Embed Size (px)
Citation preview
Int. J. Production Economics 85 (2003) 233–249
Production planning and order acceptance inbusiness to business electronic commerce
T. Calossoa, M. Cantamessaa,*, Dang Vub, A. Villaa
aDipartimento di Sistemi di Produzione ed Economia dell’Azienda, Politecnico di Torino,
Corso Duca degli Abruzzi, 24, I-10129 Torino, ItalybAsian Institute of Technology-Center in Vietnam, 21 Le Thanh Tong, GPO Box 136, Hanoi, Viet Nam
Abstract
Following the exponential growth of the Internet and the increasing number of software solutions enabling business-
to-business electronic commerce, we study negotiation processes in a make-to-order (MTO) environment. In many
industries, the value chain is fragmented both horizontally and vertically and manufacturing firms operate upon a MTO
basis. In this application domain, the main decision process consists of interfirm negotiation upon requests-for-
quotation distributed by customers and upon bids submitted by suppliers. At the same time, the negotiation process is
tightly integrated with production planning and requires appropriate decision-support techniques. This paper discusses
in detail the structure for a standardised negotiation process occurring in a multi-enterprise setting and presents three
mixed-integer linear programming models that may be used by the different parties involved.
r 2003 Elsevier B.V. All rights reserved.
Keywords: Business-to-business electronic commerce; Make-to-order operations; Order negotiation
1. Introduction
It is an obvious proposition to state that themanagement of manufacturing operations is cur-rently undergoing a true revolution, with thewidespread diffusion of novel industrial structuresand the related enabling technology. Among theformer, one can list supply chains, extended andvirtual enterprises (Jagdev and Thoben, 2001) andecosystems (Moore, 1997). Enabling technology isgenerally centred around the Internet and includes
supply chain management software, electronicmarketplaces and the related communicationinfrastructure.Most of the change process has up to now
viewed the largest companies as first adopters and,through them, it has gradually diffused to theirsmaller suppliers and customers. In fact, thediffusion of novel organisational forms andtechnological solutions among small and mediumenterprise (SMEs) has been fairly slow. TheEuropean Information Technology Observatory2000 (EITO, 2000) reports: ‘y At the turn of themillennium the SME segment remains the biggestuntapped market [for IT] in the Europeaneconomies’. In other words, SMEs are undergoingthe risk of being kept out of the IT revolution,
ARTICLE IN PRESS
*Corresponding author. Tel.: +39-0115647238;
fax: +39-0115647299.
E-mail addresses: [email protected] (M. Cantamessa),
[email protected] (T.D. Vu).
0925-5273/03/$ - see front matter r 2003 Elsevier B.V. All rights reserved.
doi:10.1016/S0925-5273(03)00112-9

despite the fact that the economies of advancedcountries are solidly based on the value producedby such firms. For example, in the EuropeanUnion, SMEs with less than 50 employees providejobs for around 56 million people with a turnoverof around 11,500 Billion h. A significant propor-tion of these companies belong to traditionalmanufacturing industries. When discussing e-busi-ness solutions for manufacturing SMEs, it mustalso be remembered that only 30% of EuropeanSME output goes to the consumer market. Thisimplies that the focus should be on business-to-business (B2B), rather than business-to-consumerrelations.If one looks at the steps being undertaken within
B2B electronic commerce by the larger companies,who often act as customers to SMEs, suchcompanies currently pay great attention to e-procurement solutions. Apart from a few signs ofchange that are now starting to arise, e-procure-ment practices have up to now focused oncustomer benefits in terms of reduced transactioncosts, and especially on price reductions. Forexample, reverse auctions (Engelbrecht-Wiggans,1980)—in which customers force suppliers tooutbid each other by lowering price—have become,to the eyes of many observers, the quintessence ofInternet-based B2B electronic commerce. Thisbusiness model certainly is not beneficial to supplierSMEs, and explains much of their reluctance to jointhe ‘Internet revolution’ (Counsell, 2001). One maytherefore draw the conclusion that there is sub-stantial space for research in e-business solutionsthat may become a truly—and not only rhetori-cally—‘‘win–win’’ proposition for suppliers as wellas for customers, large and small alike. Suchresearch should cover aspects related to:
* Information and Communication Technology,so as to develop enabling systems,
* industrial organisation, that may help to set fair‘rules of the game’ and to foresee and managethe resulting structural transformation of in-dustrial value chains,
* manufacturing management, in order to sup-port the operational decision-making activitiesperformed by SMEs involved in such electroniccommerce networks.
In the context of the latter stream of research,this paper proposes the basis for decision supportsystems which may support SMEs in their electro-nic negotiation processes. The paper originatesfrom a wider research project (Cantamessa et al.,2001), whose objective is the development of anelectronic platform enabling B2B electronic com-merce for SMEs with make-to-order (MTO)operations. As clearly presented by Hendry andKingsman (1989), the characteristics and strategicpriorities of MTO companies are significantlydifferent from those operating on a make-to-stockbasis. Smaller MTO firms are also characterised bylow product and process complexity and generallyrestrict themselves to performing processing andassembly operations upon standardised designs, orusing order-specific designs directly provided bycustomers. By referring to the taxonomy byAmaro et al. (1999), the former would fall intothe categories MTO-3–MTO-5, while the latterwould more appropriately be considered engineer-ing-to-order companies. However, the absence ofdesign responsibility makes the order negotiationand fulfillment processes very similar in both ofthese cases. Many examples of such SMEs can befound in industrial clusters, in industries such astextile, furniture, ceramic tiles, etc.In operations of this kind, the critical issue
generally shifts from the management of materialsto that of managing manufacturing capacity, sinceraw materials are often provided by customers orpurchased using unsophisticated approaches,while the product bill-of-materials is relativelysimple. In many instances, it can therefore bestated that the commodity being traded withcustomers is not physical goods, but rather,machine-hours. This leads to the critical need ofintegrating the order negotiation and productionplanning processes or, from an organisationalperspective, of integrating the marketing andproduction functions (Muda and Hendry, 2002).To date, order negotiation and production plan-ning processes are generally performed by humandecision-makers, eventually supported by indus-try-standard information systems, such as MRP.However, for networked SMEs using the Internetin order to trade goods and manufacturingservices, the frequency with which business
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249234
opportunities have to be evaluated and negotiatedupon increases dramatically. This makes it neces-sary to develop tools for effectively supporting theintegrated order negotiation and production plan-ning processes. This paper discusses how this maybe pursued by at first developing the environmentwithin which negotiations take place, including anegotiation process model and a communicationprotocol enabling interaction between firms (thenegotiation ontology). Subsequently, by develop-ing decision support models allowing firms tomake effective decisions within the negotiationenvironment.The following section of the paper proceeds with
an overview of the two streams of literature thatstudy production planning and order selection onthe one side and automated negotiation on theother. Section 3 will present the criteria and thehypothesis that guided the work and a formalmodel of a multi-tier negotiation process. Section 4will illustrate the optimisation models developed inorder to support the decision-making problemsthat have been identified within such process. Themodels have multiple objectives and may be usedin order to evaluate the profitability of proposedorders being offered by customers with respect toexisting firm orders and to the expected value ofthe future inflow of requests for quotation.Sensitivity analysis then allows the planner tointeractively evaluate the tradeoff effects thatwould emerge if, during negotiation with custo-mers, he/she should deviate from the optimallysuggested plan. Section 5 presents the results froma limited-size example of the bidding and negotia-tion process.
