concentration varying from 15.9% to20.7%. The oil mainly consisted of linoleic acid (up to 47.4%). Savelloet al. [17] found okra seed oil as one of the rich sources of unsaturatedfatty acids. Some other studies also revealed the potential of okraseed as a source of oil and protein for both the temperate regionsand the tropics [12,18].
The principal aim of the present investigation was to assesswhether or not the okra seed oil could be used as a potential non-conventional feedstock for biodiesel production. As far as we know,okra seed oil has not yet been investigated for biodiesel production.Optimization of key reaction parameters such as catalyst type and itsconcentration and molar ratio of methanol to oil for the methanoly-sis of okra seed oil was performed. Furthermore, the fuel propertiesof methyl esters of okra oil were investigated and compared withbiodiesel ASTM and EU specifications.
2. Materials and methods
2.1. Materials
The seeds of okra (H. esculentus) were procured from theAyub Agricultural Research Institute (AARI), Faisalabad, Pakistan.

780 F. Anwar et al. / Applied Energy 87 (2010) 779–785
n-Hexane, methanol, sodium methoxide, sodium hydroxide,potassium hydroxide, potassium methoxide and anhydrous so-dium sulfate were purchased from Merck (Darmstadt, Germany).Pure fatty acid methyl esters used as standards were procuredfrom Sigma Chemical Co. (St. Louis, MO).
2.2. Extraction of oil
The seeds (500 g) of each batch of okra were crushed using acoffee grinder. The extraction was done in n-hexane (0.8 L) on awater bath for 6 h, using the Soxhlet extractor. The solvent was dis-tilled off at 45 �C using a rotary evaporator.
2.3. Degumming of oil
The okra seed oil placed in a beaker was heated at 70 �C on awater bath. A calculated amount of hot water was then added intothe oil to bring it to a final volume of 18%. The contents of the bea-ker were mixed thoroughly with a glass rod. On cooling, the mix-ture was centrifuged using a refrigerated centrifuge machine(Model CHM-17; Kokusan Denki, Tokyo, Japan) at 3000 rpm for15 min to separate the oil. The recovered oil was stirred with anhy-drous sodium sulfate for 5 min and then subjected to filtrationthrough a filter paper in an oven (EYELA, VOC-300 SD, Tokyo, Ja-pan) at 50 �C.
2.4. Experimental conditions for transesterification
Experiments were performed to evaluate the effects of metha-nol/oil ratio and type and concentration of catalyst on transesteri-fication reaction of crude okra seed oil. The reaction time(120 min), reaction temperature (65 �C) and agitation intensity(600 rpm) was kept constant throughout the experiment. The mo-lar ratio methanol/oil was varied as 3:1, 4:1, 5:1, 6:1, 7:1, 8:1 and9:1. The catalysts used were sodium hydroxide (1.0%), potassiumhydroxide (1.0%), sodium methoxide (1.0%) and potassium meth-oxide (1.0%). The concentration of NaOCH3 (the most effective cat-alyst) found in the present study was varied as 0.00%, 0.50%, 0.75%,1.00%, 1.25% and 1.50% (w/w of oil).
2.5. Transesterification reaction
The transesterification reaction was performed in a lab scalebiodiesel reactor consisted of 1 L round-bottomed flask, fitted withmechanical stirrer, thermostat, sampling outlet, and condensationsystems. In brief, the okra seed oil (500 g) was preheated to 65 �Con a hot plate before starting the reaction. For preliminary screen-ing experiments of catalysts, a known amount of freshly preparedmethanolic solutions of the catalyst salts such as NaOH, KOH,NaOCH3 and KOCH3 were separately added to the oil and mixed.In order to ensure complete transformation of the okra seed oil intofatty acid methyl esters (FAMEs), each experiment was conductedfor 120 min. As soon as the reaction was completed, the contents ofthe reactor were transferred into a separating funnel and allowedto cool and equilibrate for the partitioning of two distinct phases.Of the two separated phases, the upper layer consisted of methylesters with small amounts of impurities such as residual alcohol,glycerol and partial glycerides, while the lower phase containedglycerol with other materials such as unused methanol, catalyst,soaps derived during the reaction, some suspended methyl estersand partial glycerides. The upper layer consisting of methyl esterswas collected and further purified by distilling off residualmethanol at 80 �C (external bath temperature). The traces of theremaining catalyst, methanol and glycerol were removed by re-peated washings with distilled water. Any left over water was thenremoved by drying esters with sodium sulfate, followed by
filtration using Whatman filter paper No. 42. The quantity ofmethyl esters produced was calculated using the followingformula;
Yield of methyl estersð%Þ ¼ grams of methyl esters producedgrams of oil used in reaction
� 100
2.6. Fatty acid profile by GC/MS
The okra oil methyl esters (OOMEs)/biodiesel were analyzed bythe Agilent-Technologies GC/MS (Little Falls, CA, USA) equippedwith 6890 N Network GC system and an Agilent-Technologies5975 inert XL Mass selective detector. The OOMEs were separatedon Agilent-Technologies capillary column HP-5MS (30 m� 0.25 mm;film thickness 0.25 lm). A sample volume of 1.0 lL was injectedinto the column using the split mode (split ratio 1:100). The carriergas used was helium at a flow rate of 1.2 mL min�1. The columnoven temperature ranged from 150 �C to 250 �C at a linear ramprate of 4 �C min�1 and initial and final hold up time was 1 and5 min, respectively. An electron ionization mode (ionization energy70 eV) was used for GC/MS detection. The injector and MS transferline were set at 250 �C and 260 �C, respectively. The scanning massrange varied from 30 to 650 m/z.
