Embed Size (px)
Citation preview
Reactive Blending of Polyamide 6,6 and Vectra A, 2a
Role of a Bifunctional Epoxy Coupler
Maila Castellano,1 Daniele Nebbia,1 Antonio Turturro,1 Barbara Valenti,*1 Giovanna Costa,2 Luciano Falqui2
1Dipartimento di Chimica e Chimica Industriale, Universita di Genova, Via Dodecaneso, 31 - 16146 Genova, ItalyFax: þ39-10-3536199; E-mail: [email protected]
2 Istituto di Studi Chimico-Fisici di Macromolecole Sintetiche e Naturali, CNR, Via De Marini, 6 - 16149 Genova, ItalyFax: þ39-10-6475880; E-mail: [email protected]
Keywords: compatibilization; epoxy resin; polyamides; reactive blending; Vectra A950
Introduction
Polymer blends represent an increasingly interesting area of
material technology, since the choice of appropriate cons-
tituent pairs allows the production of new materials with
peculiar properties. When blended with conventional iso-
tropic thermoplastics (TPs), thermotropic liquid crystal
polymers (LCPs) originate in-situ composites, where
fibrous reinforcement can form directly during processing,
as a consequence of the easy orientability and the long
relaxation times of LCPs.[1,2] In order to achieve a desirable
reinforcement of the matrix, LCP fibrils must be generated
by use of suitable processing conditions. Extensional flow
rather than shear flow is preferred for the formation of the
fibrillar phase; additionally, to attain fibrils of large aspect
ratio, a proper concentration of LCP is compelled together
with a proper value of the viscosity ratio between LCP
and TP.[1–4] Moreover, interfacial adhesion must be im-
proved by increasing phase interactions physically or
chemically;[1–10] actually, since TP/LCP blends are nor-
mally immiscible and incompatible, they generally offer
poor interfacial adhesion, that results in mechanical
properties lower than the predictable values.
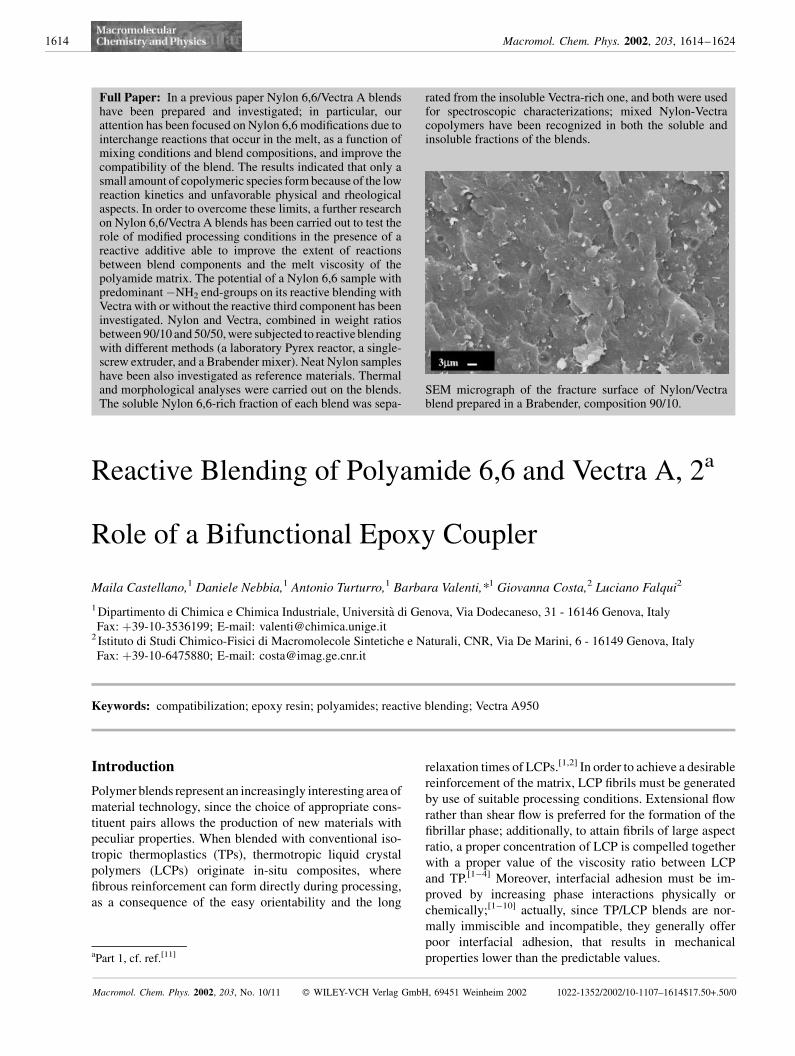
Full Paper: In a previous paper Nylon 6,6/Vectra A blendshave been prepared and investigated; in particular, ourattention has been focused on Nylon 6,6 modifications due tointerchange reactions that occur in the melt, as a function ofmixing conditions and blend compositions, and improve thecompatibility of the blend. The results indicated that only asmall amount of copolymeric species formbecause of the lowreaction kinetics and unfavorable physical and rheologicalaspects. In order to overcome these limits, a further researchon Nylon 6,6/Vectra A blends has been carried out to test therole of modified processing conditions in the presence of areactive additive able to improve the extent of reactionsbetween blend components and the melt viscosity of thepolyamide matrix. The potential of a Nylon 6,6 sample withpredominant�NH2 end-groups on its reactive blending withVectra with or without the reactive third component has beeninvestigated. Nylon and Vectra, combined in weight ratiosbetween 90/10 and 50/50,were subjected to reactive blendingwith different methods (a laboratory Pyrex reactor, a single-screw extruder, and a Brabender mixer). Neat Nylon sampleshave been also investigated as reference materials. Thermaland morphological analyses were carried out on the blends.The soluble Nylon 6,6-rich fraction of each blend was sepa-
rated from the insoluble Vectra-rich one, and both were usedfor spectroscopic characterizations; mixed Nylon-Vectracopolymers have been recognized in both the soluble andinsoluble fractions of the blends.
SEM micrograph of the fracture surface of Nylon/Vectrablend prepared in a Brabender, composition 90/10.
1614 Macromol. Chem. Phys. 2002, 203, 1614–1624
Macromol. Chem. Phys. 2002, 203, No. 10/11 � WILEY-VCH Verlag GmbH, 69451 Weinheim 2002 1022-1352/2002/10-1107–1614$17.50+.50/0
aPart 1, cf. ref.[11]

The interchange reactions, which potentially occur when
polyesters and/or polyamides are the blend constituents, can
play an important role in affecting adhesion and fibril forma-
tion, since they can produce in-situ compatibilizing agents.
