Embed Size (px)
Citation preview
GENERAL MOTORS
PRE-PRODUCTION PART QUALITY PROCESS (PPQP)
PRE-PRODUCTION / PROTOTYPE Version 6
SUPPLIER REQUIREMENTS GUIDELINE
GM Confidential
Introduction
The PPQP SUPPLIER REQUIREMENTS GUIDELINE specifies the General Motors global minimum part quality certification
requirements for Pre-Production/Prototype/Production parts that have not received full PPAP (Production Part Approval Process)
approval for use in design intent Pre-Production Builds at General Motors.
All PPQP Pre-Production/Prototype part quality supplier warrant certification shall be in accordance with the requirements set forth in
this PPQP Supplier Requirements Guideline.
The term “Supplier” shall be used to indicate the prime contractor (Tier 1 Supplier) to General Motors Corporation. Tier 1 Suppliers are
responsible to apply the PPQP Supplier Requirements Guideline to subcontractors (Tier 2 Suppliers).
GM PPO Supplier Quality may request suppliers to provide additional control evidences not specified in this document.
Pre-Production Part Quality Process – Key Points
1. PPQP classifies Pre-Production/Prototype parts that have not received full PPAP approval being used in Pre-Production builds
into two categories:
a. Pre-Production/Prototype “CRITICAL” parts
b. Pre-Production/Prototype “NON-CRITICAL” parts
2. The category of the part and conformance to General Motors specifications determines approval requirements.
3. Suppliers must utilize the following new forms, labels and tags available via GM Supply Power in accordance with the new
PPQP process: PPQP-1 (Quality Warrant), PPQP-2 (Corrective Action Plan), PPQP-3 (Pre-Production part tag), PPQP-4
(Container Label), PPQP Non-Conforming Part Approval Email Process. PPQP-5 (Body Stamping/Sub Assemblies
Supplement) (When in Supply Power: Select the “Document Library” tab, then select “Supplier Quality” folder, then select the
“Procedures and Forms” folder, then select “Global Pre-Production Part Quality Process (PPQP)”).
4. PPQP labels and tags are available for supplier purchase from CMS Print Solutions via the “CMS/Supplier Portal” link on the
GM SupplyPower website home page. Contact your regional GM procuring location for local suppliers.
5. Electronic copies of the PPQP-3 and PPQP-4 tags and labels are available for suppliers who prefer in-house printing in lieu of
purchase via GM SupplyPower in the Quality Document Center, Procedures and Forms, PPQP Process folder.
6. All shipments to PPO sites without proper documentation or without previous agreement with PPO Supplier Quality will be
quarantined pending resolution and payment will be withheld until necessary documentation is received by GM.
7. Documentation issues that are not rectified within 24 hours may lead to the issuance of a Problem Reporting & Resolution
(PR&R).
8. The supplier is required to retain all original PPQP documentation (including dimensional inspection and material reports) for a
specified model year for two (2) years after the last shipment and is obligated to provide copies to GM upon request.
9. Suppliers with questions relative to the identity and email address of the respective Program Subsystem Validation Engineer
(PSVE) for Vehicle or Design Release Engineer (DRE) Powertrain, should contact the respective Program or Account
Manager assigned to the part within their company.
PRODUCTION APPROVED PARTS:
GENERAL MOTORS
PRE-PRODUCTION PART QUALITY PROCESS (PPQP)
PRE-PRODUCTION / PROTOTYPE Version 6
SUPPLIER REQUIREMENTS GUIDELINE
GM Confidential
PRODUCTION APPROVED PARTS are governed by the Production Part Approval Process (PPAP) and are exempt from
documentation requirements stated in this PPQP Supplier Requirements Guideline.
Parts ordered for Pre-Production/Prototype builds that are in the PPAP approval process but HAVE NOT successfully achieved full
PPAP approval:
A) A Quality Warrant and Corrective Action Plan shall be submitted.
B) The PPAP Part Submission Warrant (CGF-1001), PPAP Interim Recovery Worksheet (GM1411) and
copies of all associated test reports shall also be submitted with the shipment.
PPQP CRITICAL PARTS
1. The Request for Quote and Purchase Order will identify Critical Parts based on the Program Specific Critical Parts List.
2. GM PPO Supplier Quality (for Vehicle and Brazil) / DRE (for PPO Powertrain) must approve the checking strategy
(checking fixtures, holding fixtures, etc.).
3. GM PPO Supplier Quality (for Vehicle and Brazil) / DRE (for PPO Powertrain) must approve the first (1st) batch of Critical
parts before it is shipped to General Motors. The supplier is required to provide the inspection data regardless of
conformance to the design record.
4. When supplier checking strategy proposal is ready, the supplier shall contact GM to schedule approval. The
supplier shall obtain GM approval prior to beginning construction on checking devices.
When the first batch of parts is ready for shipment to GM, the supplier shall schedule review with GM
representative and gain approval from GM prior to shipping parts/components to the build site. For Powertrain,
the DRE is the GM representative referenced above. For Vehicle Assembly and Brazil the GM representative
must be PPO Quality.
5. Supplier is responsible to ensure all documentation is accurate and complete before scheduling the first batch review.
6. The GM Release Engineer and PSVE will support GM PPO Supplier Quality and the supplier providing technical expertise
when required.
7. Subsequent shipments of Critical Parts, without Corrective Action Plans, shall be inspected and self-certified by the supplier.
8. In all cases, the GM Release Engineer and PSVE (for Vehicle and Brazil) / DRE (for PPO Powertrain) must approve the
Correction Action Plan for ALL nonconforming parts prior to shipment to GM. (Refer to Key Points Item #3 Non-Conforming
Part Approval Email Process)
9. Suppliers must submit each NON-Conforming Part Quality Warrant, Corrective Action Plan and supporting documentation via
a dual addressed email to:
a. For vehicle: the GM Release Engineer and the PSVE, simultaneously for their respective review and approval.
b. For Powertrain: the Design Systems Engineer and the Lead Design Release Engineer / Lead Engineer,
simultaneously for their respective review and approval.
c. For detailed instructions on the Nonconforming Part Email Process go to GM Supply Power.
(When in Supply Power: Select the “Document Library” tab, then select “Supplier Quality” folder, then select the “Procedures and Forms”
folder, then select “Global Pre-Production Part Quality Process (PPQP)”).
10. Nonconforming Critical Part data must be transmitted by the supplier to GM for posting to CDIS or GIDS or other approved
delivery per the instructions of the GM regional location. (ref. GMW15745 GM Dimensional Management Supplier Minimum
Requirements).
