Embed Size (px)
Citation preview
TUGAS KULIAH MATA KULIAH
MANAJEMEN PRODUKSI DAN OPERASI DALAM PERUSAHAAN
MODUL 4. PERAMALAN
Disusun Oleh:
KELOMPOK 2 :
FATMAWATI NUR H. 105040101111173
ERLIN WIDYA F. 105040100111090
FAHMI YUDHI 105040100111063
FIFI AGUSTINA S. 105040100111040
FILIA PRIMAGISTA 105040100111047
PROGRAM STUDI AGRIBISNIS
FAKULTAS PERTANIAN
UNIVERSITAS BRAWIJAYA
MALANG
2013
I. PERAMALAN
Peramalan atau forecast adalah merupakan suatu fungsi bisnisyang berusaha memperkirakan penjualan dan pengunaan produksehingga produk-produk itu dapat dibuat dalam kuantitas yangtetap (Gaspersz, 2001). Tujuan dari peramalan adalah untukmenentukan jumlah permintaan produk pada masa yang akandatang. Adapun kegunaan dari peramalan adalah (Hendra Kusuma,2001):
Menentukan besarnya ekspansi pabrik. Menentukan rencana jangka menengah produk yang ada dan
dibuat dengan fasilitas yang ada. Untuk menentukan rencana jangka pendek.
Ada berapa macam tipe peramalan yang digunakan. Adapun tipe-tipe dalam peramalan adalah sebagai berikut (Jay Heizer,2005):
Times Series Model Metode time series adalah metode peramalan secara kuantitatifdengan menggunakan waktu sebagai dasar peramalan.
Causal ModelMetode peramalan yang menggunakan hubungan sebab-akibatsebagai asumsi, yaitu bahwa apa yang terjadi di masa laluakan terulang pada saat ini.
Judgemental ModelBila time series dan causal model bertumpu pada kuantitatif,pada judgemental mencakup untuk memasukkan faktor-faktorkuantitatif / subjektif ke dalam metode peramalan. Secarakhusus berguna bilamana faktor-faktor subjektif yangdiharapkan menjadi sangat penting bilamana datakuantitatif yang akurat sudah diperoleh.
Organisasi pada umumnya menggunakan tiga jenis peramalan
yang utama dalam perencanaan operasi masa depan :
Peramalan ekonomi (economic forecast) menjelaskan siklus
bisnis dengan memprediksikan tingkat inflasi,
ketersediaan uang, dana yang dibutuhkan untuk membangun
perumahan, dan indikator perencanaan lainnya.
Peramalan teknologi (technological forecast) memperhatikan
tingkat kemajuan teknologi yang dapat meluncurkan produk
baru yang menarik, yang membutuhkan pabrik dan peralatan
baru.
Peramalan permintaan (demand forecast) adalah proyeksi
permintaan untuk produk atau layanan suatu perusahaan.
Dalam hubunganya dengan horizon waktu peramalan, kita dapatmengklasifikasikan peramalan tersebut ke dalam 3 kelompok, yaitu (Nasution,2005):
1. Peramalan Jangka Pajang, umumnya 2 sampai 10 tahun. Peramalnini digunakan untuk perencanaan produk dan perencanaan sumber daya.
2. Peramalan Jangka Menengah, umumnya 1 sampai 24 bulan.Peramalan ini lebih mengkhusus dibandingkan peramalan jangkapanjang, biasanya digunakan untuk menentukan aliran kas,perencanaan produksi, dan penentuan anggaran.
3. Peramalan Jangka Pendek, umumnya 1 sampai 5 minggu.Peramalan ini digunakan untuk mengambil keputusan dalam halperlu tidaknya lembur, penjadwalan kerja, dan lain – lain.
Klasifikasi peramalan merupakan identitas dari peramalan itusendiri. Peramalan memiliki dua klasifikasi peramalandiantaranya sebagai berikut (Jay Heizer,2005):
Peramalan berdasarkan teknik penyelesaiannya, yangterdiri dari:
a. Teknik peramalan secara kualitatif
Peramalan yang melibatkan pendapat pribadi, pendapat ahli,metode Delphi penelitian pasar dan lain-lain. Bertujuan untukmenggabungkan seluruh informasi yang diperoleh secara logika,unbased & sistematis yang dihubungkan dengan faktor interestpengambil keputusan. Beberapa teknik kualitatif yang seringdipergunakan adalah:
a) Delphi Method.b) Market Research.c) Panel Consensus.d) Visionary Forecast .e) Historical Analogue.f) Management Estimate.g) Structured Group Methods.
b. Teknik peramalan secara kuantitatifDigunakan pada saat data masa lalu cukup tersedia. Beberapa
teknik kuantitatif yang sering dipergunakan: Time Series Modeldan Causal Model.
Peramalan berdasarkan pengelompokkan horizon waktu:a. Peramalan jangka panjang, yaitu peramalan yang jangka
waktu peramalan lebih dari 24 bulan, misalnya peramalanyang diperlukan dalam kaitannya dengan anggaranproduksi.
b. Peramalan jangka menengah, yaitu peramalan yangjangka waktu peramalan antara 3-24 bulan, misalnyaperamalan untuk perencanaan penjualan, perencanaan dananggaran produksi.
c. Peramalan jangka pendek, yaitu peramalan yang jangkawaktu peramalan kurang dari 3 bulan, misalnya peramalandalam hubungannya dengan perencanaan pembelian material,penjadwalan kerja dan penugasan.
Komponen utama yang mempengaruhi penjualan masa lampau:a. Kecenderungan/Trend (T)b. Siklus/Cycle (C)c. Musim/Season (S)d. Kejadian Luar Biasa/Erratic Events (E)
Peramalan yang baik sangat penting dalam semua aspek bisniskarena merupakan satu-satunya prediksi atas permintaan hinggapermintaan yang sebenarnya diketahui. Peramalan permintaanmengendalikan keputusan dibanyak bidang. Berikut adalah dampakperamalan produk pada tiga aktifitas,yaitu :
1. Sumber Daya Manusia
2. Kapasitas
3. Manajemen Rantai Pasokan
II. LANGKAH SISTEM PERAMALAN
Untuk menjamin efektivitas dan efisiensi dari sistem peramalan permintaan, terdapat Sembilan langkah yang harus diperhatikan yaitu (Yamit, 2005):
1. Menentukan tujuan dari peramalan2. Memilih item independent demand yang diramalkan3. Menentukan horizon waktu dari peramalan4. Memilih model – model peramalan5. Memperoleh data yang dibutuhkan untuk melakukan peramalan6. Validasi model peramalan7. Membuat peramalan8. Implementasi hasil – hasil peramalan9. Memantau keandalan hasil peramalan
Sembilan langkah ini menyajikan jalan yang sistematis untuk
memulai, mendesain, dan menerapkan sistem peramalan. Apabila
sistem tersebut digunakan untuk menghasilkan ramalan berkala,
maka data harus dikumpulkan secara rutin. Kemudian perhitungan
aktual dibuat dengan bantuan komputer.
