Embed Size (px)
Citation preview

The Recycling of Comminuted Glass-Fiber-Reinforced Resinfrom Electronic Waste
Huabo DuanDepartment of Environmental Sciences and Engineering, Tsinghua University, Beijing, People’sRepublic of China
Weifeng JiaCivil and Environment Engineering School, University of Science and Technology, Beijing,People’s Republic of China
Jinhui LiDepartment of Environmental Sciences and Engineering, Tsinghua University, Beijing, People’sRepublic of China
ABSTRACTThe reuse of comminuted glass-fiber-reinforced resin withvarious granularities gathered from printed circuit manu-facturing residues was investigated. As fillers, these resi-dues were converted into polymeric composite board byan extrusion and injection process using polypropylene asa bonding agent. The mechanical properties of the repro-duced composite board were examined by consideringthe effects of mass fraction and glass-fiber distribution.Interfacial-layer micrograph analysis of the compositematerial fracture surface was used to study the fiber rein-forcement mechanism. Results showed that using com-minuted glass-fiber-reinforced resin as a filler materialgreatly enhanced the performance properties of the com-posite board. Although the length and diameter of fillervaried, these variations had no appreciable effect on themechanical properties of the processed board. Maximumvalues of 48.30 MPa for flexural strength, 31.34 MPa fortensile strength, and 31.34 J/m for impact strength wereachieved from a composite board containing mass frac-tions of 30, 10, and 20% glass-fiber-reinforced resin waste,respectively. It was found that the maximum amount ofrecyclate that could be added to a composite board was30% of weight. Beyond these percentages, the materials
blend became unmanageable and the mixture less ame-nable to impregnation with fiber. Presented studies indi-cated that comminuted glass-fiber-reinforced resin waste-filled polypropylene composites are promising candidatesfor structural applications where high stiffness and frac-ture resistance are required.
INTRODUCTIONDuring the last few decades, electronic products havebecome an indispensable part of society, making life andwork more comfortable and less laborious, and the elec-tronic industries have experienced remarkable growth.Unfortunately, such a trend has led to the rapid replace-ment and disposal of electronic products well before theend of their functional cycles. The generation of elec-tronic waste (e-waste) and manufacturing residue is themost rapidly growing environmental problem.1–3 Prepregresidues from the printed circuit industry, nonmetallicmaterials separated from dismantling, mass metal andplastic recycling, and precious metals extracted from dis-carded e-waste such as computers, televisions, and print-ers are now creating a new waste problem—glass-fiber-reinforced epoxy resin (GRE; plastic resin reinforced byfine glass fibers). These thermosetting polymers arecrosslinked and cannot be remolded, unlike thermoplas-tics, which can easily be remelted. Moreover, short glassfibers, unlike long ones, do not effectively reinforce poly-mers. The disposal of GRE waste into landfills or by in-cineration, including open burning in some developingcountries such as China, becomes a major environmentalhazard.4–7
Concern for the environment, in terms of limitingthe use of finite resources and managing waste disposal,has led to increasing pressure to recycle these materials atthe end of their useful life. Yet virtually no standardmethods have been developed for recycling thermosetresin, reinforcement, and filler. However, waste GRE,which comprises thermoset epoxy resin matrices withshort-fiber glass and flame retardant, actually offers a
IMPLICATIONSThe reuse of comminuted glass-fiber-reinforced resin gath-ered from printed circuit manufacturing residues was inves-tigated. These resins were converted into polymeric com-posite board by an extrusion and injection process usingpolypropylene as a bonding agent. These studies indicatedthat the comminuted glass-fiber-reinforced resin waste-filled polypropylene composites are promising candidatesfor structural applications in which high stiffness and frac-ture resistance are required.
TECHNICAL PAPER ISSN:1047-3289 J. Air & Waste Manage. Assoc. 60:533–540DOI:10.3155/1047-3289.60.5.533Copyright 2010 Air & Waste Management Association
Fu
Volume 60 May 2010 Journal of the Air & Waste Management Association 533
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw
Electronic Waste (e-waste);Glass-Fiber-Reinforced Resin;Recycling;Composite Board

combination of strength, durability, low weight, and cor-rosion resistance that has made it increasingly feasible foruse in recycled composite products. This type of waste canalso be used for energy recovery via pyrolysis. Severalmaterial recovery technologies have been proposed anddeveloped for general glass-fiber-reinforced polymericmaterials. There are two categories of such processes:those that use thermal or chemical processes to degradethe scrap down into materials and energy, and those thatinvolve mechanical techniques to reduce the size of thescrap to produce filler recyclate. Pickering et al.8 and Cun-liffe et al.5 have incinerated various glass-fiber-reinforcedresins in a fluidized bed with the aim of recovering glassfiber and energy. The thermal process for recycling glass-fiber-reinforced polyester waste through pyrolysis at450 °C resulted in the production of carbon monoxide(CO), carbon dioxide (CO2), hydrogen gas (H2), methane(CH4), and hydrocarbon gases, along with pyrolysis oil,which has a high calorific value for use as fuels.5,9 Zhenget al.10 reported on efforts to reclaim glass fiber fromglass-fiber-reinforced composites by heating in a mufflefurnace. Buggy et al.11 and Iwaya et al.12 have attemptedto extract fiber by dissolving the polymeric fraction usingvarious organic and inorganic solvents. Patel et al.13 in-vestigated various recycling technologies for sheet mold-ing compound (SMC), including solvent dissolution, hy-drolysis, and pyrolysis.
