Embed Size (px)
Citation preview

TRATAMIENTOS TERMICOS
INGENIERIA MECANICA
UNIVERSIDAD DE ANTIOQUIA

SOLIDIFICACION
Durante la solidificación el arreglocambia de un orden de corto alcance
a un orden de largo alcance, esdecir, a una estructura cristalina.
El crecimiento del núcleoocurre cuando los átomos del
líquido se van uniendo alsólido hasta que se acaba el
líquido.
La nucleación ocurrecuando se forma una
pequeña porción sólidadentro del líquido.
Las estructuras producidas durante lasolidificación afectan las propiedadesmecánicas e influyen sobre el tipo de
procesamiento posterior.
La solidificaciónrequiere dos pasos:
NUCLEACION
CRECIMIENTO

NUCLEACION
Homogénea
HETEROGENEA
Ocurre cuando el subenfriamiento
es suficiente como para causar la
formación de un núcleo estable.
Ocurre sobre
superficies de
impurezas
El metal proporciona por sí
misno los átomos para formar
los núcleos.

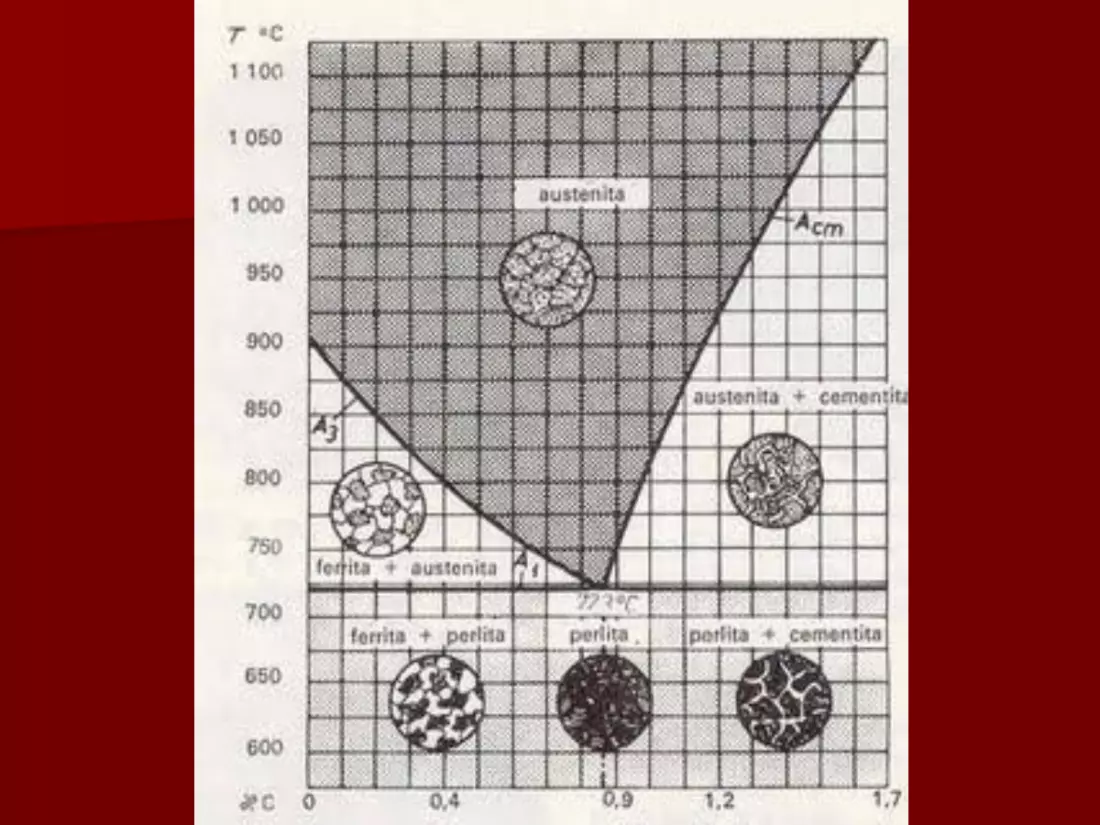
DIAGRAMA FE - C

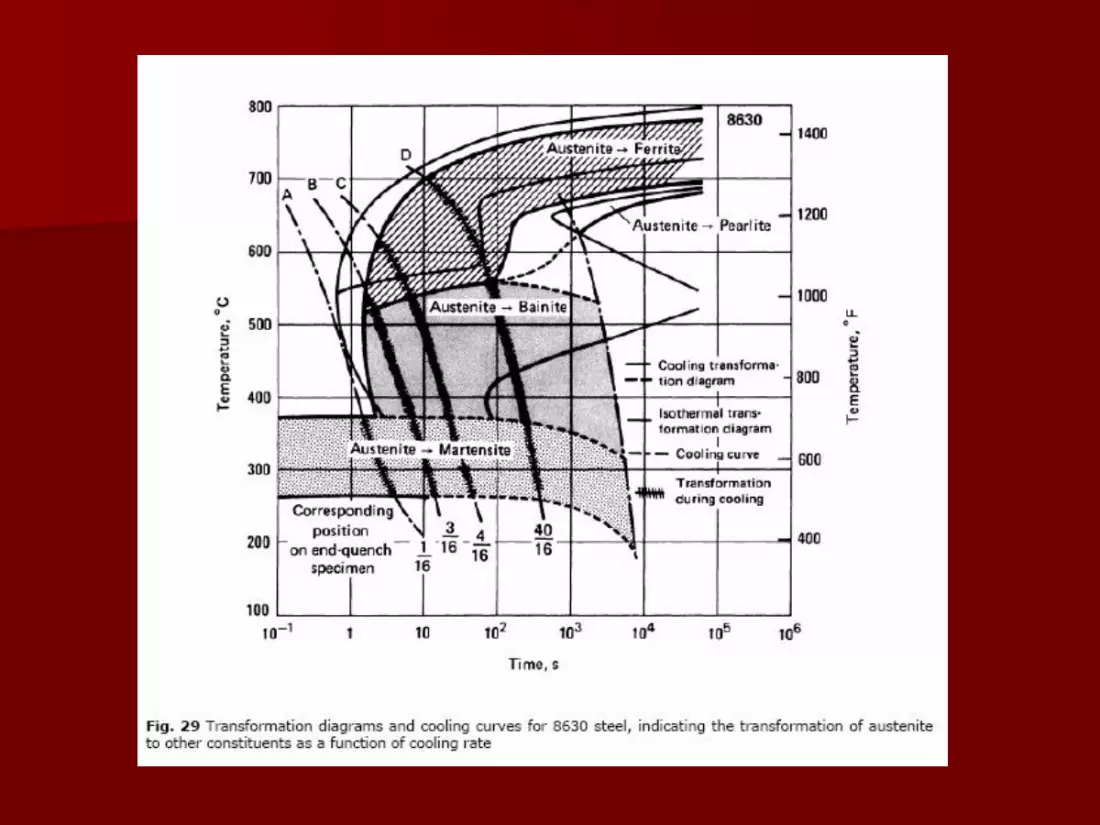
DIAGRAMAS DE TRANSFORMACION ISOTERMICA
(TI) TTT: Temperatura – transformación – tiempo o curva de la S
Indican la transformación de la austenita con el tiempo de permanencia a una misma temperatura.

Productos De Transformación De La Austenita
Perlita de 723 a 650°C
Sorbita de 650 a 600°C