In a previous paper dealing with Nylon 6,6/Vectra A blends,
our attention has been focused on Nylon 6,6 modifications
due to interchange reactions that occur in the melt as a
function of mixing conditions and blend compositions. The
results indicate that only a small amount of copolymeric
species formbecauseof the low reactionkinetics andunfavo-
rable physical and rheological aspects.[11] In fact,melt visco-
sity (Z) of thematrix appeared to be too low to assure a proper
value (between 0.1 and 1) of the parameter k¼ ZLCP/ZTP.Coupling agents, which generally are multifunctional
compounds of low or relatively low molecular weight cap-
able of reacting with polymers to give chain extension,
branching or crosslinking, have been widely applied to
single-component systems;[12] recently, increasing interest
has been devoted to their use for recycling of plastic wastes,
especially poly(ethylene terephthalate) (PET) scraps.[13,14]
A similar approach has been applied in the last years to
multiphase polymer blends based on PET/LCP[15–17] and
poly(butylene terephthalate) (PBT)/Nylon 6,6.[18,19] It
seems to be very promising to combine the two blend cons-
tituents through a suitable multifunctional coupling agent,
since the in-situ-formed copolymers, made of chain seg-
ments identical to the base constituents, should be effective
compatibilizers of the blend. Epoxy resins of various
molecularweight and epoxy equivalentweight (EEW) have
been demonstrated to be excellent in compatibilizing
blends whose single constituents possess functional groups
able to react with the epoxy functions undermelt conditions
to form block copolymers of the blend pairs.[15–20]
On the basis of these reports, in the present paper we
investigate the reactive blending of Nylon 6,6 and Vectra
A in the presence of a solid bisphenol-A type epoxy resin of
intermediate molecular weight (EPON 4000), able to react
under processing conditions with the amine (Nylon) and
carboxyl (Nylon and Vectra) end groups; the aim is to
increase the melt viscosity of the Nylon matrix by chain
extension and branching and, at the same time, to form
Nylon/Vectra block copolymers able to compatibilize ef-
fectively the biphasic blends. Although significantwork has
been carried out on blends of LCPs with polyesters, mainly
PETand PC,[15–17,21–25] few information has been found on
polyamide/LCP systems and, in particular, on Nylon 6,6
based blends.[26,27] Moreover, no result is available on the
potentiality of suitable multifunctional coupling agents in
reactive blending of polyamides and LCPs. In our previous
paper, two Nylon samples have been used, characterized by
a slight difference in the relative amount of amine and
carboxyl terminal groups, being the latter predominant in
both cases.[11] The potential of a Nylon 6,6 matrix with
predominant�NH2 end-groupswith orwithout the reactive
third component is here investigated.
Experimental Part
Materials
Thematrix polyamide used in this workwas kindly supplied byRadici Group (Italy); it is a low molecular weight Nylon 6,6characterized by predominant amine end groups (80meq/kg of�NH2 and 40meq/kg of�COOH). The liquid crystal polymerwas Vectra A950, produced by Ticona, a wholly aromaticcopolyester made of 27 mol-% of 6-hydroxy-2-naphtoic acid(HNA) and 73 mol-% of p-hydroxy-benzoic acid (HBA); itshows a glass transition temperature at about 105 8C and anematic melt at about 280 8C. As the majority of thermotropicLCPs of commercial significance, Vectra A is prepared by anester exchange reaction (melt acidolysis reaction) betweenacetoxyaryl groups and carboxylic acid groups with theelimination of acetic acid, at temperatures above the meltingpoint of the resultant polymer;[28,29] therefore, it bears aceto-xyaryl and carboxylic end groups. Vectra and Nylon 6,6 weredried under vacuum at 90 8C for at least 48 h before blending.The coupling agent, the bisphenol-A solid epoxy resin EPON4000 (averageMn ca. 4 000), purchased by Aldrich, was driedunder vacuum at 50 8C for the same time; it has a glasstransition at 75 8C and is thermally stable up to 300 8C.
The dried polymers Nylon 6,6 and Vectra, combined inweight ratios from 90/10 to 50/50, were subjected to meltblending with three different methods; the list of the blends isgiven in Table 1. Blending of Nylon and Vectra (50/50) wasfirstly carried out in a cylindrical laboratory Pyrex reactor,equipped with gas-inlet and -outlet tubes and a mechanicalstirrer. The mixture components were placed into the reactormaintained in a pre-heated metal-bath and allowed to blend at300 8C for 30 min (as in ref. 11) or at 280 8C for 20 min understirring; a dry nitrogen fluxwas injected through the system.Asreference, neat Nylon was treated under the same processingconditions;moreover, in order to test the role of the epoxy resinon solubility characteristics of Nylon, 5 phr of EPON wereblended with the matrix polymer.
The second group of blends, made of Nylon/Vectra 80/20and added with 5 phr of EPON, were fed to a Gi.Mac. single-screw extruder (L/D ratio¼ 22) equipped with a Ross ISGstaticmixer, containing a sequence of 12mixing elements. Theextruder zones were set at 280 8C; the temperature of themixing section was 290 8C, and the die exit temperature270 8C. The screw speed was 30 rpm.
Finally, blends of Nylon and Vectra (composition 90/10 and80/20)were prepared bymeltmixing under nitrogen in a 50mLmixing room of a Brabender Plasti-Corder PL 2100 at 30 rpmand 280 8C for 10 and 20min; the epoxy additive (5 and 10 phr)was used with the 80/20 mixture (reaction time 20 min). PureNylon and Nylon/EPON samples, thermally treated under thesame conditions as the blends, were also investigated asreference materials.
Characterization Techniques
A suitable amount of all the blends was maintained in formicacid (concentration 2% w/v) at room temperature for 24 hunder stirring. The Vectra-rich fraction, insoluble in formicacid, was separated from the soluble Nylon 6,6-rich one using
Reactive Blending of Polyamide 6,6 and Vectra A, 2 1615
an ultracentrifuge Beckman, model J2-21, at 14 000 rpm for12 h; the isolated residue was washed with formic acid at leasttwo times, recovered by ultracentrifuge and dried. The solublefraction was precipitated in methanol, filtered, and dried undervacuum. Molecular (viscosity of dilute solutions), structural(FT-IR, UV-VIS, 1H NMR), and calorimetric (DSC) charac-terizations were performed on the soluble fractions of theblends; the insoluble fractions were tested by FT-IR and DSC.Thermal (DSC) and morphological (SEM) analyses werecarried out on blends as prepared.Viscosity measurements of dilute solutions were made at
25 8C with an Ubbelohde viscometer, using sulfuric acid 96%as solvent at a concentration of 0.5 g/dL. Infrared analysis wascarried out on a Bruker IFS 66 instrument between 400 and4 000 cm�1: soluble sampleswere analyzed by theKBrmethodor as thin films obtained by evaporation of formic acid from1%w/v solutions; the insoluble fractions were investigated by theKBrmethod.UV spectra of the soluble fractionswere recordedbetween 220 and 350 nm on a Perkin Elmer UV-VIS Lambda2 spectrometer; 1–0.25% w/v HCOOH solutions were used.1H NMR analysis on the soluble fraction of the blend Nylon/Vectra 50/50 obtained in the glass reactor was carried out on aVarian-Gemini spectrometer model 2000, using D2SO4 as sol-vent and TMS as internal standard.Thermal transitions were studied through a differential
scanning calorimeter Mettler Toledo DSC 821. Samples of 5–10 mgwere heated from 0 8C up to 320 8C at a scanning rate of20 8C/min and kept at this temperature for 3 min; after coolingto 0 8C at�20 8C/min and storing at this temperature for 3min,a second heating run was performed up to 320 8C at the samescanning rate. Thermal stability was tested with a Perkin-Elmer TGS 2 analyzer (heating rate 10 8C/min under nitrogen).The blend morphology was studied with a scanning electronmicroscope (SEM) Leica Stereoscan 440 at 20 kVacceleratingvoltage; the analyses were carried out on samples fractured inliquid nitrogen and coated with gold in a sputtering coatingunit, mod. Agar Aid PS 3.