The identification of unknown fatty acid methyl esters (FAMEs)was performed by comparing their relative and absolute retentiontimes with those of pure standards of FAMEs. FAMEs were furtheridentified by comparing their MS spectra with those from the NISTmass spectral library [19] of the GC/MS system. The fatty acid com-position is reported as a relative percentage.
2.7. Fuel properties of OOMEs
The fuel properties of the biodiesel/OOMEs produced weredetermined following ASTM and EU specifications. Determinationsof density (ASTM D 5002), lubricity (ASTM D 6079), kinematic vis-cosity (ASTM D 445), oxidative stability (EN 14112), cetane num-ber (ASTM D 613), cold filter plugging point (ASTM D 6371),cloud point (ASTM D 2500), pour point (ASTM D 97), flash point(ASTM D 93), sulfur content (ASTM D 4294), ash content (ASTMD 874), water content (ASTM D 95), copper strip corrosion (ASTMD 130), acid value (ASTM D 664), ester contents (EN 14103) andmono-, di- and tri-glycerides (EN 14105) were made [20,21]. Trip-licate determinations were performed for every experiment andthe data presented as means ± standard deviation.
3. Results and discussion
3.1. Okra seed oil
Okra seeds were found to contain 12% (w/w) oil, which is higherthan that reported in the previous literature [22]. The okra seed oilhad an acid value of 3.4 mg KOH/g and required a slight acid pre-treatment proceeding to base-catalyzed transesterification. The io-dine-, and saponification-values of the okra seed oil extracted were111.00 g I2/100 g and 180.60 mg KOH/g, respectively.
3.2. Optimization of okra oil methanolysis
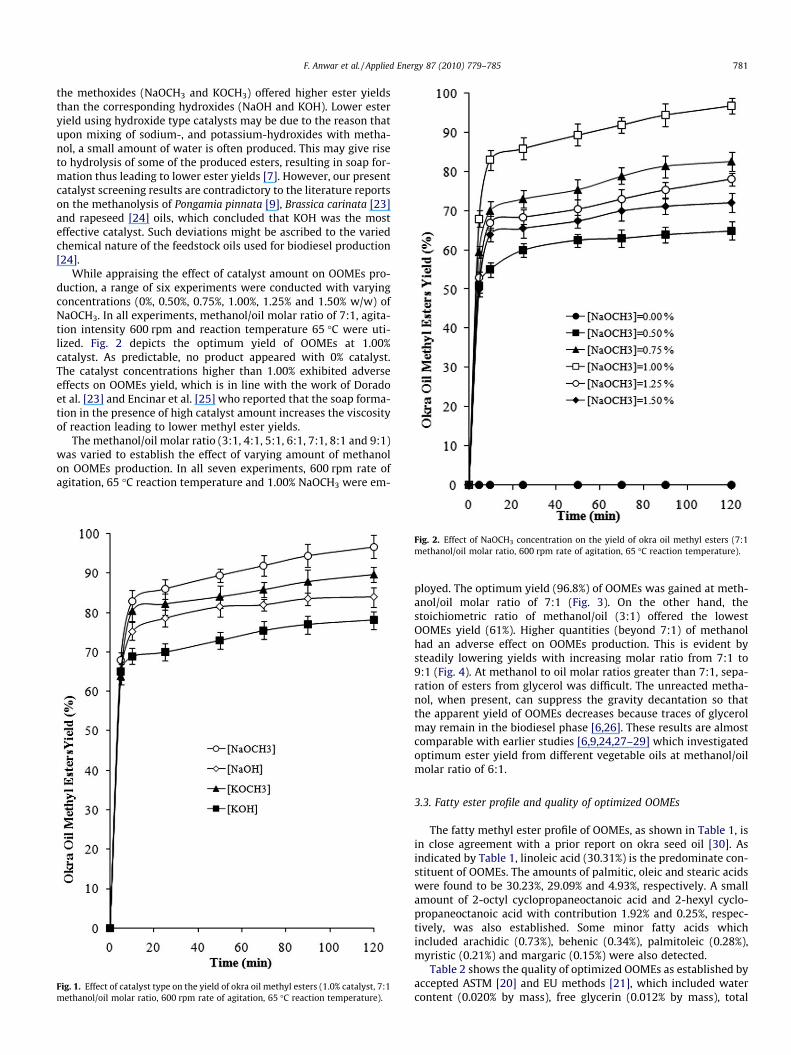
The effect of catalyst type on OOMEs production was evaluatedusing four different alkaline catalysts (NaOH, KOH, NaOCH3 andKOCH3) at 1.00% (w/w) concentration. A methanol/oil molar ratioof 7:1, 600 rpm agitation intensity and 65 �C reaction temperaturewere employed in all the experiments. As is evident from Fig. 1, themaximum yield of OOMEs was derived with NaOCH3. Furthermore,
F. Anwar et al. / Applied Energy 87 (2010) 779–785 781
the methoxides (NaOCH3 and KOCH3) offered higher ester yieldsthan the corresponding hydroxides (NaOH and KOH). Lower esteryield using hydroxide type catalysts may be due to the reason thatupon mixing of sodium-, and potassium-hydroxides with metha-nol, a small amount of water is often produced. This may give riseto hydrolysis of some of the produced esters, resulting in soap for-mation thus leading to lower ester yields [7]. However, our presentcatalyst screening results are contradictory to the literature reportson the methanolysis of Pongamia pinnata [9], Brassica carinata [23]and rapeseed [24] oils, which concluded that KOH was the mosteffective catalyst. Such deviations might be ascribed to the variedchemical nature of the feedstock oils used for biodiesel production[24].