Troostita de 600 500°C
Bainita superior de 500 a 400°C
Bainita Inferior de 400 a 300°C
Martensita de 300 a 50°C

Tipos de Diagramas TTT
Diagramas TTT de aceros al carbono eutectoides
Diagramas TTT de aceros al carbono hipoeutectoides
Diagramas TTT de aceros al carbono hipereutectoides
Diagramas TTT de aceros aleados

Diagramas TTT de aceros al carbono eutectoides

Diagramas TTT de aceros al carbono hipoeutectoides

Diagramas TTT de aceros al carbono hipereutectoides

Diagramas TTT de aceros aleados

INFLUENCIA DE LOS ELEMENTOS DE ALEACION
CARBONO: Aumenta la dureza, la resistencia mecánica, la maquinabilidad. Disminuye la soldabilidad y la ductilidad.
MANGANESO: Mejora la dureza, la resistencia, la fragilidad de revenido, la templabilidad, el acabado superficial, disminuye la plasticidad, la resistencia térmica y eléctrica, la maquinabilidad; actúa como desoxidante y desulfurante.

SILICIO: Favorece la formación de grafito libre, aumenta la resistencia, la dureza, el límite elástico, la resistencia a la corrosión y al desgaste. Disminuye la maquinabilidad, la forjabilidad, la soldabilidad, actúa como desoxidante.
NIQUEL: Aumenta la resistencia, el límite elástico, la resistencia a la corrosión y a la oxidación. Disminuye la maquinabilidad, la conductividad térmica y eléctrica.