Dalam fungsi peramalan tidak hanya termasuk di dalamnya
teknik khusus dan model, tetapi juga termasuk input dan output
dari subyek peramalan. Pengembangan fungsi peramalan
dibutuhkan untuk mengidentifikasi output, karena spesifikasi
output dapat menyederhanakan pemilihan model peramalan, tetapi
fungsi permalan tidaklah lengkap tanpa mempertimbangkan input.
Peramalan biasanya meliputi beberapa pertimbangan berikut ini:
Item yang diramalkan.
Peramalan dari atas (top-down) atau dari bawah (buttom-up).
Teknik peramalan (model kuantitatif atau kualitatif).
Satuan yang digunakan.
Interval/horison waktu.
Komponen peramalan.
Ketepatan peramalan.
Pengecualian dan situasi khusus.
Perbaikan parameter model peramalan.
(Yamit, 2005).
III. PENDEKATAN DALAM PERAMALAN
Ada dua pendekatan umum peramalan :
1. Analisis kualitatif (qualitative forecast) atau peramalan
subjektif, menggabungkan faktor seperti intuisi, emosi,
pengalaman pribadi, dan sistem nilai pengambil keputusan
untuk meramal. Beberapa perusahaan menggunakan satu
pendekatan dan perusahaan lain menggunakan pendekatan yang
lain. Pada kenyataannya,kombinasi dari keduanya merupakan
yang paling efektif. Terdapat empat teknik dalam analisis
ini, yaitu:
a. Keputusan dari pendapat juri eksekutif.
b. Delphi.
c. Gabungan dari tenaga penjualan.
d. Survei pasar konsumen.
2. Analisis kuantitatif (quantitative forecast), menggunakan model
matematis yang beragam dengan data masa lalu dan variabel
sebab akibat untuk meramalkan permintaan. Terdapat lima
metode peramalan yang menggunakan data masa lalu yang terbagi
ke dalam dua kategori:
Empat model time series (deret berkala), yaitu membuat prediksi dengan
asumsi bahwa masa depan merupakan fungsi masa lalu.
a. Pendekatan Naif
b. Rata-rata Bergerak
c. Penghalusan Eksponensial
d. Proyeksi tren
e. Regresi Linear
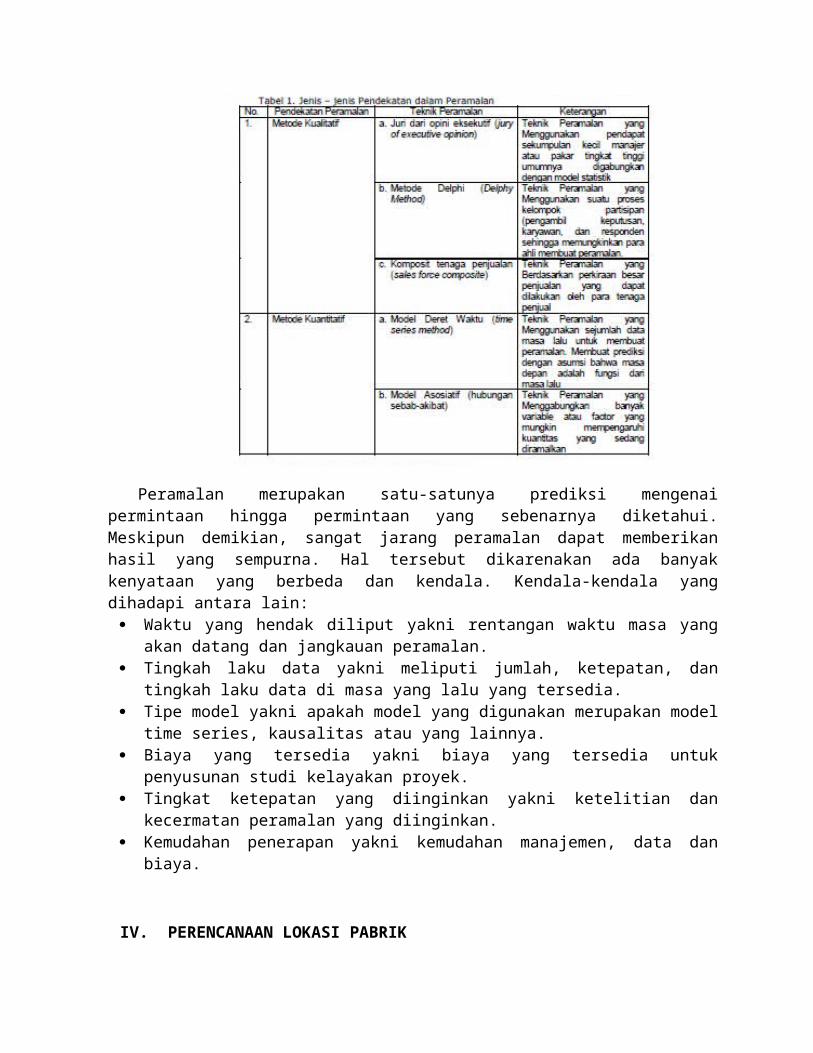
Peramalan merupakan satu-satunya prediksi mengenaipermintaan hingga permintaan yang sebenarnya diketahui.Meskipun demikian, sangat jarang peramalan dapat memberikanhasil yang sempurna. Hal tersebut dikarenakan ada banyakkenyataan yang berbeda dan kendala. Kendala-kendala yangdihadapi antara lain:
Waktu yang hendak diliput yakni rentangan waktu masa yangakan datang dan jangkauan peramalan.
Tingkah laku data yakni meliputi jumlah, ketepatan, dantingkah laku data di masa yang lalu yang tersedia.
Tipe model yakni apakah model yang digunakan merupakan modeltime series, kausalitas atau yang lainnya.