Results and Discussion
Blends from the Laboratory Glass Reactor
Blending in the Pyrex reactor has been carried out to test the
role on interchange reactions with Vectra of the Nylon
sample with predominant�NH2 end-groups (in absence of
the reactive third component), as compared to samples pre-
viously investigated, bearing predominant �COOH end-
groups.[11] Solution viscosity measurements, carried out on
Nylon samples and on the soluble fractions of the blends,
gave the results shown in Table 1. The jump of Zinh arisingfrom thermal treatment on neat Nylon indicates that poly-
condensation of end-groups prevails on thermal degrada-
tion up to 300 8C, because of the high concentration of boththe amine and carboxyl functions and the non-equilibrium
molecular weight of the sample with respect to the proces-
sing conditions. No significant effect on Zinh of H2SO4
solutions appears to be ascribable to the addition of 5 phr of
EPON; however, the epoxy additive poorly affects the solu-
bility of the polymer in HCOOH, giving at concentration of
2% w/v slightly milky solutions even after centrifugation.
This result suggests the occurrence of reactions between
Nylon andEPON,which lead to block copolymers although
poorly affect polycondensation of Nylon end groups.
Blending by a Brabender mixer changes this last result, as
indicated in the following section of the paper.
Separation by ultracentrifugation of theHCOOH suspen-
sion of the 50/50 Nylon/Vectra blend leaves a milky solu-
tion, that remains slightly turbid after membrane filtration.
This result, together with the strong solution viscosity drop,
as already reported in our previous paper,[11] suggests the
occurrence of interchange reactions between Nylon and
Vectra leading to block copolymers bearing short segments
Table 1. Composition, mixing conditions, and solution viscosity of reference samples and soluble fractions.
Nylon 6,6/Vectracomposition
EPONcontent
Mixing technique T t Zinh
wt.-% phr 8C min dL/g
100/0 – Pellets – – 1.12100/0 – Glass Reactor 300 30 1.6150/50 – Glass Reactor 300 30 0.45100/0 – Glass Reactor 280 20 1.54100/0 5 Glass Reactor 280 20 1.62100/0 – Extruder 280 – 1.2280/20 – Extruder 280 – 0.8780/20 5 Extruder 280 – 0.68100/0 – Brabender 280 20 1.32100/0 5 Brabender 280 20 1.11100/0 10 Brabender 280 20 1.1290/10 – Brabender 280 20 0.9680/20 – Brabender 280 20 0.8280/20 5 Brabender 280 20 0.7780/20 10 Brabender 280 20 0.51
1616 M. Castellano et al.
of bound LCP soluble in HCOOH and to Nylon molecules
of reduced chain length. Reactions that may be involved
during blending are summarized in Scheme 1; polyconden-
sation of Nylon end groups as well as hydrolytic degra-
dation of the matrix are not indicated. The extent of each
reaction, the reaction site, and the final location of the
resultant products are complex to define, but fundamental
to design optimized reactive compatibilization condi-
tions. Reactions 1 and 2 require suitable conditions and
catalysts[30] and probably do not occur or occur insignif-
icantly under melt blending. The more probable reactions
occurring in the system are the interchange reactions 3 and
4; they are all favored by the high concentration of ester
groups (Vectra) and amide groups (Nylon).Moreover, reac-
tions 3a and 3b involve the�COOH end groups of Nylon or
Vectra, both of moderate molecular weight, and reaction 4a
is related to the predominant and more reactive �NH2
terminal groups of the polyamide. Reaction 5a between the
acetoxy end group of Vectra and the amide function, being
an ester-amide interchange reaction, is probably less favo-
red.Due to the heterogeneous nature of themolten blend, all
these reactions can take place only at the interface. A strong
viscosity drop originated only by a reduced length of Nylon
molecules (reaction 3b) should be accompanied by pro-
duction of substantial quantities of Vectra-Nylon block co-
polymers, that should increase the mass of the insoluble
fraction. Since, in this case, this is not true (the mass of the
recovered fractions compares within the experimental error
with the ones of the original blend constituents), the results
can be explained as follows: (i) the presence of Nylon-
Vectra block copolymers with predominant Vectra seg-
ments in the insoluble fraction is counterbalanced by the
presence in the soluble fraction of Nylon-Vectra copoly-
mers with predominant Nylon segments (reactions 3a and
4a); (ii) Zinh decrease might be mainly related to change of
solvent quality; being H2SO4 a selective solvent for one of
the blocks in the copolymers, the polymer-solvent interac-
tions are less favored and lead to a decrease of the effective
hydrodynamic volume; (iii) Vectra parts of the copolymer
chains are not expanded but surrounded by the Nylon seg-
ments; this effectmasks chain stiffening,which should arise
from the linked Vectra segments.