VANADIO: Es afinador de grano y desoxidante, aumenta la resistencia a la tracción, al desgaste a la corrosión, la templabilidad, disminuye la maquinabilidad y la conductividad térmica y eléctrica.
ALUMINIO: Aumenta la resistencia mecánica en caliente, a la oxidación, a la corrosión, disminuye al alargamiento, la resistencia al desgaste, la templabilidad..

CROMO: Aumenta la templabilidad, la resistencia a la tracción, al desgaste, al calor, a la corrosión, el límite elástico, disminuye la resiliencia, la conductividad térmica y eléctrica.
MOLIBDENO: Aumenta la templabilidad, la resistencia a la termofluencia, a la tracción, a la fatiga, al desgaste, el límite elástico, la dureza la tenacidad, la pasividad y la resistencia química. Disminuye la fragilidad de revenido.

Otros elementos aleantes del acero son : Plomo, Estaño, Azufre, Fosforo, Titanio, Tungsteno..

Acero al carbono con 0.4% de C

CLASIFICACION DE LOS TRATAMIENTOS
Tratamientos térmicos: Normalizado, Recocido, temple, revenido.
Tratamientos termoquimicos: Cementación, cianuración, Nitruración, carbonitruración, Sulfinuzación.
Tratamientos Termomecánicos: Tratamientos mecánicos y superficiales

TRATAMIENTOS TERMICOS
DEFINICION
Es el proceso en que el acero, en estado sólido, es sometido a uno o varios ciclos de calentamiento y enfriamiento para variar alguna o algunas de sus propiedades en la forma deseada

MANEJO DE LAS VARIABLES
1. TEMPERATURA
De Austenización Total: Supercrítica, unos 30 ó 50 ºC arriba de las líneas críticas A3 o Acm del respectivo diagrama de equilibrio del acero en cuestión.
Austenización Parcial: (Intercrítica) si calentamos hasta una temperatura entre A1 y A3 y entre A1 y Acm.

Subcrítica: (Sin llegar a Austenita) si calentamos debajo de A1.
Ejm: Revenido, recristalización y alivio de tensiones, nunca temple.

El tiempo a la temperatura de sostenimiento puede ser:
1 a 20 horas para alivio de tensiones (550 a 680 ºC)
1 a 2 horas/pulgada de espesor en aleaciones fundidas para austenizar (Normalizado, temple, revenido)

2 a 10 horas para recocido total de aceros y fundiciones
30 a 45 min/pulgada de espesor en aceros lamindos
10 a 30 min/pulg de espesor en aceros de herramientas
A una pieza muy tensionada se le eliminan las tensiones a bajas temperaturas pero dejándola un tiempo prolongado. Si el material tiene muchas tensiones se le puede aplicar altas temperaturas por un corto espacio de tiempo.

2. VELOCIDAD: Depende del material, tamaño, Composición, tamaño de grano de la austenita, forma de la pieza, medio de enfriamiento y temperatura a que se encuentre el material.
Como regla general podemos decir que cuanto menor sea la velocidad de calentamiento, dentro de las posibilidades industriales, tanto menor será el daño sufrido por el material.

50 a 100ºC/hora para el calentamiento de materiales frágiles, cargados de tensiones o con muchos cambios de sección.
100 a 200ºC/hora para el calentamiento de materiales blandos, sin tensiones y pocos cambios de sección.
40 a 70ºC/hora para el enfriamiento al hacer el recocido pleno o total de aceros y fundiciones.
Normalmente se trabaja a 200ºC/hora a no ser de que el material tenga problemas de tensiones.
Los aceros de herramientas se recocen a 22ºC/hora.
Una fundición blanca se recoce a 50ºC/hora.

RECOCIDO
Consiste básicamente en un calentamiento hasta temperatura de austenización (800-925ºC) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza.
El proceso de recocido puede dividirse en tres etapas restauración o recuperación, recristalización y crecimiento de grano.
Se obtiene P, P+F, P+C

En general lo que se busca con el recocido es unas veces afinar el grano, otras ablandar el acero, a veces mejorar las propiedades eléctricas y magnéticas, y en algunos casos aumentar la maquinabilidad.

TIPOS DE RECOCIDO
Recocido de Regeneración: Consiste en un calentamiento del acero a la temperatura adecuada, seguido de un enfriamiento lento a través de la zona de transformación, debe efectuarse en lo posible en el horno o en el interior de un recipiente aislado térmicamente.