GENERAL MOTORS
PRE-PRODUCTION PART QUALITY PROCESS (PPQP)
PRE-PRODUCTION / PROTOTYPE Version 6
SUPPLIER REQUIREMENTS GUIDELINE
GM Confidential
PPQP NON-CRITICAL PARTS
1. Non-Critical parts are defined as all other parts that are not on the Program Specific Critical Parts list.
2. Non- Critical parts are inspected and self-certified by the supplier.
3. Conforming Non-Critical parts do NOT require GM approval prior to shipment to the PPO build site.
4. NON-CONFORMNG Non-Critical Parts:
a. Suppliers must submit each NON-Conforming Part Quality Warrant, Corrective Action Plan and supporting
documentation via a dual addressed email to:
1. For vehicle: the GM Release Engineer and the PSVE, simultaneously for their respective review and
approval.
2. For Powertrain: the Design Systems Engineer and the Lead Design Release Engineer / Lead Engineer,
simultaneously for their respective review and approval.
3. A Non-Critical part that is found to have a quality issue may be changed to a Critical Part at GM’s direction.
(When in Supply Power: Select the “Document Library” tab, then select “Supplier Quality” folder, then select the
“Procedures and Forms” folder, then select “Global Pre-Production Part Quality Process (PPQP)”).
1. Quality Documentation
THIS SECTION IS
INTENTIONALLY LEFT BLANK
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
1.1 PPQP-1 Part Quality Warrant / PPQP-2 Corrective Action Plan Form
The PPQP-1 Part Quality Warrant form is a document which
contains the part identification, dimensional status, material
specification compliance and functional data about the submitted
Pre-Production/Prototype part. The Part Quality Warrant must be
completed in full and signed by an authorized Quality Engineer or
Product Engineer at the Supplier who is responsible for the stated
quality certification. There shall be a separate Quality Warrant
form for each part number shipped to General Motors. All parts
are to be made to GM authorized drawings, templates, models
and/or other engineering design record, using specified material.
If parts do not meet GM specifications, but are deemed usable for
Pre-Production/Prototype use, the Supplier must also complete in
full a PPQP-2 Corrective Action Plan form. The completed
PPQP-2 Corrective Action Plan form and the completed PPQP-1
Part Quality Warrant along with supporting documentation
(inspection results, test reports, marked drawings, etc.,) must be
submitted via a dual addressed email to both the GM Release
Engineer and the PSVE for vehicle and the Systems Engineer
and the Lead Design Release Engineer / Lead Engineer for
Powertrain per the Non-conforming Part Email Process
referenced on page #3. The PPQP-1 Part Quality Warrant as
well as the approved PPQP-2 Corrective Action Plan form is
then sent with the shipment of parts.
The PPQP-1 Part Quality Warrant document shall be printed
using blue paper. The Warrant and Corrective Action Plan shall
be affixed to the outside of the container and a duplicate shall be
inside the container.
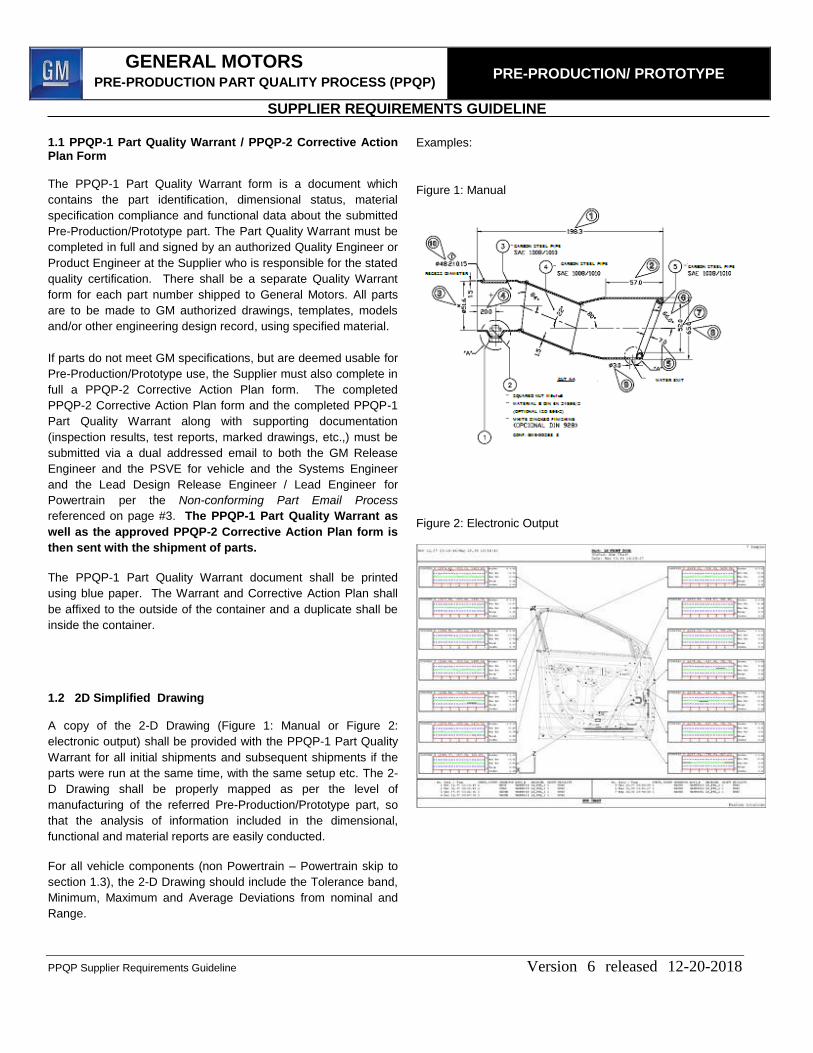
1.2 2D Simplified Drawing
A copy of the 2-D Drawing (Figure 1: Manual or Figure 2:
electronic output) shall be provided with the PPQP-1 Part Quality
Warrant for all initial shipments and subsequent shipments if the
parts were run at the same time, with the same setup etc. The 2-
D Drawing shall be properly mapped as per the level of
manufacturing of the referred Pre-Production/Prototype part, so
that the analysis of information included in the dimensional,
functional and material reports are easily conducted.
For all vehicle components (non Powertrain – Powertrain skip to
section 1.3), the 2-D Drawing should include the Tolerance band,
Minimum, Maximum and Average Deviations from nominal and
Range.
Examples:
Figure 1: Manual
Figure 2: Electronic Output
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
1.3 Design Record / 3D Math Data
The Design Record can include but are not limited to sketches,
marked prints, math data, blueprints, and other auxiliary drawings
(i.e. GD&T).The math data release shall be the same level as
that of the manufactured part , as per the Design Level Suffix
(DLS/PLS as well as the ST/REV/PDI).