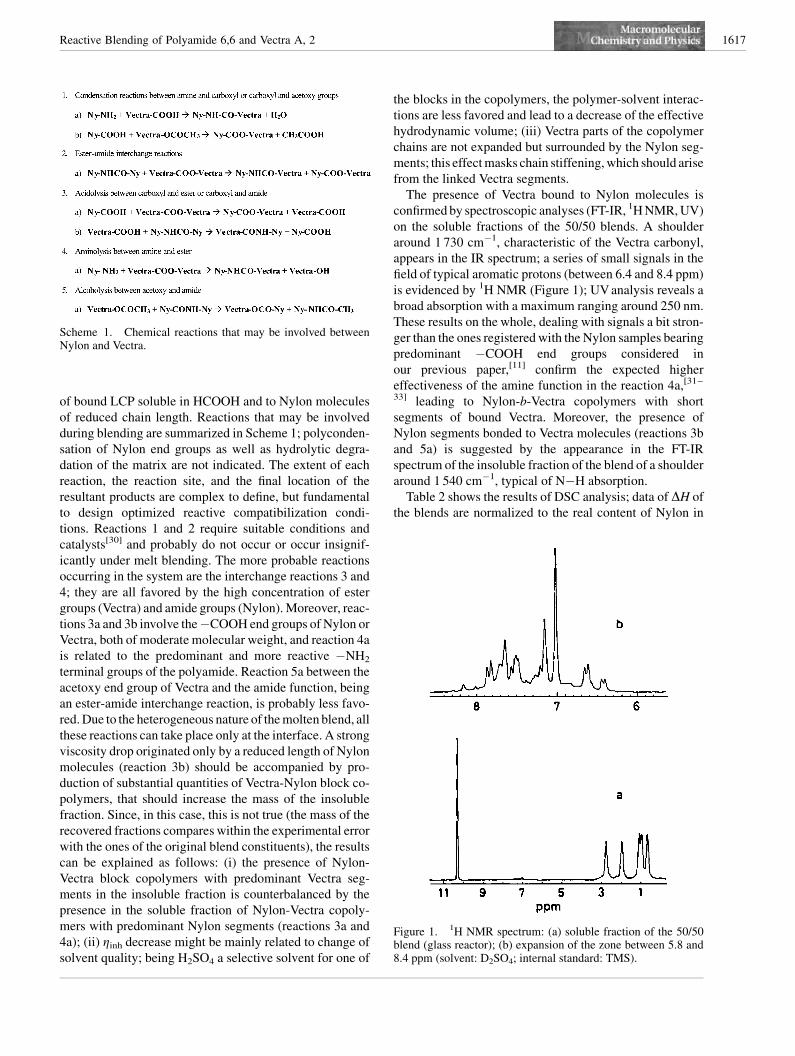
The presence of Vectra bound to Nylon molecules is
confirmedby spectroscopic analyses (FT-IR, 1HNMR,UV)
on the soluble fractions of the 50/50 blends. A shoulder
around 1 730 cm�1, characteristic of the Vectra carbonyl,
appears in the IR spectrum; a series of small signals in the
field of typical aromatic protons (between 6.4 and 8.4 ppm)
is evidenced by 1H NMR (Figure 1); UVanalysis reveals a
broad absorption with a maximum ranging around 250 nm.
These results on the whole, dealing with signals a bit stron-
ger than the ones registered with the Nylon samples bearing
predominant �COOH end groups considered in
our previous paper,[11] confirm the expected higher
effectiveness of the amine function in the reaction 4a,[31–
33] leading to Nylon-b-Vectra copolymers with short
segments of bound Vectra. Moreover, the presence of
Nylon segments bonded to Vectra molecules (reactions 3b
and 5a) is suggested by the appearance in the FT-IR
spectrum of the insoluble fraction of the blend of a shoulder
around 1 540 cm�1, typical of N�H absorption.
Table 2 shows the results of DSC analysis; data of DH of
the blends are normalized to the real content of Nylon in
Scheme 1. Chemical reactions that may be involved betweenNylon and Vectra.
Figure 1. 1H NMR spectrum: (a) soluble fraction of the 50/50blend (glass reactor); (b) expansion of the zone between 5.8 and8.4 ppm (solvent: D2SO4; internal standard: TMS).
Reactive Blending of Polyamide 6,6 and Vectra A, 2 1617
each system. The lowest crystallization temperature is
shown by the original pellets; memory effects after thermo-
mechanical treatments during mixing cause higher Tcvalues. The insoluble Vectra-rich fraction, isolated by
extraction with HCOOH, shows an endothermic phenom-
enon of low enthalpy at a temperature lower than the
melting temperatures of Nylon and Vectra and an exother-
mic peak at about 236 8C ascribable to Vectra crystal-
lization; the presence of short Nylon segments bound to
Vectra molecules might justify this result.
Extruded Blends
Due to the short residence time polycondensation of end-
groups is in this case considerably reduced, as it appears
from the Zinh value of neat Nylon, given in Table 1. The
inherent viscosity drop shown by the soluble fraction of the
80/20Nylon/Vectra blends confirms the occurrence of inter-
change reactions between the two polymers, that appear to
be favored by the addition of 5 phr of EPON.
DSC analysis, carried out on the blends as prepared and
on their soluble and insoluble fractions obtained by extra-
ction with HCOOH, does not indicate any significant effect
due to the presence of Vectra (20%) on the melting and
crystallization of Nylon. The more interesting result is
offered by the behavior of the insoluble fractions, where the
presence of copolymeric species bearing short Nylon
segments is suggested by both heating and cooling profiles.
FT-IR analysis on the soluble and insoluble fractions
of the blends displays a pronounced shoulder around
1 730 cm�1 characteristic of the Vectra carbonyl and of a
weak signal around 1 535 cm�1 typical of Nylon (Figure 2a
Table 2. DSC analysis of blends and their soluble and insoluble fractions.
Blend compositionNY/VE/EPON
Mixing technique 1st Heating Cooling 2nd Heating
Tm DHm Tc DHc Tm DHm
8C J/gNy 8C J/gNy 8C J/gNy
100/0/0 Pellets 265.1 73.1 201.7 59.4 261.3 53.90/100/0 Pellets 278.4 2.4 239.3 4.2 282.3 2.550/50/0 Glass reactor 3008 256.3 79.2 213.2 69.9 250.6 77.150/50/0 sol.fr.a) Glass reactor 3008 258.4 77.6 225.8 57.7 254.0 69.650/50/0 ins.fr.a) Glass reactor 3008 246.5 2.2 – – 251.3 1.8
– – 235.7 1.3 – –100/0/0 Glass reactor 2908 259.2 66.8 222.1 60.3 258.3 70.5100/0/5 Glass reactor 2908 257.7 67.1 216.8 56.6 253.0 65.9100/0/0 Extruder 265.1 73.6 227.6 57.8 261.0 65.180/20/0 Extruder 268.5 54.6 229.8 65.4 263.7 54.680/20/0 sol.fr.a) Extruder 264.3 74.0 235.0 64.8 261.5 73.180/20/0 ins.fr.a) Extruder 261.5 0.7 180.5 0.2 233.0 0.6
285.7 0.4 238.1 1.8 284.4 0.380/20/5 Extruder 265.5 56.4 228.8 62.4 262.7 50.080/20/5 sol.fr.a) Extruder 262.6 72.4 233.7 51.6 259.4 60.880/20/5 ins.fr.a) Extruder 254.0 0.6 170.5 0.6 237.8 0.5
283.0 1.5 240.6 2.2 284.5 1.3100/0 Brabender 268.1 62.5 229.1 60.2 264.6 66.2100/0/5 Brabender 265.1 58.1 228.2 58.3 262.5 59.6100/0/10 Brabender 265.2 61.2 225.1 55.7 263.3 62.790/10/0 Brabender 263.5 66.7 227.9 66.6 259.9 79.990/10/0 sol.fr.a) Brabender 264.1 86.4 225.0 59.6 254.8 65.180/20/0 Brabender 266.7 70.9 227.2 66.2 260.8 77.880/20/0 sol.fr.a) Brabender 262.7 79.1 233.3 62.3 259.5 67.980/20/0 ins.fr.a) Brabender – – 174.3 0.6 – –
– – 234.4 1.5 288.1 0.280/20/5 Brabender 264.1 63.3 224.0 61.7 244.8 69.780/20/5 sol.fr.a) Brabender 265.3 74.6 233.7 60.6 260.5 67.780/20/5 ins.fr.a) Brabender 255.7 2.4 192.2 2.4 246.7 1.7
284.3 2.0 234.2 1.1 289.1 0.180/20/10 Brabender 264.2 60.5 218.4 58.8 254.9 62.280/20/10 sol.fr.a) Brabender 264.2 66.2 230.5 56.2 258.5 62.680/20/10 ins.fr.a) Brabender 249.6 14.8 198.2 10.5 240.6 10.8
287.1 0.2 233.4 0.3 – –
a) DH’s of the recovered fractions are not normalized to the component contents of the original blends; this means that enthalpies of Nylonand Vectra in the fractions are underestimated.