2. Literature review
There is without a doubt a vast amount ofliterature that deals with the production planningproblem. Solution approaches to productionplanning problems generally rely on multi-periodoptimisation models based on linear programming(LP) or mixed-integer linear programming (MILP)formulations (Thomas and McClain, 1993). In-herent in such formulations is the splitting of theplanning horizon in a finite number of time
buckets. Of general concern in production plan-ning literature is the problem of operatinghierarchically, so that there may be coherenceamong aggregate-level and long-term plans downto the most detailed individual product-level andshort-term plans (Bitran and Tirupati, 1993). Inthe current problem, in which SMEs operate on anMTO basis and have to decide upon individualorder proposals, it is necessary to adopt aperspective which is rather detailed concerningproduct granularity, since each order is differentfrom the others, and short-term concerning theplanning horizon. So, hierarchical aspects ofproduction planning are of relatively little concernin the current problem. When dealing with low-level production planning, a distinction is gener-ally made in literature among models with ‘large’and ‘small’ time-buckets (Brandimarte and Villa,1995). In the former case, it is assumed that eachproduct launch (i.e., the time required by aresource to perform manufacturing operations ona batch of parts) lasts substantially less than thetime-bucket. Setup operations occurring amongconsecutive time buckets will be unrelated, and theformulation of the planning problem becomesquite easy and straightforward. In the latter case,product launches and time buckets have acomparable size. Setup operations occurring inconsecutive time buckets will therefore be related,which leads to a somewhat more complex for-mulation. For the sake of simplicity, the optimisa-tion models presented in this paper will assumea large time bucket. Should a specific appli-cation require it, they may easily be changed inaccordance.Concerning the order selection problem, there is
a relatively shallow body of literature on thesubject. In most of these papers (Cakanyildirimet al., 1999; Kate, 1994), order selection isgenerally seen as a variation to a schedulingproblem. The idea of approaching the orderselection problem from a scheduling perspectivehas the desirable feature of leading to a detailedrepresentation of machine workload and of theprogress of orders during planning time. However,in the current context of negotiation support onecan wonder whether such level of detail is reallyrequired. Moreover, the negotiation process may
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 235

involve multiple bidding iterations in a limitedtime span, which suggests that solutions must beobtained very quickly. Computational complexitytherefore becomes a critical issue.Concerning order negotiation, a number of
authors have applied this concept for managingshop-floor operations. In these papers, the ele-ments in a manufacturing system (resources and/or parts) are viewed as autonomous agents andscheduling is generally performed by distributed(or heterarchical) negotiation. Research followingthis approach includes the Contract Net imple-mentation proposed by Van Dyke Parunak (1987)and the work by Shaw (1988), Duffie (1990), Linand Solberg (1992), Duffie and Prabhu (1994). Acomparison between different negotiation proto-cols has been made by Krothapalli and Deshmukh(1999). It must be mentioned that in all theseinstances, the agents undertaking negotiation arepart of the same manufacturing system. So, whileit is true that each of them negotiates autono-mously and maximises its own utility, the overallobjective of research is to devise negotiationmechanisms that, through this autonomous nego-tiation, may actually maximise the joint utility ofthe entire collection of agents. In the present study,instead, the agents undertaking negotiation are notpart of the same manufacturing system, but belongto different firms. This implies that agents will onlystrive to maximise their own utility and that it willnot be possible to impose cooperative negotiationmechanisms upon them. Authors proposing sup-port techniques for bidding negotiation in thecontext of multiple firms include Moodie andBobrowski (1999) and Qinghe et al. (2001).Research on negotiation is anyway much
broader, and of course does not only deal withmanufacturing applications. In particular, Hols-apple et al. (1998), formulated a proposal for arigorous definition of syntax and functions for anegotiation system. Another perspective is sug-gested by Beam and Segev (1997), who analysed indepth the differences between three theoreticalapproaches (i.e., human factors, game theory andintelligent agents) in solving both cooperativenegotiation problems and non-cooperative andcompetitive ones. These authors show the benefitsof using the approach of intelligent agents in a
non-cooperative environment for supporting thefield of electronic commerce and, at the sametime, they indicate the shortcomings of otherapproaches. The authors also state a few funda-mental elements of negotiation that should beconsidered in an electronic commerce environ-ment.
3. The negotiation model
3.1. Criteria and hypothesis
According to Gebauer and Segev (1999), pur-chasing activities can be divided into three basicphases:
1. information phase, in which prospective buyersidentify their needs and evaluate potentialsources and suppliers, gathering informationabout products and services,
2. negotiation phase, in which the objective is toreach an agreement by determining prices,goods availability, delivery terms and capacityconstraints,
3. settlement phase, in which the order is executedand goods and services are transferred betweenenterprises.
These three phases must be included in asuccessful electronic commerce platform (Merz,1998), and have been considered while developingthe model described in this paper. The model isoriented to a fairly general industrial scenario,whose value chain is composed of three or morefragmented tiers made up of customers, suppliersand subcontractors. All these firms are hypothe-sised to be connected in real time to an electronicnegotiation platform that operates as a messageexchanging device. The platform does not possessany ‘‘intelligence’’ in the sense of being able tosupport the decisions made by the firms in thenegotiation process. The negotiation process hasbeen modelled following basic examples in litera-ture (Kersten and Szpakowicz, 1999) and accord-ing to three different assumptions:
* when negotiating with customers, suppliers donot query subcontractors but implicitly estimate
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249236
their capacity, prices, and delivery times. Thishas been decided in order to avoid the explosionof queries and evaluation processes, since weassume it would be inefficient to involve toomany enterprises in a negotiation process whereno firm order has been settled yet,
* there is complete freedom on order/offerevaluation, and, most of all, on the suppliers’opportunity to modify bid prices, capacities anddue time. This assumption gives wider validityto the model, while tightening constraints overthese parameters is always possible,
* during the negotiation process, firms mustevaluate and negotiate on potential orders, butmay not re-discuss their previous commitments.This should grant greater stability to produc-tion plans and reliability to the terms of servicebeing negotiated. It is anyway possible to relaxthis assumption by enabling the cancellation ofa firm order (with the possible charging of apenalty) and by re-considering the order as if itwere a new one.
The model has been represented with the unifiedmodelling language (UML) notation, because itrepresents the standard for complex systemmodelling and provides a basis for implementation(Quatrani, 1998; Rumbaugh et al., 1998).