While appraising the effect of catalyst amount on OOMEs pro-duction, a range of six experiments were conducted with varyingconcentrations (0%, 0.50%, 0.75%, 1.00%, 1.25% and 1.50% w/w) ofNaOCH3. In all experiments, methanol/oil molar ratio of 7:1, agita-tion intensity 600 rpm and reaction temperature 65 �C were uti-lized. Fig. 2 depicts the optimum yield of OOMEs at 1.00%catalyst. As predictable, no product appeared with 0% catalyst.The catalyst concentrations higher than 1.00% exhibited adverseeffects on OOMEs yield, which is in line with the work of Doradoet al. [23] and Encinar et al. [25] who reported that the soap forma-tion in the presence of high catalyst amount increases the viscosityof reaction leading to lower methyl ester yields.
The methanol/oil molar ratio (3:1, 4:1, 5:1, 6:1, 7:1, 8:1 and 9:1)was varied to establish the effect of varying amount of methanolon OOMEs production. In all seven experiments, 600 rpm rate ofagitation, 65 �C reaction temperature and 1.00% NaOCH3 were em-
Fig. 1. Effect of catalyst type on the yield of okra oil methyl esters (1.0% catalyst, 7:1methanol/oil molar ratio, 600 rpm rate of agitation, 65 �C reaction temperature).
Fig. 2. Effect of NaOCH3 concentration on the yield of okra oil methyl esters (7:1methanol/oil molar ratio, 600 rpm rate of agitation, 65 �C reaction temperature).
ployed. The optimum yield (96.8%) of OOMEs was gained at meth-anol/oil molar ratio of 7:1 (Fig. 3). On the other hand, thestoichiometric ratio of methanol/oil (3:1) offered the lowestOOMEs yield (61%). Higher quantities (beyond 7:1) of methanolhad an adverse effect on OOMEs production. This is evident bysteadily lowering yields with increasing molar ratio from 7:1 to9:1 (Fig. 4). At methanol to oil molar ratios greater than 7:1, sepa-ration of esters from glycerol was difficult. The unreacted metha-nol, when present, can suppress the gravity decantation so thatthe apparent yield of OOMEs decreases because traces of glycerolmay remain in the biodiesel phase [6,26]. These results are almostcomparable with earlier studies [6,9,24,27–29] which investigatedoptimum ester yield from different vegetable oils at methanol/oilmolar ratio of 6:1.
3.3. Fatty ester profile and quality of optimized OOMEs
The fatty methyl ester profile of OOMEs, as shown in Table 1, isin close agreement with a prior report on okra seed oil [30]. Asindicated by Table 1, linoleic acid (30.31%) is the predominate con-stituent of OOMEs. The amounts of palmitic, oleic and stearic acidswere found to be 30.23%, 29.09% and 4.93%, respectively. A smallamount of 2-octyl cyclopropaneoctanoic acid and 2-hexyl cyclo-propaneoctanoic acid with contribution 1.92% and 0.25%, respec-tively, was also established. Some minor fatty acids whichincluded arachidic (0.73%), behenic (0.34%), palmitoleic (0.28%),myristic (0.21%) and margaric (0.15%) were also detected.