1618 M. Castellano et al.
and 2b); the intensity of both signals is slightly enhanced by
the presence of the epoxy additive in the mixture. The
spectra confirm the presence of copolymeric species Nylon/
Vectra located in both fractions and suggest a compatibiliz-
ing role for the reactive third component.
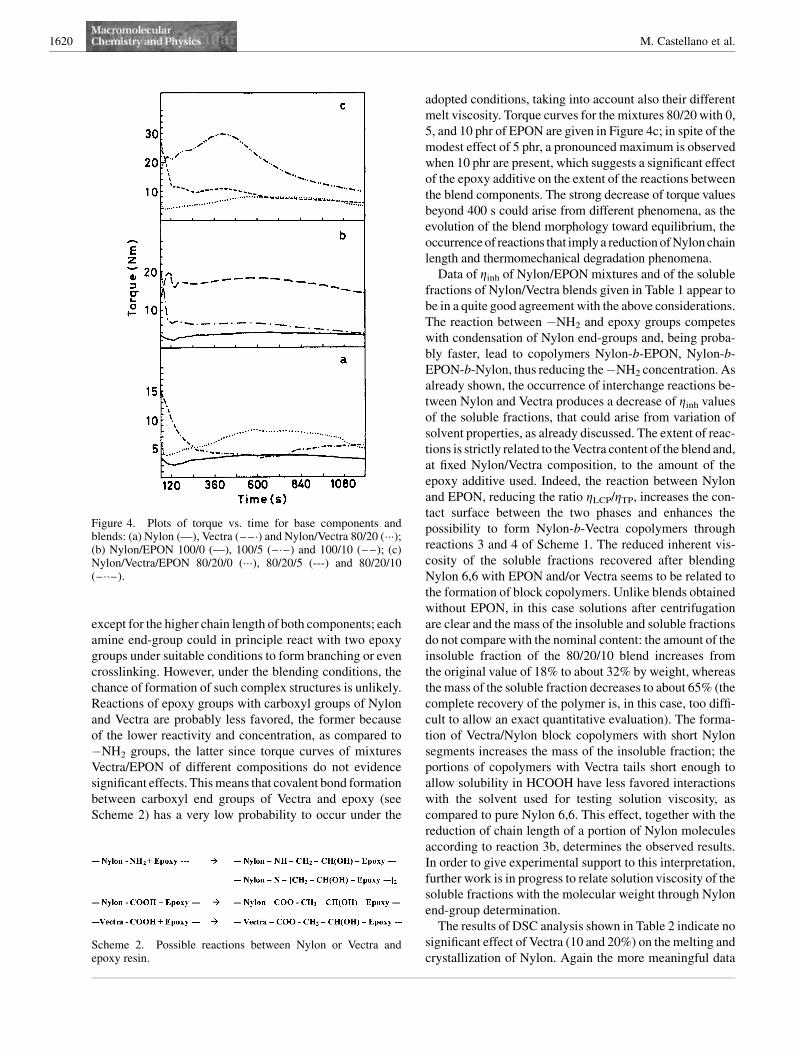
SEM analysis of the mixtures prepared in the extruder
(Figure 3a and 3b) clearly shows a biphasic morphology
typical of highly immiscible blends and inhomogeneous
dispersion ofVectra into thematrix. The shape of theVectra
domains is approximately spherical; a certain degree of in-
terface adhesion is suggested by the presence of strained
material on the surface of the domains and by the presence
of fibrillar microdomains of Vectra on the surface of the
empty holes arising from the pulling off of the dispersed
phase. However, compatibilization is still limited and un-
able to give a good dispersion of LCP and adhesion between
the two polymers, even when epoxy resin is incorporated
into the mixture.
Blends Prepared in a Brabender
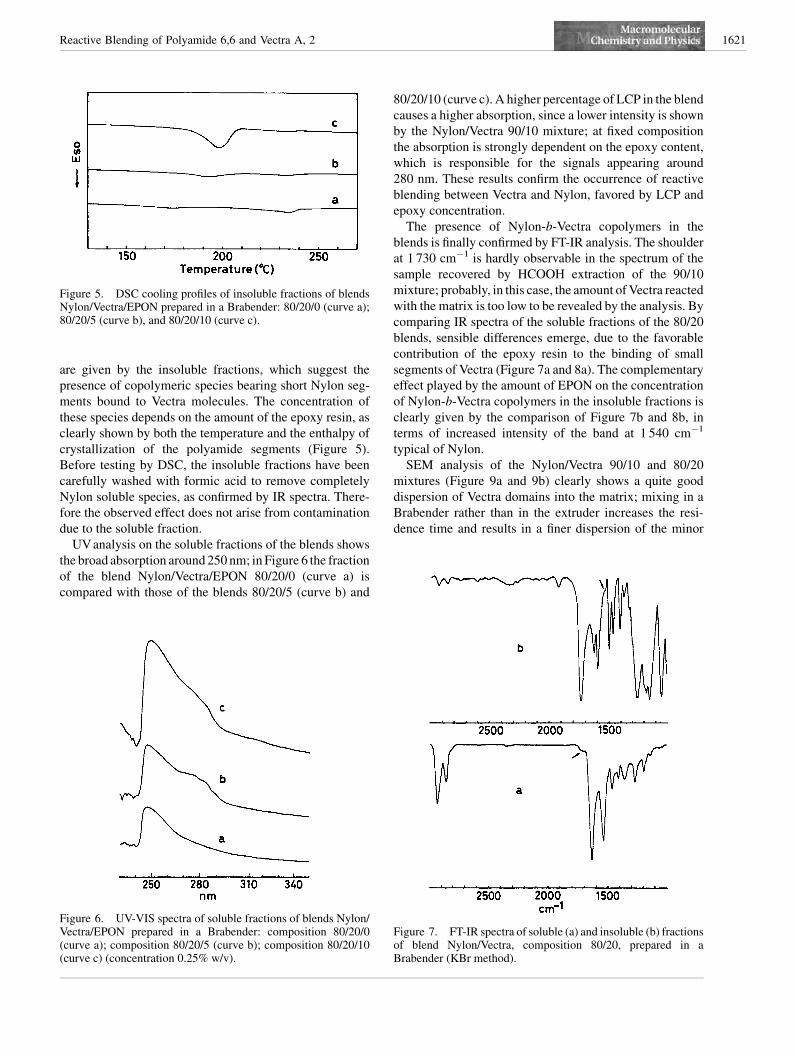
The torque vs. time curves for pure components and mixtu-
res under identical processing conditions (280 8C, 30 rpm)
are shown in Figure 4. Even if the torque response is not a
well-defined rheological property, it offers the possibility
of observing the material response with time at various
compositions and the effect of different amounts of reactive
additives. Curves for neat Nylon and Vectra and for the
mixture 80/20 are given in Figure 4a. For the polyamide, at
the beginning, the torque increases due to the occurrence of
end-group condensation; it becomes steady up to 800 s, as
the condensation reaction is balanced by thermomechanical
degradation phenomena. This effect results in a moderate
increase of Zinh (see Table 1). At intermediate mixing times
melt viscosities of Nylon and Vectra are comparable,
whereas for longer times the viscosity ratio k¼ ZLCP/ZTPappears to be unfavorable to assure good dispersion and
fibrillation of the dispersed phase. For the 80/20 mixture a
maximum in the torque curve can be observed, as a
consequence of interchange reactions between the two
polymers and morphology stabilization. The effect of
epoxy resin on the matrix polymer is shown in Figure 4b;
melt viscosity increase is evident and strongly dependent on
the amount of EPONused. Themain reaction that can occur
(see Scheme 2) is similar to that of a typical difunctional
epoxy monomer cured by a mixture of mono- and diamine,
Figure 2. FT-IR spectra of the 80/20/5 extruded samples: (a)soluble fraction, and (b) insoluble fraction of the blend (KBrmethod).