Biaya yang tersedia yakni biaya yang tersedia untukpenyusunan studi kelayakan proyek.
Tingkat ketepatan yang diinginkan yakni ketelitian dankecermatan peramalan yang diinginkan.
Kemudahan penerapan yakni kemudahan manajemen, data danbiaya.
IV. PERENCANAAN LOKASI PABRIK
Lokasi pabrik adalah tempat kedudukan dimana pabrik berada.Letak geografis suatu pabrik mempunyai pengaruh yang besarterhadap sistem produksi yang ekonomis. Ini karena banyakfaktor-faktor yang mempengaruhi tata letak mesin dan fasilitaspabrik. Lokasi pabrik yang baik dengan sendirinya akanmenyumbang banyak dalam usaha-usaha meminimumkan biaya. Lokasipabrik yang baik akan menghasilkan biaya transport, biayaproduksi, dan biaya distribusi barang jadi yang relatif kecil.
Pemilihan lokasi pabrik membutuhkan pertimbangan yang hati-hati. Di saat manajemen telah memutuskan untuk beroperasi disatu lokasi tertentu, banyak biaya menjadi tetap dan sulit untukdikurangi. Keputusan lokasi sering bergantung pada tipe bisnis.Untuk keputusan lokasi industry, strategi yang digunakanbiasanya adalah strategi untuk meminmalkan biaya, sedang untukbisnis ecean dan jasa professional, strategi yang digunakanterfokus pada memaksimalkan pendapatan. Walaupun demikian,strategi pemilihan gudang ditentukan oleh kombinasi antara biayadan kecepatan pengiriman. Secara umum, tujuan strategi lokasiadalah untuk memaksimalkan keuntungan lokasi bagi perusahaan.
Pilihan-pilihan yang ada dalam lokasi meliputi:
1. Tidak pindah, tetapi meluaskan fasilitas yang ada 2. Mempertahankan lokasi sekarang, selagi menambah fasilitas
lain dii tempat lain3. Menutup fasilitas yang ada dan pindah ke lokasi lain.
Pemilihan lokasi pabrik dipengaruhi oleh beberapa faktor.
Faktor-faktor ini pada prakteknya berbeda penerapannya bagi satu
pabrik dengan pabrik yang lain, sesuai dengan produk yang
dihasilkan. Faktor yang mempengaruhi pemilihan lokasi dilihat
dari sisi produk yang dihasilkan adalah sebagai berikut:
1. Faktor primer, yaitu faktor yang harus dipenuhi, bilatidak, maka operasi tidak dapat berjalan sebagaimanamestinya.
2. Faktor sekunder, yaitu faktor yang sebaiknya ada, bilatidak operasi masih dapat diatasi dengan biaya lebih mahal.
Secara garis besar tujuan utama dari tata letak pabrik ialahmengatur area kerja dan segala fasilitas produksi yang palingekonomis untuk produksi aman, dan nyaman sehingga akan dapatmenaikan moral kerja dan performance dari operator.
Faktor-faktor yang perlu dipertimbangkan dalam penentuanlokasi pabrik adalah :
1. Lokasi pasar Pasar atau lokasi dimana konsumen berdomisili merupakan
salah satu faktor yang harus dipertimbangkan dalam penentuanlokasi pabrik. Pasar yang dituju dapat dibedakan menjadi pasarinternasional, nasional, regional dan loka. Jika pasarterpusatkan pada lokasi tertentu maka pabrik yang akandidirikan sebaiknya berada dekat dengan lokasi pasar tersebut,tetapi bila pasar menyebar di berbagai lokasi maka dapatditempatkan di titik yang dapat mengemat biaya distribusi.
2. Sumber bahan baku Perusahaan yang karena sifat dan keadaan proses
manufakturingnya maupun sifat bahan bakunya yang mudah rusak,memaksa menempatkan pabrik yang berada dekat dengan lokasisumber bahan baku.
3. Transportasi Tersedia tidaknya fasilitas transportasi sangat menentukan
dalam proses pemilihan pabrik. Suatu perusahaan harusditempatkan di suatu daerah karena tersedia tipe fasilitastransportasi yang sesuai dengan yang diinginkan.
4. Sumber energy atau tenaga listrik Sudah dapat dipastikan bahwa semua industri memerlukan
energi/tenaga listrik untuk kebutuhan proses produksinya.Sebagian besar perusahaan akan lebih menyukai membeli energi
listrik dari perusahaan listrik, tetapi pada perusahaan besarlebih suka memeiliki pembangkit listrik sendiri.
5. Iklim Iklim atau cuaca akan secara nyata akan mempengaruhi
efektiviats, efisiensi, produktivitas dan perilaku tenagakerja dalam melaksanakan aktiviasnya. Bagi perusahaanagribisnis, karena sifat tanaman yang diusahakan menghendakidaerah yang memiliki kelembaban atau suhu tertentu maka iklimmenjadi faktor yang dominan dalam menentukan lokasi lahan yangdipilih.
6. Buruh dan tingkat upah Sebuah perusahaan tidak dapat beroperasi tanpa karyawan dan
pendirian pabrik pada lokasi tertentu akan mempertimbangkanapakah tenaga kerjanya tersedia cukup baik dari segi jumlahmaupun keahlian. Tingkat upah yang dibayarkan juga para tenagakerja juga merupakan salah satu faktor yang perludiperhatikan.
7. Undang-undang & sistem perpajakan Undang-undang yang dikeluarkan suatu negara baik di tingkat
pusat maupun daerah akan mempengaruhi proses pemilihan lokasipabrik. Beberapa aspek yang umum diatur oleh undang-undangadalah : jam kerja, upah minimum, usia kerja minimum dankondisi lingkungan kerja harus diperhatikan dalam lokasipabrik. Di samping itu juga terkait dengan pajak yang harusdisetorkan.
8. Sikap masyarakat Masyarakat merupakan aspek penting dalam menyelesaikan
masalah perburuhan, pperselisihan dan apakah masyarakat dapatmenerima kehadiran industri di daeranya merupakan faktorpenting dalam penentuan lokasi pabrik.
9. Air dan limbah industri
Beberapa industri memerlukan air dalam jumlah besardiperlukan dalam proses produksinya. Proses pembuangan limbah
industri juga bisa menjadi sorotan tajam. Undang-undang dantekanan sosial akan memberikan dampak besar pada perusahaanyang memiliki tingkat polusi tinggi.