Table 2 shows the quality of optimized OOMEs as established byaccepted ASTM [20] and EU methods [21], which included watercontent (0.020% by mass), free glycerin (0.012% by mass), total
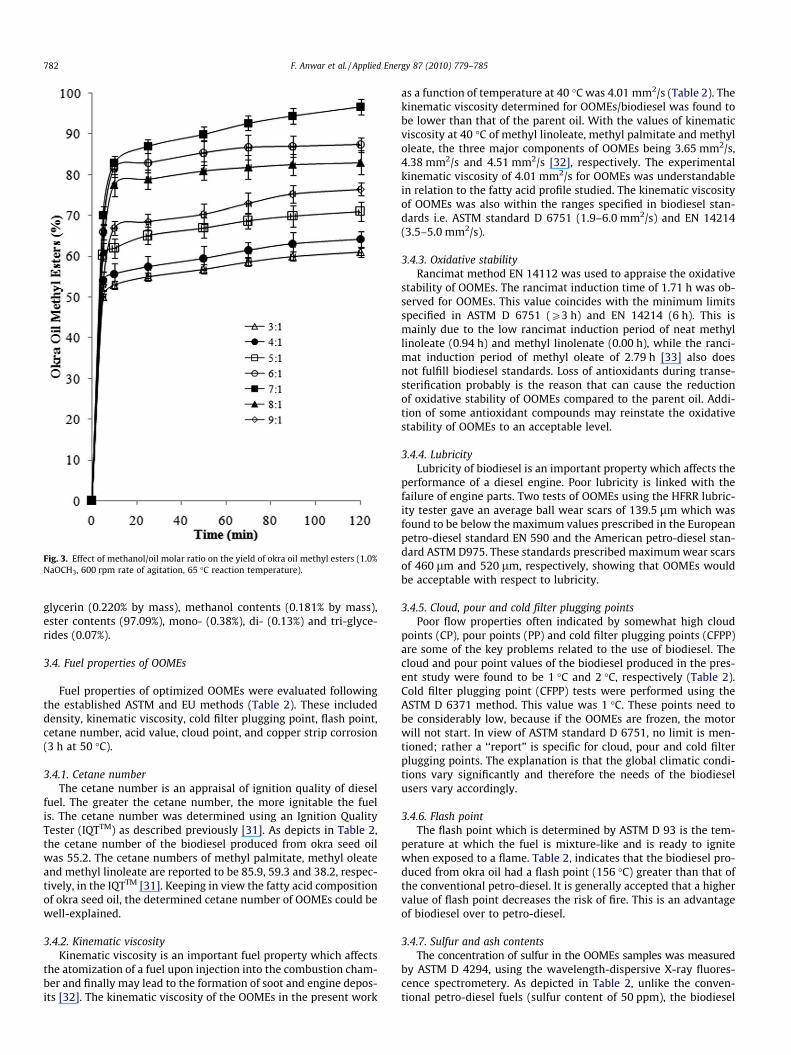
Fig. 3. Effect of methanol/oil molar ratio on the yield of okra oil methyl esters (1.0%NaOCH3, 600 rpm rate of agitation, 65 �C reaction temperature).
782 F. Anwar et al. / Applied Energy 87 (2010) 779–785
glycerin (0.220% by mass), methanol contents (0.181% by mass),ester contents (97.09%), mono- (0.38%), di- (0.13%) and tri-glyce-rides (0.07%).
3.4. Fuel properties of OOMEs
Fuel properties of optimized OOMEs were evaluated followingthe established ASTM and EU methods (Table 2). These includeddensity, kinematic viscosity, cold filter plugging point, flash point,cetane number, acid value, cloud point, and copper strip corrosion(3 h at 50 �C).
3.4.1. Cetane numberThe cetane number is an appraisal of ignition quality of diesel
fuel. The greater the cetane number, the more ignitable the fuelis. The cetane number was determined using an Ignition QualityTester (IQTTM) as described previously [31]. As depicts in Table 2,the cetane number of the biodiesel produced from okra seed oilwas 55.2. The cetane numbers of methyl palmitate, methyl oleateand methyl linoleate are reported to be 85.9, 59.3 and 38.2, respec-tively, in the IQTTM [31]. Keeping in view the fatty acid compositionof okra seed oil, the determined cetane number of OOMEs could bewell-explained.
3.4.2. Kinematic viscosityKinematic viscosity is an important fuel property which affects
the atomization of a fuel upon injection into the combustion cham-ber and finally may lead to the formation of soot and engine depos-its [32]. The kinematic viscosity of the OOMEs in the present work
as a function of temperature at 40 �C was 4.01 mm2/s (Table 2). Thekinematic viscosity determined for OOMEs/biodiesel was found tobe lower than that of the parent oil. With the values of kinematicviscosity at 40 �C of methyl linoleate, methyl palmitate and methyloleate, the three major components of OOMEs being 3.65 mm2/s,4.38 mm2/s and 4.51 mm2/s [32], respectively. The experimentalkinematic viscosity of 4.01 mm2/s for OOMEs was understandablein relation to the fatty acid profile studied. The kinematic viscosityof OOMEs was also within the ranges specified in biodiesel stan-dards i.e. ASTM standard D 6751 (1.9–6.0 mm2/s) and EN 14214(3.5–5.0 mm2/s).
3.4.3. Oxidative stabilityRancimat method EN 14112 was used to appraise the oxidative
stability of OOMEs. The rancimat induction time of 1.71 h was ob-served for OOMEs. This value coincides with the minimum limitsspecified in ASTM D 6751 (P3 h) and EN 14214 (6 h). This ismainly due to the low rancimat induction period of neat methyllinoleate (0.94 h) and methyl linolenate (0.00 h), while the ranci-mat induction period of methyl oleate of 2.79 h [33] also doesnot fulfill biodiesel standards. Loss of antioxidants during transe-sterification probably is the reason that can cause the reductionof oxidative stability of OOMEs compared to the parent oil. Addi-tion of some antioxidant compounds may reinstate the oxidativestability of OOMEs to an acceptable level.