In the event that math data is not available, suppliers shall
request the math data from GM Product Engineering for
construction of required part.
The Part Quality Warrant form shall log the number of the math data file used for the part manufacturing as well its release level and release date. 1.4 Material Certification
The material certification is a document from the material
producer that states the manufacturing location, lot number,
product identification number, product name, dates of test, and
test data required to show compliance to GM product
specifications. Material certification shall be on file at the supplier
location and available for review at GM’s discretion.
In case the supplier is not able to use the specified raw material,
and it is necessary to use an alternative corresponding material,
the supplier shall contact the GM Release Engineer and PPO
Process Engineer/Material Analyst for indication and approval for
the alternative material to be used for the manufacture of the
parts.
In the event the alternative material is used for the submitted Pre-
Production/Prototype part, the supplier shall complete a PPQP-2
Corrective Action Plan along with the completed raw material
certificate and submit both with the PPQP-1 Part Quality Warrant.
1.5 Key Characteristics
The General Motors Key Product Characteristics (KPC’s)
Designation System (KCDS)/GMW15049 sets forth the methods
and requirements for the identification and documentation of part
functional checks, product traceability and product characteristics
that are designated as Special Characteristics.
Parts and/or systems required to follow the KCDS (Key
Characteristics Designation System) process are selected based
on new unique design or technology, past history and current
items listed on KCDS templates. Suppliers are required to procure
GM Engineering Standards from the GM authorized distributor of
Engineering Standards. To procure and review the
KCDS/GMW15049 Engineering Standard for specific requirement
information, click on the following URL:
http://auto.ihs.com/collections/abstracts/gm-standards.html
The above URL directs suppliers to the comprehensive home
page for GM Authorized Standards. To access the GMW15049
standard, enter GMW15049 in the search field in the “Standards
Store” “Search for Standards by Document Number, Title or Key
Words” field located on the mid-left side of the page.
Suppliers are responsible for performing, or having performed, the
inspection and/or tests required to substantiate conformance to
design record, coordinate measuring machine printout or facsimile
prior to the shipment of parts to the GM PPO Build Site. These
actual measurements must be cross-referenced to the design
record supplied by GM or the design record utilized to inspect the
part.
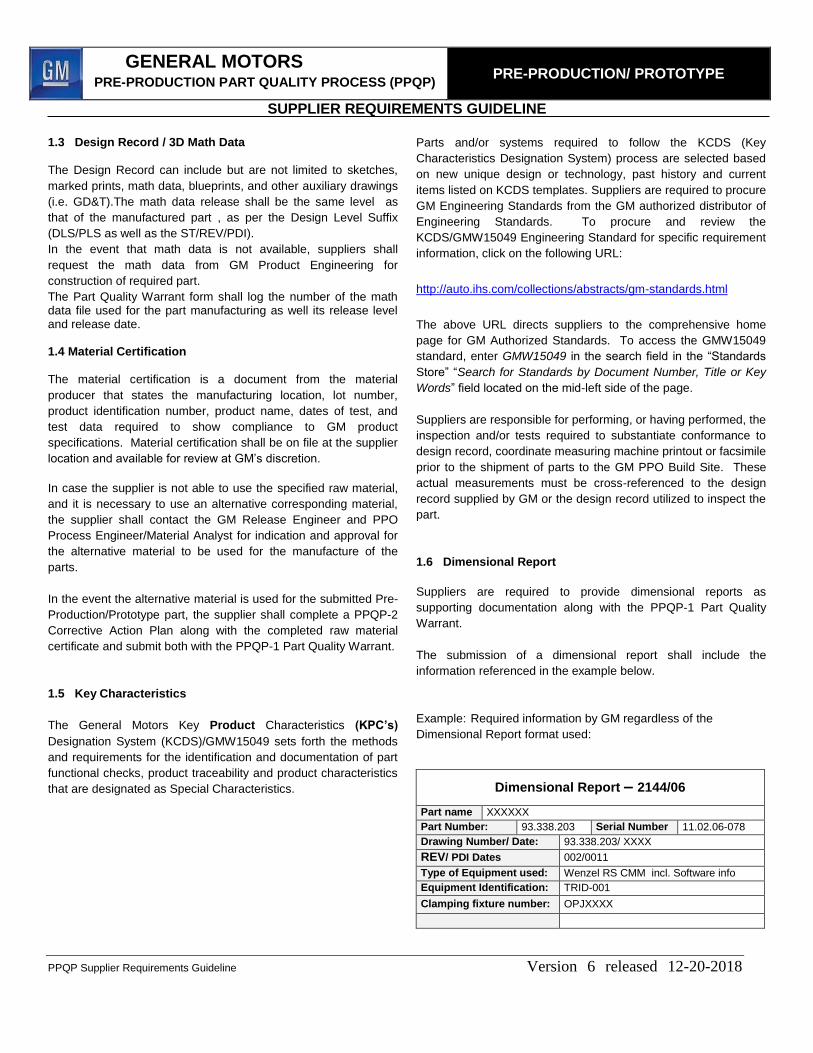
1.6 Dimensional Report
Suppliers are required to provide dimensional reports as
supporting documentation along with the PPQP-1 Part Quality
Warrant.
The submission of a dimensional report shall include the
information referenced in the example below.
Example: Required information by GM regardless of the
Dimensional Report format used:
Dimensional Report – 2144/06
Part name XXXXXX
Part Number: 93.338.203 Serial Number 11.02.06-078
Drawing Number/ Date: 93.338.203/ XXXX
REV/ PDI Dates 002/0011
Type of Equipment used: Wenzel RS CMM incl. Software info
Equipment Identification: TRID-001
Clamping fixture number: OPJXXXX
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
2 Dimensional Measurements
2.1 Preparation
Parts may be controlled through the Coordinated Measuring
Machine (CMM) or through attributes using a certified control
device that considers the GD&T specifications.
2.2 Means of Control
In all cases the supplier is responsible to have a process control
plan.
2.2.1 Measurement using CMM or Scanning Technologies
When CMM or scanning technologies are specified, the
equipment shall meet all requirements as to calibration,
repeatability and reproducibility of the results.
2.2.2 Measurement by Attribute
In this process, the parts shall be submitted to attribute inspection
as to reference values resulting from previous inspection and
validation of a control fixture, based on GD&T concept. In this
case, the fixture dimensional report shall be submitted and the
parts control in the fixture shall depend on validation by PPO
Supplier Quality Engineering.