3.2. The negotiation model
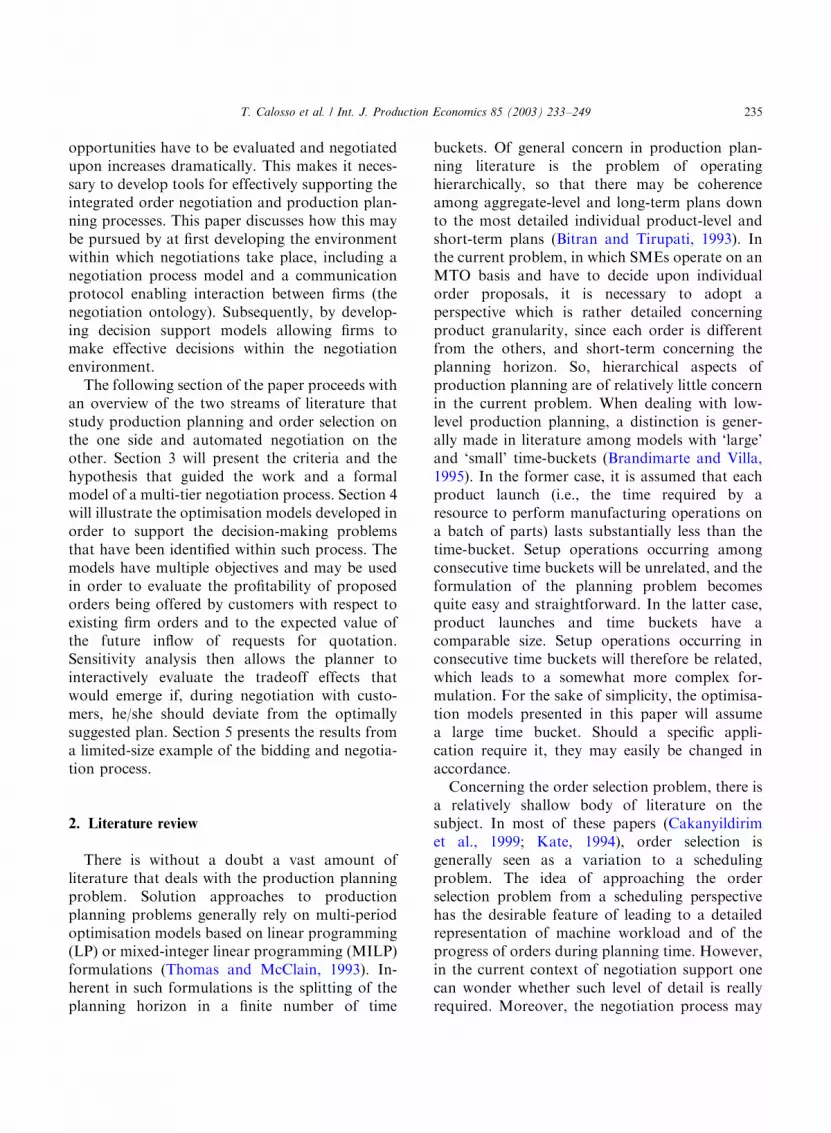
The negotiation process among suppliers andcustomers in a value chain is depicted in Fig. 1.Fig. 1 shows that negotiation within a multi-tieredsupply chain may be studied by focusing on anelementary negotiation process that occurs in arecursive fashion among a firm at tier k and itssupplier at tier k21:The process starts with an ‘offer request’, or
request for quotation, in which a firm at tier k asksits suppliers at tier k21 to examine a job and tosubmit bids for it. The offer request must include atechnical description of the job. In the context ofSMEs operating upon an MTO basis, this may behypothesised to consist of the process plan of theparts to be manufactured, including the type ofresources required and related processing times.At this stage, each supplier uses a model for offerrequest evaluation, dubbed M1. This model allowsto examine the proposed job with respect to (i)firm orders within the supplier’s internal produc-tion plan, (ii) estimates of the possibility ofsubcontracting part of the work to be done andof the related costs and (iii) an estimate of theexpected value of future order inflow. This latterelement is of crucial importance since, with limitedresources, a supplier may decide to forgo a current
ARTICLE IN PRESS
M1
M2
M3
M1
M2
M3
PP
M2
Offer Request
Offer Request
Bid Reply
Order Settlement
Modify Production Plan Modify Production Plan
Customer Supplier Last Supplier(…k…)
Subcontract Info
Subcontract Info
Bid Reply
Order Settlement
1 K
Fig. 1. Structure of the negotiation process.
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 237

but scarcely profitable offer request in expectationof future, more profitable, orders. This taskrequires forecasting techniques such as thosenormally used in revenue management (Yeomanand Ingold, 1999), the description of which ishowever beyond the scope of this paper.As a result of M1, the supplier responds with a
‘bid reply’ which contains a quotation (price) forthe required job and, possibly, changes to the job(e.g., delivery dates and/or proposals for a partialfulfillment of the job).The process is now in the hands of the customer,
who gathers competing bid replies submittedby suppliers and chooses the ‘best’ one(s). This isperformed through a model for bid evaluation,dubbed M3. Model M3 provides, as an output, an‘order settlement’, i.e. a statement that awards theorder to the winning bidder and binds both partiescontractually.The supplier must now react to the ‘order
settlement’. The order settlement is not a simpleproposal like the offer request was, but a firmorder he is now committed to fulfilling. Hemust therefore re-formulate his productionplan through a model named M2. Aside fromupdating the production plan, this model makes adecision upon what activities should be subcon-tracted out. This latter decision leads to ‘offerrequests’ sent to suppliers at tier k22: The wholeprocess goes on until the last tier of the supplychain is reached.It should be noticed that models M1 and M2 are
engaged in virtually the same problem. M1, uponreceiving ‘order requests’, must decide which ofthem to fulfil and, to do so, it must make apreliminary plan concerning the degree with whicheach job will require subcontracting. However, theonly output of M1 is towards the customer, sincethe subcontracting plans are kept private and arenot shared with suppliers. Model M2 is similar toM1, since the ‘order settlements’ which it receiveshave the same structure as ‘order requests’. Thedifference is that these are now firm commitmentsand must not be decided upon any longer (i.e., therelated decision variables will now be constrained).Moreover, the subcontracting plans made by M2are not kept private any longer, but forwarded toits suppliers. In order to preserve the recursive
structure of the negotiation process, this is oncemore made in the form of an ‘order request’.In the negotiation model, it is assumed that
information exchanges between layers and deci-sion making within a layer are fast with respect tothe frequency of incoming orders. If not, newoffers may be sent to a firm while it is still waitingto know the results of its previous bidding, or iswaiting for bids due from its subcontractors. Suchuncertainty about ongoing negotiations of coursewould not allow the firm to make a sounddecision. This hypothesis is supported by the factthat, within the wider research project, this processwill occur on a negotiation platform which allfirms are connected to in real time. Moreover, themarket-makers that manage the platform mayenforce rules stating that orders must be ex-changed in batches either at sufficiently distantintervals and, in any case, never before theprevious negotiation round has terminated. Thenegotiation process is represented in detail usingUML diagrams in the following sections.