3.4.4. LubricityLubricity of biodiesel is an important property which affects the
performance of a diesel engine. Poor lubricity is linked with thefailure of engine parts. Two tests of OOMEs using the HFRR lubric-ity tester gave an average ball wear scars of 139.5 lm which wasfound to be below the maximum values prescribed in the Europeanpetro-diesel standard EN 590 and the American petro-diesel stan-dard ASTM D975. These standards prescribed maximum wear scarsof 460 lm and 520 lm, respectively, showing that OOMEs wouldbe acceptable with respect to lubricity.
3.4.5. Cloud, pour and cold filter plugging pointsPoor flow properties often indicated by somewhat high cloud
points (CP), pour points (PP) and cold filter plugging points (CFPP)are some of the key problems related to the use of biodiesel. Thecloud and pour point values of the biodiesel produced in the pres-ent study were found to be 1 �C and 2 �C, respectively (Table 2).Cold filter plugging point (CFPP) tests were performed using theASTM D 6371 method. This value was 1 �C. These points need tobe considerably low, because if the OOMEs are frozen, the motorwill not start. In view of ASTM standard D 6751, no limit is men-tioned; rather a ‘‘report” is specific for cloud, pour and cold filterplugging points. The explanation is that the global climatic condi-tions vary significantly and therefore the needs of the biodieselusers vary accordingly.
3.4.6. Flash pointThe flash point which is determined by ASTM D 93 is the tem-
perature at which the fuel is mixture-like and is ready to ignitewhen exposed to a flame. Table 2, indicates that the biodiesel pro-duced from okra oil had a flash point (156 �C) greater than that ofthe conventional petro-diesel. It is generally accepted that a highervalue of flash point decreases the risk of fire. This is an advantageof biodiesel over to petro-diesel.
3.4.7. Sulfur and ash contentsThe concentration of sulfur in the OOMEs samples was measured
by ASTM D 4294, using the wavelength-dispersive X-ray fluores-cence spectrometery. As depicted in Table 2, unlike the conven-tional petro-diesel fuels (sulfur content of 50 ppm), the biodiesel
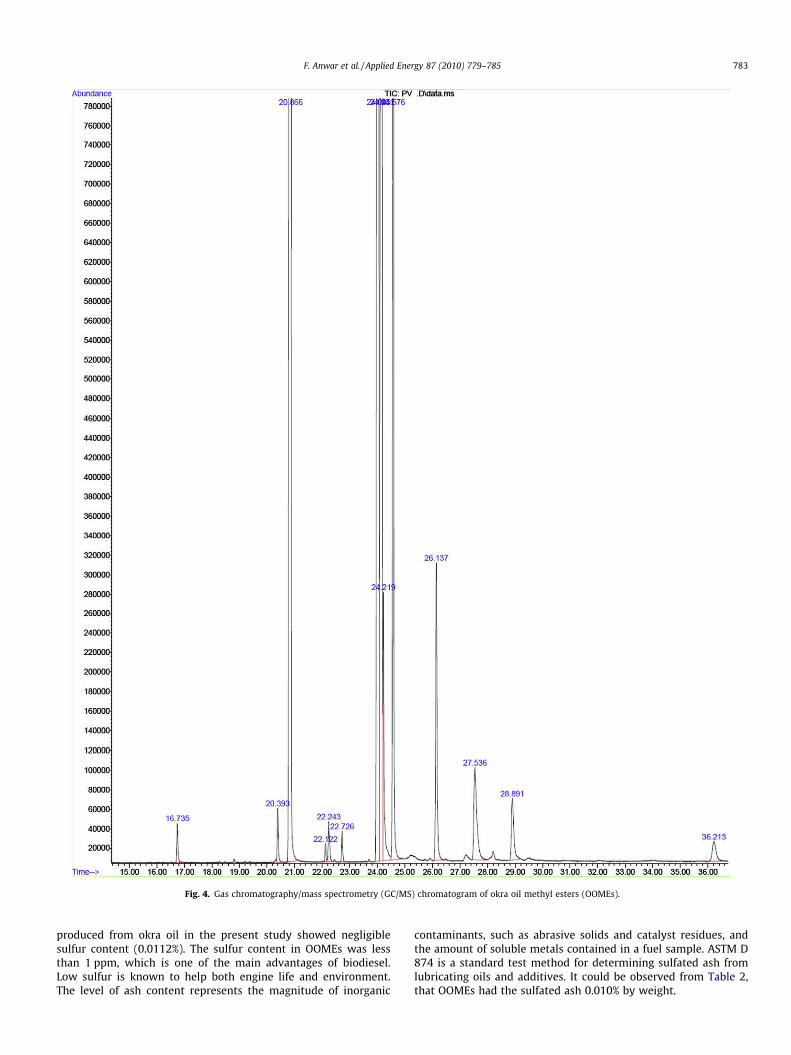
Fig. 4. Gas chromatography/mass spectrometry (GC/MS) chromatogram of okra oil methyl esters (OOMEs).