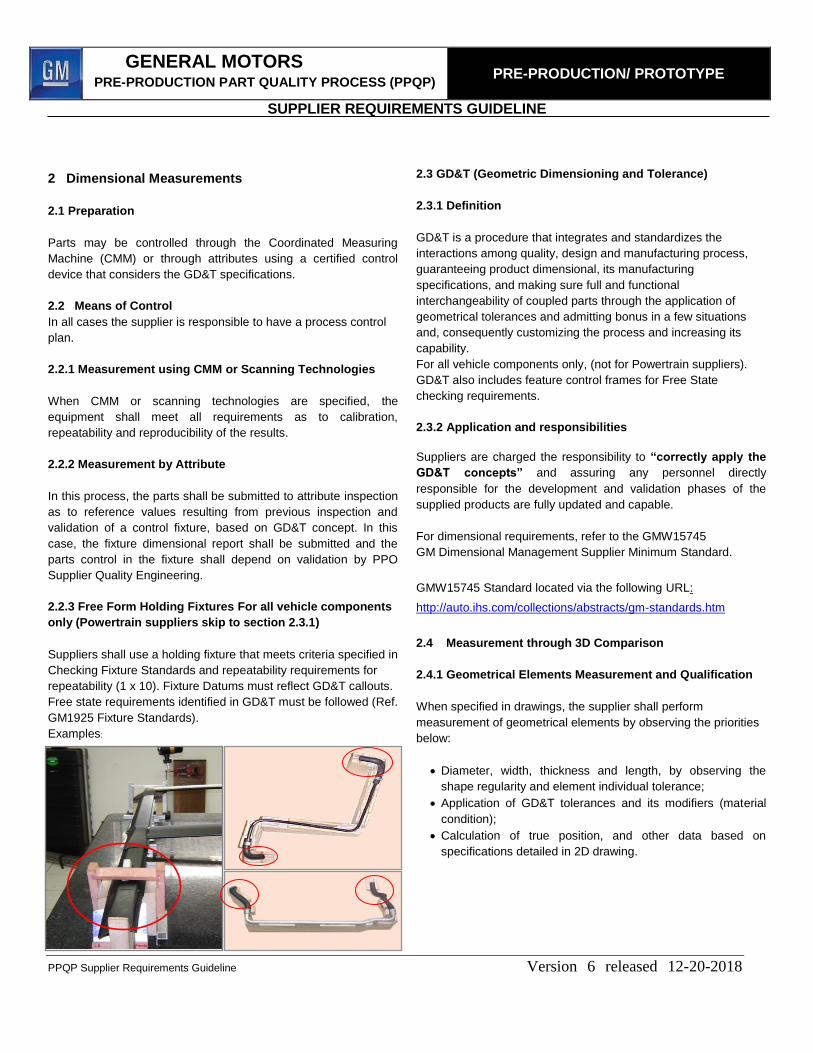
2.2.3 Free Form Holding Fixtures For all vehicle components
only (Powertrain suppliers skip to section 2.3.1)
Suppliers shall use a holding fixture that meets criteria specified in
Checking Fixture Standards and repeatability requirements for
repeatability (1 x 10). Fixture Datums must reflect GD&T callouts.
Free state requirements identified in GD&T must be followed (Ref.
GM1925 Fixture Standards).
Examples:
2.3 GD&T (Geometric Dimensioning and Tolerance)
2.3.1 Definition
GD&T is a procedure that integrates and standardizes the
interactions among quality, design and manufacturing process,
guaranteeing product dimensional, its manufacturing
specifications, and making sure full and functional
interchangeability of coupled parts through the application of
geometrical tolerances and admitting bonus in a few situations
and, consequently customizing the process and increasing its
capability.
For all vehicle components only, (not for Powertrain suppliers).
GD&T also includes feature control frames for Free State
checking requirements.
2.3.2 Application and responsibilities
Suppliers are charged the responsibility to “correctly apply the
GD&T concepts” and assuring any personnel directly
responsible for the development and validation phases of the
supplied products are fully updated and capable.
For dimensional requirements, refer to the GMW15745
GM Dimensional Management Supplier Minimum Standard.
GMW15745 Standard located via the following URL:
http://auto.ihs.com/collections/abstracts/gm-standards.htm
2.4 Measurement through 3D Comparison
2.4.1 Geometrical Elements Measurement and Qualification
When specified in drawings, the supplier shall perform
measurement of geometrical elements by observing the priorities
below:
Diameter, width, thickness and length, by observing the
shape regularity and element individual tolerance;
Application of GD&T tolerances and its modifiers (material
condition);
Calculation of true position, and other data based on
specifications detailed in 2D drawing.
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
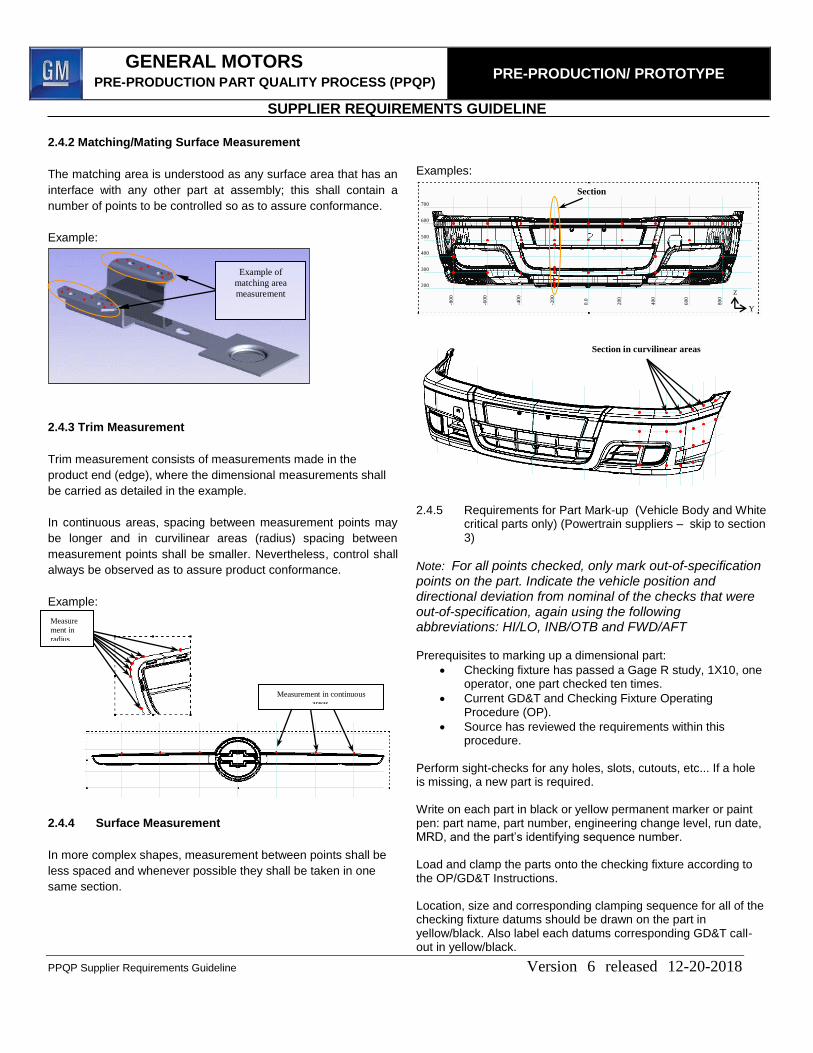
2.4.2 Matching/Mating Surface Measurement
The matching area is understood as any surface area that has an
interface with any other part at assembly; this shall contain a
number of points to be controlled so as to assure conformance.