Recocido de Globulización: Tratamiento mediante el cual el carburo adopta una forma esférica o globular. Es la estructura más blandita.
Los métodos más frecuentes para realizar este tratamiento son:
1. Permanencia prolongada a una temperatura inmediatamente por debajo de la crítica inferior.
2. Empleo de un ciclo oscilante de calentamientos y enfriamientos a temperaturas que son unas veces inmediatamente superiores y otras inmediatamente inferiores a las correspondientes a la línea crítica inferior

Recocido de Alivio de Tensiones: Tiene por objeto la eliminación de las tensiones internas que aparecen en el material después de haber sufrido un fuerte mecanizado o cualquier otro proceso de deformación en frío.
Recocido contra Acritud: Se utiliza en las industrias que trabajan en chapa y alambre, y se realiza calentando el acero a temperaturas por debajo de las críticas inferiores ( de 538 a 650ºC). Se aplica después que los materiales han sufrido una deformación en frío, durante el calentamiento el acero se ablanda debido a la recristalización, lo que le permite sufrir una nueva deformación.



NORMALIZADO
Este tratamiento consiste en un calentamiento a temperaturas de 40 a 50° por encima de las críticas superiores (Líneas A3 o Acm) seguido de un enfriamiento en aire tranquilo a la temperatura ambiente.
Se emplea casi exclusivamente para aceros de baja aleación (0.15-0.50 %C)
Por medio del normalizado se consigue en el acero una mayor dureza y resistencia que en el recocido de regeneración, se afina el tamaño de grano, se homogeniza la estructura, se eliminan segregaciones y se mejora la maquinabilidad, particularmente en los aceros bajos en carbono.
Se obtiene P, P+C

TEMPLE
Consiste en calentar a una fase determinada un metal o aleación y luego enfriarlo rapidamente con uno de estos 3 objetivos:
1. Retener la estructura de alta temperatura y con ella sus propiedades.
2. Disolver carburos en una matriz austenítica
3. Convertir Austenita en martensita (o bainita) y con ello lograr altas durezas.

En la mayoría de aleaciones no ferrosas el temple se usa para ablandar.

TEMPLE
FASE DE
CALENTAMIENTO
FASE DE
ENFRIAMIENTO
Transformar toda
la masa del acero
en austenita
Velocidad de
elevación de
temperatura
Transformar la
totalidad de la
austenita en
martensita o bainita
El factor que
caracteriza ésta fase
es la velocidad crítica
de temple.
Temperatura
límite
Permanencia la
temepratura
límiteA menores velocidades parte de
la austenita se transformará en
otros constituyentes. A
velocidades superiores a la crítica
la austenita se transformará
íntegramente en martensita.

FACTORES QUEINFLUYEN EN LAPRACTICA DEL
TEMPLE
Influencia deltamaño de las
piezas
ComposiciónTamaño de
granoMedio de
enfriamientoempleado
El tamaño de lapieza aumenta la
duración del proceso
En piezas muy gruesas lavelocidad de enfriamiento a partir
de un diámetro determinado esinferior a la crítica y el núcleo de
las piezas queda sin templar.
El contenido decarbono influye en latemperatura y en lavelocidad crítica.
Los elementos dealeación cambian laposición del punto
eutectoide.
Influye en lavelocidad crítica
de temple
La velocidad crítica delos aceros de grano
grueso es inferior a la delos aceros de grano fino.
Formación de lacapa de vapor
Enfriamiento portransporte de
vapor
La duración delcalentamiento está
limitada básicamentepor razones económicas.
A la derecha: Al,Be,Nb,Ta Forman
carburos aumentandoel %C.
A la izquierda: Co,Cu,Si Disminuyenel contenido de C.
A medida que aumenta eltamaño de grano se desplaza
hacia la derecha la curvaTTT y se disminuye la
velocidad crítica de temple.
Enfriamiento porconducción yconvección.
T° inicial del baño, temperatura deebullición, calor de vaporización,calor específico, conductividadcalorífica,viscosidad, masa del
baño y grado de agitación.

Entre las características más importantes de este proceso destacan:
1. En está transformación no se presenta el fenómeno de difusión, realizándose sin variación en la composición química. lLa transformación consiste en le cambio brusco de la estructura cristalina de pequeñas cantidades de austenita en martensita o Bainita.

FCC Tetragonal

2. La transformación se realiza solamente mientras dura el enfriamiento, cesando al interrumpirse este. Por tanto, la transformación depende solamente de la disminución de la temperatura y es independiente del tiempo.