F. Anwar et al. / Applied Energy 87 (2010) 779–785 783
produced from okra oil in the present study showed negligiblesulfur content (0.0112%). The sulfur content in OOMEs was lessthan 1 ppm, which is one of the main advantages of biodiesel.Low sulfur is known to help both engine life and environment.The level of ash content represents the magnitude of inorganic
contaminants, such as abrasive solids and catalyst residues, andthe amount of soluble metals contained in a fuel sample. ASTM D874 is a standard test method for determining sulfated ash fromlubricating oils and additives. It could be observed from Table 2,that OOMEs had the sulfated ash 0.010% by weight.
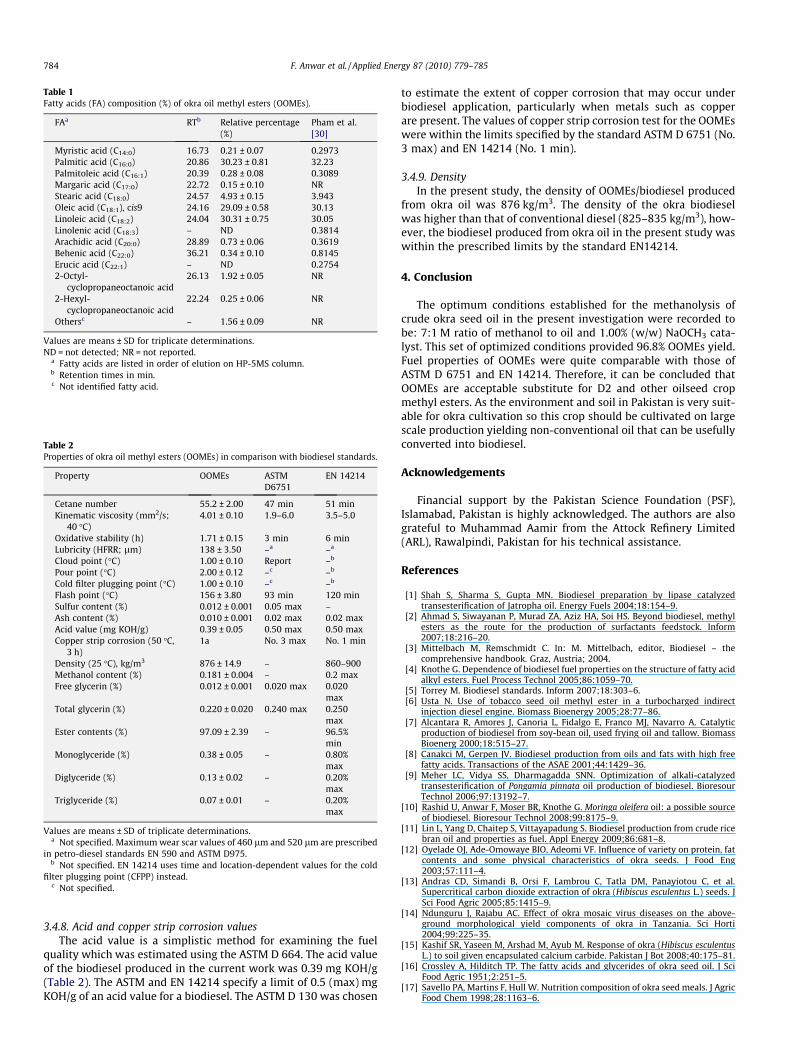
Table 1Fatty acids (FA) composition (%) of okra oil methyl esters (OOMEs).
FAa RTb Relative percentage(%)
Pham et al.[30]
Myristic acid (C14:0) 16.73 0.21 ± 0.07 0.2973Palmitic acid (C16:0) 20.86 30.23 ± 0.81 32.23Palmitoleic acid (C16:1) 20.39 0.28 ± 0.08 0.3089Margaric acid (C17:0) 22.72 0.15 ± 0.10 NRStearic acid (C18:0) 24.57 4.93 ± 0.15 3.943Oleic acid (C18:1), cis9 24.16 29.09 ± 0.58 30.13Linoleic acid (C18:2) 24.04 30.31 ± 0.75 30.05Linolenic acid (C18:3) – ND 0.3814Arachidic acid (C20:0) 28.89 0.73 ± 0.06 0.3619Behenic acid (C22:0) 36.21 0.34 ± 0.10 0.8145Erucic acid (C22:1) – ND 0.27542-Octyl-
cyclopropaneoctanoic acid26.13 1.92 ± 0.05 NR
2-Hexyl-cyclopropaneoctanoic acid
22.24 0.25 ± 0.06 NR
Othersc – 1.56 ± 0.09 NR
Values are means ± SD for triplicate determinations.ND = not detected; NR = not reported.
a Fatty acids are listed in order of elution on HP-5MS column.b Retention times in min.c Not identified fatty acid.
Table 2Properties of okra oil methyl esters (OOMEs) in comparison with biodiesel standards.