Example:
2.4.3 Trim Measurement
2.4.3 Trim Measurement
Trim measurement consists of measurements made in the
product end (edge), where the dimensional measurements shall
be carried as detailed in the example.
In continuous areas, spacing between measurement points may
be longer and in curvilinear areas (radius) spacing between
measurement points shall be smaller. Nevertheless, control shall
always be observed as to assure product conformance.
Example:
2.4.4 Surface Measurement
In more complex shapes, measurement between points shall be
less spaced and whenever possible they shall be taken in one
same section.
Examples:
2.4.5 Requirements for Part Mark-up (Vehicle Body and White critical parts only) (Powertrain suppliers – skip to section 3)
Note: For all points checked, only mark out-of-specification points on the part. Indicate the vehicle position and directional deviation from nominal of the checks that were out-of-specification, again using the following abbreviations: HI/LO, INB/OTB and FWD/AFT
Prerequisites to marking up a dimensional part:
Checking fixture has passed a Gage R study, 1X10, one operator, one part checked ten times.
Current GD&T and Checking Fixture Operating Procedure (OP).
Source has reviewed the requirements within this procedure.
Perform sight-checks for any holes, slots, cutouts, etc... If a hole is missing, a new part is required. Write on each part in black or yellow permanent marker or paint pen: part name, part number, engineering change level, run date, MRD, and the part’s identifying sequence number. Load and clamp the parts onto the checking fixture according to the OP/GD&T Instructions. Location, size and corresponding clamping sequence for all of the checking fixture datums should be drawn on the part in yellow/black. Also label each datums corresponding GD&T call-out in yellow/black.
Y
Z
40
0
60
0
80
0
20
0
0.0
-20
0
-40
0
-60
0
-80
0
200
300
400
500
600
700
Section 80
16
0
- 24
0
- 16
0
- 80
Measure
ment in
radius
Measurement in continuous
areas.
Section in curvilinear areas
Example of
matching area
measurement
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
Conduct a Free State Datum Check (FSDC). Use the part material thickness criteria specified within the Free State Datum Definitions document. Record the FSDC results onto the part in yellow/black utilizing the following note: FSDC______ mm. If the Free State Check fails, Integration Vehicle Build Team approval is required prior to part submission. Measure specified GD&T holes, slots, cutouts etc., for size in two directions, using calipers or other appropriate measuring device. All holes that are out-of-specification for size must be marked on the part in white permanent marker or paint pen. Denote the actual hole size measured and record to the nearest 0.1mm for each direction. Readings that are out-of-specification for variable surface (flush) measurements that were taken on the periphery of the part, per the checking routine, must be recorded on the part in red. Use a “dot with attached line” symbol to indicate where the exact measurements were out-of-specification on the part, see example (Attachment E2). Surface features not contained in the periphery check (example: surfaces on the interior of the part), must be evaluated against the checking fixture features, e.g. swing templates.
Readings that are out-of-specification for variable trim (gap) measurements that were taken on the periphery of the part, per the checking routine, must be recorded on the part in yellow. Use a “yellow arrow” symbol to indicate where the exact measurements were taken on the part. 2.5 Assembly Joining Quality Verification
All assembly joining methods shall be verified in accordance
to the following requirements within this section. The
supplier shall provide quality reports to GM Supplier Quality
for each joining method used based upon the applicable
GMW standard. The supplier may request for GM approval
any exception or deviation to the standard and/or Sampling
Plan during the Program Check Strategy Review with GM
Product Engineering.
GMW14056 Weld Acceptance Criteria and Repair
Procedure for Drawn Arc Studs
GMW14057 Automotive Resistance Spot Welding
GMW14058 Weld Acceptance Criteria and Repair
Procedure for Arc Welds
GMW14085 Weld Acceptance Criteria and Repair
Procedure for Mechanical Clinch Joining
GMW15425 Weld Acceptance Criteria and Repair
Procedure for Laser Fillet Welds
GMW15540 Clinch Nut Assembly
GMW15563 Joining and Dispense Process Control
Procedure
GMW16215 Weld Acceptance Criteria and Repair
Procedure for Resistance Projection Welded Nuts,
Studs, Cages and Other Parts with Solid Coined
Projections
GMW16383 Self Piercing Rivets Acceptance Criteria
and Repair Procedure
GMW16435 Weld Acceptance Criteria and Repair
Procedure for Resistance Projection Welding – Steel
GMW16967 Aluminum Resistance Spot Welding
GMN3903 Aluminum Arc Welding
GMW 17330 Laser Lap Welding
GM4491M Arc Spot, Plug and Slot Welding
Specification
GMW14874 Anti-Flutter Adhesive / Sealer (Body in
White) Performance Requirements
GMW15200 Metal Bonding Structural Adhesive
Performance Requirements
GMW16536 Pumpable Sealer Between Flanges of
Welded Structures – Steel, Acceptance Criteria and
Repair Procedures
GMW16537 Metal Bonding Structural Adhesive
Acceptable Criteria and Repair Procedures – Welded
Bonded, Rivet Bonded and Bonded Structures
GMW16702 Pumpable Adhesive and Anti-Flutter
Applications Acceptance Criteria and Repair
Procedures
GMW16940 Structural Bonding Composites,
Acceptance Criteria
The supplier shall procure and review all applicable
Engineering Standards for their specific requirements, click
on the following URL:
http://auto.ihs.com/collections/abstracts/gm-standards.html
3. Inspection Requirement
3.1 Sampling Plan
Samples shall be arranged to assure conformance to both
handling and control, thus avoiding the parts to be furnished
present any rust points, injection points, cracks, distortions, burrs,
misshaped areas etc.
Unless otherwise specified by GM, the minimum amount of parts
to be submitted to full inspection is as follows:
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
Supplier to provide 10 CONFORMING CMM checked parts.
Supplier required to check the first 3 parts per DES file provided.
Remaining 7 checks will be used at discretion of SQE/VDQM/DRE.