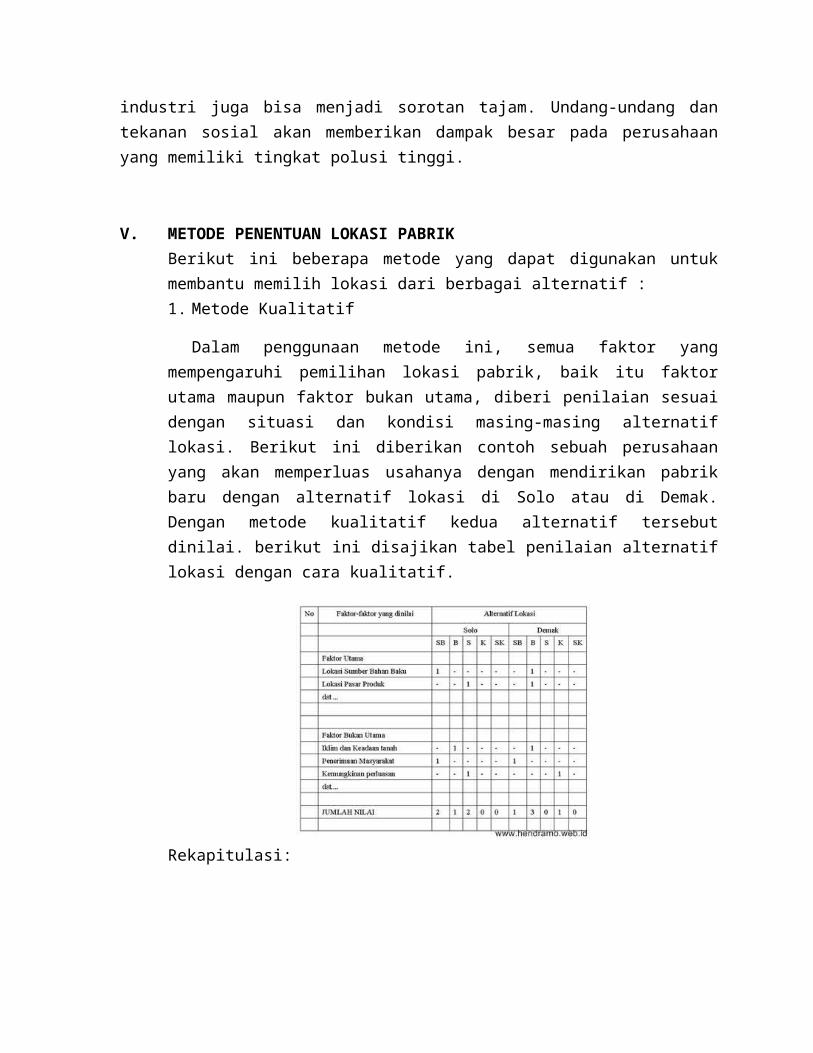
V. METODE PENENTUAN LOKASI PABRIKBerikut ini beberapa metode yang dapat digunakan untukmembantu memilih lokasi dari berbagai alternatif :1. Metode Kualitatif
Dalam penggunaan metode ini, semua faktor yangmempengaruhi pemilihan lokasi pabrik, baik itu faktorutama maupun faktor bukan utama, diberi penilaian sesuaidengan situasi dan kondisi masing-masing alternatiflokasi. Berikut ini diberikan contoh sebuah perusahaanyang akan memperluas usahanya dengan mendirikan pabrikbaru dengan alternatif lokasi di Solo atau di Demak.Dengan metode kualitatif kedua alternatif tersebutdinilai. berikut ini disajikan tabel penilaian alternatiflokasi dengan cara kualitatif.
Rekapitulasi:
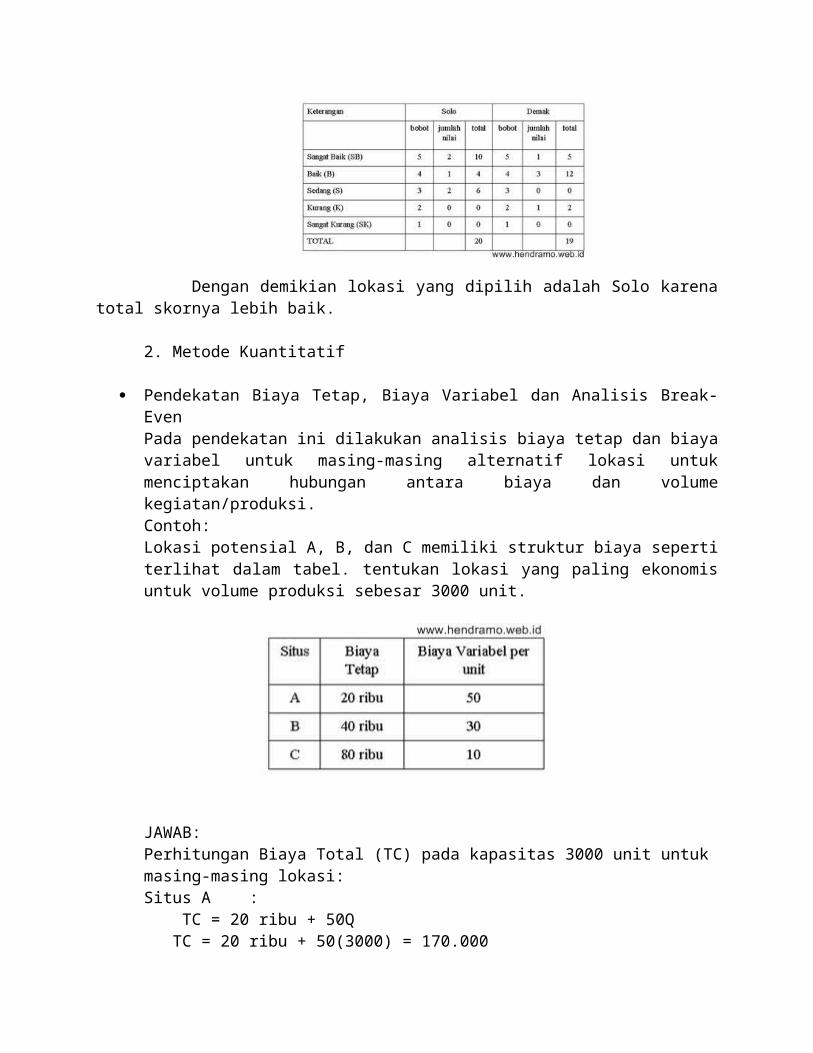
Dengan demikian lokasi yang dipilih adalah Solo karenatotal skornya lebih baik.