Property OOMEs ASTMD6751
EN 14214
Cetane number 55.2 ± 2.00 47 min 51 minKinematic viscosity (mm2/s;
40 �C)4.01 ± 0.10 1.9–6.0 3.5–5.0
Oxidative stability (h) 1.71 ± 0.15 3 min 6 minLubricity (HFRR; lm) 138 ± 3.50 –a –a
Cloud point (�C) 1.00 ± 0.10 Report –b
Pour point (�C) 2.00 ± 0.12 –c –b
Cold filter plugging point (�C) 1.00 ± 0.10 –c –b
Flash point (�C) 156 ± 3.80 93 min 120 minSulfur content (%) 0.012 ± 0.001 0.05 max –Ash content (%) 0.010 ± 0.001 0.02 max 0.02 maxAcid value (mg KOH/g) 0.39 ± 0.05 0.50 max 0.50 maxCopper strip corrosion (50 �C,
3 h)1a No. 3 max No. 1 min
Density (25 �C), kg/m3 876 ± 14.9 – 860–900Methanol content (%) 0.181 ± 0.004 – 0.2 maxFree glycerin (%) 0.012 ± 0.001 0.020 max 0.020
maxTotal glycerin (%) 0.220 ± 0.020 0.240 max 0.250
maxEster contents (%) 97.09 ± 2.39 – 96.5%
minMonoglyceride (%) 0.38 ± 0.05 – 0.80%
maxDiglyceride (%) 0.13 ± 0.02 – 0.20%
maxTriglyceride (%) 0.07 ± 0.01 – 0.20%
max
Values are means ± SD of triplicate determinations.a Not specified. Maximum wear scar values of 460 lm and 520 lm are prescribed
in petro-diesel standards EN 590 and ASTM D975.b Not specified. EN 14214 uses time and location-dependent values for the cold
filter plugging point (CFPP) instead.c Not specified.
784 F. Anwar et al. / Applied Energy 87 (2010) 779–785
3.4.8. Acid and copper strip corrosion valuesThe acid value is a simplistic method for examining the fuel
quality which was estimated using the ASTM D 664. The acid valueof the biodiesel produced in the current work was 0.39 mg KOH/g(Table 2). The ASTM and EN 14214 specify a limit of 0.5 (max) mgKOH/g of an acid value for a biodiesel. The ASTM D 130 was chosen
to estimate the extent of copper corrosion that may occur underbiodiesel application, particularly when metals such as copperare present. The values of copper strip corrosion test for the OOMEswere within the limits specified by the standard ASTM D 6751 (No.3 max) and EN 14214 (No. 1 min).
3.4.9. DensityIn the present study, the density of OOMEs/biodiesel produced
from okra oil was 876 kg/m3. The density of the okra biodieselwas higher than that of conventional diesel (825–835 kg/m3), how-ever, the biodiesel produced from okra oil in the present study waswithin the prescribed limits by the standard EN14214.
4. Conclusion
The optimum conditions established for the methanolysis ofcrude okra seed oil in the present investigation were recorded tobe: 7:1 M ratio of methanol to oil and 1.00% (w/w) NaOCH3 cata-lyst. This set of optimized conditions provided 96.8% OOMEs yield.Fuel properties of OOMEs were quite comparable with those ofASTM D 6751 and EN 14214. Therefore, it can be concluded thatOOMEs are acceptable substitute for D2 and other oilseed cropmethyl esters. As the environment and soil in Pakistan is very suit-able for okra cultivation so this crop should be cultivated on largescale production yielding non-conventional oil that can be usefullyconverted into biodiesel.
Acknowledgements
Financial support by the Pakistan Science Foundation (PSF),Islamabad, Pakistan is highly acknowledged. The authors are alsograteful to Muhammad Aamir from the Attock Refinery Limited(ARL), Rawalpindi, Pakistan for his technical assistance.
References
[1] Shah S, Sharma S, Gupta MN. Biodiesel preparation by lipase catalyzedtransesterification of Jatropha oil. Energy Fuels 2004;18:154–9.
[2] Ahmad S, Siwayanan P, Murad ZA, Aziz HA, Soi HS. Beyond biodiesel, methylesters as the route for the production of surfactants feedstock. Inform2007;18:216–20.
[3] Mittelbach M, Remschmidt C. In: M. Mittelbach, editor, Biodiesel – thecomprehensive handbook. Graz, Austria; 2004.
[4] Knothe G. Dependence of biodiesel fuel properties on the structure of fatty acidalkyl esters. Fuel Process Technol 2005;86:1059–70.
[5] Torrey M. Biodiesel standards. Inform 2007;18:303–6.[6] Usta N. Use of tobacco seed oil methyl ester in a turbocharged indirect
injection diesel engine. Biomass Bioenergy 2005;28:77–86.[7] Alcantara R, Amores J, Canoria L, Fidalgo E, Franco MJ, Navarro A. Catalytic
production of biodiesel from soy-bean oil, used frying oil and tallow. BiomassBioenerg 2000;18:515–27.
[8] Canakci M, Gerpen JV. Biodiesel production from oils and fats with high freefatty acids. Transactions of the ASAE 2001;44:1429–36.