3.3. The static view
UML allows to describe complex systems byvisualising, specifying and documenting differentpoints of view. It is possible to look at a complexsystem by specifying its static structure and itsdynamic behaviour. In the case we are analysing,the static view of the system is represented by theClass Diagram (Fig. 2), which shows classes andrelationships between them. The attributes foundin the class diagram are specific to the particularimplementation of routines M1, M2 and M3discussed in Section 4 of this paper.The system is composed of three types of classes:
1. classes that represent the decision-making rout-ines used by the system (M1, M2, ModelOne,ModelThree),
2. classes that maintain memories of order andbids processed (Order and BidReplly),
3. classes that store useful information for thesystem (ProductionPlan and SupplierInforma-tion).
The first type of classes carries informationneeded by routines (attributes of such classes) and
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249238

ARTIC
LEIN
PRES
S
Supplier Inforeferring Job : intreferring Resource : intreferring Time : intunit Cost Resource Outsource : floatreferring Supplier : int
Model Onepercentage Of Job : floatresource Amount Allocated_y : floatreferring Job : intreferring Resource : intresource Amount Subcontracted : floatcompletion Time : dateplanning Date : daterequirements Value : matrixpenalty Tardiness : floatplanning Horizon : floatcapacity Of Resource InTime : floatcapacity Of Resource OverTime : floatunit Cost Use Resource InTime : floatunit Cost Use Resource OverTime : floatunit Cost Use Resource Outsource : floatopportunity Cost : floatprice Job : floatsetup Cost For Resource : floatfixed Cost For Job : float
modify Parameters()
assume
Production Planresource Amount : floatreferring Job : intreferring Resource : intreferring Time : int
update()
Bid Replypercentage Of Job : floatreplied Planning Date : datereplied Price Job : floatreferring Job : intreferring Resource : intreferring Supplier : intresource Cost : floatbidStatus : char
set Bid Reply()
Model Threeresource Amount Allocated : floatreferring Job : intreferring Resource : intreferring Supplier : intplanning Date : daterequirements Value : matrixresource Amount Bidded : floatbidding Price : floatplanning Horizon : floatresource Reservation Coeff : floatcapacity Of Resource InTime : floatcapacity Of Resource OverTime : floatunit Cost Use Resource InTime : floatunit Cost Use Resource OverTime : floatopportunity Cost : floatsetup Cost For Resource : floatfixed Cost For Job : float
analyze Bid Reply()modify Parameters()
modifies
analyze
M1
analyze Order()
set
M2
solve Order()
modifies
Orderreferring Job : intreferring Resource : intrequirements Value : floatplanning Date : dateprice Job : floatis Accepted : intorder Status : stringreferring Supplier : int
place Order()set Order()
set
analyze
set
analyze
Fig. 2. Class diagram.
T.
Ca
losso
eta
l./
Int.
J.
Pro
du
ction
Eco
no
mics
85
(2
00
3)
23
3–
24
9239

information of who is performing them and forwhich order/bid set. M1 and M2 differ in theoperations that they perform and in the differentuse of order and bid objects. However, as it will beexplained later, they are exactly the same routineand, for this reason, they are modelled as childsubclasses, inheriting all the attributes of theModelOne class. The second types of classesrepresent all the sensitive objects involved in thesystem (orders and bids) and the informationuseful to represent them. As previously stated, theOffer Request is treated as an Order object with astatus value indicating that it has not yet beenapproved. Finally, the SupplierInfo class main-tains all the information that a supplier assumesabout its subcontractors at the moment of taking adecision. This information is key to running theM1 module. Production Plan represents theCustomer/Supplier production plans, which areaffected by the results of the negotiation processand order implementation. The production plan isupdated every time the ModelThree routine isperformed and an order/bid implemented. More-over, when the chain of subcontracting ends(which is the case when the last supplier does notoutsource), the production plan is updated by theM2 class.
3.4. The dynamic view
Following UML notation, the behaviour andthe functionalities of the system are representedusing different perspectives and levels of detail.The core of the system is indicated by the MainUse Case Diagram, which shows the set of usecases involved, actors and their relationships.UML Use Cases depict the processes withinwhich users will interact with the system.Therefore, they show the functionalities andcapabilities provided by the latter within itsactual use. The actors involved are the Customerand the Supplier, which represent the rolesthat a firm interacting with the system can takeon: as we have previously seen, dependingon the situation, the same firm can act either asa supplier or as a customer in different negotiationprocesses.
As depicted in Fig. 3, the supplier uses all ofthe three procedures, while the customer role usesBidCreation in order to create an order, and theBidSelection to evaluate suppliers’ responses.OfferSelection ‘uses’ BidCreation because, aspreviously stated, the routine is the same, but withdifferent functional purposes. ProductionPlanUp-date is represented as a so-called (in UML jargon)‘extend’ of M2 and M3, being an optional result ofthese processes.For each use case represented in the Use Case
Diagram, the corresponding sequence and colla-boration diagrams have been modelled. Sequenceand collaboration diagrams are interaction dia-grams and detail object interaction and messagedispatching. The sequence diagram emphasisesthe chronological ordering of messages, while thecollaboration diagram emphasises the structuralorganisation of the objects that send andreceive messages. Due to their isomorphicproperty, one can transform one diagram intothe other without loss of information. An exampleof the diagrams developed for this negotiationmodel is represented in Fig. 4. The figure showsthe time sequencing of the M3 routine (bidselection), with the indication of which operationis involved in each step of the process. Eachoperation details which parameters are used toperform requests. It is possible to notice that theM3 routine can be run more than once, modifyingdifferent internal parameters every time, in orderto reach the most convenient allocation ofresources and combination of variables. In thesediagrams, the only perspective shown is time andthe sequential relation occurring between actorsand classes.A broader view and the logical processes of
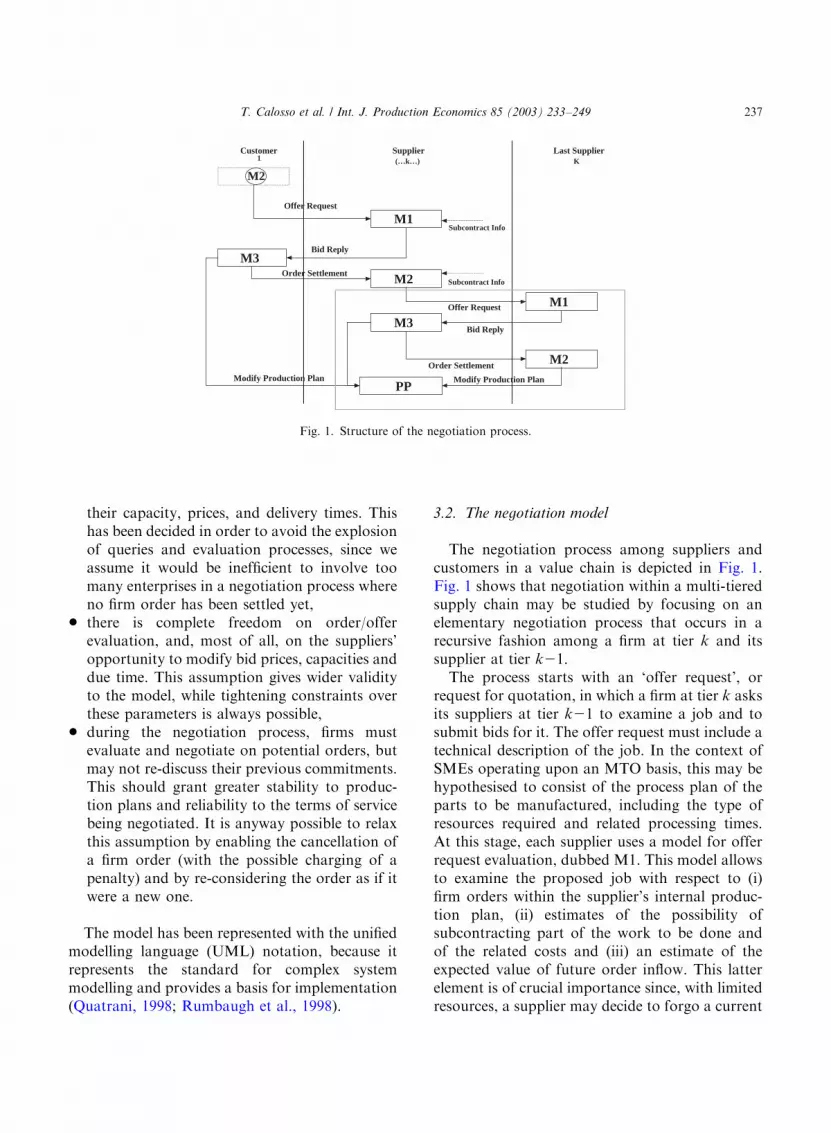
system functionalities is given by the activitydiagram, a particular statechart diagram focusedon activities performed by the system. In thisdiagram, illustrated in Fig. 5, the completeflow of events and activities is modelled, bywhich it is possible to understand the logicalsequence of different operations performed duringthe negotiation process. Control guards anddecision steps are also highlighted, in order toprovide more information about the system’sbehaviour.