There have also been several investigations into thepossible reuse of materials recovered from GRE. Methodsfor the reuse of long or short glass fiber (reinforced poly-mer) as an additive for cement mortar or in cement con-struction products have recently been proposed.14,15
Moreover, several research projects have been conductedon the reuse of fiberglass recyclate as fillers into polymermatrices. Schinner et al.16 recycled long carbon fiber, ther-moplastic composite material by grinding the compositeand using the material as a high-quality reinforcing ma-terial in injection molds or as press-molding compounds.Perrin et al.17 reported investigations into the recycling ofSMC waste as incorporation material for thermoplasticpolymer matrices. The feasibility of recycling short-fiberglass-reinforced polymer wastes into thermosetting matri-ces (polyester or polycarbonate) was demonstrated in1996.18–20 Several studies have addressed the recycling ofnonmetallic fractions/powder from waste printed circuitboards after noble metals or copper have been removed,making a polymer composite by using thermoplasticpolymer (polypropylene [PP]) as a bonding matrix.21–24
This type of reproduced composite probably containedcopper, lead, and even some heavy metals. However,none of these proposals developed any large-scale appli-cation that could represent a viable alternative to wastedisposal in landfills or incineration.
Incineration—the reclamation method used in devel-oping countries for the energy content of polymer—hasproved not useful for composites because of their highinorganic content. Moreover, during open burning orincineration (in the presence of oxygen gas [O2]), approx-imately 5–15% of the bromine (flame retardants) in fiber-reinforced polymer wastes are difficult to separate ortreat,25 contributing to the emissions of organic pollut-ants, which are rich in brominated aromatics and can
even lead to the release of dioxin into the atmosphere.26
Pyrolysis has the potential to produce chemical feedstocksfrom the polymer of fiber-reinforced plastic waste, butthese may be difficult to refine from the mixture of prod-ucts produced because the operating cost is too high to beeconomically viable.27–30 Chemical breakdown of poly-mer matrix materials using hydrolysis or dissolution hasseen some limited application to composites. Regrindingfiber-reinforced polymer waste into larger or smallerpieces to produce new composite reinforcement and fillermaterials is currently the most promising method thathas actually been applied. However, to the authors’knowledge, little information is available on the reuse ofcomminuted GRE waste under molding conditions, withattention to the granularity and the bond mold. Previousstudies have concluded that composites incorporating re-grinding methods tend to exhibit significantly superiormechanical properties, but no investigations into the rea-sons behind this behavior have been conducted so far.
The work presented in this paper forms part of amajor investigation into the potential for comminutedGRE waste to be recycled into filler for thermoplasticpolymeric composite board. It aims to determine the fea-sibility of closed-loop material recycling for fiber-rein-forced thermoset composites. The use of prepreg residue(fiber-reinforced epoxy resin laminate) from printed cir-cuit manufacturing of GRE filling materials, the moldingprocess, and the feasibility of producing composite boardwere evaluated by considering the effects of mass propor-tion and comminuted granularity. Interfacial-layer micro-graph and bond model analysis of composite materialfracture surface were used to study the fiber breakage andfracture mechanisms.
MATERIALS AND METHODSMaterials
Prepreg residue, a common glass-fiber-reinforced resincomposite used as reinforcement in composite board, wasobtained from Jinhua Printed Circuit Board Company(Hebei province, China). Samples used in this study hadan average length and width of 10–30 cm.
Prepreg is the FR4 laminate that is considered to bethe backbone of the printed circuit industry. It consistsof layers of fiberglass cloth of approximately 60 wt %impregnated with epoxy resin of 40 wt %. “FR” meansflame retardant, and type “4” indicates woven glass-reinforced epoxy resin. This laminate is the most widelyused material for this purpose, providing the best com-promise between cost and electrical and mechanicalrequirements. A T30S grade of PP particle (�0.5–1 mm),obtained from SINOPEC Beijing Yangzi PetrochemicalCompany with a melting point of 167 °C and a densityof 0.90 g/cm3, was used as the matrix material. Silanecoupling agents (KH560), which are widely used as ad-hesion promoters,31,32 were prepared to modify theprepreg residue surface.