2. Metode Kuantitatif
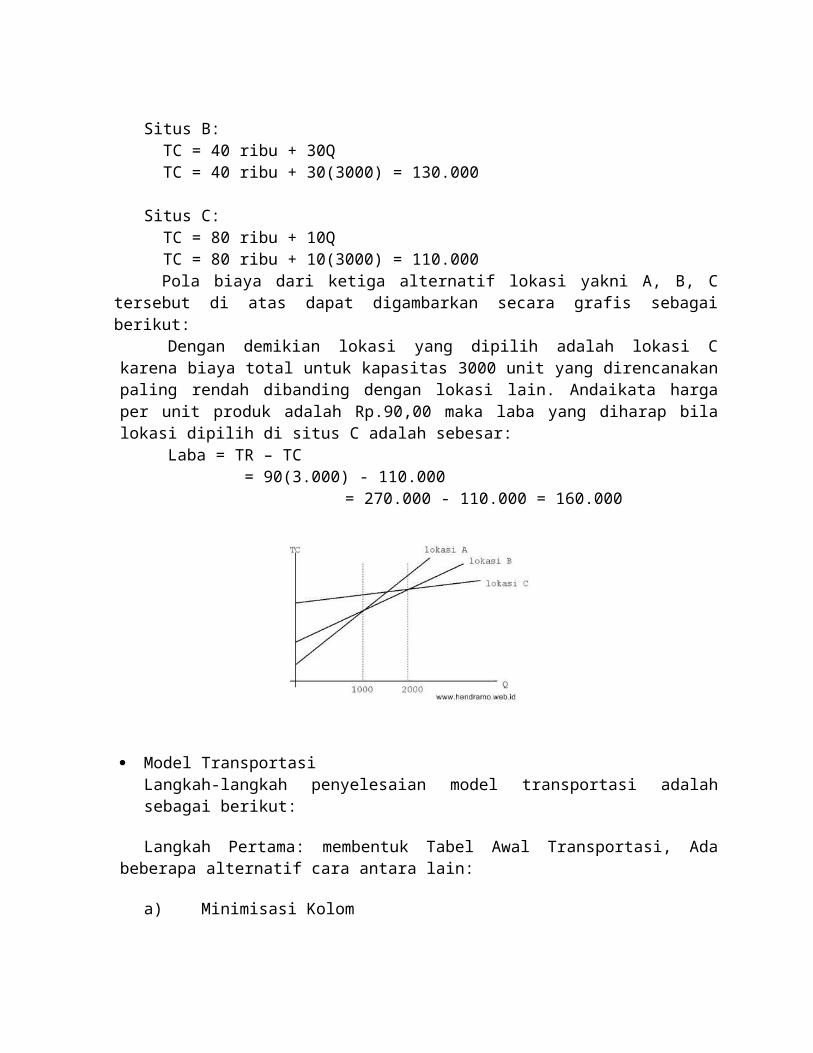
Pendekatan Biaya Tetap, Biaya Variabel dan Analisis Break-EvenPada pendekatan ini dilakukan analisis biaya tetap dan biayavariabel untuk masing-masing alternatif lokasi untukmenciptakan hubungan antara biaya dan volumekegiatan/produksi.Contoh:Lokasi potensial A, B, dan C memiliki struktur biaya sepertiterlihat dalam tabel. tentukan lokasi yang paling ekonomisuntuk volume produksi sebesar 3000 unit.
JAWAB:Perhitungan Biaya Total (TC) pada kapasitas 3000 unit untuk masing-masing lokasi:Situs A : TC = 20 ribu + 50Q
TC = 20 ribu + 50(3000) = 170.000
Situs B: TC = 40 ribu + 30Q TC = 40 ribu + 30(3000) = 130.000
Situs C: TC = 80 ribu + 10Q TC = 80 ribu + 10(3000) = 110.000
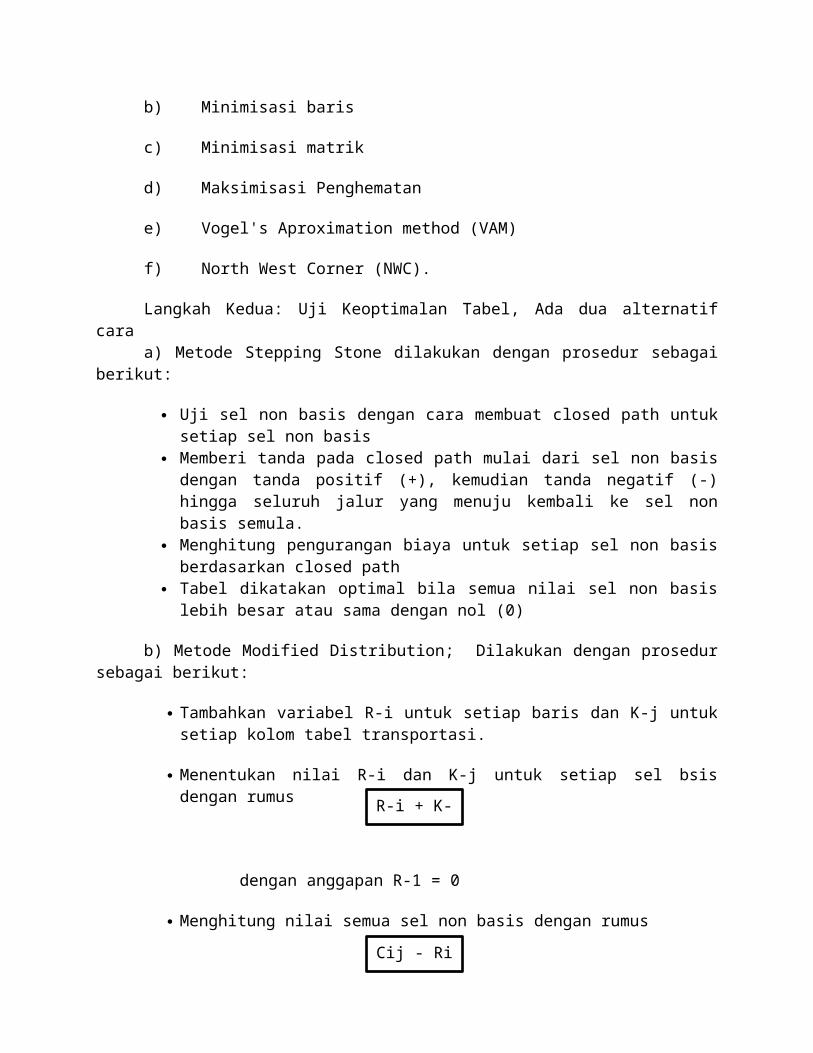
Pola biaya dari ketiga alternatif lokasi yakni A, B, Ctersebut di atas dapat digambarkan secara grafis sebagaiberikut:
Dengan demikian lokasi yang dipilih adalah lokasi Ckarena biaya total untuk kapasitas 3000 unit yang direncanakanpaling rendah dibanding dengan lokasi lain. Andaikata hargaper unit produk adalah Rp.90,00 maka laba yang diharap bilalokasi dipilih di situs C adalah sebesar:
Laba = TR – TC = 90(3.000) - 110.000
= 270.000 - 110.000 = 160.000
Model TransportasiLangkah-langkah penyelesaian model transportasi adalahsebagai berikut:
Langkah Pertama: membentuk Tabel Awal Transportasi, Adabeberapa alternatif cara antara lain:
a) Minimisasi Kolom
b) Minimisasi baris
c) Minimisasi matrik
d) Maksimisasi Penghematan
e) Vogel's Aproximation method (VAM)
f) North West Corner (NWC).