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249240

ARTICLE IN PRESS
Production Plan Update
Offer SelectionBid Selection
<< extends >>
<< extends >>
supplier
islast : type = initval
send Order Request()send Order()
customer
send Bid Reply()move Next()
Bid Creation
create order<< Interface >>
<< uses >>
Fig. 3. Use case diagram.
: B idReply : ModelThree : Order : ProductionPlan : supplier
: custo me r
This comes from Offer Selection Sequencing
setOrder(planningDate, priceJob, requirementsValue)
Here Starts the B id C reation Secquencing
sendBidReply(percentageOfJob, repliedPlanningDate, repliedPriceJob)
analyzeBidReply(requestedduedate, requirementsMatrix)
modifyParameters( )
update(resourceAmount)
Fig. 4. Example of sequence diagram (bid selection).
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 241
4. The decision-making models
The approach has been tested by implementingroutines M1, M2 and M3 as MILP models. Inorder to show the flexibility that the approachgrants to decision-makers, the models have beenformulated in multi-criteria decision-making terms.Techniques such as Goal Programming may even-tually be used as a solution approach, but theirapplication goes beyond the scope of the paper. Thecriteria proposed in this paper are profit, resourceutilisation and workload levelling. Of course, themodels presented in the following are by no meansunique and, as long as they fit within the negotiationmodel discussed above, they may be modifiedaccording to the needs of specific applications.
4.1. Models M1 and M2
As a reminder, model M1 has the purpose ofexamining incoming order requests and to respond
with bids, at the same time making plans for workto be subcontracted (but keeping them private).Model M2 instead receives order settlements (i.e.,firm orders) and must update the production planin accordance, again making plans concerningwork to be subcontracted, but using them in orderto send offer requests to suppliers. Despite thisdifferent context within the negotiation process,models M1 and M2 share the same MILPformulation.The flow-charts that show the usage of the two
models are provided in Fig. 2. Having run M1 andM2, sensitivity analysis may be performed uponthe solution. For model M1 the decision-makermay act upon system-level parameters (e.g.,available capacity, operative costs, etc.) and,mostly, upon parameters related to the biddingprocess. For example, one may force the accep-tance or the denial of proposed jobs, change duedates, split orders in smaller batches and, most ofall, change price, which will generally be the main
ARTICLE IN PRESS
C reate OfferR equ est
Network/DBUpdate
C usto mer S ide Supplier S id e
Get O ffer
M odel ImplementationM 1
Set B id R eply
Network/DBUpdate
Get B id R eply
M odel ImplementationM 3
Set Ord erUpdate Pro duction
Plan
Get O rd er
M odel ImplementationM 2
C reate OfferR equ est
Update Pro ductionPlan
Network/DBUpdate
[not accept]
[accept][not accept]
[not accept]
[accept]
[accept]
[islast== yes][islast==no ]
Fig. 5. Activity diagram.
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249242

issue around which negotiation rounds occur. Itmust be noted that, with model M1, the produc-tion plan is read but not updated since orders areonly requested but not yet settled. Model M2 isactivated when bidding has ended so that, at thisstage, only system-level parameters may be actedupon. In this case the production plan is not onlyread but also re-written (Fig. 6).
Sets
i ¼ 1;y;m; jobs (offer requests or order settle-ments),j ¼ 1;y; n; resources,t ¼ 1;y;T ; time buckets.
Decision variables
xi; portion of job i the firm should bid upon,vi ¼ 1 if job i is accepted, =0 otherwise (binary)yijt; amount of resource j allocated to job i in timebucket t; including regular time, overtime andoutsourcing,ojt; amount of overtime for resource j in timebucket t;sjt; amount of resource j to be subcontracted intime bucket t;zi; time bucket at which job i is completed, i.e.,completion time (integer),git ¼ 1 if job i is being worked upon at time buckett =0 otherwise (binary),
TDi; tardiness of job i (integer),C maxj ; maximum usage of resource j;C minj ; minimum usage of resource j:
Parameters
di; due date of job i;rij ; amount of resource j absorbed by job i;qi; tardiness penalty for job i; per time bucket late,CAPjt; regular-time capacity of resource j availablein time bucket t;CAP’jt; maximum overtime capacity of resource j
available in time bucket t;cj ; unit variable cost of utilizing resource j inregular time,c0j ; unit variable cost of utilizing resource j inovertime,c00j ; estimated unit cost of utilizing a subcontractedresource j;pjt; unit opportunity cost for resource j (fromdemand forecasts),pi; bidding price of job i;FCi; fixed cost of accepting job i;M ; a very large number.
ConstraintsXt
yijtXxirij 8i; j; ð1Þ
Xi
yijtpCAPjt þ ojt þ sjt 8j; t; ð2Þ
ARTICLE IN PRESS
Screening and prioritizing
M1
Sensitivity analysis
Productionplan
Systemcapacity and
capability
Modifyparameters?
Change systemparameters
Change negotiationparameters
Bid
Orderrequest(RFQ)
(a)
M2
Sensitivity analysis
Productionplan
Systemcapacity and
capability
Modifyparameters?