Methods and EquipmentPrepreg residues were crushed into less than 3-mm piecesby a shredding machine (model HYP-250, Beijing) with8-screen mesh. The crushed prepreg residue was thencomminuted by a pulverizing machine into particles with
Duan, Jia, and Li
534 Journal of the Air & Waste Management Association Volume 60 May 2010
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw

an average length and diameter of less than 0.83 mm(model FL-150, Jiangsu) with a 20-screen mesh. Theprepreg particles were added in a percentage ranging from10 to 60% by mass fraction. The appearance and commi-nuted particle microstructure of prepreg residues areshown in Figure 1.
Because the grinding process has a significant impacton the structure of glass fibers, the length and diameter ofthe comminuted prepreg residue was sieved into variousparticle sizes of 20- to 40-, 40- to 80-, 80- to 140-, 140-to200-, and 200-screen mesh to assess the impact of size oncomposite material properties. The mass proportion ofvarious sizes of comminuted prepreg samples (by screenmesh) is shown in Figure 2.
PP particles, used as a bonding polymer matrix, andcomminuted prepreg powder were premixed in a high-resolution mixing machine (model SHR-50A, Jiangsu) us-ing silane coupling agents to modify the mixture surface,then granulated in a single-screw extruder (model SJ45,Jiangsu) running at 15 rpm and at temperatures in therange 170–200 °C. A silane/ethanol mixture was pre-pared, using proportions of silane, ethanol, and water inthe ratio of 20:72:8 (wt %), by slowly dripping silane intoethanol and continuously stirring. The silane concentra-tion in the final polymer mixture was kept to a level of 0.5wt %. These concentrations are the empirical values thathave been used in similar studies.4,6,10
During the injection and compression molding pro-cess, all components were carefully dried at temperaturesin the range of 100–130 °C for at least 4 hr to limit theprocessing-induced hydrolysis and to reduce internalvoids caused by escaping water vapor. The resulting pel-lets were fed into a three-phase injection molding ma-chine, model CJ80-E (injection pressure � 120 MPa; moldtemperature � 170, 175, and 120 °C) to produce ISO527-2 dumbbell (GRE/PP composite board) specimens(length � 151 mm, gauge length � 50 mm, gauge width �10 mm, thickness � 4 mm) and rectangular test bars(length � 80 mm, width � 12 mm, thickness � 4 mm).These specimens are shown in Figure 3. About 15 speci-mens (dumbbell and rectangular test bars) were obtainedfor each prepared PP-prepreg mixture. It can be seen here
that the addition of prepreg residue darkened the appear-ance of the molded specimens.
The impact specimens were fractured, and the ex-posed surfaces were observed with a scanning electronmicroscope (SEM; model JSM 7401 and JSM-6460LV). Thesurfaces of the fractured specimens were coated with goldto avoid charging under the electron beam. The mechan-ical properties of the new composite materials, includingflexural, impact, and tensile strength and modulus, wereexamined using the International Standardization Orga-nization (ISO) 527, ISO 180, and ISO 178 series standards.
Figure 1. SEM micrograph on the typical fracture surfaces ofcomminuted prepreg residue sample. Fibers coated with resin areoriented in various dimensions and the dispersion of fibers is almostrandom.
Figure 2. The size distribution (by mass fraction) of comminutedprepreg residue sample (categorized by screen mesh).
Figure 3. The specimens produced by an extrusion and injectionmolding process. The comminuted glass-fiber-reinforced resin wasconverted into polymeric composite board using PP as a bondingagent. (A) Dumbbell (GRE/PP composite board) specimens; (B)rectangular test bars.
Duan, Jia, and Li
Volume 60 May 2010 Journal of the Air & Waste Management Association 535
F1
F2
F3
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw

The flexure test method (sometimes called a trans-verse beam test) measures the behavior of materialssubjected to simple beam loading. Maximum fiberstress and maximum strain are calculated for variousincrements of load. Results are plotted in a stress-straindiagram. Typically, the testing of tensile strength in-volves taking a small sample with a fixed cross-sectionarea and then pulling it with a controlled, graduallyincreasing force until the sample changes shape orbreaks. For the impact test, the specimen, supported bya vertical cantilever beam, is broken by a single impactof a striker, with the line of impact a fixed distance fromthe specimen clamp, or, in the case of notched speci-mens, from the center line of the notch. In addition,the density and the linear shrinkage were tested usingISO 62 and ISO 291, respectively. Linear shrinkage (con-traction rate) refers to the change in linear dimensionsthat occurs in test specimens after they have been sub-jected to injection molding and then cooled to roomtemperature.
To ensure the repeatability of the results while stillpreserving enough specimens for further property analy-sis, the injection-molding experiments were conductedthree times for every kind of property, selecting the com-posite boards with the best appearance, and an averagevalue was used for each final result. About 15 specimens(dumbbell and rectangular test bars) could be obtained foreach prepared PP-prepreg composite board. To carry outthe mechanical/physical tests, three duplicable experi-ments were generally conducted for every kind of prop-erty and an average value was used.