Langkah Kedua: Uji Keoptimalan Tabel, Ada dua alternatifcara
a) Metode Stepping Stone dilakukan dengan prosedur sebagaiberikut:
Uji sel non basis dengan cara membuat closed path untuksetiap sel non basis
Memberi tanda pada closed path mulai dari sel non basisdengan tanda positif (+), kemudian tanda negatif (-)hingga seluruh jalur yang menuju kembali ke sel nonbasis semula.
Menghitung pengurangan biaya untuk setiap sel non basisberdasarkan closed path
Tabel dikatakan optimal bila semua nilai sel non basislebih besar atau sama dengan nol (0)
b) Metode Modified Distribution; Dilakukan dengan prosedursebagai berikut:
Tambahkan variabel R-i untuk setiap baris dan K-j untuksetiap kolom tabel transportasi.
Menentukan nilai R-i dan K-j untuk setiap sel bsisdengan rumus
dengan anggapan R-1 = 0
Menghitung nilai semua sel non basis dengan rumus
R-i + K-j = C-ij
Cij - Ri- Kj
Membuat closed path untuk sel non basis yang memilikinilai negatif terbesar.
Tabel dikatakan optimal bila nilai semua sel non basislebih besar atau sama dengan nol (0)
VI. PERENCANAAN LAYOUT PABRIK
Layout pabrik disebut juga tata letak atau tata ruang
didalam pabrik. Layout adalah cara penempatan fasilitas-
fasilitas produksi guna memperlancar proses produksi yang
efektif dan efisien. Fasilitas pabrik dapat berupa mesin-
mesin, alat-alat produksi, alat pengangkutan bahan, dan
peralatan pabrik, serta peralatan yang diperlukan dalam
pengawasan.
Perencanaan layout menurut James A Moore adalah rencana
dari keseluruhan tata fasilitas industri yang berada
didalamnya, termasuk bagaimana personelnya ditempatkan,
operasi gudang, pemindahan material, dan alat pendukung lain
sehingga akan dapat mencapai suatu tujuan yang optimum
dengan kegiatan yang ada dengan menggunakan fasilitas yang
ada dalam perusahaan, dengan layout yang baik di dalam
perusahaan, akan menimbulkan impulse buying bagi konsumen.
Perencanaan layout merupakan salah satu tahap dalam
perencanaan suatu fasilitas yang bertujuan untuk
mengembangkan suatu sistem produksi yang efektif dan
efisien. Tujuan penyusunan layout pada dasarnya untuk
mencapai pemanfaatan peralatan pabrik yang optimal,
penggunaan jumlah tenaga kerja yang minimum, kebutuhan
persediaan yang rendah dan biaya produksi dan investasi
modal yang rendah, sedangkan jenis layout terdiri dari process
layout, product layout, dan fixed position layout, atau kombinasi dari
ketiga jenis layout tersebut.
Dasar pengaturan layout: Atas dasar proses ; Cara pengaturan atas dasar proses, tipe
dan karakteristik dari perlatan produksi merupakan faktoryang penting dalam pengaturan tata letak fasilitas.
Atas dasar produk ; Sedangkan pada cara pengaturan atasdasar produk, jenis pekerjaan yang harus dilakukan padaproduk merupakan faktor penting dalam penempatan fasilitaspabrik.
Prinsip dasar yang digunakan dalam penyusunan layout
adalah:
1. Integrasi secara total terhadap faktor-faktorproduksi. Sehingga dalam tata letak fasilitas pabrikdiperlukan secara terintegrasi dari semua faktor yangmempengaruhi proses produksi rnenjadi satu organisasi yangbesar.
2. Jarak pemindahan bahan paling minimum. Waktu pemindahan bahandari satu proses ke proses yang lain dalam industri dapatdihemat dengan cara mengurangi jarak perpindahan.
3. Memperlancar aliran kerja, diupayakan untuk menghindarigerakan balik (back tracking), gerakan memotong (cross movement), dangerak macet (congestion), dengan kata lain material diusahakanbergerak terus tanpa adanya interupsi oleh gangguan jadwalkerja.
4. Kepuasan dan keselamatan kerja, sehingga memberikan suasana kerj yang menyenangkan.
5. Fleksibilitas, yaitu dapat mengantisipasi perubahanteknologi, komunikasi, dan kebutuhan konsumen.
Untuk menjaga fleksibilitas, diadakan penyesuaian kembali
(relayout) yaitu suatu perubahan kecil dalam suatu penataan
ruangan, tetapi tidak menutup kemungkinan adanya desain produk
yang memungkinkan berubahnya layout secara total. Yang perlu
diperhatikan adalahrelayout maupun layout jika ada perubahan sedikit
saja tidak akan mengganggu proses produksi.
Tujuan layout pabrik adalah meminimumkan biaya dan
meningkatkan efisiensi dalam pengaturan segala fasilitas
produksi dan area kerja, sehingga proses produksi dapat
berjalan lancar. Efisiensi ini dapat dicapai dengan menekan
biaya produksi dan transportasi didalam pabrik,
Adapun manfaat layout pabrik diantaranya adalah sebagai
berikut:
1. Meningkatkan jumlah produksi, sehingga proses produksiberjalan lancar, yang berimpas pada output yang besar, biayadan jam tenaga kerja serta mesin minimum.