3. La transformación martensitica de una aleación determinada no se interrumpe ni la temperatura Ms se modifica al variar la velocidad de enfriamiento.
4. La martensita no esta probablemente nunca en equilibrio, aunque su estructura se conserve indefinidamente a la temperatura ambiente, o a temperaturas próximas a está. Se puede considerar como una estructura de transición entre la fase de austenita metaestable y la ferrita que aparece en el equilibrio final.

5. Aunque la martensita siempre tiene más duraza que la austenita de que procede, las durezas elevadas solo se consiguen en los aceros con un contenido de carbono suficiente, siendo la dureza máxima que se obtiene en una ceros en estado martensitico función solamente del contenido en carbono.

Conviene tener presente que.
1. La martensita se forma únicamente por transformación casi instantánea de la austenita a temperaturas relativamente bajas.
2. Cuando la austenita, se transforma a temperaturas más elevadas en estructuras estables a la temperatura ambiente, un posterior enfriamiento rápido no origina ningún cambio en los productos de la transformación.

TEMPLABILIDAD: ES la propiedad que determina la profundidad y distribución de la dureza inducida por el temple

MEDIOS DE ENFRIAMIENTO
En orden decreciente de severidad
1. Salmuera (Agua + NaCl al 10%)
2. Agua
3. Aceites solubles
4. Aceite de temple
5. aire
6. Baños de sales
La cantidad mínima de agua para templar una pieza es 40 veces el volumen de la pieza y en aceite es 60 veces el volumen de la pieza.
Se debe proteger siempre la pieza de la descarburación
1. Hornos de vacio
2. Hornos de atmósfera controlada
3. Mantener atmósfera de nitrógeno
4. Limadura de fundición gris
5. Arena sílice
6. Granulado cementante


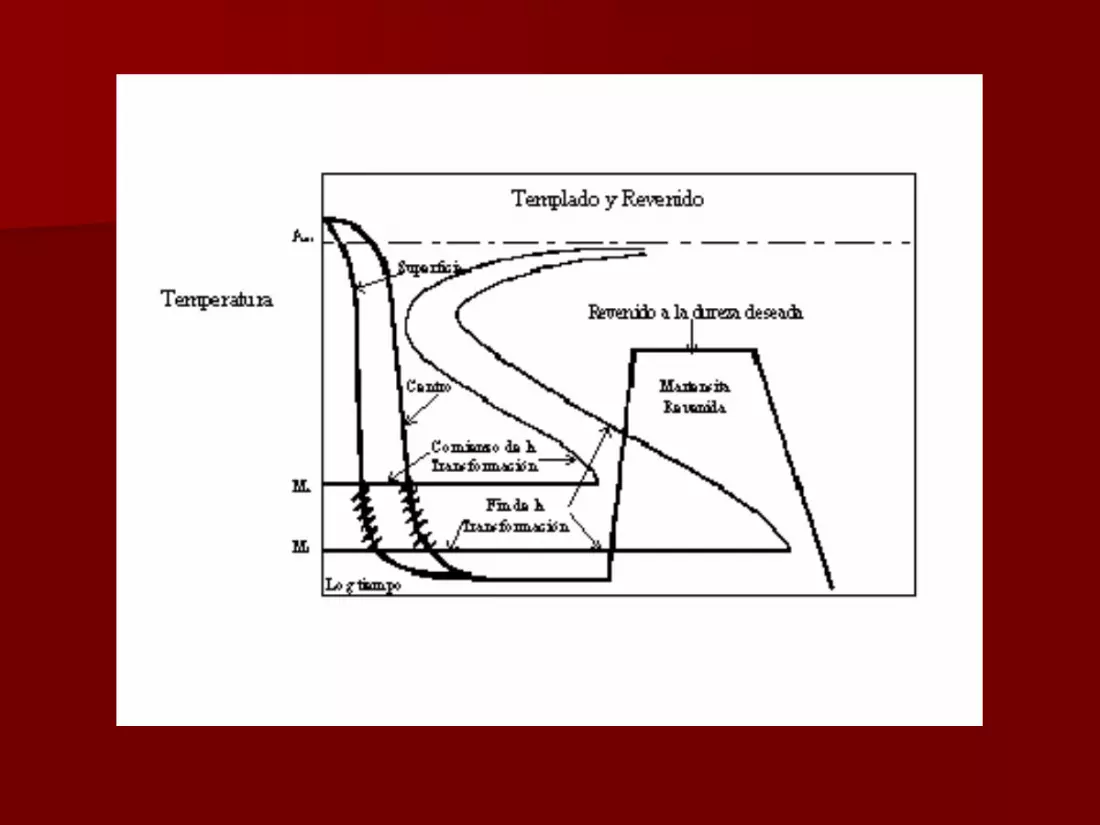
REVENIDO
Tratamiento que consiste en calentar el acero a una temperatura más baja que su temperatura crítica inferior A1.
El objeto del revenido es eliminar las tensiones internas y aumentar la tenacidad y ductilidad del acero, aunque este aumento de ductilidad se logre normalmente a costa de una disminución de la dureza y de la resistencia.