[9] Meher LC, Vidya SS, Dharmagadda SNN. Optimization of alkali-catalyzedtransesterification of Pongamia pinnata oil production of biodiesel. BioresourTechnol 2006;97:13192–7.
[10] Rashid U, Anwar F, Moser BR, Knothe G. Moringa oleifera oil: a possible sourceof biodiesel. Bioresour Technol 2008;99:8175–9.
[11] Lin L, Yang D, Chaitep S, Vittayapadung S. Biodiesel production from crude ricebran oil and properties as fuel. Appl Energy 2009;86:681–8.
[12] Oyelade OJ, Ade-Omowaye BIO, Adeomi VF. Influence of variety on protein, fatcontents and some physical characteristics of okra seeds. J Food Eng2003;57:111–4.
[13] Andras CD, Simandi B, Orsi F, Lambrou C, Tatla DM, Panayiotou C, et al.Supercritical carbon dioxide extraction of okra (Hibiscus esculentus L.) seeds. JSci Food Agric 2005;85:1415–9.
[14] Ndunguru J, Rajabu AC. Effect of okra mosaic virus diseases on the above-ground morphological yield components of okra in Tanzania. Sci Horti2004;99:225–35.
[15] Kashif SR, Yaseen M, Arshad M, Ayub M. Response of okra (Hibiscus esculentusL.) to soil given encapsulated calcium carbide. Pakistan J Bot 2008;40:175–81.
[16] Crossley A, Hilditch TP. The fatty acids and glycerides of okra seed oil. J SciFood Agric 1951;2:251–5.
[17] Savello PA, Martins F, Hull W. Nutrition composition of okra seed meals. J AgricFood Chem 1998;28:1163–6.
F. Anwar et al. / Applied Energy 87 (2010) 779–785 785
[18] Rubatzky VE, Yamaguchi M. World vegetables. In: Principles production andnutritive values. New York: International Thomson Publishers; 1997. p. 681–6.
[19] Mass Spectral Library. NIST/EPA/NIH: USA; 2002. <http://www.nist.gov/srd/nist1a.htm>.
[20] American Standards for Testing of Materials (ASTM). D93, D 97, D 130, D 445,D 613, D 664, D 874, D 2500, D 4294, D 5002, D 6079, D 6371, D 6584. St.Joseph, MI: ASAE; 2003.
[21] EN 14214. Automotive fuels – fatty acid methyl esters (FAME) for dieselengines – requirement methods. Brussels, Belgium: European Committee forStandardization; 2003.
[22] Calisir S, Ozcan M, Haciseferogullari H, Yildiz MU. A study on some physico-chemical properties of Turkey okra (Hibiscus esculentus L.) seeds. J Food Eng2005;68:73–8.
[23] Dorado MP, Ballesteros E, Lopez FJ, Mittelbach M. Optimization of alkali-catalyzed transesterification of Brassica carinata oil for biodiesel production.Energy Fuels 2004;18:77–83.
[24] Rashid U, Anwar F. Production of biodiesel through optimized alkaline-catalyzed transesterification of rapeseed oil. Fuel 2008;87:265–73.
[25] Encinar JM, Gonzalez JF, Rodriguez JJ, Tejedor A. Biodiesel fuels from vegetableoils: transesterification of Cynara cardunculus L. oils with ethanol. Energy Fuels2002;16:443–50.
[26] Rashid U, Anwar F, Moser BR, Ashraf S. Production of sunflower oil methylesters by optimized alkali-catalyzed methanolysis. Biomass Bioenergy2008;32:1202–5.
[27] Freedman B, Pryde EH, Mounts TL. Variables affecting the yield of fatty estersfrom transesterified vegetable oils. J Am Oil Chem Soc 1984;61:1638–43.
[28] Boocock DGB, Konar SK, Mao V, Sidi H. Fast one phase oil rich process for thepreparation of vegetable oil methyl esters. Biomass Bioenergy 1996;11:43–50.
[29] Zhang Y, Dube MA, Mclean DD, Kates M. Biodiesel production from wastecooking oil: 2. Economic assessment and sensitivity analysis. BioresourTechnol 2003;90:229–40.
[30] Pham PJ, Milagros MP, Pham JL. Lipid structure and analysis. In: Murata N,Yamada M, Nishida I, Okuyama H, Sekiya J, Hajime W, editors. Advanced researchon plant lipids. The Netherlands: Kluwer Academic Publishers; 2002. p. 35–8.
[31] Knothe G, Matheaus AC, Ryan III TW. Cetane numbers of branched andstraight-chain fatty esters determined in an ignition quality tester. Fuel2003;82:971–5.
[32] Knothe G, Steidley KR. Kinematic viscosity of biodiesel fuel components andrelated compounds. Influence of compound structure and comparison topetrodiesel fuel components. Fuel 2005;84:1059–65.
[33] Knothe G. Designer biodiesel: optimizing fatty ester composition to improvefuel properties. Energy Fuels 2008;22:1358–64.





