Parts must meet the minimum regional dimensional Requirements:
- (GMNA-PPO Vehicle only – 85%)
- (SGM – PPO Vehicle only – 80%)
- (GMK – PPO Vehicle only – 85%)
- (GMB – PPO Vehicle only – 85%)
Supplier is responsible to have Quality Process Control Plan in place to maintain minimum dimensional, functional and quality requirements.
Exceptions to this sampling plan may be required if determined by
GM at the checking strategy approval meeting.
The supplier should review the inspection data on the required
parts to determine part to part variations are within an acceptable
range and that no parts will be statistically out of print tolerance
based on the batch size of the order.
In case of any discontinuous variation that is likely to jeopardize
the capability of assembling and/or functionality, then the whole
batch shall be inspected 100% until process is deemed in control.
Remark: Whenever Key Characteristics are indicated in a
drawing these features shall be inspected for all parts (100%)
(Refer to item 1.5)
For parts that are delivered to GM as a final assembly, (ie parts
delivered from a Tier 2 to a Tier 1) the Tier 1 supplier is required
to retain inspection documentations for the sub-components and
any pertinent documentation for the assembly processes (staking
load, press-in load, etc.) that form the final assembled part. This
information will be made available to GM upon request. Tier 1
suppliers are responsible to ensure that all of their tiered
suppliers perform inspection in accordance to the inspection
requirements. Tiered suppliers will serialize parts so that the
inspection data can be correlated.
The dimensional measurements shall be representative and the
supplier shall have an internal process control plan to assure that
the item in the different process steps are in control, by collecting
samples at random.
GM reserves the right to audit the Supplier’s process control at
any time.
3.2.1 PPQP Parts procured with a M Suffix (Measured)
GM will require certain suppliers to fully inspected parts
using an “M” suffix as a PLS. This will be specified on the
purchase order, when required. M suffix parts shall require
the supplier to bubble the print for each dimension and
record the feature, tolerance and measurement in a
spreadsheet of other approved document. The inspection
documentation shall be sent to GM regardless of the
conformance to the design record.
Design Responsible Suppliers - Suppliers who own the
design responsibility will certify that the parts have been
100% inspected.
The design responsible supplier shall provide GM with the
interface dimensions, and the supplier design measurements
will be retained by the supplier.
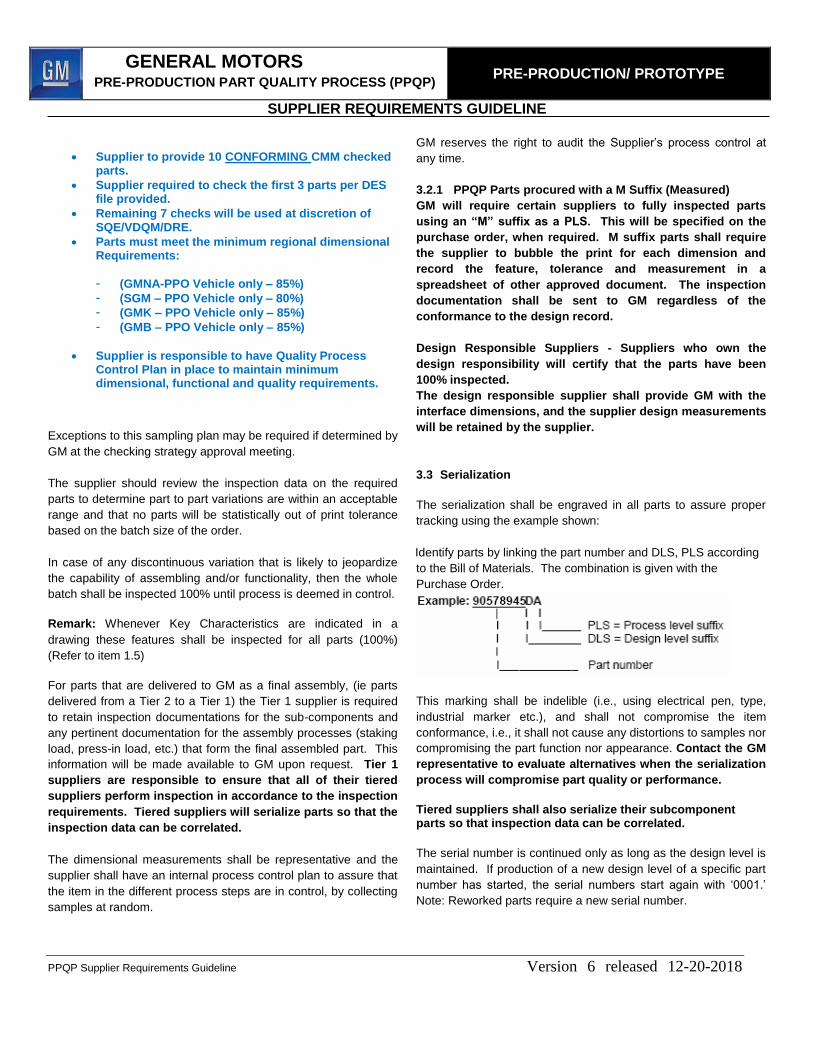
3.3 Serialization
The serialization shall be engraved in all parts to assure proper
tracking using the example shown:
Identify parts by linking the part number and DLS, PLS according
to the Bill of Materials. The combination is given with the
Purchase Order.
This marking shall be indelible (i.e., using electrical pen, type,
industrial marker etc.), and shall not compromise the item
conformance, i.e., it shall not cause any distortions to samples nor
compromising the part function nor appearance. Contact the GM
representative to evaluate alternatives when the serialization
process will compromise part quality or performance.
Tiered suppliers shall also serialize their subcomponent parts so that inspection data can be correlated.
The serial number is continued only as long as the design level is
maintained. If production of a new design level of a specific part
number has started, the serial numbers start again with ‘0001.’
Note: Reworked parts require a new serial number.
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
The serial number is to be configured as follows:
Example: S-0001, S-0002, S-0003.