Change systemparameters
Orderrequests
Ordersettlement
(b)
Fig. 6. Interactive use of models M1 (a) and M2 (b).
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 243

ojtpCAP0jt 8j; t; ð3Þ
sjtpCAP00jt 8j; t; ð4ÞXj
yijtpMgit 8i; t; ð5Þ
�zi þ tpMð1� gitÞ 8i; t; ð6Þ
TDiXðzi � diÞ 8i; ð7Þ
xipMvi 8i; ð8Þ
C maxjX� sjt þX
i
yijt 8j; ð9Þ
C minjp� sjt þX
i
yijt 8j; ð10Þ
xiX0 8i; ð11Þ
viAf0; 1g 8i; ð12Þ
yijtX0 8i; j; t; ð13Þ
ojt; sjtX0 8j; t; ð14Þ
TDi; ziAIþ 8i; ð15Þ
gitAf0; 1g 8i; t; ð16Þ
C maxj ; C minjX0 8j: ð17Þ
Objectives
maxG1 ¼X
i
xipi �X
i
TDiqi �X
i
FCivi
�X
j;t
cj
Xi
yijt � sjt � ojt
!
�X
jt
c0jojt �X
jt
c00j sjt
�X
jt
pjt
Xi
yijt � sjt
!; ð18Þ
minG2j ¼TðC maxj � C minjÞP
t CAPjt þ CAP’jt; ð19Þ
minG3j ¼
Pt
Pi yijt � sjt
� �Pt CAPjt þ CAP’jt
: ð20Þ
Constraint (1) forces to allocate sufficient re-sources to the set of accepted jobs. Constraint (2)
ensures that capacity allocated to accepted jobsdoes not exceed the limits of regular capacity, plusplanned overtime, and planned subcontracting.Constraints (3) and (4), respectively require over-time and subcontracting not to exceed maximumlimits. Constraint (5) ties boolean variable git tothe allocation of resources on job i and timebucket t: Constraint (6) sets the completion date ofjob i; zi; to a time bucket where i will no longerbeing worked upon, while Constraint (7) setstardiness. It has been chosen to set tardiness asa decision variable, with a corresponding penalty,in order to grant the planner more latitude inexamining offer requests and negotiating uponthem. Constraint (8) ties the acceptance of a job tothe fraction with which it is accepted. Again, thechoice of allowing suppliers to bid upon fractionsof jobs has been made in order to provide greaterflexibility, but may be easily removed. Constraints(9) and (10), respectively set maximum andminimum usage of resources. Eqs. (11)–(17) arenon-negativity and integrality constraints fordecision variables.Goal (18) expresses the goal of profit. Profit is
given by revenue from accepted orders and bydetracting lateness penalty costs, fixed costs foraccepted orders, manufacturing costs with regular,overtime and subcontracted capacity, and theexpected opportunity cost due to future orderproposals. This latter element is very importantsince, as already mentioned in Section 3.2, byneglecting the expected revenue stream that mayaccrue from future orders, the planner would runthe risk of accepting offer requests with lowprofitability. This opportunity cost cannot becalculated from the current order portfoliothrough sensitivity analysis, but must be forecastwith appropriate techniques, as previously men-tioned. Relative fluctuation in usage of resource j
is a second goal, given by Eq. (19). Finally,utilisation rate of resource j is given as anothergoal by Eq. (20).Computational complexity is fairly low, since
there are mðT þ 1Þ binary variables and 2m integerones (for both of which the value is bounded to T).This ensures fast execution of the model and,therefore, the possibility of using it interactively asshown in Fig. 2.
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249244

4.2. Model M3
Model M3 is used within the negotiation processin order to examine competing bids submitted bysuppliers and to select the most favourable ones.Module M3 is built around the idea that biddingfirms may accept to process portions of the offerrequests they receive. So, M3 must ‘‘stitchtogether’’ the bids received in order to create afeasible minimum-cost plan with which the firmmay comply with its previous commitments. Whenrunning model M3, the production plan is firstread and then updated. Because of the previousassumptions, the entire process progresses startingdownstream of the value chain (i.e., closer to themarket) and moves upstream (i.e. towards suppli-ers) without any feedback filtering above the twotiers that are currently negotiating. When runningM3, a firm is therefore allowed to change plansrelated to orders under negotiation, but not tochange commitments (firm orders) previouslymade to its customers. In other words, it canneither re-issue order requests and ask suppliers tosubmit bids again, nor can it reverse previousdecisions upon accepted jobs. Of course, this isa limitation, since the firm may discover thatpreviously taken commitments are not feasible orthat, simply put, they are not as profitable assupposed beforehand. Such a mismatch can occurbecause firms must bid on offer requests withouthaving a clear view of which jobs will eventuallybe won and can only estimate supplier prices andcapacity. Changing such assumptions may beconsidered a further step in research. This changewould require to perform rounds of negotiationbackwards and forward along the entire valuechain, making the emergence of stability problemsvery likely. Moreover, this would require asignificant structural change to the negotiationprocess model, with the current upstream process(with orders filtering from customers up tosuppliers) set side by side to a new downstreamprocess (with cancelled orders proceeding fromsuppliers down to customers).Fig. 7 shows the flow chart depicting the usage
of model M3. Having run M3, sensitivity analysismay be performed upon the solution, thusproviding hints for an interactive change of
parameters. In the current setting, the decision-maker may act upon system-level parameters (e.g.,available capacity, operative costs, etc.) and, asmentioned, he may not modify parameters relatedto the bidding process (e.g., changing the offerrequests previously distributed to suppliers).
Sets
i ¼ 1;y;m; jobs (offer requests or order settle-ments),j ¼ 1;y; n; resources,k ¼ 1;y; l; bidder,t ¼ 1;y;T ; time buckets.
Decision variables
xk ¼ 1 if bid from bidder k is to be accepted, =0otherwise (binary),yijt; amount of resource j allocated to job i in timebucket t; including regular time, overtime andoutsourcing,C maxj ; maximum usage of resource j;C minj ; minimum usage of resource j:
Parameters
di; due date of job i (integer),rij ; amount of resource j absorbed by job i;sjkt; amount of resource j bidder k competes for attime bucket t;bk; bidding price of bidder k;tk; due date proposed by bidder k;bj ; fraction of resource j reserved for future jobs,CAPjt; regular-time capacity of resource j availablein time bucket t;CAP’jt; maximum overtime capacity of resource j
available in time bucket t;cj ; unit cost of utilizing resource j in regular time,c0j ; unit cost of utilizing resource j in overtime,pjt; unit opportunity cost for resource j (fromdemand forecasts),SCk; fixed cost of accepting bid k:
ConstraintsXtpdi
yijtXrij 8i; j; ð21Þ
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 245

Xi
yijtp ð1� bjÞðCAPjt þ ojtÞ
þX
k
xksjkt 8j; t; ð22Þ
ojtpCAP0jt 8j; t; ð23Þ
C maxjX�X
k
xksjkt þX
i
yijt 8j; t; ð24Þ
C minjp�X
k
xksjkt þX
i
yijt 8j; t; ð25Þ
xkAf0; 1g 8k; ð26Þ
yijtX0 8i; j; t: ð27Þ
Objectives
minG1 ¼X
k
ðSCk þ bkÞxk
þX
j;t
cj
Xi
yijt �X
k
sjktxk � ojt
!