Figure 3. SEM micrographs of the fracture surface of extrudedblends: (a) composition 80/20/0; (b) composition 80/20/5.
Reactive Blending of Polyamide 6,6 and Vectra A, 2 1619
except for the higher chain length of both components; each
amine end-group could in principle react with two epoxy
groups under suitable conditions to form branching or even
crosslinking. However, under the blending conditions, the
chance of formation of such complex structures is unlikely.
Reactions of epoxy groups with carboxyl groups of Nylon
and Vectra are probably less favored, the former because
of the lower reactivity and concentration, as compared to
�NH2 groups, the latter since torque curves of mixtures
Vectra/EPON of different compositions do not evidence
significant effects. Thismeans that covalent bond formation
between carboxyl end groups of Vectra and epoxy (see
Scheme 2) has a very low probability to occur under the
adopted conditions, taking into account also their different
melt viscosity. Torque curves for the mixtures 80/20 with 0,
5, and 10 phr of EPON are given in Figure 4c; in spite of the
modest effect of 5 phr, a pronounced maximum is observed
when 10 phr are present, which suggests a significant effect
of the epoxy additive on the extent of the reactions between
the blend components. The strong decrease of torque values
beyond 400 s could arise from different phenomena, as the
evolution of the blend morphology toward equilibrium, the
occurrenceof reactions that imply a reductionofNylonchain
length and thermomechanical degradation phenomena.
Data of Zinh of Nylon/EPON mixtures and of the soluble
fractions of Nylon/Vectra blends given in Table 1 appear to
be in a quite good agreement with the above considerations.
The reaction between �NH2 and epoxy groups competes
with condensation of Nylon end-groups and, being proba-
bly faster, lead to copolymers Nylon-b-EPON, Nylon-b-
EPON-b-Nylon, thus reducing the�NH2 concentration. As
already shown, the occurrence of interchange reactions be-
tween Nylon and Vectra produces a decrease of Zinh valuesof the soluble fractions, that could arise from variation of
solvent properties, as already discussed. The extent of reac-
tions is strictly related to theVectra content of the blend and,
at fixed Nylon/Vectra composition, to the amount of the
epoxy additive used. Indeed, the reaction between Nylon
and EPON, reducing the ratio ZLCP/ZTP, increases the con-tact surface between the two phases and enhances the
possibility to form Nylon-b-Vectra copolymers through
reactions 3 and 4 of Scheme 1. The reduced inherent vis-
cosity of the soluble fractions recovered after blending
Nylon 6,6 with EPON and/or Vectra seems to be related to
the formation of block copolymers. Unlike blends obtained
without EPON, in this case solutions after centrifugation
are clear and the mass of the insoluble and soluble fractions
do not comparewith the nominal content: the amount of the
insoluble fraction of the 80/20/10 blend increases from
the original value of 18% to about 32% by weight, whereas
the mass of the soluble fraction decreases to about 65% (the
complete recovery of the polymer is, in this case, too diffi-
cult to allow an exact quantitative evaluation). The forma-
tion of Vectra/Nylon block copolymers with short Nylon
segments increases the mass of the insoluble fraction; the
portions of copolymers with Vectra tails short enough to
allow solubility in HCOOH have less favored interactions
with the solvent used for testing solution viscosity, as
compared to pure Nylon 6,6. This effect, together with the
reduction of chain length of a portion of Nylon molecules
according to reaction 3b, determines the observed results.
In order to give experimental support to this interpretation,
further work is in progress to relate solution viscosity of the
soluble fractions with the molecular weight through Nylon
end-group determination.
The results of DSC analysis shown in Table 2 indicate no
significant effect of Vectra (10 and 20%) on themelting and
crystallization of Nylon. Again the more meaningful data
Figure 4. Plots of torque vs. time for base components andblends: (a) Nylon (—), Vectra (– – �) and Nylon/Vectra 80/20 (���);(b) Nylon/EPON 100/0 (—), 100/5 (– �–) and 100/10 (– –); (c)Nylon/Vectra/EPON 80/20/0 (���), 80/20/5 (---) and 80/20/10(– ��–).
Scheme 2. Possible reactions between Nylon or Vectra andepoxy resin.
1620 M. Castellano et al.
are given by the insoluble fractions, which suggest the
presence of copolymeric species bearing short Nylon seg-
ments bound to Vectra molecules. The concentration of
these species depends on the amount of the epoxy resin, as
clearly shown by both the temperature and the enthalpy of
crystallization of the polyamide segments (Figure 5).
Before testing by DSC, the insoluble fractions have been
carefully washed with formic acid to remove completely
Nylon soluble species, as confirmed by IR spectra. There-
fore the observed effect does not arise from contamination
due to the soluble fraction.
UVanalysis on the soluble fractions of the blends shows
the broad absorption around250 nm; in Figure 6 the fraction
of the blend Nylon/Vectra/EPON 80/20/0 (curve a) is
compared with those of the blends 80/20/5 (curve b) and
80/20/10 (curve c). A higher percentage of LCP in the blend
causes a higher absorption, since a lower intensity is shown
by the Nylon/Vectra 90/10 mixture; at fixed composition
the absorption is strongly dependent on the epoxy content,
which is responsible for the signals appearing around
280 nm. These results confirm the occurrence of reactive
blending between Vectra and Nylon, favored by LCP and
epoxy concentration.