Durante el revenido, se consigue, por difusión atómica, la formación de martensita revenida
es decir, la descomposición en las fases estables: ferrita y cementita, en forma de una dispersión muy fina de cementita en una fase ferrítica.
• De esta forma, se consigue aumentar la
tenacidad del acero templado, conservando valores de resistencia considerables

Si se quiere conseguir una alta dureza o resistencia al desgaste el acero debe revenirse a temperaturas inferiores a 250ºC.
Zona de fragilidad se le designa con el nombre de fragilidad a revenidos bajos se encuentra comprendidas entre temperaturas de 250 y 400 ºC.
Si lo que se quiere es que tenga tenacidad la temperatura de revenido debe ser superior a 550ºC.

Factores que influyen en el revenido
El estado inicial de la pieza
La duración del revenido
Temperatura del revenido
Tamaño de la pieza




Tratamientos Termoquímicos
Con estos tratamientos además de calentar y enfriar el material, como en los tratamientos térmicos, se modifica la composición del acero en una capa superficial con la adición de carbono, nitrógeno ……

CEMENTACION
La cementación consiste en carburar una capa superficial del acero, rodeándolo de un producto carburante y calentándolo a temperatura adecuada. Una vez terminda la operación, se templa y reviene la pieza, quedando con una gran dureza superficial y buena tenacidad en el núcleo.

Los aceros empleados son de bajo contenido de carbono, no superior a 0.3%, utilizandose también aceros aleados con niquel, cromo y molibdeno especialmente adecuados para la cementación.

La proporción de carbono de la capa cementada aumenta con la temperatura de cementación, pudiendo llegar hasta 1.6% de C a 1130°.
Las composiciones de carbono que se consideran más adecuadas oscilan entre 0,5 y 0,9%C.

El espesor de la capa cementada depende de la temperatura y del tiempo que dura la operación. El espesor más corriente varia de 0.5 a 1.5 mm.

Cementantes sólidos
Puede emplearse para la cementantes carbón vegetal, cok, huesos calcinados, etc. Sin embargo, con carbón solo no se obtienen porcentajes de carbono superiores al 0.60%. Por eso se acostumbra mezclarlo con carbonatos alcalinos y alcalino-terreos. Una mezcla muy usada es el 60% de carbón vegetal y 40% de carbonato barico pudiéndose sustituir el carbonato barico por carbonato cálcico o carbonato sódico.

Los baños de sales fundidas seutilizan mucho para cementación
de piezas pequeñas, es másrápida y sencilla que la
cementación con materias sólidas.
Cianuro sódico (20%)Cloruro Bárico (30%)Cloruro Sódico (25%)
Carbonato sódico (25%)
Cianuro sódico (10%)Cloruro Bárico (55%)Cloruro Sódico (20%)
Carbonato sódico (15%)
Para obtenerespesores de capade 0,2 a 1,5 mm
Para obtenerespesores de capa
de 1.5 a 3 mm
Cementantes Líquidos

El espesor de la capa cementada depende, además de la composición del baño, de la temperatura y sobretodo de la duración del tratamiento.
Cementantes gaseosos
La cementación con gases se efectúa colocando las piezas en una atmósfera carburante a las temperaturas de cementación, es decir entre 850 y 950.
La atmósfera carburante esta formada por una mezcla de gas activo y gas portador. El gas activo es generalmente Metano, aunque puede utilizarse también Propano y Butano. El gas portador es una mezcla de oxido de Carbono, Hidrogeno y Nitrógeno, con pequeños porcentajes de vapor de agua, anhídrido carbónico, etc.

la cementación la realiza principalmente el metano, al descomponerse por la siguiente reacción:
CH4 --- C + 2H2
Y el carbono naciente es absorbido por el acero a la temperatura de Austenizacion.
También él oxido de carbono CO colabora en la cementación, al descomponerse a elevada temperatura en carbono y anhídrido carbónico
2CO --- CO2 + C