RESULTS AND DISCUSSIONAn Evaluation of the Mechanical Testing of the
Composite BoardsThis section analyzes the mechanical performance of theinjection-molded comminuted prepreg residue and PPcomposites (GRE/PP). The results for the flexural proper-ties as a function of prepreg residue concentration areshown in Figure 4. Whereas the flexural modulus in-creased as mass was added, the flexural strength ofprepreg residue reached its maximum at a mass fraction of30 wt %. In addition, values of 48.30 MPa for flexuralstrength and 2028 MPa for flexural modulus wereachieved from reproduced composite board containing30 wt % of prepreg residue.
Compared with the flexural properties, a slightlydifferent result was found for the tensile property en-forcement (Figure 5). Whereas the tensile modulus con-tinually increased along with the mass of the prepregresidue, the tensile strength remained at almost thesame level when the mass increased more than 20 wt %and even began to decrease with a further increase inmass fraction. Values of 25.43 MPa for tensile strengthand 2195 MPa for tensile modulus were achieved fromreproduced composite board containing 30 wt % ofprepreg residue.
The data in Figures 4 and 5 show that flexural/tensilestrength does not follow the same linear increase as mod-ulus. Rather, the curve shows a decrease in reinforcementstrength as the fiber content increases. Flexural strengthrepresents the highest bending stress experienced withina material at its moment of rupture. The flexural modulusis the ratio of stress to strain in flexural deformation (i.e.,the tendency for a material to bend) and is an intensiveproperty. Modulus, then, is independent of interfacialadhesion but increases almost linearly with filler loading.Thus, a high modulus is not necessarily associated withhigh strength.
Figure 6 shows the curve of the impact properties of areproduced composite board. The value of impactstrength is enhanced by a small quantity and reaches itsmaximum when the mass fraction is 20 wt %. A value of11.81 J/m for impact strength was achieved from repro-duced composite board containing 30 wt % of prepregresidue, twice that of the pure PP polymer boards.
Figure 7 shows the changes in density and the shrink-age properties. Both values showed significant improve-ment over the behavior of pure PP polymer boards. Thelinear shrinkage of reproduced composite with a 30%additive was 1.82%—more than 3 times less than theshrinkage of pure PP polymer boards (6.69%). Highshrinkage can cause excessive warping and induce crack-ing, which are undesirable outcomes. Because the density
Figure 4. Influence of mass fraction of GRE on flexural propertiesof a reproduced composite board (GRE/PP).
Figure 5. Influence of mass fraction of GRE on tensile properties ofa reproduced composite board (GRE/PP).
Figure 6. Influence of mass fraction of GRE on impact strength ofa reproduced composite board (GRE/PP).
Duan, Jia, and Li
536 Journal of the Air & Waste Management Association Volume 60 May 2010
F4
F5
F6
F7
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw
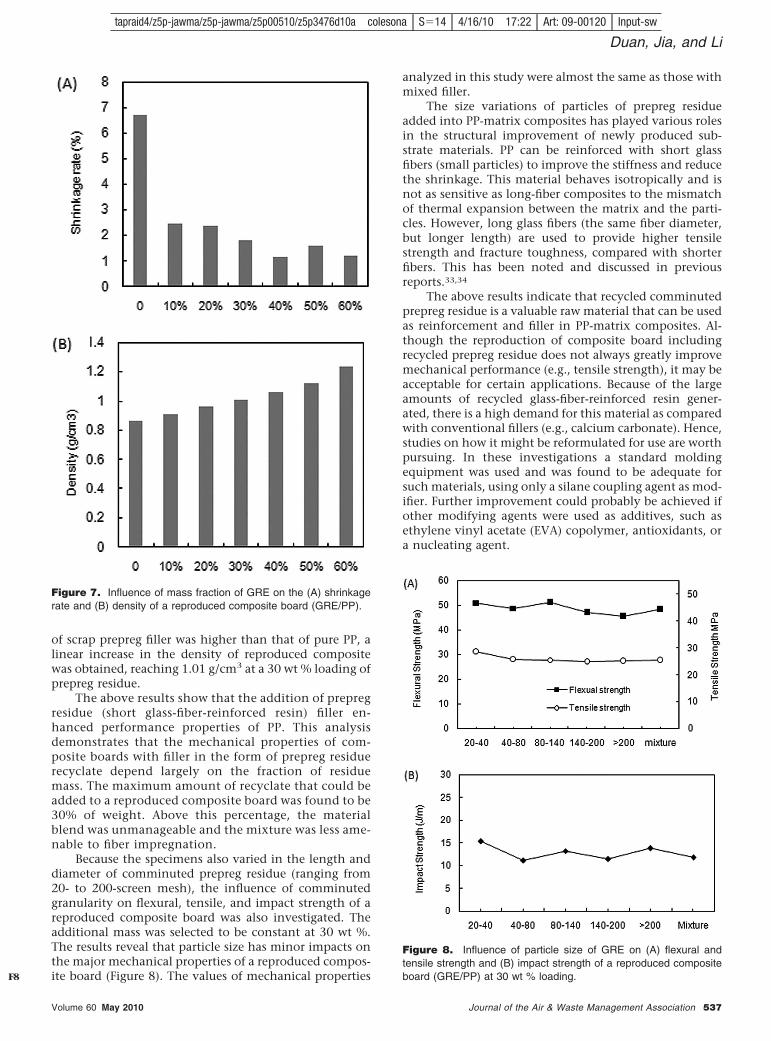
of scrap prepreg filler was higher than that of pure PP, alinear increase in the density of reproduced compositewas obtained, reaching 1.01 g/cm3 at a 30 wt % loading ofprepreg residue.