3.4 Part Identification & Container Labels
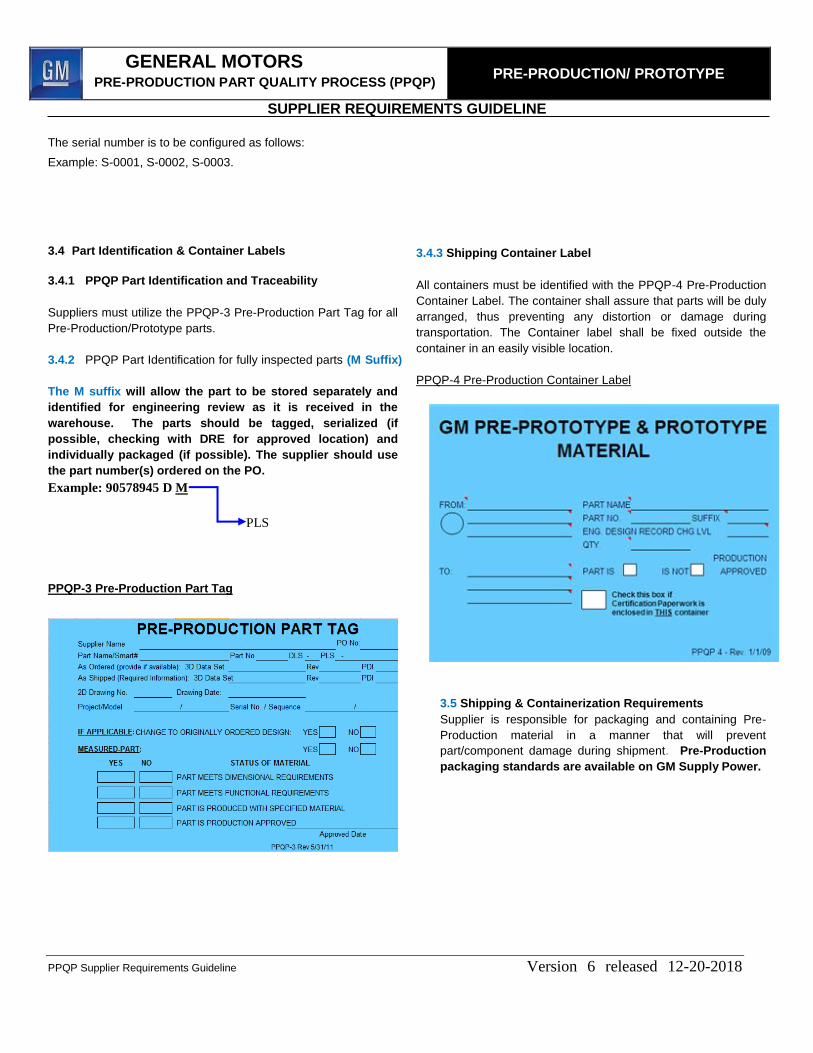
3.4.1 PPQP Part Identification and Traceability
Suppliers must utilize the PPQP-3 Pre-Production Part Tag for all
Pre-Production/Prototype parts.
3.4.2 PPQP Part Identification for fully inspected parts (M Suffix)
The M suffix will allow the part to be stored separately and
identified for engineering review as it is received in the
warehouse. The parts should be tagged, serialized (if
possible, checking with DRE for approved location) and
individually packaged (if possible). The supplier should use
the part number(s) ordered on the PO.
Example: 90578945 D M
PLS
PPQP-3 Pre-Production Part Tag
3.4.3 Shipping Container Label
All containers must be identified with the PPQP-4 Pre-Production
Container Label. The container shall assure that parts will be duly
arranged, thus preventing any distortion or damage during
transportation. The Container label shall be fixed outside the
container in an easily visible location.
PPQP-4 Pre-Production Container Label
3.5 Shipping & Containerization Requirements
Supplier is responsible for packaging and containing Pre-
Production material in a manner that will prevent
part/component damage during shipment. Pre-Production
packaging standards are available on GM Supply Power.
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
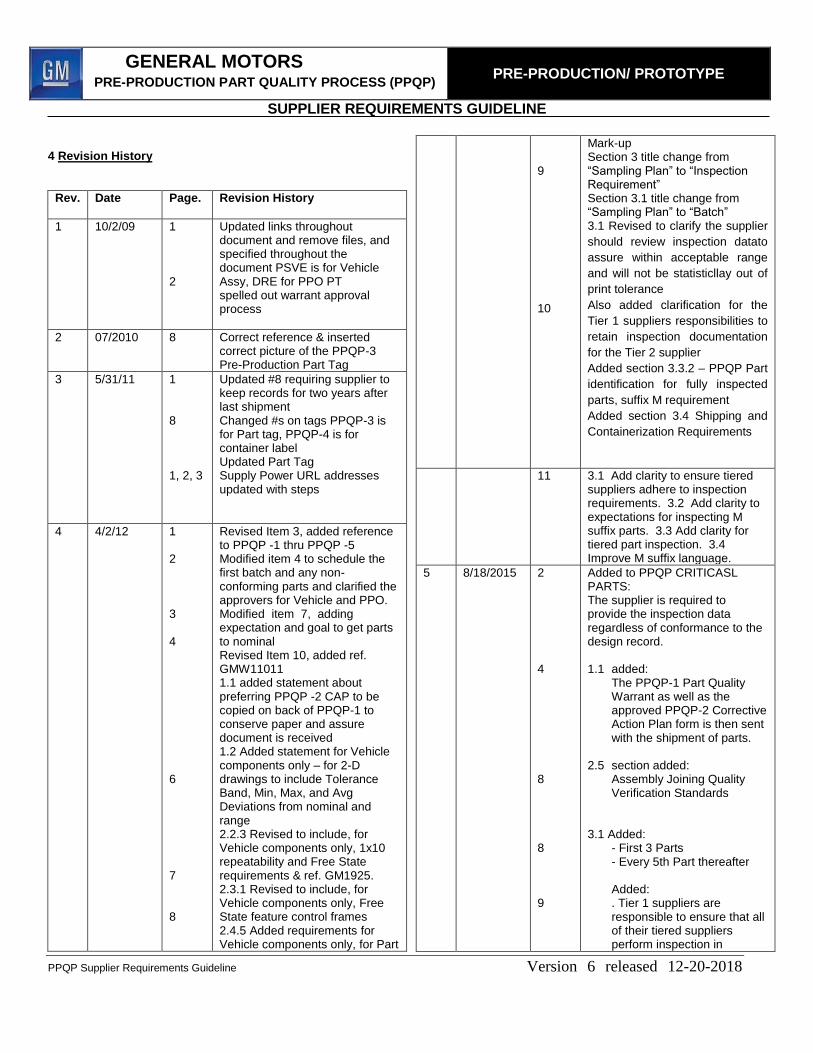
4 Revision History
Rev.
Date
Page.