El espesor de la capa cementada depende como siempre, en su mayor parte de la duración de la operación, pudiendo obtenerse en ocho horas hasta 1.5 mm de espesor.
El porcentaje de carbono de la capa cementada depende de la temperatura de cementación

Ventajas einconvenientes
cementantessólidos
cementanteslíquidos
cementantesgaseosos
fáciles de utilizar, pero resultancaros de aplicar, por el consumo decombustible y coste de preparaciónde las piezas en la caja, además lastemperaturas son muy desiguales
en las cajas grandes
son de acción más rápida y de mássencilla aplicación que los solidos.
Se aplica mucho para piezaspequeñas de fabricación en serie.
Tienen el inconveniente que las salesusadas son todas muy venenosas.
son los mejores y más económicos paracementar muchas piezas rápidamente,
pudiendo cementarse grandes espesores.Su inconveniente principal, casi el único
es la carencia de las instalacionesespeciales que necesitan, lo que impide
su utilización en talleres pequeños.

TRATAMIENTOS TERMICOS DE LAS PIEZAS CEMENTADAS
Con los aceros cementados se emplean los siguientes tratamientos:
TEMPLE DIRECTO DESDE LA TEMPERATURA DE CEMENTACION Y REVENIDO: Se emplea solo cuando se cementa en baño de sales o gases, y únicamente para piezas de pequeño espesor inferior a 0.5 mm.
Las piezas quedan con gran dureza en la capa cementada y en el núcleo; pero si los aceros no son de grano muy fino crecera mucho a la temperatura de cementación y la martensita obtenida será frágil

TEMPLE A TEMPERATURAS DE AUSTENIZACION BAJAS
Se dejan enfriar las piezas lentamente una vez cementadas, se calientan a temperatura de austenizacion de la capa cementada de tal forma que el núcleo no-se austenize, al momento de someter el temple y el revenido el núcleo quedara sin templar, la capa estará templada y con un grano pequeño, en cambio el núcleo que aumenta su tamaño de grano en la cementación lo conservara.

TEMPLE A TEMPERATURAS DE AUSTENIZACION ALTAS
Después de la cementación las piezas se enfrían lentamente y a continuación se calientan a una temperatura superior a la de austenizacion del núcleo, sé tiemplan y revienen finalmente. Tanto la capa cementada como el núcleo quedaran templadas. Como el calentamiento ha sido a temperatura mayor a la de austenizacion del núcleo el grano del núcleo es pequeño pero el de la capa es grueso.

REVENIDOS
Los revenidos después de todos los temples descritos se hacen a temperaturas entre 150° a 200°, teniendo como misión casi únicamente reducir tensiones, pues la martensita del núcleo cuyo contenido de carbono es muy bajo queda después del temple con una tenacidad bastante buena.

NITRURACION
La Nitruracion es un tratamiento que tiene por objeto aportar nitrógeno a la capa superficial de los aceros, con lo que se consigue endurecerla extraordinariamente.
La operación se realiza calentando las piezas a unos 500 ° en una corriente de Amoniaco durante uno a cuatro días.
El Amoniaco se disocia con el calor, dando:
2NH3 --- 2N + 3H2

La dureza se atribuye a la formación de Nitruros de los elementos de aleación del acero, principalmente Al, Cr, Mo.
Los espesores de la capa nitrurada mas empleados varían entre 0.20 a 0.70 mm, según la duración de la operación, consiguiéndose aproximadamente un espesor de 0.3 mm por día.

La temperatura no suele pasar de 500°C, pues si se pasase de esta temperatura se obtendrían capas nitruradas muy frágiles. Precisamente el operar a bajas temperatura es una ventaja de la Nitruracion, pues así no hay aumento del tamaño de grano ni es preciso someter a la pieza a ningún tratamiento posterior, ni a ninguna operación de acabado, puesto que casi no sufren deformaciones, bastando un ligero rectificado.

Las piezas nitruradas se templan y revienen; pero a diferencia de la cementación, el tratamiento se efectúa antes y no después de la Nitruracion.
Y esto es porque el tratamiento térmico perjudicaría la capa nitrurada. En cambio, templados los aceros antes de la Nitruracion, resisten mejor las fuertes presiones ejercidas por la capa nitrurada sobre el núcleo.