The above results show that the addition of prepregresidue (short glass-fiber-reinforced resin) filler en-hanced performance properties of PP. This analysisdemonstrates that the mechanical properties of com-posite boards with filler in the form of prepreg residuerecyclate depend largely on the fraction of residuemass. The maximum amount of recyclate that could beadded to a reproduced composite board was found to be30% of weight. Above this percentage, the materialblend was unmanageable and the mixture was less ame-nable to fiber impregnation.
Because the specimens also varied in the length anddiameter of comminuted prepreg residue (ranging from20- to 200-screen mesh), the influence of comminutedgranularity on flexural, tensile, and impact strength of areproduced composite board was also investigated. Theadditional mass was selected to be constant at 30 wt %.The results reveal that particle size has minor impacts onthe major mechanical properties of a reproduced compos-ite board (Figure 8). The values of mechanical properties
analyzed in this study were almost the same as those withmixed filler.
The size variations of particles of prepreg residueadded into PP-matrix composites has played various rolesin the structural improvement of newly produced sub-strate materials. PP can be reinforced with short glassfibers (small particles) to improve the stiffness and reducethe shrinkage. This material behaves isotropically and isnot as sensitive as long-fiber composites to the mismatchof thermal expansion between the matrix and the parti-cles. However, long glass fibers (the same fiber diameter,but longer length) are used to provide higher tensilestrength and fracture toughness, compared with shorterfibers. This has been noted and discussed in previousreports.33,34
The above results indicate that recycled comminutedprepreg residue is a valuable raw material that can be usedas reinforcement and filler in PP-matrix composites. Al-though the reproduction of composite board includingrecycled prepreg residue does not always greatly improvemechanical performance (e.g., tensile strength), it may beacceptable for certain applications. Because of the largeamounts of recycled glass-fiber-reinforced resin gener-ated, there is a high demand for this material as comparedwith conventional fillers (e.g., calcium carbonate). Hence,studies on how it might be reformulated for use are worthpursuing. In these investigations a standard moldingequipment was used and was found to be adequate forsuch materials, using only a silane coupling agent as mod-ifier. Further improvement could probably be achieved ifother modifying agents were used as additives, such asethylene vinyl acetate (EVA) copolymer, antioxidants, ora nucleating agent.
Figure 8. Influence of particle size of GRE on (A) flexural andtensile strength and (B) impact strength of a reproduced compositeboard (GRE/PP) at 30 wt % loading.
Figure 7. Influence of mass fraction of GRE on the (A) shrinkagerate and (B) density of a reproduced composite board (GRE/PP).
Duan, Jia, and Li
Volume 60 May 2010 Journal of the Air & Waste Management Association 537
F8
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw

An Analysis on the Microstructure of theComposite Boards
It is well established that the mechanical properties of thematrix-matrix/fiber interfaces are crucial because they dic-tate the mechanical behavior of the overall compositestructure. Hence the impact specimens were fractured,and the exposed surfaces were observed with SEM. Figure9 shows the SEM micrographs of the fracture surfaces ofpure PP and of reproduced composite board samples con-taining 10, 30, and 50 wt % of prepreg residue.
The SEM of a composite board containing variousmass fractions of prepreg residue shows a strong adhesionbetween the PP matrix and the glass fiber and clearlydemonstrates the effect of fiber powder in the reproducedcomposite board. Whereas the fracture surface of pure PPmatrix board presents a brittle fracture, in the compositeboard with added comminuted prepreg residue, the fibersreinforce the board significantly, although they are ori-ented in various directions and their dispersion is almostrandom. However, it has also been reported that thestrength of the composite increases when the mass frac-tion of additional resin, in the form of polymer-basedadhesives, is increased.35,36
On the other hand, overloading the boards withprepreg residue can lead to a rapid reduction of the resinbonding agent, and the material blend becomes unman-ageable, resulting in a mixture that is less amenable tofiber impregnation. For example, loading the fracture sur-faces of a composite board with 50% mass fraction (Figure9D) resulted in insufficient PP on the prepreg filler particlesurfaces, indicating that not enough chemical bond ex-isted between the matrix and the filler. This situation ledto the weakening of the composite rather than to itsreinforcement, proving that there is a limit on the in-crease in strength that can be gained by adding prepregresidue.