þX
jt
c0jojt
þX
jt
pjt
Xi
yijt �X
k
sjtxk
!; ð28Þ
minG2j ¼TðC maxj � C minjÞP
t CAPjt þ CAP’jt; ð29Þ
minG3j ¼
Pt
Pi yijt �
Pk sjktxk
� �Pt CAPjt þ CAP’jt
: ð30Þ
Constraint (21) forces to allocate sufficientresources to accepted jobs and to do so withinthe agreed due dates. Constraint (22) ensures thatcapacity allocated to jobs does not exceed regularcapacity, planned overtime and the set of acceptedbids that have been submitted by subcontractors.Constraint (23) requires overtime not to exceed its
ARTICLE IN PRESS
M3
Sensitivity analysis
Productionplan
Systemcapacity and
capability
Modifyparameters?
Change systemparameters
Ordersettlements
Competingbids
Fig. 7. Interactive use of model M3.
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249246

maximum limit. Constraints (24) and (25), respec-tively set maximum and minimum usage ofresources. Constraints (26) and (27) are non-negativity and integrality constraints for decisionvariables.The first goal (28) expresses cost-minimisation.
Total relevant costs are given by subcontractingcosts, plus internal manufacturing costs, plusovertime costs, plus expected opportunity costdue to order proposals not yet arrived. As in theprevious model, a second goal is concerned withrelative fluctuation in usage of resource j (29).Finally, a third goal is related to utilisation rate ofresource j (30). Computational complexity for M3is even lower than for models M1 and M2, sincethere are l binary variables and no integer ones.
5. Simulation example
In order to clarify the concepts discussed aboveand to show the performance of the negotiationsystem, an illustrative example of limited size isprovided. In the example, two companies (C1 andC2) are connected to the negotiation platform andoperate two resources (R1 and R2), while othertwo companies (C3 and C4) specialise in oneresource only. The plan runs over a horizon that is10 time buckets long and each company has anorder portfolio made up of four to six jobs. Forthe sake of brevity, details of the order portfolio ofeach company are omitted.A first-tier negotiation round is shown on the
left-hand part of Fig. 8, with company C1 runningmodule M2 in order to develop its productionplan. As the resource workload charts show, thisrequires the subcontracting of work on resources 1and 2 over the first four time buckets. This offerrequest is sent to the negotiation platform andforwarded to the other three companies. CompanyC2 decides to bid on the offer request with itsinternal resources. Its threshold price for acceptingthe bid is 8290 and with a completion date of 8,i.e. 4 time buckets late. Company C3 too decidesto bid and expects to subcontract work on theresource R2 it does not possess. It proposes athreshold price of 8310 and completion at timebucket 4. We suppose company C4 decides not to
ARTICLE IN PRESS
C2
(R1,
R2)
C4
(R2)
C1
(R1,
R2)
C3
(R1)
Neg
otia
tion
plat
form
12
34
56
78
910
102030
Reg
ula
r / o
vert
ime
t1
23
45
67
89
10
102030
Reg
ula
r / o
ver
time
t1
23
45
67
89
10
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
t1
23
45
67
89
10
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
t1
23
45
67
89
10
102030
Reg
u
t1
23
45
67
89
10
102030
t1
23
45
67
89
10
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
t1
23
45
67
89
10
102030R
egul
ar /
over
time
capa
city
R2
t
12
34
56
78
910
102030
Reg
ular
/ ov
erti
me
capa
city
R2
t1
23
45
67
89
10
102030
Reg
ular
/ ov
erti
me
capa
city
R2
t
12
34
56
78
910
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
t1
23
45
67
89
10
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
t
2a. R
espo
nds
(M1)
and
bid
s w
ith
Pric
e =
829
0C
ompl
etio
n da
te =
8
102030
Reg
ular
/ ov
erti
me
capa
city
R1
12
34
56
78
910
t
102030
Reg
ular
/ ov
erti
me
capa
city
R1
12
34
56
78
910
t1
23
45
67
89
10t
102030
12
34
56
78
910
t1
23
45
67
89
10t
102030
Reg
ular
/ ov
erti
me
capa
city
R1
12
34
56
78
910
t
102030
Reg
ular
/ ov
erti
me
capa
city
R1
12
34
56
78
910
t1
23
45
67
89
10t
102030
12
34
56
78
910
t1
23
45
67
89
10t
2b. R
espo
nds
(M1)
and
bid
s w
ithPr
ice
= 8
310
Com
plet
ion
date
= 4
2c.D
ecid
es n
ot to
bid
1. P
lans
pro
duct
ion
and
issu
es o
rigi
nal o
ffer
req
uest
(M
2)3.
Aw
ards
ord
er to
C3
(M3)
C2
(R1,
R2)
C4
(R2)
C1
(R1,
R2)
C3
(R1)
Neg
otia
tion
plat
form
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
12
34
56
78
910
t
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
1
12
34
56
78
910
t1
23
45
67
89
10t
102030
12
34
56
78
910
t1
23
45
67
89
10t
102030
Reg
ular
/ ov
erti
me
capa
city
R1
12
34
56
78
910
t
102030
Reg
ular
/ ov
erti
me
capa
city
R1
12
34
56
78
910
t1
23
45
67
89
10t
102030
12
34
56
78
910
t1
23
45
67
89
10t
4. P
lans
prod
ucti
on a
nd is
sues
offe
rre
ques
t (M
2)6.
Aw
ards
ord
er to
C4
(M3)
5b. D
ecid
es n
ot to
bid
5a.D
ecid
es n
ot to
bid
5c. R
espo
nds
(M1)
and
bid
s w
ith
Pric
e =
260
0C
ompl
etio
n da
te =
47.
Pla
ns p
rodu
ctio
n (M
2) w
ithou
tfu
rthe
r su
bcon
trac
ting
102030
12
34
56
78
910
t
102030
12
34
56
78
910
t1
23
45
67
89
10t
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
2
12
34
56
78
910
t
102030
Reg
ular
/ ov
ertim
e ca
paci
ty R
2
12
34
56
78
910
t1
23
45
67
89
10t
Fig.8.Simulationofanegotiationprocess.
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 247

bid because it has the policy of not acceptingorders for which it does not own resources. At thispoint company C1 runs module M3 and selects theoffer by company C3 (more expensive but ontime).Company C3 must now review its production
plan with the addition of the firm order thatcompany C1 has just awarded it (right-hand partof Fig. 8). Module M2 is run and gives birth to anoffer request. Companies C1 and C2 decide not tobid on it, while company C3 runs model M1 torespond. The proposed price is 2600 and the duedate is 4. Company C3 runs model M3 and awardsthe job to the sole bidder. Finally, company C4runs module M2 to update its production plan,without the need of further subcontracting.The negotiation process just described is very
quick to perform and each iteration of modulesM1, M2 and M3 took under 3 seconds ofprocessing time on a Pentium III 700MHz PC.Of course, this is due to the limited size of theexample. However, larger examples have been runin a time span that is fully compatible with theobjective of providing decision support in indus-trial settings.