2. Mengurangi waktu tunggu, artinya terjadi keseimbangan bebandan waktu antara mesin yang satu dengan mesin lainnya,selain itu juga dapat mengurangi penumpukan bahan dalamproses, dan waktu tunggu.
3. Mengurangi proses pemindahan bahan dan meminimalkan jarakantara proses yang satu dengan yang berikutnya.
4. Hemat ruang, karena tidak terjadi penumpukan material dalamproses, dan jarak antara masing-masing mesin berlebihansehingga akan menambah luas bangunan yang tidak dibutuhkan.
5. Mempersingkat waktu proses, jarak antar mesin pendek atauantara operasi yang satu dengan yang lain.
6. Efisiensi penggunaan fasilitas, pendayagunaan elemenproduksi, yaitu tenaga kerja, mesin, dan peralatan.
7. Meningkatkan kepuasan dan keselamatan kerja, sehinggamenciptakan suasana lingkungan kerja yang aman, nyaman,
tertib, dan rapi, sehingga dapat mempermudah supervisi,mempermudah perbaikan dan penggantian fasilitas produksi,meningkatkan kinerja menjadi lebih baik, dan pada akhirnyaakan meningkatkan produktivitas.
8. Mengurangi kesimpangsiuran yang disebabkan oleh materialmenunggu, adanya gerak yang tidak perlu, dan banyaknyaperpotongan aliran dalam proses produksi (intersection).
VII. MACAM TIPE LAYOUT
Macam Tipe Layout yaitu : 1. Layout Proses
Dikenal juga sebagai “functional layout” yaitu : prosespengaturan dan penempatan fasilitas pabrik seperti mesin danperalatan yang memiliki karakteristik kerja yang sama ataumemilikifungsi yang sama ditempatkan pada satu departemen ataubagian. Dalam layout proses ini, tipe dan karakteristik dariperalatan adalah faktor yang dominan dalam pengaturan letakfasilitas pabrik.
2. Layout Produk Atau Garis (Line Layout) Layout produk atau garis) adalah pengaturan tata letak
fasilitas pabrik berdasarkan aliran dari produk tersebut. Tipelayout produk / garis ini merupakan tipe paling populer dansering digunakan untuk pabrik yang menghasilkan produk secaramassal dengan tipe produk relatif kecildan standar untukjangka waktu relatif lama. Tujuan utama dari tata letakseperti ini adalah untuk memudahkan pengawasan dalam kegiatanproduksi.
3. Layout Kelompok Adalah : pengaturan tata letak fasilitas pabrik ke dalam
daerah-daerah atau kelompok mesin bagi pembuatan produk yangmemerlukan pemrosesan yang sama. Setiap produk diselesaikanpada daerah tersendiri dengan seluruh urutan pengerjaandilakuakn pada tempat tersebut.
4. Layout Posisi Tetap (Fixed Position Layout)
Adalah : pengaturan material atau komponen produk yangdibuat akan tinggal tetap pada posisinya, sedangkan fasilitasproduksi seperti peralatan, perkakas, mesin-mesin, manusiaserta komponen kecil lainnya akan bergerak/berpindah menujulokasi material atau komponen produk utama tersebut.
5. Layout Bentuk U Hakekat layout bentuk U adalah pintu masuk dan keluar bahan
baku dan produk akhir berada pada posisi yang sama. Keuntungandari tata letak model ini adalah fleksibilitas untuk menambahatau mengurangi jumlah pekerja yang diperlukan bila harusmenyesuaikan dengan perubahan jumlah produksi atau perubahanpermintaan. Hal ini dapat dicapai dengan menambah ataumengurangi jumlah pekerja pada daerah sebelah dalam daritempat kerja berbentuk U ini.
6. Layout Gabungan Garis dan Proses Penggabungan kedua tipe layout ini untuk mengeliminir segala
kelemahan yang terdapat dalam layout proses maupun layoutgaris.
7. Layout Gabungan Garis dan Bentuk U Dengan penggabungan kedua layout ini dapat mengurangi tenaga
kerja pecahan.
Jika berdasarkan literature lain, hanya terdapat empat macam
layout, yaitu:
1. Layout Proses atau Layout Fungsional atau FunctionalLayout atau Process Layout
Dalam layout ini mesin-mesin dan peralatan-peralatan yangmemiliki kesamaan fungsi dikelompokkan dan ditempatkan dalamsatu tempat atau ruang tertentu. layout semacam ini biasanyadipergunakan untuk perusahaan-perusahaan yang berproduksidalam rangka memenuhi pesanan dimana terdapat banyak pesananyang berbeda baik dalam bentuk, kualitas, maupun jumlahnya.
2. Layout Produk atau Layout Garis Atau Product Layout atauLine Layout
Di dalam layout jenis ini mesin-mesin dan perlengkapanpabrik disusun berdasarkan urutan opersi proses produksi yangdiperlukan untuk membuat suatu produk.
3. Layout Kelompok atau Group LayoutPada layout ini, mesin-mesin dan perlengkapan yang digunakan
untuk membuat atau memproses komponen yang sama
4. Layout Posisi TetapLayout ini merupakan susunan letak mesin dan fasilitas
produksi yang diatur di dekat tempat proses produksi denganposisi tetap.
(Poerwanto, 2010)
Keempat macam layout tersebut pada dasarnya dapatdipergunakan baik untuk produksi untuk pesanan maupun produksiuntuk pasar. Akan tetapi secara umum biasanya penggunaanlayout proses bagi produksi untuk pesanan dan layout produkbagi produksi untuk pasar.
VIII. PERENCANAAN SISTEM MATERIAL
Material handling dapat diartikan sebagai menangani materialdengan menggunakan peralatan dan metode yang benar.Perencanaan system material handling merupakan suatu komponenpenting dalam perencanaan fasilitas, terutama yang berkaitandengan desain tata letak. Oleh karena itu, perencanaan tataletak dan perencanaan material handling selalu saling terkaitsatu dengan yang lain. Dalam material handling, jenis materialyang ditangani tidak terbatas pada bahan baku untuk prosesindustri saja. Meskipun jenis materialnya berbeda-beda,prinsip penanganannya relatif sama. Masalah material handlingdapat terjadi di segala jenis perusahaan/ organisasi dan dapatmempengaruhi total biaya operasi.