It is known that to understand the mechanical prop-erties of a composite material (e.g., strength and resis-tance to fracture) one needs to be able to describe theparticle size distribution of the particulate component ofthe composite.37 For the specimens of reproduced com-posite board at 30% loading of prepreg residue, whichwere separated into subgroups on the basis of particle size(ranging from 20- to 200-screen mesh), the fracture sur-faces were investigated by SEM.
As seen in Figure 10, along with the decrease of thegranularity and fiber length of filled comminuted prepregresidue, the fillers in composite materials become moreevenly distributed as the particle size increases. Short glassfibers of prepreg residue are prone to adhere strongly tothe PP polymer, indicating excellent bonding betweenthe two. However, the larger particle-size fiber showedeven better adhesion, probably because of the continuityand ductibility of the filler particles even at higher load-ing. This phenomenon could explain why the strength ofcomposite board is almost unaffected by fiber length andfiber orientation, especially in the case of injection-molded composite board.
An Assessment on the Prospective Application ofthe Composite Boards
GRE/PP composite boards are available for any potentialapplications that demand weight savings, precision engi-neering, finite tolerances, and the simplification of partsin production and operation. A molded polymer artifact ischeaper, faster, and easier to manufacture than a castaluminum or steel artifact and maintains similar andsometimes even better tolerances and material strengths.The current market for PP-based composites can be di-vided into three sectors: (1) pallets, or flat transport struc-tures that support packaged goods in a stable fashionwhile being lifted by a forklift, pallet jack, or other jacking
Figure 9. SEM micrographs of fracture surfaces of (A) pure PP, composite board (GRE/PP) specimens containing (B) 10%, (C) 30%, and (D)50 wt % of prepreg residue.
Duan, Jia, and Li
538 Journal of the Air & Waste Management Association Volume 60 May 2010
F9
F10
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw

device; (2) construction materials, such as steel laggingused in the molding construction of concrete; and (3)street furniture and accessories such as outdoor tablesand chairs, artificial rockery, fences, railings, signs, anddustbins.
With regard to the subsequent recyclability of thesematerials, closed-loop material recycling for fiber-rein-forced thermoset composites is an emerging technology.The newly reproduced composite board could be re-ground and reused as filler in polymeric composite. Ther-moplastics polymers (PP) are not crosslinked and caneasily be remelted, in contrast to thermosetting prepregresidue, which cannot be remolded.
CONCLUSIONSPrepreg residues (comminuted glass-fiber-reinforcedresin) from the printed circuit industry, nonmetallic ma-terials separated from dismantling, mass metal and plasticrecycling, and the precious metals extracted from dis-carded e-waste such as computers, televisions, and print-ers are now creating a new waste problem—GRE. Thereuse of this material, with various granularities, obtainedfrom printed circuit manufacturing residues was investi-gated in this study. These resins were converted into poly-meric composite board by an extrusion and injectionprocess using polypropylene as a bonding agent. Standardmolding equipment was used and was adequate for pro-cessing such materials using only a silane coupling agentas a modifier. Results showed that using comminuted GREas a filler material greatly enhanced the performanceproperties of the composite board. The optimum amountof recyclate that could be added to a composite board was30% of weight. GRE waste-filled polypropylene compos-ites are promising candidates for structural applicationswhere high stiffness and fracture resistance are required.
Although the mechanical properties of materials contain-ing these recyclates do not always enhance propertiessuch as tensile strength, they may still be acceptable forcertain applications or could be improved with additionalmodifications.
ACKNOWLEDGMENTSThis study was funded by a project from the NationalKey Technology Research and Development Program(2006BAC02A18) and a special subject of the 2007 Na-tional Environmental Protection Nonprofit IndustryScientific Research. The authors thank Ms. Marian Rhysfor her help in language editing.
REFERENCES1. Jofre, S.; Morioka, T. Waste Management of Electric and Electronic
Equipment: Comparative Analysis of End-of-Life Strategies; J. Mat.Cycles Waste Manage. 2005, 7, 24-32.
2. Widmer, R.; Oswald-Krapf, H.; Sinha-Khetriwal, D.; Schnellmann, M.;Boeni, H. Global Perspectives on e-Waste; Environ. Impact Assess. Rev.2005, 25, 436-458.
3. Kahhat, R.; Kim, J.; Xu, M.; Allenby, B.; Williams, E.; Zhang, P. Explor-ing e-Waste Management Systems in the United States; Resour. Con-serv. Recycl. 2008, 52, 955-964.
4. Zheng, Y.; Shen, Z.; Cai, C. The Reuse of Nonmetals Recycled fromWaste Printed Circuit Boards as Reinforcing Fillers in the Polypro-pylene Composites; J. Hazard. Mat. 2009, 163, 600-606.