The presence of Nylon-b-Vectra copolymers in the
blends is finally confirmed by FT-IR analysis. The shoulder
at 1 730 cm�1 is hardly observable in the spectrum of the
sample recovered by HCOOH extraction of the 90/10
mixture; probably, in this case, the amount ofVectra reacted
with the matrix is too low to be revealed by the analysis. By
comparing IR spectra of the soluble fractions of the 80/20
blends, sensible differences emerge, due to the favorable
contribution of the epoxy resin to the binding of small
segments of Vectra (Figure 7a and 8a). The complementary
effect played by the amount of EPON on the concentration
of Nylon-b-Vectra copolymers in the insoluble fractions is
clearly given by the comparison of Figure 7b and 8b, in
terms of increased intensity of the band at 1 540 cm�1
typical of Nylon.
SEM analysis of the Nylon/Vectra 90/10 and 80/20
mixtures (Figure 9a and 9b) clearly shows a quite good
dispersion of Vectra domains into the matrix; mixing in a
Brabender rather than in the extruder increases the resi-
dence time and results in a finer dispersion of the minor
Figure 5. DSC cooling profiles of insoluble fractions of blendsNylon/Vectra/EPON prepared in a Brabender: 80/20/0 (curve a);80/20/5 (curve b), and 80/20/10 (curve c).
Figure 6. UV-VIS spectra of soluble fractions of blends Nylon/Vectra/EPON prepared in a Brabender: composition 80/20/0(curve a); composition 80/20/5 (curve b); composition 80/20/10(curve c) (concentration 0.25% w/v).
Figure 7. FT-IR spectra of soluble (a) and insoluble (b) fractionsof blend Nylon/Vectra, composition 80/20, prepared in aBrabender (KBr method).
Reactive Blending of Polyamide 6,6 and Vectra A, 2 1621
component. Moreover, morphological analysis strongly
evidences the role of EPON on size and distribution of the
dispersed domains and on interface interactions between
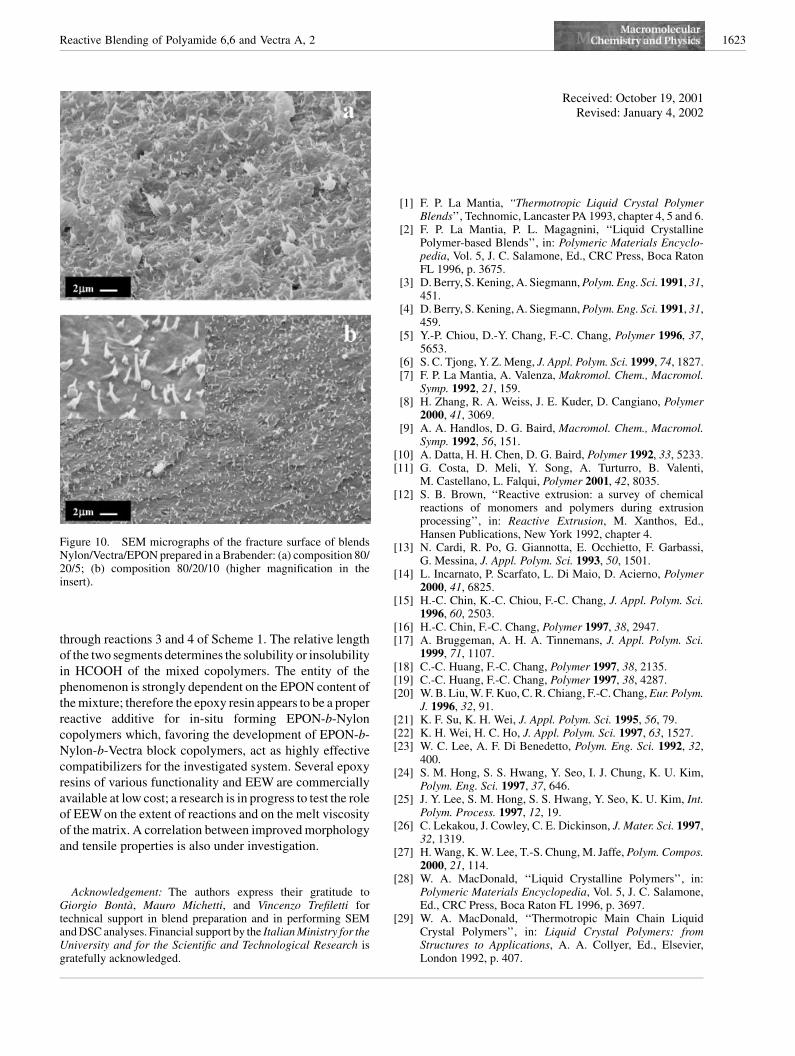
blend components. Figure 10 shows the micrographs of
samples obtained in a Brabender from mixtures added with
5 and 10 phr of EPON. The higher EPON content originates
a larger number of small-sized domains and a better dis-
persion of Vectra. A finer size of the dispersed component
increases the contact surface between the two phases and
should result in a higher possibility to form mixed copoly-
mers. Therefore, the effect of mixture composition on the
extent of reactive blending, revealed by torque curves,
DSC, and spectroscopic analyses is well confirmed by
morphology.
Concluding Remarks
EPON 4000 is an amorphous low molecular weight poly-
mer having Tg significantly lower than the melting tem-
peratures of Nylon and Vectra. Most likely it is immiscible
and incompatible with both the blend components. Indeed,
the solubility parameter of a highermolecularweight epoxy
resin is reported to be 10.7 (cal � cm�3)1/2 [18,34] and of
Nylon 6,6 13.6 (cal � cm�3)1/2.[18,35] ForVectra, no literature
data are available; by calculation with the group contribu-
tion method, taking into account the Hoy and Van Krevelen
data[36] for all the chemical groups of the constituent
molecules and the composition of the copolyester, we found
16.1 (cal � cm�3)1/2. Moreover, the nematic nature of the
polyester reduces its chance ofmiscibility with EPON.As a
consequence, the epoxy resin tends to reside at interface.
The polyamide has a lower melting temperature than
Vectra; therefore the epoxy resin has firstly the opportunity
to have interfacial contact with the molten polyamide. A
short time elapses between melting of Nylon and Vectra
under blending conditions; however, because of the unfla-
vored reaction between Vectra carboxyl and resin epoxy
groups, the majority of epoxy reacts with the amine end
groups of Nylon. On the basis of the EEW of the resin
(2 000) and the concentration of the terminal�NH2 groups
of the matrix polymer (80 meq/kg), one can assume that
about 1/3 of the amine groups is left to react with Vectra
through reaction 4a of Scheme 1. The jump in the melt
viscosity of the matrix due to reaction with EPON reduces
the ratio ZLCP/ZTP and originates a better dispersion of
Vectra, resulting in a larger number of smaller-sized do-
mains. Finer dispersion of theLCP component increases the
contact surface between the two phases and enhances the
possibility to form mixed Nylon-b-Vectra copolymers
Figure 8. FT-IR spectra of soluble (a) and insoluble (b) fractionsof blend Nylon/Vectra/EPON, composition 80/20/10, prepared ina Brabender (KBr method).
Figure 9. SEM micrographs of the fracture surface of Nylon/Vectra blends prepared in a Brabender: (a) composition 90/10; (b)composition 80/20.