Revision History
1 10/2/09 1 2
Updated links throughout document and remove files, and specified throughout the document PSVE is for Vehicle Assy, DRE for PPO PT spelled out warrant approval process
2 07/2010 8 Correct reference & inserted correct picture of the PPQP-3 Pre-Production Part Tag
3 5/31/11 1 8 1, 2, 3
Updated #8 requiring supplier to keep records for two years after last shipment Changed #s on tags PPQP-3 is for Part tag, PPQP-4 is for container label Updated Part Tag Supply Power URL addresses updated with steps
4 4/2/12 1 2 3 4 6 7 8
Revised Item 3, added reference to PPQP -1 thru PPQP -5 Modified item 4 to schedule the first batch and any non-conforming parts and clarified the approvers for Vehicle and PPO. Modified item 7, adding expectation and goal to get parts to nominal Revised Item 10, added ref. GMW11011 1.1 added statement about preferring PPQP -2 CAP to be copied on back of PPQP-1 to conserve paper and assure document is received 1.2 Added statement for Vehicle components only – for 2-D drawings to include Tolerance Band, Min, Max, and Avg Deviations from nominal and range 2.2.3 Revised to include, for Vehicle components only, 1x10 repeatability and Free State requirements & ref. GM1925. 2.3.1 Revised to include, for Vehicle components only, Free State feature control frames 2.4.5 Added requirements for Vehicle components only, for Part
9 10
Mark-up Section 3 title change from “Sampling Plan” to “Inspection Requirement” Section 3.1 title change from “Sampling Plan” to “Batch” 3.1 Revised to clarify the supplier
should review inspection datato
assure within acceptable range
and will not be statisticllay out of
print tolerance
Also added clarification for the
Tier 1 suppliers responsibilities to
retain inspection documentation
for the Tier 2 supplier
Added section 3.3.2 – PPQP Part
identification for fully inspected
parts, suffix M requirement
Added section 3.4 Shipping and
Containerization Requirements
11 3.1 Add clarity to ensure tiered suppliers adhere to inspection requirements. 3.2 Add clarity to expectations for inspecting M suffix parts. 3.3 Add clarity for tiered part inspection. 3.4 Improve M suffix language.
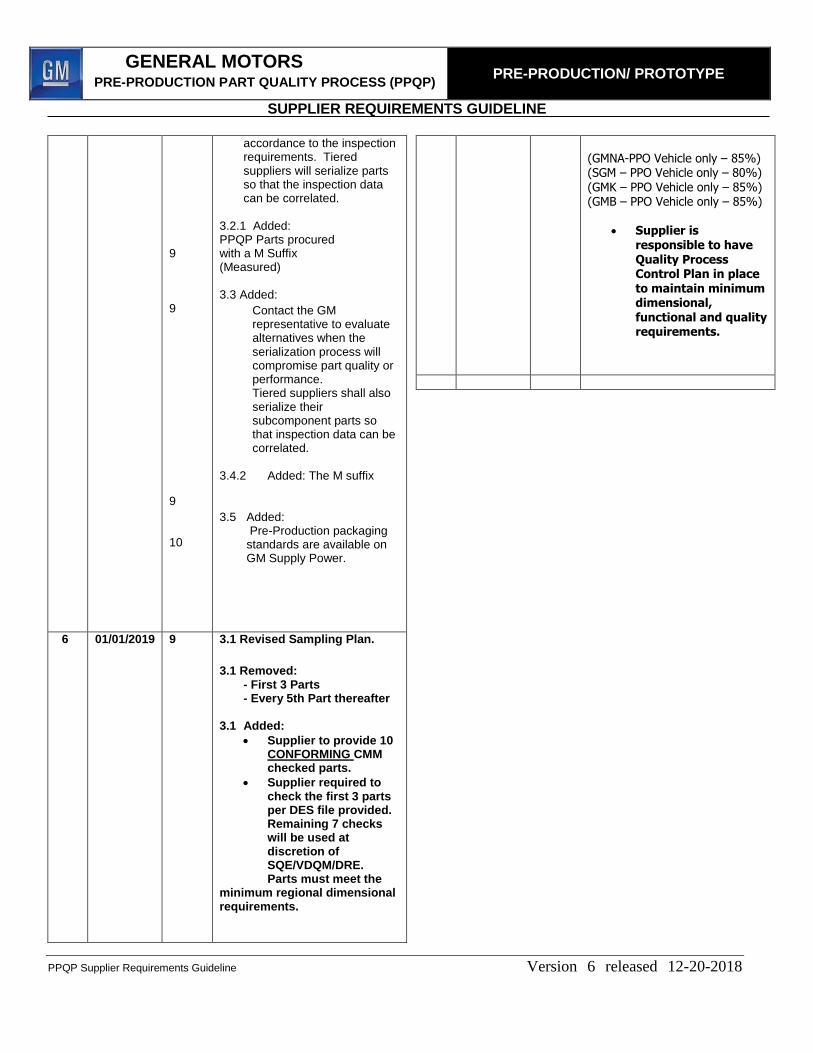
5 8/18/2015 2 4 8 8 9
Added to PPQP CRITICASL PARTS: The supplier is required to provide the inspection data regardless of conformance to the design record. 1.1 added:
The PPQP-1 Part Quality Warrant as well as the approved PPQP-2 Corrective Action Plan form is then sent with the shipment of parts.
2.5 section added: Assembly Joining Quality Verification Standards
3.1 Added: - First 3 Parts - Every 5th Part thereafter Added: . Tier 1 suppliers are responsible to ensure that all of their tiered suppliers perform inspection in
GENERAL MOTORS PRE-PRODUCTION PART QUALITY PROCESS (PPQP) PRE-PRODUCTION/ PROTOTYPE
SUPPLIER REQUIREMENTS GUIDELINE
PPQP Supplier Requirements Guideline Version 6 released 12-20-2018
9 9 9 10
accordance to the inspection requirements. Tiered suppliers will serialize parts so that the inspection data can be correlated.
3.2.1 Added: PPQP Parts procured with a M Suffix (Measured) 3.3 Added:
Contact the GM representative to evaluate alternatives when the serialization process will compromise part quality or performance. Tiered suppliers shall also serialize their subcomponent parts so that inspection data can be correlated.
3.4.2 Added: The M suffix 3.5 Added:
Pre-Production packaging standards are available on GM Supply Power.
6 01/01/2019 9 3.1 Revised Sampling Plan.
3.1 Removed: - First 3 Parts - Every 5th Part thereafter
3.1 Added:
Supplier to provide 10 CONFORMING CMM checked parts.
Supplier required to check the first 3 parts per DES file provided. Remaining 7 checks will be used at discretion of SQE/VDQM/DRE. Parts must meet the
minimum regional dimensional requirements.
(GMNA-PPO Vehicle only – 85%) (SGM – PPO Vehicle only – 80%) (GMK – PPO Vehicle only – 85%) (GMB – PPO Vehicle only – 85%)
Supplier is
responsible to have Quality Process Control Plan in place to maintain minimum dimensional, functional and quality requirements.





