5. Cunliffe, A.M.; Jones, N.; Williams, P.T. Recycling of Fibre-ReinforcedPolymeric Waste by Pyrolysis: Thermo-Gravimetric and Bench-ScaleInvestigations; J. Anal. Appl. Pyrolysis 2003, 70, 315-338.
6. Guo, J.Y.; Guo, J.; Xu, Z. Recycling of Non-Metallic Fractions fromWaste Printed Circuit Boards: a Review; J. Hazard. Mat. 2009, 168,567-590.
7. Oh, C.J.; Lee, S.O.; Yang, H.S.; Ha, T.J.; Kim, M.J. Selective Leaching ofValuable Metals from Waste Printed Circuit Boards; J. Air & WasteManage. Assoc. 2003, 53, 897-902.
8. Pickering, S.J.; Kelly, R.M.; Kennerley, J.R.; Rudd, C.D.; Fenwick, N.J. AFluidised Bed Process for the Recovery of Glass Fibres from ScrapThermoset Composites; Composite Sci. Technol. 2000, 60, 509-523.
9. Cunliffe, A.M.; Williams, P.T. Characterisation of Products from theRecycling of Glass Fibre Reinforced Polyester Waste by Pyrolysis; Fuel2003, 82, 2223-2230.
Figure 10. SEM micrographs of fracture surfaces of (A) pure PP, reproduced composite board (GRE/PP) samples filled by various particle sizeof (B) 20- to 40-, (C) 40- to 80-, and (D) 200-screen mesh at 30 wt % loading.
Duan, Jia, and Li
Volume 60 May 2010 Journal of the Air & Waste Management Association 539
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw

10. Zheng, Y.; Shen, Z.; Ma, S.; Cai, C.; Zhao, X.; Xing, Y. A NovelApproach to Recycling of Glass Fibers from Nonmetal Materials ofWaste Printed Circuit Boards; J. Hazard. Mat. 2009, 170, 978-982.
11. Buggy, M.; Farragher, L.; Madden, W. Recycling of Composite Mate-rials; J. Mat. Proc. Technol. 1995, 55, 448-456.
12. Iwaya, T.; Tokuno, S.; Sasaki, M.; Goto, M.; Shibata, K. Recycling ofFiber Reinforced Plastics Using Depolymerization by SolvothermalReaction with Catalyst; J. Mat. Sci. 2008, 43, 2452-2456.
13. Patel, S.H.; Gonsalves, K.E.; Stivala, S.S.; Reich, L.; Trivedi, D.H. Alter-native Procedures for the Recycling of Sheet Molding Compounds;Adv. Polymer Tech. 1993, 12, 35-45.
14. Ban, B.; Song, J.; Lim, J. Study on the Reuse of Waste Printed CircuitBoard as an Additive to Cement Mortar; J. Environ Sci. Health 2005, 40,645-656.
15. Park, S.S. Effect of Fiber Reinforcement and Distribution on Uncon-fined Compressive Strength of Fiber-Reinforced Cemented Sand; Geo-text. Geomembr. 2009, 27, 162-166.
16. Schinner, G.; Brandt, J.; Richter, H. Recycling Carbon-Fibre-ReinforcedThermoplastic Composites; J. Thermoplast. Compos. Mat. 1996, 9, 239-245.
17. Perrin, D.; Clerc, L.; Leroy, E.; Lopez-Cuesta, J.M.; Bergeret, A. Opti-mizing a Recycling Process of SMC Composite Waste; Waste Manage.2008, 28, 541-548.
18. Hong, S.G.; Su, S.H. The Use of Recycled Printed Circuit Boards asReinforcing Fillers in the Polyester Composite; J. Environ. Sci. Heal.1996, 31, 1345-1359.
19. Myalski, J.; Sleziona, J. Influence of Preparing of GFR Recyclates on theProperties of Polyester Matrix Compsites; J. Achieve. Mat. Manuf. Eng.2006, 18, 163-166.
20. Drozdov, D.; Al-Mulla, A.; Gupta, R.K. The Effect of Recycling on theTime-Dependent Behavior of Polycarbonate Reinforced with ShortGlass Fibers; Composite Sci. Technol. 2004, 64, 129-144.
21. Zheng, Y.; Shen, Z.; Cai, C.; Ma, S.; Xing, Y. The Reuse of NonmetalsRecycled from Waste Printed Circuit Boards as Reinforcing Fillers inthe Polypropylene Composites; J. Hazard. Mat. 2009, 163, 600-606.
22. Mou, P.; Xiang, D.; Pan, X.; Wa, L.; Gao, J.; Duan, G. New Solutions forReusing Nonmetals Reclaimed from Waste Printed Circuit Boards. InProceedings of the 2005 IEEE International Symposium on Electronics andthe Environment; Institute of Electrical and Electronics Engineers: NewYork, 2005; pp 205-209.