6. Conclusions
The paper has discussed in detail a negotiationprocess model and three decision-making pro-blems that are representative of the negotiationrounds that may be found within a multi-tieredvalue chain operating upon a MTO basis. In suchapplication domain, the main decision processconsists in interfirm negotiation upon requests-for-quotation distributed by customers and upon therelated bids submitted by suppliers. The negotia-tion process has led to the identification of thethree problems of ‘‘offer request examination’’(when a supplier responds to a customer with abid), ‘‘bid evaluation’’ (when a customer mustselect a bidder) and ‘‘offer request creation’’ (whena customer must create an offer request to bedistributed to suppliers). By dealing with an MTOenvironment, this negotiation process is tightlyintegrated to production planning and thusrequires specific decision-support techniques.
The subject may be explored by further researchin a variety of different directions. The mostimmediate ones consist in increasing the degreeof automation with which decisions covered bymodels M1–M3 are made (see the flowcharts inFigs. 6 and 7). Moreover, to study ways withwhich the negotiating firms may be helped to reachPareto optimal solutions without engaging in toomany time-consuming negotiation rounds. Thisrequires to use the models M1 and M3 in order tocompute the firm- and situation-specific tradeoffcurves among relevant variables, such as price anddue date of jobs.
Acknowledgements
This research has been partially supported bygrant MM 01274435-011 of the Italian Ministry ofInstruction, University and Research.
References
Amaro, G., Hendry, L., Kingsman, B., 1999. Competitive
advantage, customisation and a new taxonomy for make-
to-order companies. International Journal of Operations
and Production Management 19, 349–371.
Beam, C., Segev, A., 1997, Electronic Catalogs and Nego-
tiations, Technical Report 96-WP-1016, University of
California at Berkeley.
Bitran, G.R., Tirupati, D., 1993. Hierarchical production
planning. In: Graves, S.C., Rinnooy Kan, A.H.G., Zipkin,
P.H. (Eds.), Logistics of Production and Inventory. North-
Holland, Amsterdam.
Brandimarte, P., Villa, A., 1995. Advanced Models for
Manufacturing Systems Management. CRC Press,
Boca Raton, FL.
Cakanyildirim, M., Chen, D., Chen, P., Freimer, M., Jackson,
P.L., Melkonian, V., Roundy, V., 1999. Capacity-driven
acceptance of customer orders for a multi-state batch
manufacturing system: Models and algorithms, OR&IE
Technical report 1233, Cornell University, Ithaca, NY.
Cantamessa, M., Nicol "o, V., Pepe, A., Villa, A., 2001.
Negotiation models and production planning for virtual
enterprises. Proceedings of the V AITEM Conference, Bari,
September 18–20, 2001.
Counsell, A., 2001. Small is the next big thing. Connectis, 12,
June.
Duffie, N.A., 1990. Synthesis of heterarchical manufacturing
systems. Computers in Industry 14, 167–174.
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249248
Duffie, N.A., Prabhu, V.V., 1994. Real-time distributed
scheduling of heterarchical manufacturing systems. Journal
of Manufacturing Systems 13, 94–107 (real-time model in
business).
Engelbrecht-Wiggans, R., 1980. Auctions and bidding models:
A survey. Management Science 26, 119–142.
European Information Technology Observatory, 2000. Eur-
opean Information Technology Observatory 2000. EITO,
Frankfurt.
Gebauer, J.A., Segev, A., 1999. Assessing Internet-based
Procurement to Support the Virtual Enterprise, unclassified
Working Paper, University of California at Berkeley, http://
groups.haas.berkeley.edu/citm/publications/papers/cals.pdf.
Hendry, L.C., Kingsman, B.G., 1989. Production planning
systems and their applicability to make-to-order companies.
European Journal of Operations Research 40, 1–15.
Holsapple, C.W., Lai, H., Whinston, A.B., 1998. A formal basis
for negotiation support system research. Group Decision
and Negotiation 7, 203–227.
Jagdev, H., Thoben, K.-D., 2001. Anatomy of enterprise
collaboration. Production Planning and Control 12, 437–451.
Kate, H.A., 1994. Towards a better understanding of order
acceptance. International Journal of Production Economics
37, 139–152.
Kersten, G., Szpakowicz, S., 1999. Modelling Business Nego-
tiations for Electronic Commerce. IIASA report IR-98-015/
march, International Institute for Applied Systems Analy-
sis, Laxemburg, Austria.
Krothapalli, N.K.C., Deshmukh, A.V., 1999. Design of
negotiation protocols for multi agent manufacturing sys-
tems. International Journal of Production Research 37,
1601–1624.
Lin, G.Y., Solberg, J.J., 1992. Integrated shop floor control
using autonomous agents. IIE Transactions 24, 57–71.
Merz, M., 1998. Supporting electronic commerce transactions
with contracting services. International Journal of
Cooperative Information Systems 7, 1–25.
Moodie, D.R., Bobrowski, P.M., 1999. Due date demand
management: Negotiating the trade-off between price and
delivery. International Journal of Production Research 37,
997–1021.
Moore, J.F., 1997. The Death of Competition: Leadership and
Strategy in the Age of Business Ecosystems. Harper Collins,
New York.
Muda, S., Hendry, L., 2002. Proposing a world-class manu-
facturing concept for the make-to-order sector. Interna-
tional Journal of Production Research 2, 353–373.
Qinghe, H., Kumar, A., Shuang, Z., 2001. A bidding decision
model in multiagent supply chain planning. International
Journal of Production Research 39, 3291–3301.
Quatrani, T., 1998. Visual Modeling with Rational Rose and
UML. Addison-Wesley, New York.
Rumbaugh, J., Jacobson, I., Booch, G., 1998. The Unified
Modeling Language Reference Manual. Addison-Wesley,
New York.
Shaw, M.J., 1988. Dynamic scheduling in cellular manufactur-
ing systems: A framework for networked decision making.
Journal of Manufacturing Systems 7, 83–94.
Thomas, L.J., McClain, J.O., 1993. An overview of production
planning. In: Graves, S.C., Rinnooy Kan, A.H.G., Zipkin,
P.H. (Eds.), Logistics of Production and Inventory. North-
Holland, Amsterdam.
Van Dyke Parunak, H., 1987. Manufacturing experience with
the contract net. In: Huhns, M. (Ed.), Distributed Artificial
Intelligence. Morgan Kaufmann, London.
Yeoman, I., Ingold, A., 1999. Yield management—
strategies for the service industries. Cassel, London,
New York.
ARTICLE IN PRESS
T. Calosso et al. / Int. J. Production Economics 85 (2003) 233–249 249





