1622 M. Castellano et al.
through reactions 3 and 4 of Scheme 1. The relative length
of the two segments determines the solubility or insolubility
in HCOOH of the mixed copolymers. The entity of the
phenomenon is strongly dependent on the EPON content of
themixture; therefore the epoxy resin appears to be a proper
reactive additive for in-situ forming EPON-b-Nylon
copolymers which, favoring the development of EPON-b-
Nylon-b-Vectra block copolymers, act as highly effective
compatibilizers for the investigated system. Several epoxy
resins of various functionality and EEW are commercially
available at low cost; a research is in progress to test the role
of EEWon the extent of reactions and on the melt viscosity
of the matrix. A correlation between improvedmorphology
and tensile properties is also under investigation.
Acknowledgement: The authors express their gratitude toGiorgio Bonta, Mauro Michetti, and Vincenzo Trefiletti fortechnical support in blend preparation and in performing SEMandDSCanalyses. Financial support by the ItalianMinistry for theUniversity and for the Scientific and Technological Research isgratefully acknowledged.
Received: October 19, 2001Revised: January 4, 2002
[1] F. P. La Mantia, ‘‘Thermotropic Liquid Crystal PolymerBlends’’, Technomic, Lancaster PA 1993, chapter 4, 5 and 6.
[2] F. P. La Mantia, P. L. Magagnini, ‘‘Liquid CrystallinePolymer-based Blends’’, in: Polymeric Materials Encyclo-pedia, Vol. 5, J. C. Salamone, Ed., CRC Press, Boca RatonFL 1996, p. 3675.
[3] D.Berry, S.Kening,A. Siegmann,Polym. Eng. Sci. 1991, 31,451.
[4] D.Berry, S.Kening,A. Siegmann,Polym. Eng. Sci. 1991, 31,459.
[5] Y.-P. Chiou, D.-Y. Chang, F.-C. Chang, Polymer 1996, 37,5653.
[6] S. C. Tjong, Y. Z. Meng, J. Appl. Polym. Sci. 1999, 74, 1827.[7] F. P. La Mantia, A. Valenza, Makromol. Chem., Macromol.
Symp. 1992, 21, 159.[8] H. Zhang, R. A. Weiss, J. E. Kuder, D. Cangiano, Polymer
2000, 41, 3069.[9] A. A. Handlos, D. G. Baird, Macromol. Chem., Macromol.
Symp. 1992, 56, 151.[10] A. Datta, H. H. Chen, D. G. Baird, Polymer 1992, 33, 5233.[11] G. Costa, D. Meli, Y. Song, A. Turturro, B. Valenti,
M. Castellano, L. Falqui, Polymer 2001, 42, 8035.[12] S. B. Brown, ‘‘Reactive extrusion: a survey of chemical
reactions of monomers and polymers during extrusionprocessing’’, in: Reactive Extrusion, M. Xanthos, Ed.,Hansen Publications, New York 1992, chapter 4.
[13] N. Cardi, R. Po, G. Giannotta, E. Occhietto, F. Garbassi,G. Messina, J. Appl. Polym. Sci. 1993, 50, 1501.
[14] L. Incarnato, P. Scarfato, L. Di Maio, D. Acierno, Polymer2000, 41, 6825.
[15] H.-C. Chin, K.-C. Chiou, F.-C. Chang, J. Appl. Polym. Sci.1996, 60, 2503.
[16] H.-C. Chin, F.-C. Chang, Polymer 1997, 38, 2947.[17] A. Bruggeman, A. H. A. Tinnemans, J. Appl. Polym. Sci.
1999, 71, 1107.[18] C.-C. Huang, F.-C. Chang, Polymer 1997, 38, 2135.[19] C.-C. Huang, F.-C. Chang, Polymer 1997, 38, 4287.[20] W. B. Liu,W. F. Kuo, C. R. Chiang, F.-C. Chang,Eur. Polym.
J. 1996, 32, 91.[21] K. F. Su, K. H. Wei, J. Appl. Polym. Sci. 1995, 56, 79.[22] K. H. Wei, H. C. Ho, J. Appl. Polym. Sci. 1997, 63, 1527.[23] W. C. Lee, A. F. Di Benedetto, Polym. Eng. Sci. 1992, 32,
400.[24] S. M. Hong, S. S. Hwang, Y. Seo, I. J. Chung, K. U. Kim,
Polym. Eng. Sci. 1997, 37, 646.[25] J. Y. Lee, S. M. Hong, S. S. Hwang, Y. Seo, K. U. Kim, Int.
Polym. Process. 1997, 12, 19.[26] C. Lekakou, J. Cowley, C. E. Dickinson, J. Mater. Sci. 1997,
32, 1319.[27] H.Wang, K.W. Lee, T.-S. Chung, M. Jaffe, Polym. Compos.
2000, 21, 114.[28] W. A. MacDonald, ‘‘Liquid Crystalline Polymers’’, in:
Polymeric Materials Encyclopedia, Vol. 5, J. C. Salamone,Ed., CRC Press, Boca Raton FL 1996, p. 3697.
[29] W. A. MacDonald, ‘‘Thermotropic Main Chain LiquidCrystal Polymers’’, in: Liquid Crystal Polymers: fromStructures to Applications, A. A. Collyer, Ed., Elsevier,London 1992, p. 407.
Figure 10. SEM micrographs of the fracture surface of blendsNylon/Vectra/EPON prepared in a Brabender: (a) composition 80/20/5; (b) composition 80/20/10 (higher magnification in theinsert).
Reactive Blending of Polyamide 6,6 and Vectra A, 2 1623

[30] L. Z. Pillon, L. A. Utracki, Polym. Eng. Sci. 1984, 24, 1300.[31] A. Valenza, F. P. La Mantia, E. Gattiglia, A. Turturro,
Int. Polym. Process 1994, IX(3), 240.[32] G. Montaudo, C. Puglisi, F. Samperi, J. Polym. Sci., Part A:
Polym. Chem. 1994, 32, 15.[33] G. Montaudo, C. Puglisi, F. Samperi, F. P. La Mantia, J.
Polym. Sci., Part A: Polym. Chem. 1996, 34, 1283.
[34] UCAR. ‘‘Phenoxy Resin for Solution and Coatings’’, UnionCarbide Corp., 1986, p. 11.
[35] F. W. Billmeyer, Jr. ‘‘Textbook of Polymer Science’’, Wiley-Interscience, New York 1984, p. 153.
[36] A. M. F. Barton, ‘‘Handbook of Solubility Parameters andOther Cohesion Parameters’’, CRC Press, Boca Raton FL1983, p. 64, 175 and 312.
1624 M. Castellano et al.


![4,4′,6,6′-Tetra- tert -butyl-2,2′-[1,2-phenylenebis(nitrilomethylidyne)]diphenol acetone solvate](https://img.pdfslide.net/doc/110x75/635b87dfcbf9b0c333065ab2/4466-tetra-tert-butyl-22-12-phenylenebisnitrilomethylidynediphenol.jpg)


