23. Guo, J.; Rao, Q.; Xu, Z. Application of Glass-Nonmetals of WastePrinted Circuit Boards to Produce Phenolic Moulding Compound; J.Hazard. Mat. 2008, 153, 728-734.
24. Guo, J.; Rao, Q.; Guo, J.Y.; Xu, Z. A Plate Produced by NonmetallicMaterials of Pulverized Waste Printed Circuit Boards; Environ. Sci.Technol. 2008, 42, 5267-5271.
25. Zhao, H.Y.; Peng, K.; Li, M.; Li, S.Q.; Song, Q.; Yao, Q. Distribution ofBromine in the Pyrolysis of Printed Circuit Board Wastes. In Proceed-ings of the 8th Asia-Pacific International Symposium on Combustion andEnergy Utilization, Sochi, Russian Federation, October 10–12, 2006.
26. Lai, Y.C.; Lee, W.J.; Li, H.W.; Wang, L.C. Chang-Chien, G.P. Inhibi-tion of Polybrominated Dibenzo-p-Dioxin and Dibenzofuran Forma-tion from the Pyrolysis of Printed Circuit Boards; Environ. Sci. Technol.2007, 41, 957-962.
27. Conroy, A.; Halliwell, S. Reynolds, T. Composite Recycling in theConstruction Industry; Composites A 2006, 37, 1216-1222.
28. Asokan, P.; Osmani, M.; Price, A.D.F. Assessing the Recycling Potentialof Glass Fibre Reinforced Plastic Waste in Concrete and Cement Com-posites; J. Clean Prod. 2009, 17, 821-829.
29. Barontini, F.; Marsanich, K.; Petarca, L.; Cozzani, V. Thermal Degra-dation and Decomposition Products of Electronic Boards ContainingBFRs; Ind. Eng. Chem. Res. 2005, 44, 4186-4199.
30. Kers, J.; Kulu, P.; Goljandin, D.; Mikli, V. Reprocessing Technology ofComposite Plastic Scrap and Properties of Materials from RecycledPlastics; Proc. Estonian Acad. Sci. Eng. 2007, 13, 105-116.
31. Bikiaris, D.; Matzinos, P.; Prinos, J.; Flaris, V.; Larena, A.; Panayiotou,C. Use of Silanes and Copolymers as Adhesion Promoters in GlassFiber/Polyethylene Composites; J. Appl. Polymer Sci. 2001, 80, 2877-2888.
32. Feller, J.F.; Grohens, Y. Coupling Ability of Silane Grafted Poly(Pro-pene) at Glass Fibers/Poly(Propene) Interface; Composites A 2004, 35,1-10.
33. Thomason, J.L. The Influence of Fibre Length and Concentration onthe Properties of Glass Fibre Reinforced Polypropylene: 5. InjectionMoulded Long and Short Fibre PP; Composites A 2002, 33, 1641-1652.
34. Hartikainen, J.; Hine, P.; Szabo, J.S.; Lindner, M.; Harmia, T.; Duckett,R.A.; Friedrich, K. Polypropylene Hybrid Composites Reinforced withLong Glass Fibres and Particulate Filler; Compos. Sci. Technol. 2005, 65,257-267.
35. Chen, Y. Ph.D. Thesis, National Sun Yat-Sen University, Taiwan, 2003.36. Chu, J.; Sullivan, J.L. Recyclability of a Continuous e-Glass Fiber Re-
inforced Polycarbonate Composite; Polym. Compos. 1996, 17, 556-567.
37. Scalon, J.; Fieller, N.R.J.; Stillman, E.C.; Atkinson, H.V. A Model-BasedAnalysis of Particle Size Distributions in Composite Materials; ActaMat. 2003, 51, 997-1006.
About the AuthorsHuabo Duan is a Ph.D. candidate in the Department ofEnvironmental Science and Engineering at Tsinghua Uni-versity in Beijing, China. Weifeng Jia is a M.Sci. candidatewith the Department of Civil and Environment EngineeringSchool at the University of Science and Technology inBeijing, China. Dr. Jinhui Li is a professor in the Departmentof Environmental Science and Engineering at Tsinghua Uni-versity. He is also executive secretary at the Basel Conven-tion Coordinating Centre for Asia and the Pacific. Pleaseaddress correspondence to: Jinhui Li, Department of Envi-ronmental Science and Engineering, Tsinghua University,100084 Beijing, People’s Republic of China; phone:�8610-6279-4143; fax: �8610-6277-2048; e-mail: [email protected] or [email protected].
Duan, Jia, and Li
540 Journal of the Air & Waste Management Association Volume 60 May 2010
tapraid4/z5p-jawma/z5p-jawma/z5p00510/z5p3476d10a colesona S�14 4/16/10 17:22 Art: 09-00120 Input-sw





