Oleh karena itu, pendekatan yang sistematik dalam materialhandling perlu dilakukan. Dari pengertian itu dapat diketahui
bahwa material handling bukan menangani material, melainkanjuga menyangkut berbagai aspek lain, seperti penanganan,penyimpanan, transportasi, dan pengendalian material. Dengandemikian, perencanaan materil handling harus disusunsedemikian rupa agar sejalkan dengan perencanaan manufaktur,distribusi dan sistem informasi manajemen.
Pola umum aliran bahan untuk proses produksi umumnyadibedakan atas lima pola , yaitu:
1. Garis Lurus
Pola garis lurus paling mudah dikenali. Umumnya, pola sangatjelas terlihat pada sistem pemindahan bahan dengan menggunakankonveyor lurus. Pola aliran garis lurus dapat dipakai jikaqproses produksi berlangsung singkat, relatif sederhana, jarakperpindahan pendek, dan hanya terdiri atas beberapa komponenatau peralatan produksi sedikit. Polanya terkesan sederhana.Kegiatan supervisi pun akan lebih mudah berlangsung. Namun,pola demikian memberikan konsekuensi penggunaanluas lantaiyang cukup besar. Pola aliran demikian dapat terjadi bilatempat penerimaan bahan baku dengan tempat pengiriman produkjadi tidak berada pada satu tempat. Keuntungan yang dapatdiperoleh dengan menerapkan pola aliran garis lurus adalahjarak antara dua mesin dapat diatur, sehingga dapat mencapaijarak yang paling pendek.
2. Bentuk U
Keterbatasan luas antai yang tersedia dapat diantisipasidengan menerapkan pola aliran bentuk U. Pola aliran U akanditerapkan jika akhir proses produksi akan berada pada lokasiyang sama dengan awal proses produksinya karena keadaanfasilitas transportasi maupun pemakaian mesin bersama. Polamaterial demikian akan memepermudah pengawasan keluar-masuknyamaterial dan produk jadi serta mempermudah fasilitastransportasi. Pola aliran bentuk U tidak efisien jika aliranproses produksi relatif panjang.
3. Pola Zig-Zag
Pola aliran Zig-Zag disebut pola aliran berbentuk ular dansangat baik diterapkan bila aliran proses produksi lebihpanjang daripada panjang area yang tersedia. Panjangnya prosesproduksi diatas dengan membelokkan aliran produksi, sehinggagaris aliran produksi bertambang panjang tanpa harusmemperluas area produksi. Pola aliran demikian dapat mengatasiketerbatasan area serta bentuk dan ukuran bangunan pabrik yangada.
4. Bentuk melingkar
Pola aliran bentuk melingkar dapat diterapkan bila bertujuanmengembalikan material produk pada titik awal aliran produksiberlangsung. Kemudian, kondisi yang sebaiknya menggunakan polademikian adalah bila ada penggunaan mesin dengan rangkaianyang sama untuk kedua kalinya.
5. Pola Tak Tentu
Pola tak tentu sering ditemui pada pabrik-pabrik yang adadengan tujuan memperoleh lintasan produksi yang pendekantarkelompok dari wilayah berdekatan, proses material handlingdilaksanakan secara mekanis, keterbatasan ruangan yang tidakmemungkinkan pola lain, atau lokasi permanen fasilitas yangmenuntut pola seperti ini.
Pada praktiknya, tidak adapoa aliran bahan secara murni satutipe, tetapi merupakan kombinasi. Kita dapat memahaminyakarena aliran bahan secara keseluruhan di dalam pabrik bisabermacam-macam pula tergantung pada penataan fasilitas yangtentunya spesifik. Ada beberapa contoh kombinasi beberapa tipealiran dalam pabrik.

Dalam menentukan lokasi masuk keluarnya suatu aliran dalamsuatu rancangan tata letak, harus dilakukan analisis yangmendalam, dengan mempertimbangkan beberapa aspek, terutamamengenai sistem pemindahan bahan untuk mengidentifikasikanpengaruhnya pada waktu, biaya dan kualitas. Selain ituperencanaan lokasi masuk keluarnya aliran harus disesuaikandengan kendala- kendala yang ada.
DAFTAR PUSTAKA
Ferdy. 2012. Peramalan. http://jojoskyline.blogspot.com/2012/03/peramalan.html. Diakses tanggal 13 Maret 2013
Gaspersz, Vincent, Production Planning and Inventory Control Berdasarkan Pendekatan Sistem Terintegrasi MRP II dan JIT Menuju Manufakturing 21, Gramedia Pustaka Utama, Jakarta, 2002.
Nasution, Arman H., Perencanaan dan Pengendalian Produksi, Penerbit Guan Widya, Jakarta, 1999.
Nasution, Arman H., Manajemen Industri, Penerbit Andi, Yogyakarta, 2005.
Yamit, Zulian, Manajemen Persediaan, Ekonisia, Yogyakarta, 2005.
Antarikso, Djoko. 1994. Manajemen Produksi. Jakarta : Erlangga
Handoko, T Heni. 2001. Dasar-dasar Manajemen dan Operasi. Yogyakarta :
BPFE, Yogyakarta.
Poerwanto, hendro. 2010. Manajemen operasi dan manajemen proyek.
https://sites.google.com/site/operasiproduksi/lokasi-pabrik-
Definisi-Pengertian-Faktor-Pertimbangan-Cara-Metode-Menentukan-
Memilih-Lokasi-Pabrik. Diakses tanggal 13 Maret 2013.
Wahyono, budi. 2012. Faktor –faktor yang mempengaruhi pemilihan lokasi pabrik. http://www.pendidikanekonomi.com/2012/06/faktor-faktor-yang-mempengaruhi.html. Diakses tanggal 13 Maret 2013.
Wahyono, budi. 2012. Prinsip, dasar, tujuan, dan manfaat strategilayout pabrik. http://www.pendidikanekonomi.com/2012/05/prinsip-dasar-tujuan-dan-manfaat.html. Diakses tanggal 13 Maret 2013.
Jay Heizer, Barry Render. 2009. Manajemen Operasi. Penerbit Salemba Empat. Jakarta.

Pangestu Subagyo,2000. Manajemen Operasi.BPFE. Yogyakarta





