Ventajas de la nitruración
Este tratamiento es idóneo para aquellos aceros que sufren mucho roce y necesitan protección para el desgaste. Con la Nitruracion se obtienen durezas elevadas, superiores a 78 Rockwell, confiere a las piezas resistencia a la corrosión de aguas dulces, agua salada, atmosferas húmedas. No produce deformaciones en las piezas. Mantiene la dureza conseguida a temperaturas cercanas a los 500°. Tiene el inconveniente de que solo pueden nitrurarse aceros especiales y las instalaciones resultan costosas para talleres pequeños

Efecto de la Nitruración en el Acero
CARACTERÍSTICAS RESULTADO
Profundidad de capa El espesor total de la capa nitrocarburada oscila entre 0,12 y 0,25 mm.
Gran dureza superficial
Con este proceso se pueden llegar a alcanzar durezas superiores a los 1000HV (ver
tabla complementaria en la que se muestran los diferentes comportamientos en varios
aceros).
Resistencia al desgaste Viene dada por la gran dureza superficial que se obtiene con este proceso, dureza muy
superior a la que se obtiene con los demás métodos de endurecimiento superficial.
Resistencia a la fatiga Diversos ensayos han demostrado que las piezas nitruradas poseen una resistencia a la
fatiga particularmente alta.
Resistencia a la corrosión La capa nitrurada proporciona una mayor resistencia a la corrosión, por ejemplo,
contra el aire, vapor y agua.
Resistencia al revenido Se pueden someter las piezas nitruradas a temperaturas hasta de unos 540/550º C sin
influenciar de forma peligrosa en la dureza superficial.
Nula variación dimensional
Esta característica es debido a la baja temperatura a que se realiza este proceso
520/550ºC, muy por debajo de la temperatura de austenización de los aceros, por lo
que las típicas tensiones de tratamiento no se producen.

Aplicaciones
Complementos y moldes para la inyección de plástico y metales.
Matrices de extrusión.
Herramientas para embutición profunda en acero tipo F5211 tratado.
Columnas.
Guías.
Husillos.
Cigüeñales.
Engranes de cadena.
Otras
Aceros para nitrurar
Los aceros para nitrurar son siempre aleados con un contenido de carbono entre 0.25 a 0.50%, según las características mecánicas que se desea obtener en el núcleo.
No se emplean nunca porcentajes inferiores a 0.25 % de Carbono, pues el núcleo no tendría la resistencia necesaria para soportar la presión que ejerce sobre la la capa nitrurada. Además se ha comprobado que las capas nitruradas en aceros de porcentajes menores a 0.25% de carbono resultan frágiles. Los elementos de aleación más utilizados son el Aluminio, el Molibdeno, el Vanadio, el Cromo y el Níquel.
El Aluminio es el elemento que más influencia tiene en la dureza de la capa nitrurada.

CARBONITRURACION
La carbonitruración es un tratamiento con el que se consigue endurecer una capa superficial de los aceros por la absorción simultanea de carbono y nitrógeno

Se ha llamado a la carbonitruracion cianuración gaseosa, pues los fines de ambos tratamientos son los mismos, pero en la cianuración se realiza por medio de cianuros líquidos y la carbonitruracion por medio de gases.
La operación se realiza de una manera muy parecida a la cementación gaseosa.

Se utiliza un gas portador formado generalmente por el 21% de CO, 40% de H2, 35% de N2, 1% de CH4, y pequeñas cantidades de CO2, O2, Vapor de agua y un gas activo que es en este caso el Amoniaco. La aportación de carbón depende del metano.
El proceso se realiza a temperaturas cercanas a los 900°C, es decir con el acero en estado Austenitico, obteniéndose capas duras de espesores hasta 0.6mm en cuatro a cinco horas

Sulfinuzación
So objeto es aumentar la resistencia al desgaste de las piezas tratadas, calentandolas en un baño de sales de composición especial a 565° de una a tres horas.
En la composiciónn del baño entran 3 tipos de sales: unas activas formadas principalmente pos sulfito sódico. Otras protectoras y otras sales de soporte

características
Puede aplicarse este tratamiento a los aceros al carbono cualquiera que sea su composición
Se recomienda la nitruración previa lo que da un buen resultado, ya que la sulfinuzación no produce aumento de dureza y no es aconsejable el temple ppor las deformaciones que puede originar.
La capa posee la propiedad de autopropagación del efecto cementante del azufre.
La capa es antisoldable.

BIBLIOGRAFIA
Valencia Asdrúbal. Tecnología del tratamiento térmico de los metales. Editorial Universidad de Antioquia.
Avner Sidney. Introducción a la metalurgia Física. McGRAW – HILL. Primera Edición . 1966.
Lasheras y esteban Jose Maria. Tecnologia del acero. Segunda edición. 1967

Desplazamiento de la curva hacia la derecha por la adición de 0.9% Cr





























